Как сварить алюминий в домашних условиях. Как в домашних условиях заварить алюминий видео
Видео сварка алюминия в домашних условиях
Новости
Где купить объектив на телефонМногие утверждают, что качественная любительская съемка с телефона невозможна, либо это по крайней мере затруднительно при неидеальных условиях. Вероятно, многие профессиональные фотографы бы с этим
Архивы Другая работа - Страница 2 из 26 - Где заработать деньги Решение эстетических проблем Большинство полученных при рождении или приобретенных в течение жизни зубных дефектов поддается исправлению. Для этого требуется ортопедическая терапия. Произвести установкуОрнаментальная кладка Во многих монументальных зданиях того времени единственным строительным материалом для стен, перекрытий и декоративной узорной кладки был кирпич; штукатурка и облицовка не применялись. ОрнаментальнаяАнглийский той терьерАнглийский той терьер относится к маленьким собакам. Сегодня нет достоверных сведений о происхождении породы маленьких собак английский той терьер . По официальной версии эта порода маленьких собак произошлаДва пенька Необычная идея возникла у одних разработчиков. Ребята взяли актеров в свою картину настоящих пеньков, которые очень любят собирать звездочки в лесу. Звездочки будут выполнены в желтом цвете, всего ихДоборные элементы кровельные Цены Адреса и телефоны Основных поставщиков Мониторинг цен Доборные элементы купить в городе Екатеринбург . Отправьте Заявку всем поставщикам выбранного Вами Региона! Уже через 5 минут Вы получите несколько предложений по цене и срокам поставки. НеКорпорация Тяньши (Tiens) в России Тот, кто утверждает, что диета это скучно, сложно и мучительно, просто не знает, что существует веселая и красивая цветная диета для похудения, очищения и оздоровления. С точки зрения правильного питанияЭтикетировочное оборудование: машины и автоматы Удивительно- как много надо всяких мелочей при открытии своего предприятия. Если Вы производите соки, воду или что-то похожее - Вам нужны этикетки и способ их крепления. Есть и такая площадка, где представленаВальцовка металла Уже на протяжении нескольких десятков лет, для придания металлическому, резиновому или пластмассовому изделию цилиндрической формы применяется технология вальцовки. Заключается она в том, что с помощьюТумбы инструментальные Тумбочка своими руками довольно часто изготавливается, но это понятие является весьма многообразным. В качестве данного предмета мебели может выступить изделие, которое будет стоять у кровати, другойПримитивная сварка алюминия в домашних условиях
Необходимость в создании соединения сложно свариваемых металлов может возникнуть не только на производстве, но и в частной сфере. Сварка алюминия в домашних условиях проводится часто, несмотря на все свои сложности, так как сам металл активно используется в промышленности и многие изделия выполняются именно из него. Таким образом, при ремонте мастерам приходится часто с ним сталкиваться. Главной сложностью этого процесса является то, что дома очень сложно создать все необходимые условия, чтобы процесс происходил также, как и на предприятии. Соответственно, качество соединения может пострадать.
Примитивная сварка алюминия
В основном, здесь используется более простое оборудование, так как сварочный инвертор, который применяется для аргонодуговой сварки, вместе с баллонами самого аргона, будет иметь достаточно высокую стоимость, как для частных лиц. Тем не менее, проблемы свариваемости алюминия никуда не деваются, поэтому, нужно все также бороться с напряжением металл, подбирать средства для разрушения оксидной пленки. Одной из основных проблем становится высокая жидкотекучесть металла в расплавленном состоянии, что усложняет сваривание в различных положениях, особенно, в потолочном.

Аргонно-дуговая сварка алюминия в домашних условиях
Преимущества
- Сварка алюминия в домашних условиях оказывается более дешевым процессом, особенно если есть соответствующее оборудование, так как не приходится обращаться к другим специалистам;
- Результат работы можно получить сразу, а также проверить его, а не ждать получения из мастерской;
- Легче использовать подручные материалы;
- Нет высоких требований к контролю качества, так как применение полученных изделий, как правило, не имеет большой ответственности.
Недостатки
- Сварка алюминия в домашних условиях обеспечивает более низкий уровень качества соединения;
- Порой сложно подобрать подходящие расходные материалы, особенно, если речь идет о редких случаях использования;
- Сложно использовать современные технологии, так как в домашних условиях зачастую нет подходящих вещей, которые применяются на передовых предприятиях;
- Сложнее соблюдать технику безопасности, особенно, при работе с газом;
- Сварочные электроды могут храниться в недостаточно надежных условиях, из-за чего они могут отсыреть и испортиться;
- Отсутствуют точные методы контроля полученного сварного шва, что очень важно перед применением изделия.
Возможные способы сварки алюминия дома
В домашних условиях может осуществляться не только примитивная сварка алюминия при помощи плавкого электрода, но и другие разновидности, в зависимости от оборудования, которое используется. Выделяют следующие способы сварки:
- Сварка алюминия электродом в домашних условиях. Это самый простой способ, так как очень схож с обыкновенной сваркой стали, но с учетом всех особенностей поведения расплавленного алюминия. Здесь не нужно особого опыта работы мастера, но требуется учитывать низкую вязкость металла, что усложняет работу новичков и делает шов не таким ровным и монолитным, как при сварке стали.
- Сварка алюминия в домашних условиях газовой горелкой. Здесь в качестве основной температурной силы, расплавляющей металл, используется газ. Это снижает скорость сварки в три раза и делает процесс более простым. Тут применяется сварочная проволока, на которой нет покрытия, что позволяет избавиться от проблем с просушкой электродов. Газ является более надежной защитой, чем обмазка электродов.
- Аргонодуговая сварка. Это один из лучших вариантов, так как само сваривание происходит под воздействием дуги, а в качестве защиты применяется инертный газ аргон. Тут используется неплавкий электрод и присадочная проволока, что обеспечивает высокое качество соединение. Сварка алюминия в домашних условиях таким способов применяется достаточно редко из-за технической сложности данного процесса.
Материалы и инструмент
Сварка деталей из алюминия требует специальной технической подготовки, которая зависит от выбранного способа. Но даже самые простые варианты требуют особой средств, которые помогут сделать все как можно более качественно и надежно. Среди них выделяются такие вещи как:
- Сварочный аппарат, который становится главным источником питания, обеспечивающим подачу тока нужных параметров для конкретного вида сварки;
- Электроды (или присадочная проволока, если используется процесс сваривания при помощи газа) – этот материал должен максимально соответствовать тому, с чем он будет свариваться;
- Газовые баллоны со шлангами, что используется для соединения металла газом, но такой вариант для домашних условий не часто используется;
- Заземление для всех использующихся электрических аппаратов;
- Рабочая одежда и сварочная маска.

Сварка алюминия
Пошаговая инструкция
Когда идет сварка лодки из алюминия, или других важных вещей, то следует правильно соблюдать режимы, чтобы добиться желаемого результата. Стоит выделить следующие шаги:
- Подготовка металла. Она может включать в себя разделку кромок, что необходимо при толщине металла от 4 мм, так как алюминий обладает низкой глубиной проварки, поэтому, нужно уменьшить толщину за счет скоса кромок. Также требуется механически зачистить поверхность наждачной бумагой или металлической щеткой, чтобы убрать жиры, масла, различные налеты и пленки;
Очистка алюминия
- Затем следует аккуратно распределить флюс (если речь идет о газовой сварке), чтобы улучшить свойства сваривания металла;
- После этого требуется подогреть металл (снова при газовой сварке), чтобы избежать температурной деформации и способствовать предварительному расплавлению флюса;

Нагрев алюминия для сварки
- Далее можно уже приступать к самому свариванию, разжигая пламя или дугу и образуя валик шва в сварочной ванной идти по всей длине кромок;
Сварка алюминия горелкой в домашних условиях
- После окончания работ нужно дать остыть металлу и проверить качество соединения доступными методами.
«Важно!
Когда осуществляется TIG сварка алюминия, то требуется использовать только переменный ток, так как качества соединения с ним становится выше.»
Аргонодуговая сварка
Диаметр электрода, мм | Толщина заготовки, мм | Ток постоянный, А | Ток переменный, А |
1 | 1..2 | 10…70 | 10…15 |
1,6 | 2…3 | 40…130 | 30…90 |
2 | 2…4 | 65…160 | 50…100 |
3 | 4…6 | 140…180 | 100…160 |
4 | 6…7 | 250…340 | 140…220 |
5 | 7…9 | 300…400 | 200…280 |
6 | 9…10 | 350…450 | 250…300 |
Газовая сварка
Толщина заготовки, мм | 0,5—0,8 | 1 | 1,2 | 1,5-2 | 3-4 |
Мощность ацетиленовой горелки, литр/час | 50 | 75 | 75-100 | 150-300 | 300-500 |
Сварка электродом
Толщина детали, мм | Сила тока, А | Скорость сварки, м/час |
0,6 | 70 | 73 |
1,3 | 125 | 153 |
1,6 | 130 | 73 |
2,3 | 235 | 73 |
3 | 315 | 73 |
Техника безопасности
Сварка алюминиевых батарей и прочих конструкций предполагает обеспечения в первую очередь защиты для самого сварщика. Для этого должен быть полный комплект рабочей одежды из огнеупорной ткани и прочие средства индивидуальной защиты. Также нужно придерживаться таких же правил электро- и газовой безопасности, как и на предприятии. Ведь в домашних условиях опасность несчастного случая всегда становится выше.
svarkaipayka.ru
Сварка алюминия электродом в домашних условиях
Из алюминия произведено множество конструкций применяемых в устройстве автомобиля. Это могут быть блоки двигателя, коробки передач и элементы кузова. Изготавливают из этого нержавеющего материала различные емкости для промышленных и бытовых нужд. В случае образования трещины или свища заварить проблемное место лучше в среде аргона специальным аппаратом. Но если такой возможности нет, то можно воспользоваться инвертором. Сварка алюминия электродом в домашних условиях требует определенного режима и предварительной подготовки. Используются и специализированные расходные материалы. Как все это осуществить описывается ниже и демонстрируется на дополнительном видео.

Сварочный процесс-трудности работы с материалом
Электрической дугой можно соединять многие виды железа. У нее достаточно высокая температура горения, что позволяет хорошо проплавлять разную толщину пластин и создавать надежные и герметичные соединения. Но сваривать алюминий инвертором сложнее ввиду нескольких специфичных особенностей этого материала.
Первой трудностью являются гигроскопичные свойства алюминия. Материал способен впитывать окружающую влагу и накапливать в себе. Это не проявляется видимым образом на охлажденном изделии, но сразу станет заметно при ведении сварки. Когда зажигается дуга и металл оказывается в зоне повышенной температуры, то влага начинает испаряться с его поверхности, неизбежно попадая в зону сварки. Это приводит к чрезмерным брызгам и помехам при выполнении шва. Чтобы предупредить такое явление, требуется предварительный подогрев изделия горелкой при температуре 150-190 градусов. Во время выполнения процедуры можно увидеть выделение влаги на поверхности.
Еще одной сложностью является оксидная пленка, покрывающая все изделие тонким слоем. Она защищает металл от разрушения в кислотной среде, но существенно мешает свариванию инвертором в домашних условиях. Трудность заключается в огромной разнице температур плавления. Алюминиевый материал плавится при 500 градусах, а его оксид при 2000 градусах. Чтобы устранить этот перепад необходимо зачистить место сварки железной щеткой, дающей доступ к основному металлу.
Взаимодействие с окружающим воздухом способствует образованию пор в структуре шва, что значительно понижает его герметичные свойства. Защита сварочной ванны выполняется подачей аргона в случае TIG, или созданием газового облака от покрытых электродом при сварке инвертором в домашних условиях.
Поскольку чистый алюминий не используется в изделиях, то трудностью для сварки могут быть другие элементы входящие в сплав. Так, марки Ал2 и Ал9 с содержанием силумина от 4 до 13% считаются ограниченно свариваемыми. Такие же показатели имеют марки AMr1 и AMr6, где марганец может добавляться от 2 до 6%. Дюралюминий Д16 относится к трудносвариваемым.
Выполняем сварку: этапы работы
Как сварить алюминий стало понятно после многочисленных попыток и экспериментов. Далее представлены пошаговые действия, позволяющие получить качественное соединение в домашних условиях:
- Если свариваемые пластины имеют толщину более 5 мм, то необходима разделка кромок. Стандартом считается срез краев под 45 градусов, но допускаются и другие значения. Стоит отметить, что чем больше угол разделки, тем шире получится сварочный шов. При толщине пластин более 7 мм между ними требуется технологический зазор в 2 мм. Если рабочим объектом является трещина, то ее необходимо расширить отрезным диском и «болгаркой», иначе шов будет поверхностным.
- Подготовленное изделие необходимо прогреть. Удаление влаги производится пропан-кислородным пламенем. Это может быть резак или обычный баллончик с бытовой горелкой. Нагреть необходимо поверхность до 150 градусов. Проверить это можно специальным аппаратом или визуально по сухому состоянию материала.
- После нагрева быстро осуществляется зачистка оксидной пленки. Для этого подойдет обычная щетка по металлу. Снять тугоплавкий слой важно в начале зоны сварки. Последующее действие будет оказывать электрод, чей состав и температура разъедают оксид, позволяя производить сварку.
- На подготовленном материале ставятся прихватки, фиксирующие свариваемые стороны. Корневой шов необходимо провести ровно, заполнив зазор. Угол относительно свариваемых частей необходим в 90 градусов. Это непривычно для начинающих сварщиков, или тех, кто работал только с углеродистой сталью. Но так расплавляемый металл будет точнее попадать в место соединения. После небольшого остывания поверхности отбивается шлак. Это происходит довольно трудно, поэтому требуется острый молоточек.
- Последующие слои шва наносятся до того уровня, чтобы заполнить всю толщину материала и создать небольшой валик поверх места соединения.
- Швы ведутся короткой дугой. Чрезмерное увеличение зазора может приводить к обрыву дуги. На конце электрода образуется нагар в виде белого слоя. Это выступающая щелочь. Чтобы продолжить сварку требуется удалить этот диэлектрик.
Электрод при сварке алюминия инвертором плавится быстрее, чем при работе с обычной сталью, поэтому тренировки на нерабочей поверхности помогут привыкнуть руке к сохранению дистанции.
Оборудование и электроды
Сваривание изделий из алюминия можно выполнять обычным инвертором. Аппарат удобен для транспортировки и передвижению на месте. Полярность необходимо выставить так, чтобы в руках сварщика находился «плюс», а на изделие крепился «минус». Потребуется розетка с 220V.
Электроды необходимы специализированные, например UTP 48, или аналоги. Они бывают различных диаметров и подбираются по толщине металла. Состав расходных материалов тоже имеет гигроскопичные свойства, что требует предварительной просушки для образования качественного соединения. Подходящие режимы для сварки могут быть такими:
| Толщина пластин, мм | Диаметр электрода, мм | Сила тока, А |
| 2 | 2.5 | 50-70 |
| 3 — 4 | 3.2 | 80-100 |
| 5 | 4 | 90-130 |
Алюминий позволяет долго служить изделиям. А его сварка в домашних условиях простым инвертором обеспечивает быстрый ремонт важной детали или корпуса. Применяя вышеизложенные рекомендации и приобретя подходящие электроды можно быстро заварить требуемую конструкцию из алюминия.
Поделись с друзьями
3
0
2
0
svarkalegko.com
Сварка алюминия в домашних условиях инвертором, электродами, газовой горелкой
Сварочные работы необходимы не только на производстве, но и в небольших мастерских. Все чаще возникает потребность в соединении деталей из алюминия и его сплавов. Например, моторные лодки, головки блоков цилиндров для двигателей внутреннего сгорания.

Сварка алюминия в домашних условиях
Сам по себе алюминий – это металл, обладающий малым удельным весом, большой вязкостью, теплопроводностью и электропроводностью. Его сплавы выдерживают высокие механические нагрузки. Но при всех его достоинствах сварка алюминия в домашних условиях сопряжена с некоторыми трудностями.
Факторы, влияющие на свариваемость алюминия
Алюминий активно окисляется на воздухе, и его поверхность достаточно быстро покрывается пленкой оксидов. Оксиды – тугоплавкие соединения. Их температура плавления достигает 2440 °С. У алюминия же данное значение равно 660 °С. Во время сварки оксиды препятствуют образованию в сварочной ванне однородной массы расплавленного металла.
Капли жидкого металла в сварочной зоне мгновенно покрываются окислами, которые не дают получить сплошной сварочный шов. Для предотвращения окисления зона плавления нуждается в изоляции при помощи флюсов или инертных газов. Обычно применяется аргон.
В отличие от стали, алюминий обладает таким качеством, как высокая жидкотекучесть в виде расплава. Сварочная ванна, в связи с этим, плохо формируется, а потолочные швы выполнить становится проблематично. Для устранения эффекта жидкотекучести используются подкладки с большой теплопроводностью для охлаждения зоны сварки.
Алюминий характеризуется высоким содержанием кремния и растворенного в нем водорода. Кремний провоцирует образование трещин во время охлаждения металла после сварки. Водород же выходя из расплава, образует множество пор в сварочных швах и трещин при кристаллизации.
Алюминиевые сплавы обладают значительной литейной усадкой, что при остывании приводит к деформированию свариваемых деталей.

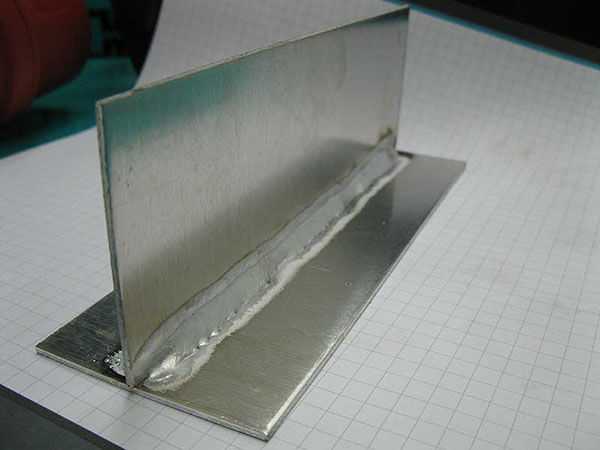
Сварочный шов на алюминиевой трубе
Из-за высокой теплопроводности, процесс сварки алюминия предусматривает высокие сварочные токи. К примеру, для проведения работ по стали значения токов на 50% ниже.
Подобрать требуемые режимы сварки алюминия в домашних условиях затруднительно по причине того, что не всегда можно точно определить марку сплава свариваемых деталей.
Методы проведения сварки алюминиевых деталей
Сварку алюминия в домашних условиях можно производить различными методами, среди которых можно выделить:
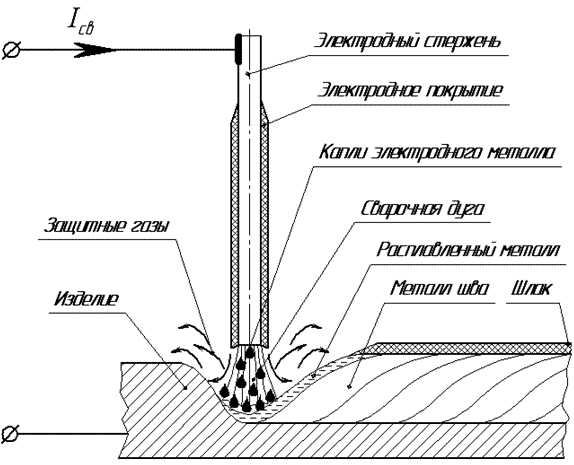
- электродуговая сварка электродами с покрытием;
- газовая сварка;
- электродуговая сварка в среде нейтральных газов.
- Сварка алюминия без аргона с использованием плавких электродов со специальной обмазкой — самый простой, доступный и распространенный способ соединения деталей. Для работы с чистым алюминием используются электроды ОЗАНА1, а для сплавов с высоким содержанием кремния применяются электроды ОЗАНА2.
Сила тока, выставляемая на аппарате, равна 25А на каждый миллиметр электрода. Плавятся электроды достаточно быстро, поэтому наложение шва происходит на большой скорости. Качество и непрерывность сварки зависит от квалификации сварщика.
После замены электрода на новый удаляется шлак. После чего шов требуется промыть горячей водой и зачистить щеткой с металлическим волосом. Окислы препятствуют разжиганию дуги.
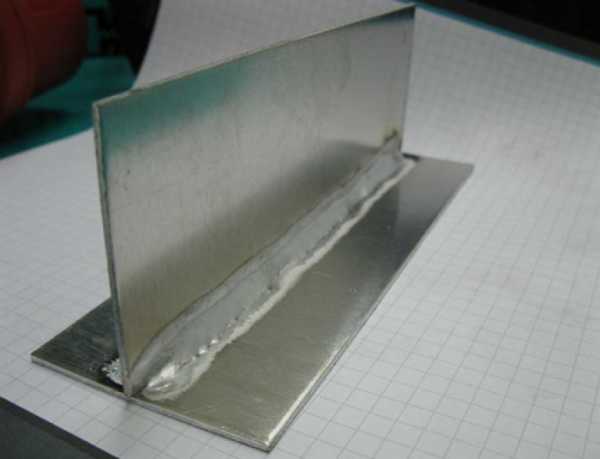
Сварка алюминиевых деталей
Недостатками электродуговой сварки электродами являются: большая пористость шва, невысокая прочность, обильное разбрызгивание, затрудненное отделение шлаков, которые вызывают в последствии интенсивную коррозию.
- Сварка газовой горелкой — более простой метод. Необходимость разогреть и расплавить металл в зоне сварки снижает скорость процесса в три раза. Для заполнения шва используется проволока. Ее не требуется просушивать перед применением. Горючий газ выполняет функцию защиты от окисления. Это более надежный способ в отличие от обмазки электродов.
- Высокое качество, надежность, прочность, эстетичность предоставляет сварка с использованием инертных газов аргона или гелия. Плавление металла происходит от дуги между электродом из вольфрама и деталью. Для присадки применяются алюминиевые прутки.
Для эффективного разрушения окислов сварка производится током с переменным напряжением. Выбор режимов зависит от диаметра присадки, электрода, толщины металла и расхода газа. Дорогое оборудование и необходимые расходные материалы не позволяют активно использовать аргонодуговой метод в домашних условиях.
| Метод стыковки деталей | Размер деталей, мм | Наибольшая окружность электрода, мм | Размер присадочного прутка, мм | Токи для сварки, А | Расходование газа, л/мин |
| Отбортованные | 1 | 1 | — | 45-50 | 4-5 |
| 1,5 | 2 | 70-75 | 5-6 | ||
| 2 | 2 | 80-85 | 7-8 | ||
| Без разделки со швом с одной стороны | 2 | 2 | до 2 | 55-75 | 5-6 |
| 3 | 4 | до 3 | 100-120 | 7-8 | |
| 4 | 4 | до 3 | 120-150 | 8-10 | |
| Без разделки со швами с двух сторон | 4 | 4 | до 4 | 120-180 | 7-8 |
| 5 | 5 | до 4 | 200-250 | 8-10 | |
| 6 | 5 | до 4 | 240-270 | 8-10 |
Материалы и инструмент
Если техническая подготовка работника стоит на первом месте при проведении сварочных работ алюминия, то технологическое оснащение для поведения работ занимает второе место. Вне зависимости от метода проведения сварки, для получения результата с наилучшими показателями необходимо приготовить следующее:
- источник питания – сварочный аппарат, позволяющий выдавать постоянный и переменный ток, а также токи достигающие 300 А;
- электроды марок ОЗАНА и УАНА, предназначенные для всех типов алюминиевых сплавов;
- присадочная проволока или прутки;
- газовое оборудование – баллоны, горелка, шланги;
- надежное заземление;
- рабочая одежда из негорючего материала;
- сварочная маска или очки.
Техника безопасности
Технология сварочного процесса – это интенсивное разбрызгивание, что заставляет, в первую очередь, заботиться о безопасности сварщика.
- На нем должен быть надет костюм из негорючей или огнеупорной ткани, а так же рукавицы, краги из подобного материала.
- Для защиты органов дыхания используются индивидуальные средства защиты.
- Органы зрения защищает сварочная маска.
- Наличие надежного заземления предупредит поражение от электрического тока.
Работа с газовым оборудованием сопряжена с повышенной опасностью. Соблюсти все требования промышленной безопасности в домашних условиях проблематично, но следовать им необходимо.
Подготовка поверхностей металлических деталей к сварке
Свариваемые детали нуждаются в тщательной подготовке. Кромки деталей подвергаются следующей обработке:
- С поверхности заготовки авиационным бензином, уайт-спиритом или ацетоном, растворителем удаляются остатки жиров, масел и других загрязнений, то есть обезжириваются.
- Разделка кромок. При сварке листового материала толщиной не свыше полутора миллиметров их края отбортовываются. Фаска снимается на деталях толщиной более 4мм при сварке покрытыми электродами. Если толщина изделий 20 мм и более, то разделка необходима в любом случае.
- Удаление окислов с поверхности производится напильником или металлической щеткой. Ширина очистки с каждой стороны должна составлять до 15 мм. В некоторых случаях оксиды растворяют раствором каустической соды. Но после такой процедуры требуется промывка проточной водой.
Описание процесса
После проведения подготовительных мероприятий производится процесс стыковки. Сварка алюминия в домашних условиях методом электродуговой сварки в среде нейтральных газов производится с соблюдением следующих рекомендаций:
- угол наклона вольфрамового электрода к свариваемой поверхности должен быть не менее 70°, но не более 80°;
- пруток присадочного металла подается в зону перпендикулярно вольфрамовому электроду;
- размер дуги не должен превышать 2 1/2 мм;
- чтобы обеспечить защиту от кислорода расплавленный металл первым перемещаться начинает пруток, а за ним электрод с горелкой;
- присадочный пруток периодически вводится в сварочную ванну;
- поперечные движения не рекомендованы, только продольные;
- для отведения излишнего тепла сварку производят на медных пластинах или стальном верстаке;
- инертный газ подается за 3 секунды до образования дуги и в течение 5 секунд после окончания подачи напряжения.
 Процесс сварки своими руками
Процесс сварки своими руками  Сварка алюминия
Сварка алюминия В последнее время в домашних мастерских популярность набирает полуавтоматические аппараты, особенно импульсные. Проблема с оксидной пленкой решается за счет импульса высокого напряжения. Он буквально разбивает ее, а за счет обратного действия вдавливает капли расплавленного алюминия в ванну с расплавом.
Процесс сварки алюминия импульсными полуавтоматами производится с постоянным током, но с обратной полярностью. Равномерная подача алюминиевой проволоки осуществляется роликовым механизмом. Из-за высокого коэффициента температурного расширения проволока может застревать в наконечнике. В связи с этим, используются наконечники для сварки алюминия и имеющие маркировку «AL».
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Как сварить алюминий в домашних условиях — изучаем особенности
Март 23, 2017
Прочные алюминиевые сплавы уже вошли во все сферы хозяйственной деятельности человека. Эти материалы часто используются, ломаются и нуждаются в ремонте. Кроме того, из них собирают и новые конструкции. Поэтому очень актуальна тема сварки алюминия дома, аппаратами различных видов, которые имеются у многих мастеров. Чтобы сваривать алюминиевые сплавы, нужно иметь в виду определённые особенности, которые важно учитывать в работе, и наша задача рассмотреть подробно технологию этого процесса, необходимую аппаратуру и оснастку. Эту тему мы и постараемся внимательно изучить.
Разновидности сплавов алюминия
В чистом виде алюминий не используется, он выпускается в виде сплавов с разными физико-химическими свойствами и используется везде, где важен небольшой вес и хорошие прочностные качества. Эти сплавы на воздухе очень быстро окисляются и образуют тугоплавкую, оксидную плёнку на поверхности заготовки. Поэтому сварка алюминия в домашних условиях, требует особого подхода к процедуре соединения деталей. Прочный оксидный слой плавится при температуре более 2000о, а сами сплавы имеют температуру плавления около 600о и их разные виды отличаются различной свариваемостью.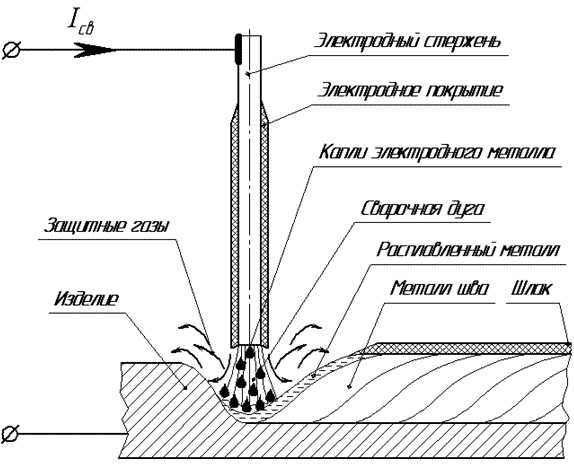
Понять, как варить алюминий с наилучшими результатами, можно, ознакомившись с видами сплавов, которые создают металлурги и придают им определённые качества. Материал отличается по прочности, весовым параметрам и способности переносить многократные нагрузки. Сплавы алюминия состоит из нескольких химических элементов, в разных сочетаниях, и состоят из следующих разновидностей:
- сплав АМц, состоящий из марганцевых примесей и алюминия, сваривается хорошо;
- без ограничений сваривается алюмомагниевый сплав АМг3, а, ограниченно свариваемыми разновидностями, являются сплавы АМг1, АМг5 и АМг6;
- силумин имеет алюмокремниевый состав марок Ал2, Ал4 и Ал9 с ограниченной свариваемостью;
- марки В95, АВ и АК, термоуплотняемые сплавы с трудной свариваемостью;
- дюралюминий марки Д16 и Д1, сплав алюминия с медью, трудно свариваемый.
При ремонте изделий из алюминия, довольно трудно бывает определить, к какому именно сплаву относится деталь, но приложить к этому нужно все возможные усилия. От параметра свариваемости зависит оптимальный подбор электродов, сварочной проволоки и силы выходного тока.
Важно понимать, что чем лучше определена марка материала, тем выше будет в итоге качество шва и долговечность соединения.
Виды сварки для алюминиевых сплавов
Сложный химический состав сплавов, а также окисный, тугоплавкий слой не даёт возможности соединять, свариваемые заготовки и ремонтируемые изделия, традиционным способом. Поэтому особенности сварки алюминия, диктуют применение специальных электродов, проволоки и среды защитных газов, препятствующих окислению. Большое влияние на качество шва оказывает толщина заготовок, и необходимо отметить, что алюминий обладает значительным коэффициентом расширения и высокой теплопроводностью, что ведёт к деформации шва, при нарушении технологии. Наиболее популярными методами работ по свариванию сплавов алюминия, являются следующие виды:
- сварка методом ММА покрытыми плавящимися электродами, постоянным током обратной полярности, без защитного газа;
- метод АС TIG с использованием вольфрамового, тугоплавкого электрода в инертной среде, переменным высокочастотным током;
- сварка MIG, с применением полуавтоматической подачи алюминиевой проволоки, горелкой в защитной среде аргона или его смеси с СО2.
Наиболее применимым методом сварки алюминия в домашних условиях является ММА, но тонкого шва, применяя этот способ, добиться будет трудно. Кроме того, работе предшествует определённый подготовительный процесс обработки заготовок и прокаливания электродов, и может понадобиться неоднократный проход довольно дорогими электродами. Мало подходит для тонкостенных заготовок, а для значительной толщины требует обработки кромок.
Для работы с тонкостенными заготовками и выполнения более качественного шва больше подходит метод TIG. Аппараты ММА+TIG стоят сравнительно недорого и позволяют существенно расширить диапазон доступных работ. Так называемая аргонодуговая сварка алюминия выполняется с использованием тугоплавкого, вольфрамового электрода и горелки, в которую подаётся инертный газ.
Полуавтоматическая MIG сварка алюминия подразумевает регулируемую, автоматическую подачу проволоки, которая одновременно служит электродом, в сварочную ванночку и среду инертного газа. Метод делает возможным добиться весьма хорошего качества, но требует квалификации и дороже, чем предыдущие способы.
Важно, при сварке алюминия дома, помнить о правилах техники безопасности, пользоваться спецодеждой и защитной маской Хамелеон или её аналогами.
Необходимое оборудование для сварки алюминия
Для недорогой сварки алюминия методом ММА потребуется сварочный аппарат, лучше всего инверторного типа. Он более лёгкий, чем понижающий трансформатор, и обладает расширенным спектром регулировок. Понадобятся следующие инструменты и материалы, а именно:
- инверторный аппарат ММА;
- специальные, покрытые электроды для сварки сплавов алюминия;
- кабели заземления и с держателем электродов;
- сварочная маска;
- напильник и металлическая щётка;
- растворитель и флюс;
- болгарка и молоток для снятия кромок и зачистки от шлака готового шва.
Поскольку у заготовок высокая теплопроводность, возможно, понадобятся подкладки под обратную сторону шва, а снятие кромок зависит от толщины металла и производится по мере необходимости. При ремонте, заварить дефект удастся после особо тщательной очистки места, предполагаемой сварки. содРабота аргонной сваркой потребует наличие более дорогостоящего оборудования и ручной подачи сварочной и присадочной проволоки. Кроме того, необходимо наличие защитной среды аргона, гелия или смеси газов, но результат оправдывает ожидания. Методом TIG можно производить сварку разнообразных металлов, различной толщины и для этого понадобятся:
содРабота аргонной сваркой потребует наличие более дорогостоящего оборудования и ручной подачи сварочной и присадочной проволоки. Кроме того, необходимо наличие защитной среды аргона, гелия или смеси газов, но результат оправдывает ожидания. Методом TIG можно производить сварку разнообразных металлов, различной толщины и для этого понадобятся:
- инверторный сварочный аппарат ММА+TIG;
- еврорукав для подачи газа;
- горелка с держателем вольфрамового электрода;
- редуктор с манометрами для подачи смеси газов;
- соединительные шланги;
- алюминиевая сварочная проволока с присадками или флюс;
- сварочная маска и краги.
Работа производится путём расплавления импульсным высокочастотным током оксидного слоя и получения сварочной ванночки, в которую поступательно, вручную подаётся проволока. Защитное облако газа подаётся к ванночке чуть раньше процесса сварки, что обеспечивает защиту от агрессивной кислородной среды.
Необходимо помнить, что тугоплавкий вольфрамовый электрод весьма чувствителен к загрязнениям, которые ухудшают качество сварки.
Для метода МИГ понадобится устройство регулируемой, автоматической подачи проволоки и горелка другой конструкции, обеспечивающая продвижение плавящегося элемента к месту соединения металла.
Технология сварочного процесса
В домашних условиях наиболее востребованы ремонтные работы алюминиевых изделий или соединение некрупных заготовок, поэтому технология сварки алюминия с использованием методов ММА и TIG, будет наиболее подходящей. Постоянным током обратной полярности свариваются заготовки толщиной 5−7 мм, но для деталей большей толщины потребуется технологическая подготовка. Сварка алюминия методом ММА состоит из следующих операций:
- тщательная механическая очистка поверхности заготовок от оксидного, тугоплавкого слоя;
- обезжиривание поверхности с помощью растворителей;
- кромки деталей толщиной более 5 мм снять под углом от 45о до 65о для получения более прочного, однородного шва;
- перед работой нужно прокалить электроды по алюминию, поскольку их покрытие является гигроскопичным;
- свариваемые детали прогреваются до 250оС, с целью более эффективного расплавления оксидного слоя;
- сварка алюминия ведётся током обратной полярности, сила которого зависит от толщины заготовок, параметров шва и состава сплава.
Важно, что шов не должен иметь большую толщину, иначе он будет пористым и трещиноватым, поэтому при массивных деталях, лучше сделать несколько проходов.
Работа методом TIG в домашних условиях обходится несколько дороже, но качество шва несравненно лучше. Технология процесса заключается в выполнении следующих операций:
- в аппарате должен присутствовать осциллятор, улучшающий параметры сварки и расплавление тугоплавкого окисного слоя;
- неплавящийся вольфрамовый электрод, выставляется на 5−6 мм от наконечника, чтобы избежать перерасхода дорогого газа;
- аргон подаётся с расходом 5−8 литров в минуту, в зависимости от толщины заготовок, затем с задержкой подаётся напряжение;
- после получения сварочной ванночки поступательно плавится сварочная проволока.
Сварка сплава ведётся импульсным переменным током и позволяет соединять тонкостенные заготовки, а в случае возникновения затруднений необходимо обратиться за консультацией к специалистам.
Заключение
Мы рассказали о технологии сварки алюминия в домашних условиях с применением инвертора. Этот процесс требует осторожности и соблюдения правил техники безопасности. Если позволяют финансовые возможности, лучше приобретать аппарат ММА+TIG, который даёт больше простора для сварки самых разнообразных металлов, в том числе и алюминиевых сплавов. Выбор за вами.
electrod.biz
Как сварить алюминий в домашних условиях – видео инструкция
5 июня, 2014. Прочитано 6378 раз(а)

Отличные механические свойства и небольшой вес сделали алюминий широко используемым в разных производственных сферах материалом. Однако из-за своих свойств такой металл очень трудно сваривать. Качественно сваренный алюминий – работа, выделяющая сварщика высшей категории среди любителей, которые, задаваясь вопросом, как сварить алюминий в домашних условиях, зачастую так и не находят на него правильного ответа. Те же, кто преследует цель, во что бы то ни стало справиться с этой сложной задачей, должны ознакомиться с технологией сварки этого металла и нюансами, возникающими в процессе выполнения этой работы.
Оптимальный вариант – это выполнять сварку алюминия специально разработанным для этих целей импульсным аппаратом, который обладает способностью с помощью импульса высокого напряжения разбивать оксидную пленку металла. Но если нет возможности приобрести такой достаточно дорогостоящий прибор, то можно воспользоваться обычным полуавтоматом, даже не обладающим режимом сварки алюминия. Правда, использование такого аппарата предполагает выполнение небольших переделок. Чтобы получить ожидаемый результат, такая сварка алюминия в домашних условиях в нашем видео, предполагает последовательное и строгое выполнение определенных действий приведенных ниже.
Сварка алюминия в домашних условиях — инструкция
I. Подготавливаем полуавтомат.
1. Меняем направляющий проволоку металлический канал, который проходит внутри кабеля, на тефлоновый, который лучше снижает сопротивление трения и не позволяет проволоке запутываться. Для этого откручиваем зажимную гайку и вынимаем старый канал, после чего вставляем на его место тефлоновый канал. Если новый канал окажется слишком длинным, его нужно будет подрезать.
Если впрессованный в оплетку болт мешает прохождению канала, то разбираем грелку с обратной стороны и проталкиваем канал. После чего вновь собираем горелку.
2. Заменяем предварительно установленный наконечник на специальный наконечник для алюминия, маркируемый «А» или «Al». Такой наконечник имеет свойство препятствовать застреванию и пригоранию алюминиевой проволоки.
3. Выбираем специальную алюминиевую проволоку, марка которой соответствует обрабатываемому материалу, и устанавливаем ее в аппарат.
4. Настраиваем аппарат на сварку алюминия:
- прогоняем сварочную проволоку ускоренным темпом, нажатием соответствующей кнопки на полуавтомате;
- когда проволока выйдет, выставляем на панели материал (алюминий), диаметр проволоки, скорость подачи (большую, чем при работе со стальной проволокой).
II. Подготавливаем алюминий к сварке.
Очищаем поверхность металла от загрязнений и обезжириваем ее.
III. Выполняем сварку алюминия.
Теперь сварку алюминия полуавтоматом можно выполнять по той же технологии, что и сварку стали.
Рекомендуем вам еще:o-builder.ru
Сварка алюминия в домашних условиях основы технологии
Современное промышленное производство развивается семимильными шагами, и со временем появилось множество различных способов соединения металлических деталей. Вместе с тем все они условно делятся на две категории:
- Разъемные (то есть, их можно демонтировать, не нарушив целостности всей конструкции).
- Неразъемные (при демонтаже конструкция разрушается).
К последней категории можно отнести и соединение при помощи сварочных швов. Зачастую его используют со стальными деталями, но в некоторых случаях возникает необходимость в сварке алюминиевых изделий.

Что нужно знать новичку?
Сваривание алюминия характеризуется одной существенной особенность: при контакте с кислородом на его поверхности появляется своеобразная оксидная пленка, которую можно удалить исключительно химическим воздействием. Это объясняет использование веществ, предназначенных предотвратить ее образование и позволить контактировать непосредственно с поверхностью металла. Все такие средства называют флюсами.

Помимо флюсов, в процессе сварки дома необходимо использовать инструмент применяющийся для очистки от грязи. Мы говорим о специальных стальных щетках.
Основные способы сваривания
Сварка алюминия в домашних условиях может осуществляться посредством двух отличающихся друг от друга способов.
- Район будущего стыка нагревается газовой горелкой.
- При помощи электрического напряжения, когда стабильность искры контролируется замкнутой электрической цепью.
Газовая сварка алюминия
Шаг первый.
Вначале следует позаботиться обо всех необходимых инструментах. Кроме всего перечисленного, в газовой сварке используется также малогабаритный прут из алюминия, который позволяет не только получить высококачественный шов, но и надежное соединение.
Хотелось бы несколько слов уделить этим прутам.
Во-первых, существуют несколько его модификаций, которые выбирают в зависимости от процента алюминия в металле и его толщины. Так, стержни могут быть около 3% марганца или больше, с диаметром от 2 до 4 миллиметров.
Во-вторых, такие стержни продаются на развес: при необходимости вы можете приобрести один или пять килограмм в компактном картридже из пластика.
Не забывайте и о самой газовой горелке — без нее сварить что-либо не получится.

Шаг второй.
После того как мы тщательно подготовились к работе, можно приступать к зачистке поверхности детали на местах будущих стыков. Здесь нам и пригодится стальная щетка.
Шаг третий.
После зачистки места контактов (и ближайшую к ним поверхность) следует обработать флюсом. Это предотвратит появление оксидной пленки и даст нам доступ непосредственно к самому алюминию.
Шаг четвертый.
Нагреваем газовую горелку до необходимой температуры и прогреваем с ее помощью место швов. При этом прикладываем дополнительный стержень, который под воздействием огня расплавляется и перемешивается с основной смесью, соединяя их в то же время.

Видео руководство по газовой сварке алюминия
Электрическая сварка
Такая сварка алюминия в домашних условиях потребует от вас недюжих умений и мастерства. Ведь здесь следует не только оптимально выбрать диаметр используемого электрода (напомним, именно он замыкает контакт на месте стыка и разогревает метал до температуры, максимально приближенной к температуре плавления), а еще и необходимый режим функционирования сварочного устройства. Подробнее о том как правильно варить электросваркой
Электрическая сварка зачастую с металлом, толщина которого не превышает четыре миллиметра. Кроме того, он имеет целый ряд недостатков:
- Качество шва оставляет желать лучшего.
- При работе металл разбрызгивается.
- Плохо отделяемый шлак, который впоследствии способен вызвать появление ржавчины.
Шаг первый.
Подготовка к работе. Собираем все необходимые инструменты (которые описывались ранее), готовим сварочный аппарат и подбираем электроды. Желательно, чтобы это были электроды, покрытые алюминием — они в несколько раз быстрее плавятся, по сравнению со стальными, отсюда и более высокая скорость работы.
Шаг второй.
Активируем сварочный аппарат. Следует отметить, что для алюминия средней толщины нужна температура от 250°С до 300°С, а для толстых, массивных деталей — около 400 °С.
Шаг третий.
При сварке рекомендуется после подогрева алюминия медленно его охлаждать. Это предотвратит возникновение кристаллизационных трещин, а также позволяет получить достаточную степень проплавления при минимальных затратах электроэнергии. Если свариваем крупные детали, то используем локальный подогрев.
Шаг четвертый.
Свариваем необходимые детали. Ни в коем случае не делайте электродом поперечных колебаний!
Шаг пятый.
После того как закончилась сварка, убираем со шва образовавшийся шлак, промываем шов и повторно обрабатываем стальной щеткой. В противном случае конструкция будет ржаветь.
Видео руководство по электрической сварке алюминия
Некоторые рекомендации
Научитесь правильно держать дугу, не допуская залипания или прерывания линии сплава. Это позволит проводить работу достаточно прямолинейно. Следует знать, что только после того, как будет выполнено достаточное количество сварочных швов, вы добьетесь желаемого результата и приобретете необходимые вам навыки, которые очень пригодятся в домашних условиях.
boldproject.ru