Заточка стамесок для резьбы по дереву Татьянка. Как правильно точить резцы по дереву
Подготовка инструмента к резьбе
Занимаясь резьбой по дереву более 20 лет, являясь мастером НХП, я решил, что пришло время откликнуться на ваши многочисленные просьбы - на сайте «Амурские Украсы» открыть мастер-класс резьбы по дереву. Искренне желая, чтобы вам полюбилось заниматься резьбой по дереву, начинаю свои уроки с правильной заточки инструмента и изготовления ручки резца.
Изготовление ручки резца
Я предпочитаю изготавливать ручки из твёрдых, вязких пород деревьев (берёза, вяз, черёмуха). Берём прямоугольный брусок (25х35х130).На торце бруска отмечаем центр.


Подбираем сверло на дрель диаметра меньше, чем хвостовик полотна резца, сверлим отверстие.Вставляем полотно резца, переворачиваем и насаживаем до упора с помощью киянки.



Начинаем срезать ручку к полотну резца с краёв и по плоскости, делая коническую форму.


Снимаем фаску.


Заднюю часть обозначаем карандашом и срезаем под углом.


Заднюю часть ручки закругляем.Берём среднюю наждачку (№12) и шлифуем до приятного нам состояния.

Шейку ручки сужаем, постепенно срезая лишнее.


Делаем на ручке насечки, либо углубления.

На шейку ручки наносим клей ПВА и равномерно размазываем.Чтобы укрепить шейку ручки, берём капроновую нить и аккуратно кольцами наматываем на покрытую клеем часть ручки — шейку.


Конец нити заправляем под предыдущий виток и сверху наносим ровным слоем клей ПВА.


У нас получилась удобная для резьбы ручка, без ступенек, плавно переходящая с полотна стамески в полотно деревянной ручки.

Резец готов к работе, через несколько часов можно резать по дереву.Такие ручки я предпочитаю делать на все рабочие резцы.
Заточка косого ножа

Заточку инструмента, в данное случае косяк — косой нож, производим на камне (абразивный брусок) средней зернистости, который предварительно погружаем в воду. Выбрав ,удобный для вас ,угол заточки, зафиксировав руки в данном положении, лёгким нажатием от себя, точим инструмент. Угол заточки зависит от плотности материала который вы собрались резать.


Заточку на бруске средней зернистости осуществляем до появления на жале резака - полоски металла, похожей на фольгу. Брусок периодически смачиваем.Добившись, посредством своего труда, равномерной тонкой полоски фольги на жале, переходим к мелкому алмазному бруску.Такими же движениями продолжаем заточку, переворачивая резец с одной стороны на другую, до тех пор пока фольга не отпадёт от жала резца.


После алмазного бруска наносим на смоченный кожаный ремень, прибитый на деревянный брусок, пастогой и так продолжаем затачивать (полировать) жало резца до зеркального блеска.


Заточенный резец на готовность проверяют по разному: на ногте, но я обычно проверяю - срезав кромку газеты.


Если у вас получилось — поздравляю, ваш инструмент готов к работе!У резцов, с односторонней заточкой, точится одна сторона,другая полируется.Вот и всё! Я надеюсь что вам было несложно. До встречи на следующем уроке.
ukrasy.ru
Заточка стамесок для резьбы по дереву Татьянка
Данная статья посвящена заточке стамесок для резьбы по дереву. Многих начинающих резчиков интересует вопрос, как же правильно точить инструмент. Обычно стамески и ножи продаются подготовленными к работе, наточенными и заправленными. Например, в таком виде поставляется инструмент фирмы Татьянка. О том, где приобрести инструмент для резьбы по дереву в Самаре, читайте здесь.Но в в процессе работы приходится сталкиваться с затуплением режущей кромки и даже со сколами. Сколы возникают в результате неправильного движения инструментом, когда начинающий резчик пытается выбрать (выломать) недорезанный материал. Так мне в руки попали 2 стамески Татьянка №6. На одной возникли слабо заметные сколы кромки, которые, однако, существенно мешали при резьбе, стамеска рвала дерево. Вторую пытались заточить на бруске для ножей, в результате для резьбы по дереву она стала непригодна. Примеры дефектов на инструменте Татьянка и методы их исправления я собрал в альбоме группы Вконтакте.Я использую ручной метод заточки, поскольку он прост в применении, а материалы для него доступны. В интернете есть большое количество видео о заточке на заточных станках, однако, без опыта, есть большой риск испортить инструмент, поэтому оставим этот вариант профессионалам. Для заточки нам потребуется:
- Заточной брусок
- Наждачная бумага №80, 280, 600 (водостойкая)
- Кожаный ремень для правки
Затем кладем наждачную бумагу на заточной брусок. Ставим кончик стамески на бумагу. Регулируя подъем конца стамески, устанавливаем будущий угол заточки инструмента, ориентировочно 20-25º. Наждачную бумагу лучше всего использовать водостойкую, при заточке смачивать ее. В моем случае, наждачная бумага №60 на тканной основе, не водостойкая, поэтому при заточке она будет быстро засаливаться. Начинаем водить стамеской вдоль бруска, можно левой рукой прижимать ее. Возникает вопрос, а как же затачивать стамеску, если она имеет полукруглый профиль? Нужно мысленно разделить режущую кромку на несколько равных плоскостей и равномерно точить в каждой плоскости. После заточки на грубой наждачной бумаги (№60) переходим на №280. Эта наждачка на бумажной основе, водостойкая, поэтому я смачиваю ее водой. Точить по мокрой бумаге приятнее и легче. На этой наждачке можно делать вращательные движения, т.е. стараться за один проход точить все кромку. При этом не стоит забывать об угле заточке. Переходим на самую мелкую бумагу №600. Окончательно доводим режущую кромку стамески. Качество заточки я проверяю на дереве, если рез чистый, то можно переходить к конечному этапу – правке (заправке) инструмента.
Правка выполняется на кожаном ремне, смазанном пастой ГОИ. Более подробно этот этап описан в статье, посвященной правке инструмента для резьбы. Если кратко, то этот этап нужен для того, чтобы устранить микронеровности на режущей кромке, т.к. при заточке кромка представляет собой пилу, где зубья определяются размером зерна абразива. Нам же нужно, чтобы стамеска не пилила, а резала. Если стамеска подсаживается, начинает резать хуже, то необходимо ее заправить вновь. Также можно править инструмент на войлочном круге с пастой ГОИ, установленном на электропривод.
Стамеска готова. Всем успехов в резьбе!
horovodim.ru
Как заточить резец для токарного станка по дереву? :: SYL.ru
Работа токарных станков невозможна без применения режущей оснастки. Чаще всего оборудование снабжается резцами, которые позволяют выполнять большинство обрабатывающих операций. Среди них можно выделить растачивание, нарезку канавок и резьбы, подрезание и т. д. Отдельная группа режущего инструмента используется для предварительной подготовки древесины. Оператор ликвидирует лишнюю массу заготовки, позволяя интегрировать ее в рабочую зону для выполнения более точных целевых операций. Но в любом случае резец для токарного станка по дереву должен иметь оптимальную заточку. Привести характеристики оснастки в надлежащий вид помогает специальное оборудование, но для начала стоит разобраться с конструкцией самого резца.

Как устроен резец?
Основу представляет металлический стержень, который условно можно подразделить на две части: рабочую головку и хвостовик. Режущая часть имеет форму треугольника с задними и передними вспомогательными поверхностями, по которым в процессе резки сходит стружка. Обработка выполняется главной режущей кромкой, которую мастера называют вершиной. Это место пересечения вспомогательной и главной кромок.
Что касается заточки, имеет значение состояние именно этой части. Вершина может быть закругленной или острой. Также инструмент имеет разные форматы. Обычно учитывается размер державки – в среднем от 8 до 25 мм. Для универсальных работ лучше приобретать набор резцов по дереву для токарного станка, в который входит более 10 экземпляров. В стандартном комплекте предусматриваются резцы с разной формой, что позволяет делать пазы, канавки, снимать фаску и выполнять фигурную обработку.

Разновидности токарных резцов
Общий сегмент токарных резцов в главной классификации предполагает подразделение оснастки по назначению – для дерева и металла. В данном случае рассматривается первый тип. От резцов по металлу такие модели отличаются материалом изготовления. Технологи применяют инструментальные марки стали, в то время как обработка металла реализуется резцами, выполненными из углеродистых твердых сплавов.
Также разные виды резцов для токарного станка по дереву отличаются конструкцией. Рабочая часть может быть прямой, отогнутой, оттянутой или изогнутой. Выбор того или иного вида резца определяется методом обработки древесины, характеристиками резки и оборудованием. К слову, параметры интеграции оснастки в зону крепления тоже обуславливают различия в конструкции хвостовика. Современные станки ориентируются на универсальность, то есть возможность работы с державками прямоугольного, круглого или квадратного типа. Причем в данном аспекте различия между резцами по металлу и дереву чаще всего не проводятся.
Как делают резцы своими руками?
Как видно, резец достаточно просто устроен, и рядовой токарный станок вполне может быть обеспечен самодельным аналогом. Обычно такие изделия создаются на основе напильников и рашпилей. Домашние мастера лишь переделывают их под формат конкретного токарного оборудования. За основу можно брать также автомобильные рессоры или отрезки арматурного стержня. Но в таких случаях потребуется больше усилий при доработке формы элемента.
Далее самодельные резцы для токарного станка по дереву тщательно подвергаются механической подгонке под нужный типоразмер. Это первая заточка, в рамках которой будет сформирована рабочая кромка. Недостатком самодельного резца является то, что заготовка может иметь внутренние дефекты, полученные в результате предыдущей эксплуатации. Тот же напильник после длительного применения по первому назначению из-за напряжения в структуре часто наделяется пустотами, что сокращает его рабочий ресурс.

Почему важна заточка резца?
Потребность в выполнении этой операции, на первый взгляд, аналогична заточке кухонных ножей. Острое лезвие эффективнее справляется с задачами резки, требуя меньше усилий и времени. Но в случае с коррекцией станочной оснастки имеют место и другие технологические нюансы. Качественно выполненная заточка является профилактической мерой, позволяющей исключить риск срыва рабочей головки в процессе эксплуатации.
Кроме того, предупреждаются негативные деформационные явления в виде образования сколов и задиров. Очевидно, что в своем качестве повышается и непосредственно работа на токарном станке по дереву. Резцы, получившие правильную заточку, формируют ровные пазы и канавки, не говоря о фигурных операциях. Влияют на качество работы и другие факторы, но острота вершины инструмента является ключевым условием для достижения оптимального результата.

Оборудование для заточки
Поскольку резец изготавливается на основе инструментальной стали, заточка его должна выполняться на оборудовании с высокой мощностью. Для таких нужд используют расточные машины в разных конфигурациях. Базовый состав конструкции включает два фиксатора-основания и выдвижной подручник с упором V-образной формы. В качестве дополнения могут применяться регулируемые подручники, расширяющие возможности крепления заготовки.
Например, если необходимо доработать косой резец для токарного станка по дереву, то может потребоваться и насадка соответствующей формы. В этом случае и поможет регулируемый подручник. Но чаще всего используются универсальные модели держателей, предназначенные для широкого спектра типовых резцов. Фиксирующая основа обычно крепится под элементами, которые выполняют заточку. Взаимное расположение функциональных сторон в этой части определяется параметрами заточки. Современные модели точильных станков также позволяют обслуживать лезвия скребков, оснастку рубанков и стамесок.
Заточка абразивными кругами
Точильный станок представляет собой лишь техническую базу для организации механического взаимодействия между обрабатываемым инструментом и абразивом. Заточка производится изготовленными из электрокорунда дисками при их вращении с частотой порядка 3000 об/мин. Абразив может выполняться из других материалов разной степени твердости, но в любом случае он должен исключать перегревы режущей кромки.
Например, в некоторых случаях рекомендуется низкочастотная заточка на уровне 2000 об/мин с применением 20-сантиметрового круга из окиси алюминия. Получается в некотором роде эффект «мягкой» заточки, который выгоден, если используется среднеформатный или маломощный токарный станок по дереву. Как заточить резец абразивным диском? Опытные мастера рекомендуют производить заточку с небольшим прижимом инструмента к вращающемуся диску. При этом должна обеспечиваться и равномерность, что достигается перемещениями лезвия из стороны в сторону. Если используется станок с выдвижным подручником, то важно следить, чтобы пятно контакта абразива и резца располагалось выше, чем ось вращения круга.

Доводка характеристик резца
Это более точная операция, выполняемая на станках с алмазными кругами. Данный способ заточки чаще используют, когда нужно убрать явные дефекты. К примеру, если резец для токарного станка по дереву имеет заусенцы, трещины или зазубрины. При этом рабочий процесс осуществляется под механическим управлением. То есть обрабатываемый инструмент фиксируется в тисках и контролируется гидравлическим или электроприводом. Оператор регулирует параметры смещений резца в соответствии с требованиями к параметрам его коррекции.
Общие рекомендации по выполнению заточки
Еще перед началом заточки должно быть тщательно проверено состояние станка и шлифовального круга. При ручной работе резец необходимо опирать на подручную опорную часть, а не удерживать его на весу. Как правило, сам подручник устанавливается в 3-5 мм от абразивного диска. Для исключения риска критических перегревов заточка резцов для токарного станка по дереву выполняется с периодическим охлаждением водой. Это позволяет также избежать образования мелких трещин, возникающих при экстремально высокой термической нагрузке.

Заключение
График проведения заточки определяется условиями эксплуатации инструмента. В обязательном порядке данная операция выполняется после изготовления или радикальной коррекции формы рабочей головки. Каждый резец для токарного станка по дереву имеет свой эталонный шаблон. Это образец, по которому оценивается качество заточки. Мастер проверяет корректность сформированных углов и поверхностей. Также на современных линиях производства существуют пункты с электронным контролем инструмента, которые анализируют характеристики применяемых режущих деталей в автоматическом режиме.
www.syl.ru
Заточка токарных резцов по дереву | Дерево
» Дерево
Часть седьмая. Заточка токарных резцов по дереву.
До этого фотообзора я никогда не затачивал токарных резцов по дереву.
В далекие школьные годы, на уроках труда в столярной мастерской, у меня были попытки поточить проходной резец на бруске, но, как смутно помнится, мне это тогда не удалось
Как заточнику с некоторым стажем мне оказали кредит доверия и выделили под эксперимент несколько дорогих, на мой взгляд, резцов «Made in Austria».
Еще несколько подопытных резцов попроще остались за кадром.
В этой части я не буду поэтапно описывать процессы заточки.
Все это уже есть в многочисленных инструкциях к станку и приспособлениям на бумажных носителях и DVD.
Я постараюсь лишь поверхностно показать возможности Tormek в работе по заточке инструментов для резьбы по дереву.
Итак! «Галопом по Европам!»
Мне кажется, что Tormek проектировался в первую очередь для заточки всевозможных инструментов по дереву.
В подтверждение сему перечислю все то, что разработано шведами для этих целей.
Это оправка для небольших резцов по дереву SVS-32.
Но иногда ее можно использовать и для более крупного инструмента.
Очень простая в применении!
Имеет сменную сердцевину, повышающую ее универсальность.
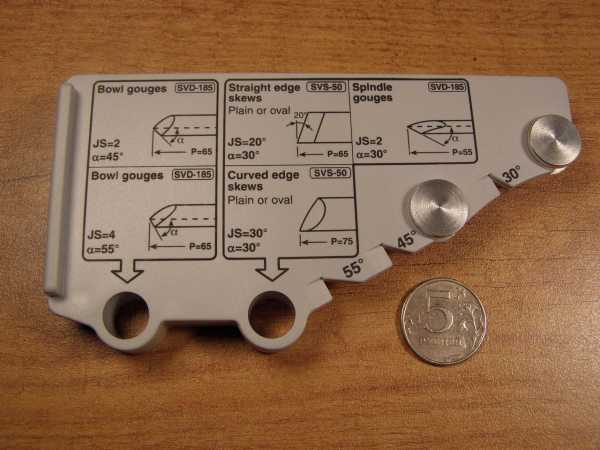
Устройство настройки TTS-100. Я назову его проще и короче – калибр.
Это приложение к SVD-185 и SVS-50.
Служит для настройки процесса заточки по строго заданным (правильным) параметрам. Т.е. если ваш когда-то новый резец после многочисленных заточек стал больше походить на чапельник, то с помощью TTS-100 вы можете все реконструировать.
Вид с другой стороны. На самом деле все не так сложно, как кажется на первый взгляд.
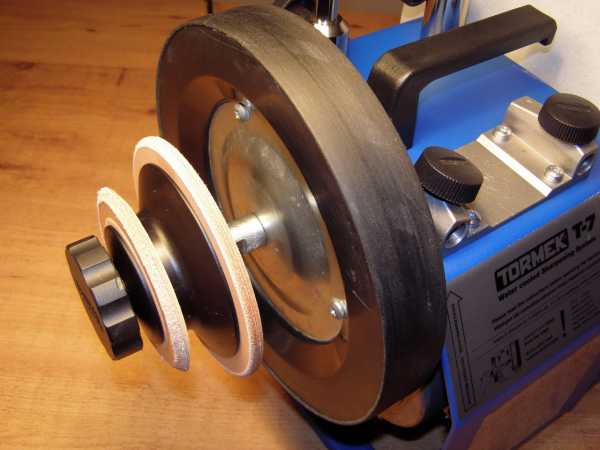
Для доводки внутренней стороны режущей кромки у Tormek есть приспособление LA-120. Оно представляет собой два кожаных диска. Торец большого диска имеет радиус 3 мм, а торец малого диска под углом 45 градусов – для доводки V-образных резцов и штихелей.
Эти два диска собираются с помощью оси в единую конструкцию, которая накручивается на рабочий вал Tormek со стороны кожаного круга.
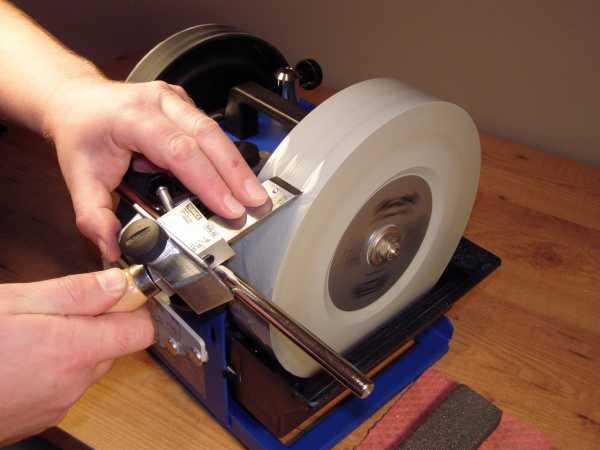
Начну с самой сложной на вид, но простой в применении, оправки SVD-185 и массивного полукруглого токарного резца радиусной режущей кромкой.
Делаю фиксацию в оправке, как показано на фото.
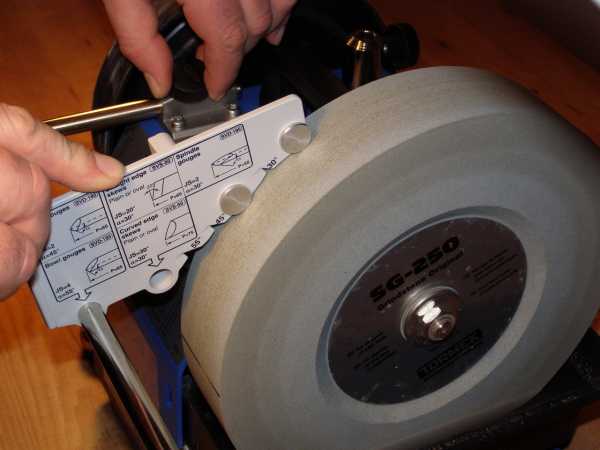
Точить я буду «правильно», т.е. по заданным параметрам. Поэтому при помощи калибра TTS-100 я делаю строго определенный для данного вида резца вылет из оправки SVD-185.
На самой SVD-185 есть регулятор с делениями от 0 до 5. Для данного резца необходимо выставить положение 0. (Можно разглядеть на предыдущем фото)
С помощью того же калибра TTS-100 выставляю необходимое для затачиваемого резца положение суппорта относительно остаточного диаметра круга. Фиксирую суппорт в его горизонтальных направляющих стопорными винтами.
Перед заточкой, на выключенном станке, можно визуально проверить правильность настроек. Если все верно, то РК резца в затачиваемом положении должна довольно плотно прилегать к рабочей поверхности абразивного круга.
Включаю Tormek. Если необходимо, делаю рабочую поверхность более грубой при помощи двухстороннего камня SP-650.
Надеваю SVD-185 отверстием на суппорт и начинаю заточку.
Амплитуда рабочих движений такого резца во время заточки составляет почти 180 градусов. Аналогично выполняется чистовая заточка с применением двухстороннего камня SP-650.
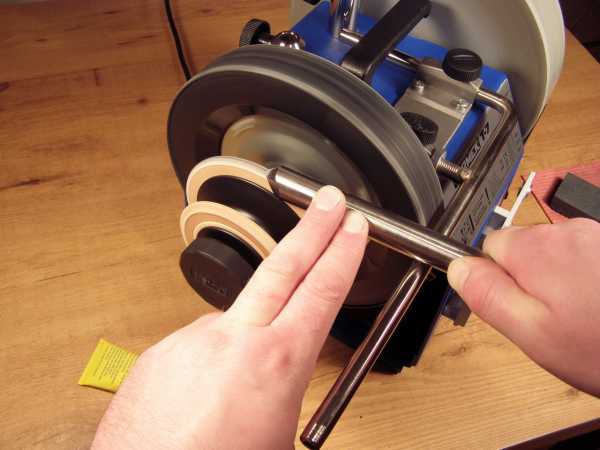
После чистовой заточки переворачиваю суппорт на 180 градусов, надеваю на него оправку с зажатым в ней резцом. Регулирую вылет суппорта из горизонтальных направляющих так, чтобы РК резца плотно прилегала к поверхности кожаного круга.
Обмазываю рабочую поверхность кожаного круга абразивной пастой PA-70, делаю доводку внешнего радиуса РК резца.
После доводки на кожаном круге ослабляю зажимной винт и вынимаю из оправки резец.
Начинаю доводку внутреннего радиуса РК резца на кожаном диске LA-120 с радиусом на торце 3 мм. Для этого суппорт можно выставить в более удобное положение.
Во время доводки «на коже» заусенец должен быть убран по всей длине РК.
Самодельные токарные резцы по дереву. Из чего можно сделать резцы?
 В настоящее время купить токарные резцы для обработки дерева не составляет труда, но можно довольно просто сделать их собственноручно без особых затрат, а также адаптировать их для собственных нужд.
В настоящее время купить токарные резцы для обработки дерева не составляет труда, но можно довольно просто сделать их собственноручно без особых затрат, а также адаптировать их для собственных нужд.
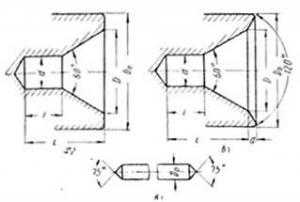
Предлагаем вам один из вариантов изготовления резцов для токарного станка своими руками. Для этого необходимо подобрать рашпили и напильники подходящей конфигурации, как по металлу, так и по дереву. Рашпили можно использовать изношенные и старые, которые уже даже не годятся для своего начального применения, но они вполне сгодятся для изготовления токарных резцов.
Их нужно заточить так, чтобы получить не сильно острые углы. Чаще всего затачиваются они под углом 50-60 градусов. Только лишь косой плоский резец затачивается по-другому: для начала необходимо срезать и сделать под 40-градусным углом скос, а после этого заточить этот скос под таким же углом с обеих сторон.
Изготавливаем шесть видов самодельных токарных резцов по дереву

1. Отрезной резец, который заточен с двух сторон. Чаще всего он используется для первичного выравнивания заготовки и грубого снятия.

2. Проходной резец полукруглый. Такой резец может понадобиться тогда, когда есть необходимость пройтись после завершения грубой обработки, а также когда нужно сделать полукруглую выемку, при изготовлении, к примеру, дна у солонки.

3. Плоский резец косой. С его помощью можно закруглять грани, а также подрезать торец или основание детали.

4. Прямой резец плоский.

5. Есть еще аналоги плоского прямого резца, которые используются чаще всего в мелких деталях, где есть необходимость подработать их немного с торца.

6. Маленький токарный резец полукруглый. Используется довольно редко и в основном для того, чтобы изготовить маленькие фигурные детали.
Заточка токарных резцов

Чтобы предупредить появление на точеных деталях задиров и сколов, избежать досадных срывов инструмента и прочих неприятностей в токарной работе, важно использовать правильно заточенные токарные резцы. Как добиться правильной заточки? Мы задали этот вопрос трем профессиональным токарям. Их ответы звучали одинаково: «Применять заточные приспособления». Все трое уверяли, что после покупки хорошего токарного станка и комплекта высококачественных резцов лучшим приобретением для токаря-профессионала или любителя станет универсальное точило с набором заточных приспособлений, например Wolverine Grinding Jig компании Oneway. Мы поинтересовались, как правильно использовать такие приспособления, и вот что нам уда лось узнать.

Прежде всего, хорошо изучите приспособление
Весь комплект Wolverine Grinding Jig состоит из двух фиксаторов-оснований, выдвижного подручника с V-образным упором, регулируемого подручника с площадкой и двух дополнений: насадки-держателя для заточки косых резцов и универсального держателя.
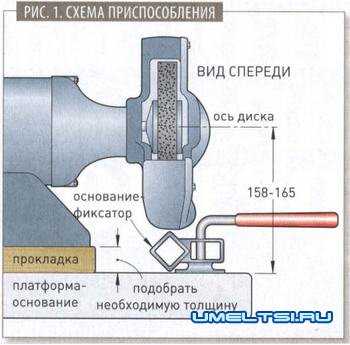
Выдвижной подручник с V-образным упором можно использовать отдельно для заточки отрезных и обдирочных резцов или в паре с универсальным держателем (для ногтевидной заточки полукруглых резцов). Для заточки косого резца-мейселя закрепите на выдвижном подручнике соответствующую насадку-держатель. Регулируемый подручник с плоской площадкой полезен при заточке скребков, а также других инструментов, например лезвий рубанков или стамесок. Регулируемые фиксаторы-основания помогают правильно закрепить подручники. При этом оба подручника можно установить у любого из абразивных дисков. Фиксаторы-основания крепятся прямо под абразивными дисками (рис. 1), но следует убедиться, что сумеете использовать их с имеющимся у вас точилом. Чтобы поднять оси дисков на требуемую высоту, установите прокладки между точилом и платформой.
В рекламных каталогах встречаются дорогие приспособления, делающие заточку токарных резцов чуть ли не автоматически. Их цена порой превышает стоимость комплекта лучших резцов из быстрорежущей стали. Но лаже самые дорогие инструменты не станут работать как следует, если они неправильно заточены. Wolverine Jig позволяет легко выполнить то, что не удается сделать большинству людей вручную: получить гладкие, равномерные фаски под точным углом без множества мелких граней, типичных при ручной заточке.
В рекламных каталогах встречаются дорогие приспособления, делающие заточку токарных резцов чуть ли не автоматически. Их цена порой превышает стоимость комплекта лучших резцов из быстрорежущей стали. Но лаже самые дорогие инструменты не станут работать как следует, если они неправильно заточены. Wolverine Jig позволяет легко выполнить то, что не удается сделать большинству людей вручную: получить гладкие, равномерные фаски под точным углом
Что нужно знать про точила и абразивные диски
Большинство моделей электроточил поставляются с дисками из серого электрокорунда, вращающимися с частотой около 3000 об/мин. Такая комбинация высокой окружной скорости и твердого абразива часто вызывает перегрев режущей кромки, приводящий к ее быстрому затуплению. Наши эксперты рекомендуют обзавестись более медленным электроточилом с частотой вращения 1725-2000 об/мин и белыми абразивными дисками диаметром 200 мм из окиси алюминия. Поверхность таких «мягких» дисков при заточке быстро изнашивается, обнажая новые острые частицы абразива. Процесс заточки становится более эффективным, а режущая кромка меньше нагревается. Установите на свое электроточило один диск зернистостью 60 единиц для быстрого формирования фаски и один диск зернистостью 100 единиц для обычной заточки. Если у вас уже есть точило с частотой вращения диска 3000 об/мин, не нужно от него избавляться. Установка «мягкого» диска из белой окиси алюминия дает больший эффект, чем снижение частоты вращения. Сгодится и точило со 150-миллиметровыми дисками, но независимо от размера точила заменяйте изношенные диски, когда их диаметр уменьшится до 120 мм.
Для регулярной правки диска (очистки его от металлических частиц и выравнивания поверхности) потребуется сравнительно недорогой алмазный карандаш или специальное зубчатое приспособление - шарошка. Для получения лучшего результата заточку следует вести, слегка прижимая инструмент к вращающемуся диску и постоянно перемещая его из стороны в сторону, чтобы на диске не образовывались канавки. При использовании выдвижного подручника с V-образным упором в целях собственной безопасности следите, чтобы точка контакта инструмента с диском находилась значительно выше оси вращения диска. Используя подручник с плоской площадкой, устанавливайте его так, чтобы между диском и передним краем площадки было не более 3 мм. Все настройки приспособлений следует производить только при выключенном электроточиле.
Обдирочный резец-рейер
Установите в V-образный упор подручника конец ручки рейера и прижмите его фаску к абразивному диску. Настройте подручник на заточку фаски под углом 45° (рис. 3). Коснитесь фаской резца вращающегося диска, начав заточку с одной стороны желобка. Плавно поворачивайте резец, слегка прижимая его к диску, чтобы за один прием получить равномерную фаску до другого уголка (фото С). Старайтесь выдержать угол 90°, показанный на рисунке.

Эти резцы поступают в продажу с различными вариациями заточки. В некоторых случаях такая заточка работает неплохо, но чаще приходится полностью перетачивать резец. Боковая заточка таких резцов с удлиненной режущей кромкой и меньшей вероятностью врезания в деталь становится все более популярной. (При боковой заточке фаска простирается дальше от кончика вдоль краев клинка в противоположность прямой заточке, как у обдирочного рейера.) Из-за большого количества движений, которые непросто описать доходчиво, такая заточка требует большой практики, и не каждый сможет выполнить ее вручную. К счастью, универсальная насадка-держатель приспособления Wolverine Jig позволяет делать это, даже не имея опыта.
Чтобы фаска по обеим сторонам желобка проходила на расстоянии 13-18 мм от кончика резца для точения чаш, как показано на рис. 6, следует поворачивать инструмент дальше чем обычно. Посмотрите на фаску сбоку. Профиль режущей кромки должен быть плавным и слегка выпуклым. При вогнутом профиле на краях желобка образуются выступающие уголки, увеличивающие вероятность врезания в деталь. Исправьте вогнутый профиль, сточив больше металла с уголков и пятки.
Источники: http://begemot.narod.ru/rezec.htm, http://postroy-sam.com/samodelnye-tokarnye-rezcy-po-derevu.html, http://www.umeltsi.ru/hitrochi/1208-zatochka-tokarnyh-rezcov.html
Комментариев пока нет!restart24.ru
Как точить стамески ~ Резьба по дереву
Здравствуйте, друзья! У начинающих резчиков по дереву часто возникают вопросы, как правильно точить стамески для резьбы по дереву.Самые распространенные ошибки : попытки точить стамески на электроточиле или напильником.Сразу уточню : токарные стамески по дереву действительно точат при помощи специального устройства на точиле.Но в этом сообщении речь идет о стамесках для резьбы по дереву. Даже купленные в магазине стамески необходимо править.Точат стамески на точильных брусках.Бруски бывают крупнозернистые, среднезернистые и тонкозернистые.Если у стамески повреждено лезвие - зазубрины, сколы, или неправильно заточена фаска (режущая кромка), то, конечно, такую стамеску вначале нужно подправить на электроточиле, придать кромке лезвия правильную форму.Угол заточки лезвия колеблется в пределах 10-20 градусов.Заточка стамески с плоским лезвием. Начинаем с крупнозернистого бруска.Смачиваем брусок водой.Это нужно для того, чтобы кромка лезвия охлаждалась и для отвода из зоны заточки микрочастичек металла и камня.Можно смачивать брусок и маслом.Но дело в том, что большинство брусков искусственного происхождения, пористые.Масло попадает в поры, брусок делается скользким и точить на нем инструмент становится плохо. Итак, берем стамеску одной рукой, а другой придерживаем лезвие, прижимая его фаской к бруску и совершаем возвратно-поступательные движения.Точим стамеску до тех пор, пока по всей кромке лезвия не появится бахрома - заусенец.Переходим на среднезернистый брусок.Периодически проводим обратной стороной стамески по бруску.Точим, пока заусенец не отпадет.Окончательную правку стамески делаем на тонкозернистом бруске или кусочке кожи.Заточка стамески с полукруглым лезвием. Полукруглую стамеску точим, продвигая лезвие слева-направо и справа-налево, следуя профилю лезвия.Локоть руки не держать на весу, а следует прижать к боку.Так стамеска будет двигаться ровнее.Заусенец у полукруглой стамески снимаем мелким полукруглым брусочком или мелкой наждачной бумагой, держа стамеску на весу. У правильно заточенной стамески фаска ровная и блестящая.Срез дерева такой стамеской гладкий и чистый, без канавок и вмятинок. Два слова о заточке клюкарз. Клюкарза - это полукруглая стамеска с изогнутым лезвием (подробнее о клюкарзах и церазиках смотрите здесь). Угол заточки у клюкарзы должен быть меньше, чем у прямой полукруглой стамески.Чем круче изгиб лезвия, тем меньше угол заточки.Иначе даже острая клюкарза будет скользить по дереву, а не резать.В процессе работы стамески периодически подправляют на ремне. В заключение предлагаю посмотреть видеоролик о заточке стамесок. P.S.Уже в момент написания этого сообщения ко мне обращалось несколько человек с вопросом о заточке стамесок.Так что, этот вопрос, видимо, из разряда вечных.Тем более надеюсь, что моя информация будет полезной. Всего доброго, до свидания!www.rezbakrasa.ru
Резцы по дереву своими руками: заточка, видео и фото
Резцы по дереву являются главным рабочим инструментом токарного станка, с помощью которых выполняется обработка деревянных заготовок. Данные изделия могут отличаться по форме и размеру что способствует выбору того или иного резца для выполнения определенных видов операций по деревообработке.
Содержание статьи
Функции
Фото резцов
Токарные резцы по дереву необходимы для выполнения контролируемого снятия определенных частей заготовки. По своей конструкции инструменты для ручной обработки похожи друг на друга. При этом есть определенные отличия:
- Все инструменты состоят из режущего элемента и крепежного компонента;
- Места креплений обычно имеют форму квадрата или прямоугольника;
- Режущие кромки образуются несколькими поверхностями или только одной;
- Главная характеристика режущей кромки — ширина лезвия, форма и возможность регулировать направление;
- В большинстве случаев кромка — это составная часть режущего инструмента;
- Выбор инструмента для ручной обработки древесины на токарном станке основывается на типе работы, которую мастеру следует выполнить своими руками.
Отличительная черта резца — это расположение инструмента относительно обрабатываемой заготовки. Выделяют два типа:
- Радиальный. Такой элемент располагается перпендикулярно относительно изделия, позволяет выполнять работы, основанные на снятии большого количества древесины с заготовки. Наибольшее распространение радиальные инструменты получили в механических станках с полуавтоматикой.
- Тангенциальный. При выполнении работы инструменты обрабатывают изделия по касательной. За счет этого мастер может создавать своими руками сложные по форме и конфигурации рисунки на поверхности детали. Зачастую применяются резцы тангенциального типа для выполнения тонкой деревообработки. Ими оснащают токарные автоматизированные линии.
Для изготовления инструментов применяют высококачественную закаленную сталь марок У8-У10. В некоторых ситуациях используется стальное основание и напайки из твердого сплава.
При работе с древесиной на станке крайне важно правильно выбрать резцы. Чем тверже порода обрабатываемого дерева, тем более прочный металл должен использоваться при изготовлении резака. Иначе твердые породы быстро приведут инструмент в негодность. Ему потребуется заточка.
Разновидности
Фотография резцов
Многие мастера задаются вопросами о том, как сделать резцы по дереву для собственного токарного станка. Принципиально сложного в этом ничего нет. Но прежде чем приступить к работе и создать самодельные инструменты, необходимо определиться с их разновидностями.
Самодельные и заводские изделия отличаются между собой по назначению. Потому выделяют следующие типы инструментов:
- Для грубой обработки. Такие самодельные инструменты отличаются парой режущих кромок, которые располагаются относительно друг друга под острым углом. По сравнению с полукруглыми изделиями, такие резцы являются более безопасными для работы;
- Для чистовой обработки. Такие резцы позволяют точно удалить небольшое количество древесины, создать гладкую поверхность. Заточка бывает левосторонняя и правосторонняя;
- Фасонный. Инструмент фасонного типа отличается режущей частью, которая имеет полукруглую форму. Данные изделия предназначены для получения нестандартных деталей;
- Отрезной. Служит для срезания частей заготовки, выполняет подготовительные функции;
- Расточный. Конструкция резца предусматривает уступ небольшого размера, необходимый для удаления стружки в процессе обработки из зоны точения;
- Для точения круглых заготовок. Самодельные резцы данного типа изготавливаются на основе металлической трубы. Инструменты бывают гладкими или зубчатыми. Все зависит от того, какая степень обработки требуется;
- Для фасонного торцевого точения. Обрабатывают торцы заготовок, придают необходимые сложные формы;
- Резец с ограничителем. Специальный блок монтируется на рабочий инструмент, позволяя регулировать глубину вхождения резца в заготовку;
- Крючок. Это специальный токарный резец для работы своими руками по дереву, способный вытачивать углубления и создавать внутренние полости в заготовках.
Делаем своими руками
Если вам нужны резцы для работы на постоянной основе, когда станок эксплуатируется по несколько часов каждый день, самодельные инструменты не подойдут. К ним предъявляются повышенные требования, потому откажитесь от идеи сделать их, а купите проверенные заводские изделия.
Если же токарный станок предназначен для редкого бытового применения, самостоятельное изготовление имеет полное право на жизнь.
Чтобы добиться желаемого результата, просмотрите видео, почитайте инструкции по изготовлению.
- Главная сложность в том, чтобы своими руками сделать резцы, заключается в выборе заготовки для формирования из нее рабочего инструмента.
- Кромки резца должны иметь повышенную твердость, что позволит эффективно обрабатывать древесину твердых пород и не затачивать инструмент после каждого применения.
- Продумайте, как лучше всего устанавливать резак на державку. Державка служит для фиксации инструмента на токарном станке.
- В идеале материалом резца для ручной обработки древесины на токарном станке служит инструментальная сталь. Но обработать ее проблематично. Потому используйте альтернативные материалы, которые после обработки потребуется обязательно закалить.
Материалы изготовления
В роли сырья, которое может использоваться в качестве заготовки под резцы, используют:
- Напильники и распили. Если у вас в гараже завалялись старые инструменты, из них получаются отличные резаки. Но убедитесь, что на стали отсутствуют крупные сколы, трещины;
- Арматура. Прутья арматуры с квадратным сечением являются хорошим вариантом для производства резцов;
- Рессоры. Снять с авто рессору не сложно. Главная проблема заключается в том, что требуется придать заготовке прямоугольную форму. Воспользуйтесь автогеном или сварочным оборудованием.
Заточка
Завершив изготовление ручной режущей детали, позволяющей на токарном станке обрабатывать древесину, вам потребуется ее заточить. Заточка выполняется на стадии производства резца, а также по мере его затупления.
- Заточка выполняется с помощью электрического наждака и нескольких абразивных кругов.
- Базовая заточка производится до того, как вы приступили к закаливанию резца. Первичная заточка выполняется обычными абразивными дисками.
- Далее изготовление резца предусматривает закаливание.
- Завершив предыдущий этап, обработайте заготовку шлифовальными шкурками разной зернистости.
- По мере эксплуатации даже самые острые лезвия постепенно будут терять свои режущие свойства. Также возможно появление на поверхности неровностей, сколов, дефектов. Обязательно избавьтесь от них.
- Удаление дефектов осуществляется корундовыми шлифовальными кругами. Но не прикладывайте большое усилие при работе корунда, иначе закаленная часть попросту отвалится.
Чтобы вам не пришлось всякий раз перетачивать инструмент, сразу изготовьте несколько однотипных резцов для каждого типа обработки.
tvoistanok.ru
Заточка резцов
Часть седьмая. Заточка токарных резцов по дереву.До этого фотообзора я никогда не затачивал токарных резцов по дереву.В далекие школьные годы, на уроках труда в столярной мастерской, у меня были попытки поточить проходной резец на бруске, но, как смутно помнится, мне это тогда не удалось
Как заточнику с некоторым стажем мне оказали кредит доверия и выделили под эксперимент несколько дорогих, на мой взгляд, резцов «Made in Austria».Еще несколько подопытных резцов попроще остались за кадром.
В этой части я не буду поэтапно описывать процессы заточки.Все это уже есть в многочисленных инструкциях к станку и приспособлениям на бумажных носителях и DVD.Я постараюсь лишь поверхностно показать возможности Tormek в работе по заточке инструментов для резьбы по дереву.
Итак! «Галопом по Европам!»

Мне кажется, что Tormek проектировался в первую очередь для заточки всевозможных инструментов по дереву.В подтверждение сему перечислю все то, что разработано шведами для этих целей.
Это оправка для небольших резцов по дереву SVS-32.Но иногда ее можно использовать и для более крупного инструмента.Очень простая в применении!

Многофункциональная оправка SVS-50 предназначена прежде всего для заточки плоских, токарных резцов с прямыми и со скошенными режущими кромками.Имеет сменную сердцевину, повышающую ее универсальность.Может применяться для заточки полукруглых резцов и долот с прямой режущей кромкой.

Многофункциональная оправка SVD-185.Разработана для затачивания полукруглых токарных резцов с радиусной режущей кромкой.

Устройство настройки TTS-100. Я назову его проще и короче – калибр.Это приложение к SVD-185 и SVS-50.Служит для настройки процесса заточки по строго заданным (правильным) параметрам. Т.е., если ваш когда-то новый резец после многочисленных заточек стал больше походить на чапельник, то с помощью TTS-100 вы можете все реконструировать.

Вид с другой стороны. На самом деле все не так сложно, как кажется на первый взгляд.
Для доводки внутренней стороны режущей кромки у Tormek есть приспособление LA-120. Оно представляет собой два кожаных диска. Торец большого диска имеет радиус 3 мм, а торец малого диска под углом 45 градусов – для доводки V-образных резцов и штихелей.

Эти два диска собираются с помощью оси в единую конструкцию, которая накручивается на рабочий вал Tormek со стороны кожаного круга.
Начну с самой сложной на вид, но простой в применении, оправки SVD-185 и массивного полукруглого токарного резца радиусной режущей кромкой.Делаю фиксацию в оправке, как показано на фото.

Точить я буду «правильно», т.е. по заданным параметрам. Поэтому при помощи калибра TTS-100 я делаю строго определенный для данного вида резца вылет из оправки SVD-185.На самой SVD-185 есть регулятор с делениями от 0 до 5. Для данного резца необходимо выставить положение 0. (Можно разглядеть на предыдущем фото)

С помощью того же калибра TTS-100 выставляю необходимое для затачиваемого резца положение суппорта относительно остаточного диаметра круга. Фиксирую суппорт в его горизонтальных направляющих стопорными винтами.
Перед заточкой, на выключенном станке, можно визуально проверить правильность настроек. Если все верно, то РК резца в затачиваемом положении должна довольно плотно прилегать к рабочей поверхности абразивного круга.Включаю Tormek. Если необходимо, делаю рабочую поверхность более грубой при помощи двухстороннего камня SP-650.Надеваю SVD-185 отверстием на суппорт и начинаю заточку.Амплитуда рабочих движений такого резца во время заточки составляет почти 180 градусов. Аналогично выполняется чистовая заточка с применением двухстороннего камня SP-650.

После чистовой заточки переворачиваю суппорт на 180 градусов, надеваю на него оправку с зажатым в ней резцом. Регулирую вылет суппорта из горизонтальных направляющих так, чтобы РК резца плотно прилегала к поверхности кожаного круга.Обмазываю рабочую поверхность кожаного круга абразивной пастой PA-70, делаю доводку внешнего радиуса РК резца.

После доводки на кожаном круге ослабляю зажимной винт и вынимаю из оправки резец.Начинаю доводку внутреннего радиуса РК резца на кожаном диске LA-120 с радиусом на торце 3 мм. Для этого суппорт можно выставить в более удобное положение.Во время доводки «на коже» заусенец должен быть убран по всей длине РК.
На этом фото показан резец до заточки.

На этом фото резец после заточки.Здесь я вынужден признаться, что получил не тот результат, который ожидал.Визуально заточка резца изменилась, хотя в средней части РК угол заточки остался прежним.
Может австрийцу не по нраву шведские параметры?В этом вопросе мне еще предстоит разобраться. Для этого надо будет обратиться к опытным столярам.

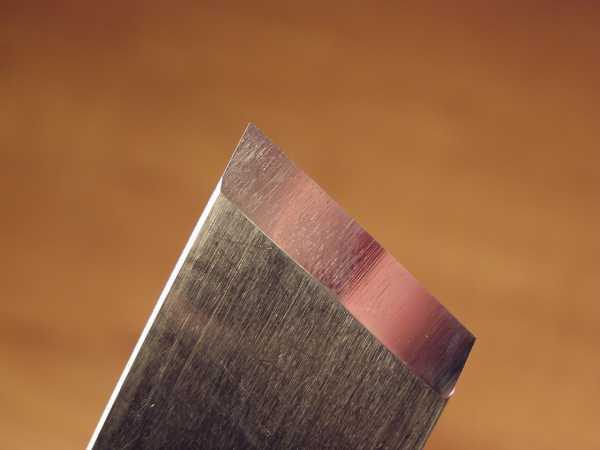
Аналогичным способом затачиваю другой токарный резец.Только в этом случае я «настроился» вручную, а угол заточки «поймал» при помощи черного маркера, как описывал ранее.

Фото резца до заточки.

Фото резца после «черновой-чистовой» заточки и доводки на кожаном круге и диске LA-120.

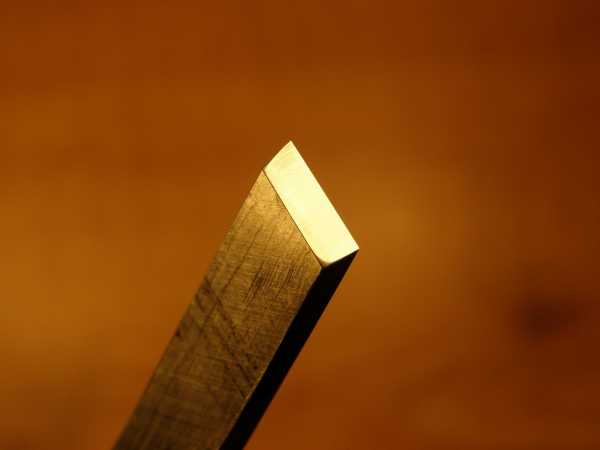
Еще пример. Фото до заточки.

Фото после заточки доводки.

И еще пример. До…

После…

И последний раз. До…

После…

Так выглядит токарный резец, зажатый в эту оправку SVS-50.Здесь тоже можно задать жесткие параметры заточки при помощи калибра TTS-100, но, я боясь, как бы опять чего не вышло, решил пойти по надежному пути ручных настроек.

С помощью некоторых премудростей выставляю правильное положение РК затачиваемого резца по отношению к рабочей поверхности абразивного круга.

Затем с помощью черного маркера методом подгона выставляю необходимый угол заточки. Для этого надо отрегулировать положение суппорта в горизонтальных направляющих Tormek. Регулировочная гайка суппорта здесь хорошо помогает.

Сделав необходимые настройки и закрепив суппорт стопорными гайками, я начинаю работу. Но перед этим поверхность абразива должна быть подготовлена для «черновой» заточки.
Аналогично выполняю заточку противоположной стороны РК резца.

После «чистовой заточки» делаю доводку РК на кожаном круге LA-220 с применением абразивной пасты PA-70.Но перед этим необходимо перевернуть суппорт на 180 градусов и настроить плотное прилегание РК резца к кожаной поверхности круга.
Фото резца до заточки
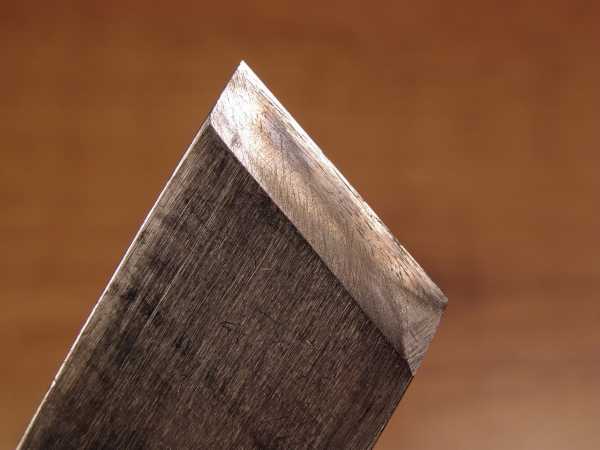
Фото резца после заточки
Еще один резец до заточки

После заточки
И еще один до…

и после…
В моем распоряжении не было маленьких резцов по дереву. И я не смогу в полной мере показать оправку SVS-32 в деле.Я пошел на некоторую самодеятельность и применил SVS-32 для заточки довольно крупного токарного резца.

Так выглядит SVS-32 в работе.Необходимый угол заточки резца я выставил методом подгона, т.е. выставил нужное положение суппорта в горизонтальных направляющих.

Фото резца до заточки.

Фото резца после заточки.
Доводку РК этого резца я выполнял в зажатом в оправку SVS-32 положении с опорой на суппорт. Суппорт я перевернул на 180 градусов и отрегулировал его вылет так, чтобы затачиваемая поверхность резца плотно прилегала к поверхности кожаного круга.

С помощью SVS-32 я умудрился заточить небольшой полукруглый резец для токарных работ.Уже после, из инструкции, я понял, что такой резец (радиусная РК) должен затачиваться в оправке SVD-185.Но у меня получилось!

Вот фото.

У меня было немного времени для изучения данных устройств, но пару недостатков я всё же выявил.Первый из них заключается в том, что токарные резцы должны быть богатыми на сталь.Т.е. сама стальная часть резца должна иметь достаточную длину вылета из рукояти.Если сам резец представляет собой некий «огрызок» торчащий из рукояти, то заточить его на Tormek будет проблемно или даже невозможно.Второй недостаток касается больше приспособления SVS-50 и плоских резцов с прямоугольной формой сечения.Если эта самая форма сечения не прямоугольник, а трапеция или параллелограмм, то корректно закрепить этот резец в оправке SVS-50 не удастся, как в прочем и корректно заточить резец. Но эта проблема решаема. Необходимо придать «телу» резца перпендикулярные формы, заодно снять фаски по всей длине. Нужен хороший наждак и умение корректно на нем работать.Для многих людей с «Ганзы» этого не занимать…
Круги для Т7; Т4; Т3 можно приобрести здесь: www.grinder-man.ru

begemot.narod.ru