Оправки для фрезерных станков. Фрезер конусный
Измерон › Продукция › Фрезеры ›
Фрезеры колонные конусные типа ФКК
| Фрезеры типа 1ФКК | Фрезеры типа 3ФКК | Фрезеры типа ФКК |
Фрезеры колонные конусные предназначены для восстановления проходимости деформированных обсадных колонн
Фрезеры выпускаются трех видов:
- 1ФКК — с углом при вершине 15°;
- 3ФКК — с углом при вершине 60°.
- ФКК — с углом при вершине 30°;
Все фрезеры выпускаются с правой или левой присоединительной резьбой.
Технические характеристики:
| ФКК-85 | 30° | 85 | 500 | З-66 |
| ФКК-93 | 30° | 93 | З-66 | |
| ФКК-96 | 30° | 96 | 500 | З-66 |
| ФКК-97 | 30° | 97 | 500 | З-66 |
| ФКК-105 | 30° | 105 | 500 | З-66 |
| ФКК-115 | 30° | 115 | 510 | З-76 |
| ФКК-118 | 30° | 118 | 510 | З-76 |
| ФКК-121 | 30° | 121 | 510 | З-76 |
| ФКК-124 | 30° | 124 | 510 | З-76 |
| ФКК-126 | 30° | 126 | 510 | З-76 |
| ФКК-127 | 30° | 127 | 510 | З-76 |
| ФКК-135 | 30° | 135 | 560 | З-88 |
| ФКК-137 | 30° | 137 | 560 | З-88 |
| ФКК-141 | 30° | 141 | 560 | З-88 |
| ФКК-143 | 30° | 143 | 560 | З-88 |
| ФКК-144 | 30° | 144 | 560 | З-88 |
| ФКК-145 | 30° | 145 | 560 | З-88 |
| ФКК-147 | 30° | 147 | 560 | З-88 |
| ФКК-149 | 30° | 149 | 560 | З-88 |
| ФКК-155 | 30° | 155 | 660 | З-88 |
| ФКК-160 | 30° | 160 | 660 | З-88 |
| ФКК-165 | 30° | 165 | 660 | З-88 |
| ФКК-170 | 30° | 170 | 660 | З-88 |
| ФКК-211 | 30° | 211 | 660 | З-147 |
| ФКК-214 | 30° | 214 | 660 | З-147 |
| ФКК-220 | 30° | 220 | 660 | З-147 |
| ФКК-225 | 30° | 225 | 660 | З-147 |
| ФКК-230 | 30° | 230 | 660 | З-147 |
| 1ФКК-115 | 15° | 115 | 690 | З-76 |
| 1ФКК-121 | 15° | 121 | 690 | З-76 |
| 1ФКК-127 | 15° | 127 | 690 | З-76 |
| 3ФКК-85 | 60° | 85 | 408 | З-66 |
| 3ФКК-95 | 60° | 95 | 408 | З-66 |
| 3ФКК-109 | 60° | 109 | 408 | З-66 |
| 3ФКК-115 | 60° | 115 | 410 | З-76 |
| 3ФКК-121 | 60° | 121 | 410 | З-76 |
| 3ФКК-127 | 60° | 127 | 410 | З-76 |
Пример записи при заказе:
| ФКК-121 |
| ФКК-121Л |
www.izmeron.ru
Фрезер колонный конусный импрегнированный
НАЗНАЧЕНИЕ
Фрезер колонный конусный импрегнированный 13Ф, 23Ф, 33Ф, 43Ф эффективный инструмент для фрезерования поврежденных участков (смятий) трубных колонн и для прорезки окон в обсадных колоннах с целью забуривания нового ствола при проведении ремонтно-восстановительных работ в нефтяных, газовых и геологоразведочных скважинах.
ОБЛАСТЬ ПРИМЕНЕНИЯ
Фрезер колонный конусный импрегнированный 13Ф, 23Ф, 33Ф, 43Ф применяется для фрезерования в обсадных колоннах наружным диаметром от 114,30 мм (4 1/2 дюйма) до 425,45 мм (16 3/4 дюйма). Благодаря применению качественных материалов возможно производить фрезерование в агрессивных средах и в тяжелых условиях, где требуется высокая стойкость инструмента.
ОПИСАНИЕ
Вся линейка фрезеров колонных конусных импрегнированных 13Ф, 23Ф, 33Ф, 43Ф изготавливается из конструкционной легированной стали марки 40Х по ГОСТ 4543-71. Коническая поверхность фрезера армирована высококачественной твердосплавной крошкой дробленого карбида вольфрама, внедренных в матрицу из никельсодержащей латуни. В корпусе фрезера предусмотрены промывочные каналы, предназначенные для подачи промывочно-охлаждающей жидкости из внутритрубного пространства в зону резания. Для возможности свинчивания фрезера с колонной бурильных труб в верхней части корпуса фрезера выполнена присоединительная замковая резьба соответствующего типоразмера и исполнения.
Фрезер колонный конусный импрегнированный выпускается четырех видов:
- 13Ф – с углом при вершине 10⁰;
- 23Ф – с углом при вершине 15⁰;
- 33Ф – с углом при вершине 30⁰;
- 43Ф – с углом при вершине 60⁰.
Дополнительные опции
- Наличие в средней части корпуса стабилизирующего элемента для предохранения стенок эксплуатационной колонны от повреждения при длительном фрезеровании (условное обозначение 13Фс, 23Фс, 33Фс, 43Фс).
- Удлинение калибрующей части корпуса фрезера.
ufaburmash.ru
инженер поможет - Фреза конусная
Особенности работы
При работе с коническими фрезами на станках с ЧПУ очень важно точно прописать геометрические параметры кончика фрезы. Это позволяет достигать очень высоких показателей формы обработанной поверхности, т.к. основная задача использования такого инструмента это получение 3D поверхностей. Также этот инструмент позволяет производить обработку на глубину значительно превышающую диаметр ее хвостовика. Поэтому при ее использовании можно не применять в тех. процессе черновую обработку, что существенно снижает стоимость изготовления продукции. Эта интересная особенность также позволяет уменьшить парк станочного оборудования, вследсвии своей универсальности, т.е. ее можно использовать как на маленьких и слабомощных станках, так и на мощных станочных комплексах.

Особенности геометрии
По типу конические фрезы в академических источниках относятся к концевым фрезам. По самой конструкции чаще бывают цельными, что связано с высокими нагрузками при процессе резания. Сердцевина у них равномерно утолщается к концевику, а глубина канавки уменьшается.
По геометрии торца бывают
- Сферические
- С плоским торцем
Сферические фрезы с конической режущей частью бывают только с четным количеством зубьев. Это связано с особенностями геометрии перемычким торца. Подточка фрезы подрезается S образной подточкой, что позволяет обеспечить минимальное резание в центре фрезы.
Фрезы с торцом в виде сферы могут работать с осевой и продольной подачей, что также нужно учитывать при разработке тех. процесса обработки.
При осевой подаче фреза с сферическим торцем фрезается в деталь и работая зубьями на торце. Ее работа в этом случае похожа на работу обычного сверла. При работе с продольной подачей коническая фреза перемещается перпендикулярно своей оси и режет зубьями расположенными на боковой поверхности режущей части.
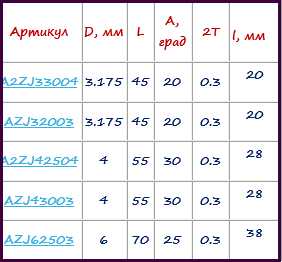
Конические фрезы в магазинах продаются с углами заточки режущей части 15, 36, 60, 90 градусов. Выбор угла в большей части зависит от требований к геометрии получаемой детали и ее твердости. так с увеличением угла увеличивается твердость материала которого можно обработать этой фрезой.
Если Вам например нужно получить отверстие, например с углом в 60 градусов, то лучше чем использовать фрезу с этим же углом просто не придумаешь.

Передние и задние угла на режущем инструменте, нужно выбирать из тех же соображений как и у обычной фрезы.
Чем тверже обрабатываемый материал, тем меньше передний угол и больше задний. оптимально для твердых материалов (нержавейка, титановые сплавы и подобные) использовать фрезы с передним углом 3-6 и задним 10-12 градусов. для обработки мягких материалов (например алюминий) или материалов со сливной стружкой лучше всего использовать фрезу с передним углом 8-10 градусов и задним углом в 15 -20 градусов. Ну и конечно фрезы с дополнительным покрытием имеют значительно большую стойкость, что позволяет использовать их в значительной степени без оглядки на углы резания.
Для примера приведу некоторые варианты конических фрез
Итак, начнем с твердосплавных конических шаровых фрез.
K2QXJ
Фреза твердосплавная коническая шаровая двухзаходная.
Такую фрезу применяют для операций, подразумевающих обрабатывать глубокие рельефы (там, где черновая обработка отсутствует). Высокой прочности фрезы, имеющей маленький диаметр кончика, способствует форма конуса.
Обычно, для изготовления такой фрезы, используют карбид вольфрама с твердостью 55 HRC. Рабочая поверхность фрезы может иметь диаметр 0.2 - 8 миллиметров.
K2QXР - фреза твердосплавная коническая шаровая 2х заходная, имеющая покрытие.
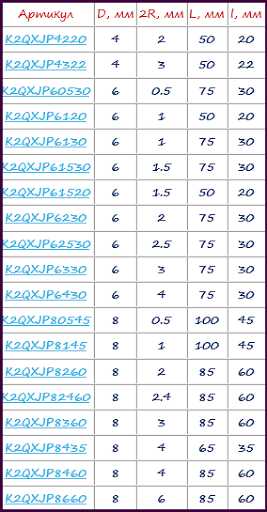
Эти конические фрезы прекрасно подойдут для обработки дерева, пластика, МДФ. А также, этими фрезами можно обрабатывать 3D объекты.
KS
Является конической шаровой твердосплавной двухзаходной фрезой. Такой конической фрезой обрабатывают глубокие рельефы (черновая обработка отсутствует). Высокой прочности фрезы, имеющей маленький диаметр кончика, способствует форма конуса. Для изготовления этой фрезы в карбид вольфрама добавляют упрочняющие примеси.
Вообще, данные фрезы можно разделить на три вида. Соответственно, деление по принципу -марки сплава, которые предназначаются для операции "обработка" материалов, имеющих твердость:
- до 45 HRC;
- 55 HRC;
- 60 HRC.
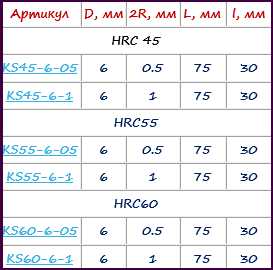
Такой фрезой ведется обработка дерева, МДФ, пластика и невязких металлов.
KSP
Коническая шаровая твердосплавная двухзаходная фреза, твердость которой составляет 92 HRC. Прочная и долговечная. На данный момент именно эти качества обеспечивают лидирующие позиции среди конических фрез. Благодаря высокой твердости сплава, фреза может похвастать превосходной износостойкостью и долговечностью. Например, несмотря на длительное использование фрезы, состояние режущей кромки остается хорошее - она острая.
Покрытие, снижающее трение, а также, выверенная форма кромки, препятствуют нагоранию обрабатываемого материала. Подачу рекомендуется подавать 0.025 - 0.075 миллиметров на зуб.
Что касается видов работ, которые можно выполнять такой конической фрезой, то можно отметить то, что ею можно обрабатывать глубокие рельефы (черновая обработка отсутствует) древесины (любой сорт), и производных материалов. Высокой прочности фрезы, имеющей маленький диаметр кончика, способствует форма конуса. Благодаря такой конфигурации, можно производить работу с большим вырезанием.
Конические торцевые фрезы K2LXJ также нашли свое применение.
K2LXJ
Является твердосплавной двухзаходной конической торцевой фрезой.
Такой фрезой обрабатываются глубокие рельефы (черновая обработка отсутствует). Высокой прочности фрезы, имеющей маленький диаметр кончика, способствует форма конуса.
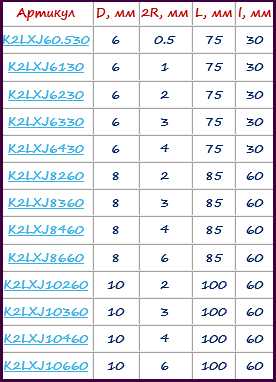
Этой фрезой ведется обработка: дерева, поликарбоната, ДСП, АВС.
ZJ
Является конической твердосплавной фрезой.
Такая фреза способствует получению наклонного торца у детали, не привлекая 3D моделирование.
Этой фрезой ведется обработка дерева, ДСП и МДФ.
Фрезы конусные весьма работоспособны и при этом, их стоимость вполне приемлема. Так что можно спокойно приобретать такие фрезы для работ в мастерских и на предприятиях.
engcrafts.com
Оправки для фрезерных станков

Оправки являются оснасткой для фрезерного станка и предназначаются для передачи вращающего момента шпинделя инструменту. Они используются во фрезерных станках всех типов. Конструкция фрезерной оправки зависит от типа станка и используемого инструмента.
Оправка для фрезерного станка имеет такие основные элементы:
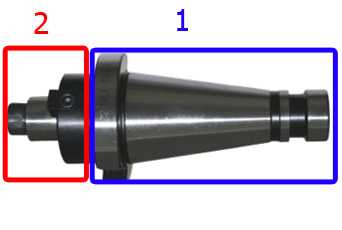
1. Конический хвостовик используется для установки оправки в коническое отверстие соответствующего размера шпинделя станка, в зависимости от типа зажима оправки и типа конуса шпинделя на станке, существует большое количество вариантов исполнения.
Конуса фрезерных оправок стандартизированы для удобства подбора инструмента. Весьма популярные в отечественных станках оправки фрезерные 7:24 выполненные по ГОСТ 24644-81 эти оправки имеют зарубежные аналоги, такие как ISO, CAT, BT и т. д. которые различаются только размерностью и вспомогательными элементами. Также часто используется конус Морзе и HSK. Последний вариант применяется на станках с высокой скоростью вращения шпинделя — 15000 об/мин и выше. Если конус оправки не совпадает с конусом шпинделя, то можно использовать переходные втулки.
2. Часть оправки для закрепления инструмента. В зависимости от типа инструмента, существую различные версии этой части.
Основные виды фрезерных оправок:
Примечание: конструкции оправок могут отличаться от указанных ниже, т.к. здесь приведены лишь наиболее популярные виды.
1. Для торцевых фрез

Торцевые фрезы, а также некоторые дисковые, устанавливают на оправках которые имеют короткую цилиндрическую часть. На торце оправки имеются два направляющих сухаря, который защищает фрезу от проворачивания на оправке. Затяжка фрезы производится винтом, вкручиваемым в торец оправки.
2. Для цилиндрических фрез
К фрезам этого типа также относятся дисковые, прорезные, отрезные, фасонные и угловые фрезы, поэтому их крепление выполняется таким же образом. По способу крепления эти фрезы называют насадными, поскольку они надеваются на оправки.
Оправки этого типа могут иметь различную длину части, на которой закрепляются фрезы. В большинстве случаев для защиты инструмента от проворота, посадка на валу оправки осуществляется с помощью шпонки в пазу, который фрезеруют на всю возможную длину установки фрезы. На конце оправки нарезана резьба, на которую накручивается поджимная гайка. Для установки фрезы в нужной части оправки используются втулки, набор которых входит в комплект фрезерного станка. Втулки имеют разную ширину, и путем их подбора фреза размещается в требуемом месте. Для установки удобны регулируемые втулки, которые изменяют свою длину при вращении корпуса.
Длинная оправка для горизонтально фрезерного станка закрепляется вторым концом в серьге хобота. Это обеспечивает достаточную жесткость и позволяет установить на оправку более одного инструмента.
3. Для концевых фрез и сверл
При выборе патрона необходимо определить для каких целей он будет использоваться:
- для зажима концевой фрезы, сверла, метчика или
- для обработки стали, чугуна, нержавейки или цветных металлов
- для черновых, получистовых или чистовых работ
- большой объем производства или небольшими партиями
- без применения СОЖ, наружная подача СОЖ через трубки или подача СОЖ через инструмент под давлением
Концевые фрезы имеют меньший диаметр, чем оправка, поэтому они крепятся не поверх нее, а в отверстии. Закрепление фрез и сверл с цилиндрическим хвостовиком диаметром до 20 мм удобнее всего производить в цанговых патронах ER. При больших нагрузках, у цанговых патронов есть вероятность вытягивания фрезы из патрона, однако достаточно неплохая точность по биению и гибкость делает их универсальным патроном для сверления и чистового и получистового фрезерования.
Для чернового фрезерования используют специальные усиленные цанговые патроны с цилиндрической цангой.

Для сверл с цилиндрическим хвостовиком небольшого диаметра так же применяются универсальные сверлильные патроны, в которые можно зажимать инструмент в очень широком диапазоне диаметров, но только сверла, т.к. данные патроны не воспринимают радиальную нагрузку. Усилие зажима у этих патронов меньше чем у цанговых, вследствие меньшей площади контакта с хвостовиком фрезы, а следовательно и вероятность проворота больше. Для выполнения точных работ применяются прецизионные сверлильные патроны.

Так же существует гидравлический цанговый патрон, в которым зажим цанги осуществляется за счет давления специальной жидкости – гидропласта, необходимое давление достигается путем поджима винтом мембрану внутри оправки. Гидравлическая мембрана обеспечивает высокое усилие зажима и точность по биению. Патрон очень прост в обращении и не требует отдельного оборудования, но имеет довольно высокую стоимость.

Другим вариантом зажима инструмента с цилиндрических хвостовиком является патрон с термообжимом. Отверстие в патроне немного меньше, чем диаметр хвостовика, для смены инструмента патрон нагревают индукционной катушкой, чтобы он расширился. Точность по биению очень хорошая при усилии зажима от среднего до высокого.
Необходимо различное тепловое расширение держателя и хвостовика инструмента, поэтому патроны с термообжимом используются в основном для цельных твердосплавных инструментов. Для смены инструмента необходимо специальное нагревательное оборудование, каждый патрон предназначен только для одного диаметра хвостовика и подвода СОЖ. Поэтому термообжим лучше всего подходит для специального производства с инструментальным участком для смены инструмента.
Для более высоких крутящих моментов используются инструменты имеющие хвостовик с лыской, для их зажима испольуются два типа патрона: патрон для сверл с хвостовиком ISO9766 и патрон Weldon для инструмента с хвостовиком DIN 6535-HB. Лыски обеспечивают сопротивление крутящему моменту и повышают надежность от вытягивания, но радиальное биение инструмента в данных патронах значительно выше чем в цанговых, что предопределяет их использование в основном для черновых работ.
Патрон для сверл с хвостовиком ISO9766 отличается от патрона Weldon лыской во всю длинну хвостовика а не короткой, и шлифованной внутренней поверхностью.

Для зажима концевых фрез и сверл с коническим хвостовиком используются специальные патроны с внутренним Конусом Морзе. Для фиксации сверл в таких патронах используется паз под лапку на торце сверла, а для фиксации фрез используется болт заворачивающийся в торец фрезы.
для сверл
для фрез
4. Для нарезания резьбы метчиком
Для нарезания резьбы применяются патроны с посадкой под квадратный хвостовик метчика. Существует довольно много конструкция патронов для нарезания резьбы но можно выделить основные.
На современных фрезерных станках существует два варианта нарезания резьбы метчиком:
А) Обычное резьбонарезание без синхронизации частоты вращения шпинделя с подачей по оси Z
Жесткое нарезание резьбы с синхронизацией частоты вращения шпинделя с подачей по оси Z При первом варианте нарезания резьбы необходимо использовать специальные компенсирующие погрешность шага по оси Z патроны.
При втором варианте в теории использовать патроны с компенсацией не обязательно, для этого можно применять цанговые патроны с зажимом квадрата метчика четырьмя винтами
но на практике рекомендуют использовать метчиковые патроны типа SynchroFlex, со встроенным гибким элементом

или использованием резиновых цанг
Для нарезания резьбы в глухих отверстиях необходимо использовать патроны с предохранительной муфтой, которая защищает оправку от превышения крутящего момента.
Так же используются оправки с быстросменным держателем, которые идут с набором патронов под каждый размер метчика. В таких оправках обычно предусмотрена осевая компенсация, но так же применяются и предохранительные муфты. Иногда предохранительная муфта предусмотрена в конструкции самого патрона цанги.


Для универсальных фрезерных станков предусмотрены патроны с реверсом, для вывода метчика из отверстия.
5. Для растачивания
Для растачивания на станках применяются два основных вида оправок
А) Модульная или сборная система – представляет собой оправку с фланцем на который крепятся различные расточные головки (с одним резцом, с двумя, для чернового растачивания и т.д.)
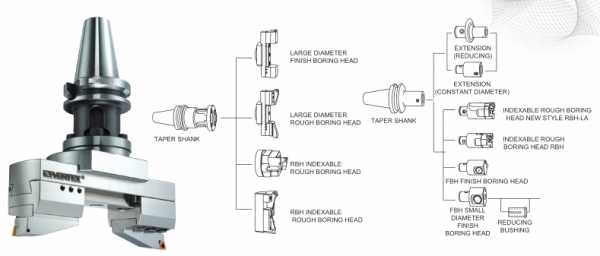
Б) Оправки с интегрированными револьверными головками
Револьверная головка в большинстве случаев представляет из себя оправку с закрепленной на торце, на направляющих, блок (или несколько блоков), с поперечным и продольным креплением резца, который можно смещать в перпендикулярном направлении относительно оси вращения оправки для регулирования вылета резца.

Условия приобретения и заказ
Купить станок, посмотреть его в работе, ознакомиться со складом станков - Вы можете, связавшись с нашими менеджерами по телефонам 8 (4822) 620-620 или заказать обратный звонок.
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Если остались вопросы, заполните форму ниже:
stankomach.com
|
|
КАЧЕСТВЕНЫЙ ФРЕЗЕРУЮЩИЙ ИНСТРУМЕНТ
Скважинные фрезеры производятся из термически обработанного сплава, обладают высокой прочностью. Вооружение фрезер - жесткий, износостойкий сплав карбида вольфрама внедренный в матрицу из никельсодержащей латуни, дробленый, спеченный карбид вольфрама, твердосплавные кобальтовольфрамовые зубки и пластины. Конструкция фрез обеспечивает хорошую циркуляцию. Промывочные каналы обеспечивают охлаждение и эффективное удаление шлама. Прочные износостойкие фрезеры с легкостью фрезеруют как металлические предметы, так и цементные камень по всему сечению скважины при ремонтно-восстановительных работах. ООО УНИВЕРСАЛЬНОЕ БУРЕНИЕ предлагает полную линейку скважинного фрезерующего инструмента СФИ: фрезеры забойные, торцевые, колонные конусные (райберы), кольцевые, забойно-кольцевые, пилотные, оконные, расширяющие арбузные (арбузообразные), стартовые, калибрирующие. Фрезеры изготавливаются как и в стандартных размерах, так и по специальным рамерам Заказчика, любой длины и диаметра, с правой и левой присоединительной резьбой. Принимаем заказы на изготовление любых типоразмеров фрез не указанных на сайте.
ООО УНИВЕРСАЛЬНОЕ БУРЕНИЕ ПРОИЗВОДИТ ВЕСЬ ПЕРЕЧЕНЬ ФРЕЗ НЕ УКАЗАННЫХ В КАТАЛОГЕ
ОСНОВНОЙ ПЕРЕЧЕНЬ ПРОДУКЦИИ |
|
unidrill.ru