Содержание
Газ для сварки полуавтоматом – выбор газа для сварочных работ
Сварочный полуавтомат повышает качество шва и скорость работы сварщика. Механизированная сварка не предполагает замену электродов — вместо прутков в таком аппарате используется проволока, подаваемая с катушки. Поэтому сварщику не приходиться разрывать шов, теряя время и нарушая герметичность соединения. Кроме того, работа в полуавтоматическом режиме позволяет соединять заготовки толщиной от десятых долей миллиметра до нескольких сантиметров, причем конструкционным материалом соединяемых элементов может быть практически любой металл или сплав. Однако эти преимущества невозможны без использования специального газа для сварки полуавтоматом, защищающего сварочную ванну.
Какой газ нужен для механизированной сварки
Технология полуавтоматической сварки предполагает использование в качестве флюса активного или защитного газа. Первый меняет физико-химические характеристики шва, второй — защищает металл от окисления, что особенно актуально при соединении заготовок из алюминия или быстро окисляемых сплавов.
Типичными представителями инертной группы являются аргон (Аг) и гелий (Не). В активную группу входит азот (N), кислород (O), углекислый газ (CO2). Самыми популярными смесями являются:
- аргоно-углекислый состав (Аг + СО2) — инертно-активная среда, снижающая разбрызгивание электрода;
- аргоно-гелиевый состав (Аг + Не) — защитная среда, повышающая тепловую мощность дуги;
- аргоно-кислородная газовая смесь (Аг + О2) — инертно-активная среда для низколегированных и легированных сталей;
- углекисло-кислородная смесь (СО2 + О2) — активная среда, повышающая производительность полуавтомата.
Критерии выбора газа или смеси для полуавтомата
При выборе смеси или технически однородной среды принято обращать внимание на следующие критерии: тип конструкционного материала свариваемых заготовок, толщину формируемого шва, диаметр проволоки.
В итоге выбор смеси для сварочных работ сводится к изучению таблицы, в которой указаны составы, рекомендуемые для каждого металла или сплава, с учетом глубины ванны и других характеристик.
Кроме того, опытный сварщик учитывает «бонусный» эффект, который дает та или иная среда. Например, углекислые газы обеспечивают минимальное разбрызгивание присадочного металла (электрода), поэтому с их помощью удобно варить потолочные швы. В этом случае СО2 убережет сварщика от контакта с каплями расплавленного металла.
Технология сварки в полуавтоматическом режиме
Принцип работы сварочного полуавтомата основан на хорошо изученном электродуговом процессе. Разница потенциалов между электродом и заготовкой позволяет сформировать электрическую дугу, температуры которой хватит на расплавление присадочного и свариваемого металла. Застывшая присадка контактирует с металлом заготовки на атомарном уровне, образуя шов с прочностью до 90% от показателя основного конструкционного материала.
Однако в работе полуавтомата есть свои особенности. Во-первых, проволока-электрод подается в зону сварочной ванны непрерывным потоком, проходя сквозь токопроводящий мундштук. Причем расход присадочного металла можно регулировать вручную, нажимая на кнопку подачи. Во-вторых, вместо классического «твердого» флюса, образующего газовое облако при горении дуги, полуавтомат использует газовые смеси или технически чистые среды. Причем подача газа осуществляется непрерывно, как до появления дуги, так и после ее разрыва.
Во-вторых, вместо классического «твердого» флюса, образующего газовое облако при горении дуги, полуавтомат использует газовые смеси или технически чистые среды. Причем подача газа осуществляется непрерывно, как до появления дуги, так и после ее разрыва.
Благодаря этому уменьшается количество брызг, стабилизируются параметры дуги, повышается производительность труда сварщика, снижается общая трудоемкость любого сварочного процесса.
Особенности выполнения сварки под газом
Техника работы на полуавтомате практически не отличаются от принципов применения классических аппаратов. С помощью полуавтомата можно варить горизонтальные и вертикальные швы, выполнять прихватывание заготовок, проваривать герметичные соединения, формировать сопряжение встык и внахлест.
Способ формирования соединений полуавтоматическим сварочным аппаратом не отличается от классических методик, реализуемых с помощью ММА-оборудования. Температурные режимы и сила сварочного тока определяется по общепринятой схеме — исходя из толщины стыков и диаметра электрода.
Единственной индивидуальной особенностью, которой обладает полуавтоматический газосварочный процесс, является простота соединения тонких заготовок. Поэтому полуавтомат используется преимущественно в кузовном ремонте и во время сборки тонколистовых металлоконструкций.
Основные преимущества сварки с газовой защитой
- Узкая зона высокотемпературного воздействия, поэтому MIG-MAG процессы не меняют свойства свариваемых металлов.
- Отсутствие задымления в зоне сварочной ванны, что облегчает визуальный контроль качества шва.
- Универсальность применения — MIG-MAG процессы совместимы с любыми металлами: от титана или алюминия до высоколегированной или конструкционной стали.
- Отсутствие ограничений по пространственному положению детали — отрегулировав напор горелки, можно варить потолочные или наклонные швы, не испытывая никаких затруднений.
- Нет ограничений по толщине — эта технология допускает сваривание листовых заготовок с толщиной от 0,2-0,5 миллиметра.
 Верхняя граница толщины соединения определяется только мастерством сварщика.
Верхняя граница толщины соединения определяется только мастерством сварщика. - Отсутствие необходимости зачищать швы даже при многослойной наплавке — флюс улетучивается после прекращения подачи смеси из горелки.
- Максимально возможная производительность труда даже при средней квалификации сварщика.
 Верхняя граница толщины соединения определяется только мастерством сварщика.
Верхняя граница толщины соединения определяется только мастерством сварщика.
Все эти преимущества станут доступны только в случае поставки качественной смеси, подготовленной по ГОСТ и ТУ. Некачественные составы приведут к потере прочностных характеристик.
ООО «ИТЦ Промэксервис» готово предоставить заказчику высококачественный газ для сварочных работ, в любых объемах, с доставкой по Москве или Подмосковью. Мы работаем с крупными компаниями и физическими лицами, предлагая высокое качество и низкие цены. ИТЦ Промэксервис — лидер рынка с 1999 года.
Какой газ нужен для сварки полуавтоматом
Сварочный полуавтомат дает возможность увеличить продуктивность и качество работы. Оборудование не предполагает использования традиционных электродов. Вместо них применяется специальная присадочная проволока, которая намотана на катушку. Преимущество такого подхода заключается в том, что специалисту не приходится разрывать шов, чтобы сменить стержень. Операция выполняется непрерывно, сохраняется целостность шва и экономится время.
Вместо них применяется специальная присадочная проволока, которая намотана на катушку. Преимущество такого подхода заключается в том, что специалисту не приходится разрывать шов, чтобы сменить стержень. Операция выполняется непрерывно, сохраняется целостность шва и экономится время.
Помимо этого, оборудование позволяет сваривать заготовки разной толщины: от 0,2 мм до нескольких сантиметров. При этом сварщик может работать с заготовками из разных материалов или их сплавов. Для того, чтобы воспользоваться всеми перечисленными преимуществами требуется газ для сварки полуавтоматом. Он будет препятствовать проникновению в сварочную ванну атмосферной влаги и содержащихся в воздухе других элементов.
СОДЕРЖАНИЕ
- Какой газ нужен для сварки полуавтоматом
- Сварочная смесь для полуавтомата
- Технология выполнения работ
- Особенности сваривания под газом
- Основные преимущества сварки полуавтоматом с газом
Какой газ нужен для сварки полуавтоматом
Технологическим регламентом при работе полуавтоматической сваркой предусматривается применения инертного или активного газа в качестве флюса.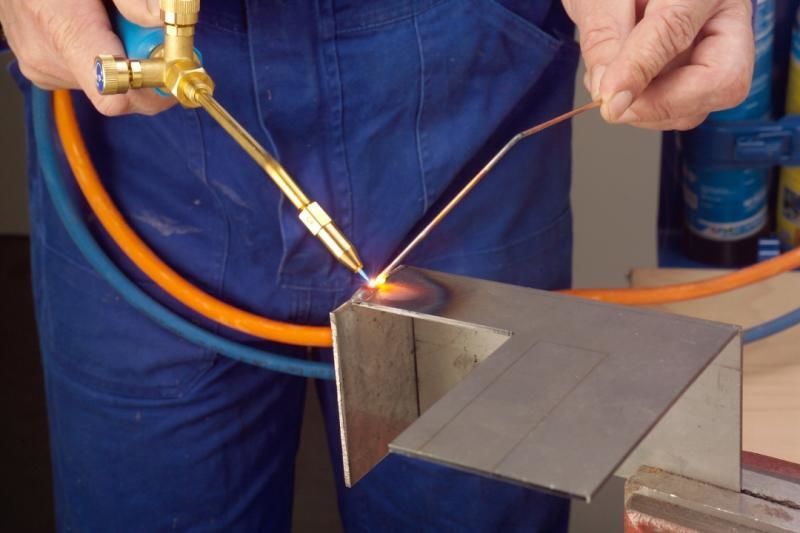 Активный вступает в химическую реакцию во время сварки и меняет физико-химические показатели сварного шва. Защитный газ не реагирует, но защищает рабочую среду от окислительных процессов. Такой способ особенно актуален в случаях сваривания заготовок из алюминиевого сплава, которые быстро поддаются окислению.
Активный вступает в химическую реакцию во время сварки и меняет физико-химические показатели сварного шва. Защитный газ не реагирует, но защищает рабочую среду от окислительных процессов. Такой способ особенно актуален в случаях сваривания заготовок из алюминиевого сплава, которые быстро поддаются окислению.
Наиболее распространенными газами из числа инертных являются гелий и аргон. Активная группа состоит из распространенных элементов: углекислый газ (СО2), кислород, азот. Самые популярные соединения:
- смесь аргона с углекислотой. Инертно-активная среда минимизирует количество брызг;
- состав из гелия и аргона. Инертная среда, позволяющая повысить температуру дуги;
- аргоно-кислородная газовая среда. Инертно активное соединение, которое используется при работе с легированной и низколегированной сталью;
- углекислый газ в сочетании с кислородом. Активная среда, применяемая для повышения производительности полуавтоматического оборудования.

Читайте также: Как правильно варить полуавтоматом
Сварочная смесь для полуавтомата
Выбирая смесь для полуавтомата, специалист учитывает такие критерии: тип материала заготовок, диаметр используемой проволоки, оптимальная толщина сварного шва. На практике для выбора смеси достаточно сопоставить приведенные в специальных таблицах данные. Здесь уже подобраны оптимальные варианты составов для работы с конкретными материалами с учетом технологических особенностей процесса.
Опытный сварщик учитывает и сопутствующие эффекты от использования той или другой газовой смеси. К примеру, применение углекислого газа дает возможность снизить разбрызгиваемость. Поэтому их часто выбирают для формирования потолочных швов.
Технология выполнения работ
Принципиального отличия от дуговой сварки нет, поскольку в основу положены те же физико-химические процессы. Между электродом и рабочей поверхностью создается разница потенциалов, что дает возможность сформировать электрическую дугу. Она накаляется до температуры, которой достаточно для плавления металлов. Расплавленная присадочная проволока связывается с телом заготовки на атомарном уровне. После остывания образуется цельный конструкционный элемент. Прочность соединения присадки и тела заготовки составляет примерно 90% от показателя основного конструкционного материала.
Между электродом и рабочей поверхностью создается разница потенциалов, что дает возможность сформировать электрическую дугу. Она накаляется до температуры, которой достаточно для плавления металлов. Расплавленная присадочная проволока связывается с телом заготовки на атомарном уровне. После остывания образуется цельный конструкционный элемент. Прочность соединения присадки и тела заготовки составляет примерно 90% от показателя основного конструкционного материала.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Нужно учитывать и особенности, которые характерны для полуавтоматической сварки:
- Присадочная проволока подается в рабочую зону непрерывно через специальный проводящий электричество мундштук. При этом расход материала можно отрегулировать вручную, придерживая или отпуская кнопку подачи.
- Вместо привычного флюса в твердой форме, от плавления которого образуется газовое облако, тут подается уже готовая газовая смесь или же чистая среда. Газ поступает все время: как при активной, так и потухшей электрической дуге.
 Газ поступает все время: как при активной, так и потухшей электрической дуге.
Газ поступает все время: как при активной, так и потухшей электрической дуге.
Благодаря такому решению уменьшается количество брызг, показатели работы дуги более стабильны, повышается производительность труда сварщика и, соответственно, снижается трудоемкость сварочных процессов.
Особенности сваривания под газом
Техника сваривания полуавтоматическими устройствами практически ничем не отличается от приемов, которые применяются в традиционной электродуговой сварке. При помощи полуавтоматов можно формировать горизонтальные или вертикальные швы, делать «прихватку», делать стыки герметичными, делать сопряжения встык или внахлест.
Способы формирования остаются точно такими же, как и при использовании классических аппаратов ММА-серии. Более того, по общей схеме определяются оптимальная сила тока и режима сварки — на основе данных о толщине стыка и диаметре электрода.
Единственная особенность, которую отмечают практически все пользователи — простота соединения тонких листов металла. Поэтому чаще всего полуавтоматы используются в кузовном ремонте и при сваривании металлических конструкций из тонких листов.
Поэтому чаще всего полуавтоматы используются в кузовном ремонте и при сваривании металлических конструкций из тонких листов.
Основные преимущества сварки полуавтоматом с газом
- Высокая температура воздействует на ограниченный участок заготовки. Поэтому металлы не меняют свих физических свойств.
- Нет дыма в рабочей зоне. Это существенно облегчает визуальный контроль над сварочным процессом.
- Универсальность. Технология отлично подходит для соединения разных металлов: от алюминия и титана до высоколегированной конструкционной стали.
- Нет ограничений относительно пространственного расположения заготовки. Достаточно отрегулировать мощность горелки для того, чтобы положить наклонный или потолочный шов.
- Отсутствуют ограничения по минимальной толщине. Технология дает возможность работать с листами толщиной от 0,2 мм. Максимальная толщина заготовки зависит от навыков специалиста.
- Не требуется постоянно зачищать швы даже при многослойной сварке. Газовый флюс улетучивается сразу после прекращения подачи смеси.
- Высокая производительность установки.
 Газовый флюс улетучивается сразу после прекращения подачи смеси.
Газовый флюс улетучивается сразу после прекращения подачи смеси.
Какой газ используется для сварки полуавтоматом
Оцените, пожалуйста, статью
12345
Всего оценок: 70, Средняя: 2
Сварочные газы: различные типы и их применение
Если вы новичок в сварке, вам может быть интересно, для чего используются все различные сварочные газы.
Сварочные газы являются критически важными элементами для гладкого и стабильного сварного шва.
Мы используем их для защиты сварного шва от нежелательных химических реакций, а также для улучшения внешнего вида и прочности изделия.
В этой статье мы рассмотрим различные типы сварочного газа и их применение.
Инертные и химически активные газы при сварке Объяснение
Прежде чем мы углубимся в типы сварочных газов и их использование, давайте совершим быстрый, но важный экскурс в противопоставление инертных и реактивных газов.
Оба могут использоваться при сварке для получения одинаковых или очень разных эффектов.
Основное различие между инертными и химически активными газами заключается в названиях:
- Инертные газы – это стабильные газы, химические реакции которых с окружающей средой очень низкие или нулевые. Они действуют строго как защитное средство и не влияют на полученный сварной шов. Гелий и аргон обычно используются в качестве инертных газов для сварки.
- Реактивные газы – хорошо реагируют. Реактивные газы химически соединяются с элементами в сварочной ванне и могут влиять на свойства металлов в сварном шве или изменять их. Вы можете использовать эти газы для изменения характера сварного шва. Активные газы включают азот, кислород, водород и углекислый газ.
Возможно, вы помните термин «благородные газы» из школьного курса химии. Эти шесть элементов в периодической таблице стабильны, с точным балансом электронов, которого хотят атомы. Эти элементы не пытаются соединиться с другими атомами, чтобы получить или потерять электроны, поэтому они, как правило, не реагируют с окружающей средой. Таким образом, инертные газы обычно инертны, хотя некоторые из них могут реагировать при определенных условиях.
Эти элементы не пытаются соединиться с другими атомами, чтобы получить или потерять электроны, поэтому они, как правило, не реагируют с окружающей средой. Таким образом, инертные газы обычно инертны, хотя некоторые из них могут реагировать при определенных условиях.
Помимо благородных газов, некоторые другие соединения более чем одного элемента также могут стабилизироваться и становиться инертными.
При сварке мы часто комбинируем инертный газ с одним или двумя реактивными газами в очень низкой концентрации. Инертный газ обеспечивает контроль сварного шва и защищает ваши металлы от нежелательных химических процессов. Реактивные газы будут вносить небольшие изменения, например, добавлять больше тепла или изменять консистенцию наполняющих металлов.
В целом, хотя важно понимать разницу между инертными и реактивными газами, важно знать, когда и как их использовать.
Почему при сварке используется газ?
Мы используем газы при сварке по четырем основным причинам:
- Экранирование
- Продувка
- Одеяло
- Отопление
Конечно, при сварке выделяются газы и дым, но речь идет о газах, которые мы активно используем для воздействия на процесс сварки.
По сути, эти газы имеют решающее значение для обеспечения прочного и надежного сварного шва. Вы не можете просто расплавить два металла вместе и на этом закончить.
Чрезвычайно высокая температура, приложенная к сварному шву, вызывает всевозможные потенциальные химические реакции в сварочной ванне и с воздухом вокруг сварного шва.
Если вы не будете точно контролировать окружающую среду, вы можете получить плохой сварной шов или серьезную реакцию.
Давайте рассмотрим различные способы использования газа при сварке, зачем они нам нужны.
Защитный газ
Защитный газ на сегодняшний день является наиболее распространенным применением газов при сварке. Защитные газы делают именно то, на что они похожи — защищают сварной шов от нежелательных загрязнений.
Думайте об этом как о куполообразном газовом щите над сварочной ванной, где металлы сплавляются вместе. Хотя это не происходит физически, это полезная мысленная картина.
Защитные газы можно подавать от внешнего источника или сжигая электрод. Электроды в определенных сварочных процессах имеют покрытие, которое выделяет газ при нагревании. Электрод является проводником.
Электроды в определенных сварочных процессах имеют покрытие, которое выделяет газ при нагревании. Электрод является проводником.
Зачем сварному шву нужна защита? Для защиты от загрязнений.
Под «загрязняющими веществами» мы подразумеваем свойства, которые будут взаимодействовать с химическими процессами или металлами в сварном шве. В зависимости от типа свариваемых металлов загрязняющие вещества могут включать кислород, азот, водяной пар или другие химические вещества и элементы в окружающей среде.
Каждый из них может ослабить или разрушить хороший сварной шов. Например, если вы свариваете сталь, любой избыток кислорода может образовать угарный газ, когда он смешивается с углеродом. Угарный газ будет создавать медленные пузыри в конечном сварном шве, что сделает его слабым и пористым. Кислород также может взаимодействовать с некоторыми металлами и вызывать окисление или оксиды в виде частиц или пленок, попавших в сварной шов.
Присутствие любых загрязнителей угрожает ослабить сварной шов, что приведет к опасным последствиям в дальнейшем.
Защитные газы вытесняют воздух вокруг сварного шва, эффективно удерживая загрязняющие вещества. Кроме того, химически активные газы могут выполнять двойную функцию и влиять на окончательные свойства сварного шва.
См. также : Стоимость сварочных газов
Продувочный газ
Продувочный газ аналогичен защитному газу, но используется под сварным швом, а не над ним. Вместо защитного экрана продувочный газ отталкивает нежелательные загрязнения от сварного шва.
Продувочный газ в основном используется для нового сварного шва, когда вы впервые соединяете две отдельные детали. Как только вы получите стабильный первый сварной шов, вам, вероятно, больше не понадобится использовать продувочный газ под ним.
Продувку обычно применяют при сварке нержавеющей стали. Для этого вы герметизируете основание соединения, а затем буквально продуваете его продувочным газом, чтобы очистить область от загрязняющих элементов.
Продувочные газы могут быть такими же, как и защитные газы.
Защитный газ
Защитный газ защищает металлы после завершения сварки и во время ее остывания. Подумайте об этом — вы вложили всю эту работу в защиту сварного шва от загрязнений, но когда вы заканчиваете сварку, он все еще очень горячий и все еще подвержен нежелательным реакциям с окружающим воздухом.
Защитный газ можно добавить в резервуар или пространство, где остывает сварной шов. Газ обеспечивает чистоту области вокруг сварного шва и препятствует возникновению нежелательных газов или реакций.
Нагревающий газ
Нагревающий газ предварительно нагревает металлы перед сваркой. Обычно это наблюдается при газовой сварке или пайке, например,
В зависимости от металла в процессе охлаждения могут образоваться трещины, если он охлаждается слишком быстро. Применение тепла перед сваркой обеспечивает более медленное охлаждение металла и сохранение его структуры.
Греющий газ чаще всего применяют при газовой сварке стали, наиболее подверженной образованию холодных трещин.
Связанные материалы:
Различные типы сварочных газов
Итак, теперь, когда у нас есть представление об основных способах использования газа при сварке, пришло время узнать, какие именно существуют типы газов и как они используются.
Чистые газы
Типы сварочных газов можно разделить на две отдельные категории: чистые газы и смеси. Вы можете использовать чистые газы отдельно или в смесях.
Аргон (Ar)
Аргон является одним из шести благородных газов в периодической таблице элементов. Как обсуждалось ранее, аргон как благородный газ химически инертен, то есть не вступает в реакцию с окружающей средой. Эта стабильность делает аргон идеальным для сварки более активных металлов.
Еще одним преимуществом аргона является его низкая теплопроводность. Низкая теплопроводность означает, что он плохо пропускает тепло. При сварке с использованием аргона тепло концентрируется прямо в столбе дуги, где генерируется энергия, что обеспечивает узкое и глубокое проплавление сварного шва.
Аргон поддерживает аэрозольный перенос при использовании в качестве защитного газа. Перенос распылением — это когда проволока распыляет тонкий туман из крошечных капель поперек сварочной дуги. Распылительный перенос способствует глубокому и целенаправленному проникновению и не вызывает разбрызгивания. Легкая уборка!
Распылительный перенос способствует глубокому и целенаправленному проникновению и не вызывает разбрызгивания. Легкая уборка!
Недостатком низкотемпературного нагрева является то, что сварной шов может привести к перекосу или подрезанию валика. Накатывание валика происходит, когда расплавленный металл остывает слишком быстро, не полностью сплавляясь с основным металлом. Подрезка почти противоположна – выемка у основания сварного шва, где металл остыл, прежде чем он смог полностью заполниться. .
Гелий (He)
Гелий — еще один благородный газ. Хотя он инертен, как аргон, он оказывает противоположное воздействие на сварной шов из-за его высоких свойств теплопроводности. По сути, гелий переносит тепло через гораздо большую площадь, чем аргон.
Благодаря более широкому тепловому профилю края валика остаются более влажными и легче сплавляются. Вместо аэрозольного переноса гелий способствует глобулярному переносу. Большие «капли» расплавленного электрода падают под действием силы тяжести в сварочную ванну.
Шаровидный перенос обеспечивает более высокую скорость наплавки, то есть количество фунтов присадочного металла, добавляемого к основному металлу в час. Чем выше скорость наплавки, тем эффективнее (и обычно дешевле) сварка. Однако вы можете использовать этот тип сварки только на плоском или горизонтальном основании, и вы также получите больше брызг.
При использовании гелия вам, скорее всего, потребуется более высокая скорость потока, потому что, как мы все знаем, гелий поднимается вверх. Вам нужно будет продолжать подавать больше газа с более высокой скоростью.
Двуокись углерода (CO2)
Как вы помните из уроков химии, двуокись углерода представляет собой молекулу, состоящую из одного атома углерода и двух атомов кислорода, связанных вместе. Хотя углекислый газ обычно инертен, он может стать очень реактивным при воздействии высокой температуры. При сварке можно использовать углекислый газ для создания различных взаимодействий.
Большинство реактивных газов работают в сочетании с инертным газом. Однако мы можем использовать углекислый газ в чистом виде для получения интересных эффектов. Газ производит очень глубокий сварной шов сравнимой ширины. Хотя он не обеспечивает такой точной сварки, как аргон, углекислый газ полезен для очень толстых материалов. Однако он также способствует шаровидному переносу и создает большое количество брызг.
Углекислый газ является самым дешевым из наиболее распространенных защитных газов. Три других наиболее распространенных – это аргон, гелий и кислород.
Газы, используемые в смесях
Некоторые газы необходимо смешивать с другими, прежде чем их можно будет использовать при сварке. Вот три газа, которые мы используем в смесях.
Кислород (O2)
Как обсуждалось ранее, слишком много кислорода в сварном шве может вызвать окисление и ухудшить конечный результат. Однако вы можете использовать кислород в сочетании с другими газами в качестве активного защитного газа, если его концентрация не превышает 10%.
Кислород придает сварному шву высокую энергию и тепло, но создает достаточно широкий, но не глубокий шов. Наибольшее тепло остается на поверхности.
Кислород помогает любому процессу горения, увеличивая температуру и скорость горения, поэтому он используется вместе с газами, описанными на этой странице, в отдельном баллоне.
Азот (N)
Сварщики редко используют азот в качестве защитного газа.
Фактически, это часто один из газов, от которых мы защищаем сварной шов.
Однако в сочетании с аргоном азот может способствовать повышению коррозионной стойкости при сварке стали.
Водород (H)
Как и кислород, водород работает в защитных смесях при концентрации ниже 10 %.
Кроме того, как и кислород, водород способствует образованию горячего и широкого валика, хотя он обеспечивает лучшее проникновение, чем кислород.
Водород обычно используется для сварки аустенитной нержавеющей стали.
Мы также можем использовать водород в более высоких концентрациях для плазменной резки.
Обычные газовые смеси
Различные газовые смеси по-разному влияют на сварной шов. В зависимости от материалов, которые вы используете, вам нужно будет правильно выбрать смесь.
Давайте рассмотрим наиболее распространенные газовые смеси при сварке, какие процессы использовать для каждого из них и на каком металле их использовать.
Аргон/CO2
Аргон и двуокись углерода могут смешиваться в различных концентрациях, от 5 до 25% двуокиси углерода, для различных уровней контроля и воздействия на сварной шов. Мы используем эти смеси чаще всего для сварки низколегированных или углеродистых сталей, и это популярная газовая смесь для сварки MIG.
Комбинации аргона и CO2 помогают сбалансировать самые экстремальные эффекты каждого газа. Высокое содержание аргона помогает уменьшить разбрызгивание и дым, создаваемые CO2, в то время как высокое содержание CO2 способствует передаче при коротком замыкании и лучшему проникновению более тяжелых металлов. Более высокий уровень CO2 начнет увеличивать истощение сплава, и более 20% станут нестабильными.
Более высокий уровень CO2 начнет увеличивать истощение сплава, и более 20% станут нестабильными.
Сварщики используют эти газовые смеси в:
- Дуговая сварка металлическим газом (GMAW) на углеродистой стали
- Дуговая сварка флюсовой проволокой (FCAW) углеродистой стали
- Дуговая сварка нержавеющей стали порошковой проволокой (FCAW)
Аргон/O2
Введение минимальной концентрации кислорода в аргон в защитном газе значительно улучшит недостатки чистого аргона. Способствуя передаче тепла, кислород увеличивает скорость образования капель и удерживает сварочную ванну в расплавленном состоянии в течение более длительного периода времени. Это дополнительное время позволяет металлу более равномерно течь и сплавляться по сварному шву и выравнивает валик.
Используйте смеси аргона/O2 для следующих процессов сварки и металлов:
- Дуговая сварка металлическим газом (GMAW) на нержавеющих сталях
- Дуговая сварка металлическим электродом в среде защитного газа (GMAW) на углеродистой стали
Аргон/CO2/O2
Эта тройная смесь невероятно универсальна и может успешно использоваться для обработки металлов различной толщины. CO2 увеличивает глубину проникновения, а кислород повышает эффективность, обеспечивая хороший перенос распыла при более низком напряжении.
Некоторые люди называют это «универсальной смесью», потому что вы можете использовать ее для распыления, короткого замыкания и шарикового переноса. Мы используем его в следующих процессах:
- Дуговая сварка металлическим газом (GMAW) на углеродистой стали
- Дуговая сварка металлическим электродом в среде защитного газа (GMAW) на нержавеющей стали в некоторых случаях
Аргон/гелий/CO2
Эта тройная смесь помогает увеличить теплопередачу по сравнению с чистым аргоном, что дает лучший результат сварки и плавления. Добавление гелия работает аналогично аргону и кислороду, но, поскольку гелий инертен, вы не рискуете окислением.
Смеси с большим содержанием гелия (до 90%) способствуют передаче короткого замыкания. Аргон и углекислый газ помогают стабилизировать дугу и увеличить проплавление.
Смеси с большим содержанием аргона (до 80%) способствуют переносу распылением, а гелий обеспечивает более гладкий профиль валика и смачивание.
Аргон/гелий/CO2 лучше всего подходит для следующих процессов:
- Дуговая сварка металлическим электродом в среде защитного газа (GMAW) на нержавеющей стали
- Дуговая сварка флюсовой проволокой (FCAW) углеродистой стали
- Дуговая сварка нержавеющей стали порошковой проволокой (FCAW)
Аргон/гелий
Вы увидите смеси аргона/гелия, используемые для обработки химически активных металлов и цветных металлов, таких как медь, никелевые сплавы или алюминий. Обычно вы можете использовать чистый аргон, но более высокие концентрации гелия работают с более тяжелыми материалами, уменьшая проникновение.
Гелий увеличивает нагрев поверхности, делая сварочную ванну более жидкой. Текучесть позволяет пузырькам воздуха или примесям подниматься на поверхность и улетучиваться, уменьшая пористость конечного продукта.
Мы чаще всего используем эту смесь в:
- Дуговая сварка металлическим газом (GMAW) на алюминии
- Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) нержавеющей стали или алюминия
Аргон/азот
Аргон и азот работают вместе, если поддерживать очень низкую концентрацию азота. Добавленный азот помогает получить полностью аустенитный (низкокоррозионный, немагнитный) сварной шов из нержавеющей стали.
Более высокие уровни азота увеличивают выделение дыма и пористость.
Смеси аргона и азота можно использовать с:
- Дуговая сварка металлическим электродом в среде защитного газа (GMAW) на нержавеющей стали 347
Аргон/гелий/O2
Смесь аргона, гелия и кислорода может увеличить энергию дуги и поверхностный нагрев при сварке черных металлов. Обычно для этой цели на цветных материалах используется только гелий и аргон.
Эта тройная смесь увеличивает текучесть сварочной ванны, обеспечивая равномерный профиль сварного шва и меньшую пористость.
- Дуговая сварка металлическим газом (GMAW) черных металлов
Аргон/водород
Аргон и водород — менее распространенная смесь, но ее можно использовать для сварки аустенитной стали с помощью дуговой сварки вольфрамовым электродом в среде защитного газа (GTAW), также известной как метод TIG.
Водород добавляется в аргон для увеличения скорости и профиля валика окончательного сварного шва. Это помогает поддерживать узкую и точную дугу, увеличивая теплопередачу.
- Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) аустенитной стали
Аргон/CO2/водород
В аргон можно добавлять небольшое количество двуокиси углерода и водорода для поддержания стабильности дуги, минимизации нагара и увеличения смачивания при сварке нержавеющей стали. Вы не должны использовать эту смесь на низколегированных сталях, так как это вызовет серьезные проблемы с растрескиванием.
- Сварка нержавеющей стали в среде инертного газа (MIG)
Читайте также : Какого размера бывают баллоны со сварочным газом?
Газы при кислородно-топливной сварке
Газокислородная сварка сейчас не так популярна, как раньше, благодаря развитию и широкой доступности дуговой сварки. Этот тип сварки был изобретен в 1903 году и использует простую газовую горелку для сварки металлов.
Электроды для дуговой сварки были разработаны в 1920-х годах и обеспечили более точный и быстрый метод сварки, который также можно было использовать для сварки высокореактивных металлов.
Тем не менее, многие люди по-прежнему используют газокислородную сварку для создания произведений искусства или сварки в небольших или домашних мастерских. При кислородно-топливной сварке используется газ или горючая жидкость для подпитки горения.
Давайте рассмотрим основные виды топлива, используемые в этом типе сварки. Каждый из них в сочетании с кислородом создает пламя.
- Ацетилен – это основное топливо, используемое для кислородно-топливной сварки. Преимуществами являются высокая температура горения, что делает его идеальным для сварки высокопрочных сталей, и зона восстановления вокруг зоны сварки, которая помогает очистить металл.
- Пропан – Пропан имеет гораздо более низкую температуру пламени, чем ацетилен, и не имеет восстановительной зоны. Из-за этого пропан не идеален для сварки, но лучше ацетилена для резки, нагрева или гибки. Для достижения наилучших результатов следует использовать инжекторную горелку.
- Пропилен – Пропилен больше всего похож на пропан и лучше подходит для резки, чем для сварки. Использование пропилена для сварки обычно приводит к хрупкому сварному шву. Пропилен также лучше всего работает с инжекторной горелкой и поддерживает чистоту наконечника.
В целом, большинство сварщиков отказались от кислородно-топливной сварки, но полезно знать основы.
Бонус: Таблица выбора газа в формате PDF
Если вам нужна удобная таблица выбора газа, вы можете скачать ее по ссылке ниже:
Таблица выбора газа – PDF
Подведение итогов
Как для профессионалов, так и для новичков знание всех типов сварочного газа имеет решающее значение для успешной сварки. Вы можете использовать различные смеси для достижения различных результатов и защиты ваших материалов от повреждений.
Используйте это руководство, чтобы следить за различными газами и смесями при следующей сварочной работе.
Ресурсы:
https://www.sciencedirect.com/topics/materials-science/inert-gases
https://www.sciencedirect.com/topics/earth-and-planetary-sciences/reactive-gas
https://www.sciencedirect.com/topics/engineering/oxide-inclusion
9 основных типов Газы, используемые при сварке
Сварочные газы широко используются в большинстве промышленных предприятий и даже в домашних мастерских, и они по-разному используются в процессе сварки. Наиболее распространенные типы сварочных газов защищают сварочную дугу от таких загрязнителей, как воздух и пыль. Другая их функция – это топливо для нагревания металла.
Газы относятся к одной из двух категорий: инертные или химически активные. Инертные газы не изменятся и не изменятся при контакте с другими веществами. Реактивные газы вызывают изменение состояния дополнительного материала или самих себя.
Инертные газы позволяют проводить процесс сварки без примесей, ослабляющих сварной шов. Реактивные газы обеспечивают положительное изменение во время сварки, улучшая способ соединения материала.
Вот газы, используемые при сварке, начиная с шести защитных газов, необходимых для высококачественной дуговой сварки:
Когда воздух попадает в сварочную дугу, в расплавленном металле образуются пузырьки воздуха, что приводит к слабому и непривлекательному сварному шву. Основной целью защитного газа является защита сварочной ванны от определенных загрязнителей, таких как кислород, азот и водород. Реакция этих элементов со сварочной ванной может создать проблемы, включая пористость и разбрызгивание.
Большинство защитных газов инертны, что делает их идеальными для защиты в процессе сварки. Они остаются стабильными во время процесса сварки и способствуют сварке несколькими способами, включая повышение текучести, лучшее проплавление, более гладкую поверхность валика и желаемые механические свойства готового сварного шва.
9 основных типов сварочных газов, используемых для защиты
Первые два защитных газа, аргон и гелий, инертны, а остальные четыре — водород, кислород, углекислый газ и азот — полуинертны.
1. Аргон (Ar)
Используется в основном при сварке нержавеющей стали и алюминия, аргон также подходит для сварки углеродистой стали со стабильностью дуги и непрерывным переносом металла от электрода сварочной ванны. Аргон является лучшим выбором для сварки TIG и отличным защитным газом для сварки MIG. Купить баллоны для аргоновой сварки можно здесь.
Купить газовые баллоны для полной сварки TIG
2. Гелий (He)
Более дорогой, чем другие газы, гелий обеспечивает глубокое проникновение и увеличивает тепловложение. Несмотря на то, что при использовании одного гелия может быть трудно добиться стабильного зажигания дуги, он хорошо работает в смеси с аргоном, противодействуя его непостоянным стартовым свойствам.
3. Углекислый газ (CO2)
Наиболее распространенный защитный газ для сварки MIG, CO2 стоит меньше, чем аргон, но не обеспечивает такого же высокого качества сварных швов. Однако при смешивании с аргоном меньше разбрызгивания и лучше выглядят сварные швы.
75% аргон 25% полный баллон CO2 125CF для сварки MIG
Получите промышленную газовую смесь для сварки аргоном и CO2 от PrimeWeld с доставкой прямо к вашей двери.
349,00 $
Полные газовые баллоны для сварки MIG
4. Кислород (O2)
Кислород обычно смешивается с другими защитными газами, поскольку он смешивается с другими защитными газами. Это также может ускорить процесс сварки и свести к минимуму разбрызгивание.
5. Азот (N)
Другой недорогой защитный газ, азот увеличивает проплавление сварного шва и стабильность дуги при смешивании с другими газами. Эти смеси могут также улучшать химические свойства сплавов, содержащих азот.
6. Водород (H)
При добавлении к аргону водород обеспечивает более глубокое проплавление и более высокую скорость сварки. Смесь водорода, аргона и углекислого газа может улучшить проплавление сварного шва. Однако при неправильном использовании водород может вызвать пористость.
Другие газы, используемые при сварке
Следующие три реактивных газа используются при кислородно-топливной сварке и являются легковоспламеняющимися.
7.