Большая Энциклопедия Нефти и Газа. Фреза концевая чертеж
Концевые фрезы – конструкция и технические особенности
Это статья-справочник. Здесь перечислены основные понятия и определения конструкции концевых фрез, а также технические особенности.
Конструкция концевых фрез
Режущая кромка прямого типа (прямолинейная режущая кромка) –режущая кромка, представляющая собой прямую линию, проходящую под углом к оси фрезы. В отличие от режущей кромки спирального или винтового типа, обработанная поверхность, образуемая прямолинейной режущей кромкой, не является плоской.
Осевое биение – разница между минимальным и максимальным показаниями индикатора (микрометра), установленного по наружному диаметру фрезы на её режущей части, при её вращении.
A — диаметр фрезыB — диаметр хвостовикаC — Длина режущей частиD — Общая длина
Подточка углов — короткий скошенный участок, расположенный в месте схождения торцевой и цилиндрической поверхностей фрезы. Выполняется для усиления фрезы и во избежание излома выступающих острых углов режущих кромок.
Стружколомы – выступы и впадины особой формы на передней поверхности, заставляющие стружку свиваться и обламываться.
Расщепители стружки – выемки в виде желобков и зазубрин, расположенные по периферии концевой фрезы кукурузного типа, выполненные с целью получения более узкой стружки. Применимы для черновой обработки.
Диаметр сердцевины – диаметр цилиндра (или конуса, для конусных фрез), образуемого касательными в точках наибольшей глубины стружкоотводящих канавок.
Подрезка – место входа канавочной фрезы или шлифовальной головки при проточке канавок концевой фрезы во время её изготовления.
Режущая кромка – непосредственно режущая часть зуба. Представляет собой пересечение двух хорошо обработанных поверхностей под заданным углом, обычно, не превышающим 90 градусов.
Угол наклона режущей кромки – угол между осью фрезы и режущей кромкой.
Фреза с переменным окружным шагом зуба – фреза, сконструированная особым образом с целью уменьшения вибрации и дребезга в процессе резания. Эффект основан на том, что при таком расположении зубьев не происходит наложения гармоник колебаний зубьев друг на друга.
Угол в плане (иногда угол входа, угол атаки) – чем ближе этот угол к 90 градусам, тем выше ударная нагрузка на инструмент.
Радиус закругления в основании стружечной канавки — радиус там же, где измеряется диаметр сердцевины.
Стружечная канавка – канал-впадина в теле фрезы в промежутке между зубьями, обеспечивающий вывод стружки наружу и используемый для заточки инструмента. Число стружечных канавок напрямую соответствует числу зубьев, что, в свою очередь, определяет скорость подачи.
Длина стружечной канавки – длина канавки или проточки. Часто неверно используется в значении «длина режущей части».
Хвостовик – часть фрезы, служащая для зажима в патроне станка и передающая режущей части фрезы вращательное движение от шпинделя.
Прямой хвостовик – цилиндрический хвостовик с канавками или проточками или без них. Очень распространенное решение у твердосплавных концевых фрез.
Хвостовик Велдона (Weldon) – промышленное название особого типа хвостовика с плоской лыской, которая служит для предотвращения проскальзывания хвостовика инструмента в зажимном патроне.
Зуб – выпуклость на теле концевой фрезы с режущей кромкой на ней.
Передняя поверхность – поверхность зуба фрезы, непосредственно находящаяся в контакте с заготовкой.
Отступление (прим. перев.)
Существует передняя поверхность зуба (которой фреза врезается в заготовку) и задняя поверхность (противоположная ей). В месте соединения передней и задней поверхности выполняется площадка, параллельная обработанной поверхности (поверхность после прохода фрезы). После площадки для уменьшения трения заднюю поверхность «поднимают» от заготовки, чтобы они не тёрлись друг об друга, вызывая нагрев. Задних поверхностей может быть до 3 шт (в российской практике – обычно 1 или 2). Каждая из них немного скошена одна относительно другой. При заточке фрезы, если задняя поверхность плоская – фрезу точат по задней поверхности, если же затылованная (не одна-две-три плоскости под углом одна к другой, как у острозаточенной, а плавное скругление – спираль Архимеда) – тогда её точат со стороны передней поверхности.
Своеобразная «Площадка» с аналогичными функциями есть и на боковой поверхности фрез и сверл (они схожи конструктивно) – но она у нас называется «Ленточка».
Заточка инструмента (видео)
На видео производится заточка инструмента. Первой обрабатывается торцевая поверхность, в конце – боковая. Сначала выполняется площадка на всех четырех зубцах, далее делается первичная задняя поверхность (срезается задняя часть зуба вместе с площадкой), далее делаются подточки, после чего на боковой поверхности делаются ленточки.
http://www.s-t-group.com/catalog/yg_1_teh_ii.pdf — здесь также очень хорошо расписана подобная техническая информация.
Технические особенности концевых фрез
Обратный конус – режущая часть фрезы выполнена в виде обратного конуса, когда диаметр рабочей части у хвостовика меньше её диаметра у кончика фрезы.
Обнижение, падение профиля – пустое пространство между фрезой и заготовкой, находящееся со стороны спинки зуба.
Угол обнижения/задний угол – угол между задней поверхностью и линией, являющейся продолжением режущей кромки.
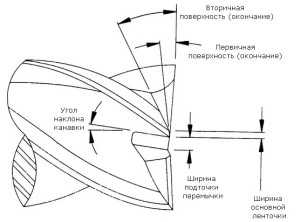
- Первичный задний угол – (обычно 5-9 градусов) – угол между первичной задней поверхностью и режущей кромкой.
- Вторичный задний угол – (обычно 14-17 градусов) – по отношению к продолжению режущей кромки.
- Третичный задний угол (опционально) – угол наклона третичной задней поверхности (на этот раз – по отношению ко вторичной поверхности, а не к режущей кромке)
Поднутрение – впадина в торцевой поверхности фрезы, образованная благодаря скосу его поверхностей внутрь. Степень вогнутости зависит от угла поднутрения торцовой режущей кромки.
КОНВЕКС — проекция наружного радиуса зубьев фрезы с радиусной заточкой
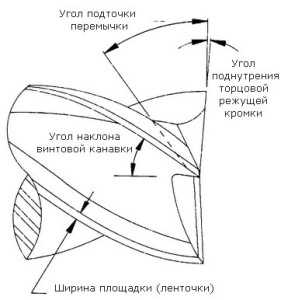 Угол поднутрения торцовой режущей кромки – угол, образованный режущей кромкой и плоскостью, перпендикулярной оси фрезы. Целью поднутрения является гарантированное получение плоской поверхности в результате обработки фрезой.
Угол поднутрения торцовой режущей кромки – угол, образованный режущей кромкой и плоскостью, перпендикулярной оси фрезы. Целью поднутрения является гарантированное получение плоской поверхности в результате обработки фрезой.
Подточка (перемычки) – вспомогательные прорези в теле фрезы, облегчающие выход стружки. То же, что и «канавки» но не сбоку фрезы, а в торце.
Винтовая заточка фрезы – режущая кромка или канавка равномерно вьющаяся вокруг цилиндрической поверхности фрезы в осевом направлении. Нормальное направление вращения спирали – правое.
Угол наклона винтовой канавки – угол, образованный линией, касательной к спирали, и осевой плоскостью.
Радиус стружечной канавки – термин, используемый чтобы подчеркнуть вогнутость и кривизну передней поверхности зуба.
Площадка (ленточка) – узкая плоскость непосредственно за режущей кромкой. На торцевой части – площадка, на цилиндрической — ленточка.
Цилиндрическая (А) – узкий кусочек ленточки на цилиндрической части фрезы, непосредственно примыкающий к режущей кромке, не имеющей радиального скоса.
Скошенная (B) – узкий кусочек ленточки на цилиндрической части фрезы, непосредственно примыкающий к режущей кромке с радиальным скосом.
Глубина резания – длина цилиндрической режущей части, предназначенной для резания (имеющей все необходимые элементы – стружечную канавку, режущую кромку, площадку, переднюю и заднюю поверхности).
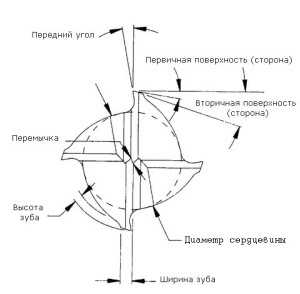 Радиальный передний угол – угол, образуемый радиусом, проведенным по нормали к оси фрезы и радиальной передней поверхностью зуба.
Радиальный передний угол – угол, образуемый радиусом, проведенным по нормали к оси фрезы и радиальной передней поверхностью зуба.
Угол – угловое соотношение между передней поверхностью зуба или линией, касательной к передней поверхности зуба, проведенной через заданную точку и контрольной плоскостью.
Угол наклона канавки – угол, образованный плоскостью, проходящей через ось фрезы и линией, совпадающей или касающейся передней поверхности зуба.
Эффективный угол – угол, наиболее сильно влияющий на образование стружки; представляющий собой перпендикуляр к режущей кромке.
Винтовой угол – в большинстве случаев означает то же самое, что и термин «угол наклона винтовой канавки». Означает отклонение передней поверхности зуба по отношению к плоскости, проходящей через ось фрезы.
Отрицательный передний угол – у инструмента с таким углом первоначальный контакт заготовки и зуба инструмента происходит в точке, не находящейся на режущей кромке.
 Положительный передний угол – у инструмента с таким углом первоначальный контакт заготовки и инструмента происходит по линии режущей кромки.
Положительный передний угол – у инструмента с таким углом первоначальный контакт заготовки и инструмента происходит по линии режущей кромки.
Главный задний угол (осевой) – угол между линией, проходящей касательно или совпадающей с задней поверхностью зуба и плоскостью, перпендикулярной оси фрезы.
Осевая задняя поверхность – выборка (подточка) на тыловой части зуба, размер которой измеряется в осевом направлении, между плоскостью, перпендикулярной оси инструмента, проходящей через режущую кромку и задней поверхностью (подточенной). Предотвращает трение задней поверхности о заготовку и тепловыделение.
Вогнутая задняя поверхность – поверхность, непосредственно за режущей кромкой имеет вогнутую форму. Изготавливается с помощью шлифовального круга, расположенного под углом 90 градусов к оси инструмента.
Выпуклая задняя поверхность – задняя поверхность имеет выпуклую форму (см.ссылку выше). Образуется путем применения I-образного шлифовального круга под углом к оси инструмента.
Подточка углов – необходима только для погружных фрез, а также при переточке инструмента при повреждении или износе углов режущей кромки.
Плоская задняя поверхность – задняя поверхность имеет плоскую форму, на производстве выполняется торцевой частью U-образного шлифовального круга.
Радиальная задняя поверхность – задняя поверхность зуба в радиальном направлении. Может быть измерена индикатором или микрометром в плоскости вращения инструмента по показаниям микрометра на различных углах поворота фрезы.
Тангенциальный главный передний угол – угол, образованный касательной к зубу с вогнутой передней поверхностью зуба, проходящей через режущую кромку, и радиусом, проведенным через ту же точку по плоскости, перпендикулярной оси инструмента.
Источник
Также советуем прочитать:
Нет связанных записей.
Понравилась статья? Поделитесь:
tverdysplav.ru
>>> Фреза концевая чертеж компас
(СТ СЭВ )
OKП 39 2930 НАДФИЛИ ТЕХНИЧЕСКИЕ УСЛОВИЯ Needle files. Specifications ГОСТ 1513 77 (СТ СЭВ 1300 78) Срок действия с 01.01.79 до 01.01.94 Настоящий стандарт распространяется на надфили, предназначенные для
ПодробнееКОМПЬЮТЕРНАЯ ГРАФИКА
ФЕДЕРАЛЬНОЕ АГЕНТСТВО ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТА Федеральное Государственное Бюджетное Образовательное Учреждение Высшего Профессионального Образования «МОСКОВСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ ПУТЕЙ СООБЩЕНИЯ»
Подробнееhttp://www.diptm.ru/ Каталог дипломных проектов Тольяттинский политехнический колледж 2009-2012 годы Выполнил: Пономарев Андрей Домашний телефон: (8482)31-21-81 Сотовый телефон: +79053054879 e-mail: [email protected]
ПодробнееПРЕДИСЛОВИЕ...8 ВВЕДЕНИЕ...11 ГЛАВА
СОДЕРЖАНИЕ ПРЕДИСЛОВИЕ...8 ВВЕДЕНИЕ...11 ГЛАВА 1. Рабочие элементы инструментов и кинематика их движений...19 1.1 Рабочие элементы, основные функции и движения режущих инструментов...19 1.1.1 Терминология
Глава 1. Система КОМПАС-3D LT V
Содержание Уважаемые читатели!... 15 Введение... 17 Предисловие... 20 Глава 1. Система КОМПАС-3D LT V10... 23 1.1. Ограничения версии КОМПАС-3D LT V10... 25 1.2. Как работать со справочной системой...
ПодробнееТЕХНОЛОГИЯ ФРЕЗЕРНЫХ РАБОТ
НАЧАЛЬНОЕ ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАНИЕ Т. А. БАГДАСАРОВА ТЕХНОЛОГИЯ ФРЕЗЕРНЫХ РАБОТ РАБОЧАЯ ТЕТРАДЬ Рекомендовано Федеральным государственным учреждением «Федеральный институт развития образования» в качестве
ПодробнееГлава 1. Система КОМПАС-3D LT V
Содержание Уважаемые читатели!... 15 Введение... 17 Предисловие... 20 Глава 1. Система КОМПАС-3D LT V10... 23 1.1. Ограничения версии КОМПАС-3D LT V10... 25 1.2. Как работать со справочной системой...
ПодробнееШтампы 3D. Руководство пользователя
Штампы 3D Руководство пользователя Содержание Назначение приложения... Этапы проектирования... Начать проектирование... Ориентировать деталь... Создать переход... Разогнуть... Разместить...10 Копирование...11
Работа 20. Сечения и разрезы.
Работа 20. Сечения и разрезы. Цель работы: Дополнительная настройка системы КОМПАС 3D LT; выполнение в двух подсистемах сечений и разрезов, знакомство с моделью процесса прототипирования изготовления физической
ПодробнееАльбом 3 «Чертежи деталей машин»
Методические указания для студентов Института авиатехники (поток 2), выполняющих графические работы по курсу «Инженерная графика» Альбом 3 «Чертежи деталей машин» Составитель Н.В. Савченко Содержание альбома
ПодробнееНЛО Рубика Часть I. Сборка черной стороны
Рубика Часть I. Сборка черной стороны Обозначение +1 +2-1 -2 Описание Вращение передней стороны по часовой стрелке на 1 деление. Вращение передней стороны по часовой стрелке на 2 деления. Вращение передней
ПодробнееУчитель Павлов Андрей Алексеевич
ГУО СШ 8 города Орши представляет «Использование компьютерной графики в образовательном процессе (с использованием системы автоматизированного проектирования «КОМПАС 3D») Учитель Павлов Андрей Алексеевич
Подробнее1. ПРАВИЛА ВЫПОЛНЕНИЯ СХЕМ
КИНЕМАТИЧЕСКАЯ СХЕМА План 1. Правила выполнения схем 1.1. Общие требования к выполнению схем 1.2. Условные графические обозначения элементов 1.3. Позиционные обозначения элементов 1.4. Перечень элементов
Подробнее3 Объем дисциплины и виды учебной работы
. ЗАДАЧИ ДИСЦИПЛИНЫ Задачей дисциплины является обучение студентов навыкам расчета и разработки конструкции режущего инструмента общего назначения и инструмента для получения резьб. В первой части курса
ПодробнееТЕСТ ПО ИНЖЕНЕРНОЙ ГРАФИКЕ
ТЕСТ ПО ИНЖЕНЕРНОЙ ГРАФИКЕ 60 1. Какой разрез целесообразно выполнить для детали, изображенной на комплексном чертеже? простой ступенчатый поперечный ломаный 2. Сколько секущих плоскостей использовано
Подробнее1. МЕТОДЫ ПРОЕЦИРОВАНИЯ
1. МЕТОДЫ ПРОЕЦИРОВАНИЯ 1. Назовите основные методы проецирования геометрических форм. Приведите схему аппарата проецирования. 2. Какие виды параллельных проекций Вы знаете? Приведите схему аппарата проецирования.
Подробнее841 х х х х х 297
ПРАВИЛА ОФОРМЛЕНИЯ ЧЕРТЕЖЕЙ Основные правила оформления чертежей. Система стандартов. Форматы. Рамка и основная надпись чертежа. Линии чертежа. Шрифты чертежные. Оформление титульного листа. Нанесение
ПодробнееПРОГРАММА УЧЕБНОЙ ДИСЦИПЛИНЫ
МИНИСТЕРСТВО ОБРАЗОВАНИЯ ИРКУТСКОЙ ОБЛАСТИ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ИРКУТСКОЙ ОБЛАСТИ «БРАТСКИЙ ПРОМЫШЛЕННЫЙ ТЕХНИКУМ» Утверждаю Директор ГБПОУ БПромТ В.Г.
ПодробнееУчебная система КОМПАС-3D LT
Учебная система КОМПАС-3D LT http://www.ascon.ru/ Третьяк Татьяна Михайловна, преподаватель информатики, Государственное бюджетное профессиональное образовательное учреждение города Москвы «Политехнический
ПодробнееПрограмма дисциплины
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ ФГАОУ ВПО "Казанский (Приволжский) федеральный университет" Институт физики УТВЕРЖДАЮ " " 200 г. Программа дисциплины Инженерная и компьютерная графика
ПодробнееРАБОЧАЯ ПРОГРАММА ДИСЦИПЛИНЫ
Министерство образования Нижегородской области ГБПОУ «Первомайский политехнический техникум» РАБОЧАЯ ПРОГРАММА ДИСЦИПЛИНЫ ОП.11. Информационные технологии в профессиональной деятельности специальность
Подробнееdocplayer.ru
5.3 Фрезы
Задача 5.10.Рассчитать и сконструировать концевую фрезу диаметромDс коническим хвостовиком для черновой обработки заготовки ширинойBс припуском на обработкуh.
Таблица 5.10 – Данные к задаче 5.10
| Номер варианта | Материал заготовки | D, мм | B, мм | h, мм |
| 1 | Сталь 40ХН, 309 НВ | 30 | 230 | 4 |
| 2 | 25 | 200 | ||
| 3 | Чугун СЧ 15, 170 НВ | 60 | 225 | 5 |
| 4 | 50 | 210 | ||
| 5 | Сталь 50, σв = 1100 МПа | 60 | 340 | 6 |
| 6 | 50 | 300 | ||
| 7 | 45 | 300 | 5 | |
| 8 | Сталь 20Х13, 126 НВ | 40 | 180 | |
| 9 | Чугун СЧ 35, 220 НВ | 40 | 250 | 6 |
| 10 | 35 | 240 | 4 |
Пример выполнения чертежа фрезы концевой приведен на рисунке 5.6.
Задача 5.11.Рассчитать и сконструировать торцовую насадную фрезу со вставными ножами, оснащенными твердым сплавом, для обработки заготовки с шириной фрезерованияВи припуском на обработкуh. Конструкцию фрезы рекомендуется выбирать по ГОСТ 24359-80, присоединительные размеры – по ГОСТ 27066-86.
Таблица 5.11 – Данные к задаче 5.11
| Номер варианта | Материал заготовки | B, мм | h, мм | Параметр шероховатости обрабатываемой поверхности, мкм |
| 1 | Сталь 40Х13, 229 НВ | 150 | 4 | Ra = 1 |
| 2 | Чугун СЧ 35, 210 НВ | 250 | 10 | Rz = 63 |
| 3 | Сталь 45ХН, σв = 650 МПа | 300 | 12 | Rz = 32 |
| 4 | Сталь 40Х, σв = 950 МПа | 400 | 16 | Rz = 63 |
| 5 | Чугун СЧ 20, 170 НВ | 200 | 12 | Rz = 50 |
| 6 | Сталь 60, σв = 750 МПа | 65 | 2 | Ra = 2 |
| 7 | Чугун СЧ 30, 190 НВ | 80 | 4 | Rz = 32 |
| 8 | Чугун СЧ 20, 210 НВ | 100 | 6 | Ra = 2 |
| 9 | Сталь 40ХС, 225 НВ | 125 | 8 | Rz = 50 |
| 10 | Сталь 15Г, σв = 500 МПа | 200 | 8 | Rz = 16 |
Пример выполнения чертежа фрезы торцевой приведен на рисунке 5.7.
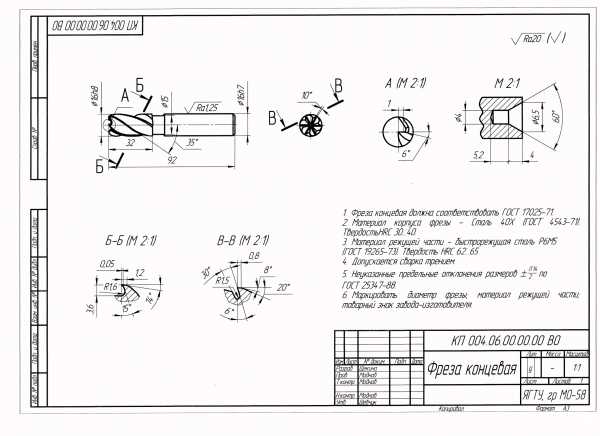
Рисунок 5.6 – Пример чертежа фрезы концевой
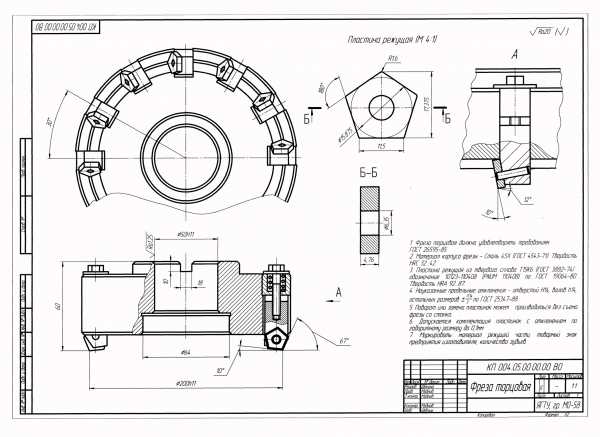
Рисунок 5.7 – Пример чертежа фрезы торцевой
Задача 5.12.Рассчитать и сконструировать дисковую фрезу для фрезерования паза ширинойВ, глубинойhи длинойl. Заготовка – с предварительно обработанной поверхностью. Станок 6Т12.
Таблица 5.12 – Данные к задаче 5.12
| Номер варианта | Материал заготовки | Заготовка | B, мм | l, мм | h, мм |
| 1 | Сталь 20Х, σв= 580 МПа | Прокат | 18 | 50 | 8 |
| 2 | Серый чугун, 160 НВ | Отливка | 20 | 400 | 10 |
| 3 | Сталь 50, σв= 750 МПа | Прокат | 22 | 380 | 12 |
| 4 | Серый чугун, 180 НВ | Отливка | 24 | 120 | 12 |
| 5 | Бронза БрАЖН 10-4, 170 НВ | Отливка | 16 | 280 | 10 |
| 6 | Сталь 30ХМ, σв= 780 МПа | Поковка | 36 | 170 | 15 |
| 7 | Серый чугун, 200 НВ | Отливка | 30 | 350 | 15 |
| 8 | Латунь ЛМцЖ 52-4-1 | Отливка | 20 | 100 | 8 |
| 9 | Сталь 30ХН3А, σв= 800 МПа | Штамповка | 28 | 420 | 10 |
| 10 | Серый чугун, 220 НВ | Отливка | 40 | 520 | 18 |
Пример выполнения чертежа фрезы дисковой приведен на рисунке 5.8.
Задача 5.13.Рассчитать и сконструировать сборную цилиндрическую фрезу оснащенную пластинами из твердого сплава для чернового фрезерования плоской поверхности ширинойВи припуском на обработкуh.
Таблица 5.13 – Данные к задаче 3.4
| Номер варианта | Материал заготовки | B, мм | h, мм |
| 1 | Сталь 40Х, σв= 750 МПа | 130 | 12 |
| 2 | Чугун СЧ 20, 170 НВ | 140 | 8 |
| 3 | Медь М4, 80 НВ | 60 | 12 |
| 4 | Бронза БрА7, 90 НВ | 100 | 8 |
| 5 | Сталь 35Х, σв= 950 МПа | 80 | 12 |
| 6 | Сталь 15Г, σв= 400 МПа | 100 | 4 |
| 7 | Сталь 40ХС, 225 НВ | 120 | 5 |
| 8 | Сталь 45ХН, σв= 650 МПа | 50 | 4 |
| 9 | Сталь 60, 225 НВ | 60 | 5 |
| 10 | Чугун СЧ 30, 220 НВ | 70 | 8 |
Пример выполнения чертежа фрезы цилиндрической приведен на рисунке 5.9.
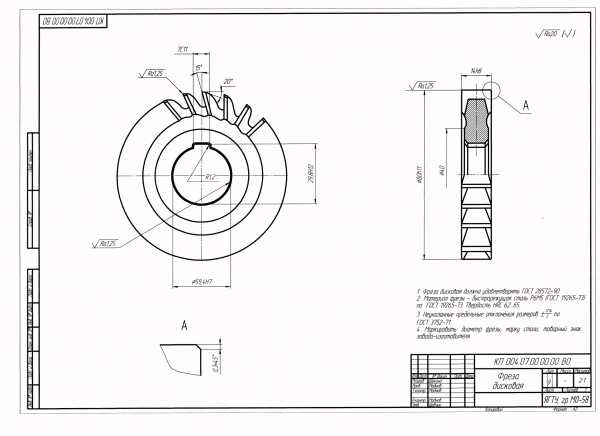
Рисунок 5.8 – Пример чертежа фрезы дисковой
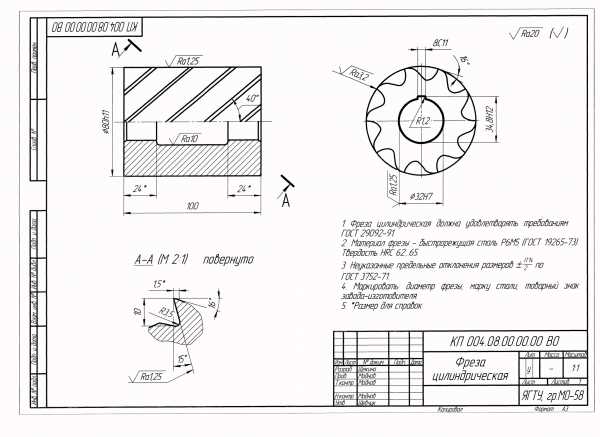
Рисунок 5.9 – Пример чертежа фрезы цилиндрической
studfiles.net
Конструкция - концевая фреза - Большая Энциклопедия Нефти и Газа, статья, страница 1
Конструкция - концевая фреза
Cтраница 1
Конструкции цельных быстрорежущих концевых фрез претерпели ряд изменений, которые значительно улучшили условия работы и повысили их производительность. [1]
Существуют конструкции концевых фрез, оснащенных твердым сплавом. [2]
На рис. 160 показана конструкция концевой фрезы с механическим креплением пятигранных или ромбических твердосплавных пластинок Сестрорецкого инструментального завода им. Фреза состоит из корпуса / с гнездами под пластинки и конического хвостовика. [4]
На рис. 219 показаны конструкции концевых фрез, оснащенных пластинками из твердых сплавов: а) имеет впаянные пластинки из твердого сплава; б) состоит из двух частей - хвостовика и припаянной к нему цельной рабочей части из твердого сплава - - так называемой коронки. [6]
На рисунке 75 показана конструкция разношаговой концевой фрезы Карасева. [7]
На рис. 68 - 71 приведены конструкции концевых фрез, изготовляемых из порошковых быстрорежущих сталей марок Р12Ф2К8МЗ - МП и Р12Ф2К5МЗ - МП. Использование порошковых быстрорежущих сталей для изготовления инструментов повышает в 1 5 - 2 раза их стойкость, а хорошая шлифуемость этих сталей обеспечивает высокое качество режущих кромок инструмента. [8]
Такого рода изменения были положены в основу конструкций концевых фрез, разработанных ленинградскими новаторами производства - фрезеровщиками Андреевым, Леоновым, Карасевым и Саввичем. [9]
Такого рода изменения и были положены в основу конструкций концевых фрез, разработанных ленинградскими новаторами производства - фрезеровщиками Андреевым, Леоновым, Карасевым и Са-вичем. [10]
Такого рода изменения и были положены в основу конструкций концевых фрез, разработанных ленинградскими новаторами производства - фрезеровщиками Андреевым, Леоновым, Карасевым и Савичем. [11]
Такого рода изменения и были положены в основу конструкций концевых фрез, разработанных ленинградскими новаторами производства - фрезеровщиками Андреевым, Леоновым, Карасевым и Саввичем. [13]
Кирова Леонов И. Д. усовершенствовал конструкцию концевых фрез. Для лучшего размещения стружки число зубьев им было уменьшено по сравнению со стандартными фрезами на 1 зуб для малых и средних диаметров и на 2 зуба для больших диаметров. Угол винтовых канавок был увеличен до 30; приняты большие величины радиусов, образующих дно стружечной канавки: г 0 5 - ь1 6 мм - для фрез диаметром от 3 до 20 мм и л 2 5 - ь5 мм - для фрез диаметром от 16 до 50 мм. [14]
Страницы: 1
www.ngpedia.ru