Содержание
Виды шага резьбы у болтов
Резьба — это нарезка поверхности различных элементов крепления ( в данном случае болтов), со сменяющими друг друга впадинами и выступами. Она бывает разная, в зависимости от предназначения. У каждой резьбы есть свой шаг — положение между двумя равноудаленными выступами, лежащими в одной плоскости. Шаг — одна из двух основных характеристик для крепежных устройств. Их чаще всего два — крупная резьба, и, соответственно — мелкая. Вторая, в свою очередь, делится на следующие типы:
- Мелкая 1;
- Мелкая 2;
- Супермелкая.
Также стоит отметить, что есть и дюймовая система, но у нас более популярна метрическая. Используется несколько стандартов метрической резьбы, однако в Европейской части, а также в США — это, чаще всего, система ISO.
Примеры маркировки
Для того чтобы вы могли разобраться в том, какой болт нужен именно вам и купить такой же, на каждом изделии есть маркировка. Как внутренняя, так и внешняя. В зависимости от шага резьбы болта, изделие маркируется по-своему. Маркировка определяется ГОСТом.Например, если болт выполнен с крупным шагом, то указывают только большую букву М (Метрическая) и наружный диаметр (М8, М12). Если же это мелкая резьба, то указывают еще и третий размер — величину шага в мм. Выглядит это так — М8х2, М12х1 и т.д. Между этими значениями стоит знак х. В некоторых иностранных инструкциях мелкая маркировка может быть обозначена буквами MF.
В зависимости от шага резьбы болта, изделие маркируется по-своему. Маркировка определяется ГОСТом.Например, если болт выполнен с крупным шагом, то указывают только большую букву М (Метрическая) и наружный диаметр (М8, М12). Если же это мелкая резьба, то указывают еще и третий размер — величину шага в мм. Выглядит это так — М8х2, М12х1 и т.д. Между этими значениями стоит знак х. В некоторых иностранных инструкциях мелкая маркировка может быть обозначена буквами MF.
Какой стандартный шаг резьбы бывает у болта
Если говорить о ГОСТе, то здесь четко прописано, что основных шагов только два: размер крупный и мелкий. Причем на каждый болт разрешен только один крупный шаг, мелких же разрешено несколько. Если быть точнее, то классификация следующая:
- Если номинальный диаметр — меньше 1 миллиметра, то шаг резьбы обязательно крупный;
- Если номинальный диаметр составляет от 1 до 64 (либо 68) миллиметров, то параметр — и мелкий и крупный;
- Если номинальный диаметр больше 64(либо 68) миллиметров, то параметр — только мелкий.

Когда мы говорим о применении болтов, то мелкая резьба чаще всего нужна крепежным устройствам в машиностроении. Это могут быть самолеты, автомобили, различные установки. Такие болты отлично выдерживают нагрузки при вибрациях. Большой диаметр более популярен, такие изделия используют повсеместно, и часто именно их можно увидеть в строительном магазине.
Как определить шаг резьбы болтов?
Для того чтобы это сделать, есть несколько способов. Если маркировка указана, достаточно просто посмотреть на шляпку болта. Там указаны буквы, а под ними — цифры. Если же нет ничего, то простым способом будет линейка. С помощью нее можно узнать шаг резьбы между двумя выступами. Для этого приложите линейку к поверхности по ее оси. Посчитайте количество выступов, после чего поделите длину на количество этих выступов, или же витков. Полученный результат и будет шагом резьбы. Также иногда можно воспользоваться штангенциркулем. Вообще для этой цели существуют специальные приборы. Но, зная простой способ, вы всегда сможете измерить с помощью простой линейки.
Но, зная простой способ, вы всегда сможете измерить с помощью простой линейки.
Болты М8, М10, М12, М16, М20. Стандарты и применение
Среди всего разнообразия болтов по конструкции, классу прочности, виду резьбы наибольшей популярностью у потребителя пользуются метизы определенных размеров. Это болты М8, М10, М12, М16, М20. “М” — обозначение вида резьбы — “метрическая”. Метрическая резьба — чередующиеся выступы треугольной формы на стержне или конусе расстояние между которыми (шаг резьбы) измеряется в мм. Бывает крупная(стандартно) и мелкая. Цифра обозначает наружный диаметр стержня болта также измеряемый в миллиметрах.
Болты М8
Болты М8 производятся в соответствии с
-
ГОСТ 7802, DIN 603 — дорожные
-
ГОСТ 7798, 7805, DIN 933, 931 — шестигранные
-
ГОСТ 7786 — лемешные
-
ГОСТ 7801, DIN 607 — мебельные
-
DIN 15237 — норийные
-
ГОСТ 7796, 7808, 7795 — с уменьшенной головкой
-
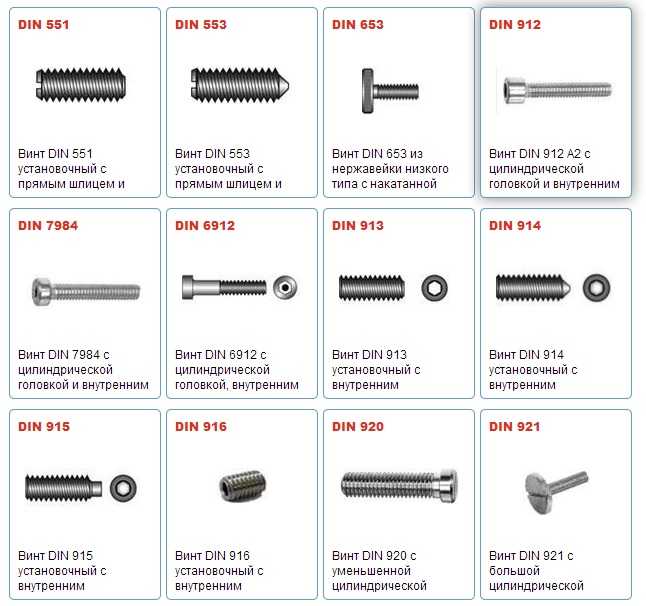
DIN 6921 — с фланцем
-
ГОСТ 4751, DIN 580 — рым
Отличительная черта болтов М8 это хорошее сочетание невысокой цены и достаточной прочности. Крепёж пользуется высокой популярностью как в промышленном производстве, и в домашнем хозяйстве. Широкие сферы применения — машиностроение, строительство, транспортное машиностроение, производство мебели. Специализированное использование таких метизов: крепление ковшей к ленте транспортера сыпучих продуктов (нории), сборка дорожных ограждений, в качестве рым-крепежа при невысоких нагрузках.
Крепёж пользуется высокой популярностью как в промышленном производстве, и в домашнем хозяйстве. Широкие сферы применения — машиностроение, строительство, транспортное машиностроение, производство мебели. Специализированное использование таких метизов: крепление ковшей к ленте транспортера сыпучих продуктов (нории), сборка дорожных ограждений, в качестве рым-крепежа при невысоких нагрузках.
Болты М10
Болты М10 изготавливаются в соответствии со стандартами
-
ГОСТ 7798, 7805, DIN 933, 931 — шестигранные
-
ГОСТ 7786, DIN 608 — лемешные
-
ГОСТ 7801, DIN 607 — мебельные
-
DIN 15237 — норийные
-
ГОСТ 7796, 7808, 7795 — с уменьшенной головкой
-
DIN 6921 — с фланцем
-
ГОСТ 4751, DIN 580 — рым
Один из самых популярных видов крепежных изделий — болты М10. Имея более высокие прочностные характеристики чем М8, метизы находят наиболее широкое применение в строительстве. Особым спросом у потребителей пользуются болты с шестигранной головкой. Изделия такого типа широко используются при сборке металлоконструкций, промышленного оборудования, транспортных средств. Минимальная разрушающая нагрузка на болты М10 с классом прочности 8.8 составляет 46,4 kN, что позволяет решать достаточно сложные задачи по скреплению. Крепеж с фланцем используется при устройстве заборных ограждений из металлического профиля, сборке металлических гаражей или временных сооружений.
Имея более высокие прочностные характеристики чем М8, метизы находят наиболее широкое применение в строительстве. Особым спросом у потребителей пользуются болты с шестигранной головкой. Изделия такого типа широко используются при сборке металлоконструкций, промышленного оборудования, транспортных средств. Минимальная разрушающая нагрузка на болты М10 с классом прочности 8.8 составляет 46,4 kN, что позволяет решать достаточно сложные задачи по скреплению. Крепеж с фланцем используется при устройстве заборных ограждений из металлического профиля, сборке металлических гаражей или временных сооружений.
Болты М12
Болты М12 выпускаются по стандартам:
-
ГОСТ 7798, 7805,DIN 933, 931 — шестигранные
-
ГОСТ 7786, DIN 608 — лемешные
-
ГОСТ 7801, DIN 607 — мебельные
-
DIN 15237 — норийные
-
ГОСТ 7796, 7808, 7795 — с уменьшенной головкой
-
DIN 6921 — с фланцем
-
ГОСТ 4751, DIN 580 — рым
С учетом еще более высокой прочности, болты М12 чаще применяются при промышленной сборке, в соединениях, подверженных более высоким нагрузкам. Даже с обычным классом прочности 5.8 минимальная разрушающая сила для них составляет 81,6 kN, что почти в 2 раза превышает аналогичную характеристику крепежа диаметром 10 мм. Болты М12 высоко востребованы в конструкциях инженерных систем (отопление, водопровод) для соединения приварных фланцев с Ду от 15 мм до 65 мм.
Даже с обычным классом прочности 5.8 минимальная разрушающая сила для них составляет 81,6 kN, что почти в 2 раза превышает аналогичную характеристику крепежа диаметром 10 мм. Болты М12 высоко востребованы в конструкциях инженерных систем (отопление, водопровод) для соединения приварных фланцев с Ду от 15 мм до 65 мм.
Болты М16
Производство болтов М16 регламентируется стандартами:
-
ГОСТ 11674-75 — башмачные
-
ГОСТ Р 52644 — высокопрочные
-
ГОСТ 7798, 7805,DIN 933, 931 — шестигранные
-
ГОСТ 7786 — лемешные
-
ГОСТ 7801, DIN 607 — мебельные
-
ГОСТ 7796, 7808, 7795 — с уменьшенной головкой
-
DIN 6921 — с фланцем
-
ГОСТ 4751, DIN 580 — рым
Особенность диаметра 16 мм — с него начинается размерный ряд национального стандарта РФ ГОСТ Р 52644-2006. Болты М16 в соответствии с ним применяются для строительства металлических конструкций, в мостостроении и машиностроении. Имеют увеличенный размер головки. Высокопрочные. Наиболее востребованными на сегодняшний день являются классы прочности 8.8, 10.9. Диаметром 16 мм также производятся болты для крепления башмака гусеницы трактора.
Болты М16 в соответствии с ним применяются для строительства металлических конструкций, в мостостроении и машиностроении. Имеют увеличенный размер головки. Высокопрочные. Наиболее востребованными на сегодняшний день являются классы прочности 8.8, 10.9. Диаметром 16 мм также производятся болты для крепления башмака гусеницы трактора.
Болты М20
Болты М20 выпускаются по стандартам
-
ГОСТ 7798, 7805,DIN 933, 931 — шестигранные
-
ГОСТ 7786 — лемешные
-
ГОСТ 7801 — мебельные
-
ГОСТ 7796, 7808, 7795 — с уменьшенной головкой
-
DIN 6921 — с фланцем
-
ГОСТ 4751, DIN 580 — рым
Особенность ряда с диаметром 20 мм, в том, что именно в нем находятся башмачные болты М20 — незаменимый крепеж в комплектации гусеничных тракторов. Они отличаются высокой твердостью, особой формой головки и подголовка. Также, болты М20 других типов находят самое широкое применение в горно-, газо- и нефтедобывающей, перерабатывающей отраслях, в машиностроении и станкостроении. Высокопрочный (класс прочности 8.8, 10.8, 12.9) крепеж с увеличенной шестигранной головкой применяется для сборки металлоконструкций, мостов и тоннелей.
Они отличаются высокой твердостью, особой формой головки и подголовка. Также, болты М20 других типов находят самое широкое применение в горно-, газо- и нефтедобывающей, перерабатывающей отраслях, в машиностроении и станкостроении. Высокопрочный (класс прочности 8.8, 10.8, 12.9) крепеж с увеличенной шестигранной головкой применяется для сборки металлоконструкций, мостов и тоннелей.
Большинство из вышеперечисленного крепежа есть в наличии на складах компании Машкрепеж. Она одна из немногих в РФ, поддерживает запасы болтов специализированного назначения — норийных, лемешных, башмачных, высокопрочных.
Please enable JavaScript to view the comments powered by Disqus.comments powered by Disqus
Как определить размер резьбы болта — Прочность и конструкция резьбы болта
О резьбе болта
Может показаться необычным думать о болтах и гайках как о передовой технологии, но по крайней мере 1800 лет эти крепежные детали были ничем иным. До промышленной революции за каждое механическое преимущество отвечали шесть классических машин. Из шести первоначальных машин винты, вероятно, были изобретены последними, но и самыми революционными.
До промышленной революции за каждое механическое преимущество отвечали шесть классических машин. Из шести первоначальных машин винты, вероятно, были изобретены последними, но и самыми революционными.
Их можно было использовать для линейного перемещения предметов или для перекачивания жидкостей, как в знаменитом винтовом насосе Архимеда. Винты были эффективны в качестве редукторов в червячных передачах. Самое главное, они могли собирать материалы надежно и умело.
Легко утверждать, что болты и гайки сегодня так же высокотехнологичны. В конце концов, большинство сложных машин представляют собой гибриды простых машин. Теперь, после многовековой практики металлообработки, резьбовые соединения изготавливаются с прецизионными допусками и должны соответствовать строгим требованиям современного высокоэффективного и высокопроизводительного рынка. Таким образом, болты становятся все более специализированными и стандартизированными, и конца этому не видно.
Различия между современными болтами и гайками не ограничиваются размерами. Знаете ли вы разницу между накатанной резьбой и нарезанной резьбой? А как насчет занятий по подгонке резьбы? Метрическая резьба или унифицированный стандарт резьбы? Или грубая или тонкая нить?
Знаете ли вы разницу между накатанной резьбой и нарезанной резьбой? А как насчет занятий по подгонке резьбы? Метрическая резьба или унифицированный стандарт резьбы? Или грубая или тонкая нить?
Что еще более важно, знает ли ваш поставщик разницу и может ли он разработать аппаратное обеспечение для ваших конкретных приложений? Мы делаем это в Bayou City Bolt и позвольте нам помочь вам и вашей компании с любыми вашими потребностями в болтах. От, винты с головкой под торцевой ключ, болты с шестигранной головкой и тяжелые болты с шестигранной головкой и многое другое.
Производство резьбы
Даже с технической точки зрения часто не делается различия между винтами и болтами. Правда в том, что эти термины использовались до появления механически обработанных резьбовых соединений, поэтому они часто используются взаимозаменяемо. Органы по стандартизации пришли к выводу, что эти крепежные детали различаются не спецификациями или методом производства; скорее это то, как они используются. Как указано Machinery’s Handbook и ASME B18, винты представляют собой крепежные детали с внешней резьбой, которые сопрягаются с внутренней резьбой или могут ввинчиваться сквозь материалы для сборки компонентов. Для установки или удаления винта к головке крепежного элемента прикладывается крутящий момент. Болты также имеют внешнюю резьбу, но они удерживаются на месте, пока к гайке прикладывается крутящий момент. Совместимые внутренние резьбы должны иметь ту же геометрию, что и резьба на болте.
Как указано Machinery’s Handbook и ASME B18, винты представляют собой крепежные детали с внешней резьбой, которые сопрягаются с внутренней резьбой или могут ввинчиваться сквозь материалы для сборки компонентов. Для установки или удаления винта к головке крепежного элемента прикладывается крутящий момент. Болты также имеют внешнюю резьбу, но они удерживаются на месте, пока к гайке прикладывается крутящий момент. Совместимые внутренние резьбы должны иметь ту же геометрию, что и резьба на болте.
Невооруженным глазом может показаться, что все резьбы крепежа одинаковы. На самом деле существует два метода изготовления резьбы — накатка и нарезка, — которые влияют на функциональность крепежа. Для резки требуется пустой стержень, диаметр которого точно соответствует спецификации болта, а лишний материал срезается с заготовки для создания резьбы. Это приводит к увеличению диаметра перед началом резьбы. Все стандартные размеры болтов и типы резьбы могут быть изготовлены методом нарезки.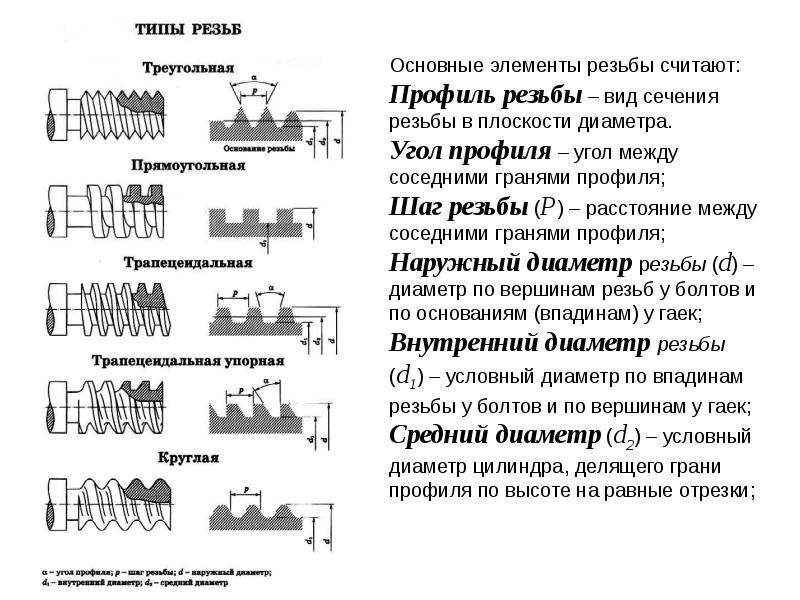 Как правило, болты и винты с нарезанной резьбой обладают большей прочностью на сдвиг, но они также сложнее в производстве и дороже.
Как правило, болты и винты с нарезанной резьбой обладают большей прочностью на сдвиг, но они также сложнее в производстве и дороже.
Для изготовления накатанной резьбы используется заготовка диаметром несколько меньше диаметра назначенного конца. Заготовка деформируется штампами для создания спиральных пиков и впадин, которые огибают стержень болта. Это создает крепеж с более гладкой резьбой, который также весит меньше, чем нарезанные болты того же размера. Эти застежки проходят холодную обработку, что упрочняет резьбу. В целом накатывание является быстрым, эффективным и менее затратным методом нарезания резьбы на заготовках. Существуют некоторые ограничения, такие как ограничения на длину резьбы и диаметры болтов, а некоторые материалы слишком тверды для холодной обработки штампами. Два типа структурных болтов, A325 и A490, не может быть свернут из-за этих ограничений.
Эти условия означают, что накатанная резьба подходит для большинства применений, поскольку она дешевле и в среднем на 7 % прочнее, чем нарезанная резьба. В то время как холодная обработка упрочняет минимальный диаметр, резка истирает его и ослабляет поверхность материала. Как правило, единственным случаем, когда явно требуется нарезание резьбы, является случай, когда указанные материалы слишком тверды для прокатки.
В то время как холодная обработка упрочняет минимальный диаметр, резка истирает его и ослабляет поверхность материала. Как правило, единственным случаем, когда явно требуется нарезание резьбы, является случай, когда указанные материалы слишком тверды для прокатки.
Стандартизация крепежных изделий
В 19 -м -м веке индустриализация и достижения в области механической обработки привели к массовому производству и распространению крепежных изделий. Конкурирующие болты одного размера с несовместимой резьбой привели к проблемам совместимости, особенно с импортным оборудованием. Потребовалось глобальное событие эпических масштабов (Вторая мировая война), чтобы способствовать международному сотрудничеству в области стандартизации болтов. Канада, США и Великобритания не смогли починить танки и машины друг друга во время войны, поэтому в 1949 они приняли Унифицированный стандарт резьбы (UTS), в котором изложен критерий резьбы с использованием дюймовых измерений. Тем временем метрическая система набирала популярность в Европе и Азии, что привело к тому, что Соединенное Королевство отказалось от UTS и вместо этого приняло метрическую систему. Сегодня Канада и США остаются единственными рынками с высокой концентрацией оборудования UTS. По данным ISO, глобальная популярность оборудования делится на 60% метрических, 31% UTS и 9% прочих.
Тем временем метрическая система набирала популярность в Европе и Азии, что привело к тому, что Соединенное Королевство отказалось от UTS и вместо этого приняло метрическую систему. Сегодня Канада и США остаются единственными рынками с высокой концентрацией оборудования UTS. По данным ISO, глобальная популярность оборудования делится на 60% метрических, 31% UTS и 9% прочих.
Имея наибольшую долю рынка, метрические болты легче всего идентифицировать. Номиналы начинаются с буквы М, а цифра сразу после указывает на диаметр болта в миллиметрах. Метрическая резьба крепежа также указывается в соответствии с шагом резьбы, то есть расстоянием между соседними витками, опять же в миллиметрах. Это представлено последней цифрой в обозначении метрического болта. Например, болт с маркировкой M10 x 1,5 представляет собой метрический болт диаметром 10 мм и расстоянием между витками 1,5 мм.
Таблица размеров резьбы
Посадка резьбы классифицирует допуски между пиками и впадинами (гребнями и впадинами) сопрягаемых резьбовых деталей.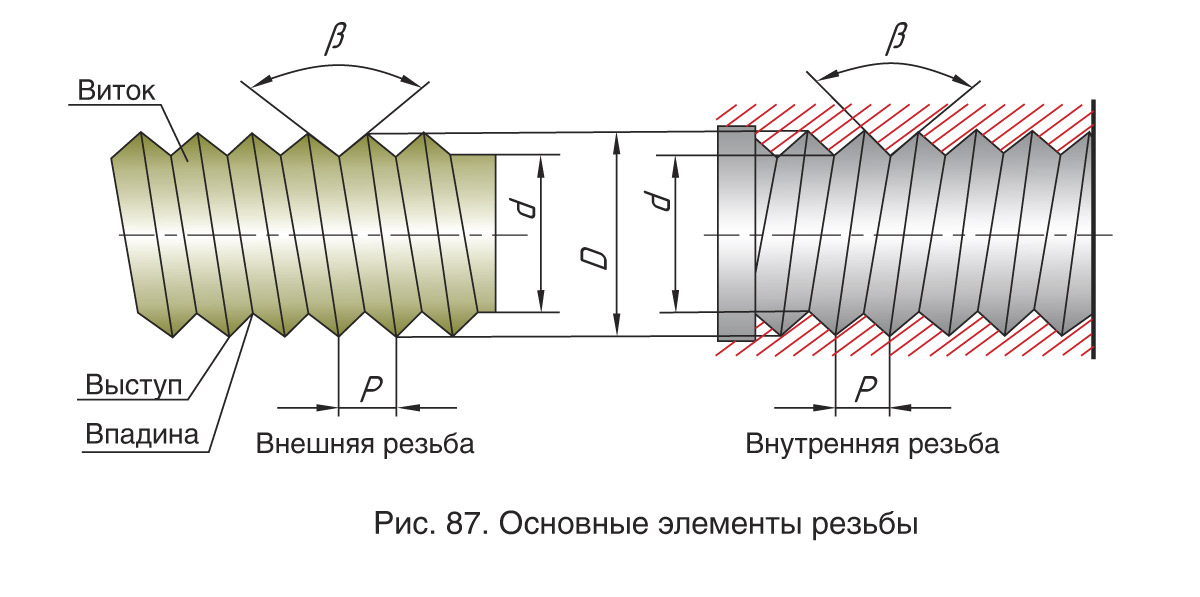 В метрических описаниях посадка резьбы классифицируется по числовой и буквенной системе; более низкие числа обозначают резьбу с более высокой точностью, а буквы обозначают позицию допуска. В некоторых случаях фурнитура может быть помечена двумя наборами размеров посадки резьбы. Первая метка представляет диаметр делителя (воображаемый диаметр, который пересекает резьбу наполовину — расстояние равно большому и меньшему диаметрам), а вторая — диаметр вершины, который является меньшим диаметром на внутренней резьбе и большим диаметром на резьбе. внешние нити. Например, болт 4G5G будет иметь внутреннюю резьбу с шагом 4 класса и внутреннюю резьбу с вершиной 4 класса. Когда уклон и высота гребня одинаковы, обозначения упрощаются; вместо этого болт 4G4G будет помечен как 4G. Резьба с более высоким допуском устанавливается быстрее и лучше подходит для нанесения покрытий, таких как фиксатор резьбы.
В метрических описаниях посадка резьбы классифицируется по числовой и буквенной системе; более низкие числа обозначают резьбу с более высокой точностью, а буквы обозначают позицию допуска. В некоторых случаях фурнитура может быть помечена двумя наборами размеров посадки резьбы. Первая метка представляет диаметр делителя (воображаемый диаметр, который пересекает резьбу наполовину — расстояние равно большому и меньшему диаметрам), а вторая — диаметр вершины, который является меньшим диаметром на внутренней резьбе и большим диаметром на резьбе. внешние нити. Например, болт 4G5G будет иметь внутреннюю резьбу с шагом 4 класса и внутреннюю резьбу с вершиной 4 класса. Когда уклон и высота гребня одинаковы, обозначения упрощаются; вместо этого болт 4G4G будет помечен как 4G. Резьба с более высоким допуском устанавливается быстрее и лучше подходит для нанесения покрытий, таких как фиксатор резьбы.
Тип диаметра | Внутренняя резьба | Внешняя резьба |
Шаг | Пять типов: класс 4, класс 5, класс 6, класс 7, класс 8 | Семь типов: 3 класс, 4 класс, 5 класс, 6 класс, 7 класс, 8 класс, 9 класс |
Герб | Пять типов: класс 4, класс 5, класс 6, класс 7, класс 8 | Три типа: класс 4, класс 6, класс 8 |
Кроме того, позиции допуска могут быть следующих типов. Строчные буквы обозначают внешние резьбы, а прописные буквы обозначают внутренние резьбы.
Строчные буквы обозначают внешние резьбы, а прописные буквы обозначают внутренние резьбы.
Резьба | Позиция допуска Классы |
Внутренний | г, ч |
Внешний | Э, Ф, Г, Ч |
По сравнению с UTS метрическая резьба 6g будет очень похожа на болт 2A UTS с точки зрения посадки резьбы.
Болты UTS диаметром менее 1/4 дюйма имеют номер калибра, но между размерами от 1/4 до 1 дюйма используются дюймовые размеры. Второе число болта UTS обозначает количество витков резьбы на дюйм (TPI). Болты UTS размером от № 0 до № 10 имеют две возможные конфигурации TPI (грубая и тонкая), а диаметры № 12 и выше могут иметь две или три конфигурации TPI (грубая, тонкая и сверхтонкая). Например, болт UTS с номером 3-48 представляет собой болт или винт калибра 3 с 48 витками на дюйм, а винт 1/4-20 имеет диаметр 1/4 дюйма и 20 витков на дюйм.
Соответствие резьбы также является проблемой для винтов и болтов UTS. Свободная посадка лучше подходит для приложений, требующих быстрой сборки и разборки, но точная посадка (класс 3) лучше всего подходит для высокоточных, высокопрочных соединений и жестких условий, таких как болты с головкой под торцевой ключ в двигателе. Резьбы класса А используются для наружной резьбы, а резьбы класса В — для внутренней резьбы.
Класс резьбы | Допуск | Заявка |
1А | 1,50% делительного диаметра | Только для быстрой и легкой сборки и разборки; редко используемый. |
1Б | 1,50% делительного диаметра | Только для быстрой и легкой сборки и разборки; редко используемый. |
2А | 1,10% делительного диаметра | Приемлем для большинства применений: самый распространенный класс болтов UTS |
2Б | 1,10% делительного диаметра | Приемлем для большинства применений: самый распространенный класс болтов UTS |
3А | 0,80% делительного диаметра | Высокоточные, высокопрочные приложения; безопасность. |
3Б | 0,80% делительного диаметра | Высокоточные, высокопрочные приложения; безопасность. |
Органы по стандартизации приложили огромные усилия для классификации шага резьбы, поскольку он определяет площадь напряжения растяжения резьбы, которую можно определить с помощью этого уравнения. Напряжение коррелирует с TPI болта.
AS = π/4 x (D — (.938194 x P)) ²
Где:
As: Область растяжения
D: диаметр болта
P: 1/нить на дюйм (TPI)
Например, давайте сравним площадь растягивающего напряжения двух винтов. Первый винт 3/4-10 UNC.
.3382=π/4 X (.75-(938194 x (1/10)))²
Второй винт имеет такой же диаметр, но другой TPI; это винт 3/4-16 UNF.
0,3754 = π/4 x (0,75 — (0,9)38794 x (1/16)))²
Как видно из уравнения, винт с большим TPI имеет большую площадь растягивающего напряжения.
Как определить толщину резьбы
Наконец, резьба метрических и UTS-креплений также подразделяется на крупную, мелкую и сверхтонкую. Типы резьбы UTS обычно имеют маркировку UNC (Unified Coarse), UNF (Unified Fine) или (Unified Extra Fine (UNEF). Нет никакой разницы в качестве изготовления между типами грубой, мелкой и сверхмелкой резьбы, но есть различия в том, как они трудоустроены
Типы резьбы UTS обычно имеют маркировку UNC (Unified Coarse), UNF (Unified Fine) или (Unified Extra Fine (UNEF). Нет никакой разницы в качестве изготовления между типами грубой, мелкой и сверхмелкой резьбы, но есть различия в том, как они трудоустроены
Крупная резьба толще и долговечнее, чем фурнитура с мелкой резьбой. Крепеж с крупной резьбой также можно установить быстрее. Например, для 3/4-10 UNC требуется 10 оборотов, чтобы установить 1 дюйм вала болта, а для 3/4-16 UNF потребуется 16 оборотов. Крупная резьба обеспечивает зазор для покрытия резьбы и менее подвержена истиранию. Эта резьба также вряд ли сорвется, если болт изготовлен из мягкого материала.
Мелкие и сверхтонкие нити можно исследовать вместе. Их меньший шаг и больший TPI приравниваются к лучшей прочности на растяжение, а больший внутренний диаметр обеспечивает лучшую прочность на сдвиг. Меньший угол спирали резьбы также обеспечивает превосходную устойчивость к вибрации в крепежных изделиях с мелкой резьбой, что является очень важным фактором. Тонкие материалы подходят для тонкой и сверхтонкой резьбы. Они также более полезны для точных приложений.
Тонкие материалы подходят для тонкой и сверхтонкой резьбы. Они также более полезны для точных приложений.
На основании этих подробных стандартов 91% резьбовых соединений относятся к одному из этих обозначений.
Метрическая | ||
Диаметр (мм) | Крупный шаг | Мелкий шаг (и сверхмелкий, если применимо) |
1 | .25 | .2 |
1,2 | .25 | .2 |
1,4 | .3 | .2 |
1,6 | .35 | .2 |
1,8 | .35 | .2 |
2 | . | .25 |
2,5 | .45 | .35 |
3 | .5 | .35 |
3,5 | .6 | .35 |
4 | .7 | .5 |
5 | .8 | .5 |
6 | 1 | .75 |
7 | 1 | .75 |
8 | 1,25 | 1(0,75) |
10 | 1,5 | 1,25(1) |
12 | 1,75 | 1,5(1,25) |
14 | 2 | 1,5 |
16 | 2 | 1,5 |
18 | 2,5 | 2(1,5) |
20 | 2,5 | 2(1,5) |
22 | 2,5 | 2(1,5) |
24 | 3 | 2 |
27 | 3 | 2 |
30 | 3,5 | 2 |
33 | 3,5 | 2 |
36 | 4 | 3 |
39 | 4 | 3 |
42 | 4,5 | 3 |
45 | 4,5 | 3 |
48 | 5 | 3 |
52 | 5 | 4 |
56 | 5,5 | 4 |
60 | 5,5 | 4 |
64 | 6 | 4 |
 4
4
УТС | |||
Диаметр (номер датчика или дюймы) | Грубый | Мелкий TPI | Сверхтонкий TPI |
#0 | н/д | 80 | н/д |
#1 | 64 | 72 | н/д |
#2 | 56 | 64 | н/д |
#3 | 48 | 56 | н/д |
#4 | 40 | 48 | н/д |
#5 | 40 | 44 | н/д |
#6 | 32 | 40 | н/д |
#8 | 32 | 36 | н/д |
#10 | 24 | 32 | н/д |
#12 | 24 | 28 | 32 |
1/4 | 20 | 28 | 32 |
5/16 | 18 | 24 | 32 |
3/8 | 16 | 24 | 32 |
7/16 | 14 | 20 | 28 |
1/2 | 13 | 20 | 28 |
16 сентября | 12 | 18 | 24 |
5/8 | 11 | 18 | 24 |
3/4 | 10 | 16 | 20 |
7/8 | 9 | 14 | 20 |
1 | 8 | 12 | 20 |
Этот документ может быть бесценным ориентиром при выборе крепежа, но нет необходимости запоминать его. Вся эта информация основана на опыте знающих инженеров и представителей Bayou City Bolt, которые могут помочь вашей организации отслеживать исчерпывающие варианты резьбовых винтов, болтов и гаек.
Вся эта информация основана на опыте знающих инженеров и представителей Bayou City Bolt, которые могут помочь вашей организации отслеживать исчерпывающие варианты резьбовых винтов, болтов и гаек.
В течение почти двух тысячелетий резьбовое оборудование поддерживало некоторые из самых важных инноваций в истории человечества. Теперь у вашей компании есть возможность использовать высокотехнологичные преимущества новейших аппаратных решений.
Загрузить PDF
Типы и размеры резьбы — Блог The Nuts and Bolts
Резьбовые крепежные детали используются во многих промышленных и коммерческих целях по всему миру. Хотя они крошечные и их ценность часто остается незамеченной, они составляют жизненно важный компонент множества различных продуктов. Они используются в качестве крепежа по множеству причин, таких как их прочность, съемность, простота установки и экономичность.
Однако получение резьбовых крепежных изделий для конкретного применения может стать затруднительным, если нет достаточных знаний о различных типах и размерах резьбы. Необходимость в определенных инструментах и информации жизненно важна для определения того, какой тип и размер резьбы лучше всего подходят для данного применения. Прежде чем выбрать конкретную застежку, важно понять некоторые основные термины стандартной резьбовой застежки.
Необходимость в определенных инструментах и информации жизненно важна для определения того, какой тип и размер резьбы лучше всего подходят для данного применения. Прежде чем выбрать конкретную застежку, важно понять некоторые основные термины стандартной резьбовой застежки.
Терминология винтовой резьбы
Некоторые общие термины, встречающиеся при рассмотрении типов и размеров резьбы, приведены ниже.
Рисунок 1. Иллюстрация резьбового крепежа с полезными терминами, обозначенными (Ispatguru.com, 2018 г.)
Большой диаметр — Наибольший диаметр резьбы крепежного элемента. Например, в винте большим диаметром будет диаметр вала.
Малый диаметр – Наименьший диаметр резьбы крепежа. Например, в винте меньший диаметр будет диаметром внутренней части винта, за исключением гребней спирали.
Шаг – Линейное расстояние между одной резьбой и другой рядом с ней.
Длина резьбы – Общая длина резьбовой части крепежного изделия.
Фланг – Угол, под которым гребень резьбы поднимается над основанием резьбы.
Стандарты резьбы
Хорошее понимание приведенной выше информации будет полезно для полного понимания и выбора подходящих типов и размеров резьбы. Как правило, есть две серии резьбы, а именно Метрическая резьба ISO (в миллиметрах) и Унифицированная резьба (в дюймах). Для обеих этих серий есть два типа резьбы – мелкая и грубая.
Среди этих двух типов нитей тонкие нити одинаковой твердости, как правило, прочнее, поскольку они способны выдерживать большие нагрузки при растяжении и сдвиге. Тонкие нити можно легко врезать в материалы, поэтому они идеально подходят для тонких срезов стен.
Они также широко используются для различных общих применений, таких как аэрокосмические компоненты, где приоритетом является высокая прочность. Также доступны сверхтонкие резьбы, которые используются для приложений, ориентированных на высокую прочность.
В материалах с низкой прочностью на растяжение использование крупной резьбы обеспечивает большее сопротивление отслоению по сравнению с мелкой или сверхтонкой резьбой. Крупная резьба более устойчива к износу из-за усталости и обеспечивает более легкую и быструю сборку деталей без риска перекрестного нарезания резьбы.
Они менее чувствительны к экстремальным температурам и менее подвержены повреждениям в результате царапин или порезов. Царапина на застежке с мелкой резьбой представляет гораздо большую проблему, чем царапина на застежке с крупной резьбой. Грубая резьба в основном используется в промышленности, а также в военных целях. (Норвуд, 2018)
The Unified Thread Standard (UTS)
This series classifies the threaded fastener types as follows :
(Thomasnet.com, 2018)
UNC – Унифицированная национальная крупная резьба | Наиболее часто используемая и предпочтительная резьба для крепежа общего назначения. |
UNF – Унифицированная национальная тонкая резьба | Большой внутренний диаметр и меньшая глубина резьбы обеспечивают улучшенную блокировку крутящего момента и лучшую несущую способность по сравнению с резьбой UNC. |
UNEF — Единый национальный дополнительный штраф | Резьба тоньше по сравнению с резьбой UNF. Идеально подходит для отверстий в твердых материалах и аэрокосмических компонентах. |
Резьба UNJC и UNJF | Резьба «J» состоит из двух типов — внутренней и внешней резьбы. UNJC и UNJF очень похожи на резьбы UNC и UNF, за исключением того, что внешняя резьба имеет больший радиус корня. |
Резьба UNR | Наружная резьба такая же, как у UNC, за исключением закругления радиуса впадины. |
Резьба с постоянным шагом | Доступны различные комбинации диаметра и шага для универсального применения, когда другие типы, такие как UNC, UNF и UNEF, не подходят. |
 Благодаря наличию крупного шага резьбы, резьба более глубокая и упрощает сборку без риска перекрестного нарезания резьбы.
Благодаря наличию крупного шага резьбы, резьба более глубокая и упрощает сборку без риска перекрестного нарезания резьбы. Самый популярный выбор среди производителей наружной резьбы.
Самый популярный выбор среди производителей наружной резьбы.Унифицированные резьбы используют пронумерованные диаметры от № 0 до № 10, где 0 — наименьший возможный диаметр, а 10 — наибольший. Диаметр резьбы можно интерпретировать по следующей формуле: 0,060″ + (пронумерованный диаметр) * 0,013″. Следовательно, № 2 будет иметь большой диаметр 0,086 дюйма, как из приведенного выше уравнения, (2) * 0,013 + 0,060 = 0,086. Несмотря на то, что появляются нечетные числа, четные числа встречаются гораздо чаще.
При интерпретации размеров резьбы унифицированная резьба выражает первое число как наибольший диаметр крепежного изделия. Второе число представляет количество витков на единицу длины, а третье число соответствует длине витков.
Например, винт #2-40 x 0,5 имеет наружный диаметр 0,086 дюйма, 40 витков резьбы на дюйм и длину 0,5 дюйма.
Метрическая резьба ISO
Система метрической резьбы ISO является наиболее широко используемой серией резьб. Довольно просто определить и понять размеры резьбы, которые используют обозначение метрической резьбы ISO.
Размеры начинаются с буквы «М», что означает, что они измерены с использованием обозначения метрической резьбы. За буквой «М» следует первая цифра, обозначающая наибольший диаметр наружной резьбы в миллиметрах. Второе число соответствует шагу, то есть расстоянию между соседними витками. Наконец, третье число представляет длину резьбы.
Итак, винт размером M9x2,0x12 будет иметь диаметр наружной резьбы 9 миллиметров, резьбу на 2 миллиметра и длину резьбы 12 миллиметров.
Если шаг не указан в метрическом размере, то крепеж автоматически считается серийной крупной резьбы. Во всех остальных случаях необходимо указывать размер поля.