Как правильно паять паяльником: пайка проводов и видео. Как работать с паяльником
Как работать паяльником: правила и техника безопасности
Есть мнение, что скоро весь мир перейдет исключительно на товары китайского производства: они не отличаются долговечностью, зато в случае поломки выбрасывать их не жалко, так как стоимость может быть на порядок ниже европейского аналога. Для настоящего мужчины даже такие доводы не могут быть аргументом: любую неисправность нужно попробовать устранить. О неисправностях в электрических схемах есть смысл поговорить отдельно.

Электрический паяльник поможет прочно соединить детали с учетом всех тонкостей технологии.
Дело в том, что в 60% случаев неисправности электроприборов виноваты контакты в схемах. Обычное умение читать электрические схемы и наличие навыков работы с паяльником позволят вернуть в рабочее состояние огромное количество электроприборов.
В настоящее время привычный ранее паяльник немного подзабыт и в быту используется все реже. Рассмотрим правила пользования паяльником и основные приемы работы с ним.
Из чего состоит конструкция
Устройство электрического паяльника.
Паяльник относится к категории нагревательных приборов. Он состоит из нагревательного элемента (нихромовая спираль), помещенного в металлический корпус, жала, ручки и электрического шнура со штепсельной вилкой.
Жало паяльника изготавливается из меди, так как этот металл обладает отличной теплопроводностью и очень высокой температурой плавления. Для разных видов пайки используются сменные жала различной формы и диаметра.
Вернуться к оглавлению
Как подготовить инструмент к работе и зачем нужен флюс
Подготовка паяльника к работе является едва ли не главной частью всего процесса. Дело в том, что на металле под воздействием воздуха и молекул воды, растворенных в воздухе, образуется слой оксидов, которые мешают успешной пайке. Перед началом работы жало паяльника тщательным образом зачищается с помощью напильника или наждачной бумаги.
Приспособление к паяльнику для пайки мелких деталей.
Паяльник включается в сеть и ему некоторое время дают прогреться. При достижении температуры около 70° (на наконечнике) жало необходимо залудить. Его просто погружают в любой имеющийся флюс. В качестве флюса (присадки для пайки) чаще всего используется канифоль. В настоящее время многие радиолюбители используют и иные флюсы, предназначенные для определенных типов припоя. Не секрет, что часто приходится паять не только медные детали.
Обычный припой и обычные флюсы здесь точно не подойдут. Поэтому используют иные расходные материалы. Особая роль здесь отводится именно флюсам с различными добавками. Но такие присадки для начинающего мастера скорее вредны, так как их использование предполагает наличие серьезного опыта в вопросах пайки. Флюс растекается по наконечнику паяльника и создает на нем защитный слой.
Перегревать паяльник тоже не рекомендуется. Если канифоль начала сильно дымить и на наконечнике жала появился синеватый оттенок, то паяльник отключаем, даем ему остыть и повторяем все действия, начиная с зачистки.
Вернуться к оглавлению
Что такое припой и как подготовить место для пайки
Залуживание жала паяльника.
В качестве припоя используется сплав из свинца и олова. Это оптимальное сочетание металлов: невысокая температура плавления и высокий уровень теплоотдачи. Это значит, что и плавится припой легко, и застывает в месте пайки очень быстро. Отсюда и исходит первое правило пайщика: все делается быстро и точно.
Пайка никогда не производится спонтанно. Места пайки тоже нужно зачистить от оксидов и нанести на них тонкий слой канифоли. Причины необходимости этой процедуры такие же, как и для самого паяльника.
Дальше подносим небольшой кусочек припоя к месту пайки и прижимаем его горячим паяльником. Припой должен образовать шарик расплавленного металла. Паяльник убираем, через несколько секунд шарик застынет. Контакт получится прочным и надежным. Чтобы не обжечь руку при подаче припоя, используют для этого действия любой держатель с жаростойкими ручками. Можно воспользоваться и обычным медицинским пинцетом с длинным держателем. Но лучше использовать припой, который изготовлен в виде проволоки.
Край такого провода подносится к месту пайки, туда же направляем и паяльник. При этом необходимо следить за углом наклона жала к припою: важно, чтобы при пайке не образовывалось избыточного количества расплавленного металла. Во-первых, это выглядит очень неаккуратно, а во-вторых, есть вероятность, что вы заденете дорожку в электрической схеме, что станет причиной короткого замыкания.
Вернуться к оглавлению
Как научиться хорошо паять
Учиться производить пайку следует на соединении многожильных проводов. Причин тому несколько:
Подставка для паяльника служит для того, чтобы нагретый паяльник не касался стола или других предметов.
- это не несет особых затрат на расходные материалы;
- не совсем простая задача;
- места некачественного соединения становятся частой причиной короткого замыкания.
Насчет последнего: ток движется по поверхности металла (провода). При небольшой нагрузке достаточно даже тонкого провода (одной жилы), чтобы поступающего тока хватило для работы определенного электроприбора. Проще говоря, даже одна тонкая жила в проводе может работать исправно долгое время и не создавать для пользователя проблем.
При увеличении нагрузки количество переносимых зарядов резко увеличится и ток будет искать пути перемещения, соответственно, заряды будут проскакивать в местах некачественного контакта. Такие минимальные короткие замыкания очень сильно нагревают проводку и ее изоляцию — так и до пожара недалеко. Поэтому стоит тренироваться производить пайку на местах соединения проводов.
Вернуться к оглавлению
Как спаять провод и более сложные элементы
Виды соединения проводов под пайку.
Для этого концы проводов зачищаются, на них незамедлительно наносится тонкий слой канифоли. Теперь паяльником захватываем небольшое количество припоя и наносим его на место соединения проводов. Возвратно-поступательные движения паяльника вдоль соединения создадут в отмеченном месте тонкий слой из припоя. Дальше все будет проще: добавляем в место пайки припой до необходимого количества.
Потренировавшись на проводах, можно начинать паять и более сложные части электрических схем. Обычно для этого требуется паяльник с тонким жалом. К месту пайки кусочек припоя тоже будет подносить очень проблематично. Небольшой шарик расплавленного припоя легко переносится непосредственно на жале паяльника. Способствуют тому силы поверхностного натяжения, которые усиливаются за счет канифоли.
Вернуться к оглавлению
Техника безопасности
Как и любой другой инструмент, паяльник предъявляет к пользователю ряд требований. Первое касается температурного режима использования (отмечалось ранее). Дальше все касается исключительно техники безопасности:
Пайка с помощью фольги.
- Следите за тем, чтобы нагретая часть паяльника не прикасалась в ходе пайки к электрическому проводу. Жало обладает очень высокой температурой, поэтому изоляция будет повреждена в считанные мгновения. Дальше последует короткое замыкание.
- Перед началом работы проверьте целостность проводки и штепсельной вилки. Повреждения могут привести к тому, что ток замкнет непосредственно на вас.
- При работе с горячим паяльником необходимо использовать подставку. Ее обычно изготавливают из деревянного бруска и металлических держателей. Так вы сможете безопасно расположить инструмент и не бояться, что он упадет на горючие материалы.
- Как канифоль, так и сам припой при плавлении выделяют большое количество вредных веществ. Работать в респираторе вас никто не принуждает, но проветривать помещение после каждой пайки просто жизненно необходимо. Через каждые 30 минут делайте небольшие перерывы со сквозным проветриванием помещения и не забудьте при этом отключать паяльник.
- Держите паяльник только за ручку.
Вернуться к оглавлению
Как подобрать паяльник и обустроить рабочее место
В продаже можно найти паяльники, которые подключаются в сеть через трансформатор. Принципиально они ничем не отличаются от обычных паяльников, за исключением того, что работать с ними значительно удобнее. Регулируя подачу тока на нагревательный элемент, вы сможете добиться поддержания температуры жала в оптимальном рабочем режиме. Перегреть его не получится. Об этом будут свидетельствовать кипящие капельки канифоли на наконечнике. Это явный признак того, что температура идеальна для пайки. За обычным же паяльником приходится постоянно следить, чтобы уберечь его от перегрева.
Чтобы работать паяльником было максимально удобно, рекомендуется правильно организовать рабочее место. На месте пайки не должно находиться посторонних предметов. Рабочее место должно быть ярко освещено. Рекомендуется для этого использовать регулируемую по высоте настольную лампу. Хорошо для флюса и припоя иметь специальные емкости.
Возможно, что в ходе пайки вам потребуется кислота. Обычно ее используют для подготовки стальных поверхностей, подлежащих пайке. За обычную сталь припой не берется. Поверхность нужно зачистить и обработать ее концентрированной кислотой. В ходе реакции кислоты с металлом на поверхности образуется слой с менее жесткой структурой, что позволяет припою получить более надежный контакт с материалом.
Кислота не всегда должна быть под рукой, но место для такой емкости должно быть предусмотрено. Все должно находиться на своих местах. Так и работать будет удобнее, и расходные материалы у вас будут более экономично расходоваться.
Место хранения паяльника и расходных материалов должно быть изолировано от детей.
Их любознательность не знает границ, поэтому паяльник не должен быть в зоне доступа. Лучше этот прибор спрятать вместе со всеми расходными материалами. Для таких целей рекомендуется использовать специальный кейс, где будет храниться все необходимое для пайки. Доукомплектуем кейс ножиком, пассатижами, кусками проводки разного сечения, и набор для настоящего мастера практически готов.
moiinstrumenty.ru
Как паять паяльником — азбука начинающего радиолюбителя
Вопрос о том, как паять паяльником, возникает перед каждым начинающим радиолюбителем. Такое, казалось бы, несложное действо имеет массу тонкостей и нюансов — начиная с выбора инструмента и заканчивая мерами безопасности при работе с ним. Конечно же, сегодня существуют более совершенные паяльники — например, импульсные или газовые, однако для начала лучше всего освоить работы с самым простым инструментом.
Как правильно паять паяльником — выбираем инструмент и расходные материалы ↑
 Как правильно паять — видео
Как правильно паять — видео Стоит сразу сказать, что тем, кто ещё не знаком с искусством паяния, стоит приобретать самый простой инструмент с мощностью от 25 до 40 Вт. В дальнейшем, когда знания от том, как пользоваться паяльником станут более обширными, можно будет сделать для него регулятор мощности нагрева жала. При покупке нужно отдать предпочтение инструменту с деревянной ручкой, которая удобно лежит в руке. Жало может быть прямым или изогнутым и иметь различную форму — в виде иглы, лопатки или конуса. Однако, как показывает практика, для начала лучше взять жало и самостоятельно сточить с обеих сторон под углом 45°. Однако чем тоньше оно заточено, тем быстрее придёт в негодность. Долговечнее всего жало, имеющее шарообразную форму, но работать им очень неудобно. Желательно, чтобы оно было изготовлено из меди.
Также для работы потребуется припой — проволока или шарики из легкоплавкого металла или сплава, предназначенные для спаивания проводов между собой. Опытные радиолюбители знают, что самый лучший припой сделан из чистого олова, однако стоит он достаточно дорого. Поэтому для паяния чаще всего используют сплав из олова и свинца, маркируемый, к примеру, аббревиатурой ПОС-60. Цифра в этом случае означает процентное содержание олова — то есть сплав содержит 60% олова и 40% свинца. Существуют маркировки и с другими цифрами, но именно этот состав лучше всего подходит для того, кто делает первые шаги в паянии. Бывают также припои, в которых входит висмут и кадмий, однако их используют достаточно редко.
И ещё один расходный материал для паяния — это флюс, предназначенный для удаления со спаиваемых деталей оксидной плёнки, ухудшающей сцепление припоя с паяемой деталью. Раньше в качестве флюса использовали исключительно канифоль. Сегодня же на рынке можно встретить массу других флюсов, которые не выделяют столь неприятного запаха и не разъедают, в отличие от канифоли, само жало. Но начинающему радиолюбителя всё же лучше на первых порах использовать именно проверенную временем канифоль.
Как правильно пользоваться паяльником — готовимся к работе ↑
 На видео представлена техника паяния сплавом
На видео представлена техника паяния сплавом Итак, прежде чем пайка паяльником будет начата, нужно подготовить инструмент к работе. Для безопасной работы с паяльником обязательно нужно иметь подставку под него. Первое включение инструмента будет «холостым». Его включают в розетку и ставят на подставку возле открытого окна примерно на полчаса. После этого жало нужно залудить. Для этого оно сразу же после выключения паяльника окунается в канифоль, затем обеими заточенными сторонами прикладывается к припою, а после — к дощечке из сосны или ели. Повторять эту процедуру нужно до тех пор, пока жало из синеватого не превратится в серебристое.
Ещё один немаловажный момент — это организация рабочего места. Поскольку во время паяния инструмент разогревается до очень высоких температур, нужно позаботиться о том, чтобы он не лежал на краю стола. Место, где проходит пайка не должно быть уставлено лишними предметами. Лучше, если рабочее место будет находиться у окна, свет из которого падает так, чтобы деталь, с которой идёт работа, хорошо освещалась. Если такой возможности нет, то потребуется настольная лампа с возможностью регулировки положения абажура.
Работы по паянию должны проводиться в хорошо проветриваемом помещении, поскольку и припой, и флюс выделяют не очень приятные запахи.
Как пользоваться паяльником — видео инструкции и прочие правила ↑
В самом начале пути радиолюбителю нужно овладеть навыками паяния — как говорится, тяжело в учении, легко в бою. Для тренировок понадобится какой-нибудь плоский кусок латуни (сгодится обычная дверная петля) и медный провод. Припой для начала лучше брать не проволочный, а обычный, в виде шариков. Паяльник перед работой нужно разогреть примерно до 200° С. Проверить степень его готовности можно, приложив к канифоли — если она начнёт закипать, значит, пора приступать к работе. Разогретое жало опускается во флюс, а затем прикасается к припою, после чего подносится к куску «подопытной» латуни, прижимается и притирается. Если канифоль испарится, то процесс стоит повторить.
Затем нужно залудить проводок. Для этого он зачищается от изоляции на длину, которую хватит для пайки и дальнейшей изоляции. После этого проводок опускается в канифоль вместе с прижатым к нему разогретым жалом. Затем, когда канифоль начнёт закипать, провод медленно извлекается на свет. Далее берётся припой и прикладывается к проводу.
Теперь, когда и кусок латуни, и провод снабжены кусочком припоя, самое время соединить их между собой. Затем жалом нужно прикоснуться к спаиваемым «подопытным» так, чтобы припой ровно обволок место спайки. На некоторое время спаянную конструкцию нужно оставить неподвижной. Трогать её можно только тогда, когда припой из блестящего превратится в слегка темноватый, сигнализируя о застывании.
Перед тем, как переходить к спайке радиодеталей, нужно хорошо отработать технику простого паяния. Узнать, как правильно паять паяльником, поможет видео, дополняющее статью — в нём подробно рассказывается об этом увлекательном и интересном процессе.
mastter.ru
Как пользоваться паяльником, если паять канифолью или жидким флюсом
Для пайки используют множество инструментов и приспособлений, которые выбирают в зависимости от характера работ. Самыми распространенными инструментами являются паяльники, паяльные фены, термовоздушные станции. В быту наиболее часто пользуются электрическим паяльником. Элементарные операции с ним можно освоить за несколько минут.
Устройство электропаяльника
Традиционно паяльник представляет собой инструмент, жало которого нагревается до температуры, достаточной для расплавления припоя и прогрева материала соединяемых деталей. Пайка паяльником имеет свои особенности, соблюдение которых позволит получить качественное прочное соединение.
Электропаяльник состоит из таких деталей:
- нагревательного элемента, заключенного в корпус из материала, не поддающегося горению или плавлению;
- жала. Его делают из меди, могут покрывать стальными, никелевыми сплавами;
- шнура питания.

Некоторые модели могут оснащаться регулятором температуры жала. Нагревательный элемент служит для преобразования электрической энергии в тепловую и передачи ее жалу, которое расплавляет припой. Существуют паяльники со сменными жалами.
Корпус нагревательного элемента – это, как правило, металлическая трубка с отверстиями для отвода избыточного тепла. Шнур питания чаще двужильный с сечением, обеспечивающим безопасное использование инструмента определенной мощности.
Терморегулятор может быть встроен в корпус паяльника, а может быть интегрирован в блок питания. Второй вариант чаще встречается у паяльников, работающих на низком напряжении – 12 В или 36 В. Такими паяльниками чаще пользуются для монтажа электрических плат.
Материалы для пайки
Работа паяльником невозможна без расходных материалов – припоя, флюса. Если при сварке происходит соединение двух материалов путем частичного их расплавления и последующего сплавления друг с другом, то при пайке соединение осуществляется за счет возникновения связи между соединяемым материалом и материалом припоя, образующего шов.

Припои могут быть разными по составу (по применяемым материалам и их соотношению). Состав сплава зависит от вида соединяемых материалов и требований к температурному режиму пайки.
Флюсы так же могут быть разными – твердыми и жидкими, кислотными и бескислотными. Ими пользуются в зависимости от типа материала и условий пайки.
Как подготовить жало
Работу с паяльником необходимо начинать с проверки его состояния и параметров. Состояние устанавливается путем осмотра. Жало паяльника должно быть чистым, без нагара. Питающий провод должен быть целым, без нарушений изоляции.

Информацию о параметрах паяльника – рабочем напряжении и мощности – содержит инструкция. Помимо этого, значение требуемого напряжения должно быть промаркировано на корпусе.
Если паяльник совершенно новый, необходимо сначала прогреть его и дождаться, пока обгорит заводская смазка внутри корпуса. В этот период необходимо обеспечить очень хорошую вентиляцию помещения.
Жало нового паяльника следует заточить или отформовать легкими ударами молотка. Второй вариант, при наличии должных навыков, предпочтительнее, так как кончик жала становится плотнее и меньше сгорает.
Далее необходимо облудить жало паяльника. Это необходимо для того, чтобы припой приставал к нему, а не скатывался. Для этого нужно нагреть жало, смазать его флюсом и сразу же прикоснуться к припою (обычно он оловянный).
Расплавленный припой покроет жало паяльника. Можно дополнительно распределить припой деревянной щепкой.
Облуженное жало покроется тонкой оловянной пленкой, препятствующей окислению материала, из которого оно изготовлено. После проведения этих операций паяльником можно пользоваться.
Подготовка и спайка деталей
Соединяемые детали перед пайкой необходимо зачистить и облудить. Если предстоит паять канифолью, детали нагревают паяльником, покрывают слоем флюса (расплавленной канифолью) и припоя.
Если же используется жидкий флюс, то им необходимо покрыть холодные поверхности, а после этого нагреть паяльником и покрыть слоем припоя.
Облуженные детали соединяют и при необходимости фиксируют относительно друг друга в положении, которое они должны занять после пайки. Для фиксации могут использоваться различные зажимы, щипцы, паяльные столы. Удобно пользоваться пинцетом, чтобы удерживать мелкие детали.
После лужения обе детали нагревают до температуры плавления припоя. Соединение происходит при подаче припоя на жале паяльника или же путем подачи в виде проволоки. Расплавленный припой равномерно распределяется паяльником по шву.
Далее необходимо дождаться полного остывания стыка, обеспечивая при этом его полную неподвижность. Недопустимо пользоваться для ускорения остывания обдувом шва воздухом или смачиванием водой. После остывания остатки флюса рекомендуют смывать, но нейтральный флюс в смывке не нуждается.
Примеры пайки
Проще всего паять провода. Обычно это делается при их соединении в процессе проведения электромонтажных работ. Для этого провода соединяются в виде скруток.
Чтобы скрутки не оказывали сопротивления в сети и не нагревались, их пропаивают. В этом случае лучше пользоваться жидким флюсом, который лучше проникнет внутрь скрутки и равномерно покроет всю поверхность провода.
Если предстоит запаять небольшое отверстие в каком-либо листовом материале, придется поступить иначе. В этом случае нужно под отверстие подложить подкладку из тугоплавкого материала – текстолита, асбеста или подобного им.
До этого необходимо покрыть жидким флюсом материал по краям отверстия. Кусочек припоя необходимо разместить на подкладке внутри отверстия и расплавив его паяльником, распределить по отверстию, захватив края и прогрев их.
После остывания припоя, подкладку можно убрать. Чтобы припой не пристал к ней, предварительно можно смазать поверхность подкладки техническим жиром.
Соблюдая несложные правила пайки, любой, кто знает, как правильно пользоваться паяльником, сможет самостоятельно починить бытовое устройство.
Следует также напомнить, что паять надо в проветриваемом помещении. В целях безопасности пользуются подставкой для паяльника и диэлектрическим ковриком.
Все дополнительные приспособления приобретают постепенно, по мере того, как в них возникает необходимость.
svaring.com
Как пользоваться паяльником
Практически каждый человек знаком с паяльниками, и знает какое они имеют техническое предназначение, однако не каждый знает, как пользоваться паяльниками правильно. Процесс осуществления пайки не является сложной технической операцией. Главное, что требуется знать для правильного проведения пайки — как правильно работать паяльником.

Электрический паяльник, это ручной инструмент предназначенный для расплавления припоя и разогрева до нужной температуры соединяемых деталей.
Технология осуществления процесса пайки
Процесс пайки представляет собой скрепление металлических элементов при помощи расплава металла или сплава, который имеет низкую температуру плавления. Такой легкоплавкий металл или сплав металлов получил название припоя. Для осуществления процесса пайки требуется нагреть стык между металлическими заготовками в месте соединения до температуры плавления припоя. При плавлении припой заполняет зазор между соединяемыми металлическими изделиями. В результате дальнейшего застывания между заготовками возникает очень прочная металлическая связь.
Устройство электрического паяльника.
Для проведения пайки наиболее популярным является припой, представляющий собой сплав олова со свинцом. Содержание олова в этом типе припоя может колебаться, в зависимости от его технической марки от 20 до 90%. Очень хорошие технические характеристики имеются у припоя типа ПОС-40 и ПОС-60. В маркировке припоя цифровое обозначение указывает на концентрацию в сплаве олова в процентах. Эти типы припоев плавятся при температуре 230 и 180 градусов соответственно. В некоторых случаях применяется припой с добавлением висмута. Такой состав сплава имеет маркировку ПОСВ-33, а его температура плавления составляет 130 градусов Цельсия.
При проведении пайки алюминиевых деталей применяются специальные припои, в состав которых входит алюминий. Эти припои имеют высокую температуру плавления. Припои, используемые для осуществления пайки, реализуются в форме стержней или проволоки с диаметром от 0,5 до 2 мм.
Чаще всего осуществить процесс невозможно без предварительной очистки поверхности металла от оксидной пленки, образующейся на поверхности металлической заготовки. Для того чтобы разрушить оксидную поверхностную пленку применяются спецсоставы называемые флюсами. При осуществлении технических операций с медными проводами в качестве флюса применяется канифоль. При нагреве участка пайки флюс предупреждает негативное воздействие на медь воздушной атмосферы. Применение проволочного припоя не требует дополнительного использования флюса, так как он является уже введенным в состав проволочного припоя. Для очистки спаиваемых металлических поверхностей применяется паяльная кислота.
Вернуться к оглавлению
Осуществление пайки разнообразных металлических заготовок
Наличие подставки для паяльника — требование техники безопасности.
Медные заготовки и детали, изготовленные из медных сплавов, не вызывают проблем при осуществлении спаивания. Эти элементы легко спаиваются при использовании припоев на основе олова и канифоли. Изделия из серебра или посеребренные, легко поддаются спаиванию по той же технологии, что и медные, но для повышения качества соединения можно применять оловянно-свинцовый спецприпой с добавкой серебра в состав.
Стальные изделия и металлические изделия, имеющие цинковое покрытие плохо поддаются спаиванию с применением канифоли. Улучшить положение позволяет применение в процессе работы паяльной кислоты, которая дает возможность легко разрушить оксидную пленку.
Сплавы, используемые в составе нагревательных приборов, подвергаются спаиванию при помощи использования специальных флюсов. Очень часто при осуществлении такой работы в домашних условиях можно применять обычный аспирин. Изделия из алюминия и сплавов, в основе которых лежит алюминий, а также нержавеющие стали подвергнуть спаиванию при помощи канифоли невозможно. Для проведения процесса применяются спецсредства и спецсплавы в качества припоев. Особо эффективно проявляет себя в процессе проведения спаивания таких изделий концентрированная ортофосфорная кислота.
Вернуться к оглавлению
Особенности выбора инструмента и подготовительные работы
Выбор рабочего инструмента зависит от его мощности: чем выше этот показатель у нагревателя, тем выше температура нагрева жала паяльника. Паяльники, применяемые в быту, изготавливаются производителями с нагревательными элементами, имеющими мощность от 20 до 125 Вт. Наиболее популярными считаются модели имеющие мощность от 25 до 40 Вт. Использование таких устройств рекомендуется для людей делающих первые шаги в области проведения пайки.
Схема регулятора мощности паяльника.
Жало практически всех моделей бытовых паяльников изготавливаются из меди, что обусловлено ее высокой теплопроводностью. Большое влияние на процесс выполнения работ оказывает диаметр используемого жала. Чаще всего встречается два вида жал:
- рабочие элементы с диаметром 4-5 мм;
- рабочие элементы с диаметром 2-3 мм.
В случае проведения работ с небольшими электросхемами рекомендуется применять паяльники с небольшой мощностью и тонкими жалами.
Для того, чтобы правильно пользоваться паяльником требуется подготовиться к процессу проведения пайки.
Сначала необходимо подготовить место. Работа с инструментом предполагает проведение технологических операций с использованием высоких температур и бытового электрического напряжения. По этой причине рабочее место должно располагаться в пределах досягаемости к электророзетке, которую планируется использовать. Паяльник требуется расположить на удобной подставке, которая позволяет быструю и легкую установку и снятие инструмента. При установке прибора на подставку он не должен соприкасаться с поверхностью стола разогретым рабочим элементом.
В наличии должны быть достаточно инструментов, для выполнения любых видов пайки.
Для удобства осуществления работ требуется подготовить небольшие емкости для канифоли и припоя. Емкости лучше всего закрепить для предотвращения их перемещения в процессе работы.
Перед работой следует подготовить жало инструмента. Проводится осмотр поверхности и, при выявлении изъянов, они устраняются при помощи напильника. При выявлении изменений в наконечнике жала требуется восстановить угол скоса при помощи напильника. Скос должен быть равен 45 градусам. После восстановления геометрии жала проводится его облужение при помощи припоя.
После проведения облужения наконечника следует подготовить металлические заготовки, предназначенные для спаивания, особенно, если заготовки имеют большой размер. Для очистки поверхности заготовки можно использовать наждачную бумагу или надфиль.
Вернуться к оглавлению
Использование паяльника в процессе работы
Процесс выполнения работ является достаточно простой, однако при осуществлении этих работ требуется выполнение определенных правил. Паяльник с предварительно залуженным жалом включается в сеть, и работа начинается только после того, как жало достигнет необходимого температурного режима. Стандартному паяльнику для разогрева требуется около пяти минут.
Паяльник готов к проведению работ только тогда, когда начинается кипение канифоли при прикосновении к ней жалом инструмента и при получении однородного расплава при прикосновении к припою. Если в момент прикосновения к припою образуется однородный расплав, то температура наконечника инструмента составляет 240-280 градусов Цельсия. Такая температура является оптимальной для осуществления пайки металлов. Недостаточный нагрев приводит только к размягчению припоя и приведение его в кашеобразное состояние. Перегрев паяльника приводит к разбрызгиванию флюса и исчезновению у припоя пластичности. При перегреве паяльника требуется его отключение и повторное включение после его остывания.
Для качественного соединения проводится предварительное залужение места спаивания. Этот процесс осуществляется помощью расплавленной канифоли и разогретого жала инструмента. После этой процедуры на поверхность наносится равномерный слой припоя. Залуживание конца провода осуществляется путем помещения его конца в расплав канифоли.
В процессе проведения работ могут понадобиться, помимо паяльника с мощностью в 25-40 ватт, некоторые дополнительные инструменты, которые требуется предварительно подготовить перед работой. Этими инструментами являются:
- пинцет;
- плоскогубцы;
- бокорезы;
- кусачки;
- нож;
- кисточка;
- надфиль;
- напильник;
- тестер;
- наждачная бумага.
Процесс пайки может освоить практически каждый после нескольких тренировок.
www.parnikiteplicy.ru
видео инструкция, как работает паяльник, пайка проводов
Для эффективного соединения металлических поверхностей лучше всего прибегать к помощи температурных воздействий. Наиболее простым и распространенным способом является пайка паяльником. В этом случае материалы из металла соединяются под воздействием местного повышения температур и наплавки с более низкой температурой.
Для того чтобы правильно соединить металлические детали при помощи паяльника, необходимо узнать основные моменты, которые характеризуют процесс пайки. Для этого достаточно будет прочитать статью, посмотреть видео урок и попробовать освоить технологию на практике.
Как работает паяльник
Излучающие тепло приспособления для пайки называют паяльниками. В зависимости от способа нагрева они бывают электрическими, газовыми, термовоздушными, индукционными. Чаще всего используются электрические приборы, мощность которых выбирается для пайки определенных материалов:
- для соединения электронных компонентов мощность паяльника должна быть до 40 В;
- для деталей с тонкими стенками до 1 мм необходима мощность в 80-100 Вт;
- заготовки с толщиной стенок от 2 мм и более требуют мощность приспособления выше 100 Вт.
К самым энергоемким паяльникам относятся молотковые устройства, мощность которых может достигать до 550 Вт. Они могут разогреваться до температуры в 600С. Применяются молотковые паяльники для соединения массивных деталей.
Акустический паяльник небольших размеров пригодится для электротехника. Приспособление отличается низкой теплоемкостью, поэтому его используют для тонкой паечной работы.
Кроме массивности металлических изделий, на требуемую мощность паяльника влияет теплопроводность самого обрабатываемого материала. Так, например, для медных изделий прибор следует нагревать намного сильнее, чем для работы с деталями из стали.
Оптимально необходимая температура жала приспособления для пайки может поддерживаться как вручную, так и автоматически. Используются для этого тиристорные регуляторы.
Подготовка к процессу пайки
Перед началом работ необходимо подготовить паяльник, материалы, инструменты и рабочее место.
Рабочий участок рекомендуется снабдить:
-
Подставкой , на которой будет располагаться разогретый прибор. На ней же нужно будет расположить флюс, «крокодил» и кусочки поролона, которые нужны для чистки жала.
-
Штативом, на котором будут размещены: держатель для паяльника, ванночка с канифолью, зажимы.
В набор необходимых инструментов входит:
-
 напильники;
напильники; - круглогубцы;
- кусачки;
- пассатижи;
- пинцеты;
- наждачная бумага;
- нож.
Подготовка паяльника
Перед работой с паяльником, его жалу придают определенную форму. Делается это с помощью напильника. Наиболее используемые формы – на срез и угловая. Ножевидная применяется для выпаивания выводов разъема или нескольких контактов микросхем.
Жало рабочего инструмента должно быть равномерно покрыто припоем. С «грязным» жалом паять будет затруднительно. Поэтому холодный паяльник с помощью напильника нужно почистить до меди, из которой изготовлено жало.
После этого прибор следует нагреть и последовательно касаться им то канифоли, то припоя. Делать так следует несколько раз, добиваясь равномерного покрытия жала припоем. После этого можно начинать пайкой соединять металлические детали.
Подготовка флюса
Выбор нужного флюса является решением одной из важных задач пайки. Необходим он для того, чтобы спаиваемые поверхности во время нагрева не окислялись. В противном случае спайка получится неустойчивой и рыхлой. Ее можно будет очень легко повредить. Поэтому качество флюса определяет трудность или легкость процесса пайки, и то, как прочно будет соединяться обрабатываемый материал.
Флюсы должны быть подобраны под подготовленный для пайки материал:
-
Для соединения проводов и микросхем применяется широко известная канифоль. Внешне это кристаллическое прозрачное вещество красно-коричневого, красного, желтого или оранжевого оттенка похоже на янтарь.
-
Для пайки труднодоступных или неудобно расположенных деталей используется канифольно-спиртовый флюс. Для его получения канифоль нужно раздробить до состояния песка и растворить в денатурате или техническом спирте. Наносится он на заготовки кистью, а хранится в плотно закрытой емкости.
-
Для оцинкованного железа применяется флюс ЛК-2, который состоит из хлористого аммония, хлористого цинка, этилового спирта и канифоли.
-
Для нержавейки используется ортофосфорная кислота.
-
Хорошо подготавливают поверхность стойких металлов активные кислые флюсы на основе хлорида цинка.
-
Для пайки стали эффективными флюсами считаются паяльные кислоты и водные растворы на основе хлористого цинка.
Следует знать, что для пайки нержавеющих сталей необходимы более активные флюсы, чем для обработки низколегированных и углеродистых материалов. Чугун нужно паять высокотемпературной пайкой, поэтому электрический паяльник с ним не справится.
Припои для пайки
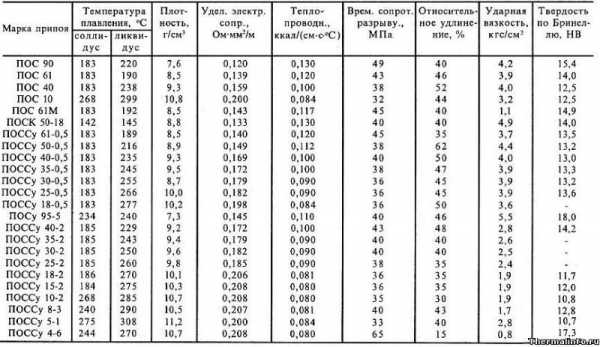
 Для электротехнических паек и радиомонтажных работ применяются легкоплавкие оловянно-свинцовые сплавы. Наиболее популярны припои — ПОС-61, ПОС-50, ПОС-40, ПСр-2, ПСр-2,5.
Для электротехнических паек и радиомонтажных работ применяются легкоплавкие оловянно-свинцовые сплавы. Наиболее популярны припои — ПОС-61, ПОС-50, ПОС-40, ПСр-2, ПСр-2,5.
С помощью чистого олова соединять детали очень дорого, так как это ценный материал, поэтому используют его довольно редко.
Самое лучшее качество пайки получается после применения припоев, которые содержат свинец. Однако этот материал является вредным.
Чтобы во время работы не держать в руке горячий припой, его удерживают плоскогубцами или размещают на специальном приспособлении.
Как правильно паять паяльником – советы, видео
Поверхности обрабатываемых деталей перед пайкой очищают наждачной бумагой и обезжиривают бензином или ацетоном. Затем их нужно установить и закрепить в исходном положении. После этого можно разогреть паяльник и приступать к пайке одним из двух основных способов.
-
При подаче припоя на детали с паяльника , на приборе сначала нужно расплавить некоторое количество припоя, а затем поднести жало к соединяющим заготовкам и прижать его. В это время флюс должен начать вскипать и испаряться. В это время наконечником прибора следует распределить припой по стыку.
-
При подаче припоя на соединяемые детали, сначала с помощью паяльника разогреваются сами заготовки. После того как они достигнут необходимой температуры, нужно будет подать припой в стык между деталью и паяльником или на деталь. Расплавляющийся припой начнет заполнять стык.
Выбор способа соединения зависит от характера выполняемой работы. Первый способ подойдет для пайки мелких деталей, а второй для соединения крупных изделий.
Во время работы с паяльником необходимо соблюдать некоторые требования:
- Хорошо прогревать прибор и соединяемые детали. Если припой размазывается, а не течет, значит нужно увеличить температуру нагрева паяльника.
- Остатки кислотных флюсов следует обязательно смывать после пайки. Иначе через некоторое время соединение может быть разрушено коррозией. В качестве моющего средства можно применить щелочные вещества.
- Нельзя во время процесса пайки вносить много припоя. Шов должен получиться слегка вогнутым. Лишний припой удаляется оплеткой или отсосом. Если жало прибора приобрело металлический блеск, значит припоя достаточно. О том, что припоя много, говорит измененная форма жала.
Качественный спай должен ярко блестеть. Пережженный припой выглядит матовым, однако в некоторых случаях он допустим. Губчатая зернистая структура спая говорит о недостаточной температуре и о явном браке.
Как паять провода
На подготовительном этапе провода следует зачистить, скрутить и залудить:
- провод опускается в ванночку с канифолью;
- капля припоя с помощью паяльника распределяется по медным жилам;
- чтобы покрытие было со всех сторон, в процессе лужения провод необходимо поворачивать и прогревать;
- залуженный конец провода окунается в разогретый припой, излишки которого удаляются.
Одножильные провода перед спайкой очищаются до блеска. После этого их нужно окунуть в канифоль, соединить, несколько секунд прогреть и нанести припой. Для обеспечения надежной изоляции на оголенный провод надевается термоусадочная трубка, которая должна быть большего диаметра. Под воздействием высокой температуры она уменьшится и образует изоляцию проводов.
Если из-за наличия эмали или лака проводник не хочет лудиться, то можно применить обычный аспирин. Для этого таблетку нужно положить на дощечку и, прижав к ней проводник, прогреть его несколько секунд. Таблетка должна начать плавиться, а выделяемая кислота разрушать лак.
Препятствовать лужению на старых проводах могут окислы, которыми они бывают покрыты. Справиться с ними поможет та же таблетка аспирина.
Для лужения провода из алюминия необходим «Флюс для пайки алюминия». Он является универсальным, поэтому использовать его можно для соединения металлов с химически стойкой окисной пленкой. При этом во избежание коррозии не нужно забывать после пайки очищать изделия от остатков флюса.
Следует знать, что недопустимо скручивать вместе алюминиевый и медный провода. Фиксировать их можно только через промежуточный элемент, в качестве которого можно применить другой металл, клеммный зажим, разделение шайбами.
Для правильной пайки с помощью паяльника требуется тщательная подготовка деталей и инструментов. Во время самого процесса слой припоя всегда должен быть защищен флюсом. Для различных материалов подбирается соответствующей мощности прибор и необходимой формы жало. При выдерживании оптимального температурного режима и правильном соединении деталей пайка получится надежной и будет долго служить.
Оцените статью: Поделитесь с друзьями!stanok.guru
Как правильно паять паяльником платы, чипы, алюминий
Способ соединения металлических изделий и заготовок в одно целое с помощью паяльника и припоя известен человечеству очень давно. Очевидно, первыми начали применять такой способ кузнецы — ювелиры (Goldsmith), поскольку способ кузнечной сварки не подходил для их тонких и изящных изделий. Позже технологию стали применять для ремонта металлической посуды, а с освоением электричества она надолго стала основным способом соединения проводников и электрокомпонентов. Научиться, как правильно паять электропаяльником, не очень сложно. Потребуются внимательность, аккуратность и терпение.
Как правильно паять
Что такое пайка
С точки зрения технологии, спаиванием называют операцию неразъемного соединения деталей из различных материалов, выполняемую с помощью легкоплавкого металла или сплава. Припой в расплавленном виде вводится между двух остающихся в твердом фазовом состоянии изделий, затекает в их мельчайшие поры и, застывая, прочно соединяет их.
Люди начали паять паяльником, нагревая его на открытом огне. Такая работа требовала большого навыка и даже определенного мастерства, чтобы научиться паять, у ученика уходили годы. В начале XX века появились электрические паяльники, поддерживающие постоянную температуру жала, и с тех пор освоить основы пайки по плечу любому за несколько часов. Пайка паяльником утратила тайны ремесла и превратилась в обычный навык домашнего мастера. Тем не менее, электропаяльник паяет не сам, и необходимо соблюдать определенные правила пайки.
Технология пайки паяльником
Профессионалы, занимающиеся паяльными работами весь рабочий день, применяют паяльные станции — достаточно сложный агрегат, позволяющий тонко настраивать режимы процесса. Домашний мастер обходится парой электропаяльников разной мощности.
Технологический процесс состоит из следующих основных операций:
- Подготовка поверхностей.
- Обработка поверхностей флюсом или лужение.
- Нагрев соединяемых предметов.
- Внесение припоя в рабочую зону.
- Прекращение нагрева и затвердевание.
- Проверка качества соединения.
Перечень операций выглядит коротким и простым, но в каждой из них скрываются свои подводные камни.
Как правильно паять
Чтобы научиться паять, необходимо три вещи:
- Терпение.
- Терпение.
- Терпение.
Кроме того, для того, чтобы правильно паять, требуется
- Правильно оборудованное рабочее место.
- Качественный и исправный электропаяльник.
- Правильно выбрать подходящие к спаиваемым материалам паяльную проволоку и флюс.
- Правильно и тщательно подготовить поверхности.

Пайка проводов
Пайка для начинающих лучше получится, если взять для освоения относительно несложное задание, и обязательно на учебном материале. Не нужно осваивать процесс, пытаясь починить пылесос или материнскую плату компьютера — возьмите отрезки проводков и потренируйтесь на них.
Подготовка паяльника к работе
При первом включении нового электропаяльника с его поверхности идет дымок, и появляется характерный запах. Это сгорает тонкий слой смазки, нанесенный на кожух электронагревателя на производстве. Когда смазка выгорит, нужно выключить устройство и дождаться его остывания.
Заточка жала
Жало — это стержень из медного сплава, имеющий форму сильно вытянутого цилиндра. Требуется придать концу жала одну из используемых при паяльных работах форм.
- Сплющенная в виде лопатки. Применяется, чтобы паять массивные заготовки мощными электропаяльниками.
- Заточенная на острый конус или четырехгранную пирамиду. Используется при работе с тонкими проводниками и электронными компонентами.
- Тупой конус подходит для более толстых жил.
Заточка лопаткой позволяет одним жалом паять и тонкие, и более толстые провода и изделия, поворачивая его нужной стороной.
Лужение паяльника
Перед началом работы с паяльником на жало требуется нанести тонкий слой оловянного сплава (залудить). Применяется два основных способа:
- Разогретым жалом прикасаются к канифоли, расплавляют кусочек паяльной проволоки и деревянным шпателем втирают его в поверхность кончика жала.
- Разогретое жало трут о тряпку, пропитанную раствором хлористого цинка, далее действуют так же, как и в первом способе.
После того, как кончик жала покрылся слоем олова, подготовка паяльника к работе завершена.
Какие существуют виды паяльников
За тысячелетия совершенствования технологии люди разработали несколько видов устройств, причем большинство из них — за последнее столетие.
Молотковый
Это традиционный, проверенный временем вид — заостренная с одной стороны медная болванка, которую нагревали на углях или в пламени костра.

Молотковый паяльник
Работа требует отличной координации движений и чувства времени — остывает такое устройство довольно быстро.
Электропаяльник
Это тот самый прибор, который используют большинство домашних мастеров. За столетие изменился лишь материал ручки и изоляция сетевого шнура. Конструкция оптимальна для мощности 25-250 ватт. По цене конкурентов не имеет.
Керамический
Вместо нагревателя из нихрома применяется элемент из специальной электрокерамики. Такой прибор очень быстро нагревается и позволяет регулировать температуру нагрева.

Паяльник с керамическим нагревателем
Их делают маломощными и применяют на производствах.
Импульсный
Жало включается в цепь вторичной обмотки трансформатора, намотанной толстым проводом в несколько витков. В этой цени низкое напряжение, но очень сильный ток. Он разогревает жало за долю секунды. Нагревается жало не постоянно, а только в момент пайки, для чего на рукоятке имеется кнопка включения. Температура не регулируется, но для домашнего применения они удобны и экономичны.
Индукционные
В таких устройствах разогрев сердечника происходит с использованием явления высокочастотной индукции. Отличаются стабильностью рабочей температуры.
Газовые
Сзади жала расположена миниатюрная газовая горелка, а в рукоятке — баллончик с газом. Позволяет работать без электричества, может работать с высокотемпературными припоями, после снятия жала превращается в универсальную газовую горелку.

Газовый паяльник
Отличается повышенной пожароопасностью.
Выбор мощности
Выбор мощности зависит от тех объектов, которые собираются спаивать:
- Тонкие проводки и электронные компоненты : 25-40 ватт.
- Проводники и детали толщиной до одного миллиметра: 40-80 ватт.
- Изделия толщиной до 2 мм: не менее 100 ватт.
Домашний мастер обычно покупает два электропаяльника:25-40 ватт для тонких работ и 60-100 ватт — для средних. Пайку кабелей и сосудов лучше поручить профессионалу, имеющему соответствующее оборудование и навыки.
Подготовка к пайке
Перед тем, как начать паяльные работы, следует подготовить спаиваемые поверхности. С кабелей удаляют изоляцию, с контактных площадок — загрязнения и лаковое покрытие, если оно имеется.
Далее нужно правильно удалить окисную пленку с поверхности металла. Для этого пользуются следующими способами:
- Механический — зачистка «бархатным» надфилем или мелкозернистой наждачной бумагой.
- Химический — обработка лака слабым раствором кислоты.
- Комбинированный.
Если требуется паять паяльником приводок или вывод электронного компонента к площадке на печатной плате, очистку проводят крайне осторожно, чтобы не повредить соседние участки. Правильно паять — это значит, прежде всего, тщательно готовиться к операции.
Обработка флюсом или лужение
Чтобы компоненты были правильно и надежно спаяны, а соединение обладало минимальным сопротивлением электрическому току, необходимо добиться полного разрушения оксидных пленок на поверхности. Для этого служат две операции: лужение и обработка флюсом.
Лужение
Чтобы залудить провод, понадобится:
- Канифоль.
- Кусочек паяльной проволоки.
- Прогретый электропаяльник.
Конец проводка прижимается жалом к канифоли и во время прогрева проворачивается несколько раз. До образования лужицы расплавленной канифоли.
На жало следует набрать немного припоя, проводок вынимают из канифоли и проводят по нему жалом. Он покрывается тонким слоем олова.
Обработка флюсом
Операция требует меньшей ловкости — нужно всего лишь смазать кончик проводка флюсом с помощью кисточки или загнутой в петельку проволочки. Однако достаточно важно правильно выбрать флюс. Для разных материалов рекомендованы свои составы флюса:
- Для спайки меди и алюминия применяют ЛТИ-120 на основе буры.
- Для меди с медью — ПОС-60, ПОС-50, ПОС-40.
- Для алюминия с алюминием — Ц12, П-250А, ЦА-15.
Флюсы на основе кислоты нельзя применять для работы с печатными платами. Для этого подойдут флюсы на основе воды или спирта.
Разогрев и выбор температуры
Для достижения оптимального режима температура соединяемых элементов должна быть на 60 -80 ⁰C выше температуры плавления припоя, а температура жала должна быть еще на 10-20 ⁰C выше.
На профессиональной паяльной станции выставляют температуру жала на 70-110 ⁰C больше температуры плавления. На обычном устройстве датчика температуры нет, поэтому пользуются следующим способом: при погружении жала в канифоль она должна бурно кипеть, с шипением и появлением характерного смолистого запаха, но не должна дымить и трещать — это означает, что жало перегрето.
Внесение припоя
В разогретую до требуемой температуры рабочую зону припой вносят двумя методами:
- В жидком виде, на кончике жала, применяется при соединении небольших элементов. Для этого касаются проволоки жалом, кусочек проволоки плавится и под действием сил поверхностного натяжения перетекает на жало, покрывая его тонким слоем. Капля при этом с жала свисать не должна.
- В твердом виде, поднося проволоку к рабочей зоне. Применяется при работе с крупными деталями.

Пайка твердым припоем
Важно следить за тем, чтобы не образовывались капли припоя — их надо сразу убирать
Какие существуют припои
В промышленности разработаны и применяются десятки различных марок для различных комбинаций спаиваемых материалов и различных методов спаивания. Правильно выбрать марку из этого разнообразия не так просто, для этого нужны систематические знания по материаловедению В домашней мастерской из всего этого многообразия можно вполне обойтись сплавами группы ПОС ХХ (оловянно-свинцовыми). Две цифры после названия обозначают процентное содержание олова в сплаве.
Свойства припоев
Для ответственных спаек — печатные платы и электронные компоненты — применяют ПОС-60, для менее важных можно обойтись ПОС-30 .Для спайки алюминия правильно применять составы марки Авиа.
Как правильно паять паяльником несколько советов
Чтобы правильно и надолго припаять детали, следуйте нескольким советам:
- Тщательно готовьте поверхности.
- Правильно прогревайте рабочую зону, не допуская как недостаточного прогрева, так и перегрева.
- Не допускайте недостатка или излишка припоя в рабочей зоне. Его ровный слой должен полностью покрывать провода и контакты, но не должны образовываться капли и потеки.
- Правильно компонуйте рабочее место. Избегайте захламленности. Все должно быть под рукой.
- Придерживайте провода и выводы деталей пинцетом во избежание ожогов.
Как научиться паять паяльником
В качестве учебного задания прекрасно подойдет тренировка на обрезках проводов. Начать лучше с одножильных. Просто возьмите два проводка, и попробуйте их спаять. Когда удастся правильно спаять одножильные проводки (они перестанут отваливаться друг от друга), можно перейти на многожильные.
Признаки того, что вы научились паять правильно и у вас получилась качественное соединение:
- Поверхность затвердевшего припоя серебристая, с отблеском.
- Нет капель и потеков.
- Соединение прочное (не рвется руками).
- Изоляция не оплавлена.
Далее можно продолжать тренироваться на многожильных кабелях, а потом — на жилах большого сечения.
После завершения пайки
В том случае, когда концы проводов и контактную площадку подвергали обработке флюсом, по окончании операции его остатки необходимо удалить.
Ветошь или губку следует смочить в мыльном растворе и протереть место соединения. Далее его надо просушить сухой ветошью либо феном.
Другие виды пайки
Сухая пайка паяльным карандашом, применяется в тех случаях, когда растекание припоя из рабочей зоны нежелательно — при изготовлении украшений и предметов художественного творчества. Жало берут бронзовое и лужению его не подвергают.
Скрученные жилы большого сечения пропаивают погружением в чашку, заполненную расплавившимся припоем, или футорку. Футорка имеет электроподогрев, на поверхности находится слой кипящего флюса, через который проходят концы жил при окунании.
Для медных изделий большой массы, таких, как трубы, применяют пайку в пламени горелки. Высокая температура факела удаляет окисный слой.

Пайка горелкой
Вначале проводят лужение тугоплавким припоем, после чего детали можно спаивать низкотемпературными составами.
Как паять алюминий
Пайка алюминия возможна с применением специального флюса Ф-61А и сплавами марки Авиа. Для операции применяют специальное жало из бронзы, покрытое скрещивающимися насечками, напоминающими рисунок напильника. Этими насечками соскребают оксидную пленку, мгновенно образующуюся на поверхности любого алюминиевого изделия.
В тех случаях, когда необходимо создать только электрический контакт, а в прочном соединении нужды нет, применяют способ с предварительным омеднением. Для этого в рабочую область добавляют щепотку порошкообразного медного купороса и растирают его жесткой щеточкой. После появления медного пятна на алюминиевой поверхности ее залуживают и паяют.
Мелкая пайка
При впаивании в печатную плату мелких деталей, таких, как электронные компоненты, нужно избегать двух ошибок:
- Перегрев. Он может привести к выходу их строя деталей и к отслоению проводящих дорожек.
- Избыток припоя. Остаточного тепла, содержащегося в его крупной капле, может хватить на то, чтобы вывести из строя транзистор или микросхему. Массы капли также бывает достаточно для того, чтобы в условиях вибрации или сильного удара оторвать дорожку.
По окончании пропаивания печатную плату следует покрыть специальным лаком, предохраняющим места соединений, детали и проводящие дорожки от влажности и коррозии.
ИМС и чипы
Интегральная микросхема, или чип, обладает особо тонким внутренним устройством и чрезвычайной чувствительностью к перегреву. Паять их необходимо с особой осторожностью, тщательно обеспечивая отвод тепла. Микросхемы в корпусах стандарта DIP, выводы на которых идут через 2,51 миллиметра, паяют маломощными устройствами. Выводы у таких микросхем залужены еще на заводе, поэтому для соединения достаточно короткого и точного прикосновения жала с минимумом состава ПОС 61, в качестве флюса берут спиртоканифоль или состав ТАГС.
Большие чипы, например, процессоры в персональных компьютерах, вообще не паяют, а вставляют в специальные гнезда, припаянные к материнской плате. Самостоятельно правильно припаять процессор смартфона также очень маловероятно, даже если у вас есть паяльная станция.
Микросхемы выпайка
По техническим условиям производителей, микросхемы после выпайки из платы не подлежат дальнейшему использованию — слишком высок риск перегрева. Однако народные умельцы ухитряются выпаивать микросхемы, прикладывая проволоку из нихрома к выпаиваемым ножкам для обеспечения теплоотвода. Но вероятность необратимого повреждения микросхемы все равно остается весьма высокой.
Заземление паяльника
Для работы с высокочувствительными электронными компонентами, которые могут быть выведены из строя зарядом статического электричества, следует использовать низковольтные электропаяльники. Их заземляют по специальной схеме, с применением понижающего трансформатора. Использование импульсных приборов недопустимо.
Кроме того, мастер должен надеть на запястье заземляющий браслет, подключенный гибким кабелем к массе печатной платы.
Меры безопасности при пайке
Паять правильно- это значит, в том числе, и паять безопасно.
Два основных фактора опасности при паяльных работах — это высокая температура и вредные для здоровья газы, выделяющиеся при плавлении паяльной прволокия и кипении флюса.
Исходя из этого, меры безопасности должны быть следующими:
- Перед началом работы следует осмотреть оборудование на предмет отсутствия механических повреждений, целостности кабеля питания и вилки, надежности крепления жала.
- Рабочее место должно хорошо вентилироваться, лучше всего — быть оборудованным вытяжной вентиляцией.
- Рабочее место недопустимо захламлять, в рабочей зоне должны быть только те предметы, которые будут паяться прямо сейчас.
- Каждый раз, выпуская электропаяльник из рук, кладите его на специальную массивную подставку, исключающую опрокидывание.
- Следует остерегаться брызг припоя и флюса, для чего надо обязательно использовать защитные очки или прозрачный щиток.
- Для фиксации деталей следует применять только инвентарные приспособления: пинцеты, зажимы, устройство «третья рука».
Недопустимо придавливать спаиваемые предметы локтем, кистью, корпусом прибора или другими тяжелыми предметами.
В случае, если брызги попали на кожу, необходимо промыть пораженное место струей холодной чистой воды и нанести антисептическую заживляющую мазь. При попадании брызг в глаза или на другие слизистые оболочки, а также в случае сильных ожогов следует немедленно обратиться к врачу.
При работе следует соблюдать и общие меры электробезопасности, а при использовании газовой паяльной горелки — дополнительные меры пожарной безопасности.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Как правильно паять паяльником: рекомендации (видео)
Процесс пайки начинается с выбора инструмента. Как правильно паять паяльником, если человек никогда не выполнял подобную работу и не держал в руках этот инструмент? Выход один: необходимо изучить методические рекомендации и приступать к работе.
Мощность инструмента указывает на сферу его применения: 3-19 Вт предназначен для работы с микросхемами, 40 Вт удобны для пайки бытовых приборов и радиодеталей.
Выбор инструмента для соединения материалов методом пайки
Для успешной работы необходимо подобрать нужный паяльник. Мощность инструмента указывает на сферу его применения:
- 3-19 Вт предназначен для работы с микросхемами;
- 40 Вт удобны для пайки бытовых приборов и радиодеталей.
Схема паяльника.
Более мощные инструменты применяют для соединения поверхностных элементов радиаторов, толстых проводов. Паяльник на 25 Вт отлично справляется с соединением резисторов, тонких проводов и других радиодеталей.
Для работ мастеру понадобятся дополнительные приспособления:
- подставка;
- сплав олова, свинца и кадмия;
- обезжиривающий состав.
Работа не будет качественной, если не приобрести такие инструменты, как:
- кусачки;
- напильник;
- пинцет.
Подставка для инструмента поможет избежать травматизма работника, т.к. паяльник при нагревании имеет температуру 300°C.
Электрическая схема регулятора температуры паяльника.
При выборе припоя следует обратить внимание на легкоплавкие до 65-70°C или на тугоплавкие до 1000 °C. Для радиолюбительских работ необходим припой марки ПОС-61, который используется в разной форме, но гораздо удобнее приобрести его в виде тонкого куска проволоки небольшой толщины. Радиолюбитель, готовясь к работе, приобретает обезжиривающий состав, канифоль или ее спиртовой раствор.
Флюс легко приготовить в домашних условиях, смешав в емкости спиртовой раствор и измельченную канифоль. Активный флюс в арсенале радиолюбителя помогает паять разъемы и выводы деталей. Для защиты поверхности рабочего стола приобретают кусок плексигласа или оргалита.
Существует мнение, что удачную работу с паяльником необходимо сочетать с пользованием цифровым тестером. Он позволяет измерить напряжение и преодолеть сопротивление.
Вернуться к оглавлению
Как подготовить паяльник к работе: рекомендации
Обозначение радиодеталей на схеме.
Для начала следует совершить две операции с инструментом:
- Заточить.
- Облудить.
Паяльник подключают к источнику электропитания. Через 2-3 мин происходит выгорание поверхностного смазочного материала. Иногда прогрев паяльника длится 15-20 мин, а по истечении этого времени рабочая часть обрабатывается напильником. Жало опускают в канифоль с последующим погружением в припой.
Металлокерамические жала не обрабатывают напильником, а смазывают влажной губкой. Если медный стержень деформируется слишком быстро, следует неоднократно проводить процедуру.
Вернуться к оглавлению
Обработка поверхности пред началом работы
Удлинитель жала паяльника.
Начальный этап технологического процесса включает зачистку поверхностей от старого лака или оксидной пленки.
Для работы подготавливают необходимый инструмент:
- скальпель;
- надфиль;
- наждачную бумагу.
Удаление загрязнений производят химическим или механически способом. Поверхность необходимо протереть мягкой ветошью, а наждачным полотном № 180-240 зачистить места соединения деталей.
При химической обработке используют кислоты с последующей просушкой деталей на воздухе. Механическая обработка может производиться методом шлифовки, зачистки абразивными листами, гидромеханическим способом.
Вернуться к оглавлению
Соединение радиодеталей с помощью паяльника
Схема лужения паяльником: 1 — паяльник, 2 — припой, 3 — газообразный флюс, 4 — растворенный окисел, 5 — поверхностный слой окисла, 6 — флюс, 7 — зона сплавления припоя с основным металлом, 8 — основной металл.
Если научиться спаивать радиодетали, можно собрать радиоэлементы в общую схему, выполняющую определенную функцию. Следует заранее запастись припоем, в составе которого находится 39% свинца и 61% олова (ПОС-61).
Подготовленные поверхности спаивают, предварительно отрегулировав температуру наружного конца паяльника с помощью специального устройства. К раскаленному концу паяльника припой крепится недостаточно плотно, поэтому следует инструмент слегка остудить. С помощью пинцета необходимо удерживать детали при пайке, иначе их легко повредить в результате перегрева.
Инструмент включают и ждут, пока жало не нагреется до 240°C. Если канифоль на конце паяльника вскипела, то он готов к работе. Плохо нагретый инструмент создает неплотный контакт, подвергающийся быстрому разрушению. Идеальный паяный шов глянцевый, с ровной блестящей поверхностью.
С печатной платы детали выпаивают таким образом, чтобы она не нагревалась более чем на 280°C. В противном случае происходит отслоение печатных дорожек в области наибольшего нагрева. Детали перед соединением тщательно фиксируют. При небольшом смещении качество пайки будет очень низким.
Тестирование радиоэлектронных компонентов.
После нагрева инструмента зачищают концы двух проводов, сняв 1,5 см изоляции. Два провода соединяют друг с другом, окуная конец паяльника в канифоль, затем в припой. Наносят его на место соединения приводов. Для спайки одножильного провода необходимо предварительно зачистить его концы наждачной бумагой. Закрепив провода, к ним присоединяют жало инструмента, выдерживая его в течение 5 секунд. Припой касается проводов, а затем ему дают время для полного остывания.
Для выпаивания резистора или диода место пайки нагревают паяльником. Затем вынимают провод, используя пинцет. Образовавшееся отверстие запаивают с помощью припоя, который расплавляется паяльником.
Вводится в отверстие небольшой элемент в виде зубочистки, и производят вращательные движения по часовой стрелке, а после затвердения припой извлекают.
Заранее проверяют пригодность всех проводов к пайке. Необходимо залудить выводы, а затем переходить непосредственно к спаиванию элементов.
Вернуться к оглавлению
Работа, связанная с соединением светодиодов и других элементов
Современные радиоэлектронные устройства оснащены безвыводными составляющим SMD. В их схеме не предусмотрено наличие проволочных выводов. Соединение происходит за счет припаивания контактных поверхностей. Для работы используют паяльник 10-12 Вт, соединяя каждый контакт последовательно.
При выпаивании SMD элемента осуществляется прогревание выводов. Для паяльника необходимо сделать несколько жал с разветвлениями на конце. При использовании более мощного инструмента с помощью медной проволоки на жале делают несколько витков, образующих удобную насадку. Она позволяет быстро выпаивать SMD компоненты. Насадка демонтируется и применяется как альтернатива маломощному паяльнику для присоединения тонких проводников к светодиодам. При спаивании такой ленты (для предохранения печатной дорожки) следует производить пайку в очень короткие сроки.
Вернуться к оглавлению
Соединение деталей на микросхемах с помощью паяльника
Нередко перед мастером-любителем стоит более сложная задача: выпаять микросхему с применением паяльника.
Необходимо приготовить для работы медицинскую инъекционную иглу с диаметром 0,6 мм. Выводы в микросхеме обрабатывают флюсом, а игла надевается на каждый вывод поочередно. Припой нагревают паяльником, вращая иглу в разные стороны, чтобы избежать ее соединения с выводом. После введения иглы в плату паяльник убирают, а иглу отсоединяют от ножки. Необходимо последовательно освободить каждую ножку от припоя. Весь процесс занимает, для освобождения вывода иглой, не более 2 секунд. Затем микросхему извлекают, а при возникновении препятствий вновь обрабатывают ножку иглой и паяльником.
Радиолюбитель быстро и легко произведет ремонт техники, если научится паять правильно.
Надежный инструмент не только справится с работой, но поможет выполнить ее качественно и в срок.
moiinstrumenty.ru