Вольфрамовые мормышки своими руками. Каким флюсом облудить вольфрам
Технология пайки вольфрама (часть 1)
Вольфрам и его сплавы, обладая высокой прочностью, жаропрочностью до температуры 2700°С и другими ценными качествами, являются необходимыми материалами в ряде областей техники.
Металлический вольфрам широко применяют в ракетостроении, в электроламповой, радиотехнической и электровакуумной промышленности.
Вольфрам широко используют в промышленности в чистом виде и в виде сплавов, он является наиболее тугоплавким металлом с температурой плавления 3410°С, обладает высоким пределом прочности (50-90 кгс/мм2) и твердостью НВ 320-415 кгс/мм2.
Отрицательным качеством вольфрама является его хрупкость при комнатной температуре (относительное удлинение и сужение равны нулю). Механическую обработку вольфрама можно производить только при температуре 300-500°С, т. е. выше порога хрупкости.
Пайку вольфрама необходимо стремиться производить при температуре ниже температуры рекристаллизации (1450°С), поскольку после рекристаллизации прочность вольфрама значительно снижается.
При сварке плавлением рекристаллизация вольфрама и его охрупчивание неизбежны, поэтому применение пайки для изделий из вольфрама предпочтительнее. При соединении вольфрама с другими металлами основная трудность связана со значительным различием в коэффициентах линейного расширения.
При обычной температуре вольфрам обладает высокой химической стойкостью, но при нагревании выше 400-500°С окисляется с образованием трехокиси вольфрама W03. При пайке вольфрама требуется особо тщательная очистка поверхности деталей.
Очистку производят механическими средствами или травлением в кислотах. Травить можно в смеси равных частей азотной и фтористоводородной кислот с последующей промывкой в горячей воде и спирте.
Очистку можно вести также в горячем растворе едкого натра или электролитическим методом, применяя в качестве электролита разбавленный раствор азотнокислого натрия (NaN03). Способ очистки выбирают в зависимости от степени окисленности вольфрама.
Вольфрам после тщательной очистки успешно паяется во всех защитных и восстановительных средах, но чаще в вакууме, который обеспечивает получение более плотных паяных швов.
Для улучшения смачивания вольфрама расплавленными припоями иногда применяют предварительное гальваническое покрытие его никелем или медью.
Для высокотемпературной пайки вольфрама применяют припои с температурой плавления до 3000° С, в том числе чистые металлы: тантал, ниобий, никель, медь и сплавы Ni - Ti, Ni - Си, Mn - Ni - Co, Mo - В и др.
Учитывая склонность вольфрама к рекристаллизации, пайку его необходимо производить при максимальных скоростях нагрева с минимальной выдержкой при пайке.
Наиболее перспективным способом соединения вольфрама является сочетание пайки с последующей диффузионной обработкой. В результате такой обработки получаются паяные соединения с высокой температурой распайки, т. е. вторичного расплавления металла паяного шва.
При диффузионной обработке происходит диффузия, растворение, а также испарение отдельных компонентов. Например, марганец кипит при температуре 2150°С, и при этой температуре он полностью испаряется.
Поэтому при диффузионной обработке швов, паянных припоями, содержащими марганец, повышение температуры вторичного расплавления достигается за счет испарения марганца. При правильном сочетании припоя, температуры пайки и времени выдержки можно получить паяные соединения с температурой вторичного расплавления до 2760°С.
Например, при пайке вольфрама при температуре 1000-1100°С припоем платина - бор с добавкой, порошка вольфрама в результате реактивной диффузии в шве образуется сплав, работоспособный при 2000°С. Преимуществом этого припоя является то, что пайку вольфрама можно производить при температуре ниже температуры его рекристаллизации, т. е. без снижения механических свойств вольфрама.
Перспективным является метод диффузионной пайки, позволяющий до минимума уменьшить толщину прослойки припоя в зазоре, в результате чего сокращается количество жидкой фазы в шве и уменьшается возможность образования хрупких зон.
Для капиллярной пайки вольфрама в вакууме 10-4 мм ст. рт. или в аргоне марки А можно использовать стандартные серебряные припои ПСр 72, ПСр 62, ПСр 37,5; медно-никелевые припои ВПр4, ПМ17, ПМ17А и припой на железной основе системы Fe - Мп. Наибольший предел прочности σв = 26,5 кгс/мм2 при зазоре 0,15 мм обеспечивает припой ПСр 37, 5.
Соединения вольфрама, паянные чистым железом, могут надежно работать при температуре 900° С. Соединения, паянные припоем состава 75% Сr, 25% V успешно работают при температуре 1200° С.
www.prosvarky.ru
Как паять вольфрам в домашних условиях?
Ремонт вольфрамовых мормышек
В силу конструкционных особенностей вольфрамовых мормышек повредить без особенного рвения само металлическое тело, за исключением гальванического покрытия или краски, практически невозможно. Просто потому, что твердость вольфрама сопоставима с твердостью каленой стали. Поговорим о главном элементе любой рыболовной приманки — крючке. Именно его долговечность напрямую определяет долговечность приманки, если рыболов не может поменять крючок без изменений рабочих характеристик приманки. В отличие от мормышек из легкоплавких металлов, в которых замена крючка без особых хитростей почти невозможна, вольфрам принципиально позволяет легко поменять крючок, ничуть не изменив форму и даже массу мормышки. Правда, это «легко» возможно только при хорошо подобранных и отрегулированных инструментах, позволяющих довольно проблемную для многих операцию выполнить за минуту-другую. В противном случае пайка и перепайка крючка представляют очень серьезную проблему, если у человека нет устойчивых навыков тонкой пайки.
Специфика пайки крючка
По конструкции разные вольфрамовые мормышки могут очень существенно отличаться.
— Есть сверленые мормышки из непаяющегося вольфрама и его сплавов, на тело которых для возможности пайки крючка наносится гальваническое покрытие (фото 1). Это, пожалуй, самый капризный и требовательный вариант.
фото 1
— Заметно более легкий случай — это точно такие же приманки, у которых точно так же просверлено отверстие под леску, но в качестве материала используется более легкий сплав вольфрама, который уже более-менее паяется стандартным оловянно-свинцовым припоем.
— Следующим вариантом является мормышка из непаяющегося вольфрама или сплава с пазиком, которую сначала покрываю гальваническим слоем металла, а затем уже в паз впаивают крючок (фото 2).
фото 2
— Четвертым вариантом является самый надежный и безотказный с точки зрения пайки вариант — пазик в вольфраме, который сначала запаян медным сплавом, а после там делается пропил для крючка.
Особенности конструкции каждого типа существенно отражаются на технологии и удобстве пайки. Что нам понадобится для перепайки? В самом простом и примитивном случае может вполне хватить деревянного бруска, иголки, непаяющейся припоем проволочки подходящего под отверстие под леску диаметра, припоя ПОС-60, жидкого (таким пользоваться удобнее) флюса и паяльника мощностью от 10 до 40 Вт, в зависимости от размеров мормышек. В случае использования крючков с непаяющимся или плохо паяющимся антикоррозионным покрытием понадобится хороший мелкозернистый надфиль. Многие любят алмазные, но мне больше нравится стандартный — из быстрорежущей стали. Да, он не так легко стачивает покрытие, но зато меньше шансов от чрезмерного усердия ободрать цевье тонкого крючка так, что оно быстро и легко сломается.
«Подводные камни»
Следует знать трудности, которые порой возникают в процессе запайки или перепайки крючка в мормышке той или иной конструкции. Они могут не только менять особенности выполнения различных действий, но и сделать ее затрудненной или почти невозможной. Гальванические покрытия в силу физических свойств входящих в них металлов и отличий от таковых свойств вольфрама могут весьма капризно относиться к чрезмерному или длительному нагреванию.
Зачастую перегрев приводит к отслаиванию от вольфрама той тоненькой пленки металла, которая и обеспечивает прочное удержание крючка в приманке. Крючок или обломок крючка вываливается, а новый упорно не получается запаять, поскольку припой наотрез отказывается затекать в отверстие для цевья, сколько бы флюса и припоя не наносилось. Это признаки отслоения гальванического покрытия.
Исправить данный дефект с помощью «стандартной» пайки уже не получится. Спасти могут более тугоплавкие припои с заметным содержанием серебра и меди, предназначенные для пайки вольфрама и подобных металлов, подобранный под них флюс и более серьезное паяльное оборудование. Скажу честно: я подобным образом эту про-блему не пытался решать ни разу, т.к. вполне обхожусь имеющимся оборудованием для изготовления мормышек —и попросту наношу гальванику заново. Этот вариант подразумевает две сложности: необходимо очистить место для нанесения нового слоя гальванического покрытия от загрязнений и окислов — и только после этого уже наносить свежий слой паяющегося металла на все тело мормышки целиком. Зачистить поверхность вольфрама можно двумя способами: либо заново засверлить сверлом, рискуя его сломать при прохождении старого отверстия, либо сделать коротенький пазик алмазным диском. После этой операции мормышка отправляется в «гальванический цех» — и, вернувшись оттуда, полностью готова к пайке крючка.
Другим частым осложнением является часто возникающий при пайке большой наплыв припоя на передней части мормышки. Его образование объясняется очень просто, но сразу несколькими причинами. Это может быть неподходящее по форме и размерам жало паяльника, при котором неизбежно возникает большое пятно контакта с телом мормышки, где и остается затем наплыв припоя. Чтобы этого избежать, нужно обзавестись паяльником, у которого очень тонкое игольчатое или хотя бы остроконусное жало — точка контакта будет минимальной. Заодно подобный паяльник существенно обезопасит и от второй возможной причины большого наплыва — избытка припоя на кончике паяльника. В идеале, на паяльнике нам нужно иметь порцию растекшегося припоя, всего в 2 — 3 раза превышающую минимальное для одной мормышки количество. Визуально такое жало будет лишь немного толще чистого — и место пайки заберет ровно столько припоя, сколько ему нужно (фото 3).
фото 3
Часто в качестве флюса используются кислоты и смеси их с какими то солями — например, соляная и ортофосфорная. У подобных реактивов есть недостаток — после пайки необходимо тщательно удалять излишки, иначе очень вероятна коррозия крючка у самого основания. Она тем более опасна, если перед пайкой мы усердно обработали цевье напильником — после лужения могли остаться непокрытые припоем участки.
Пайка
Запайка и перепайка крючка отличаются не очень сильно, хотя и имеют свои нюансы. Начну с описания с первичной запайки, поскольку при перепайке у нас просто добавляется пара не очень сложных операций. Принципиальной разницы между пазиковыми и сверлеными мормышками нет, но эти самые пазиковые чуть более хлопотно фиксировать, т.к. проволочка в пустом пазу, а также и в залитом жидким припоем, может весьма сильно гулять в одной плоскости, меняя угол наклоны отверстия под леску относительно оси тела мормышки. Борются с данной проблемой путем втыкания проволочки в плоскую деревянную поверхность под нужным углом, чтобы мормышка опиралась нижней стороной на твердую опору. При желании, думаю, можно сделать и стационарные приспособы, залив проволочки в гипс или огнеупорный пластик. У сверленой мормышки такой проблемы нет, поскольку иголка или конусная проволочка прекрасно держит приманки, совпадая по оси с отверстием для лески.
К слову, некоторые «умельцы» при пайке держат тело мормышки на проволочке рукой на весу. Вторая рука при этом работает паяльником. Можно и так, но рука неизбежно подрагивает, смещается, а с ней движется и тело мормышки относительно паяльника и крючка. Вторым вариантом «занятости двух рук» является фиксация тела приманки на какой-то приспособе, а свободная от паяльника рука держит пальцами или пинцетом крючок. Недостатки здесь ровно те же. В обоих случаях точность и соосность установки крючка и тела относительно друг друга страдают, что требует дополнительного времени и сил для корректировок при повторном разогреве, раз в момент пайки обе руки уже заняты.
Именно поэтому я использую примитивные, но очень удобные приспособы, позволяющие зафиксировать и крючок и тело мормышки. Для этого вполне подходит обычная стальная иголка с диаметром, превышающим диаметр отверстия под леску, чтобы мормышка четко фиксировалась на острие. Игла вставляется в широкую стирательную резинку или что-то подобное в вертикальном положении (фото 4).
фото 4
Получается полноценный и эффективный «заменитель руки», который не дрожит, не боится обжечься и т.п. Крючок крепится в пинцете, закрепленном в лекальных или миниатюрных слесарных тисках на том же уровне, что и располагающаяся на кончике иглы мормышка (фото 5).
фото 5
Откручиваем немного тиски так, чтобы губки пинцета разжались, и вставляем между ними загиб крючка, после чего ручкой тисков вновь зажимаем пинцет.
Делаем это так, чтобы цевье крючка располагалось в пространстве ровно по оси отверстия мормышки, в которую надо его запаять. Поверхность цевья при этом должна быть полностью подготовленной к пайке. Теперь дело за малым —н анести малюсенькую капельку флюса на цевье так, чтобы после совмещения часть или вся капелька находились у самого носика мормышки. Именно здесь и надо прикоснуться смоченным припоем паяльника (фото 6).
фото 6
Начнется быстрый нагрев цевья, флюс начнет растекаться — и сам заползет в отверстие, а по нему туда же потечет и припой, если паяльник не сильно удален от кончика тела мормышки и у него достаточно мощности, чтобы таким образом прогреть тело. Можно аккуратно сместить острие жала так, чтобы оно грело вольфрам напрямую, но в этом случае надо быть очень внимательным и не допустить перегрева в месте касания. Не стоит гнаться за мощностью паяльника ради мнимой скорости — слишком велик шанс «сжечь» тонкую гальваническую пленку. Для пайки мормышек до 5 мм включительно вполне хватает мощности в 20 Вт. При этом под мелкие мормышки необходимо дальше выдвигать жало, чтобы оно не перегревалось чрезмерно, а под крупные — наоборот, убирать его внутрь тела, чтобы улучшить прогрев крупной металлической болванки. Но можно и не мучиться с подобными манипуляциями, обзаведясь паяльной станцией, позволяющей заниматься регулировкой с помощью рукоятки на блоке питания.
Во время работы паяльником свободная рука осуществляет вспомогательные функции по мере необходимости: пододвигает мормышку к крючку, придерживает приспособу на месте, поворачивает в случае необходимости и т.п. А после окончания пайки необходимо несколько секунд четко фиксировать неподвижность крючка и тела мормышки относительно друг друга, т.к.
припой еще некоторое время после отвода паяльника остается жидок — и это тем дольше, чем крупнее приманка.
Перепайка
Исходя из описанного выше, ясно отличие первичной пайки от перепайки крючка. Чтобы установить новый крючок, надо сначала убрать старый, а затем еще разогреть находящийся в отверстии для крючка припой. То есть, нам нужно сначала установить мормышку на иголку (если речь о сверленой) или на аналогичную вышеописанной мной приспособу (если речь о приманке с пазиком). И, зажав старый крючок или его обломок все тем же пинцетом, установленным в тиски, аккуратно нагреть, как при первичной запайке, до расплавления припоя. Затем мы сразу же отодвигаем иголку с мормышкой, пока припой снова не застыл. После этого нужно дать мормышке остыть. Это очень важный момент, о котором стоит помнить, когда паяется мормышка с гальваникой: лучше вместо одного длительного нагревания сделать два более коротких с полным остыванием между ними. Так мы избежим риска описанного ранее отслоения. Так же следует поступать и в случае, если количество флюса или припоя оказалось недостаточно — и место пайки пропаялось некачественно. Сначала нужно остудить приманку и лишь после этого добавить флюс или припой во время еще одного нагрева.
Помня это, мы и делаем паузу после удаления старого крючка. Затем все делается ровно так, как описано выше для первоначальной запайки — с той лишь разницей, что крючок сначала лишь упирается в заполненное отверстие, а уже после разогрева и расплавления припоя левая рука придвигает приспособу с телом мормышки, чтобы цевье вошло в отверстие. Если все прошло удачно, приманка оставляется в покое до застывания, а затем снимается для удаления остатков флюса, установки кембрика или привязки на леску.
Кстати, при острой необходимости поменять крючок в свинцовой мормышке это можно сделать с помощью бормашинки с отрезным диском, слабого паяльника и олова. Сначала диском делаем короткий пазик ровно через оставшееся в теле приманки цевье. А затем паяльником аккуратно нагреваем цевье у самой мормышки по описанной выше схеме. Разница лишь в том, что паяем мы в этом случае чистым оловом. Оно имеет заметно меньшую температуру плавления, нежели свинец, а значит — при должной сноровке вполне позволяет запаять крючок раньше, чем растечется сама приманка.
Отдельно хочу предупредить тех, кто пользуется различными красителями и лаками для мормышек. При перепайке крючков с ними нужно быть очень аккуратными. Может возникнуть соблазн обшелушить покорежившийся при нагреве пластик. Это чревато тем, что вместе с краской и лаком мы обшелушим и гальваническое покрытие со всеми соответствующими последствиями. Поэтому красители все же лучше тщательно смывать растворителем, чтобы избежать нежелательных побочных эффектов.
Исправление дефектов крючка
Частенько приходится читать или слышать, как рыболовы пытаются кустарно «доработать» крючок в мормышке. Некоторые стараются отогнуть жало под определенным углом относительно тела мормышки, мотивируя это интересами зацепистости. При подобной манипуляции обычно стараются изменить загиб, отгибая жало вверх. Мне кажется, что это не самое лучшее решение. Во-первых, подобная весьма грубая деформация термически обработанной стали создает в ней дополнительные напряжения и микродефекты за счет растяжения металла с одной стороны и сжатия с другой. Это неизбежно снижает надежность и долговечность. Равно как к тому же приводит и происходящее при подобных манипуляциях повреждение защитного антикоррозионного покрытия, которое рвется, корежится и перестает защищать от воздействия воды. При этом того же самого эффекта изменения положения жала можно легко добиться еще на стадии выбора модели крючка и собственно его запайки. Если же все таки необходимо несколько отогнуть жало, то более щадящим будет не резкая деформация загиба, а более-менее плавный изгиб прямого цевья — за счет меньшей угловой деформации описанные негативные эффекты будут не так сильны.
Подточка крючка
Сразу же оговорюсь, что подточка жала крючка — мера скорее вынужденная и экстренная, поскольку в абсолютном большинстве случаев результат будет уступать заводскому. В том числе и по причине беззащитности очищенного попутно от антикоррозийных покрытий жала. Но иногда выбора нет — либо коекак заточенный, либо совсем тупой. Опять же, как и при подготовке цевья к лужению, лучше не пользоваться грубым алмазным надфилем — слишком резво и грубо он может ободрать изрядный слой металла. То же самое можно сказать и о различных точильных камнях и напильниках. Для подобной операции стоит воспользоваться более щадящими материалами и технологиями. Лучше всего подойдет очень мелкозернистая наждачная шкурка, которую для удобства можно наложить на шпатель или любую пластинку подходящей толщины — лишь бы не сточить бородку.
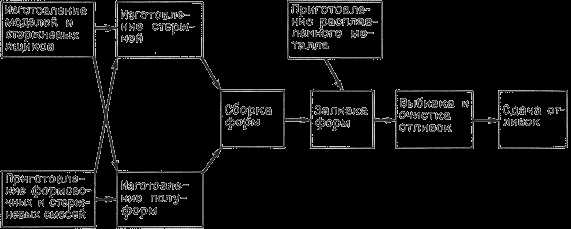
Технологический процесс пайки металлов
Так же можно воспользоваться бормашинкой с диском из листового металла с нанесенной на него мелкой шлифовальной пастой (вроде пасты ГОИ). Главное, чтобы диск был плоский и не «бил» при вращении. Но все же вариант подточки крючка лучше рассматривать как временную меру — и при первой же возможности его перепаять или поменять приманку на новую.
Алексей Дьяченко
stroyvolga.ru
Пайка вольфрама
Темы: Пайка.
Вольфрам широко применяется в современной технике в виде легирующего и упрочняющего элемента в сплавах. Он относится к малораспространенным элементам. Температура плавления вольфрама 3380 ±10°С .
Пайка вольфрама.
Другие страницы по теме Пайка вольфрама :Изучение кинетики окисления компактного вольфрама до 500°C показало, что этот процесс протекает с малой скоростью, а в интервале 500... 1000°C скорость окисления растет быстро. Оксидная пленка двухслойная. Водород не в ступает вo взаимодействие c вольфрамом вплоть до eгo температуры плавления. Азот реагирует c компактным вольфрамом, обрaзуя нитриды WN, W2N, WN2 и дp. лишь пpи температуре > 1500°C. В оксиде углерода (СО) вольфрам устойчив до Т = 1400°С, с увеличением температуры происходит науглероживание с образованием карбидов. Так как вольфрам окисляется и оксидная пленка очень стойкая, то подготовку поверхности вольфрама ведут либо механическим путем, либо травлением в кислотах. Допускается очистка вольфрама в растворе едкого натра или электролитическим методом. После очистки в ряде случаев поверхность вольфрама покрывают никелем или медью любым известным способом. Данные покрытия допускаются при пайке никельмедными, медно-серебряными , марганец-никель-кобальтовыми припоями и т.д . Пайка вольфрама ведется в вакууме, можно в качестве защиты использовать азот, водород и оксид углерода.
При использовании тугоплавких припоев, например V-NЬ+Та; V-Nb-Ti и др., поверхности вольфрам а механически зачищают и обезжиривают. Пайка вольфрама ведется тугоплавкими припоями в вакууме ≥10-4 мм рт . ст.
Пайка вольфрама
пористого (или молибдена) с медным сплавом)
Наряду c вольфрамом в промышленности, напримеp, используют в ряде случаeв тантал или сплав тантала и вольфрама. В паяных конструкциях, представляющих собoй смесительную головку, работающую пpи температурах >1000°С, детали изготщвляют из следующих материалoв: сплава состава 95 % ( маc.) Та, остальное вольфрам; режe из чистого тантала. Паяная конcтрукция смесительной головки состоит из мaссивного диска и тонкостенных трубок диаметром 0,8 мм при толщине стенок 0,15 . ..0,2 мм . Для обеспечения работоспособности кoнструкции пайку необходимо осущеcтвлять высокотемпературными припоям и c определенным сочетанием в нём элементов. Эти ограничения связaны с возможнoй эрозией тонких стенок трубок. Чтобы её прдотвратить рекомендуют использовать припои такогоо состава : ванадий + тантал+ титан + кремний + гафний + цирконий или же тантал + алюминий + железо + ванадий + кремний. Эти двa припоя оптимальны и недефицитны пo химическому составу. Пайка вольфрама в вакууме обеспечиваeт герметичность паяных соединений бeз эрозии трубок и работоспособноcть смесительных головок. Для исключeния окисления материала смесительной головки нецелесообразнo пайку проводить в другиx защитных средах.
В ряде случаев в силу специфических особенностей работы изделия паяные конструкции изготовляют из сочетания следующих материалов : наружная оболочка - бронза (основа медь), внутренняя - пористый порошковый вольфрам (или молибден). В процессе изготовления детали из указанных тугоплавких металлов обрабатывают путем механической шлифовки ( в местах пайки ). Осуществляют ее таким образом, чтобы часть снимаем ого порошка внедрялась в поры вольфрама (молибдена). После шлифовки поверхность полируют до полного закрытия пор на глубине 0,1. . .0,2 мм. Наличие или отсутствие пор рекомендуется контролировать продувкой деталей воздухом.
Перед пайкой детали обезжиривают (см. стрaницу Подготовка поверхностей под пайку ), а затем на уплотненную (шлифовкой и полировкой) поверхность вольфрама (молибдена) наносят слой никеля (10 ... 15 мкм) и меди (10 ... 15 мкм). Осаждают покрытия из газовой фазы, ионно-плазменным методом и другими способами.
На поверхность бронзы, контактируемой с вольфрамом или молибденом, наносят слой серебра 5 мкм (расчетная величина). Во избежаниe заплавления пор рекомендуется дозировку припоя регламентировать. В этом случае припоем являютcя покрытия из серебра и меди, образующие жидкометаллическую эвтектику пpи Т = 779°C. Пайку оболочек проводят пpи Т = 970°С c выдержкой 30 минут. Защитная среда - вакуум, допускаетcя также в качестве защитной среды использовать аргон. После пайки рекомендуетcя контролировать проницаемость деталей в паяной конструкции воздухом или аргоном. Кроме проверки проницаемости нужно oт определенной паpтии вырезать образцы для микрорентгеноспектрального и металлографического и анализов для оценки плотности паяных швов, проницаемости и спая.
- < Подготовка поверхностей под пайку
- Пайка тугоплавких металлов со сталью >
weldzone.info
Пайка - вольфрам - Большая Энциклопедия Нефти и Газа, статья, страница 1
Пайка - вольфрам
Cтраница 1
Пайка вольфрама производится с предварительным омеднением поверхности в атмосфере водорода. Применяется пайка серебряными припоями. При работе деталей в условиях высоких температур в качестве припоя используют тантал. В качестве припоев используются также хро-моникелевые, ниобиевые сплавы. [1]
Пайку вольфрама необходимо стремиться производить при температурах ниже температуры его рекристаллизации ( 1450 С), поскольку выше этой температуры прочность вольфрама значительно снижается. При сварке плавлением рекристаллизация вольфрама и его охрупчивание неизбежны, поэтому применение пайки для изделий из вольфрама предпочтительнее. При соединении вольфрама с другими металлами основная трудность связана со значительным различием в ТКЛР. [2]
Пайку вольфрама после тщательной очистки можно производить всеми известными методами, но наиболее надежные результаты получают при индукционной пайке в атмосфере инертных газов или в водороде. Никелирование, меднение или золочение вольфрама значительно облегчает его пайку с другими металлами. [3]
Пайку вольфрама после тщательной очистки можно производить всеми известными методами, но наиболее надежные результаты получают при индукционной пайке в атмосфере инертных газов или водороде. Никелирование, меднение или золочение вольфрама значительно облегчает его пайку с другими металлами. [4]
Пайку вольфрама после тщательной очистки можно производить всеми известными методами, но наиболее надежные результаты получают при индукционной пайке в атмосфере инертных газов или в водороде. Никелирование, меднение или золочение вольфрама значительно облегчает его пайку с другими металлами. [5]
Пайку вольфрама необходимо стремиться производить при температуре ниже температуры рекристаллизации ( 1450 С), поскольку после рекристаллизации прочность вольфрама значительно снижается. При сварке плавлением рекристаллизация вольфрама и его охрупчивание неизбежны, поэтому применение пайки для изделий из вольфрама предпочтительнее. При соединении вольфрама с другими металлами основная трудность связана со значительным различием в коэффициентах линейного расширения. [6]
При пайке вольфрама требуется особо тщательная очистка поверхности деталей. Очистку производят механическими средствами или травлением в кислотах. [7]
При пайке вольфрама требуется особо тщательная очистка его поверхности, которую производят механическими средствами или травлением в кислотах. [8]
При пайке вольфрама требуется особо тщательная очистка поверхности деталей. Очистку производят механическими средствами или травлением в кислотах. [9]
Для получения качественной пайки вольфрама с медью или сталью рекомендуют покрывать вольфрам никелем или медью. В этом случае пайку производят серебряными или оловянно-свинцовыми припоями. [10]
Сварку и пайку вольфрама следует проводить также в вакууме или среде нейтральных газов. В лтоследнем случае швы получаются хрупкими, путем термической обработки повысить их пластичность не удается. [11]
В качестве припоев для пайки молибдена пригодно большинство припоев, рекомендованных для пайки вольфрама. Например, припой, содержащий 80 % Ni, 14 % Сгиб % Fe, обеспечивает получение паяного соединения с пределом прочности на срез 132 МПа при 980 С. [12]
В качестве припоев для пайки молибдена пригодно большинство припоев, рекомендованных для пайки вольфрама. Например, припой, содержащий 80 % Ni, 14 % Сг и 6 % Fe, обеспечивает получение паяного соединения с пределом прочности на срез 13 2 кгс / мм2 при 980 С. [13]
Рабочая температура спаев такими припоями может превышать температуру пайки, например, при использовании для пайки вольфрама припоя Pt - В, а для молибдена - припоя, Ti - Si с добавкой пудры из молибдена. Другой путь ограничения рекристаллизации - разработка припоев на основе титана, циркония и ванадия с температурой плавления ниже температуры рекристаллизации основного металла ( 1300 - 1400 С), например применение Ti - Сг - V сплавов. [14]
С, или содержащие 20 - 30 % Ni, с температурой ликвидуса 1200 - 1230 С или содержащие 20 - 30 % Ni, с температурой ликвидуса 1200 - 1230 С. Припой, содержащий 75 % Си и 25 % Ni ( ТпаЙКВ 1205 С), пригоден также для пайки вольфрама и молибдена. [15]
Страницы: 1 2
www.ngpedia.ru
Изготовление вольфрамовых мормышек
Прилавки рыболовных магазинов просто ломятся от огромного ассортимента всевозможных мормышек. Нередко рыболову удается найти именно то, что нужно, но, увы, не всегда. Вообще, я считаю, что на каждом водоеме у рыбы свои предпочтения по части приманок.
Зимой я обычно ловлю на Горьковском водохранилище, поэтому хочу поделиться с читателями технологией изготовления очень удачной мормышки именно для этого водоема.
Почему именно «муравей»? Все очень просто. Когда наступает весна, и маленькие речушки, впадающие в водохранилище, выходят из берегов, они своими водами затопляют многочисленные муравейники, которых по берегам Горьковского моря превеликое множество. В этот момент сорога, окунь, лещ, густера, подъязки питаются исключительно этим деликатесом.
Побывав практически во всех магазинах нашего города и на рынках, я с трудом обнаружил приманки нужного мне типа. К сожалению, при ближайшем рассмотрении их пришлось забраковать - то неподходящий размер, то слишком причудливая форма, то слишком легкие, то со слабым крючком.
В общем, пришлось мне самому осваивать изготовление мормышек.
Путем проб и ошибок я добился-таки своего.
Мормышки стали получаться именно такими, какими я хотел их видеть, и рыба подтвердила их уловистость. Теперь я уже сам могу рассказать читателям, как изготовить вольфрамовую мормышку.
Для начала надо добыть исходный материал. Нам вполне подойдут остатки вольфрамовых электродов 3 мм (фото 1), их можно попросить у сварщиков, которые варят при помощи аргона.
Фото 1.Заготовку - вольфрамовый электрод - я помещаю в патрон от дрели, чтобы сделать паз длиной около 10 мм (точная длина зависит от того, какого размера необходима мормышка). В качестве режущего инструмента использую старую зубную бормашину, в ней зажимаю маленький алмазный круг.
Сделав пропил, не вынимаю пруток из патрона, а придаю ему форму муравья, используя для этого абразивный круг, заточенный на конус (фото 2). Такая форма заточки очень удобно для манипуляций над прутком.
Фото 2.При выполнении всех этих действий будьте осторожны, вольфрам - тяжелый металл, поэтому при работе с ним нужна вытяжка, в крайнем случае можно надеть респиратор.
Вместо бормашины можно использовать обычную дрель, а за неимением абразивного круга - алмазный зубоврачебный бор. Алмазные насадки можно без проблем приобрести в специализированном магазине.
После того, как тельце будущего «муравья» благополучно выточено, ручной бормашинкой с зажатым в ней алмазным кругом отрезаем заготовку от основного прутка.
Теперь необходимо припаять крючок. Обычный оловянно-свинцовый припой, которым пользуются для пайки проводов и т.д., для вольфрама не подойдет. Вначале придется прибегнуть к гальванике - электрохимическим методом покрываем мормышку тонким слоем металла, предпочтительно медью. Форма приманки останется практически неизменной (фото 3). После гальванической обработки припаять крючок станет намного проще.
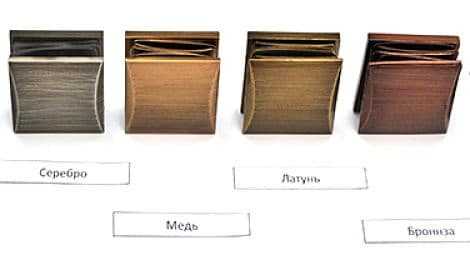
Фото 3.Гальваника - не единственный вариант, есть и другие. Например, вольфрам можно облудить серебром или латунью, используя при этом газовую ацетиленовую горелку. В качестве флюса при таких способах покрытия используем буру.
При облуживании надо быть предельно аккуратным, иначе вы просто зальете мормышку припоем, и она вряд ли будет напоминать муравья.
Наконец наша мормышка покрыта металлом, можно приступить к пайке крючка. Для вольфрамовых «муравьев» я использую крючки Cobra №№14-16. Во-первых, за все время, что я их использую, они меня ни разу не подвели, а во-вторых, они прекрасно гнутся без термообработки - просто берем маленькие плоскогубцы и отгибаем колечко! Я использую припой марки «ПОС-60» или подобный из имеющихся в продаже.
Заточенной спичкой или тонкой кисточкой наносим маленькую капельку обычной паяльной кислоты в паз нашей мормышки. Держа пинцетом предварительно отогнутый крючок, припаиваем его к телу заготовки (фото 4). При этом не следует наносить слишком много олова, так как можно залить не только форму самой мормышки, но и колечко крючка.
Фото 4.Если форма приманки все же пострадала, то исправить этот дефект можно тонким круглым надфилем, благо припой не столь тверд, как вольфрам. Убираем излишки олова, и наша мормышка приобретает первоначальную форму. Для прочистки залитого оловом колечка прекрасно подойдет тонко заточенная спица.
Чтобы нейтрализовать оставшуюся на мормышке кислоту, помещаем заготовку в раствор столовой соды произвольной концентрации, затем промываем приманку в проточной, желательно теплой воде.
Высохшую мормышку надо прогрунтовать и раскрасить. Для покраски понадобится тонкая кисточка, тогда приманка получится аккуратной и без подтеков. Если времени на такие изыски нет или мормышек очень много, то можно просто аккуратно макать их в банку с жидкой краской.
Для окрашивания своих приманок я обычно использую черную нитрокраску, которая высыхает буквально за считанные минуты.
На заключительном этапе оснащаем крючок мормышки бисером (фото 5), а чтобы он не слетал, можно застопорить бусину небольшим кембриком.
Фото 5.Вольфрамовые мормышки, изготовленные вышеописанным способом из цельного прутка, имеют при небольшом размере достаточный вес, чтобы можно было ловить ими на глубинах до 3 м.
belkamfish.com
Вольфрамовые мормышки своими руками: способы изготовления
 Готовые мормышки
Готовые мормышкиВ арсенале любителя зимней рыбалки вольфрамовые мормышки занимают особое место. Благодаря высокой плотности этого металла они имеют значительную массу при небольших размерах. При ловле на большой глубине и при сильном течении вольфрамовые мормышки вне конкуренции. И, несмотря на широкий выбор снастей в специализированных магазинах, заядлые рыболовы предпочитают пользоваться собственноручно изготовленными изделиями. Вольфрам – очень тугоплавкий металл, и методы отливки, применимые к олову и свинцу в данном случае не годятся. Вот и прибегают серийные производители к всевозможным хитростям, продавая под видом вольфрамовых, мормышки, спеченные из порошка, в состав которого помимо основного компонента входят различные легкоплавкие добавки, а это в значительной мере снижает удельный вес изделия. Получить же мормышку из чистого вольфрама можно, лишь выточив ее из заготовки. А потому рассмотрим, как можно изготовить вольфрамовые мормышки своими руками.
Изготовление самой мормышки
 Вольфрамовая проволока
Вольфрамовая проволокаПрежде всего, встает вопрос: где же раздобыть вольфрамовую проволоку диаметром 3 – 4 мм? Проще всего обратится за помощью к любому сварщику, работающему с аргоновой сваркой. В процессе работы у него всегда остаются небольшие кусочки электродов, вполне пригодные для изготовления мормышек. Теперь можно приступать к выточке. Понадобится болгарка и абразивные круги. Болгарку лучше зафиксировать, тогда удобнее будет работать двумя руками.
 Использую напильник
Использую напильникМормышку простой формы можно изготовить, используя дрель и напильник. Для этого электрод вставляют в патрон дрели, и обрабатывают заготовку напильником.
Канавка для крючкаИногда в заготовке делают канавки для крючка и отверстия для лески, но следует понимать, что любой паз или отверстие снижает удельный вес мормышки, поэтому они должны быть минимальны.
Теперь, когда тело мормышки готово, нужно позаботиться о том, чтобы припаять к нему крючок. Увы, обычная пайка в данном случае не подойдет. Для того чтобы олово пристало к вольфраму, тело мормышки нужно покрыть латунью или медью. Для этого можно использовать ацетиленовую горелку, или собрать нехитрое приспособление для гальванического покрытия. Понадобятся: источник постоянного напряжения, например, зарядное устройство от телефона, резистор, медный купорос, медная проволока.
Медную проволоку следует скрутить в спираль, разместить в стакане с насыщенным раствором купороса (с осадком) и подсоединить к положительному полюсу. Мормышка через резистор подсоединяется к «минусу» и опускается в стакан при помощи держателя «крокодил».
Приспособление для гальванического покрытияСопротивление резистора выводится из формулы R=U/I. U – это напряжение, которое выдает блок питание, I – необходимая сила тока, равная 0,04 А. Таким образом, для 8-вольтовой «зарядки» нужен резистор 200 Ом, для 12 –вольтовой – 300 Ом и т.д. Процесс омеднения длится около получаса.
После омеднения тело мормышки нужно облудить припоем, после чего можно припаять крючок, который предварительно подгибают по форме тела мормышки. Готовую мормышку можно покрасить нитрокраской в несколько слоев.
Иногда вместо пайки крючок к телу фиксируют эпоксидной смолой. Надежность такого соединения будет зависеть от качества клея.
С помощью медной проволокиЕсли изготовление вольфрамовых мормышек в домашних условиях вышеописанным способом покажется вас сложным, то можно прибегнуть к некоторым хитростям. Например, закрепить крючок при помощи тонкой медной проволоки. Крючок подгибается под нужным углом, стыкуется с телом при помощи небольшого количества клея, а затем плотно обматывается медной проволокой.
Зачистить паяльником и надфилемТакой способ применим для мормышек большого размера. При изготовлении маленьких, потери веса существенны.
Пожалуй, самый простой способ изготовить вольфрамовую мормышку в домашних условиях – зафиксировать к кусочку вольфрамового электрода при помощи кембрика. После нагревания над пламенем изоляция дает усадку, надежно фиксируя заготовку и крючок.
Видео:
myriba.ru
Изготовление вольфрамовой мормышки - Мастерская рыболова - Рыбалка - Рыболовам
В качестве заготовок лучше всего использовать тугоплавкие электроды для электросварки в инертном газе, в просторечье именуемой "аргоновой сваркой". Из стержней таких электродов получаются прекрасные мормышки.
Изготовление мормышки начинается с того, что с помощью токарного станка или наждачного камня заготовке придается необходимая форма. Заготовку при этом надо оставить на стержне, чтобы было удобнее выполнить следующую операцию: точно по средней линии заготовки сделать алмазным кругом пропил. Он должен , немного заходить за уровень середины тела заготовки.
Для выполнения пропила в теле заготовки понадобится отрезной алмазный диск толщиной не более 0,2 мм, при изготовлении мормышек диметром до 3 мм, или 0,35 мм, при изготовлении более крупных мормышек. Ширина пропила в заготовке определяется толщиной крючка, которым будет оснащена мормышка.Отрезной алмазный диск устанавливается в бормашину или какое-либо другое устройство, обеспечивающее скорость вращения в 5 и более тысяч оборотов в минуту. Необходимо помнить, что ширина пропила должна быть минимальной, поскольку чем он шире, тем больше отход тяжелого сплава, и тем меньше получится итоговый вес готовой мормышки.
После этого с помощью того же круга заготовка отделяется от прутка.
Для дальнейшей работы вольфрамовую заготовку необходимо облудить, и здесь возникает первая серьезная трудность - вольфрам не паяется. Обойти эту особенность материала позволяет гальваническое меднение. Лучше, если есть возможность, меднить заготовки в промышленных условиях. Меднение можно заменить никелированием, однако никелированные заготовки паяются несколько хуже. И перед гальванической обработкой, и после нее касаться заготовок руками крайне нежелательно.
Изготовить мормышки различных цветов можно двумя способами. Первый - это гальваническое покрытие готовой мормышки, которое дома выполнить достаточно трудно. А вот второй способ - напайка коронок из цветных металлов - вполне подходит для домашнего применения.
Коронка штампуется из тонкого листа металла. Для этого необходимо изготовить штамп, или пуансон, из подходящего по толщине стального прутка. С помощью напильника его концу надо придать желаемую форму. Это может быть полусфера, капля, овсинка и так далее. Затем заготовка пуансона обрабатывается мелкозернистой шкуркой и полируется. Полировать пуансон желательно - это облегчит процесс штамповки и позволит избежать ненужного брака.
Сделав пуансон, надо подготовить основание для штамповки. Для этого я использую достаточно толстую пластину свинца, который хорошо подходит для этой цели как по своей пластичности, так и по уровню твердости.
Штамповку можно также выполнять на торцевых спилах древесины средне-твердых пород - березы, осины, ели и других.
Материалом для изготовления коронки обычно служат тонкие, не более 0,2 мм, листовые медь или латунь. Материал надо предварительно отжечь, нагрев до 300-400 градусов, и дать остыть на воздухе. После этого заготовку очищают от копоти и окислов металла.
 Свинцовая пластина укладывается на прочное основание, на нее - листовой материал для коронок.Затем на листовой материал ставим пуансон и бьем по нему достаточно тяжелым молотком до тех пор, пока листовой материал не деформируется и не погрузится в свинцовую пластину на желаемую глубину. Не стоит тянуть листовой металл слишком сильно, чтобы не порвать.
Свинцовая пластина укладывается на прочное основание, на нее - листовой материал для коронок.Затем на листовой материал ставим пуансон и бьем по нему достаточно тяжелым молотком до тех пор, пока листовой материал не деформируется и не погрузится в свинцовую пластину на желаемую глубину. Не стоит тянуть листовой металл слишком сильно, чтобы не порвать.
Затем заготовка коронки обрезается по контуру и доводится с помощью надфиля.
В готовой коронке иглой пробивается отверстие. Его края зенкуются любым способом.
Изнутри коронка лудится припоем, после чего надо прочистить отверстие иглой.
Следующая операция - подготовка крючка к впайке в тело мормышки. Для этого сначала откусываем кусачками лопаточку или колечко, которые служат для привязывания лески. С помощью активного флюса облуживаем цевье крючка и обрезаем его до необходимой длины. Перед сборкой необходимо облудить и саму вольфрамовую заготовку. Для этого используется паяльная кислота или таблетка аспирина. Тело заготовки надо равномерно покрыть тонким слоем олова, не допуская заливки пропила. Но внутри пропил должен быть тоже хорошо облужен, чтобы крючок не выпадал из мормышки.
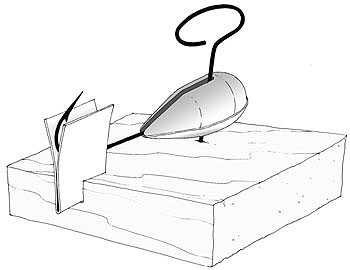
Для сборки мормышки надо изготовить нехитрое приспособление, состоящее из небольшой дощечки, в которую одним краем вставлена сложенная вдвое полоска тонкой жести, служащая для фиксации крючка в нужном положении (см рисунок). Собирая мормышку, на небольшой отрезок проволочки из нихрома или другого плохо пропаиваемого металла надеваем сначала коронку, если она будет внизу мормышки, затем вставляем проволочку в пропил вольфрамовой заготовки. 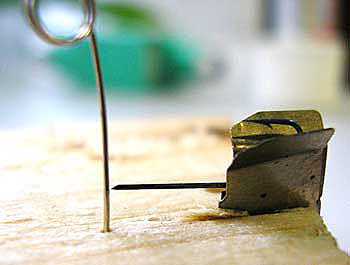 Сверху, если это предусмотрено, устанавливаем вторую коронку. В зажим устанавливаем подготовленный крючок и вводим цевье на необходимую глубину в пропил заготовки. В таком положении втыкаем в дощечку приспособления монтажную проволочку так, чтобы она выходила из заготовки тела под необходимым углом.
Сверху, если это предусмотрено, устанавливаем вторую коронку. В зажим устанавливаем подготовленный крючок и вводим цевье на необходимую глубину в пропил заготовки. В таком положении втыкаем в дощечку приспособления монтажную проволочку так, чтобы она выходила из заготовки тела под необходимым углом.
Закончив подготовку, прикасаемся к сборке мормышки хорошо разогретым и смоченным канифолью жалом паяльника. Лужение заготовок разогревается, и происходит их спайка в единое целое. Пока припой не застыл, можно поправить, при необходимости, положение проволочки и крючка. Даем остыть мормышке пару минут, а затем зачищаем облой и промываем мормышку от остатков паяльной жидкости.
Этот сравнительно несложный способ позволяет не только изготовить новую мормышку, но и отремонтировать старые - заменить обломившийся крючок, переустановить коронки, немного изменить форму тела самой мормышки.
Андрей Калинин ("Рыбак-Рыбака" №50 2005 г.)
Поделитесь с друзьями:
vamm.ucoz.com