Сварочные кантователи: общая конструкция. Кантователь сварочный
Сварочные кантователи: общая конструкция.
В сварочном производстве применяются различные приспособления для снижения трудоемкости, повышения производительности процесса и качества сварных швов.
К ним относятся: сварочные столы, кантователи, вращатели, манипуляторы, сварочные роботы, роликовые стенды, кондукторы для сборки и сварки тавровых балок, стенды для сборки и сварки листовых полотнищ, сварочные колонны, сварочные тележки и др.
В Республике Беларусь на промышленных предприятиях наиболее распространены сварочные кантователи, служащие для поворота (кантовки) и установки свариваемого изделия в удобную для сварки или сборки позицию без помощи цеховых кранов. Для этого они снабжены механизмами вращения (поворота или наклона), имеющими обычно одну установочную, нерегулируемую скорость.
Типы и конструкции кантователей в значительной мере определяются конструкциями свариваемых изделий и поэтому почти также разнообразны, как и сами изделия.
Однако общим для них является наличие трех обязательных элементов:
1) несущая фундаментная конструкция в виде одной или двух опорных стоек;
2) механизм вращения изделия вокруг горизонтальной или наклонной оси;
3) узел крепления свариваемого изделия (планшайба или центровые захваты, крепежные захваты, опорные башмаки, специальный стеллаж или крепежная плита и пр.).
Некоторые кантователи дополнительно снабжаются механизмом подъема для расширения их эксплуатационных возможностей и удобства обслуживания.
На производстве наиболее распространены двухстоечные кантователи с шарнирными крепежными приспособлениями и самоустанавливающимися центрами (рис. 1), а также двухстоечные кантователи с подъемными центрами (рис. 2).
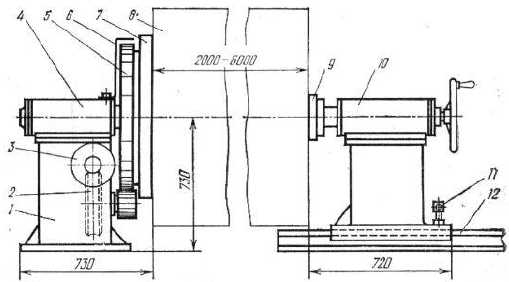 Рисунок 1 – Конструктивная схема двухстоечного кантователя:
Рисунок 1 – Конструктивная схема двухстоечного кантователя:
1 – станина;
2 – червячный редуктор;
3 – электродвигатель; 4 – корпус шпинделя; 5 – зубчатое колесо;
6 – защитный кожух; 7 – крепежная планшайба; 8 – свариваемая конструкция; 9 – крепежный центр;
10 – задняя бабка; 11 – стопор;
12 – направляющие задней бабки
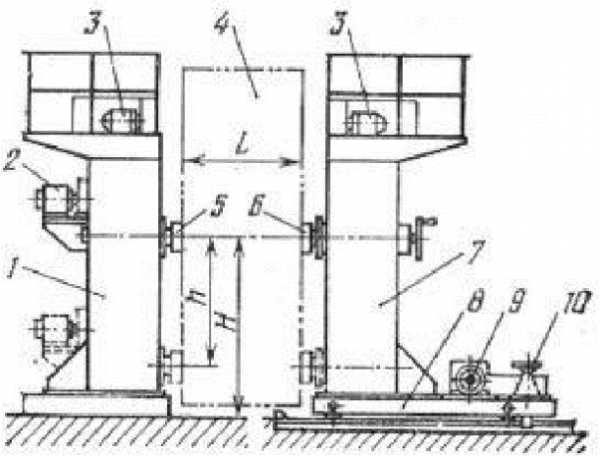
Рисунок 2 – Двухстоечный кантователь с подъемными центрами:
1 – передняя приводная стойка; 2 – привод вращения; 3 – синхронизированные приводы подъема центров;
4 – свариваемое изделие; 5 – передний приводной центр; 6 – задний центр; 7 – задняя передвижная стойка; 8 – тележка задней стойки; 9 – привод тележки; 10 – стопор тележки
Также применяются одностоечные кантователи с горизонтальной и наклонной осями вращения (рис. 3 и 4), двухстоечные кантователи с крепежными рамами (рис. 5).
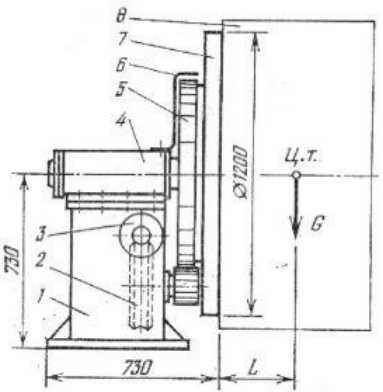
Рисунок 3 – Одностоечный кантователь с горизонтальной осью вращения:
1 – станина; 2 – червячный редуктор;
3 – электродвигатель; 4 – корпус шпинделя;
5 – зубчатый венец; 6 – защитный кожух;
7 – крепежная планшайба; 8 – свариваемое изделие
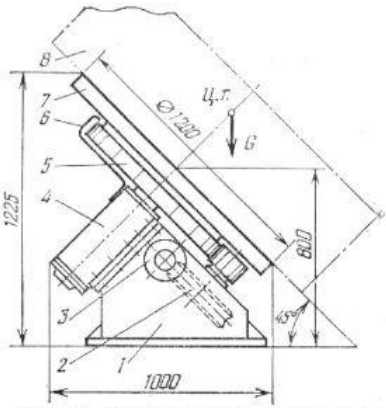
Рисунок 4 – Одностоечный кантователь с наклонной осью вращения:
1 – станина; 2 – червячный редуктор;
3 – электродвигатель; 4 – корпус шпинделя;
5 – зубчатый венец; 6 – защитный кожух;
7 – крепежная планшайба; 8 – свариваемое изделие
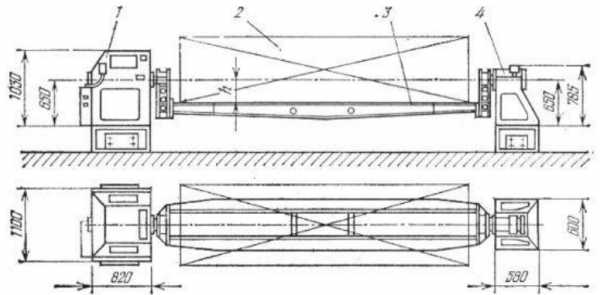
Рисунок 5 – Двухстоечный кантователь с крепежной рамой:
1 – передняя приводная бабка; 2 – изделие; 3 – поворотная рама; 4 – задняя бабка
Для сборки и сварки громоздких конструкций типа станин, объемных пространственных рам, дизельных блоков, овальных цистерн применяют кольцевые кантователи, которые одновременно являются и сборочными кондукторами. Такие кантователи–кондукторы обычно специализируются для какого–либо одного изделия в серийном производстве (рис. 6). Кантователь состоит из двух опорных колец 3, соединенных сежду собой станиной сборочного кондуктора 1. Кольца опираются на роликоопоры 4 и снабжены зубчатыми венцами 2, с которыми сцепляются ведущие шестерни 5, насаженные на приводной вал 6. Последний приводится во вращение электроприводом кранового типа 7. Иногда кольца делают разъемными для возможности укладки свариваемого изделия или его деталей в раскрытый кантователь.
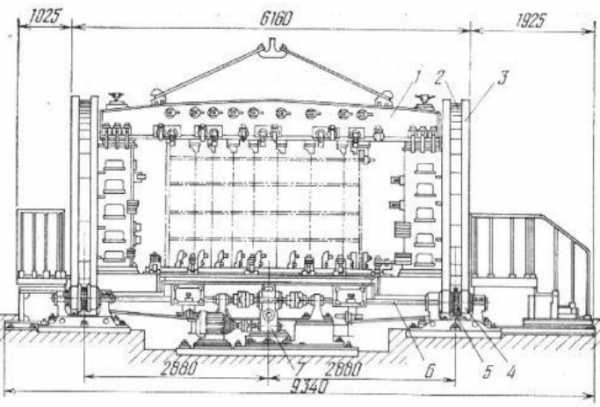
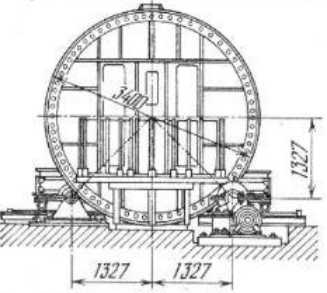
Рисунок 6 – Кольцевой кантователь для сборки и сварки блоков
тепловозных двигателей:1 – станина сборочного кондуктора;
2 – зубчатые венцы; 3 – опорные кольца; 4 – роликоопоры; 5 – ведущие шестерни;
6 – приводной вал; 7 – электропривод кранового типа
Так как подобные кольцевые кантователи–кондукторы в большинстве случаев являются специализированным оборудованием, то они не унифицированы и не выпускаются серийно в централизованном порядке. Поэтому их приходится проектировать и изготавливать в индивидуальном порядке, используя лишь нормализованные узлы привода и отдельные унифицированные сборочные устройства.
Для кантовки длинных балочных конструкций, профиль которых по своим внешним габаритам близок к квадрату или окружности, весьма удобны бесцентровые цепные кантователи. Они позволяют поворачивать свариваемую балку вокруг ее оси на 360°, т.е. являются полноповоротными. Общий вид стационарного цепного кантователя для балок длиной до 14 м с поперечным габаритом до 500×500 мм представлен на рис. 7.
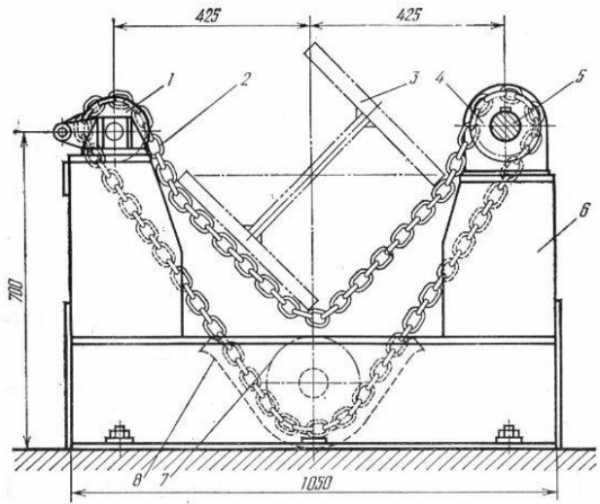
Рисунок 7 – Типовая стойка цепного кантователя:1, 4, 7 – цепные блоки;
2 – замкнутая цепь; 3 – свариваемая балка; 5 – общий приводной вал;
6 – опорные стойки;
8 – направляющий желоб
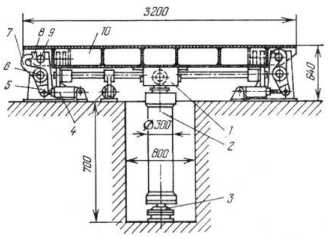 Также применяются универсальные кантователи рычажно–домкратного типа (рис. 8).
Также применяются универсальные кантователи рычажно–домкратного типа (рис. 8).
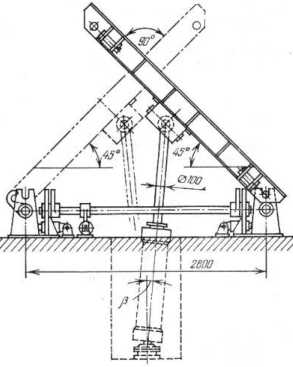
Рисунок 8 – Универсальный кантователь с центральным подъемным домкратом
(в горизонтальном и наклонном положениях)
На рис. 8: 1 – двухосный шарнир; 2 – главный цилиндр; 3 – сферический шарнит; 4 – пневмоцилиндр; 5 – рычаг; 6 – жесткий вал; 7 – накидные захватные крюки; 8 – опорные гнезда–вилки; 9 – оси; 10 – квадратная платформа;
В некоторых случаях применяются рычажно–книжечные кантователи (рис. 9).
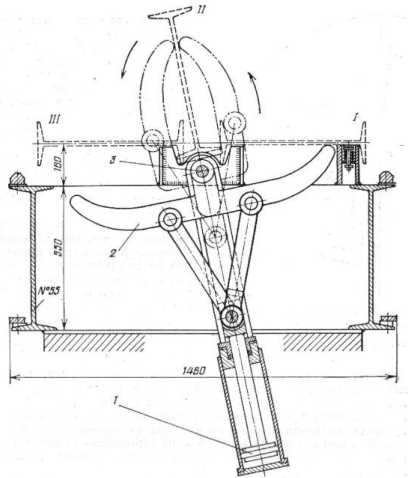
Рисунок 9 – Рычажно-книжечный кантователь для поворота двутавровых балок рамы вагона:
1 – пневмоцилиндр ; 2 – рычаг; 3 – неподвижный шарнир
Балка здесь первоначально лежит плашмя в горизонтальном положении I. После сварки швов с одной стороны балку нужно повернуть на 180° в положение III для сварки швов с обратной стороны. Поворот осуществляется рычагом 2, приводимым в движение поршнем пневмоцилиндра 1. При ходе поршня вверх рычаги поднимаются и, поворачиваясь вокруг неподвижного шарнира 3, захватывают между собой балку и поднимают ее в положение II. После этого сжатый воздух выпускается из цилиндра и балка под действием собственного веса плавно опускается в положение III. При опускании она поддерживается левым рычагом 2. Плавность опускания регулируется выпускным воздушным краном, при котором нижняя полость цилиндра служит воздушным демпфером.
Похожие статьи:
poznayka.org
Кантователи и манипуляторы. Вращатели сварочные
Сварочное оборудование - Кантователи и манипуляторы. Вращатели сварочные
Кантователи для электродуговой сварки. Среди средств механизации сварочных процессов, выполняемых электродуговой сваркой, широкое применение нашла технологическая оснастка, в которую входят кантователи, вращатели, манипуляторы и позиционеры.
Выбор типа кантователя определяется заданной программой выпуска изделия, его конструктивными элементами (конфигурацией, габаритными размерами, массой), способами сварки и предъявляемыми к сварному узлу техническими требованиями.
Кантователи — стационарные приспособления, позволяющие не закреплять свариваемое изделие, поворачивать его и устанавливать в удобное для сварки положение. Служат для ручной и полуавтоматической сварки.
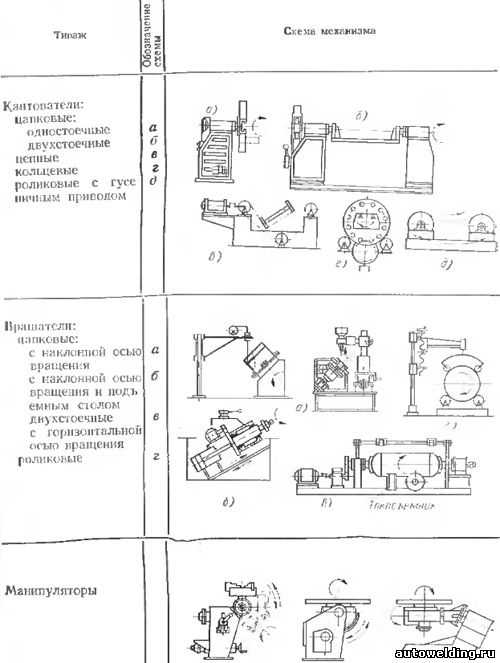
Применяемые в промышленности кантователи можно разделить на четыре типа: с приводными роликами, с торцовыми шайбами, напковые, роликовые с жесткой кинематической связью.
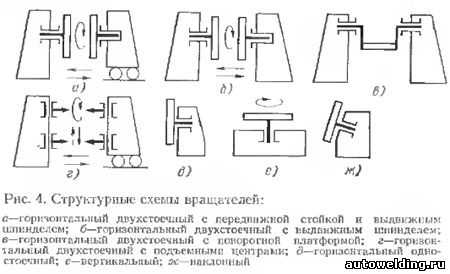
Вращатели — устройства, предназначенные для вращения свариваемых изделий с заданной рабочей скоростью; в отличие от манипуляторов имеют неподвижную или перемещающуюся параллельно самой себе ось вращения. Структурные схемы вращателей приведены на рис 4.
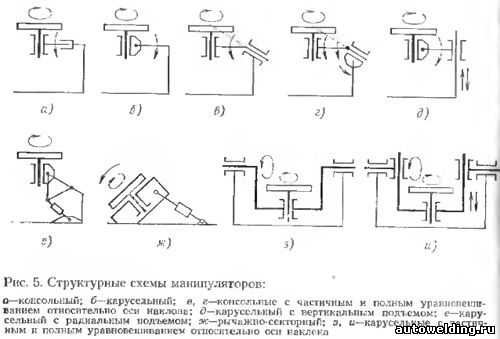
Манипуляторы — устройства, обеспечивающие вращение изделия с заданной рабочей скоростью при различных углах наклона оси вращения изделия. Область применения — автоматическая и полуавтоматическая сварка. На рис. 5 приведены основные структурные схемы манипуляторов.
Проведенный анализ сварочной технологической оснастки, используемой на предприятиях тракторного, автомобильного и тяжелого машиностроения, позволил определить типаж сварочных манипуляторов и их основные компоновочные схемы (табл.2).
Компоновочные схемы манипуляторов
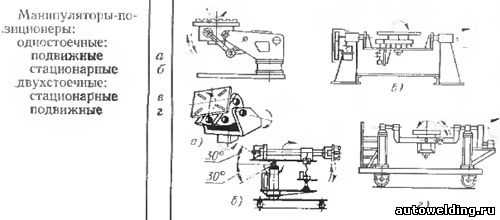
Maнипуляторы - позиционеры. К этой группе относятся механизмы, предназначенные удерживать изделия в удобном для сварки положения н обеспечивающие только маршевую (ускоренную) скорость вращаемого изделия при различных углах его наклона. Позиционеры применяют при ручной и полуавтоматической сварке.
Кинематические схемы оборудования, применяемого для механизации сварочных производственных процессов, выбирают в зависимости от характера манипуляции, проводимых со свариваемым изделием.
К основным конструктивным элементам сварочных манипуляторов относятся стойки, опоры привода, токоподводящее устройство, поворотная платформа (планшайба), механизм вращения, наклона и подъема планшайбы, рама и силовой орган к зажимным элементам.
Применение в компоновочной схеме кантователей (рис. 6, а—в) муфт 1, поворотной платформы 6 и рамы 5 обусловливается конфигурацией и размерами свариваемого изделия.
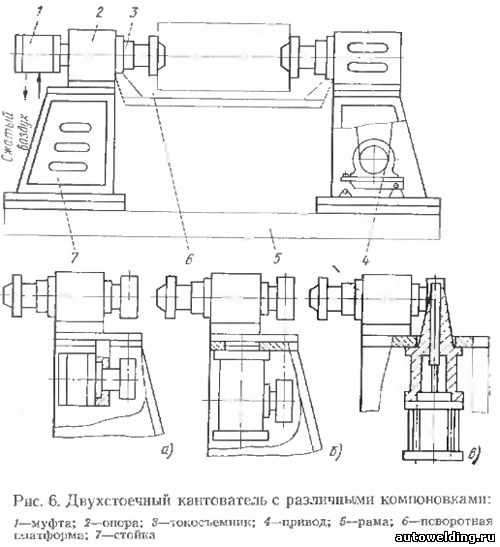
Поворотная платформа (планшайба) кантователей служит для размещения элементов крепления и ориентации свариваемого изделия. Стойки кантователя в нижней части основания могут быть соединены общей связью или же их устанавливают на отдельных фундаментах. Наибольшее распространение получили сварные конструкции стоек в виде закрытых тумб с внутренним размещением механизма привода.
Токоподводящее устройство оказывает существенное влияние на качество сварного шва, особенно при сварке изделий, вращающихся с рабочей скоростью сварки.
В качестве токоподводящего устройства в конструкциях сварочных кантователей могут быть использованы металлоконструкция машины и специальные устройства — внешние и встроенные.
Использование в качестве обратного провода металлоконструкций машины ведет в результате электроэрозии к повышенному износу подшипниковых узлов и элементов зубчатых передач. Для предотвращения электроэрозии в зубчатых передачах и подшипниковых узлах стремятся к увеличению пятна контакта сопрягаемых деталей за счет увеличении ширины и модуля зубчатых колес, применения подшипников и других деталей больших габаритных размеров. Это приводит в конечном счете к неоправданному увеличению габаритных размеров машины и ее массы.
К недостаткам внешних токоподводящих устройств относится необходимость закрепления их на каждом свариваемом изделии.
К числу современных конструкций токоподводящих устройств относятся встроенные устройства со скользящим контактом по вращающимся элементам рабочего органа машины.
Механизм вращения выполняют с ручным, электромеханическим, пневматическим и реже гидравлическим приводом.
Манипуляторы с ручным приводом применяют для полуавтоматической сварки легких металлоконструкций. С целью повышения стабильности скорости вращения планшайбы со свариваемым изделием в кинематической цепи привода предусматривают самотормозящую передачу.
Компоновки кинематических цепей привода вращения планшайбы различают по месту расположения самотормозящей (червячной) передачи. Самотормозящую червячную пару располагают либо в начале, либо в конце кинематической цепи. Предпочтительной считается схема расположения червячной пары в начале кинематической цепи.
Конечная передача у большинства манипуляторов выполняется открытой. В отечественных манипуляторах чаще всего применяют передачу с внутренним зацеплением, так как она имеет меньшие габаритные размеры и лучше защищена от попадания грязи.
Регулирование необходимой скорости сварки осуществляется или сменными шестернями, или бесступенчатым регулированием с помощью вариаторов, или же изменением частоты вращения электродвигателя постоянного тока.
С применением бесступенчатого регулирования открываются более широкие технологические возможности использования оборудования.
Привод наклона планшайбы является наиболее нагруженным механизмом. Наибольшие технологические возможности имеют манипуляторы с поворотной рамой и манипуляторы кольцевого типа с углом поворота изделия на 360o в двух плоскостях.
Манипуляторы с секторными и рычажными механизмами наклона наиболее компактны, максимальный угол наклона планшайбы 90—135o. Наряду с зубчатыми секторами могут быть рекомендованы секторы с натянутой на них цепью. Чтобы избежать скручивания и перекоса стола, на манипуляторах большей грузоподъемности устанавливают два зубчатых сектора, что позволяет разгрузить каждый из них. Для разгрузки механизма наклона стола у таких манипуляторов планшайбу при ее горизонтальном положении располагают ниже оси наклона, приближая, таким образом, центр изделия к оси поворота.
Механизм подъема планшайбы выбирают в зависимости от грузоподъемности и требуемой величины вертикального хода планшайбы.
Подъем планшайбы может быть осуществлен:
- перемещением при помощи цеховых механизмов (кранов) на направляющей колонне с фиксацией в нужном положении переставными штырями;
- автономным ручным, электромеханическим или гидравлическим приводом с использованием в качестве исполнительных устройств передачи винт — гайка, реечкой или зубчатой nepедачи.
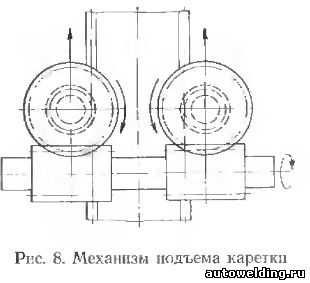
Наиболее целесообразным является механизм подъема с вертикальным ходом и электромеханическим приводом — одним винтом на двух колоннах, двумя винтами на двух колоннах. Для исключения перекашивающих усилий в механизмах подъема применяют зубчато-реечные передачи с размещением их по обеим сторонам стойки (рис. 8). Манипуляторы особо большой грузоподъемности имеют четыре колонны.
В мелкосерийном производстве для выполнения сборочно-сварочных операций, зачистки сварных швов и исправления дефектов сварного шва, выявленных при контроле, применяют одностоечные кантователи с ручным приводом поворота изделия.
Источник: Евстифеев Г.А. "Средства механизации сварочного производства"
www.autowelding.ru
Кантователи сборно-сварочные КЦ-4; КЦР-3; КЦ-6; КЦР-8; КЦР-12
Кантователь сборно-сварочный. Видео.
Кантователь сборно-сварочный КЦ-4
Кантователь сборно-сварочный КЦ-4 предназначен для установки деталей прямоугольной, квадратной или круглой формы в поперечном сечении (например балки, трубы, колонны, металлоконструкции и т. д. в положение, удобное для выполнения сварочных, сборочных и других работ, требующих ее поворота вокруг горизонтальной оси на любой угол.
Вращение грузов кранами – сложная, ответственная операция, выполнение которой поручается наиболее опытным стропальщикам и основана на принудительном смещении центра тяжести груза. Когда центр тяжести выходит за пределы опорной поверхности, груз переворачивается и падает на другую плоскость. В момент опрокидывания груза стропы ослабевают, а затем снова натягиваются, причем в наклонном положении. Это приводит к рывкам, которые невозможно устранить полностью, т. к скорость падения груза всегда превышает скорость механизмов крана. Кантователи помогают легко и бережно поворачивать без повреждений: крупногабаритные, громоздкие или хрупкие грузы, оборудование с дорогостоящим покрытием и не требуют привлечения большого количества техники и рабочих при проведении работ. Могут быть снабжены ременными либо цепными стропами, которые облегают груз как минимум с трех сторон, что обеспечивает надежное закрепление груза при проведении погрузочно-разгрузочных работ. Конструкция состоит из двух независимых рам с приводами, а также ремней или цепей.
Ременный кантователь больше подходит для кантования мало жестких конструкций с окрашенными поверхностями. Цепные предназначены для тяжелых условий эксплуатации.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
|
№ п.п. |
Наименование показателя |
Модель |
|
КЦ-4 (цепной) |
||
|
1. |
Габаритные размеры кантуемых изделий, мм.: |
|
|
Квадратных, со стороной |
500 |
|
|
Диаметр цилиндрических деталей |
700 |
|
|
Длина |
1400-15000 |
|
|
2. |
Грузоподъемность (max), кг |
4000 |
|
3. |
Частота вращения (для колонны 500х500мм), об/мин |
0,7 |
|
4. |
Тип вращательного устройства |
Круглозвенная цепь |
|
5. |
Питающая сеть (50 Гц),В |
3х380 |
|
6. |
Габаритные размеры одной рамы кантователя, мм.: |
|
|
Длина |
1110 |
|
|
Ширина |
1480 |
|
|
Высота |
1200 |
|
|
7. |
Масса двух рам кантователя, кг |
560 |
|
По требованию заказчика габаритные размеры кантуемых изделий и грузоподъёмность кантователя могут корректироваться. |
||
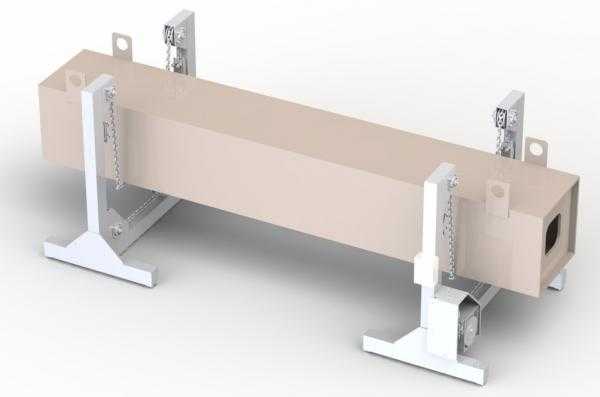
УСТРОЙСТВО И ПРИНЦИП РАБОТЫ
Общий вид кантователя с обозначением основных составных частей приведен на рис.1
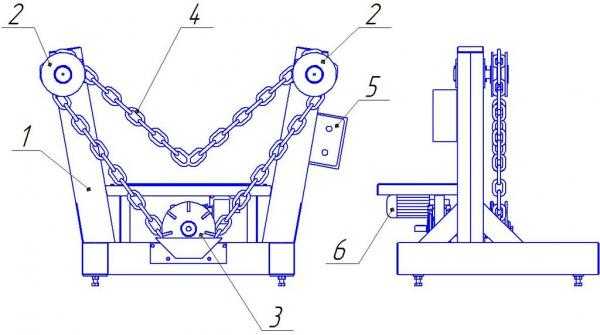
Рисунок 1.
1 – Рама, 2 – Холостой ролик, 3 – Ведущий ролик, 4 – Грузовая цепь, 5 – Блок управления, 6 – Электропривод.
Кантователь работает следующим образом:
Деталь укладывается грузоподъемным механизмом на грузовую цепь кантователя (Поз. 4), которая удерживает деталь в подвешенном состоянии с помощью холостых (Поз.2) и ведущего (Поз.3) роликов, размещенных на раме (Поз.1). После нажатия одной из двух кнопок (вращение по «часовой» и против «часовой» стрелки) на блоке управления (Поз. 5), включается электропривод и, посредством ведущего ролика (Поз. 3), передает тяговое усилие на цепь.


Кантователь сборно-сварочный КЦР-3

ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
|
№ п.п. |
Наименование показателя |
Модель |
|
КЦР-3 (цепной) |
||
|
1. |
Габаритные размеры кантуемых изделий, мм.: |
|
|
Квадратных, со стороной |
1150 |
|
|
Диаметр цилиндрических деталей |
1600 |
|
|
Длина |
2000-15000 |
|
|
2. |
Грузоподъемность (max), кг |
3000 |
|
3. |
Частота вращения (для колонны 500х500мм), об/мин |
0,7 |
|
4. |
Тип вращательного устройства |
Круглозвенная цепь |
|
5. |
Питающая сеть (50 Гц),В |
3х380 |
|
6. |
Габаритные размеры одной рамы кантователя, мм.: |
|
|
Длина |
1310 |
|
|
Ширина |
2060 |
|
|
Высота |
2800 |
|
|
7. |
Масса двух рам кантователя, кг |
1000 |
|
По требованию заказчика габаритные размеры кантуемых изделий и грузоподъёмность кантователя могут корректироваться. |
||
Кантователь сборно-сварочный КЦ-6
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
|
№ п.п. |
Наименование показателя |
Модель |
|
КЦ-6 (цепной) |
||
|
1. |
Габаритные размеры кантуемых изделий, мм.: |
|
|
Квадратных, со стороной |
705 |
|
|
Диаметр цилиндрических деталей |
1000 |
|
|
Длина |
2000-15000 |
|
|
2. |
Грузоподъемность (max), кг |
6000 |
|
3. |
Частота вращения (для колонны 500х500мм), об/мин |
0,7 |
|
4. |
Тип вращательного устройства |
Круглозвенная цепь |
|
5. |
Питающая сеть (50 Гц),В |
3х380 |
|
6. |
Габаритные размеры одной рамы кантователя, мм.: |
|
|
Длина |
1400 |
|
|
Ширина |
2200 |
|
|
Высота |
2300 |
|
|
7. |
Масса двух рам кантователя, кг |
1300 |
|
По требованию заказчика габаритные размеры кантуемых изделий и грузоподъёмность кантователя могут корректироваться. |
||
Кантователь сборно-сварочный КЦР-8
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
|
№ п.п. |
Наименование показателя |
Модель |
|
КЦР-8 (цепной) |
||
|
1. |
Габаритные размеры кантуемых изделий, мм.: |
|
|
Квадратных, со стороной |
1130 |
|
|
Диаметр цилиндрических деталей |
1600 |
|
|
Длина |
2000-15000 |
|
|
2. |
Грузоподъемность (max), кг |
8000 |
|
3. |
Частота вращения (для колонны 500х500мм), об/мин |
0,7 |
|
4. |
Тип вращательного устройства |
Круглозвенная цепь |
|
5. |
Питающая сеть (50 Гц),В |
3х380 |
|
6. |
Габаритные размеры одной рамы кантователя, мм.: |
|
|
Длина |
1110 |
|
|
Ширина |
3000 |
|
|
Высота |
3100 |
|
|
7. |
Масса двух рам кантователя, кг |
2000 |
|
По требованию заказчика габаритные размеры кантуемых изделий и грузоподъёмность кантователя могут корректироваться. |
||
Кантователь сборно-сварочный КЦР-12
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
|
№ п.п. |
Наименование показателя |
Модель |
|
КЦР-12 (цепной) |
||
|
1. |
Габаритные размеры кантуемых изделий, мм.: |
|
|
Квадратных, со стороной |
1600 |
|
|
Диаметр цилиндрических деталей |
2300 |
|
|
Длина |
2000-15000 |
|
|
2. |
Грузоподъемность (max), кг |
12000 |
|
3. |
Частота вращения (для колонны 500х500мм), об/мин |
www.sitek22.ru
Кантователь сварочный - это... Что такое Кантователь сварочный?
Кантователь сварочный – устройство для установки свариваемых частей и удобное для сварки положение.
[ГОСТ 2601-84]
Рубрика термина: Арматурное оборудование
Рубрики энциклопедии: Абразивное оборудование, Абразивы, Автодороги, Автотехника, Автотранспорт, Акустические материалы, Акустические свойства, Арки, Арматура, Арматурное оборудование, Архитектура, Асбест, Аспирация, Асфальт, Балки, Без рубрики, Бетон, Бетонные и железобетонные, Блоки, Блоки оконные и дверные, Бревно, Брус, Ванты, Вентиляция, Весовое оборудование, Виброзащита, Вибротехника, Виды арматуры, Виды бетона, Виды вибрации, Виды испарений, Виды испытаний, Виды камней, Виды кирпича, Виды кладки, Виды контроля, Виды коррозии, Виды нагрузок на материалы, Виды полов, Виды стекла, Виды цемента, Водонапорное оборудование, Водоснабжение, вода, Вяжущие вещества, Герметики, Гидроизоляционное оборудование, Гидроизоляционные материалы, Гипс, Горное оборудование, Горные породы, Горючесть материалов, Гравий, Грузоподъемные механизмы, Грунтовки, ДВП, Деревообрабатывающее оборудование, Деревообработка, ДЕФЕКТЫ, Дефекты керамики, Дефекты краски, Дефекты стекла, Дефекты структуры бетона, Дефекты, деревообработка, Деформации материалов, Добавки, Добавки в бетон, Добавки к цементу, Дозаторы, Древесина, ДСП, ЖД транспорт, Заводы, Заводы, производства, цеха, Замазки, Заполнители для бетона, Защита бетона, Защита древесины, Защита от коррозии, Звукопоглащающий материал, Золы, Известь, Изделия деревянные, Изделия из стекла, Инструменты, Инструменты геодезия, Испытания бетона, Испытательное оборудование, Качество цемента, Качество, контроль, Керамика, Керамика и огнеупоры, Клеи, Клинкер, Колодцы, Колонны, Компрессорное оборудование, Конвеера, Конструкции ЖБИ, Конструкции металлические, Конструкции прочие, Коррозия материалов, Крановое оборудование, Краски, Лаки, Легкие бетоны, Легкие наполнители для бетона, Лестницы, Лотки, Мастики, Мельницы, Минералы, Монтажное оборудование, Мосты, Напыления, Обжиговое оборудование, Обои, Оборудование, Оборудование для производства бетона, Оборудование для производства вяжущие, Оборудование для производства керамики, Оборудование для производства стекла, Оборудование для производства цемента, Общие, Общие термины, Общие термины, бетон, Общие термины, деревообработка, Общие термины, оборудование, Общие, заводы, Общие, заполнители, Общие, качество, Общие, коррозия, Общие, краски, Общие, стекло, Огнезащита материалов, Огнеупоры, Опалубка, Освещение, Отделочные материалы, Отклонения при испытаниях, Отходы, Отходы производства, Панели, Паркет, Перемычки, Песок, Пигменты, Пиломатериал, Питатели, Пластификаторы для бетона, Пластифицирующие добавки, Плиты, Покрытия, Полимерное оборудование, Полимеры, Половое покрытие, Полы, Прессовое оборудование, Приборы, Приспособления, Прогоны, Проектирование, Производства, Противоморозные добавки, Противопожарное оборудование, Прочие, Прочие, бетон, Прочие, замазки, Прочие, краски, Прочие, оборудование, Разновидности древесины, Разрушения материалов, Раствор, Ригеля, Сваи, Сваизабивное оборудование, Сварка, Сварочное оборудование, Свойства, Свойства бетона, Свойства вяжущих веществ, Свойства горной породы, Свойства камней, Свойства материалов, Свойства цемента, Сейсмика, Склады, Скобяные изделия, Смеси сухие, Смолы, Стекло, Строительная химия, Строительные материалы, Суперпластификаторы, Сушильное оборудование, Сушка, Сушка, деревообработка, Сырье, Теория и расчет конструкций, Тепловое оборудование, Тепловые свойства материалов, Теплоизоляционные материалы, Теплоизоляционные свойства материалов, Термовлажносная обработка бетона, Техника безопасности, Технологии, Технологии бетонирования, Технологии керамики, Трубы, Фанера, Фермы, Фибра, Фундаменты, Фурнитура, Цемент, Цеха, Шлаки, Шлифовальное оборудование, Шпаклевки, Шпон, Штукатурное оборудование, Шум, Щебень, Экономика, Эмали, Эмульсии, Энергетическое оборудование
Источник: Энциклопедия терминов, определений и пояснений строительных материалов
Энциклопедия терминов, определений и пояснений строительных материалов. - Калининград. Под редакцией Ложкина В.П.. 2015-2016.
construction_materials.academic.ru
сварочный кантователь - это... Что такое сварочный кантователь?
сварочный кантователь welding positionerБольшой англо-русский и русско-английский словарь. 2001.
- сварочный кабель
- сварочный кондуктор
Смотреть что такое "сварочный кантователь" в других словарях:
сварочный кантователь — кантователь Устройство для установки свариваемых частей и удобное для сварки положение. [ГОСТ 2601 84] Тематики сварка, резка, пайка Синонимы кантователь EN welding tilter DE KantapparatKanter FR culbuteur de soudage … Справочник технического переводчика
Сварочный кантователь — Роликовый вращатель 166. Сварочный кантователь Устройство для установки свариваемых частей и удобное для сварки положение Источник: ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий оригинал документа … Словарь-справочник терминов нормативно-технической документации
СВАРОЧНЫЙ КАНТОВАТЕЛЬ — [welding tilter] устройство для установки свариваемых частей и удобное для сварки положение … Металлургический словарь
Кантователь сварочный — – устройство для установки свариваемых частей и удобное для сварки положение. [ГОСТ 2601 84] Рубрика термина: Арматурное оборудование Рубрики энциклопедии: Абразивное оборудование, Абразивы, Автодороги … Энциклопедия терминов, определений и пояснений строительных материалов
Сварочный кондуктор — Кантователь 167. Сварочный кондуктор Приспособление для сборки и закрепления друг относительно друга свариваемых частей в определенном положении Источник: ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий оригинал документа … Словарь-справочник терминов нормативно-технической документации
ГОСТ 2601-84: Сварка металлов. Термины и определения основных понятий — Терминология ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий оригинал документа: 47. Cвapкa трением Сварка с применением давления, при которой нагрев осуществляется трением, вызванным относительным перемещением свариваемых… … Словарь-справочник терминов нормативно-технической документации
Арматурное оборудование — Термины рубрики: Арматурное оборудование Автоматическая контактная машина Автоматическая многоточечная линия контактной сварки сеток … Энциклопедия терминов, определений и пояснений строительных материалов
Краснокамский ремонтно-механический завод — ОOО «Краснокамский ремонтно механический завод» Тип Общество с ограниченной ответственностью Год основания 1973 … Википедия
dic.academic.ru
сборочно-сварочный вращатель-кантователь - патент РФ 2210476
Изобретение относится к сварочному оборудованию, в частности к устройствам для сборки и сварки кольцевых и иных швов. Изобретение направлено на снижение трудоемкости процесса сборки-сварки, повышение производительности сборочно-сварочного вращателя-кантователя, расширение ассортимента обрабатываемых изделий. На станине смонтированы передняя и задняя бабки с подшипниками, в которых установлены шпиндели. На станине и шпинделях размещены приспособления для ориентирования частей изделия относительно друг друга. Подшипники выполнены в виде втулок-ориентаторов с открытыми продольными пазами. В пазы с возможностью высвобождения введены штифты, вмонтированные в шпиндели перпендикулярно их осям. 2 ил. Изобретение относится к сварочному оборудованию, в частности к устройствам для сборки и сварки кольцевых и иных швов. Известны различные устройства для сборки и сварки кольцевых и иных швов, предназначенные для сварки предварительно прихваченных частей таких изделий, как части карданных валов, фланцев с отверстиями и трубой, кожухи полуосей прицепов и автомобилей и т. п., например устройство, содержащее станину, смонтированные на ней переднюю и заднюю бабки с подшипниками, в которых установлены шпиндели (см. "Справочник по сварке" под ред. Соколова Е.В., М.: Машгиз, 1961, т.1, с. 221, фиг.11 и с. 232, фиг.22). Недостатком указанного устройства для сборки и сварки является то, что оно не позволяет ориентировать в соответствии с необходимыми требованиями части изделия относительно друг друга при сварке, а также совмещать за одну установку изделия такие операции, как сборка, прихватка и окончательная сварка швов. Известен также сборочно-сварочный вращатель-кантователь по а.с. СССР 806331, кл. МПК В 23 К 37/04, выбранный в качестве прототипа, содержащий станину, смонтированные на ней переднюю и заднюю бабки с подшипниками, в которых установлены шпиндели, и размещенные на станине и шпинделях приспособления для ориентирования частей изделия относительно друг друга. Известный вращатель-кантователь содержит размещенные на станине и шпинделях специальные приспособления, которые позволяют производить предварительную установку частей изделия для ориентирования их по одной оси. Однако он также не позволяет ориентировать части изделия в соответствии с особыми требованиями его чертежа. Например, при изготовлении таких изделий, как ресивер с крышками на тормозном воздушном баллоне грузового автомобиля, у которого оси двух пар резьбовых бобышек на крышках должны лежать в продольной плоскости симметрии. Кроме этого, известный вращатель-кантователь также не позволяет совмещать за одну установку изделия операции сборки, предварительной прихватки частей изделия и окончательной сварки швов, так как он не может обеспечить фиксацию собранного изделия в положении, необходимом для проведения операции прихватки, что приводит к повышению трудоемкости процесса сборки-сварки изделий. Исходя из указанных недостатков, задача, на решение которой направлено заявляемое техническое решение, заключается в снижении трудоемкости процесса сборки-сварки, повышении производительности сборочно-сварочного вращателя-кантователя за счет совмещения в одной операции процессов сборки, прихватки и окончательной сварки швов, а также расширении ассортимента обрабатываемых изделий. При этом некольцевые швы могут свариваться ручной дуговой сваркой как с использованием привода, так и при ручной кантовке (поворотах) изделия. Для решения указанной задачи в сборочно-сварочном вращателе-кантователе, содержащем станину, смонтированные на ней переднюю и заднюю бабки с подшипниками, в которых установлены шпиндели, и размещенные на станине и шпинделях приспособления для ориентирования частей изделия относительно друг друга, подшипники выполнены в виде втулок-ориентаторов с открытыми продольными пазами, в которые с возможностью высвобождения введены штифты, вмонтированные в шпиндели перпендикулярно их осям. Снижение трудоемкости процесса сборки-сварки и повышение производительности сборочно-сварочного вращателя-кантователя в заявляемом техническом решении осуществляется за счет совмещения за одну установку изделия (в одной операции) процессов сборки, предварительной прихватки свариваемых частей изделия и окончательной сварки швов. Возможность такого совмещения указанных операций появляется благодаря выполнению подшипников в виде втулок-ориентаторов с открытыми продольными пазами, а также наличию штифтов, которые введены в указанные втулки-ориентаторы перпендикулярно осям шпинделей с возможностью освобождения из открытых продольных пазов. При нахождении концов штифтов в открытых продольных пазах втулок-ориентаторов части свариваемого изделия, установленные и предварительно ориентированные в приспособлениях шпинделей, остаются неподвижными во все время проведения операций сборки и прихватки, в то время как части изделия, установленные в ориентирующих приспособлениях, размещенных на станине, имеют возможность перемещаться относительно них в любом направлении. Таким образом, заявляемое техническое решение позволяет после операций сборки и предварительной прихватки получать собранное изделие любой сложной конфигурации в соответствии с особыми требованиями его чертежа. После высвобождения штифтов из открытых продольных пазов втулок-ориентаторов появляется возможность, не разжимая осевых частей изделия, беспрепятственно поворачивать изделие для окончательной сварки кольцевых и иных швов. На фиг.1 показан сборочно-сварочный вращатель-кантователь, вид сбоку; на фиг.2 - разрез по А-А. Сборочно-сварочный вращатель-кантователь содержит станину 1, смонтированные на ней переднюю 2 и заднюю 3 бабки с подшипниками, выполненными в виде втулок-ориентаторов 4 и 5. При этом втулки-ориентаторы 4 и 5 продольно сориентированы в передней 2 и задней 3 бабках благодаря шпонкам 6. Во втулке-ориентаторе 4 установлен шпиндель 7, а во втулке-ориентаторе 5 - шпиндель 8. Для ориентирования частей изделия на шпинделе 7 размещено приспособление 9, а на шпинделе 8 - приспособление 10. Втулки-ориентаторы 4 и 5 выполнены с открытыми продольными пазами соответственно 11 и 12, в которые с возможностью высвобождения введены штифты соответственно 13 и 14. При этом штифт 13 вмонтирован в шпиндель 7 перпендикулярно его оси, а штифт 14 вмонтирован в шпиндель 8 также перпендикулярно оси последнего. На станине 1 размещено приспособление для ориентирования частей изделия, которое может быть выполнено, например, в виде подвижной плиты 15 с призмами 16. Сборочно-сварочный вращатель-кантователь работает следующим образом. В приспособление 9 шпинделя 7 передней бабки 2 вставляют левую часть 17 изделия, ориентируют ее необходимым образом и зажимают в нужном положении. Затем, на призмы 16 поднятой плиты 15 кладут среднюю часть 18 изделия, ориентируя ее тем самым по осям шпинделей. После этого в приспособление 10 шпинделя 8 задней бабки 3 вставляют правую часть 19 изделия, также ориентируют ее, зажимают и придвигают задней бабкой 3 к средней 18 и левой 17 частям изделия. При этом собранные части изделия остаются неподвижными благодаря тому, что концы штифтов 13 и 14 в это время находятся соответственно в пазах 11 и 12 втулок-ориентаторов 4 и 5 и не дают шпинделям 7 и 8 произвольно поворачиваться вокруг своих осей. После этого выполняют прихватку всех частей изделия. Затем не разжимая приспособления 9 на шпинделе 7 и приспособления 10 на шпинделе 8, опускают плиту 15 с призмами 16 вниз, а штифты 13 и 14 высвобождают из соответствующих пазов 11 и 12, например, путем отвода втулок-ориентаторов 4 и 5 вдоль осей соответствующих шпинделей 7 и 8 с помощью рычагов 20 настолько, чтобы изделие можно было беспрепятственно поворачивать приводом (не показан) или вручную для окончательной сварки кольцевых или иных швов. По окончании сварки возвращают в исходное положение втулки-ориентаторы 4 и 5, совмещая штифт 13 с пазом 11, а штифт 14 - с пазом 12. Затем открывают приспособление 9 на шпинделе 7 и приспособление 10 на шпинделе 8, отводят заднюю бабку 3, снимают готовое изделие и возвращают плиту 15 с призмами 16 в исходное поднятое положение.ФОРМУЛА ИЗОБРЕТЕНИЯ
Сборочно-сварочный вращатель-кантователь, содержащий станину, смонтированные на ней переднюю и заднюю бабки с подшипниками, в которых установлены шпиндели, и размещенные на станине и шпинделях приспособления для ориентирования частей изделия относительно друг друга, отличающийся тем, что подшипники выполнены в виде втулок-ориентаторов с открытыми продольными пазами, в которые с возможностью высвобождения введены штифты, вмонтированные в шпиндели перпендикулярно их осям.www.freepatent.ru
Сборочно-сварочный вращатель-кантователь
Изобретение относится к сварочному оборудованию, в частности к устройствам для сборки и сварки кольцевых и иных швов. Изобретение направлено на снижение трудоемкости процесса сборки-сварки, повышение производительности сборочно-сварочного вращателя-кантователя, расширение ассортимента обрабатываемых изделий. На станине смонтированы передняя и задняя бабки с подшипниками, в которых установлены шпиндели. На станине и шпинделях размещены приспособления для ориентирования частей изделия относительно друг друга. Подшипники выполнены в виде втулок-ориентаторов с открытыми продольными пазами. В пазы с возможностью высвобождения введены штифты, вмонтированные в шпиндели перпендикулярно их осям. 2 ил.
Изобретение относится к сварочному оборудованию, в частности к устройствам для сборки и сварки кольцевых и иных швов.
Известны различные устройства для сборки и сварки кольцевых и иных швов, предназначенные для сварки предварительно прихваченных частей таких изделий, как части карданных валов, фланцев с отверстиями и трубой, кожухи полуосей прицепов и автомобилей и т. п., например устройство, содержащее станину, смонтированные на ней переднюю и заднюю бабки с подшипниками, в которых установлены шпиндели (см. "Справочник по сварке" под ред. Соколова Е.В., М.: Машгиз, 1961, т.1, с. 221, фиг.11 и с. 232, фиг.22). Недостатком указанного устройства для сборки и сварки является то, что оно не позволяет ориентировать в соответствии с необходимыми требованиями части изделия относительно друг друга при сварке, а также совмещать за одну установку изделия такие операции, как сборка, прихватка и окончательная сварка швов. Известен также сборочно-сварочный вращатель-кантователь по а.с. СССР 806331, кл. МПК В 23 К 37/04, выбранный в качестве прототипа, содержащий станину, смонтированные на ней переднюю и заднюю бабки с подшипниками, в которых установлены шпиндели, и размещенные на станине и шпинделях приспособления для ориентирования частей изделия относительно друг друга. Известный вращатель-кантователь содержит размещенные на станине и шпинделях специальные приспособления, которые позволяют производить предварительную установку частей изделия для ориентирования их по одной оси. Однако он также не позволяет ориентировать части изделия в соответствии с особыми требованиями его чертежа. Например, при изготовлении таких изделий, как ресивер с крышками на тормозном воздушном баллоне грузового автомобиля, у которого оси двух пар резьбовых бобышек на крышках должны лежать в продольной плоскости симметрии. Кроме этого, известный вращатель-кантователь также не позволяет совмещать за одну установку изделия операции сборки, предварительной прихватки частей изделия и окончательной сварки швов, так как он не может обеспечить фиксацию собранного изделия в положении, необходимом для проведения операции прихватки, что приводит к повышению трудоемкости процесса сборки-сварки изделий. Исходя из указанных недостатков, задача, на решение которой направлено заявляемое техническое решение, заключается в снижении трудоемкости процесса сборки-сварки, повышении производительности сборочно-сварочного вращателя-кантователя за счет совмещения в одной операции процессов сборки, прихватки и окончательной сварки швов, а также расширении ассортимента обрабатываемых изделий. При этом некольцевые швы могут свариваться ручной дуговой сваркой как с использованием привода, так и при ручной кантовке (поворотах) изделия. Для решения указанной задачи в сборочно-сварочном вращателе-кантователе, содержащем станину, смонтированные на ней переднюю и заднюю бабки с подшипниками, в которых установлены шпиндели, и размещенные на станине и шпинделях приспособления для ориентирования частей изделия относительно друг друга, подшипники выполнены в виде втулок-ориентаторов с открытыми продольными пазами, в которые с возможностью высвобождения введены штифты, вмонтированные в шпиндели перпендикулярно их осям. Снижение трудоемкости процесса сборки-сварки и повышение производительности сборочно-сварочного вращателя-кантователя в заявляемом техническом решении осуществляется за счет совмещения за одну установку изделия (в одной операции) процессов сборки, предварительной прихватки свариваемых частей изделия и окончательной сварки швов. Возможность такого совмещения указанных операций появляется благодаря выполнению подшипников в виде втулок-ориентаторов с открытыми продольными пазами, а также наличию штифтов, которые введены в указанные втулки-ориентаторы перпендикулярно осям шпинделей с возможностью освобождения из открытых продольных пазов. При нахождении концов штифтов в открытых продольных пазах втулок-ориентаторов части свариваемого изделия, установленные и предварительно ориентированные в приспособлениях шпинделей, остаются неподвижными во все время проведения операций сборки и прихватки, в то время как части изделия, установленные в ориентирующих приспособлениях, размещенных на станине, имеют возможность перемещаться относительно них в любом направлении. Таким образом, заявляемое техническое решение позволяет после операций сборки и предварительной прихватки получать собранное изделие любой сложной конфигурации в соответствии с особыми требованиями его чертежа. После высвобождения штифтов из открытых продольных пазов втулок-ориентаторов появляется возможность, не разжимая осевых частей изделия, беспрепятственно поворачивать изделие для окончательной сварки кольцевых и иных швов. На фиг.1 показан сборочно-сварочный вращатель-кантователь, вид сбоку; на фиг.2 - разрез по А-А. Сборочно-сварочный вращатель-кантователь содержит станину 1, смонтированные на ней переднюю 2 и заднюю 3 бабки с подшипниками, выполненными в виде втулок-ориентаторов 4 и 5. При этом втулки-ориентаторы 4 и 5 продольно сориентированы в передней 2 и задней 3 бабках благодаря шпонкам 6. Во втулке-ориентаторе 4 установлен шпиндель 7, а во втулке-ориентаторе 5 - шпиндель 8. Для ориентирования частей изделия на шпинделе 7 размещено приспособление 9, а на шпинделе 8 - приспособление 10. Втулки-ориентаторы 4 и 5 выполнены с открытыми продольными пазами соответственно 11 и 12, в которые с возможностью высвобождения введены штифты соответственно 13 и 14. При этом штифт 13 вмонтирован в шпиндель 7 перпендикулярно его оси, а штифт 14 вмонтирован в шпиндель 8 также перпендикулярно оси последнего. На станине 1 размещено приспособление для ориентирования частей изделия, которое может быть выполнено, например, в виде подвижной плиты 15 с призмами 16. Сборочно-сварочный вращатель-кантователь работает следующим образом. В приспособление 9 шпинделя 7 передней бабки 2 вставляют левую часть 17 изделия, ориентируют ее необходимым образом и зажимают в нужном положении. Затем, на призмы 16 поднятой плиты 15 кладут среднюю часть 18 изделия, ориентируя ее тем самым по осям шпинделей. После этого в приспособление 10 шпинделя 8 задней бабки 3 вставляют правую часть 19 изделия, также ориентируют ее, зажимают и придвигают задней бабкой 3 к средней 18 и левой 17 частям изделия. При этом собранные части изделия остаются неподвижными благодаря тому, что концы штифтов 13 и 14 в это время находятся соответственно в пазах 11 и 12 втулок-ориентаторов 4 и 5 и не дают шпинделям 7 и 8 произвольно поворачиваться вокруг своих осей. После этого выполняют прихватку всех частей изделия. Затем не разжимая приспособления 9 на шпинделе 7 и приспособления 10 на шпинделе 8, опускают плиту 15 с призмами 16 вниз, а штифты 13 и 14 высвобождают из соответствующих пазов 11 и 12, например, путем отвода втулок-ориентаторов 4 и 5 вдоль осей соответствующих шпинделей 7 и 8 с помощью рычагов 20 настолько, чтобы изделие можно было беспрепятственно поворачивать приводом (не показан) или вручную для окончательной сварки кольцевых или иных швов. По окончании сварки возвращают в исходное положение втулки-ориентаторы 4 и 5, совмещая штифт 13 с пазом 11, а штифт 14 - с пазом 12. Затем открывают приспособление 9 на шпинделе 7 и приспособление 10 на шпинделе 8, отводят заднюю бабку 3, снимают готовое изделие и возвращают плиту 15 с призмами 16 в исходное поднятое положение.Формула изобретения
Сборочно-сварочный вращатель-кантователь, содержащий станину, смонтированные на ней переднюю и заднюю бабки с подшипниками, в которых установлены шпиндели, и размещенные на станине и шпинделях приспособления для ориентирования частей изделия относительно друг друга, отличающийся тем, что подшипники выполнены в виде втулок-ориентаторов с открытыми продольными пазами, в которые с возможностью высвобождения введены штифты, вмонтированные в шпиндели перпендикулярно их осям.РИСУНКИ
Рисунок 1, Рисунок 2Похожие патенты:
Изобретение относится к медицине и может быть использовано при изготовлении стентов
Изобретение относится к оборудованию для изготовления металлических изделий и может быть использовано для лазерной и/или дуговой сварки металлических конструкций
Изобретение относится к сварочному производству и может быть использовано при автоматической сварке однослойных и многослойных сильфонов
Изобретение относится к механосборочному производству, в частности к станкам для сборки тепловыделяющих элементов в тепловыделяющие сборки, преимущественно для энергетических атомных реакторов ВВЭР
Изобретение относится к автомобилестроению и может быть использовано при сборочно-сварочных работах с кузовными деталями автомобиля
Изобретение относится к области сварки, в частности к сборочно-сварочным приспособлениям, и может быть использовано для сборки и сварки полых изделий коробчатого сечения из листов с малыми размерами поперечного сечения при большой длине изделия
Изобретение относится к сварке, а именно к устройствам для наплавки с целью восстановления изношенных плоских поверхностей изделий
Изобретение относится к транспортному машиностроению, в частности к сборке и сварке кузовов автомобилей, а именно кузовов фургонов и микроавтобусов
Изобретение относится к производству торцевого алмазного инструмента, преимущественно кольцевых сверл
Изобретение относится к транспортному машиностроению, в частности к автомобилестроению
Изобретение относится к транспортному машиностроению, в частности к автомобилестроению
Изобретение относится к сварке, а именно к робототехническим комплексам, которые встраиваются в линии для сборки-сварки кузовов автомобилей
Изобретение относится к способу изготовления крупногабаритных толстолистовых ортотропных плит из углеродистых, низколегированных сталей и может быть использовано в различных отраслях промышленности и прежде всего в мостостроении
Изобретение относится к транспортному машиностроению, а именно к автомобилестроению
Изобретение относится к области машиностроения и может быть использовано при изготовлении роторов конструкции «блиск»
Изобретение относится к сварке, а именно к конструкции универсального стенда для сборки под сварку плоских решетчатых металлоконструкций
Изобретение относится к сборочно-сварочным работам, а именно к кантователям для сборки и сварки изделий, преимущественно кузовов железнодорожных полувагонов
Изобретение относится к машиностроению и может быть использовано в сварочном производстве, а именно к устройствам для кантования различных тяжеловесных изделий в процессе их изготовления
Изобретение относится к области термической обработки, а именно к установкам для термической резки неповоротных труб
Изобретение относится к сварочному оборудованию, в частности к устройствам для сборки и сварки кольцевых и иных швов
www.findpatent.ru