Рекомендации по выбору абразивного инструмента. Марки кругов шлифовальных
Рекомендации по выбору абразивного инструмента
Выбор связки абразивного инструмента
Связка определяет прочность и твердость инструмента, оказывает большое влияние на режимы, производительность и качество обработки. Связки бывают неорганические (керамическая) и органические (бакелитовая, вулканитовая).КЕРАМИЧЕСКАЯ СВЯЗКА обладает высокой огнеупорностью, водостойкостью, химической стойкостью, хорошо сохраняет профиль рабочей кромки круга, но чувствительна к ударным и изгибающим нагрузкам. Инструмент на керамической связке применяют для всех видов шлифования кроме обдирки (из-за хрупкости связки): для резки и прорезки узких пазов, плоского шлифования желобов колец шарикоподшипников. Инструмент на керамической связке хорошо сохраняет профиль, имеет высокую пористость, хорошо отводит тепло.БАКЕЛИТОВАЯ СВЯЗКА обладает более высокой прочностью и упругостью, чем керамическая. Абразивный инструмент на бакелитовой связке может быть изготовлен различных форм и размеров, в том числе и очень тонких — до 0,5 мм для отрезных и прорезных работ. Недостатком бакелитовой связки является невысокая стойкость против действия охлаждающих жидкостей, содержащих щелочные растворы. При шлифовании кругами на бакелитовой связке охлаждающая жидкость не должна содержать более 1,5 % щелочи. Бакелитовая связка имеет более слабое, чем керамическая, сцепление с абразивным зерном, поэтому инструмент на этой связке широко используется на операциях плоского шлифования, где необходимо самозатачивание круга. Инструмент на бакелитовой связке применяют для грубых обдирочных работ, выполняемых в ручную и на подвесных стенках: плоского шлифования торцом круга, отрезки и прорезки пазов, заточки инструментов, при обработке тонких изделий, где опасен прижог. Бакелитовая связка оказывает полирующее действие.
Выбор марки абразивного материала
Абразивные материалы (фр. abrasif — шлифовальный, от лат. abradere — соскабливать) — это материалы, обладающие высокой твердостью, и используемые для обработки поверхности различных материалов. Абразивные материалы используются в процессах шлифования, заточки, полирования, разрезания материалов и широко применяются в заготовительном производстве и окончательной обработке различных металлических и неметаллических материалов. Естественные абразивы — кремень, наждак, пемза, корунд, гранат, алмаз и другие. Искусственные: электрокорунд, карбид кремния, боразон, эльбор, синтетический алмаз и другие.
| Марка абразивного материала | Характеристика обрабатываемого материала |
| 14A ЭЛЕКТРОКОРУНД НОРМАЛЬНЫЙ Обладает отличной теплостойкостью, высокой сцепляемостью со связкой, механической прочностью зерен и значительной вязкостью, что важно для выполнения операций с переменными нагрузками | Обработка материалов с высоким сопротивлением разрыву. Это обдирка стальных отливок, проволок, проката, высокопрочных и отбеленных чугунов, ковкого чугуна, получистовая обработка различных деталей машин из углеродистых и легированных сталей в незакаленном; и закаленном виде, марганцовистой бронзы, никелевых и алюминиевых сплавов. |
ЭЛЕКТРОКОРУНД БЕЛЫЙ По физическому и химическому составу более однородный, обладает более высокой твердостью, острыми кромками, хорошей самозатачиваемостью, лучше устраняет шероховатости обрабатываемой поверхности по сравнению с электрокорундом нормальным | Обработка закаленных деталей из углеродистых, быстрорежущих и нержавеющих сталей, хромированных и нитрированных поверхностей. Обработка тонких деталей и инструментов, заточка, плоское, внутреннее, профильное и отделочное шлифование. |
| 38А ЭЛЕКТРОКОРУНД ЦИРКОНИЕВЫЙ Мелкокристаллический, плотный и прочный материал. Стойкость инструмента на обдирочных операциях в 10-40 раз выше аналогичного инструмента из электрокорунда нормального | Обдирочное шлифование стальных заготовок при высокой скорости, подаче и усилии прижима. Силовое обдирочное шлифование стальных заготовок. |
| 54C КАРБИД КРЕМНИЯ ЧЕРНЫЙ Обладает высокой твердостью, абразивной способностью и хрупкостью. Зерна имеют форму тонких пластинок, из-за чего увеличивается их хрупкость в работе. | Обработка твердых материалов с низким сопротивлением разрыву (чугун, бронзовое и латунное литье, твердые сплавы, драгоценные камни, стекло, мрамор, графит, фарфор, твердый каучук, кости и т.п.), а также очень вязких материалов (жаропрочных сталей, сплавов, меди, алюминия резины). |
| 63C КАРБИД КРЕМНИЯ ЗЕЛЕНЫЙ Отличается от карбида кремния черного повышенной твердостью, абразивной способностью и хрупкостью | Для обработки деталей из чугуна, цветных металлов, гранита, мрамора, твердых сплавов, обработки титановых, титано-танталовых твердых сплавов, хонинговальные, доводочные работы для деталей из серого чугуна, азотированной и шарикоподшипниковой стали. |
| 95А ЭЛЕКТРОКОРУНД ХРОМТИТАНИСТЫЙ Обладает более высокой механической прочностью и абразивной способностью по сравнению с электрокорундом нормальным | Обдирочное шлифование с большим съемом металла |
Выбор зернистости инструмента
| Зернистость | Вид обработки |
| КрупнаяF6-F24 | Обдирочные операции с большой глубиной резания, зачистка заготовок, отливок.Обработка материалов, которые вызывают засаливание поверхности круга (латунь, медь, алюминий). |
| F24 — F36 | Плоское шлифование торцом круга, заточка резцов, правка абразивного инструмента, отрезка. |
| СредняяF30 — F60 | Предварительное и комбинированное шлифование, заточка режущего инструмента. |
| F46 — F90 | Чистовое шлифование, обработка профильных поверхностей, заточка мелкого инструмента, шлифование хрупких материалов. |
| МелкаяF100-F180
| Отделочное шлифование, доводка твердых сплавов, доводка режущего инструмента, стальных заготовок, заточка тонких лезвий, предварительное хонингование. |
Крупнозернистые инструменты применяются:- при обдирочных и предварительных операциях с большой глубиной резания, когда удаляются большие припуски;- при работе на станках большой мощности и жесткости;- при обработке материалов, которые вызывают заполнение пор круга и засаливание его поверхности, например при обработке латуни, меди и алюминия;- при большой площади контакта круга с обрабатываемой деталью, например при использовании высоких кругов, при плоском шлифовании торцом круга, при внутреннем шлифовании.Средне- и мелкозернистые инструменты применяются:- для получения шероховатости поверхности 0,320—0,080 мкм;- при обработке закаленных сталей и твердых сплавов;- при окончательном шлифовании, заточке и доводке инструментов;- при высоких требованиях к точности обрабатываемого профиля детали.С уменьшением размера абразивных зерен повышается их режущая способность за счет возрастания числа зерен на единице рабочей поверхности, уменьшения радиусов округления зерен, меньшего износа отдельных зерен. Уменьшение размера зерен приводит к значительному уменьшению пор круга, что вызывает необходимость снижения глубины шлифования и величины снимаемого на операции припуска. Чем мельче абразивные зерна в инструменте, тем меньше в единицу времени снимается материала с обрабатываемой заготовки. Однако, мелкозернистые инструменты обладают меньшей способностью к самозатачиванию по сравнению с инструментом более крупной зернистости, в результате чего быстрее притупляются и засаливаются. Рациональное сочетание режима обработки, правки инструмента и зернистости позволяет получать высокую точность и отличное качество обработки поверхности.
Выбор твердости инструмента
| Твердость | Вид обработки |
| Чрезвычайно твердаяU-W | Правка абразивных инструментов, шлифование шариков для подшипников, обдирочные операции. |
| ТвердаяR-S | Обдирочные операции, ведущиеся вручную (обработка крупных отливок и поковок). Круглое наружное шлифование методом врезания при необходимости сохранения профиля круга (обработка шеек коленчатых валов). Бесцентровое шлифование ведущими кругами, хонингование отверстий небольших диаметров. |
| Cреднетвердая O, P, Q | Профильное шлифование, обработка прерывистых поверхностей, хонингование и резьбошлифование деталей с крупным шагом. |
| CредняяM-N | Плоское шлифование сегментами и кольцевыми кругами, хонингование и резьбошлифование кругами на бакелитовой связке. |
| CреднемягкаяK-L | Чистовое и комбинированное круглое, наружное бесцентровое и внутреннее шлифование стали, плоское шлифование, резьбошлифование, заточка режущих инструментов. |
| МягкаяH-F | Заточка и доводка режущего инструмента, оснащенного твердым сплавом, шлифование труднообрабатываемых специальных сплавов, полирование. |
Твердость инструмента в значительной степени определяет производительность труда при обработке и качество обработанной.Абразивные зерна по мере их затупления, должны обновляться путем скалывания и выкрашивания частиц. При слишком твердом круге связка продолжает удерживать затупившиеся и потерявшие режущую способность зерна. При этом на работу расходуется большая мощность, изделия нагреваются, возможны их коробления, на поверхности появляются следы огранки, царапины, прижоги и другие дефекты. При слишком мягком круге зерна, не утратившие свою режущую способность, выкрашиваются, круг теряет правильную форму, увеличивается его износ, в результате чего трудно получить детали необходимых размеров и формы. В процессе обработки появляется вибрация, необходима более частая правка круга. Таким образом, следует ответственно подходить к выбору твердости абразивного инструмента и учитывать характеристики обрабатываемых изделий.
kosulino.ru
классификация по видам и типам
Шлифовальные круги широко распространены не только в сфере профессионального употребления. Их часто используют для домашних работ. Эти инструменты отличаются размерами, формой и особенностями зернистости. Но при всем многообразии назначение у них одно: сглаживать неровности и шероховатости.
Какие бывают шлифовальные круги?
Если на заготовке осталось какое-то количество материала, то убрать его с поверхности детали можно при помощи шлифовальных кругов. Тем же способом выполняется заточка, и сглаживаются любые зазубрины.
Все шлифовальные круги отличаются как по внешнему виду, так и по способу изготовления. Однако данный инструмент любой марки, независимо от размера, способен улучшить технические и эксплуатационные свойства изделия.
Кроме того, после шлифовки улучшается внешний вид обрабатываемой поверхности. Например, декоративные зеркала, хрустальные люстры и фарфоровая посуда обрабатываются малогабаритными шлифовальными приборами, в результате чего изделия приобретают шелковистую гладкость.
В отдельных случаях специалисты используют шлифовальный инструмент нестандартной конфигурации. Специфическая зернистость и форма круга применяются для особо сложных профессиональных задач. Например, для комплектации станков на производствах.
Виды шлифовальных кругов
Классификация шлифовальных кругов определяется ГОСТом Р 52781–2007.
В нем обозначается:
- материал изготовления;
- сфера применения;
- технические требования.
Однако главным значением являются условия эксплуатации.
Формы шлифовальных кругов
И у профессионалов, и в бытовом использовании популярна классификация по вариантам применения кругов.
По назначению и особенностям использования различаются такие виды шлифовальных кругов:
- Самозацепляемые. Способ крепления — на липучке. Отличаются прочным сцеплением со шлифовальной машинкой.
- Лепестковые. Шлифовальные круги лепесткового типа характеризуются полным отсутствием вторичных заусенцев. Они отлично адаптируются во время использования к любой поверхности из-за веерной ориентации лепестков.
- Фибровые. Требуется опорная тарелка заданного сечения для сцепления со шлифовальной машиной. Используются для зачистки любых материалов (от древесины до стали).
- Алмазные. Используются при финишной обработке материала.
- Диски по металлу. Подлежат тщательному анализу (тестированию) на прочность, поскольку требуются для итоговой работы со швом после сварных работ.
Связки: разновидности и классификация
Виды связок шлифовальных кругов определяются областью использования. Специалисты подразделяют их на органические и неорганические.
Типы шлифовальных кругов по видам связок:
- Бакелитовые. Требуются для финишной отделки. Подходят для заточки и плоского шлифования. Связка характеризуется высоким полирующим воздействием, но она не устойчива к агрессивной химической среде.
- Керамическая. Одна из самых огнеупорных. Для инструмента этого вида свойственна высочайшая химическая устойчивость, а также способность сохранять профиль кромки. Однако при этом связка имеет малый коэффициент сопротивления к механическому воздействию. В частности, ее надо беречь от изгибающих нагрузок.
- Магнезиальная и силикатная. Характеризуются особой чувствительностью к охлаждающим жидкостям. Наделены малым коэффициентом прочности, но выделяют меньше тепла во время эксплуатации.
- Вулканитовая. Нужна для работы с особо сложными фигурными поверхностями, а также при профильном шлифовании. Имеет в структуре каучук и серу, поэтому область применения весьма специфична. Структура данных шлифовальных кругов очень плотная, что провоцирует повышенную теплоотдачу в процессе шлифовки. Без периодических перерывов в работе размягчается, и процесс резания становится уже не столь качественным. При строгом соблюдении технологических норм эксплуатации гарантирует идеально ровную поверхность, поэтому ее используют при финишной шлифовке фигурных поверхностей со сложной геометрией.
- Металлическая. Требуется для шлифовки особенно твердых сплавов.
Сводная таблица

Именно от типа связки шлифовальных кругов зависит твердость инструмента и его прочность.
Диски на болгарку
Каждый, кто вплотную соприкасался со шлифовкой или резанием, знает, какие бывают шлифовальные круги для болгарки.
На рынке они представлены в большом разнообразии:
- Абразивные круги. Предназначены для шлифовальных работ и быстрого разрезания.
- Диски с алмазным напылением. Инструмент актуален для строительных работ. Без труда разделяют на фрагменты не только камень или бетон, но и металл. На рынке встречаются варианты сплошные и сегментированные.
- Пильные диски. Похожи на пилу, но в процессе их изготовления используется более мощный сплав. Самый востребованный диск из этой серии из карбида вольфрама.
Все разновидности шлифовальных кругов на болгарку имеют стандартный диаметр. Например, самая малогабаритная модель имеет размер 115 мм. Для частного использования наибольшее распространение получили диски размером 125 мм.
Следует помнить, что маркировка при выборе дисков на болгарку имеет большое значение. Этот инструмент обладает большой мощностью и скоростью. Малейшее несоответствие подбора наждачного диска с размером установленного вала может спровоцировать травмоопасные ситуации. Только правильный подбор оборудования обеспечит эффективное выполнение требуемой задачи.
zm-tools.ru
Какой шлифовальный круг выбрать
Чтобы справиться с поставленными шлифовальными задачами, мастеру необходимо не только иметь нужный инструмент, но и приобрести соответствующий ему расходный материал.
Выбор шлифовального круга — 3 главных параметра
Самыми важными при покупке этого материала являются:
- характеристики шлифовального инструмента — они должны совпадать с расходным материалом;
- обрабатываемая поверхность — подбирается круг с подходящим для работы с ним абразивным материалом;
- срок годности.
Круг и инструмент, на который он устанавливается, должны совпадать по размерам и скорости вращения. Диаметр отрезного круга должен соответствовать инструменту. На рынке есть модели с диаметром от 80 до 500 мм, для бытовых приборов подходят стандартные размеры 230 мм, 180мм, 150 мм, 125 мм, 115 мм. Также при покупке важно проверить диаметр посадочного отверстия — он бывает 32 мм и 22 мм.
Скорость вращения круга, которую обязательно указывают в маркировке, должна совпадать с данным параметром у инструмента.
Для её обозначения многие производители используют цветовую схему:
- белая полоса — скорость до 25-35 м/с;
- синяя указывает на максимальный параметр 45-50 м/с;
- желтая — до 60 м/с;
- красная полоса говорит о скорости 80 м/с;
- зеленая — указывает на вращение до 100 м/с.
Определиться, какой шлифовальный круг выбрать для шлифовки определённой поверхности, не так уж сложно — большинство изделий универсальны. Однако такие круги имеют более высокую стоимость и меньшую производительность, поэтому лучше подбирать специальные. Производитель обычно маркирует изделие специальными значками: керамическая плитка, армированный бетон или камень, вид металла и другое.
Если с первыми двумя параметрами все понятно, то третий может вызвать недоумение. Однако на самом деле, на рынке можно встретить круги известных производителей, которые точно не являются подделкой, по очень подкупающей цене. В этом случае стоит обратить внимание на срок годности — он либо закончился, либо уже подходит к концу. Выбор шлифовального круга с таким сроками — это угроза здоровью и безопасности для мастера и окружающих.
Как правильно подобрать шлифовальный круг по материалу и связке?
Связкой называют специальный материал основу, который используют для соединения и удерживания зёрен вместе. Правильно подобранный по связке круг порадует мастера высокой эффективностью работы.
- Круги на бакелитовой связке предназначены для резьбошлифования, силового шлифования на высоких скоростях, обработки металлов, заточки режущих инструментов, финишной обработки цилиндров и другого.
- Шлифкруги на вулканитовой связке предназначены для полировки, чистовых операций, бесцентровой шлифовки.
- Шлифкруги на керамической связке подходят для шлицешлифования, зубошлифования и заточки инструментов, профильной, бесцентровой и других видов шлифовки.
О чем говорит маркировка?
На каждом шлифкруге можно увидеть множество значков и надписей — конечно, их наносят не для украшения изделия. У серьезных производителей такие надписи максимально информативны. Первое, на что надо посмотреть — для какого оборудования подходит данный шлифкруг: стационарного станка или ручного инструмента.
Перед тем, как выбрать данный расходный материал для своих нужд, следует обратить внимание на:
- зернистость — бывает до 2000 мкм, а иногда и больше;
- высоту круга;
- точность размеров.
Зернистость — характеристика, отвечающая за размер абразивных частиц. Соответственно, чем она больше, тем быстрей можно обрабатывать материал. Для тонких работ, требующих высокой точности, нужны круги с мелким зерном. Общепринятым стандартом считается система FEPA —для обозначения зернистости используют букву «F» и числовое обозначение от 4 до 1200. Чем меньше число, тем о большем размере частиц идет речь. Для бытовых потребностей стоит подобрать шлифовальный круг в следующих диапазонах зернистости:
- мелкая — от 70 до 220;
- средняя — от 30 до 60;
- грубая — от 16 до 24.
Крупнозернистый круг используют:
- для удаления больших припусков, при обдирке и предварительных операциях;
- при работе на жестких и мощных станках;
- при обработке некоторых металлов — алюминия, меди, латуни;
- при больших площадях соприкосновения круга и обрабатываемой поверхности.
Круг со средним и мелким зерном нужен:
- для создания шероховатости в пределах 0,32-0,08 мкм;
- для окончательной шлифовки и доводки детали;
- при обработке твердых сплавов и закалённой стали;
- если предъявляются высокие требования к точности.
Толщину кромки круга называют высотой — бывает от 1 до 5 мм. Чем меньшее числовое значение у этой характеристики, тем более легким и простым будет рабочий процесс, однако скорость износа круга возрастает.
Точность размеров классифицируется тремя типами: АА, А и Б. Чтобы понять, как выбрать шлифовальный круг по типу точности, нужно определиться с видом операции и требованиями к точности результата. Для большинства обычных операций применяют круг класса Б. Для работы на высоких скоростях и обработки точных деталей применяют класс А. Для высокоточного оборудования необходимо приобрести шлифкруг с классом точности АА.
Как выбрать шлифовальный круг для дерева?
Для обработки дерева применяют лепестковые шлифовальные круги, которые изготавливают из наждачной бумаги, зафиксированной на жёсткой основе. Если древесину нужно сделать гладкой, используют круг с мелкой зернистостью, если нужно снять только часть слоя — подойдет средняя зернистость. Для снятия с деревянной поверхности старой краски применяют крупнозернистый круг. По конструкции круги для дерева делятся на твёрдые, подвижные, лепестковые. Последние используют для финишной обработки, с помощью которой можно добиться идеально гладкой поверхности.
Владея необходимой информацией, а также учитывая указанную производителем на изделии информацию, приобрести нужный диск в Москве не представит особого труда ни для опытного мастера, ни для начинающего.
zm-tools.ru
Выбор характеристик шлифовального круга
Чтобы правильно подобрать нужный расходный шлифовальный материал, необходимо знать обозначенные изготовителем характеристики, отражаемые в маркировке.
Чтобы правильно подобрать нужный расходный шлифовальный материал, необходимо знать обозначенные изготовителем характеристики, отражаемые в маркировке.
Характеристики шлифовальных кругов
К ним относят следующие параметры:
- вид абразивного материала;
- твердость;
- зернистость;
- связка;
- наружный и внутренний диаметры;
- структура и конструкция шлифовального круга;
- высота шлифовального круга;
- класс неуравновешенности;
- максимальная скорость вращения;
- класс точности.
Виды абразивных материалов
Материалы шлифовальных кругов оказывают главное влияние на качество шлифования. На современном рынке представлены круги с абразивом из материалов:
- карбид кремния;
- электрокорунд;
- алмаз;
- эльбор.
Карбид кремния бывает двух видов: черный и зелёный. Основные различия заключаются в их механических свойствах — зелёный отличается большей хрупкостью.
Виды электрокорунда классифицируют как белый, хромистый, нормальный, циркониевый, титанистый. Алмазные шлифовальные круги применяют для работы с твердыми материалами (например, стекло или керамика), чистовых операций и заточки инструментов из твёрдых сплавов. Также с их помощью правят другие шлифкруги. Эльбор, который является разновидностью нитрида бора, не уступает алмазу по твёрдости. Термическая стойкость шлифовальных кругов из эльбора превосходит алмаз во много раз.
Твердость
Данная характеристика зависит от сочетания следующих факторов:
- вида абразивного напыления;
- размера зерна;
- качества связующих материалов;
- технологического процесса производства.
По твёрдости выделяют инструмент: мягкий, средне-мягкий, средне-твёрдый, твердый, средний, очень твердый и чрезвычайно твёрдый. Для большей точности, маркировка может сопровождаться цифровым обозначением от 1 до 3.
Зернистость
Одной из основных характеристик круга является зернистость — от этого зависит чистота поверхности, количество проходов, производительность, износ. Зерно имеет все стандартные для твёрдого тела параметры объема, но для удобства производители пользуются только одним параметром — толщиной.
Согласно ГОСТ 3647-80 единицей измерения зерна является 10 мкм, к данной единице добавляют букву М для микропорошков. Согласно новому ГОСТу Р 52381-2005, аналогичному международному стандарту FEPA, в маркировке для обозначения зернистости используют буквенное и числовое обозначение — F и число.
Размеры и вес шлифовального круга
Для любого шлифовального прибора важен вес шлифовального круга, ведь его раскрутка до высоких оборотов зависит от мощности мотора. Круги шлифовальные, вес нетто которых учитывают при покупке, подбирают соответственно рабочему инструменту — в инструкции к шлифовальной технике указан допустимый диапазон.
Размеры круга выбирают, ориентируясь на характеристики применяемого шлифовального оборудования и тип обрабатываемой поверхности. Ширина шлифовального круга определяет количество зерен — соотношение находится в прямой зависимости. Чем меньше ширина, тем больше нагрузки приходится на каждое зерно, и тем быстрей круг придет в негодность. Диаметр определяется размером шпинделя на используемом оборудовании.
Толщина шлифовального круга, а точнее ширина абразивного слоя, очень важна для алмазных кругов. Если шлифовка будет выполняться методом врезания, ширина рабочей поверхности должен быть равна алмазному напылению, иначе на ней будут появляться уступы. При шлифовке методом «на подход», ширина шлифкруга должна быть большей. Современными производителями цвет шлифовальных кругов используется для обозначения максимальной скорости вращения.
Структура шлифовального круга
Данный параметр указывает соотношение объёма шлифовального круга к количеству зёрен наждачного материала. Более высокий номер структуры указывает на меньший объем зёрен. Единого стандартного номера структуры, отвечающего объему зерен, не существует. Все зависит от технологии изготовления — каждый производитель указывает свои параметры, при этом объем абразивного материала и номер структуры у разных изготовителей могут не совпадать.
В целом показатели следующие:
- плотные структуры обозначают от №0 до №4 — количество абразива от 54 до 68%;
- средние структуры от №5 до №8 — количество абразива от 46 до 54%;
- открытые структуры обозначают от №9 до №12 — количество зерен от 38 до 44%;
- открытые высокопористые структуры №13 и №14 — от 38% и ниже.
Структура шлифовального круга, особенно если речь идёт о высокопористых, в обозначении номера и объема может сильно различаться. В некоторых случаях она вообще может отражать не объем, а характер распределения и связи зёрен между собой.
Важным нюансом является то, что данная характеристика выражает состав шлифовальных кругов — объёмное содержание зёрен. Это значит, что при одинаковой структуре количество больших зерен будет меньшим, чем у того круга, где они имеют меньший размер. Поэтому при шлифовании в первом случае будет задействовано меньше режущих кромок, а стружка будет более крупной. Если все остальные условия, кроме размера зерен, у двух изделий будут одинаковыми, при шлифовании крупным зерном выделится меньшее количество тепла, нужен шлифовальный шпиндель с меньшей мощностью, а вот нагрузка на каждое зерно будет большей, чем у другого круга.
Выбор характеристик шлифовального круга должен осуществлять опытный мастер — подбирать его «на глаз» недопустимо. К примеру, взяв в руки шлифкруг с о следующей маркировкой: марка 3-д Калибр-плюс, Э42СМ2К5 ПП600 х 20 х 305 35 м/сек, мастер поймет следующее: изделие изготовлено на заводе Калибр-плюс, материалом изготовления является электрокорунд, зернистость №42, связка керамическая, твердость СМ2, прямой профиль размером 600x20x305 мм имеет плоскую форму, а максимально допустимая скорость вращения круга составляет 35 м/сек. Разобраться в характеристиках шлифовального круга, при желании, сможет каждый.
zm-tools.ru
Круги шлифовальные на керамической связке
На сегодняшний день ЗАО «Волжский шлифматериал-Волга» является продавцом шлифовальных материалов и шлифовального инструмента широкого спектра.
Являясь официальным дилером ОАО "Волжский абразивный завод" (ОАО «ВАЗ») г.Волжский Волгоградской обл. и имея договорные отношения с ОАО «Лужский абразивный завод» (ОАО «ЛАЗ») г.Луга Ленинградская обл., ОАО «Косулинский абразивный завод» (ОАО «КАЗ») р.п. Верхнее Дуброво Свердловская область и ЗАО «ИНФ-АБРАЗИВ» г.Волжский ЗАО "Волжский шлифматериал-Волга" (ЗАО «ВШМ-Волга») предлагает круги шлифовальные на керамической связке.
Инструмент на керамической связке применяют для всех видов шлифования, кроме обдирки (из-за хрупкости связки), разрезки и прорезки узких пазов, плоского шлифования сегментными кругами, шлифования желобов колец шарикоподшипников. Инструмент на керамической связке хорошо сохраняет профиль, имеет высокую пористость, хорошо отводит тепло.
Абразивный инструмент на керамической связке выпускается из материалов марок: 14А, 25А, 54С, и 64С, зернистостью № 8-50 (из материала марки 54С - зернистостью 8-80 и выше) твердостью М-СТ (из 54С - может быть ВТ), различных типов: 1(ПП), 3(ЗП), 4(2П), 5(ПВ), 7(ПВД), 11(ЧК), 12(Т), 14(1Т), 23(ПВК) классом Б, А, АА; рабочей скоростью до 60 м/с.
Возможно изготовление абразивного инструмента из электрокорунда с применением золь-гель процесса. Такие круги используются для обработки деталей сложного профиля (шлифовальные круги для профильного шлифования). Абразивные круги, изготовленные с применением золь-гель процесса, обладают улучшенными характеристиками по сохранности формы, что дает возможность снизить частоту возобновления покрытия шлифовальных кругов.
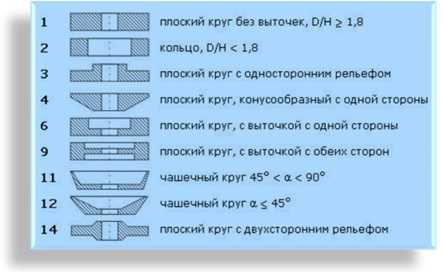
Тип 1
| 30 | 20-32 | 10 | - | 25А/16-50 | - | - | - |
| 32 | 16-40 | 10 | - | 25А/6-50 | - | - | - |
| 40 | 25-50 | 16 | - | 25А/16-50 | - | - | - |
| 45 | 16-40 | 16 | - | 25А/16-50 | - | - | - |
| 50 | 25-50 | 16 | - | 25А/16-50 | - | - | - |
| 63 | 13-50 | 20 | - | 25А/16-50 | - | - | - |
| 80 | 8-50 | 20 | - | 25А/16-50 | - | 64С/16-50 | - |
| 100 | 8-63 | 20 | - | 25А/16-50 | - | - | - |
| 125 | 6-50 | 32 | 14А/16-50 | 25А/16-50 | 25A/6-12 | 64C/16-50 | 64C/6-12 |
| 150 | 6-50 | 32 | I4A/16-50 | 25А/16-50 | 25A/6-12 | 64C/16-50 | 64C/6-12 |
| 175 | 6-50 | 32 | 14А/16-50 | 25А/16-50 | 25A/6-12 | 64C/16-50 | 64C/6-12 |
| 200 | 6-50 | 32 | - | 25A/16-50 | 25A/6-12 | 64C/16-50 | 64C/6-12 |
| 200 | 16-50 | 76 | I4A/16-50 | 25А/16-50 | - | 64C/16-50 | - |
| 250 | 6-50 | 32 | 14А/16-50 | 25А/16-50 | 25A/6-12 | 64C/16-50 | - |
| 250 | 6-50 | 76 | 14А/16-50 | 25А/16-50 | 25А/6-12 | 64C/16-50 | 64C/6-12 |
| 300 | 8-50 | 76 | 14А/16-50 | 25А/16-50 | 25А/6-12 | 64C/16-50 | 64C/6-12 |
| 300 | 8-50 | 127 | 14А/16-50 | 25А/16-50 | 25А/6-12 | 64С/16-50 | 64С/6-12 |
| 350 | 8-50 | 127 | 14А/6-50 | 25А/1 6-50 | 25А/6-12 | 64С/16-50 | 64С/6-12 |
| 350 | 50-100 | 203 | 14А/16-50 | 25А/16-50 | - | 64С/16-50 | - |
| 400 | 20-80 | 127 | 14А/16-50 | 25А/16-50 | 25А/6-12 | 64С/16-50 | 64С/6-12 |
| 400 | 10 | 203 | - | 25А/'16-50 | 25А/6-12 | 64С/16-50 | 64С/6-12 |
| 400 | 25-100 | 203 | 14А/16-50 | 25А/16-50 | 25А/6-12 | 64С/16-50 | 64С/6-12 |
| 450 | 25-100 | 127 | 14А/16-50 | 25Л/16-50 | - | 64С/16-50 | - |
| 450 | 25-100 | 203 | 14А/16-50 | 25А/16-50 | - | 64С/16-50 | - |
| 500 | 20-80 | 203 | - | 25А/16-50 | - | 640/16-50 | - |
| 500 | 16-80 | 305 | - | 25А/16-50 | - | 64С/16-50 | - |
| 500 | 100-200 | 305 | 14А/16-50 | 25А/16-50 | - | 64С/16-50 | - |
| 600 | 20-100 | 305 | 14А/16-50 | 25А/16-50 | - | 64С/16-50 | - |
| 750 | 20-130 | 305 | - | 25А/'16-50 | - | - | - |
| 900 | 25-100 | 305 | - | 25А/16-50 | - | - | - |
| 1060 | 33-100 | 305 | - | 25А/16-50 | - | - | - |
| По согласованию с заказчиком возможно изготовление шлифовальных кругов иных типоразмеров и характеристик | |||||||
Тип 3
| 150 | 8 | 32 | - | 25А/16-50 | - | 64С/16-50 | - |
| 175 | 10 | 32 | - | 25А/'16-50 | - | 64С/16-50 | - |
| 200 | 13 | 32 | - | 25А/16-50 | - | 64С/16-50 | - |
| 250 | 8 | 76 | - | 25А/16-50 | - | 64С/16-50 | - |
| 300 | 25 | 76 | - | 25А/'16-50 | - | - | - |
| 300 | 8-20 | 127 | - | 25А/16-50 | - | 64С/16-50 | 64С/6-12 |
| По согласованию с заказчиком возможно изготовление шлифовальных кругов иных типоразмеров и характеристик | |||||||
Тип 4
| 300 | 32 | 127 | - | 25А/16-50 | - | - | - |
| 350 | 32 | 127 | - | 25А/16-50 | - | - | - |
| По согласованию с заказчиком возможно изготовление шлифовальных кругов иных типоразмеров и характеристик | |||||||
Тип 5
| 300 | 32 | 127 | - | 25А/16-50 | - | - | - |
| 350 | 32 | 127 | - | 25А/16-50 | - | - | - |
| По согласованию с заказчиком возможно изготовление шлифовальных кругов иных типоразмеров и характеристик | |||||||
Тип7
| 600 | 80 | 305 | - | 25А/16-50 | - | - | - |
| 750 | 63 | 305 | - | 25 А/16-50 | - | - | - |
| 750 | 80 | 305 | - | 25А/16-50 | - | - | - |
| 750 | 78 | 305 | - | 25А/16-50 | - | - | - |
| 750 | 86 | 305 | - | 25А/16-50 | - | - | - |
| 750 | 100 | 305 | - | 25А/16-50 | - | - | - |
| 750 | 113 | 305 | - | 25А/16-50 | - | - | - |
| 750 | 130 | 305 | - | 25А/16-50 | - | - | - |
| 900 | 80 | 305 | - | 25А/16-50 | - | - | - |
| 900 | 90 | 305 | - | 25А/16-50 | - | - | - |
| 900 | 100 | 305 | - | 25А/16-50 | - | - | - |
| По согласованию с заказчиком возможно изготовление шлифовальных кругов иных типоразмеров и характеристик | |||||||
Тип11
| 100 | 40 | 20 | - | 25А/16-50 | - | 64С/16-50 | 64С/6-12 |
| 125 | 45-50 | 32 | - | 25А/16-50 | - | 64С/16-50 | - |
| 150 | 50 | 32 | - | 25А/16-50 | - | 64С/16-50 | - |
| По согласованию с заказчиком возможно изготовление шлифовальных кругов иных типоразмеров и характеристик | |||||||
Тип12
| 125 | 13 | 32 | 25А/16-50 | 64С/16-50 | |||
| 150 | 16 | 32 | 25А/16-50 | 64С/16-50 | |||
| 175 | 16-20 | 32 | 25А/16-50 | 64С/16-50 | |||
| 200 | 20 | 32 | 25А/16-50 | 64С/16-50 | |||
| 250 | 25 | 32 | 25А/16-50 | 64С/16-50 | |||
| По согласованию с заказчиком возможно изготовление шлифовальных кругов иных типоразмеров и характеристик | |||||||
Тип14
| 150 | 16 | 32 | - | 25А/16-50 | - | 64С/16-50 | - |
| 200 | 20 | 32 | - | 25А/16-50 | - | 64С/16-50 | - |
| 250 | 25 | 32 | - | 25А/16-50 | - | 64С/16-50 | - |
| По согласованию с заказчиком возможно изготовление шлифовальных кругов иных типоразмеров и характеристик | |||||||
Тип23
| 600 | 80 | 305 | - | 25А/16-50 | - | 64С/16-50 | - |
| 750 | 80 | 305 | - | 25А/16-50 | - | - | - |
| По согласованию с заказчиком возможно изготовление шлифовальных кругов иных типоразмеров и характеристик | |||||||
Круги для правки шлифовальных кругов по ТУ 2-036-0220931-014-93
| 63 | 20 | 20 | - | - | 54С/80 и выше | - | |
| 80 | 20 | 20 | - | - | 54С/80 и выше | - | |
| 100 | 20-32 | 20 | - | - | 54С/80 и выше | - | |
| 125 | 20-32 | 32 | - | - | 54С/80 и выше | - | |
| 150 | 20-32 | 32 | - | - | 54С/80 и выше | - | |
| 175 | 32 | 32 | - | - | 54С/80 и выше | - | |
| По согласованию с заказчиком возможно изготовление шлифовальных кругов иных типоразмеров и характеристик | |||||||
www.vshm.ru
Маркировка шлифовальных кругов
Тип инструмента
Марка шлифовального материала
Зернистость
Твердость
Структура
Тип связки
Рабочая скорость
Класс неуравновешанностиСуществует 4-е класа неуравновешанности: 1, 2, 3 и 4. |
www.vshm.ru