Содержание
Лужение проводов. Особенности алюминиевых проводов. Действия
I. Этапы залуживания
II. Лужение алюминиевых проводов
III. Ещё один способ
Лужение проводов, а особенно алюминиевых проводников довольно не простой процесс. Постараемся просто и понятно описать процесс.
Чтобы получить при пайке оловянно-свинцовым припоем надежное соединение, необходимо зачистить и облудить провода. Если пренебречь данными действиями, то маловероятно, что спайка получится качественной и долговечной.
Этапы залуживания
В первую очередь следует подготовить паяльник, при необходимости провести его обслуживание: удалить ножом окалину, зачистить жало паяльника на мелкозернистом наждачном круге или с помощью надфиля.
До начала пайки паяльник нужно прогреть до рабочей температуры. Затем следует опустить жало в канифоль, коснуться твердого олова или оловянно-свинцового припоя. Если на жале паяльника образовался тонкий блестящий слой припоя (а не свисающая капля), можно приступать к дальнейшей работе.
Все металлы, находящиеся в воздухе, окисляются. Их поверхность покрывается оксидной пленкой, которая препятствует смачиванию металла расплавленным припоем. Поэтому все спаиваемые поверхности нужно зачистить до металлического блеска ножом или мелкой наждачной бумагой, дополнительно можно обезжирить растворителями.
Паяльником нужно прогреть провод, нанести на него канифоль, неторопливыми движениями втереть в него припой. Если весь участок проводника равномерно покроется припоем, залуживание можно прекратить.
Лужение проводов из меди особых проблем не доставляет. Даже начинающие паяльщики справятся с этой работой. Но далеко не все умельцы знают о том, как залудить провод из алюминия.
Лужение алюминиевых проводов
Алюминиевый провод в домашних условиях паять сложно, многие умельцы за такую работу не берутся. Проблема в том, что если удалить оксидную пленку, то алюминий в воздухе практически моментально окисляется и пленка восстанавливается. Но, проявив терпение, можно получить достаточно качественную спайку.
Несколько рекомендаций, как правильно лудить алюминиевые провода:
- приготовить флюс, растворив в диэтиловом эфире канифоль;
- подготовить стальные опилки;
- зачистить провод обычным способом;
- сразу же нанести на провод флюс;
- посыпать место пайки металлическими опилками;
- тщательно выполнить облуживание, втирая припой в алюминий.
Металлические опилки играют роль абразивных частиц и постоянно разрушают образующуюся оксидную пленку. По мере необходимости их нужно подсыпать на место спайки.
Далеко не всегда такой способ гарантирует достижение желаемого результата. Контакт между спаянными проводами может оказаться некачественным и недолговечным. Профессионалы предпочитают использовать специальные припои и флюсы.
Паяемая проволока в этом случае должна прогреваться не паяльником, а газовой горелкой или паяльной лампой. Температура нагрева припоя и облуженного провода должна быть не менее 600°С.
Ещё один способ
Еще один простой способ, как лудить провода алюминиевые с помощью проводов медных. Основан он на явлении электролиза. Для этого нужно запастись концентрированным раствором медного купороса и источником постоянного тока мощностью не менее 10 Вт.
Основан он на явлении электролиза. Для этого нужно запастись концентрированным раствором медного купороса и источником постоянного тока мощностью не менее 10 Вт.
На зачищенный алюминий в месте спайки наносят несколько капель медного купороса и обматывают его несколькими витками медного провода. К отрицательному полюсу источника тока подключают алюминиевый проводник, а медный — к положительному. В цепи возникает электрический ток, происходит электролиз, алюминиевый проводник покрывается тонким слоем меди.
На алюминиевом проводнике образуется слой, залуженный медью. Такой способ нельзя применить для залуживания массивных деталей, но для паяния тонких проводников он вполне сгодится.
Если нет медного купороса, его можно заменить соляной кислотой. В месте предполагаемой пайки нужно с нажимом двигать медным проводником. Электролиз в этом случае протекает более эффективно. Но нужно помнить, что место пайки с применением кислоты со временем окисляется, поэтому после окончания работы его нужно промыть чистой водой или слабым раствором щелочи.
Уникальная статья на нашем сайте — electricity220.ru.
Как паять алюминий оловом своими руками
Содержание
- Чем паять алюминий в домашних условиях
- Пайка алюминия оловом и флюсом Ф 64
- Пайка алюминия с медью оловом и канифолью
Чем паять алюминий в домашних условиях
Пайка соединений проводов с припоем считается самым надежным методом соединения проводов и жил кабелей. Хорошо, если нужно паять только медные провода, которые легко облуживаются припоем. Не зря в электронике все вывода элементов медные, луженые.
Пайка алюминия в домашних условиях
После того как цельные провода и многожильные жилы кабелей облудят, их довольно легко соединять пайкой. А как паять алюминий оловом, если припой отторгается окисью алюминия. Как известно алюминий покрыт тонким слоем окиси, которая мгновенно образуется на алюминии при контакте с кислородом. Чтобы припой хорошо держался на алюминиевом проводе нужно снять окись алюминия, а затем лудить.
Для этой цели в качестве флюса существуют: паяльная кислота, специальные флюсы для алюминия, смесь канифоли с ацетоном. Все эти плюсы разрушают или затрудняют образование пленки окиси на алюминии. После применения данного типа флюса процесс лужение алюминия упрощается.
Необходимые инструменты для пайки алюминия оловом являются: электрический паяльник, острый нож, плоскогубцы для скрутки проводов, мелкий напильник для подготовки жала паяльника. Из материалов потребуется: припой ПОС 61 или ПОС 50, флюс для пайки алюминия Ф-64 или аналогичный, губка.
Пайка алюминия оловом и флюсом Ф 64
Флюс Ф 64 предназначен для пайки алюминия. Методика пайки не сложна. В первую очередь нужно снять изоляцию с проводов на 5 см. Изоляция снимается острым ножом под углом к проводу, чтобы не надрезать его. Надрезанный алюминий легко обламывается.
Инструменты и материалы для пайки алюминиевого провода
Далее нужно хорошо зачистить провод мелкой наждачной бумагой или острым ножом. Зачистив провод, его смачивают кисточкой с плюсом и острым ножом продолжают зачищать провод, но уже под флюсом. Таким образом снимают пленку окиси алюминиевого провода, не давая вновь окисляться на воздухе. Далее разогретым паяльником с припоем начинают лужение провода с его конца.
Зачистив провод, его смачивают кисточкой с плюсом и острым ножом продолжают зачищать провод, но уже под флюсом. Таким образом снимают пленку окиси алюминиевого провода, не давая вновь окисляться на воздухе. Далее разогретым паяльником с припоем начинают лужение провода с его конца.
Если начать облуживать провод около изоляции, тогда можно ее подпалить. В этом случае потеряются изоляционные свойства провода. Провод облуживают паяльником, движениями вперед-назад, одновременно снимается окисная пленка с алюминия. Облудить провод ровно сразу не получится. Поэтому на не облуженные участки провода снова наносят флюс и горячим паяльником с припоем и движениями вперед-назад снимают участки оставшейся окисной пленки и обслуживают.
Таким образом покрывают припоем алюминиевый провод полностью. После лужения алюминиевый провод окунают в раствор соды (5 ст. л. на 200 гр. воды) и зубной щеткой смывают остатки флюса. В состав флюса входят активные кислоты, которые не только разъедают пленку, но и сам провод. Поэтому остатки флюса нужно смыть. Смыть его полностью не получится, так как он частично остаётся под припоем и въедается в провод.
Поэтому остатки флюса нужно смыть. Смыть его полностью не получится, так как он частично остаётся под припоем и въедается в провод.
Но хоть частично его нужно смывать. Медный провод не обслуживают флюсом Ф 64, лучше использовать раствор канифоли и спирта (50% на 50%). Кисточкой наносят жидкую канифоль на медный провод (предварительно зачистив его) и горячим паяльником обслуживают провод, начиная с конца. Жало паяльника должно быть ровным и чистым. Раковины на конце жала паяльника убирают мелким напильником.
А остатки сгоревшего припоя (шлака) вытирают губкой или тряпкой. Как только алюминиевый и медный провода облуженны, их скручивают пассатижами, кисточкой наносят жидкую канифоль и спаивают соединение, начиная также с конца. Если соединить алюминий без лужения припоем, то это соединение может нарушиться со временем. Соединение алюминия с медью представляет собой гальваническую пару, и при прохождении через него тока нагревает и разрушает соединение.
Таблица температурных режимов марок припоя
В результате место скрутки сильно нагревается и обугливается, что повышает пожароопасность. Оловянный припой нейтрален к алюминию, поэтому алюминиевые провода перед соединением с медью нужно лудить. Для пайки алюминиевых проводов хорошо подходят припой ПОС 61 и ПОС 50 с низкой температурой плавления 190 — 210С.
Оловянный припой нейтрален к алюминию, поэтому алюминиевые провода перед соединением с медью нужно лудить. Для пайки алюминиевых проводов хорошо подходят припой ПОС 61 и ПОС 50 с низкой температурой плавления 190 — 210С.
Пайка алюминия с медью оловом и канифолью
Пайка электрических проводов с помощью паяльной кислоты запрещена в ПУЭ. Это связано с тем, что эта кислота полностью не сгорает при пайке. В результате место соединения проводов со временем разъедается кислотой, образуются окиси, которые нагреваются при прохождении тока и могут вызвать возгорание изоляции. К таким кислотно содержащим флюсам относятся специальные флюсы для пайки алюминия, в том числе и Ф 64.
Так как же паять алюминий с медью, чтобы соединение было качественным и долговечным. По сложности метод лужения алюминия оловом и канифолью даже легче, чем лужение алюминия флюсом Ф 64. Но качество и надежность при лужении в канифоли будет высоким. При лужении алюминия в канифоли нужно сделать или подобрать низкую ванночку для жидкой канифоли (канифоль 60% и спирт 40%).
Флюсы для пайки алюминия
Заполняют ванночку жидкой канифолью так, чтобы провод утопал в ней с изоляцией на 5-10 мм. Очищенный от изоляции провод кладут в канифоль и острым ножом (удобно скальпелем) снимают плёнку окиси с алюминиевого провода, не вынимая его из ванночки. То есть под канифолью защищают провод по всей его длине со всех сторон. Под канифолью пленка на очищенных местах алюминиевого провода не образуется, так как нет соприкосновении с кислородом.
Теперь берут разогретой паяльник с припоем мощностью не менее 60 Вт и опустив его на оголенный и очищенный от окиси провод, у самой поверхности канифоли, понемногу прокручивают и вытаскивают уже облуженные участки провода. Суть метода заключается в том, чтобы провод облуживался у самой поверхности жидкой канифоли. Чтобы зачищенные участки провода от окиси не могли соприкасаться с воздухом.
Паяльник может быть временами погружен на 2-3 мм в канифоль. Немного облудив провод поднимите паяльник, чтобы он вновь нагрелся. Да в начале, будет много дыма, поэтому лучше учиться паять на улице или в помещении с хорошей вентиляцией. После нескольких попыток у вас выработается своя техника лужения и появится небольшой опыт.
Да в начале, будет много дыма, поэтому лучше учиться паять на улице или в помещении с хорошей вентиляцией. После нескольких попыток у вас выработается своя техника лужения и появится небольшой опыт.
Вы определитесь с положением паяльника, скорость лужения провода увеличится, то есть появится навык, и уменьшится количество дыма. Зато провод будет облужен идеально. Далее, как обычно, скручивают провода и так же паяют их небольшим количеством припоя.
Остатки канифоли на пропаянной скрутке проводов смывают кисточкой со спиртом. Недостаток такого метода — это невозможность пайки в труднодоступных местах. Для таких случаев, лучше использовать другие методы безопасных соединений алюминия с медью.
Помогла вам статья?
Методы пайки алюминия — Superior Flux & Mfg. Co.
На этот раз это статья, опубликованная в выпуске Welding Journal за май 2018 г. под названием «Методы пайки алюминия». Благодарим Уильяма «Билла» Эйвери, эксперта по соединению металлов в Superior Flux, и доктора Иегуду Баскина, президента Superior Flux, за еще одну хорошо написанную и информативную статью.
Мы даже не можем сосчитать, сколько раз люди говорили нам: «Я не знал, что вы умеете паять алюминий!» Если это похоже на вас или у вас есть вопросы о пайке алюминия, сделайте себе одолжение и прочитайте статью «Методы пайки алюминия». Вы обнаружите, что может припаять алюминий. Конечно, это будет не так просто, как паять, скажем, медь или даже сталь. Но, если вы ознакомитесь с ключевыми моментами пайки алюминия, как они изложены в статье, то вы научитесь эффективно паять алюминий.
И самое время научиться паять алюминий. Все больше и больше компаний изучают возможности пайки алюминия в таких областях, как автомобилестроение, электроника, радиаторы, системы отопления, вентиляции и кондиционирования и многое другое. Алюминий легче и дешевле меди, и во многих случаях он обладает достаточной теплопроводностью, как термической, так и электрической, чтобы медь могла конкурировать за свои деньги. А пайка алюминия с его высокими температурами не так щадящая, как пайка алюминия.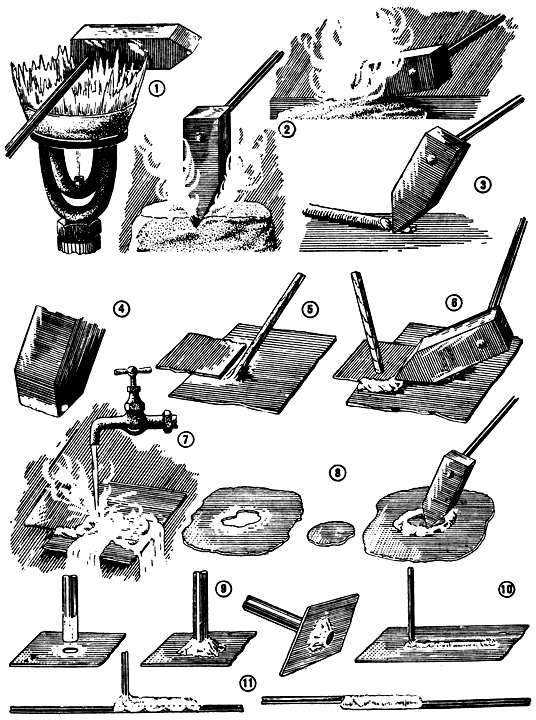
Самое приятное во всем этом то, что мы видим только начало восходящей звезды пайки алюминия.
Итак, вот что изложено в статье «Методы пайки алюминия» в качестве некоторых ключей к пайке алюминия.
Подходящий флюс: Вам нужен флюс для пайки алюминия – флюс, специально разработанный для пайки алюминия. Тот факт, что флюс достаточно силен для пайки таких сплавов, как нержавеющая сталь, не означает, что он будет работать и с алюминием. Superior Flux предлагает самый широкий ассортимент флюсов для пайки алюминия на рынке, включая флюсы в форме геля, пасты, жидкости и паяльной пасты.
Правильный припой: Ваша цель при пайке — создать интерметаллическую связь с алюминием. Определенные комбинации присадочных сплавов, такие как олово-цинк, олово-серебро, SN100C ™ и ALUSAC-35 ™, лучше подходят для создания этой специальной связи. Без интерметаллической связи вы можете получить что-то похожее на сустав, но без «зубцов». В ходе нового захватывающего исследования мы определили, что ALUSAC-35™ от Nihon Superior является, пожалуй, единственным припоем на рынке, который может эффективно паять алюминий, а затем пройти испытания в солевом тумане. И имейте в виду, что припой бывает разных форм: проволока, фольга, заготовки и смешанные со специально разработанными флюсами в виде паяльной пасты для алюминия. Наша алюминиевая порошковая проволока (AFCW) является пионером в этой области, эффективной алюминиевой порошковой проволокой, которая выпускается из различных типов сплавов и диаметров. Наша линейка паст для пайки алюминия и паст для лужения является самой широкой на рынке. Наши химики постоянно работают над улучшением составов и работают с клиентами в области пайки алюминия. Мы мыслим творчески, выбирая лучший вариант для конкретного применения.
В ходе нового захватывающего исследования мы определили, что ALUSAC-35™ от Nihon Superior является, пожалуй, единственным припоем на рынке, который может эффективно паять алюминий, а затем пройти испытания в солевом тумане. И имейте в виду, что припой бывает разных форм: проволока, фольга, заготовки и смешанные со специально разработанными флюсами в виде паяльной пасты для алюминия. Наша алюминиевая порошковая проволока (AFCW) является пионером в этой области, эффективной алюминиевой порошковой проволокой, которая выпускается из различных типов сплавов и диаметров. Наша линейка паст для пайки алюминия и паст для лужения является самой широкой на рынке. Наши химики постоянно работают над улучшением составов и работают с клиентами в области пайки алюминия. Мы мыслим творчески, выбирая лучший вариант для конкретного применения.
Тип или «серия» алюминия : Алюминиевые сплавы классифицируются по сериям в зависимости от состава сплава и добавок. Некоторые алюминиевые серии легче паять, чем другие; а некоторые паять невозможно (пока!). Например, серии 1000 и 3000 (1XXX и 3XXX) легче паять, чем серии 6000. Алюминий 5000-й серии является хитом или промахом. Когда его можно припаять, это можно сделать только предварительно залужив поверхность алюминия. Также имейте в виду, что пайка алюминия к алюминию всегда является самой сложной задачей. Но при пайке алюминия с более удобным для пайки металлом, таким как медь, у вас есть преимущество.
Например, серии 1000 и 3000 (1XXX и 3XXX) легче паять, чем серии 6000. Алюминий 5000-й серии является хитом или промахом. Когда его можно припаять, это можно сделать только предварительно залужив поверхность алюминия. Также имейте в виду, что пайка алюминия к алюминию всегда является самой сложной задачей. Но при пайке алюминия с более удобным для пайки металлом, таким как медь, у вас есть преимущество.
Думай ТЕПЛО! Алюминию требуется нагрев для принятия припоя, обычно до температуры 300°C и более. И вы хотите измерять температуру алюминия, а не источника тепла. Алюминий является отличным теплоотводом, поэтому источник тепла должен быть еще выше, чтобы нагреть алюминий до нужной температуры. Пайка алюминия не похожа на пайку меди; недостаточно просто нагреть и расплавить припой. Даже с правильной комбинацией флюса и припоя вы не сможете добиться пайки, если алюминий недостаточно горячий, чтобы принять припой. В дополнение к этому, он должен достичь этой температуры в течение определенного периода времени (обычно менее 8 минут), иначе флюс будет израсходован, так и не выполнив свою работу. К счастью, существует множество методов нагрева, таких как духовки, индукция, горелка, конфорки и т. д., которые помогут вам достичь нужной температуры в допустимом диапазоне.
К счастью, существует множество методов нагрева, таких как духовки, индукция, горелка, конфорки и т. д., которые помогут вам достичь нужной температуры в допустимом диапазоне.
Пусть вас не пугает ваш проект по пайке алюминия!
Прочтите статью, ознакомьтесь с другими нашими флюсами для алюминия или свяжитесь с нами, если у вас есть проблемы с пайкой алюминия.
Наше исследование практической пайки алюминия, возможно, является самым передовым на рынке сегодня, и мы только начинаем. С нетерпением ждем новых статей о пайке алюминия, а также о других новаторских областях пайки, пайки и сварки.
Флюсы для пайки и лужения алюминия
Superior Flux предлагает самый широкий ассортимент флюсов для пайки алюминия на рынке, включая флюсы для пайки алюминий-алюминий, алюминий-медь, алюминий-латунь и алюминий-покрытие.
См. ссылки на видео для пайки алюминия.
№ 1260
 org/Table»>
org/Table»>№ 1261
| Номер Superior Flux | № 1261 |
| Описание | Флюс для пайки алюминия – жидкий |
| Рек. Основные металлы | Алюминий на: алюминий, медь и латунь |
| Рек. Припои | Олово-цинк: 91Sn/9Zn, 80Sn/20Zn 70Sn/30Zn, сплавы на основе олова |
Рек. Диапазоны температур Диапазоны температур | 177-288°C / 350-550°F |
| SDS | Link |
| Спец. Лист | Ссылка |
№ 1265
| Верхний поток номер | № 1265 |
| Описание | ALUMINUM SELDERERENGION FLUX — PASTERNERING |
| Алюминий на: алюминий, медь и латунь | |
| Рек. Припои | Олово-цинк: 91Sn/9Zn, 80Sn/20Zn 70Sn/30Zn, сплавы на основе олова |
| Рек. Диапазоны температур | 177–288°C / 350–550°F |
| Паспорт безопасности | Ссылка |
| Спец. Лист | Link |
№ 1280
 org/Table»>
org/Table»>Все флюсы для пайки алюминия соответствуют требованиям RoHS.
Пожалуйста, ознакомьтесь со следующими документами по пайке алюминия:
Паста для пайки алюминия (IMAP Thermal Management Workshop – Palo Alto, CA, 2011)
Soldering Aluminium (Международная конференция SME по пайке и пайке – Орландо, Флорида, 2009 г.)
Superior No. 1260 – это универсальный флюс для пайки алюминия, который имеет медовую консистенцию и цвет. Это высокоактивное средство на органической основе, не содержащее хлоридов. Предназначен для пайки контактов алюминия с алюминием, алюминия с медью, алюминия с латунью и алюминия с покрытием. Остатки после пайки растворимы в воде и должны быть очищены после пайки. Superior No. 1260 также можно использовать для соединения алюминия с трудно поддающимися пайке металлами, такими как нержавеющая сталь, ковар или никель.
Предназначен для пайки контактов алюминия с алюминием, алюминия с медью, алюминия с латунью и алюминия с покрытием. Остатки после пайки растворимы в воде и должны быть очищены после пайки. Superior No. 1260 также можно использовать для соединения алюминия с трудно поддающимися пайке металлами, такими как нержавеющая сталь, ковар или никель.
Superior № 1261 Флюс для лужения алюминия обеспечивает эффективность № 1260 в жидкой форме. Идеально подходит для лужения и пайки алюминиевых проводов, кабельных разъемов и для пайки погружением алюминиевых магнитных проводов. Остатки после пайки растворимы в воде и должны быть очищены после пайки.
Ознакомьтесь с Superior No. 1261, используемым в нашем видео на YouTube «3 метода припайки нержавеющей стали к печатной плате».
Superior No. 1265 Алюминиевый пастообразный флюс был разработан для применений, где требуется клейкость пастообразной формы. № 1265 можно точно дозировать и распределять.