Содержание
Дорновая гибка труб из черных и цветных металлов на станках с ЧПУ для заказчиков Москвы и М. о. недорого в компании «Эфесто»
Онлайн-заказ
Металлообработка
и металлоизделия
Дорновая гибка труб представляет собой технологию пластической деформации трубных заготовок с применением специального стабилизирующего элемента – дорна. Он вводится внутрь детали перед операцией изгиба с целью избежать повреждения стенок трубы: образования складок, разрывов, трещин и иных дефектов. Если прикладывать к трубе изгибающее усилие, металл ее стенок будет изменять свою форму и размеры. Наружная поверхность будет растягиваться, а внутренняя стенка – сжиматься, что приведет к перераспределению материала. На внутреннем радиусе образуется излишек металла, который сформирует волны (гофры), а внешний радиус изгиба окажется утонченным, что негативно скажется на прочности и в ряде случаев может даже привести к нарушению структуры и появлению микротрещин. Используя стабилизирующую вставку (дорн), удается получить идеальный изгиб без изменения толщины стенок.
Используя стабилизирующую вставку (дорн), удается получить идеальный изгиб без изменения толщины стенок.
Преимущества дорновой гибки
Трубогибы, использующие дорновую вставку, позволяют выполнять операцию гибки труб с высоким качеством и точностью. При этом возможна обработка заготовок с сечением различного профиля: круглых, квадратных, прямоугольных. Применяемое в компании «Эфесто» современное полуавтоматическое оборудование иностранного производства под управлением ЧПУ дает возможность выполнять гибку большого количества деталей с высокой повторяемостью размера, что важно при серийном производстве. Достоинствами технологии также считают:
- отсутствие волнистости, царапин и повреждений поверхности труб;
- работу с тонкостенными заготовками;
- сохранение толщины стенок на изгибаемых участках, что важно для прочности получаемых деталей;
- возможность выполнять равномерную гибку по большому радиусу.
Все регулировки параметров процесса в полуавтоматический трубогиб вносятся в цифровом виде, что исключает влияние на качество человеческого фактора.
Наше предложение
Компания «Эфесто» предлагает услуги по дорновой гибке труб из черных или цветных металлов на современном оборудовании с повышенным качеством. Мы недорого выполним заказ как на единичную работу, так и средне- и крупносерийное производство. Полученные по данной технологии детали широко востребованы в качестве фасонных изделий при устройстве трубопроводов, а также при создании каркасов разнообразных металлоконструкций. Наши специалисты при необходимости готовы оказать помощь в разработке чертежей по Вашим эскизам. Работаем с заказчиками из Москвы и области, а также ближайших регионов. По любым вопросам, касающимся технологии производства, сроков и стоимости выполнения заказа, обращайтесь к менеджерам нашей компании по контактным телефонам, указанным на сайте.
До 40мм
Диаметр круглой трубы
До 50 мм
Диаметр прямоугольной трубы
225 мм
Максимальный радиус гиба (CLR)
190 градусов
Максимальный угол
40 “/sn
Скорость гибки
До 6000 мм
Длина трубы
±0,2 мм
Точность гиба
Преимущества дорновой гибки труб
- Высокая повторяемость и точность гибки.

- Высокое качество гиба, без царапин и рисок.
- Есть возможность радиусной гибки заготовок длиной до 6000 мм.

Нашли дешевле? Сделаем скидку 5%
* Необходимо подтвердить цену счётом от конкурента.
Используемое оборудование
← Бездорновая гибка труб
Химическое металлизирование изделий →
Гибка нержавеющих труб — оперативно и качественно
или позвонить (звонок по России бесплатный)+7 495 212-19-06
Если у вас возникли трудности при выборе или вопросы, вы всегда можете обратиться к нашему специалисту.
Нужен расчёт или есть вопросы
Описание услуги
Гибка металлических труб (круглых и профильных) осуществляется при помощи специальных трубогибочных станов путём холодного или горячего гиба с применением специальной оснастки. Холодная деформация проката без нагрева применяется при максимальной толщине стенки до 12 мм и диаметре до 40 мм и производится двумя способами:
- Обкатка – заготовка изгибается, прижимаясь специальным подвижным обкатывающим роликом к формообразующему сектору.
- Наматывание – подвижный формообразующий сектор с закреплённым концом трубы вращается и наматывает на себя заготовку, которая снаружи прижимается планкой, а внутри крепится дорном.

Горячей гибке подвергаются профильные трубы с толстой стенкой (свыше 12 мм) и круглые с большим диаметром (свыше 40 мм).
Гибка круглых и профильных (квадратных и прямоугольных) труб позволяет получить изделие любой формы и габаритов – для обвода препятствий, комфортного монтажа в определённых условиях и других целей. Автоматические станки с ЧПУ позволяют сделать изгибы под любым градусом до 185°, прямые и ровные. Сортамент, подверженный гибке, надёжнее и долговечнее сваренных конструкций, его получение требует гораздо меньше времени и финансовых затрат.
Технические характеристики (в мм)
Гибке подвергаются нержавеющие, алюминиевые, углеродистые трубы любой длины. Гибка производится на круглых трубах диаметром от 6 до 1420, а также на профильных размерами от 10х10 до 300х300. Точность изгибания заготовок составляет ±0,01. Максимальный градус изгиба составляет 185°. Погнуть трубы возможно в нескольких классических формах – отвод, калач, утка, скоба – или по чертежам заказчика.
Точность изгибания заготовок составляет ±0,01. Максимальный градус изгиба составляет 185°. Погнуть трубы возможно в нескольких классических формах – отвод, калач, утка, скоба – или по чертежам заказчика.
Виды гибки
Компания МС ГРУПП предлагает заказать не только гибку труб, но также арматуры и листового проката.
Преимущества сотрудничества
Сотрудничая с компанией МС ГРУПП, вы можете получить качественные и недорогие услуги по гибке труб, а также купить готовые изогнутые изделия трубного проката по выгодным ценам. На сайте нашего интернет-магазина постоянно размещается актуальная информация о действующих акциях и скидках на продукцию.
Весь готовый сортамент хранится на собственных складах компании в Москве и доставляется заказчикам в круглосуточном режиме.
Гибка труб — цены
Круглой трубы
| Диаметр трубы, мм | Материал | ||
|---|---|---|---|
| Углеродистая сталь | Нержавеющая сталь | Алюминий | |
| 6мм — 58мм | 300 руб | 420 руб | 360 руб |
60. 33мм — 76.1мм 33мм — 76.1мм | 360 руб | 480 руб | 420 руб |
| 80мм — 95мм | 420 руб | 600 руб | 540 руб |
| 100мм — 114.3мм | 480 руб | 1080 руб | 780 руб |
| 120мм — 159мм | 600 руб | 1440 руб | 1020 руб |
| 160мм — 1420мм | 840 руб | 1800 руб | 1200 руб |
Профильной трубы
| Размер трубы, мм | Материал | ||
|---|---|---|---|
| Углеродистая сталь | Нержавеющая сталь | Алюминий | |
| 10мм — 50мм | 240 руб | 360 руб | 300 руб |
| 60мм | 360 руб | 600 руб | 480 руб |
| 80мм | 540 руб | 840 руб | 720 руб |
| 100мм | 780 руб | 1200 руб | 900 руб |
| 120мм | 960 руб | 1440 руб | 1200 руб |
| 140мм — 150мм | 1440 руб | 2160 руб | 1920 руб |
| 160мм — 300мм | 1680 руб | 2520 руб | 2280 руб |
Примеры работ
Основы гибки труб | PRO-TOOLS
Чтобы приступить к гибке труб в вашей мастерской, компания Pro-Tools собрала воедино эти основные термины по изготовлению металлоконструкций, чтобы сделать ваш первый опыт гибки максимально простым.
 Если вам нужна дополнительная помощь, не стесняйтесь звонить в Pro-Tools, и наша команда будет рада вам помочь.
Если вам нужна дополнительная помощь, не стесняйтесь звонить в Pro-Tools, и наша команда будет рада вам помочь.
Радиус центральной линии (CLR)
Говоря о радиусе матрицы, мы имеем в виду радиус центральной линии (CLR), полученный в результате изгиба. CLR — это расстояние от центра кривизны до осевой линии (оси) трубы. Если у вас возникли проблемы с переводом последнего предложения на английский язык, посмотрите на картинку выше. Используя изображение ниже, вы можете увидеть, как радиус изгиба оказывает значительное влияние на результирующую деталь.
При выборе штампа факторы, влияющие на выбранный вами CLR, включают тип и сорт материала для гибки, толщину стенки, внешний диаметр, применение или дизайн конечного продукта и требуемый внешний вид. Все трубогибы и трубогибы Pro-Tools способны сгибать CLR диаметром до 7 дюймов; самый плотный CLR, который вы можете сгибать, составляет 2 дюйма (в зависимости от вашего материала) с использованием трубогибов Pro-Tools 105 Standard Duty или Heavy Duty.
Достигнутый радиус центральной линии (достигнутый CLR):
Это значение представляет собой радиус, который вы получаете при гибке штампом. На штампах Pro-Tools есть надпись CLR. Материал пружинит или растягивается после того, как его согнули; подумайте о том, чтобы намотать проволоку на карандаш — отпустите проволоку, и она упадет с карандаша. Из-за этого растяжения вы обнаружите, что CLR изогнутого куска материала немного больше, чем CLR, указанный на штампе.
Калиброванный радиус центральной линии (калиброванный CLR):
При использовании программного обеспечения Bend-Tech это значение используется для указания степени растяжения и сжатия при каждом изгибе. Это значение получают с помощью калибровочного теста путем сгибания тестового образца материала и измерения полученных ножек. Затем программное обеспечение использует данные растяжения/сжатия для правильного расчета количества материала в каждом изгибе, а также для правильного расположения изгиба. Pro-Tools продает полную линейку программного обеспечения Bend-Tech, которое удовлетворит потребности любого производителя металлоконструкций.
Pro-Tools продает полную линейку программного обеспечения Bend-Tech, которое удовлетворит потребности любого производителя металлоконструкций.
Внешний диаметр (OD):
Внешний диаметр (OD) – это расстояние по крайним внешним размерам трубы или трубы. Вы можете купить на веб-сайте Pro-Tools гибочные станки и штампы, которые гнут наружный диаметр до 2-1/2 дюйма. звоните по телефону +1 (813) 986-9000.
Внутренний диаметр (ID):
Внутренний диаметр (ID) — это наибольшее расстояние по внутренним размерам трубы или трубы.
Толщина стенки:
Толщина стенки — это расстояние между наружным и внутренним диаметрами трубы, измеренное в тысячных долях дюйма. Для трубы: Спецификация определяет толщину стенки. Важно использовать точные штангенциркули при измерении этого значения; рулетка или хорошо наметанный глаз в данном случае недостаточно точны. Соотношение между наружным диаметром и толщиной стенки имеет важное значение при выборе штампа. В таблицах штампов Pro-Tools указана минимальная и максимальная толщина стенок для штампов стандартных размеров, которые мы предлагаем. Если вы не можете найти необходимую толщину стен для вашего проекта, мы будем рады помочь — позвоните по телефону +1 (813) 986-9000, чтобы поговорить с членом нашей экспертной технической команды продаж.
В таблицах штампов Pro-Tools указана минимальная и максимальная толщина стенок для штампов стандартных размеров, которые мы предлагаем. Если вы не можете найти необходимую толщину стен для вашего проекта, мы будем рады помочь — позвоните по телефону +1 (813) 986-9000, чтобы поговорить с членом нашей экспертной технической команды продаж.
Степень изгиба (DOB):
Это относится строго к количеству градусов, необходимых для конкретного изгиба.
Пружинирование:
Причиной пружинения является неравномерное растяжение материала при изгибе. Материал центральной линии пытается вернуться к своей первоначальной форме, но его сдерживает неуступчивый материал с обеих сторон. Эффект заметен, когда материал вынимается из гибочного станка.
Упругость необходимо компенсировать путем добавления коэффициента упругости (количество градусов, на которое материал пружинит) к желаемой степени изгиба. Вы можете легко определить коэффициент упругости, выполнив пробные изгибы. Упругость не является постоянным фактором для всех материалов и может изменяться даже в материалах с одинаковым внешним диаметром и толщиной стенки. Чрезвычайно важно выполнять пробные изгибы каждой партии покупаемого материала.
Упругость не является постоянным фактором для всех материалов и может изменяться даже в материалах с одинаковым внешним диаметром и толщиной стенки. Чрезвычайно важно выполнять пробные изгибы каждой партии покупаемого материала.
Пример:
Если вы хотите согнуть кусок трубы до 90 градусов, и вы определили в своих тестовых изгибах, что материал будет пружинить на 7 градусов, вы должны согнуть трубку на 7 градусов после 90 (97 градусов), чтобы получить желаемый изгиб на 90 градусов, когда вы снимаете трубку с трубогиба.
Труба и труба:
Когда речь идет о трубе и трубе, вам действительно нужно знать одну вещь: трубка 1-1/2 дюйма — это не то же самое, что труба NPS 1-1/2. Для труб диаметром 1-1/2 дюйма фактический наружный диаметр (НД) составляет 1500 дюймов. Для трубы NPS 1-1/2 фактический наружный диаметр (НД) составляет 1,9.00”. Это относится ко всем размерам труб менее NPS 14. Это означает, что если у вас есть трубка 1-1/2 дюйма и труба NPS 1-1/2, вам потребуется отдельная головка для каждого размера. Наши гибочные станки рассчитаны на гибку труб сортамента 40 размером от 1/4 до 2 дюймов. В приведенной ниже таблице показаны некоторые размеры труб сортамента 40 размером до 14 дюймов. Если вы все еще не уверены, ознакомьтесь с описанием под диаграммой.
Наши гибочные станки рассчитаны на гибку труб сортамента 40 размером от 1/4 до 2 дюймов. В приведенной ниже таблице показаны некоторые размеры труб сортамента 40 размером до 14 дюймов. Если вы все еще не уверены, ознакомьтесь с описанием под диаграммой.
Таблица 40 Размеры труб | |||
| Номинальный размер трубы (NPS) | Внешний диаметр | Внутренний диаметр | Номинальная толщина стенки |
| 1/8 | 0,405 дюйма | 0,269 дюйма | 0,068 дюйма |
| 1/4 | 0,540 дюйма | 0,364 дюйма | 0,088” |
| 3/8 | 0,675 дюйма | 0,493 дюйма | 0,091 дюйма |
| 1/2 | 0,840 дюйма | 0,622 дюйма | 0,109 дюйма |
| 3/4 | 1,050 дюйма | 0,824 дюйма | 0,113 дюйма |
| 1 | 1,315 дюйма | 1,049” | 0,133 дюйма |
| 1-1/4 | 1,660 дюйма | 1,380” | 0,140” |
| 1-1/2 | 1900” | 1,610 дюйма | 0,145 дюйма |
| 2 | 2,375 дюйма | 2,067” | 0,154 дюйма |
| 2-1/2 | 2,875 дюйма | 2,469 дюйма | 0,203 дюйма |
| 3 | 3. 500” 500” | 3,068” | 0,216 дюйма |
| 3-1/2 | 4000” | 3,548 дюйма | 0,226 дюйма |
| 4 | 4.500” | 4,026 дюйма | 0,237 дюйма |
| 5 | 5,563 дюйма | 5,047” | 0,258 дюйма |
| 6 | 6,625 дюйма | 6,065” | 0,280 дюйма |
| 8 | 8,625 дюйма | 7,981 дюйма | 0,322 дюйма |
| 10 | 10,750 дюйма | 10,020” | 0,365 дюйма |
| 12 | 12,750 дюйма | 11,938” | 0,406 дюйма |
| 14 | 14 000 дюймов | 13,125 дюйма | 0,437 дюйма |
Номинальный размер трубы (NPS) — это североамериканский набор стандартных размеров труб. Размер трубы указывается двумя безразмерными числами: a номинальный размер трубы (NPS) для диаметра, основанного на дюймах и спецификации (Sched. или Sch. ) для толщины стенки . NPS часто неправильно называют Национальным размером трубы из-за путаницы с национальной трубной резьбой (NPT). В зависимости от NPS и сортамента трубы наружный диаметр трубы (OD) и толщину стенки можно получить из справочных таблиц, таких как приведенные ниже. Для NPS от ⅛ до 12 дюймов значения NPS и OD отличаются. Для NPS 14 дюймов и выше значения NPS и OD равны. Другими словами, труба NPS 14 на самом деле имеет наружный диаметр 14 дюймов. Причина несоответствия для NPS от ⅛ до 12 дюймов заключается в том, что эти значения NPS изначально были установлены для получения одного и того же внутреннего диаметра (ID) на основе стандартов толщины стенок того времени. Однако по мере развития набора доступных толщин стенок внутренний диаметр изменился, и NPS стал лишь косвенно связан с внутренним диаметром и наружным диаметром. Для данного NPS внешний диаметр остается фиксированным, а толщина стенки увеличивается по графику.
или Sch. ) для толщины стенки . NPS часто неправильно называют Национальным размером трубы из-за путаницы с национальной трубной резьбой (NPT). В зависимости от NPS и сортамента трубы наружный диаметр трубы (OD) и толщину стенки можно получить из справочных таблиц, таких как приведенные ниже. Для NPS от ⅛ до 12 дюймов значения NPS и OD отличаются. Для NPS 14 дюймов и выше значения NPS и OD равны. Другими словами, труба NPS 14 на самом деле имеет наружный диаметр 14 дюймов. Причина несоответствия для NPS от ⅛ до 12 дюймов заключается в том, что эти значения NPS изначально были установлены для получения одного и того же внутреннего диаметра (ID) на основе стандартов толщины стенок того времени. Однако по мере развития набора доступных толщин стенок внутренний диаметр изменился, и NPS стал лишь косвенно связан с внутренним диаметром и наружным диаметром. Для данного NPS внешний диаметр остается фиксированным, а толщина стенки увеличивается по графику.
Труба иногда используется в конструкциях, таких как поручни, но ее предполагаемое использование заключается в транспортировке веществ, которые могут течь (т.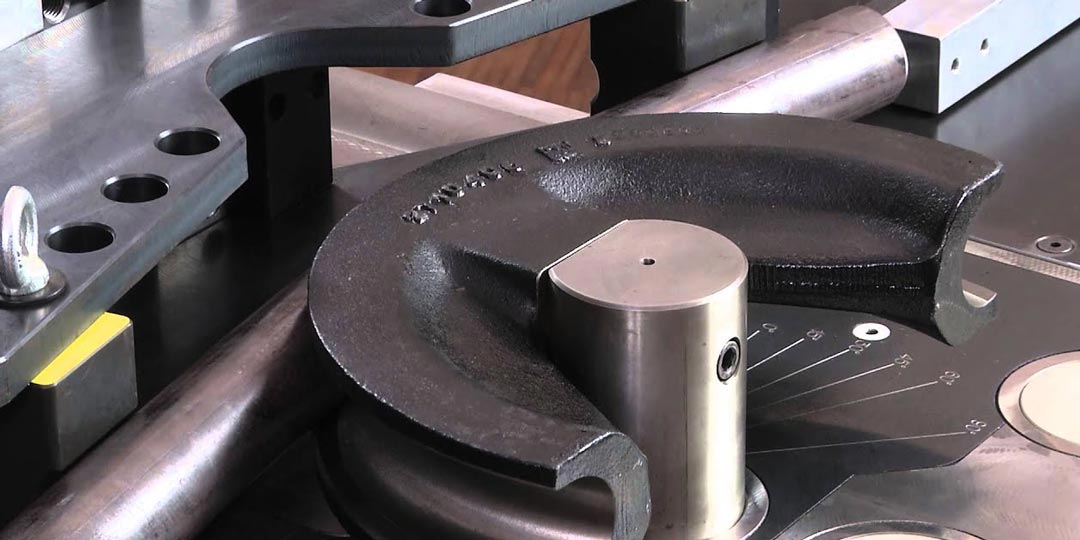 е. жидкости, газы, (жидкости), массы мелких твердых тел), поэтому критическими размерами являются внутренний диаметр и толщина стены. Внутренний диаметр определяет способность трубы переносить материалы. Внутренний диаметр в сочетании с толщиной стенки определяет такие характеристики, как давление разрыва. Как и трубы, трубы изготавливаются по-разному для разных нужд и применений. Существует три способа изготовления трубы.
е. жидкости, газы, (жидкости), массы мелких твердых тел), поэтому критическими размерами являются внутренний диаметр и толщина стены. Внутренний диаметр определяет способность трубы переносить материалы. Внутренний диаметр в сочетании с толщиной стенки определяет такие характеристики, как давление разрыва. Как и трубы, трубы изготавливаются по-разному для разных нужд и применений. Существует три способа изготовления трубы.
(1) При центробежном литье постоянная литейная форма непрерывно вращается вокруг своей оси с высокой скоростью по мере заливки расплавленного металла. Расплавленный металл центробежно отбрасывается к внутренней стенке формы, где он затвердевает после охлаждения. (2) сварная труба изготавливается как труба ВПВ и (3) бесшовная труба изготавливается как бесшовная труба.
Станок для гибки труб Super 16–30 дюймов
| ОТВЕРСТИЕ (ВНУТР.) | ХОД (ДЮЙМ) | ШТОК (ВНУТРЕННИЙ) | |
| Внутренний цилиндр | 8 | 5 | 2,5 |
| Внешний цилиндр | 11 | 19 | 8 |
| Цилиндр штифта | 6 | 23 | 4 |
| Цилиндр зажима | |||
| Тип насоса | Лопасть, Fix Volume | ||
| Расход насоса | 48 гал/мин | ||
| Тип клапана | 3 или 5 секций | ||
| Фильтрация | 3 микрона, линия давления | ||
| Максимальное рабочее давление гидравлической системы | 3000 фунтов/кв. дюйм изб. дюйм изб. | ||
| Гидравлический резервуар | 85 галлонов | 321 л |
| Диаметр (дюйм) | |
| Минимум | 16 |
| Максимум | 30 |
| Производитель | Куинси QR-370 |
| Тип привода | Гидравлический мотор |
| Давление | 210 фунтов/кв. дюйм изб. |
| Поток | 49,3 кубических футов в минуту при 175 фунт/кв. дюйм изб. |
| IN/MM | X52 | X60 | X65 | X70 | X80 | X100 | DEGREE PER ARC FOOT | RADIUS FEET | MAXIMUM 40 FOOT JOINT |
| 30/762 | 1. 634 634 | 1.409 | 1.298 | 1.203 | 1.049 | 0.836 | 0.60 | 96 | 16.20 |
| 28/711 | 1.937 | 1.662 | 1.527 | 1.413 | 1.228 | 0.974 | 0.65 | 88 | 17.60 |
| 26/660 | — | — | 1.839 | 1.695 | 1.467 | 1.156 | 0.70 | 82 | 18.90 |
| 24/610 | — | — | — | — | 1.800 | 1.403 | 0.75 | 76 | 20.25 |
| 22/559 | — | — | — | — | — | 1.763 | 0.80 | 72 | 21.60 |
| 20/508 | — | — | — | — | — | — | 0. 90 90 | 64 | 24.40 |
| 18/457 | — | — | — | — | — | — | 1.10 | 52 | 29.70 |
| 16/406 | — | — | — | — | — | — | 1.51 | 38 | 40.80 |
• Ячейка, отмеченная знаком (-), означает способность сгибаться до толщины 2,00″. Если толщина стенки больше, свяжитесь с DMI.
• Цифры выше представляют собой эмпирические данные и носят рекомендательный характер. Они не являются гарантией.
• Все изгибы основаны на использовании оправок DMI и утвержденных наборов штампов.
• Для толстостенных труб могут потребоваться специальные наборы штампов.
• Цифры, показанные выше, представлены как «средние» и могут изменяться в зависимости от следующих факторов:
- Фактическая толщина стенки трубы.
- Фактический предел текучести трубы.
- Навык операторов, работающих с гибочным станком и оправкой.
- Происхождение и качество трубки.
- Используемый тип штампа и комплекта для гибки.

• Касательная нормального разгибания для PBM 6-20 составляет 5’
• Касательная нормального разгибания для PBM 16-30 составляет 6’
• Касательная нормального разгибания для PBM 22-36 составляет 6’
• Касательная нормального разгибания для PBM 32-42 составляет 7 футов
• Нормальный прямой тангенс для PBM 48-60 составляет:
- 11 футов для жесткого конца с трубной опорой
- 13’ для жесткого конца без трубной опоры
- 8’ для конца Pinup с опорой для трубы
- 9’ для конца штифта без поддержки трубы
Заявление об отказе от ответственности:
Техническая информация, предоставленная для данного оборудования в отношении производительности, технических характеристик, размеров и веса, может различаться в зависимости от окончательной конфигурации оборудования.