Правила СНиП и контроль качества сварных швов при сварочных работах. Как правильно сварочные или сварные работы
СНиП и контроль качества сварных швов
Сварочная работа, как и любая другая производственная деятельность, требует наличия и соблюдения определенных правил, чтобы при сварке процесс был максимально продуктивным, а сварные соединения — качественными. В России и некоторых странах бывшего СССР такие правила установлены документами СНиП (строительные нормы и правила), ГОСТ (государственный стандарт), ЕНиР (единые нормы и расценки), СП (свод правил) и другими.
Впервые устроившись на работу начинающие сварщики часть сталкиваются с незнанием СНиПов и ГОСТов, и это не удивительно. Ведь перед сварщиком стоит задача изучить и понять десятки нормативных документов, написанных в официально-деловом стиле, а это отнимает много времени. Мы решили помочь вам и опираясь на правила, используемые в строительстве и при сварке, составили список важнейших норм, которые следует знать перед тем, как приступить к работе. Мы научим рассчитывать время сварки на 1 м шва и рассчитытвать, сколько метров в день нужно сварить, расскажем, как провести контроль качества сварных соединений и какие предъявляются требования к сварным конструкциям.
Содержание статьи
Нормативы сварочных работ
Для начала давайте разберемся, зачем вообще нужны нормативы и какие они бывают. Прежде всего, нормативы регулируют качество и скорость выполнения работы. Также на нормативы влияет способ сварки, функциональные возможности сварочного оборудования, используемого при сварке, и квалификация сварщика. Ведь опытный мастер способен сделать за смену в два раза больше работы, чем начинающий работник. Также учитывается рабочее место сварщика, отдельное внимание уделяется его организации.
Современные нормативы регулируют время, которое сварщик должен затратить на свою работу, количество выполненной работы (например, количество сваренных металлических изделий за смену), расход электроэнергии и материалов (электродов, сварочного оборудования и прочего). Давайте подробнее остановимся на каждом из нормативов.
Нормы времени
В большинстве стран бывшего СССР существуют так называемые единые нормы времени на выполнение 1 м шва. Они обычно прописаны в нормативных документах. Но, несмотря на это каждый сварщик должен самостоятельно уметь делать расчет времени сварки, поскольку это один из важнейших показателей его продуктивности. Норма времени складывается из того, сколько сварщик должен потратить минут на непосредственный процесс сварки, и сколько должен потратить на подготовительные и/или иные производственные операции. В целом, выделяют три производственных операции, из которых складывается норма:
- Основная производственная операция. К ней относится заготовка материалов для сварки и металла, его обработка и подготовка к сварке. Также сюда входит сам сварочный процесс.
- Вспомогательная производственная операция. К ней относится контроль качества сварных соединений и швов, а также транспортировка готовой детали в следующий цех.
- Дополнительное время. Оно тоже регулируется и дается специально для того, чтобы сварщик мог провести обслуживание процесса сварки 1 и сдать деталь на хранение, если это необходимо между основной и вспомогательной операцией.
Также обратите внимание, что прежде чем произвести расчет времени сварки нужно учесть и другие процессы, отнимающие даже несколько секунд при работе. К таким процессам относится настройка сварочного аппарата, время, затраченное на поджёг и время горения дуги при сварке особых видов металлов, время, потраченное на смену стержней, нанесение флюса или очистки шва и тому подобное. Также не забудьте учесть, что сварщику нужно время на уход за рабочим местом и на отдых (для этого нужно вычесть около 20% от полученного времени).
Выше мы писали, что учитывается еще и квалификация сварщика, а также его опыт. Обычно это просчитывается с помощью специального коэффициента. В ходе расчетов мы получаем цифру, которая является эквивалентом квалификации. Проще говоря, каждой квалификации присваивается своя цифра, которая затем используется в расчетах.
Расчет можно производить разными способами, но самый распространенный — рабочие единицы. Одна рабочая единица равна одному сваренному изделию. Чем выше квалификация, тем больше единиц должен выполнять сварщик за смену. Если объемы работ слишком большие и не позволяют производить расчет в единицах, то рассчитывается время в минутах, необходимое для выполнения 1 м шва. Как видите, в норму времени входит множество операций, которые стоит учесть при расчетах. О том, как делать расчет, мы поговорим позже, а пока давайте разберемся с остальными нормами.
Норма выработки
Норма выработки — это , по сути, просто то количество работы, которое вы выполнили за определенное количество времени. Как мы говорили выше, норма может выражаться в количестве изделий или в метрах сварного шва, которые вы успели наварить за час или за смену. Норма выработки может быть просто одним из компонентов нормы времени, а может существовать как самостоятельное правило.
Чтобы вам было понятнее, приведем простой пример. Допустим, сварщику нужно сварить 24 метра шва за смену. Мы просчитывает все: время, которое нужно потратить на настройку оборудования, на подготовку металла, на поджёг дуги, на сварочный процесс и так далее, плюс не забываем добавить время на отдых. Итого для сварщика средней квалификации норма составит 3 метра шва за 1 час. Соответственно в день (при условии 8-ти часового рабочего дня) сварщик должен сделать 24 метра шва.
Нормы расхода электроэнергии
Еще одна не менее важная норма, о которой не стоит забывать. Она необходима для расчета себестоимости сварочных работ и готового изделия. Зачастую расход считают в киловатт-часах, которые сварщик потратил на свою работу. Показания снимаются со счетчика.
Норма расхода комплектующих
Как вы понимаете, за время сварки вы расходуете не только электричество и время, но и комплектующие: электроды, газ, флюс, проволоку и прочее. Также сюда входит естественный износ аппаратов, применяемых при сварке. Износу подвержено не только оборудование, но и специфические элементы, необходимые при особых видах сварки. Например, контактные губки, роликовые направляющие, контактные плиты и многое другое. Все это нужно учесть. Кстати, в этой статье мы довольно подробно рассказывали, как рассчитать расход сварочной проволоки. Обязательно прочтите ее.
При этом степень износа может зависеть от многих факторов, например, от материала, из которого сделаны комплектующие, от металла, который вы свариваете и даже от режима, установленного в сварочном аппарате. Важно учитывать все эти факторы, поскольку они тоже влияют на себестоимость вашей работы и готового изделия. Как вы понимаете, нормирование сварочных работ просто необходимо в производственных условиях.
Теперь, когда мы разобрались с нормами, давайте перейдем непосредственно к расчету времени, которое нам нужно затратить на сварку, и посмотрим, которые нормы нам предлагают современные строительные документы.
Расчет времени, затраченного на сварку
Нормы времени на сварочные работы устанавливаются не просто так, вы могли понять это после прочтения прошлого раздела. Как вы помните, нашим показателем продуктивности считается либо количество изделий, которые вы сварили, либо метры швов, которые вы наплавили.
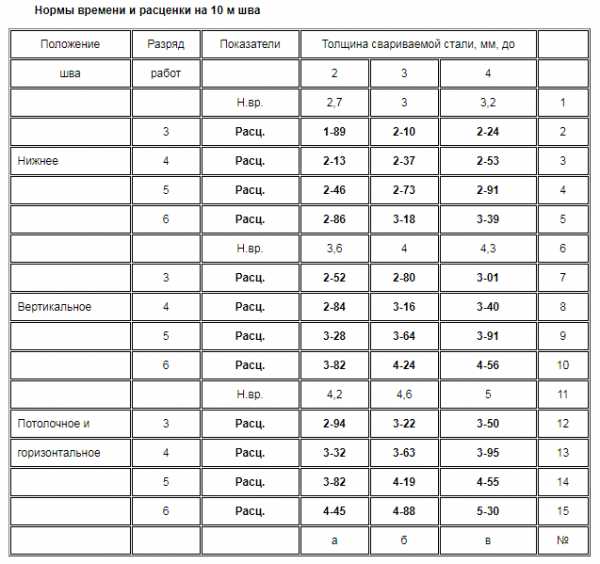
Ниже таблица, в которой вы можете видеть единые нормы времени на одностороннюю сварку стыковых соединений без скоса кромок. Эти нормы взяты из ЕНиР (Сборник Е22, раздел «Сварочные работы»). Также вы можете найти нормы в СНиП по сварке. Норма времени на сварку может отличаться в зависимости от многих факторов: начиная от типа шва, заканчивая, опять же, квалификацией мастера. Теперь давайте приступим к непосредственным расчетам, поскольку каждый мастер обязан знать это и применять на практике.
Расчеты
Для расчета времени на ведение 1 метра шва электрической дугой используются формулы. Наиболее универсальная формула выглядит следующим образом:
t0 — это основное время, обычно измеряется в часах и иногда в минутах.
L — это длина шва, обычно 1 м шва измеряется в метрах или сантиметрах.
F — это площадь сечения шва, измеряется в квадратных сантиметрах.
7,85 — пример плотности наплавленного металла, взятой в граммах на кубический сантиметр, вы должны подставить свое значение плотности.
I — значение сварочного тока, измеряется в амперах.
Кн — это коэффициент наплавки.
Чтобы посчитать, сколько времени в день сварщик тратит на работу, достаточно умножить полученную цифру на кол-во рабочих часов.
Если вам нужно рассчитать время, затраченное на газовую сварку, то воспользуйтесь следующей формулой:
S — это толщина свариваемого металла, обозначается в миллиметрах.
К — это коэффициент, он зависит от типа металла, используемого при сварке (для низкоуглеродистой стали это коэффициент составляет 4-5; для легированной стали, чугуна, латуни и бронзы — 6, для меди – 3, а для алюминия и его сплавов – 4).
Также нелишним будет запомнить формулу расчета времени, затраченного на кислородную резку:
L — это длина резки, обозначается в миллиметрах.
v — это скорость резки, обозначается мм в ми.
Как организовать рабочее место
Чтобы сварщик выполнял все нормы, положенные ему в день, нужно правильно организовать для него рабочее место. Согласитесь, сидя на неудобном стуле или с неправильной высотой рабочего стола норму выполнить сложно. А наша задача — максимально повысить производительность труда. Обычно на работе есть так называемые планы НОТ (научная организация труда). В них подробно расписывается, какое рабочее место вам положено. На картинке ниже вы можете видеть рабочее место, которое соответствует правилам.

Помимо физического комфорта рабочее место должно соответствовать правилах техники безопасности. Также у сварщика должен быть легкий доступ ко всем необходимым инструментам, чтобы не терять время в поисках электрода или новой детали.
Контроль качества сварочных работ

С нормами закончили, теперь поговорим о том, что должен делать сварщик после того, как выполнит сварку. Прежде всего, он должен произвести контроль качества сварочных работ. На крупных производствах этим занимаются отдельные люди, но на большинстве заводов эта обязанность поручается сварщику. Тема контроля качества довольно обширна, поэтому остановимся на ней поподробнее.
Контроль сварочных работ можно разделить на три этапа:
- Проверка квалификации сварщика
- Контроль качества свариваемых деталей
- Визуальный и механический контроль качества сварных соединений
Давайте подробнее разберем каждый этап.
Проверка квалификации
Перед тем, как допустить сварщика к работе, нужно проверить соответствие его навыков и присвоенной квалификации. Каждый сварщик должен предъявить документы с допуском к сварке и сделать тестовый шов на выданном ему образце детали. При тесте нужно использовать те же электроды и те же металлы, что и при основной работе. Затем образцы отправляются на экспертизу и подвергаются осмотру. Если работа сварщика соответствует нормам, то мастер допускается к сварке.
Контроль качества свариваемых деталей
Перед работой нужно проверить качество деталей, которые необходимо сварить. Детали должны иметь соответствующие документы, быть изготовлены из сертифицированного металла. Перед сваркой детали нужно тщательно осмотреть и выяснить, есть ли дефекты. В целом, качество деталей так же регламентируется нормами. Их вы можете отдельно изучить, почитав СНиПы и ГОСТы.
Визуальный и механический контроль качества сварных соединений
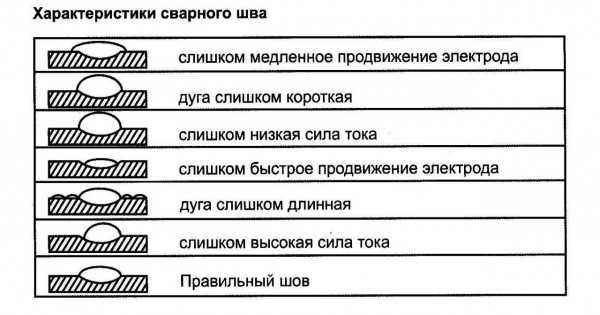
Это завершающий этап, который проводится после сварки. Для начала нужно очистить шов от шлака и частичек разбрызгавшегося металла. Затем нужно осмотреть шов. В идеале шов должен иметь мелкочешуйчатую структуру, а переход от шва к металлу должен быть плавным. Высота шва не должна превышать 3 миллиметра, в идеале — 1 миллиметр.
Если не соблюдать правила сварки, то практически сразу же образуются дефекты, так что визуальный осмотр помогает выявить 50% проблем еще до того, как деталь будет подвергнута более серьезным испытаниям. В ходе визуального контроля можно обнаружить трещины, излишнюю пористость соединения, излишнюю зашлакованность, не проваренный шов.
После визуального осмотра нужно подвергнуть шов механическим испытаниям. С их помощью выясняется предел прочности соединения. Если были найдены недостатки, то проводится дополнительный контроль, чтобы подтвердить наличие дефектов. Если после повторной проверки отрицательный результат подтвердится, то сварщика отстранят от работы и направят на курсы повышения квалификации.
С помощью механических испытаний можно выявить дополнительные дефекты, не видимые при визуальном осмотре. Это может быть непровар корня шва, боковой непровар, прожог или внутренние трещины. Если сварочные шов длинный, то допускается вырезка дефектного участка.
Ультразвуковой контроль сварных соединений

С помощью ультразвука можно проверить качество сварных швов. Принцип работы прост: устройство генерирует ультразвуковые волны с частотой до 20 тысяч Гц, которые беспрепятственно проникают в поры шва и начинают отражаться от внутренних трещин и или пустот, если таковые имеются. Звуковая волна прямая, но если на ее пути встречается дефект, то она искривляется.
Такую работу обычно поручают не сварщику, а специальному оператору, который фиксирует все дефекты на мониторе прибора и подробно записывает результаты проверки. В целом, это один из наиболее популярных способов обнаружить скрытые от глаз дефекты.
Мы перечислили самые популярные способы контроля качества. Конечно, есть и другие методы, но перечисленные выше давно зарекомендовали себя как наиболее эффективные. Особенно в условиях крупномасштабного производства. После того, как произведен контроль качества сварочных работ, результаты нужно обязательно зафиксировать в журнале и на чертеже.
Требования к сварным швам
Также сварщику желательно знать требования к сварным швам металлоконструкций. Это поспособствует правильному контролю качества и адекватной оценке своей работы.
Требования к механическим свойствам сварного соединения
Сварка металлоконструкций или сварка трубопроводов подразумевает безусловную прочность и надежность сварных швов. Этого можно достичь только в случае полного соблюдения требований к механическим свойствам соединений. Опираясь на ГОСТы и правила мы выявили следующие основные свойства шва, которые нужно соблюдать, чтобы соединение получить качественным:
- Показатель относительного удлинения металла шва не должен быть меньше 15-16%.
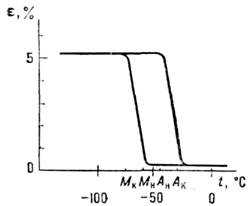
- Ударная вязкость должна быть на высоком уровне. Чтобы узнать этот параметр, нужно провести тест: проверить реакцию шва при среднесуточной температуре, при этом тест нужно проводить в течении недели при самой низкой температуре в вашем регионе. Минимальное значение ударной вязкости — 29 Дж/кв.см.
- Временное сопротивление шва на разрыв должно быть аналогичным, как у металла, используемого при сварке. Не допускается меньшее значение сопротивления.
- Твердость металла должна составлять 350 HV для сварных элементов конструкций, относящихся к 1 группе, и 400 HV для сварных элементов всех прочих конструкций. Эти правила регламентирует СНиП II-23.
Требования к качеству сварного шва
При сварке металлоконструкций крайне важно обращать внимание на качество самого шва. Ранее мы рассказывали о том, как проходит контроль качества сварочных соединений, теперь расскажем про классификацию швов исходя из их качества. Итак, швы бывают трех категорий:
- Первая категория. Наилучшее качество. К этой категории могут относиться любые типы швов, к которым предъявляются особые требования долговечности и надежности. Швы первой категории должны выдерживать колоссальные нагрузки и обеспечивать надежное соединение сложных конструкций из металла, в том числе промышленных. Швами первой категории сваривают металлические каркасы зданий и обшивку кораблей. Также к первой категории относятся швы, рассчитанные на долгую эксплуатацию в суровых климатических условиях. Например, на крайнем Севере.
- Вторая категория. Среднее качество. Это наиболее распространенная категория, к ней относятся любые типы швов, стойких к разрыву. В целом, к этой категории можно отнести большинство соединений. Яркий пример — швы, которыми сваривают кузова автомобилей. Такие швы способны выдержать относительно большие нагрузки, но не рассчитаны на эксплуатацию в жестких условиях.
- Третья категория. Ниже среднего. Швы такой категории не обязательно являются самыми плохими по качеству, но их однозначно нельзя накладывать на ответственные конструкции. Зато можно сварить вспомогательные металлические конструкции, сэкономив при этом время и силы.
Прочие требования к сварным соединениям
Требования к сварным конструкциям и швам могут быть самыми разнообразными, и помимо указанных выше существует еще ряд особенностей, которые стоит знать перед тем, как приступить к работе. В рамках этой статьи мы не сможем описать все особенности, поскольку сварочный процесс имеет множество нюансов. Рекомендуем самостоятельно ознакомиться со СНиПами на интересующую вас тему. Там вы сможете найти всю необходимую информацию о расположения сварочного соединения, его рекомендуемой длине и толщине для каждого типа конструкции и металла. Воспринимайте нормы не как свод правил, а как удобную шпаргалку в работе.
Технические условия на изготовление сварочных конструкций

Техническое нормирование крайне важно, оно регулирует весь сварочный процесс. Именно от правильной организации работы зависит конечный результат на сборочно-сварочном заводе любого масштаба. Технические условия на изготовление сварной конструкции — это, по сути, набор документов, с которыми вы можете ознакомиться и узнать всю информацию о той или иной детали. В этих документах описываются все этапы сварочного процесса: от подготовки до транспортировки. Классический пакет документов состоит из чертежей готового изделия, технических условий и программы выпуска (она может быть примерной). Давайте подробнее остановимся на этом.
Начнем с чертежей. Без них не обходится ни одна более-менее профессиональная сварка, поскольку невозможно с точностью определить «на глаз», где должны быть швы. Особенно это касается особо ответственных металлических конструкций, который могут нанести вред человеку при неправильной сварке и последующем разрушении.
В чертежах обычно прописывают информацию о том, какой металл используется при изготовлении изделия, какие особенности он имеет, какой используется размер и толщина металла, какие типы сварных швов применяются при сварке и прочее. Чертеж сдается на проверку главному инженеру, и работа начинается только после согласования. Если инженер обнаружит неточности, то сварщику (или отдельному конструктору) нужно сделать новый исправленный чертеж.Теперь о поговорим технических условиях, как об отдельном компоненте пакета документов. ГОСТ №15001-69 говорит, что тех.условия должны быть выбраны в соответствии с чертежами, предполагаемыми условиями эксплуатации изделия и накопленным опытом. Говоря простыми словами, в технических условиях описывают, где и при каких условиях будет использоваться деталь, не принесет ли она вред и прочее.
Также в технических условиях указывают особенности эксплуатации конструкции или детали. Например, изделие может быть не предназначено для эксплуатации при большой минусовой температуре или при повышенных механических нагрузках. Всю это информацию в обязательном порядке указывают в тех.условиях, чтобы избежать проблем. Так существуют конструкции нескольких типов: особо ответственные, ответственные и все остальные. Исходя из типа прописываются соответствующие условия.
И последний акт, входящий в состав пакета документации — это программа выпуска. Как мы указывали ранее, она может быть приблизительной. Здесь указывается количество изделий, которое нужно выпустить за определенный срок. Эта информация нужна скорее не для учета выпущенной продукции, а в качестве основания для использования того или иного комплекта сварочного оборудования и доказательства экономической обоснованности использования такого комплекта в работе.
Производственный процесс состоит из множества этапов и крайне важно соблюдать их последовательность и не отклоняться от общепринятых норм. Это поможет изготавливать изделия быстро, качественно и недорого.
Вместо заключения
Теперь вы знаете основные единые нормы времени на выполнение работ и требования, которые необходимо учесть при сварке. Конечно, это далеко не все выдержки из документов, вы можете найти в интернете СНиП по сварке, используемые в строительстве и при сварке, и самостоятельно ознакомиться с ними. Мы лишь собрали наиболее значимые, на наш взгляд, правила, соблюдая которые вы сможете значительно улучшить производительно труда и качество сварочных работ.
Обязательно научитесь рассчитывать расход времени и материалов, это существенно облегчит вашу работу и позволит трезво анализировать свои навыки. Также не поленитесь и заучите хотя бы основные требования к швам и металлу, который собираетесь варить. Если вы начинающий сварщик и только приступили к работе, то рекомендуем выписать основные положения и периодически перечитывать их, а затем применять на практике, чтобы закрепить результат. Делитесь этой статьей в социальных сетях и оставляйте комментарии. Желаем удачи!
[Всего голосов: 0 Средний: 0/5]svarkaed.ru
Сварочные работы - Информация по сварочным работам
Содержание статьи
Информация по сварочным работам
Сварка — процесс соединения материалов, при котором между ними устанавливаются межатомные связи. С помощью сварки можно соединить не только однородные но и разнородные материалы а также всевозможные сплавы металлов.
Для сварки используется специальное оборудование:
- Сварочные агрегаты;
- Выпрямители;
- Инверторы;
- Автоматы;
- Трансформаторы;
- Полуавтоматы.
Сварка можно использовать в ремонтных и в технологических целях. Сварка активно применяется во всех видах производственной деятельности. Без сварки невозможно решить, множество важных для общества, задач и проблем в таких областях как строительство, машиностроение, ресурсосбережение, безопасность и многое, многое другое.

Виды сварки
В зависимости от формы энергии, которая используется для сварного соединения, сварку делят на три класса:
- Механический класс сварки;
- Термомеханический класс сварки;
- Термический класс сварки.
При термическом классе сварке используют тепловую энергию, и выполняют следующие типы сварки:
- Дуговая сварка;
- Плазменная сварка;
- Газовая сварка;
- Электрошлаковая сварка.
При термомеханическом классе сварки используют тепловую энергию и давление, в данном классе выполняют следующие типы сварки:
- Контактная сварка;
- Диффузионная сварка.
При механическом классе сварки используют давление и механическую энергию, в данном классе выполняют следующие типы сварки:
- Ультразвуковая сварка;
- Сварка взрывом;
- Сварка трением;
- Холодная сварка.
Контактная сварка
Как упомянуто выше, контактная сварка относится к термомеханическому классу сварки. Она характеризуется кратковременным нагревом места соединения, с оплавлением или без оплавления заготовок. Сварное соединение, при контактной сварке, образуется благодаря пластической деформации. При контактной сварке место соединения разогревают электрическим током, он проходит по металлу в месте сварки и максимальное количество тепла образуется в месте сварочного контакта.
Контактную сварку разделяют по типу сварного соединения, на:
- Стыковую сварку;
- Шовную сварку;
- Точечную сварку.
При точечной сварке, заготовки свариваются в отдельных точках, их сжимают между электродами, которые проводят ток к месту сварки. В момент соприкосновения точечной сварки с поверхностью, она нагревается медленней чем ее внутренние слои. Поверхность необходимо нагреть до состояния пластичности, а ее внутренние слои расплавить, после отключить ток и снять давление. В итоге образуется литая сварная точка. В зависимости от расположения электродов, точечная сварка бывает двухсторонней и односторонней.
Шовная сварка обеспечивает плотное соединение между заготовками. Во время сварки, сварные элементы необходимо соединить внахлест, а затем, зажав между двух электродов, пустить ток. При шовной сварке получают ровный шов и образуются перекрывающие друг друга сварные точки, это происходит за счет движения роликов по заготовке.
Стыковая сварка подразумевает. сварку заготовок, между собой, по всей поверхности соприкосновения. Стыковую сварку также называют сваркой с оплавлением, при данном виде сварке стык разогревают до пластинчатого состояния с последующей осадкой. При помощи стыковой сварки, производят различные элементы трубчатых конструкций, железобетонную арматуру, рельсы, колеса и кольца.
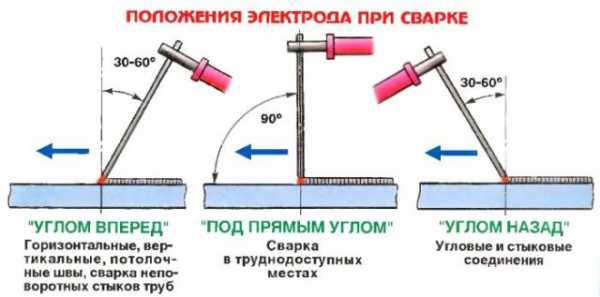
Техника сварки
Для того чтобы возбудить дугу существует два способа, первый касание впритык и отвод перпендикулярно вверх, второй «чиркнуть» электродом как спичкой. Второй способ намного удобнее, но его нельзя применить в узких, неудобных местах. Во время сварки обязательно нужно следить за длиной дуги, она должна быть примерно д=( 0,5-1,1), где (д — длина дуги, мм;). Большую роль здесь играет марка и диаметр электрода.
От длины дуги, напрямую, зависит качество и форма сварного шва. Длинная дуга обеспечивает интенсивное азотирование и окисление расплавляемого металла и увеличивает процент разбрызгивания. Во время сварки электродами основного типа металл становится пористым.
Во время сварке, двигать электрод следует в трех направлениях. Первое направление будет, к оси электрода, данное движение позволит поддерживать необходимую длину дуги. Второе направление идет вдоль оси валика основного шва, скорость движения зависит от диаметра электрода, скорости его плавления и вида шва. При отсутствии поперечных движений, образуется своеобразный ниточный валик. Третье направление лежит поперек шва, в процессе движения образуется уширенный валик.
Порядок заполнения швов
Существует определенный порядок заполнения швов, он служит для повышения работоспособности сварных конструкций и уменьшения деформаций, напряжений внутри швов.
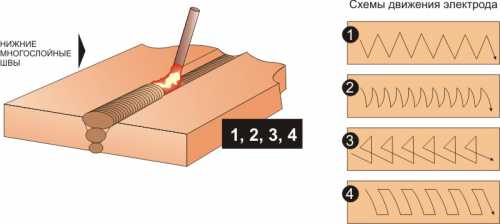
Порядок заполнения подразумевает, разделку шва по поперечному сечению и сварку по длине шва. По протяженности швы, обычно, делят на три группы:
- Короткие — до 300 мм;
- Средние — от 300 до 1000 мм;
- Длинные — свыше 1000 мм.
Короткие швы выполняют от начала шва до его конца. Швы средней длины варят от концов к середине или обратно. Длинные швы выполняются, либо от середины к краям, когда шов разбивают на участки и ведут сварку в направлении обратном общему, либо вразброс.
Мне нравится!1Мне не нравится!0Задавайте вопросы в комментариях, делитесь своим опытом, так же принимается любая конструктивная критика, готов обсуждать. Не забывайте делиться полученной информацией с друзьями (соц кнопки выше).
www.allremont59.ru
Правила проведения сварочных работ
Правила и нормативы проведения сварочных работ
Если сварщиком не соблюдаются правила проведения сварочных работ, есть опасность получения ненадежной конструкции, которая способна разрушиться под воздействием внешних факторов. К нормативам необходимо относиться со всей серьезностью, иначе вы навредите своему организму, окружающим и принесете ущерб свариваемому изделию.
Поэтому нужно внимательно изучать нормы, определяющие сварочный процесс, и вам будет проще выполнять сваривание.
Подготовка к сварочным работам
В первую очередь нужно иметь защитный костюм, который способен обезопасить специалиста от отлетающих искр. Обычно для этих целей применяются брезентовые костюмы из плотного брезента со специальной пропиткой.
Кроме того, потребуются рукавицы и защитная обувь, которые создадут необходимый уровень защиты для человеческого тела. Но самое важное в профессии сварщика – обезопасить от попадания горячих частиц глаза, поэтому необходимо иметь маску или очки.
Так что в арсенале специалиста по сварке должна быть:
- Защитная одежда,
- Особая обувь,
- Маска сварщика или шлем.

Для борьбы с неожиданными возгораниями необходимо иметь на рабочем месте достаточное количество воды. В непосредственной близости от сварочного аппарата и от точки сваривания не должно быть никаких веществ, которые могут загореться или взорваться от воздействия высоких температур или открытого пламени.
Также правила проведения сварочных работ предусматривают правильный выбор режимов сварки и использование определенных расходных материалов. Чтобы сбивать продукты сгорания со свариваемых участков, сварщики пользуются молотками. Там, где производятся сварочные работы, не должно быть сильных сквозняков и продукты сгорания должны удаляться по вентиляционной системе.
Вредные вещества постоянно выделяются при проведении подобных мероприятий, поэтому стоит позаботиться об их своевременном отведении, пока они не нанесли вреда работнику.

Особенности технологического процесса
Обрабатываются разные материалы, и в зависимости от их характеристик и параметров подбираются режимы сваривания, в частности время нагревания. Ведь свариваются не только металлические изделия, но и полипропилен, требующий деликатного обращения и сокращения времени нагрева. Нагревание таких деталей производится от 5 до 40 секунд, и этот фактор необходимо учитывать.
Металлические трубы и прочие изделия из металла также необходимо подвергать процессу сваривания в течение определенного промежутка времени, чтобы материал не перегрелся и не утратил своих первоначальных свойств. Из-за неправильного сваривания нередко появляется хрупкость и ломкость материалов, которые подвергаются термическому воздействию.
Некоторые конструкции и сборочные узлы разрушаются именно в тех местах, где производилась сварка. Проверить качество выполненной работы можно с помощью удара обыкновенного молотка, потому что сварные швы издают определенные звуки, понятные опытным специалистам.
Только правила проведения сварочных работ помогут выполнить соединение на высоком уровне, и металлическое сооружение не получится бракованным и непригодным к эксплуатации.

Особенности работы сварщика
При несоблюдении скоростных нормативов при сварочных процессах, существует опасность получения неровного шва с плохой шероховатостью, и во многих случаях такая конструкция признается бракованной.
Если сварщик соблюдает технику сваривания, он делает все движения равномерно и без резких перепадов, таким образом, получая шов с одинаковыми габаритами по всей его протяженности. Работать нужно уверенно и плавно, и тогда есть шанс добиться положительного результата от своей производственной деятельности.
Слишком длительная работа сварщика приводит к появлению усталости и движения становятся порывистыми, что сразу негативно влияет на качество соединений, к тому же сказывается пагубное воздействие на глаза. Если чувствуется утомление, нужно срочно делать технологический перерыв, чтобы восстановить работоспособность.
Прочность сварки может придти к специалисту только с опытом, поэтому нужно больше заниматься и использовать разные металлические элементы для проверки своих профессиональных навыков.
Лучше сразу не заниматься свариванием ответственных сооружений, так как вы можете подвергнуть риску, не только саму конструкцию, но и людей, которые будут ей пользоваться. В данном процессе нельзя торопиться, а нужно постигать все постепенно, соблюдая правила.

swarka-rezka.ru
Безопасность при сварочных работах
19 марта 2014

Любые сварочные работы предполагают потенциальную опасность, причем не только для неопытного мастера, но и для профессионала.
Каждое проведение сварочных работ, масштабное или мелкое, должно сопровождаться определенными мерами, которые позволят защитить жизнь и здоровье сварщика и не допустить выхода ситуации из-под контроля.
Случаев, когда из-за несоблюдения техники безопасности сварщик получает травмы, тысячи. Поэтому, прежде чем открыть сварочный кейс и приступить к работе, неплохо бы проверить, все ли меры защиты соблюдены.
Организовывая электричество своими руками, вы рискуете не только собственной жизнью, но и жизнь окружающих, ведь выход сварки из-под контроля может привести к плачевным последствиям.
Итак, существует ряд правил, которые защитят вас и ваше окружение.
Не стоит пренебрегать ими, даже если вы считаете себя опытным мастером, и сварка для вас – дело привычное.
Безопасность при проведении сварочных работ

Выделяют несколько видов опасности при проведении сварочных работ. В первую очередь, это электробезопасность, затем оптическая безопасность, предотвращение пожара, предотвращение возникновения чрезвычайной ситуации во время работы.
Электробезопасность – важнейший аспект работы. Как правило, сварочные аппараты имеют электрическое питание, а значит, риск получить удар током возрастает.
Перед проведением сварочных работ, стоит позаботиться о том, чтобы все провода были изолированы.
Повреждений в изоляции быть не должно, так как это может привести к поражению мастера электрическим током.
Источник тока – сварочный инвектор - основа питания сварочной дуги. Он также нуждается в изоляции, а главное, в заземлении. Стандартный сварочный инвектор также предполагает наличие изоляции сварочной дуги и всех проводов.
Неисправности сварочного аппарата стоит ликвидировать до начала работы, а не во время нее.
Лучше, если чинить сварочные аппараты и их комплектующие будет все же мастер.
Чтобы защититься от случайного поражения током, необходимо проводить работы в специальной одежде, рекомендованной для такой деятельности. Как правило, это специальные рукавицы и войлочная обувь, а также защитный костюм. Кроме того, проследите, чтобы все «обмундирование» было сухим.
Проверять исправность сварочного оборудования необходимо регулярно, желательно – перед каждой работой.
Оптическая безопасность, в переводе на простой язык – это защита глаз.
Повсеместно встречаются мастера, которые производят мелкие, а иногда и крупные сварочные работы без масок или очков. Именно это приводит к печальным последствиям: от частичного повреждения органов, до полной потери зрения.
Безопасность при сварочных работах обеспечивают специализированные защитные маски. Защита же, изготовленная кустарным способом, не гарантирует вашей безопасности.
Кроме того, что очки и маска защитят ваши глаза от случайных искр, они еще смогут отразить мелкую металлическую стружку при зашкуривании.
Попадание такой стружки в глаза грозит серьезным повреждением, вплоть до потери зрения.
Современные маски не только защищают глаза, но и обеспечивают комфортную работу: они не искажают картинку и могут регулировать степень затемнения.
Пожарная и специальная безопасность. Используя сварочный аппарат без соблюдения техники безопасности, вы рискуете не только своим здоровьем, но и безопасностью объекта, на котором работаете и жизнью других людей.
Позаботьтесь о защите от возможного взрыва, если вы работаете в закрытом помещении.
Если же работы за пределами помещения, стоит подумать не только о собственной защите, но и о защите окружающих.
Чтобы не допустить поражения глаз или попадания на окружающих раскаленных брызг, используют специальные экраны и щиты.
Существует также опасность поражения посторонних людей током. Чтобы предотвратить это, существует контур заземления дома и профилактика исправности оборудования, о которой говорилось выше.
Также стоит подумать о том, как предупредит возникновение пожара. Чтобы чрезвычайной ситуации не произошло, исключите возможность проведения сварочных работ вблизи легковоспламеняющихся предметов, сварку металла на дереве или других пожароопасных материалах.
 Специальная безопасность также включает в себя меры предосторожности при работе на высоте.
Специальная безопасность также включает в себя меры предосторожности при работе на высоте.
Тросы и страховка помогут вам избежать падения.
Большинство несчастных случаев при проведении сварочных работ связано с безответственностью самого мастера, и лишь небольшая их часть происходит из-за неучтенных факторов.
Если элементарные правила безопасности соблюдаются, работы проводятся в специальном костюме и маске, все источники тока заземлены и изолированы, риск получить травму будет гораздо ниже.
Комментарии ()
dom-dacha-svoimi-rukami.ru
Правила безопасности при сварочных работах
 Несоблюдение правил безопасности на стройке грозит работнику получением травм, а в худшем случае и летальным исходом. Руководство же стройки в этом случае получает наказание от штрафа и до уголовного преследования.
Несоблюдение правил безопасности на стройке грозит работнику получением травм, а в худшем случае и летальным исходом. Руководство же стройки в этом случае получает наказание от штрафа и до уголовного преследования.
Последствия нарушений норм безопасности:
- удар электрическим током при неправильном заземлении или изоляции, а также прикосновении к токоведущим элементам;
- термические ожоги кожи и дыхательных путей;
- повреждение глаз искрой от расплавленного металла или повреждением зрения из-за вредного излучения;
- отравление выделяющимися в процессе сварки вредными газами;
- травмирование в результате взрыва баллонов со сжатым газом при использовании емкостей из-под воспламеняющихся веществ или при несоблюдении норм пожарной безопасности на рабочем месте;
- травмы из-за неправильного транспортирования и подготовки к сварке тяжелых и громоздких элементов конструкций. По данным статистики, именно этот показатель составляет 80% от количества всех травм, полученных при сварочных работах;
- пожары от искр и кусочков шлака во время сварки.
- Работы должны производиться только в спецодежде (брюки, куртка и рукавицы из брезентовой ткани) очках и маске. Одежда должна быть сертифицированная, сухая и без повреждений. Куртку нельзя заправлять в брюки. При ведении работ в тесных маленьких помещениях обязательным является использование резиновых галош и диэлектрических ковриков, а напряжение источников освещения в таких помещениях не должно превышать 12 Вт.
- Чтоб предотвратить возможность повреждения глаз световыми и тепловыми лучами сварочной дуги, лицо нужно защищать специальным щитком или шлемом с темными стеклами-светофильтрами, плотность которых подбирается по специальной таблице в соответствии с силой тока электродуги. Щиток должен быть изготовлен из изоляционного материала – фанеры или фибры, а по размеру и форме полностью защищать голову (ГОСТ 1361-69). Темное стекло очков снаружи должно быть защищено обычным бесцветным, которое периодически меняется по мере потери прозрачности.
- Корпуса сварочных аппаратов и рубильников нужно заземлять, а все их провода и кабели, а также держатели электродов нужно надежно изолировать. Электродержатель должен иметь рукоятку из теплоизоляционного материала. Провода лучше всего поместить в резиновые шланги. Перед началом работ проверить надежность соединений сварочного аппарата и кабеля.
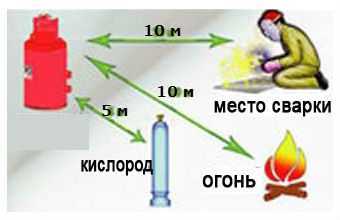
- Между сварочным аппаратом и источником питания электрическим током длина провода не должна превышать пятнадцати метров.
- Категорически запрещается держать леговоспламеняющиеся материалы, использовать открытый огонь, курить, зажигать спички и зажигалки на расстоянии ближе десяти метров от места ведения работ. При отогревании замерзших головок баллонов можно использовать только горячую воду или пар, но не огонь.
- В закрытых помещениях должна быть обеспечена вентиляция, обеспечивающая отсос вредных для дыхания аэрозолей, образующихся в процессе сварки вблизи сварочной дуги. В устройствах вентиляции должны быть фильтры, защищающие окружающую среду от попадания в нее ядовитых веществ.
Правила по безопасности проведения сварочных работ
- В дождливую или сырую погоду лучше сварочные работы не производить, но если существует такая необходимость, то работать только под навесом, обеспечивающим защиту от попадания влаги. Не допускается работать в сырой одежде и обуви.
- В процессе замены электрода нельзя трогать руками свариваемую конструкцию.
- Отходы электродов нужно не разбрасывать, а складывать в специальный ящик.
Требования к работам на высоте
- Недопустимо проводить работы, стоя на лестнице: нужно использовать специально оборудованные огороженных площадки шириной не менее одного метра.
- Если работы производятся со строительных лесов, необходимо использовать специальный пояс и тросы страховки.
- Строительные леса необходимо защищать от возгорания листами из асбеста или металла.
- Между этажами строительных лесов устанавливаются козырьки из невозгораемых материалов для избежания попадания искр на сварщиков и объекты, находящиеся ниже места проведения работ.
Сварка в помещениях с повышенной степенью опасности
В маленьких замкнутых помещениях увеличивается риск получить травму и здесь существуют дополнительные рекомендации.
- Недопустимо ведение электро- и газосварки одновременно.
- Запрещается сваривать окрашенные конструкции, не дождавшись полного высыхания краски.
- Сварочные аппараты должны быть оснащены системой электроблокировки, отключающие сварочную цепь в условиях.
- В смежных помещениях во время проведения сварочных работ не проводить работы по окраске.
При проведении сварочных работ нужно осознавать, что любая халатность может привести к тяжелым последствиям. Опасность от несоблюдения установленных правил грозит не только тому, кто производит работы, но и окружающим людям. Поэтому перед проведением сварочных работ нужно тщательно подготовить рабочее место, проверить исправность оборудования и снаряжения, а в процессе работ следовать правилам безопасности.
ug-proekt.ru
Правила пожарной безопасности и огневые работы
По правилам пожарной безопасности (ППБ) в период организации огневых работ проводятся соответствующие противопожарные мероприятия. Правила определяют, что ответственность за проведение мероприятий, контроль соблюдения норм пожарной безопасности несет глава предприятия либо физическое лицо, выполняющее обязанности руководства данного предприятия, в котором будут проведены огневые работы. Ответственность всей организации противопожарных мероприятий, выполнение предварительной подготовки помещений в полной мере ложится на руководство учреждения. Руководитель обязуется предпринять все меры для того, чтобы предотвратить все возможные нарушения, влекущие за собой возникновение пожаро- и взрывоопасных ситуаций.
Разновидности огневых работ
Противопожарные правила определяют такие виды огневых работ:
- газосварочные;
- электросварочные;
- паяльные;
- нарезка металлических изделий.
Из перечисленных видов к самым огнеопасным принято относить сварку и резку металлических изделий. Пожарную опасность несут брызги расплавленного металла, образующиеся во время выполнения сварки или резки. Пар и газы при соединении с кислородом, содержащимся в воздухе, могут образовывать смеси, приводящие при определенной концентрации к взрыву.
Искры и брызги металла вызывают обугливание пакли, толи, марли и картона в виде следа. Хотя время существования искры составляет около трех-пяти секунд, за это время в обтирочной ветоши начинается процесс тления, который может перейти в возгорание. Искры от сварки могут воспламенить промасленную ветошь на расстоянии до 10 м, а пакля — до 16 м.
Требования пожарной безопасности при проведении огневых работ включают в себя 3 этапа:
- подготовительный;
- соблюдение пожарной безопасности в процессе этапа огневых работ;
- контроль на завершающем этапе.
Общие требования
Огневые работы проводятся в дневное рабочее время (исключением может являться только аварийная ситуация, требующая экстренного вмешательства). Обслуживающий персонал обязан в промежуток времени три часа после завершения всех огневых работ производить осмотр рабочих мест на предмет появления признаков возгорания, тления, образования источника задымления. При необходимости, нужно принимать все необходимые меры по их устранению.
В ситуации, когда необходимо провести внеплановые огневые работы — в нерабочий период времени, в выходные либо праздничные дни, то данные действия разрешено предпринимать только после заблаговременного издания и оглашения приказа на предприятии.
Персонал, допускаемый до проведения огневых работ, обязан иметь удостоверение, подтверждающее его квалификацию.
Каждый работник, приступающий к работе, обязан пройти инструктаж и получить необходимый допуск, перейти к выполнению внеплановых работ. Допуск должен сопровождаться подписью руководителя предприятия, несущего всю ответственность за проведение операции.
Территория проведения огневых работ может быть постоянная и временная. Сектором регулярного проведения работ может быть участок, цех, включающий в себя до 10-ти рабочих мест. Техника безопасности требует хранить баллоны с кислородом в помещении, отдельном от рабочей мастерской. Место каждого работника оснащается только 1 запасным баллоном. Комиссия подразделения, где размещаются места проведения плановых огневых работ, обязана составить акт соответствия рабочего места всем требованиям и мерам пожарной безопасности. К нему прилагается план помещений с привязкой рабочих мест к оборудованию. Данный акт утверждается подписью несущего ответственность руководящего лица, после чего утверждается приказом по предприятию.
Этап подготовительных работ
Согласно настоящим правилам по безопасности, прежде чем начать проводить огнеопасные работы любого рода, нужно осуществить предварительную подготовку всей территории помещения, технологического оборудования и прочих коммуникаций предприятия. Руководство, несущее ответственность за технику безопасности и весь рабочий процесс, обязуется ограничить потенциально опасную зону и отметить ее познавательными знаками.
Все механизмы, на которых планируется произвести работы, обязательно должны быть отсоединены от функционирующих коммуникаций заглушками, или проведены компенсирующие мероприятия. Время, на протяжении которого были установлены заглушки, должно быть зафиксировано в журнале. Пусковая аппаратура приводится в неактивное состояние, принимаются меры, гарантирующие невозможность ее непредвиденного запуска.
Меры пожарной безопасности при проведении огневых работ требуют оснащения рабочего места обязательным набором средств для пожаротушения (ведро конической формы, полкубометра песка, огнетушитель, полотно из асбеста размерами 2х1,5 м.).

Сварочное оборудование требует очистки от веществ, что могут спровоцировать возникновение пожаро- и взрывоопасной ситуации. Метод вентиляции, промывки и пропарки определяется в зависимости от типа используемого оборудования. Помещение должно быть оснащено природной или принудительной вентиляцией, прежде чем начать работы. Все люки и отверстия, ведущие в другие помещения или на соседние этажи, должны быть плотно закрыты перегородками. Если стены изготовлены или покрыты легковоспламеняющимися материалами, то они должны быть ограждены защитными панелями. Они предотвращают попадание на поверхность стен искр в процессе работы.
Рабочее место должно быть освобождено от горючих и потенциально опасных веществ, а также обеспечена очистка по территории в радиусе 5-15 метров. Двери, ведущие в близлежащие отделения, плотно закрываются, а окна должны быть открыты.
Этапы, по которым должны проводиться огневые работы
Руководящее лицо, несущее ответственность за ведение огневых работ, обязуется собственнолично провести проверку соответствия правилам техники безопасности рабочего места, действительности удостоверений и наряда-допуска у персонала. В случае соответствия проводится инструктаж, обязательно подтвержденный подписью в журнале, и дает разрешение на начало проведения работ.
В процессе проведения работ запрещается использование неисправного оборудование. Работник, форма которого имеет на себе следы любого рода горючих жидкостей, не может быть допущен к выполнению работ.
В момент завершения работы все механизмы и электрооборудование необходимо отключить от электросети, в газовых баллонах выпускают остатки газов или/и жидкости, в паяльных лампах давление сводят к нулю.
Соблюдение правил технической безопасности при резке металла
Работнику запрещено подвешивать резак головкой вверх во время перерывов в работе, менять назначение шлангов. Газовое давление в баке с горючим не должно быть выше, чем давление кислорода в резаке. Работающий резчик отвечает за недопущение разлива жидкостей и возможности их воспламенения.
Правила безопасности требуют размещения горючих веществ на расстоянии десяти метров от места труда рабочего мастера.
Правила проведения паяльных работ
Во время пайки, рабочее место мастера должно находиться полностью очищенным от любого рода материалов, которые могут стать причиной возникновения пожароопасной ситуации. Все горючие материалы должны находиться на расстоянии не менее 5 метров от места работы, и быть надежно защищены экранами и щитами, исполненными из специальных невоспламеняющихся материалов.

Паяльные лампы, предназначенные для функционирования на керосиновом топливе, запрещено наполнять иными горючими веществами. В процессе заправки лампы запрещено использование открытого огня. Количество горючего, залитое в паяльную лампу, должно составлять не больше, чем три четверти от ее объема.
Каждый месяц обязательно должна проводиться плановая проверка герметичности паяльных ламп. Как минимум один раз в течение года проводятся гидроиспытания, результаты которых фиксируются в журнале испытаний.
Проведение сварочных работ
Пожарная безопасность при проведении сварочных работ предусматривает выполнение ряда требований.
При электросварочных работах разрешено использование только стандартных электродов. Прежде чем начать работы, их просушивают при заявленном в техпаспорте температурном режиме. Остатки помещаются в металлоконтейнер, которым должно быть оборудовано каждое рабочее место. Категорически запрещается использовать электрические провода, у которых повреждена изоляция. От питающих электропроводов, идущих к сварочной установке, должно соблюдаться расстояние не менее полуметра от трубопроводов с кислородом, и больше метра от трубопроводов с другими газами.
Для электросварочного оборудования выполняется обязательное заземление. Провода, используемые в электросварочных аппаратах для подключения, должны соединяться с использованием специальных зажимов, сварки, пайки.
Правила хранения и использования карбида кальция
Карбид кальций хранят в отдельном и хорошо вентилируемом помещении. При хранении категорически запрещено использование огня, в том числе курение. Правила пожарной безопасности при проведении сварочных работ запрещают использовать открытый огонь.
Объем наполненности баллона карбидом кальция не должен превышать половины. При этом использование пыльной фракции карбида кальция и его повышенной грануляции категорически запрещено.
При работах с карбидом кальция категорически запрещается использовать медный инструмент и медь как припой для ремонта ацетиленовой аппаратуры.
Ацетиленовые генераторы в момент осуществления газосварочных работ нужно оградить от сектора сварки. Их расстояние при этом должно быть не менее десяти метров. Обязательно размещение предупреждения о запрете курения в области размещения ацетиленового генератора при проведении сварочных работ.
По завершению всех работ остатки из баллонов должны сливаться в бак для ила либо траншею, огражденную перилами и предупреждающими знаками.
Разогрев битума и безопасность
Варка битума проводится в специальных котлах, устанавливаемых так, чтобы край, располагающейся над топкой, был выше противоположного. Котлы оснащаются специальной крышкой. Сухой котел заполняется на три четверти от полного объема.
Место установки котла обносится негорючим бортиком высотой от тридцати сантиметров. Работники после завершения работы обязаны погасить огонь, залить его водой. В доступной близости должны находиться средства пожаротушения: песок, лопаты, пенные огнетушители. Если битумный котел установлен под открытым небом, то сверху оборудуется навес из невоспламеняемых материалов.
При обнаружении течи в котле огонь гасится, и все работы прекращаются.
Завершающий этап
По завершению деятельности сварщиков, пайщиков и резчиков проверяющий работник обязан на протяжении первых трех часов осуществлять проверку их трудового места и технического оборудования на случай проявления признаков возгорания, тления, появления источника задымления в трудовой зоне. В случае обнаружения любой из перечисленных ситуаций, работник обязан уведомить об этом ответственного за технику безопасности, пожарную службу и охрану предприятия. После чего проводятся попытки самостоятельного устранения очага опасности возгорания средствами, обеспечивающими пожарную безопасность. В случае невозможности сделать это самостоятельно и быстро, необходимо безотлагательно эвакуировать работников, находящихся в помещении.
оценок: 1, среднее: 5,00 Загрузка...Нашли неточность в статье? Предложите исправление через «Обратную связь»
protivpozhara.com
www.samsvar.ru
Как правильно научиться варить инверторной сваркой
Очень часто в быту возникает необходимость применить сварное соединение, особенно в частном секторе. Если работы много, то можно воспользоваться услугами сварщика, но если это пара маленьких работ, то лучше прибегнуть к помощи инверторного сварочного аппарата. Почему инвертор? На самом деле, это один из наиболее простых, доступных и удобных типов сварки. Сварка инвертором, для начинающих вникать в тему сварных соединений, поможет разобрать основы, потратив немного денег, не набив при этом много шишек.
Cодержание статьи
Предварительная подготовка к сварке
Прежде, чем разбираться как варить инверторной сваркой, нужно произвести предварительную подготовку. Она состоит из ряда требований техники безопасности, а это одежда, правильно скомпонованное рабочее место, индивидуальные средства защиты и так далее. С другой стороны это использование подходящих электродов, а также настройка сварочного инвертора. Без этих знаний получить ровный, качественный шов довольно трудно, но еще сложней обеспечить себе безопасность. Средства защиты
Начнем мы с того, как научиться варить безопасно или как защитить себя во время сваривания металла инвертором. Нам понадобятся:
- Перчатки из толстой ткани (не резиновые).
- Сварочная маска. Для каждого сварочного тока должна быть собственная маска, иначе вы будете ловить «зайчиков» или просто не сможете контролировать сварное соединение. Также можно купить маску «Хамелеон» — это специальная маска для сварщика, которая самостоятельно подстраивается под интенсивность дуги. Для хамелеона есть одно замечание – при низких температурах скорость реакции снижается.
- Одежда, которая не возгорается от искр. Требования к штанам, верху и обуви универсальные — они должны выдерживать попадание окалин и не загораться при этом.

Подготовка рабочего места сварщика
Следующий шаг – создание удобной рабочей площадки, чтобы научиться варить сварочным инвертором. Опытные сварщики предпочитают использовать специальный сварной столик, для новичков подойдет любой металлический стол, чтобы удобно расположить и при необходимости зафиксировать свариваемые детали. Конечно, должно быть организовано достаточное освещение. Так, как вовремя работы с инвертором могут возникать искры и большие окалины, то стол и пространство вокруг него должно быть очищено от горючих и легко воспламеняемых жидкостей и материалов. Сам сварщик должен стоять на поверхности, защищающей от возможного поражения током, например деревянном настиле.
Как выбрать электрод
Чтобы подобрать электрод при сварке инвертором, мы должны знать: тип металла и его толщину. Более опытные сварщики учитывают еще и положение для сваривания, глубину провара и другие нюансы, но нам будет достаточно всего двух пунктов. Для каждого типа металла существует тип электрода, выпускаются они, под конкретную марку металла. Нержавеющий сплав, чугун или обычная сталь не могут вариться одной маркой. Толщина электрода подбирается исходя из толщины металла и нужной глубины провара. Для новичков советуем брать стальные детали и сваривать их выбранными электродами, к примеру АНО-21 или УОНИ 13/55, сечение которых 3 – 5 мм.

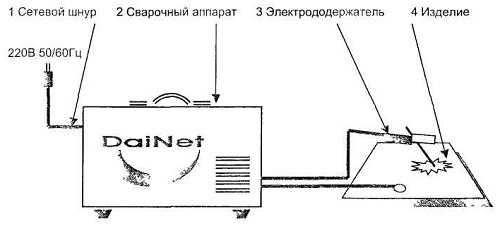
Схема подключения инвертора, полярность
Общая схема выглядит примерно так — розетка сварочный инвертор, кабель массы и кабель с электродом. Здесь нас больше интересует подключение провода сварочного инвертора. От устройства идут два кабеля первый – масса, имеет на конце прищепку или клипсу, второй кабель – выполнен в виде ручки с зажимом для электрода. Кабель массы мы цепляем непосредственно на свариваемую деталь или на сварочный столик, контактирующий с изделием. В провод с зажимом вставляем и притягиваем электрод.
Существует два варианта подключения массы и рукоятки: прямой (масса +, рукоять -) и обратный (масса — рукоять +). При прямой полярности количество тепла, воздействующее на металл снижается, провар получается более глубоким. Прямое подключение сварочного инвертора позволяет варить толстый металл. Обратная полярность при сварке инвертором концентрирует тепло на изделии и позволяет класть более широкий шов, но с меньшим проваром. При таком подключении варят тонкий металл, который легко прожечь.
Подготовка металла к сварке
Свариваемые детали нужно тщательно подготовить. Для этого кромки зачищаются специальной щеткой, снимая слой окиси. После грубой очистки дополнительно поводят обезжиривание специальными средствами.
Правильно расположите свариваемые детали. В зависимости от их положения, различают не только типы соединений, но и схему движения электрода, напряжение, прямой или обратный наклон. Различают следующие соединения:
- стыковые;
- угловые;;
- тавровые;
- торцовые;
- нахлесточные
На этом предварительная подготовка закончена. Остался не решенным вопрос о силе тока. Для начала стоит выбирать этот параметр, согласно указанным производителем электродов значениям. Их можно найти на коробке. Не стоит выставлять значение выше, максимального, иначе металл будет прожигать, но также таким способом можно резать металл. Если выставить слишком низкую силу тока, то дуга зажигаться не будет и электрод начнет залипать. Сваркой можно не только соединять, но и разрезать детали. Научившись пользоваться инвертором для сваривания можно разобраться с тем — «Как резать металл?» Достаточно увеличить силу тока и можно отрезать арматуру или уголки. Также стоит отметить, что ни о каком ровном срезе речи не идет.

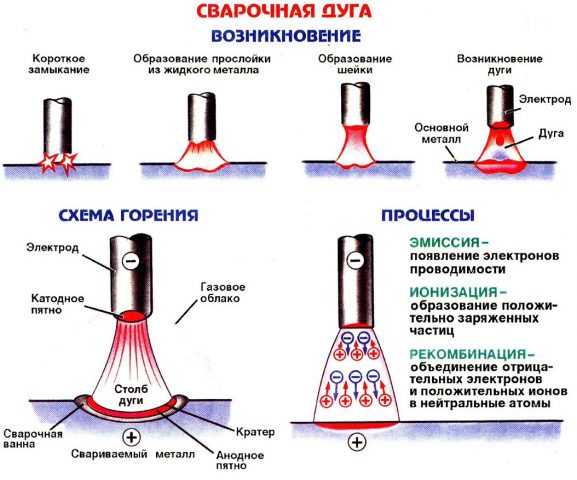
Как работать сварочным инвертором :
Сварка инвертором происходит тогда, когда образовавшаяся между металлом и электродом дуга начинает плавить стержень электрода, а также часть металла. В образовавшейся ванне металлы смешиваются и формируют шов. Защитить от окисления и разбрызгивания расплавленного металла в ванне, помогает слой специального покрытия, нанесенного на электрод.
Розжиг дуги :
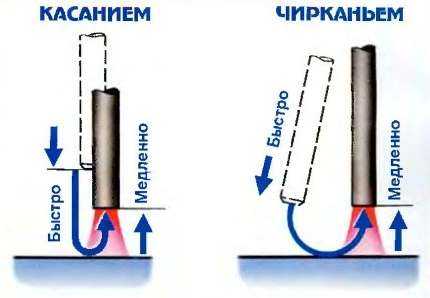
История о том, как правильно варить инвертером начинается – розжигом дуги. Для этого применяется один из двух способов:
- чирканье;
- постукивание.
Чиркая (как спичкой) электродом, к месту начала сварки мы провоцируем запуск дуги. Если точно, то мы касаемся электродом металла, затем ведем его касаясь поверхности и плавно поднимаем электрод на установленное расстояние. При этом, если розжига не произошло, на металле могут оставаться части расплавленного электрода. Поэтому чиркать нужно непосредственно в месте соединения или вблизи него.
Практически так же разжигается электрод постукиванием. Отличие состоит в том, что мы не ведем его по поверхности металла, а просто касаемся краем сварочного кабеля, места начала сварного шва и отводим электрод.
Как передвигать электродом во время сварки:
Все процессы, описанные ранее, не представляли никакой сложности для новичка, но теперь переходим к более сложным задачам. Первая сложность, с которой сталкивается начинающий сварщик – схема передвижения электрода, для формирования ровного шва. Если вы зажгли дугу, а затем просто ровно ведете электрод вдоль места соединения, то вероятность получить хороший провар и ровный шов – минимальная. Исключение составляют тонкие металлы, для которых применяется такой способ сваривания.
Три столпа, удерживающих красивый шов это:
- угол наклона электрода;
- схема продольных и поперечных передвижений;
- скорость движения электрода.
Как научиться сваривать металл ровно.
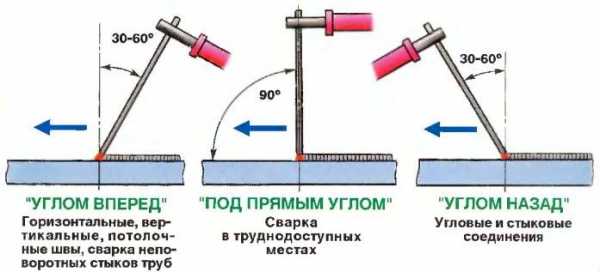
Начнем по порядку, с угла наклона. Оптимальным, для сварки вперед и назад, считается угол от 30 до 40 градусов. Для труднодоступных мест, можно использовать работу под прямым (90 градусов) углом.
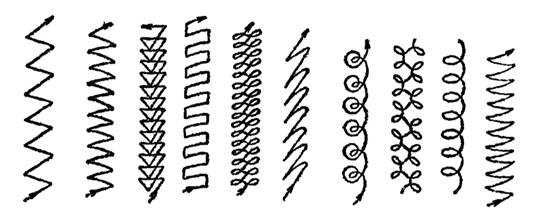
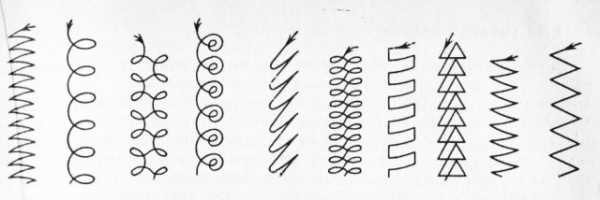
Как мы уже говорили, шов кладется не линейным движением, а комбинированными продольными и поперечными. Существуют специальные узоры, с помощью которых можно тренироваться двигать электродом. Начать можно с простых завитушек в обе стороны, затем практиковать более замысловатые и угловатые схемы. Каждый сварщик самостоятельно подбирает для себя удобную схему. Вы можете тренировать руку в домашних условиях и без сварки, рисуя схемы на бумаге.
Скорость отчасти тренируется при рисовании схем. Каждая линия, должна быть четко выведена, поэтому все движения происходят плавно и умеренно. Со временем, смотря на состояние ванночки, вы сможете регулировать свою скорость
- Чем быстрей движется электрод, тем меньше получается провар. Если вести его медленно, то может произойти перегрев металла и его прожиг.
Контроль дугового промежутка
Последний, но не по важности пункт – расстояние от электрода, до металла или дуговой промежуток. Малый промежуток, до 2-х мм приводит к тому, что образуется короткая дуга. Она не может достаточно прогреть место соединения, поэтому провар получается неглубокий и часть расплавленного электрода сильно выступает над поверхностью. Большой промежуток, больше 3-х миллиметров приводит к тому, что дуга получается сильно большой. Большая дуга нестабильна, постоянно меняет направление плавления. Также при таком большом расстоянии плавильная ванна не полностью покрывается защитным слоем, а значит увеличивается разбрызгивание.
Чтобы хорошо варить инвертором нужен правильно подобранный промежуток. Оптимальный дуговой промежуток для начинающего сварщика 2-3 мм. При таком расстоянии дуга достаточно прогревает металл, чтобы получить глубокий и широкий провар, плюс полноценно работает защитный слой.
В зависимости от модели инвертора и наличия в нем различных функций, облегчающих сварку выдерживать расстояние между электродом и металлом порой не требуется. Достаточно будет вести электрод по поверхности металла.
Советы начинающему сварщику:
- Не пренебрегайте средствами защиты, особенно защитой глаз. Даже мимолетный взгляд на сварку может вызвать ожоги сетчатки, а более продолжительное действие неминуемо вызовет ухудшение или даже потерю зрения.
- При первых попытках сварить различные соединения у вас будет получаться много ошибок. Перед тем, как приступать к чистовым работам, советуем несколько дней потренироваться в различных видах соединений.
- Начать работать со сваркой, может даже ребенок, но ровное и надежное сварное соединение – результат тренировок и тщательного подхода к делу.
- Не забывайте оббивать шлак, после сваривания иначе вы стимулируете коррозионные процессы.
- Не знаете, почему прилипает электрод? Обратите внимание на настройки силы тока, а также на сухость электродов.
- Электроды для инвертора нужно ранить в сухом помещении. Сырые электроды можно просушить в духовом шкафу.
- Перед включением/выключением проверяйте положение провода иначе можно вызвать короткое замыкание.
- Инструкция по эксплуатации сварочного инвертора содержит сведения о рабочем цикле. Это оптимальная длительность непрерывной работы механизма, после которой работающий аппарат начнет перегреваться. Рабочий цикл нужно чередовать с перерывами. Надеемся, что данный материал полностью ответил на интересующие вас вопросы и вы без труда сможете подключить сварочный инвертор, для вас стала доступна техника сварки инвертором.
Используя это руководство, постепенно вы начнете улучшать свои навыки, сможете без проблем сваривать металл инвертором. После небольшой практики можно самостоятельно заменить забор, сварить арку под виноград и ряд других сварных работ. Удачи
promsnabservisnk.ru
Как правильно варить сваркой: технология, сила тока
Хороший обобщающий материал способен сэкономить начинающему сварщику много времени, поможет обойтись без специальных курсов. Научиться правильно варить сваркой не сложно, для этого потребуется знание теории и некоторое количество практики.
Без знания теории овладеть сваркой невозможно, так как:
- Качественного шва не получится.
- Можно получить повреждения или травмировать других людей.
- Можно вывести оборудование из строя.
Электросварка — соединение металлических деталей сплавлением электрической дугой. Электрический ток, пропущенный через зазор между электродом и металлом, вызывает огромную температуру, расплавляет кромки, переносит металл из электрода в шов. Получается, что две металлические поверхности соединены монолитно.
Техника безопасности
Электросварка популярна. Небольшой по габаритам аппарат способен герметично соединить детали в любых пространственных положениях, сварка идет быстро и управляемо. При работе следует помнить о рисках для здоровья:
- Травма глаз. Сварочная дуга излучает световую энергию, которая может обжечь роговицу глаза, отпечататься на сетчатке. Ощущение песка под веками, сложно моргнуть, припухлости — эти симптомы проходят довольно долго. Защитить глаза поможет маска со специальным стеклом, перед зажжением дуги предупреждайте окружающих возгласом: «Глаза!»
- Поражение электрическим током. Электрическая дуга — пропуск электрического тока через зазор между электродом и металлом. Чем больше сила тока, тем ярче дуга. Но если этот ток пройдет через тело человека, он умрет. Чтобы избежать поражения электрическим током, нужно:
- Следить за целостностью оплетки кабелей, изоляцией держака.
- Использовать качественные изолированные держаки, не хватать голыми руками держак за оголенные части.
- При постоянной работе обувать спецобувь с прорезиненной подошвой.
- Ожоги кожи. Ультрафиолет дуги и летящая во все стороны окалина травмируют кожу. Чтобы избежать проблем, используйте защитные перчатки — краги. Одеваться стоит только в хлопчатобумажную или специально пропитанную одежду — сварочную робу, джинсы. Для защиты рук применяются хлопчатобумажные рукавицы или сварочные краги. При сварке оголенных участков кожи быть не должно.
- Отравление газами. Все работы должны проводиться в проветриваемом помещении, под вытяжкой или на свежем воздухе. Полезным будет применение фильтрующих полумасок или респираторов.
Виды электросварки
Выделяют несколько основных направлений:
- MMA. Сварка электродом в защитной обмазке. Универсальная технология, позволяющая получить отличный шов в любых пространственных положениях. Используются простые аппараты преобразования переменного тока в постоянный, трансформаторного или инверторного типа. Сила тока зависит от толщины сплавляемого металла и используемого электрода, колеблется от 30 до 200 Ампер. Электрод — пруток металла, покрытый обмазкой. При сварке обмазка расплавляется и защищает расплав от воздуха.
- MIG. Сварка в среде защитного газа. В качестве электрода используется проволока, подаваемая в сварочную ванну с постоянной скоростью. В зону сварки через шланг подается углекислый газ или смесь газов. Они вытесняют кислород и защищают сварочный шов. Преимущества такого вида сварки — отсутствие шлака, высокое качество шва, возможность варить тонкий металл.
- TIG. Сварка цветных металлов в среде защитного газа при помощи неплавящегося электрода. Широко применяется для соединения цветных металлов и сплавов.
Есть несколько видов различных технологий, применяемых в автомобилестроении или судостроении. Они требуют особой квалификации сварщика. Навыки наплавления или ручной подачи проволоки в сварочную ванну специфичны и доступны сварщикам высших разрядов.
Технология сварочных работ
Сварочные работы — соединение металлических деталей расплавлением кромок и добавлением присадочного металла. В итоге образуется сварочный шов, кромки прочно соединены.
Признаки качественного шва:
- Провар. Металл сварочного шва должен проникнуть на всю толщину. В процессе сварки равномерно расплавляются кромки, если расплавлять одну сторону, валик получится неравномерным.
- Однородность. Стык должен состоять из сплошного металла, без включения шлака или раковин. Пропуски и непроплавы не допускаются.
- Прочность. После остывания шва могут образовываться микротрещины.
- Отсутствие подрезов. Слишком сильная дуга «подрезает» края деталей, ослабляя их.
- Выпуклая равномерная форма. Браком считается как излишне толстый валик, так и вогнутый. Это свидетельствует о неправильно выбранной силе тока.
Шов должен быть однородным, без излишних «чешуек», наплывов, изгибов. Ширина шва определяется из толщины свариваемых деталей. Слишком узкий окажется непрочным, широкий — ослабит изделие.
Перед соединением деталей нужно:
- Определить вид соединения — встык, внахлест, угловое, тавровое соединения.
- Определить пространственное положение — вертикальное, горизонтальное, потолочное.
- Оценить толщину свариваемых деталей.
- Выбрать электрод. Толщина зависит от глубины шва.
- Определить силу тока. На пачках приводятся примерные рекомендуемые таблицы, но ориентироваться стоит на личные ощущения. Силу тока лучше выбирать максимально возможную, но не прожигать металл. Сила тока на потолочных соединениях ниже, чем на горизонтальных.
- Подготавливаем детали — на толстых делаем фаску, выставляем зазор прихватками. Очищаем детали от ржавчины и краски.
Учимся варить электросваркой
Подготовив детали к свариванию, выставив примерно силу тока и надев спецодежду, можно готовиться к проведению непосредственно сварки.
Подключаем аппарат.
- Подключаем провода к сварочному аппарату. Обычно пользуются «обратным» подключением — минус (масса) присоединяется к свариваемой поверхности, плюс — к держаку. Прямое подключение используется при рекомендациях производителей электродов.
- Проверяем держак. Он может быть самодельным или заводского изготовления. Главные требования — прочность фиксации электрода, возможность быстрой замены, отсутствие частей под напряжением, теплоизолированность рукояти. Плохой контакт держака и кабеля вызывает повышенное сопротивление и нагрев, отгорание изоляции.
- Подключаем массу. Простейший способ — приварить ее к металлу, но лучше использовать зажимные клещи или магнитную массу.
- В зависимости от пространственного положения, важно выбрать угол подключения электрода к держаку. Обычно электрод должен быть направлен под углом 45 градусов к свариваемой детали. От наклона электрода зависит глубина проплавления и высота валика шва.
Выбираем электроды
Есть технология самостоятельного изготовления: проволока окунается в жидкое стекло и обваливается в песке с добавлением присадок — буры, соды, солей. Сегодня в продаже есть различные виды электродов.
Разделяют электроды:
- С основным покрытием. Они тяжело поджигаются, но дают мало шлака. Их легко контролировать, качество шва высокое. Требуют хорошей подготовки сварщика.
- С рутиловым или кислотным покрытием. Дают больше шлака, требуют навыков. Легко поджигаются, шов лучше защищен. Плюс этого покрытия — меньшее образование газов при сварке, что хорошо сказывается на здоровье. При учебе лучше использовать именно этот вид.
Диаметр выбирается, исходя из толщины свариваемых деталей. Чем толще шов, тем выше сила тока, тем толще электрод. Оптимально применять, к примеру, электрод диаметром 3 миллиметра для сварки металла, толщиной 2 — 4 мм.

Зажигаем дугу
Начинающие сварщики сталкиваются со сложностью в начале. Зажечь дугу правильно можно несколькими способами:
- Чиркание. Простой способ, движение напоминает поджигание спички. Возникшая дуга удерживается и переводится в начало шва. Минус способа — наплывы и брызги металла вне дуги.
- Удар. На кончике электрода образуется пленка из шлака, дуга разгореться не может. Чтобы сбить шлак, нужно несколько раз легко стукнуть по поверхности. Возникшая искра дуги удерживается и переводится в начало шва. При этом методе электрод часто «залипает» — приваривается. Отрывать бесполезно, нужно его «выламывать» покачивающими движениями.
Зажженная дуга образует сварочную ванну. При начале сварки делаем небольшое круговое движение — размешиваем ванну.
Чтобы следов от зажигания дуги на детали не осталось, пользуемся следующими лайфхаками:
- Чиркаем по шву, зажигаем дугу и переводим ее в начало шва. Движения не выходят за пределы шва, а следы поджига дуги завариваются.
- Используем стартовую пластину. Поджигать электрод и начинать сварку можно на куске металла, пристыкованном к началу шва. После стартовая пластина отламывается или срезается.

Выбираем силу тока
Чтобы получить управляемую сварочную ванну, нужно правильно определить силу тока. Она зависит от:
- Соотношения диаметра электрода к толщине свариваемого металла.
- Пространственного положения.
- Скорости движений сварщика.
Перед началом работы проваривается тренировочный шов. Правильно выбранная сила тока определяется по характеру ванны.
| Если дуга не поддерживается, гаснет, ванна получается узкая | Жидкая, неконтролируемая ванна, вытекающий металл, брызги вокруг шва, прожог |
Опытные сварщики ставят максимальные значения — это помогает варить быстрее.
Горизонтальные швы варятся при высокой силе тока, на вертикальных швах сила тока уменьшается на 10 — 15 %, потолочные швы требуют снижения на 20 — 30 % относительно горизонтальных.
Держим электрод правильно
На качество шва большое влияние оказывает длина дуги, траектория движения, скорость сварки и угол ведения электрода.
Движения электрода
- Возвратно-поступательные движения вдоль шва. Дают узкий шов с хорошим прогревом. Можно применять при соединении тонких деталей с небольшим зазором.
- Поперечные колебательные. У каждого сварщика есть свои «фирменные» предпочтения и привычки — кто-то ведет полумесяцем, кто-то «восьмеркой», Z-образное, многовитковое колебание. Применяется, если нужно получить широкий шов, при большом зазоре или заварке фасок. Правило — чем толще деталь, тем дольше нужно задерживаться на ее краях, чтобы хорошо прогреть.
Длина дуги
Частая ошибка начинающих сварщиков — несоблюдение длины дуги. «Короткая» дуга не прогреет металл, шов может получиться пористым и неравномерным. «Длинная дуга» перегреет металл, но разбрызгает металл на поверхности. Стык не получится, будет извилистым, неконтролируемым, с вкраплениями шлака и брызгами вокруг шва. Оптимально держать длину дуги 2-3 мм.
Скорость ведения сварки
Если варить слишком медленно, есть риск перегрева металла, прожига. Шов получится полукруглым, выпуклым.
Быстрое движение электрода приведет к непровару, прерывистому шву. Шов получится узкий, с включениями шлака и раковинами.
Положение электрода
Классическая рекомендация начинающим сварщикам — держать электрод на протяжении всего шва под одинаковым углом.
Если держать перпендикулярно, будет излишний прогрев детали, что может привести к прожогу.
Малый угол наклона приведет к образованию раковин, контролировать при этом шов сложнее.
Лучше всего держать под углом 45 градусов.
Электрод не должен «толкать» шов, а «тащить» его. Это обеспечивает оптимальный прогрев, равномерность шва, контролируемость сварной ванны.
Варим правильно
Сваривание металла имеет много особенностей и сложностей. Главное при ведении шва — не прожигать металл, при этом проплавлять кромки.
Тонкий металл, корень шва деталей с зазором можно сваривать методом «в отрыв». Зажигается дуга, образуется сварочная ванна. Электрод резко поднимается, дуга гаснет, ванна начинает остывать и снова зажигается дуга в конце нее.
Сварка толстого металла, наплавка тела шва производится без отрыва. Зажигается дуга, сварочная ванна постепенно ведется вдоль шва. При необходимости совершаются колебательные движения.
Если электрод закончился, очищаем шлак. В месте завершения ванны образуется впадина — кратер. Новая дуга размешивается в кратере предыдущей, и сварка идет дальше.
Дефектуем шов
После проведения сварки, шов обязательно очищается от шлака. Если сварка проведена хорошо, шлак отделяется одним ударом, легко. Плохой шов долго чистится, шлак хорошо держится за поры.
На какие дефекты нужно обратить внимание:
- Сплавление кромок. Оба края должны быть равномерно сплавлены.
- Подрезы. Края деталей при высокой силе тока расплавляются, получаются впадины. Это ослабляет металл.
- Раковины и шлаковые включения.
- Высота и ширина валика.
- Чешуйчатость валика.
Заключение
Чтобы научиться хорошо сваривать металл, нужно знать теорию и много практиковаться. Хорошо, если есть человек, способный указать начинающему сварщику на недочеты и способы их устранения. Это сформирует у сварщика правильные привычки, и швы будут всегда ровными, качественными. Немаловажным фактором является отношение сварщика к своему делу, желание получить более качественный шов, желание любоваться «маленьким солнцем» на кончике электрода.
remboo.ru
Как правильно работать сваркой - дуговая сварка ВИДЕО уроки
Для того чтобы научиться пользоваться сварочным аппаратом, необходима не только практика, но и специальные теоретические знания. В данной статье будут рассмотрены основные моменты того, как правильно работать сваркой, чтобы не только сделать красивый и качественный шов, но и обеспечить безопасность себе и окружающим. Дуговая сварка, видео уроки по которой даны на нашем сайте, — работа весьма серьезная. Перед тем, как приступить к обучению сварочным работам, необходимо приобрести средства защиты, электроды и специальную экипировку. Кратко остановимся на каждом из этих пунктов.
Экипировка
Как у профессионального сварщика, так и у любителя, должна быть спецодежда, в которой он будет проводить все работы. А именно:
- Комбинезон или халат со штанами должны быть выполнены из очень плотного материала. Опытные специалисты предпочитают плотный брезент.
- Перчатки из замши или брезентовые рукавицы защитят руки от термических ожогов, которые могут возникнуть в результате попадания раскалённых брызг на кожу.
- Маска сварщика или защитный щиток со специальными светофильтрами смогут обезопасить лицо от брызг, а глаза — от опасного излучения.
На месте, где проводятся сварочные работы, должно быть ведро с водой и большой кусок плотной ткани или плед, чтобы сбить пламя в случае случайного возгорания от искры. Перед работой следует убрать из зоны досягаемости все легко возгораемые предметы.

Электроды
Электроды при сварке выполняют функцию передачи тока ко шву. Новичкам рекомендуется начинать с применения электродов в виде твёрдых стержней с плавящим напылением диаметром 3 мм. Для электродов с большим диаметром нужно мощное оборудование, а изделия с диаметром 2 мм используются для сварки тонколистового металла.
Пользоваться отсыревшими, старыми или повреждёнными электродами запрещено.
Практические занятия
Для тех, кто первый раз берёт в руки сварочный аппарат, не лишним будет просмотреть «Дуговая сварка: видео уроки», чтобы ускорить процесс обучения и избежать ошибок.
Перед проведением любых сварочных работ рабочую поверхность металла необходимо очистить от грязи и ржавчины.
Взяв первый раз в руки сварочный аппарат, нужно сначала научиться делать ровные валики на металле, а уж потом переходить к освоению технологии выполнения соединительных швов.
Для этого:
- В держатель сварочного аппарата вставляется электрод.
- Для создания электрической дуги нужно несколько раз постучать им по заготовке или сделать чиркающие движения.
- Теперь электрод направить на заготовку и стараться сохранить между металлом и дугой расстояние от трёх до пяти миллиметров. Это умение является очень важным для выполнения красивого шва, так как при изменении величины зазора дуга прерывается, и качество работы снижается.
- Электрод направляют под углом 70 градусов к поверхности металла. По мере приобретения опыта этот наклон можно изменять в зависимости от специфики работы.
- Правильно подобрать силу тока можно только методом экспериментов. При слабой силе тока дуга будет гаснуть, а при сильной — расплавлять металл.
- Отрегулировать скорость перемещения электрода. При быстром передвижении (высокой скорости сварки) количества расплавленного металла может не хватать на образование шва. А вот медленная скорость приводит к перегреву основного металла и образованию его избытка и растеканию.
Освоив первые уроки, как правильно работать сваркой, можно приступать к следующему этапу.

Выполнение соединительных швов
Здесь представлена дуговая сварка (видео уроки), как правильно выполнять соединительные швы.
Как видим, начало процесса аналогично описанному выше. Разница состоит в том, что рука должна двигаться не по прямой линии, а по ломаной траектории, чтобы перераспределить расплавленный металл с одной части заготовки на другую. Для практики лучше использовать куски ненужного металла, и только, когда шов начнёт хорошо получаться, можно переходить к работе с рабочими заготовками.
Остывший шов освобождают от шлака с помощью небольшого молоточка. После этого можно оценить качество своей работы.

Виды соединительных швов
Согласно ГОСТ Электродуговая сварка (5264-80) различают несколько способов разделки кромок заготовок, а также виды соединительных швов в зависимости от типов необходимых соединений. Швы бывают:
- стыковые;
- тавровые;
- внахлёст;
- угловые;
- вертикальные;
- горизонтальные.
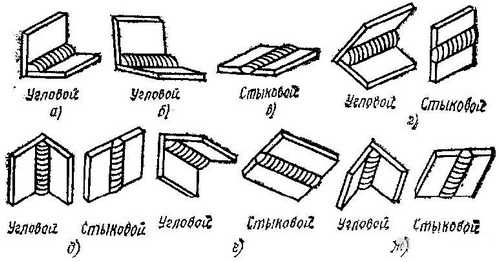
Узнав, как варить дуговой сваркой (видео для новичков), можно приступать к более сложным работам. От конструкций для надворных построек и дач можно постепенно переходить к изгородям, решёткам, перилам и другим изделиям.
Но для освоения сложных приёмов и приобретения профессиональных навыков необходимо постоянно практиковаться и повышать уровень квалификации, изучая видео по дуговой сварке от специалистов, которые имеют большой опыт работы.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):swarka-rezka.ru
Основные правила сварки строительных конструкций своими руками
Сварка конструкций в обязательном порядке выполняется с соблюдением определенных правил, которые обеспечивают безопасные условия работы и эксплуатации изделий. Техника безопасности имеет некоторые особенности и нюансы при выполнении сварки различных конструкций, но при этом существует и ряд общих правил, которые очень важно выполнять во время сварочных работ любого типа конструкций.

Сварка конструкций должна выполнятся по определенным правилам с соблюдением техники безопасности.
Особенности режимов сварки
При выполнении сварки стальных конструкций требуется применять исключительно механизированные высокопроизводительные методы. Прибегать к иным способам недопустимо. Технологический процесс в обязательном порядке специально разрабатывается и контролируется на всех этапах. Результатом этого должны стать изделия с определенными механическими свойствами и со сварочными швами требуемых размеров.
Таблица основных режимов сварки полуавтоматом.
Низколегированная и углеродистая сталь классов С60/45 и ниже должны подвергаться сварке с применением такого режима, чтобы в результате получилось изделие с определенными характеристиками сварочного шва. Кроме того, пластичность металла в шовном соединении и зоны около него должна соответствовать следующим показателям:
- не более 350 единиц твердости по алмазной пирамиде;
- при отрицательной температуре, которая указана в проекте (как правило, это -30 или -70° С), ударная вязкость не должна снижаться более чем до 3 кгм*м/см²;
- относительное удлинение не должно быть ниже 16%.
Необходимо поддерживать стабильность режима сварки. Допустимым считается перепад силы тока и напряжения дуги на 5% в ту или иную сторону. Коэффициент формы провара для стыкового шва должен быть b/h>=1,5, а для углового шва — b/h>=1,3. Это должно быть обеспечено режимом сварки.
Требования к мастерам
Средства защиты при выполнении сварочных работ.
Сваривание промышленных конструкций в обязательном порядке должно выполняться под руководством ответственного лица, обладающего удостоверением, которое подтверждает его право выполнять сварочные работы подобного рода. Электродуговая сварка ручным аппаратом может быть выполнена только мастером, у которого есть удостоверение, разрешающее выполнять эту работу в соответствии с государственным образцом.
Автоматическую и полуавтоматическую сварку может выполнять только сварщик, который обучен такой работе и имеет удостоверение, подтверждающее это. Мастера, перед тем как приступить к основной работе, должны выполнить испытательную работу в таких же условиях, которыми будет сопровождаться основная сварка.
Выбор параметров сварки.
Если предстоит сварка при температуре ниже -30°, то исполнителя можно допустить к работе только в том случае, если он успешно выполнить испытательную работу при отрицательной температуре, предусмотренной технологическим процессом. После успешного прохождения испытания мастер может выполнять работу в условиях отрицательной температуры на 10° ниже пробной.
Каждый сварочный шов должен быть помечен номером или знаком, который указывает на сварщика, выполнившего его. Отметка должна быть расположена не ближе, чем на расстоянии 4 см от шва. Исключения допускаются только в том случае, если в документах, описывающих технологический процесс, или в дополнительных правилах не указываются другие нормы.
Очистка поверхностей
Если используется металлопрокат, который не был подвергнут консервации, то необходимо очистить свариваемые поверхности до чистого металла. Во время этого процесса нужно удалить конденсационную влагу. Очистке подвергаются зоны проплавления и участок вокруг этой зоны шириной не менее 2 см. Очищение нужно повторить непосредственно перед началом сварки (при наличии на металлической поверхности элементов конструкции ржавчины или загрязнений).
Стальные конструкции могут подвергаться обработке только после того, как будет проверена правильность их сборки. Если выполняется многослойный шов, то перед изготовлением каждого следующего валика нужно тщательно очистить предыдущий и прихватки. С этих поверхностей необходимо удалить шлак и брызги металла. Перед наложением нового слоя нужно удалить все участки с дефектами. Дефектами считаются поры, раковины, трещины.
Перед началом сварочных работ производится очистка деталей от грязи, ржавчины.
Необходимо выполнить очистку корня первого шва до того, пока не удастся достигнуть чистого металла без каких-либо дефектов. Это нужно делать при изготовлении тавровых соединений и двухсторонних сварочных швов.
Если во время сварочных работ полуавтоматом или автоматом возникнет необходимость прервать процесс, то возобновлять его допустимо только после удаления шлака с последних 5 см изготовленного ранее шва кратера. Очищенный участок полностью нужно перекрыть продолжением шва.
Рабочее место мастера должно быть оборудовано таким образом, чтобы на нем не было сквозняков. Также его нужно защитить от попадания атмосферных осадков и ветра. Если работа выполняется при температуре ниже -15°, то необходимо, чтобы в доступной близости был расположен прибор, около которого можно обогреть руки. Если температура достигает -40°, требуется оборудовать тепляк.
Если нужно изготовить вогнутые угловые швы с плавным переходом к основному металлу, то потребуется подбирать правильное расположение соединяемых деталей и оптимальный режим сварки.
Рабочее место сварщика.
Таким же образом потребуется работать, если необходимо изготовить стыковые швы без усилений.
В некоторых случаях необходимо выводить начало и конец сварочного шва за пределы поверхности свариваемой детали. Это делается при изготовлении соединений встык, а также таврового и углового при работе автоматом. Швы продлеваются на выходные и начальные планки. По завершении изготовления сварочного шва начальные и выходные планки нужно удалить методом кислородной резки. Места их установки после удаления зачищаются. Продлевать шов на основной металл категорически запрещено.
Температурные требования
Если выполняется сварка строительных конструкций из стали класса С 52/40 ручным аппаратом или полуавтоматом, то сначала участок металла, который будет обрабатываться, нужно прогреть до 120-160°. До указанной температуры нужно прогреть участок около 10 см с двух сторон от зоны выполнения соединения. При сваривании объемных конструкций, изготовленных из листовой стали, с толщиной основного металла не меньше 2 см требуется применять такие способы сварки, которые предотвращают быстрое охлаждение: двухсторонней секционной сваркой, горкой, каскадом.
Сваривание стали класса С60/45 может выполняться исключительно при температуре не меньше -15° и не больше 0°, если обрабатывается металл с толщиной до 1,6 см и 1,6-2,5 см соответственно. Если температура ниже, то предварительно сталь требуется прогреть до тех же 120-160°. Если толщина стали превышает 2,5 см, то ее обязательно требуется прогреть вне зависимости от температуры воздуха.
Можно отказаться от предварительно прогрева в следующих случаях:
Температурные требования к сварке.
- Обрабатывается углеродистая сталь не толще 3 см и с температурой не ниже -30°. Если металл толще, то его температура должна быть до -20°.
- При сваривании низколегированной стали не толще 3 см и с температурой не ниже -20°. Если металл толще, то допустимая минимальная температура составляет -10°.
Нет никаких температурных ограничений для обработки низколегированной и углеродистой стали при сваривании электрошлаковым способом.
Если обрабатывается сталь с температурой ниже -5°, недопустимо прерывать работу. Исключение составляют только те случаи, когда возникает необходимость заменить электрод или присадочную проволоку. При этом перед возобновлением сварки выполненный ранее шов нужно зачистить.
Таким образом, качественное выполнение сварки конструкций возможно только при условии соблюдения всех основных и дополнительных правил. Техника безопасности при выполнении этой работы включает в себя еще и требования относительно качества и основных характеристик сварочных швов, порядка проведения контрольных мероприятий, устранения обнаруженных дефектов сварочных и прочих параметров сварки конструкций. Для обеспечения безопасности работы и эксплуатации свариваемых конструкций требуется неукоснительно соблюдать приведенные правила. Только ответственный подход к сварке конструкций может привести к результату, обладающему требуемыми характеристиками и качествами. Правильно изготовленные конструкции обладают достаточной надежностью и прочностью для длительной эксплуатации.
moyasvarka.ru