Сварочный инвертор Сварог ARC 205: характеристики и обслуживание. К3878 в сварочном acr200
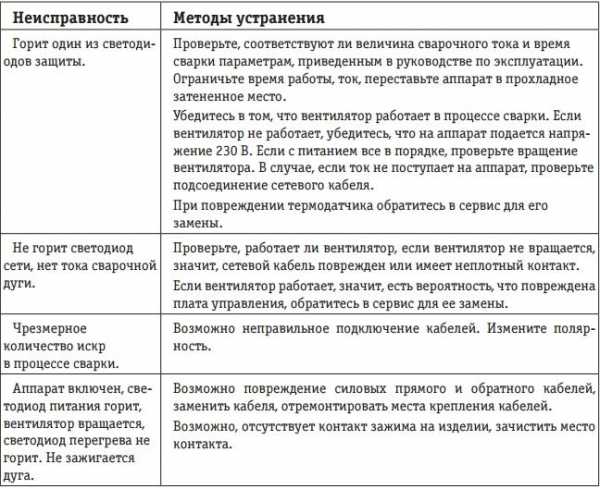
Неисправности сварочного инвертора, их диагностика и ремонт
Сварочный инвертор обеспечивает хорошее качество проведения сварочных работ, создавая сварщику максимально комфортные условия для работы. Однако эти преимущества приводят к повышению сложности его конструкции. Это может вызывать различные неисправности сварочного инвертора и понижает степень его надежности.
Схема устройства инвертора для сварки.
Особенности ремонта инвертора
В отличие от обычных сварочных аппаратов, представляющих собой электротехническое изделие, инвертор для сварки является электронным устройством. Следовательно, диагностика и ремонт инверторных сварочных аппаратов осуществляются проверкой рабочего состояния диодных мостов, транзисторных соединений, стабилитронов и других деталей, которые входят в состав электронных схем. При этом нужно обладать навыками обращения с осциллографами, вольтметрами, мультиметрами и другими измерительными приборами.
Схема устройства инвертора для сварки.
Главной отличительной чертой в проведении ремонта сварочного инвертора является сложность в определении характера поломки и обнаружения вышедшей из строя детали. Поэтому очень часто требуется проводить диагностику всех узлов электрической схемы.
На основании вышесказанного можно сделать вывод, что для ремонта сварочных аппаратов инверторного типа необходимо обладать минимальными знаниями в области электроники и уметь разбираться в конструкции электрических схем. Если таковые навыки и умения отсутствуют, то браться за самостоятельный ремонт подобного аппарата не рекомендуется, чтобы не потратить лишние силы и время.
Принцип работы инвертора
Принцип работы инверторных аппаратов заключается в последовательном (пошаговом) преобразовании входящего сигнала электрического тока:
Функциональная схема аппарата.
- процесс выпрямления входящих сетевых токов с помощью специального выпрямителя;
- процесс преобразования выпрямленных токов в переменные высокочастотные сигналы;
- процесс понижения токов с высоким напряжением до сварочного напряжения, происходящий на силовом трансформаторе;
- преобразование переменного тока с высокой частотой в постоянный ток, происходящее с помощью выходного выпрямителя.
Для выполнения подобных операций конструкция сварочного инвертора имеет несколько модулей с электронной начинкой. Основным модулем является выпрямитель входных токов. Затем идет управляющая плата, на которой находятся транзисторы (ключи), и заканчивается он выпрямителем выходных сигналов.
При этом в приборах разных производителей, имеющих разные модели, компоновка узлов агрегата может быть самой разнообразной, но установка основных компонентов всегда будет в неизменном виде.
Поэтому, зная основной принцип работы подобных агрегатов и расположение основных модулей их конструкции, можно провести диагностику возможных неисправностей и выполнить необходимый ремонт.
Виды основных неисправностей
Упрощенная схема силовой части сварочного инвертора.
При выходе из строя сварочного инвертора первым делом следует произвести проверку его транзисторов, поскольку они являются одним из наиболее слабых мест таких агрегатов. Первоначально следует провести визуальный осмотр транзисторов. Такую сломанную деталь выявить очень просто: она обладает сломанным или надтреснутым корпусом с перегоревшими выводами в местах пайки на плате. Такую деталь сразу же нужно заменить.
Новые транзисторы следует устанавливать на специальную термическую пасту. Она будет обеспечивать отведение тепла от транзистора на радиатор, выполненный из алюминия. Но очень часто визуальный осмотр не позволяет выявить неисправные элементы, тогда следует выполнить «прозвон» с помощью мультиметра.
Замена неисправных элементов выполняется по точно заданным параметрам. В некоторых случаях можно поставить аналоги деталей, при этом требуемые параметры можно определить по даташифту. Если замена перегоревших транзисторов не помогла, нужно переходить к дальнейшей диагностике.
Схема сварочного инвертора с системой мягкого поджига.
В обычном режиме работы транзисторы не могут выйти из строя просто так, скорее всего, это обусловлено неправильной работой других элементов. Чаще всего это драйвер. Его проверку выполняют омметром. При обнаружении неисправных частей необходимо их выпаять и произвести замену на аналогичные детали.
Затем проверяются выпрямители входных и выходных токов, которые состоят из диодных мостов. Они устанавливаются на радиаторе и являются надежными узлами сварочных инверторов. Но и они могут выходить из строя. Проверку их работоспособности проверяют с помощью вольтметра.
Неисправность платы управления
Проверку диодных мостов лучше всего проводить отпайкой от них проводов и последующим откреплением их от платы. Это может облегчить всю дальнейшую работу и не вызовет сомнений тогда, когда произошло короткое замыкание всей цепи инвертора.
Проверка происходит по достаточно простому алгоритму. Необходимо «прозвонить» всю группу деталей. Если при этом будет выявлен «коротыш», то следует выполнить поиск пробитого диода. После его обнаружения следует диод аккуратно выпаять и произвести замену.
Если после проведения всех вышеописанных действий сварочный аппарат все равно не работает, следует протестировать плату управления. Она осуществляет контроль работы (управления) ключей. От надежности работы подобной платы будет зависеть надежность работы всего оборудования.
Для выполнения грамотного и квалифицированного ремонта инвертора необходимо провести проверку на наличие необходимых сигналов, производящих его работу. Эти сигналы должны поступать на затворные шины ключевого модуля. Выполнить подобную проверку можно при помощи осциллографов.
Периодически может возникать высокий нагрев корпуса инвертора. Связано это может быть с нарушениями правил использования агрегатом и неправильным выбором значения используемого тока для сварки. Также это может возникать при неправильном подборе электродов или слишком длительном времени работы агрегата. Чтобы подобных затруднений при использовании инвертора не возникало, необходимо соблюдать оптимальные режимы работы, которые прописаны в техническом паспорте.
Возникающие неисправности инвертора можно устранить самостоятельно, но сделать это можно только в том случае, если имеется необходимый диагностический инструмент и опыт его использования. В противном случае лучше обратиться за помощью к специалистам.
moyasvarka.ru
Сварог ARC 205 – сварочный инвертор: характеристики, особенности
Сварочный инвертор модели Сварог ARC 205, в маркировке которого также может содержаться обозначение J96, – это современное инновационное оборудование, позволяющее эффективно осуществлять технологические операции по сварке и наплавке. Кроме функциональности и высокой эффективности, устройство данной модели также отличают простота в эксплуатации и легкость в техническом обслуживании. Благодаря своим техническим характеристикам данное оборудование одинаково успешно используется для оснащения как производственных участков, так и домашних мастерских.

Внешний вид сварочного инвертора Сварог АRC 205
Чем примечателен сварочный инвертор модели Сварог ARC 205
Отличительными особенностями модели инвертора ARC 205 (или J96, как его тоже обозначают) являются низкое энергопотребление, повышенный КПД, хорошие динамические характеристики, компактные размеры и легкий вес. Данный аппарат позволяет создавать стабильную сварочную дугу с саморегулирующейся мощностью.
В конструкции инвертора данной модели используются силовые транзисторы серии IGBT и реализована инновационная технология широтно-импульсной модуляции.
Среди преимуществ применения ARC 205, а также ряда инверторов, являющихся его модификациями, можно выделить следующие:
- возможность подачи электрического питания на инвертор от бензинового или дизельного генератора;
- легкий розжиг сварочной дуги;
- формирование качественных, надежных и аккуратных сварных швов;
- низкий уровень шума при работе;
- невысокое напряжение холостого хода;
- возможность работы по технологии ручной дуговой или выполняемой в среде защитного газа (TIG) сварки;
- надежность оборудования и длительный срок его эксплуатации.

Органы управления ранее выпускавшейся модели ARC 205 и современной ARC 205B
При подключении к бытовой электросети инвертор Сварог ARC 205 успешно сглаживает резкие перепады напряжения, что обеспечивается особенностями его конструктивного исполнения. Инвертор данной модели подходит даже начинающим сварщикам, так как с его помощью можно успешно создавать надежные и аккуратные соединения, не обладая высокой квалификацией.
Технические характеристики инвертора ARC 205 (J96) делают его удачным выбором и для производственных предприятий, и для строительных организаций, которые с его приобретением получают возможность создавать качественные сварные конструкции.

Лицевая панель аппарата с органами управления
Рассмотрим основные технические характеристики сварочного инвертора ARC модели 205 (J96):
- коэффициент полезного действия – 85%;
- величина напряжения в питающей электрической сети – 185–260 В;
- величина силы тока питающей сети – 37,5 А;
- частота тока питающей сети – 50 Гц;
- величина потребляемой мощности – 8,2 кВА;
- величина напряжения холостого хода – 76 В;
- номинальное выходное напряжение – 27,2 В;
- изоляция группы «В»;
- диапазон регулирования сварочного тока – 10–180 А;
- продолжительность непрерывной работы (при температуре окружающего воздуха 40 градусов Цельсия) – 60%;
- величина коэффициента мощности – 0,7%;
- интервал диаметров используемых электродов – 1,5–4 мм;
- соответствие классу защиты IP 21S;
- размеры – 336х120х198 мм;
- масса – 7,8 кг.
Среди отзывов специалистов об этом оборудовании трудно найти отрицательные. К дополнительным преимуществам сварочного аппарата Сварог ARC 205 следует также отнести опцию «Антизалипание». Тех, кто решит приобрести сварочный инвертор данной модели, несомненно, порадует и стандартная заводская комплектация, в которую входит удобный кейс для переноски и хранения устройства, а также специальная защитная маска для выполнения работ.
Сферы применения и конструкция устройства
Технические характеристики, вес и габариты инвертора Сварог ARC 205 предопределяют наиболее популярные сферы его применения. Это оборудование, которое может подключаться к бензиновым и дизельным генераторам электрического тока, удобно использовать в составе передвижных монтажных комплексов. Большой популярностью данный инвертор пользуется у домашних мастеров, у работников жилищно-коммунальных хозяйств и аварийных служб, строителей и монтажников различных металлических конструкций. Кроме того, данную модель сварочного инвертора нередко можно встретить в оснащении авторемонтных мастерских.
Производитель рекомендует работать на данном инверторе не только в помещениях со свободным притоком свежего воздуха, но и на открытых площадках (если они расположены в зоне умеренного климата: температура окружающего воздуха не более 40 градусов, относительная влажность воздуха – не выше 80%). В том случае, если сварочный аппарат будет подключаться к автономным источникам электрического тока, следует проверить, чтобы их характеристики были совместимы.
При разработке и создании инвертора Сварог ARC 205 были использованы передовые запатентованные технологии. За качеством процесса сварки, который осуществляется с помощью такого оборудования, следит блок управления, работающий по технологии цифровой обработки сигналов (DSP). Основу такого блока составляет специальный чипсет, произведенный известной компанией Atmel.

Держатель электродов, входящий в комплектацию, очень удобен и хорошего качества
Отзывы об инверторах аналогичной категории от других производителей свидетельствуют о том, что аппарат торговой марки «Сварог» не является лучшим в своем классе. Однако, если учесть стоимость, габариты, вес и достойные технические характеристики инвертора этой модели, он заслуживает внимания специалистов.
Правила использования оборудования
Как большинство инверторов, Сварог ARC 205 (J96) не рекомендуется использовать в условиях атмосферных осадков, о чем свидетельствует класс его защиты – IP 21S. В качестве места установки данного устройства следует выбирать ровную площадку. Корпус инвертора не должен быть загроможден посторонними предметами. Если не обеспечить естественную вентиляцию аппарата, то он очень быстро выйдет из строя. Необходимо следить, чтобы на корпус оборудования не попадали искры, частички расплавленного металла и грязь.
Подключая инвертор к электрической сети (для этого используется розетка с автоматическим предохранителем), надо обеспечить плотность и надежность прилегания контактов, чтобы избежать их искрения и интенсивного нагревания в процессе выполнения сварочных работ. Чтобы не возникали проблемы при эксплуатации сварочного инвертора, для его подключения лучше всего использовать оригинальный сетевой кабель.
Типичные неисправности инвертора и методы их устранения
Кабели, по которым электрический ток поступает к сварочному держателю и массе, подсоединяются к соответствующим разъемам на лицевой части аппарата. Контактные наконечники электрических кабелей вставляются в такие разъемы и проворачиваются по часовой стрелке до упора. При этом необходимо проследить, чтобы контакт получился плотным и надежным. Тогда при сварке не будет происходить искрения, нагревания в звеньях электрической цепи и потерь напряжения.
Как известно, сварка в зависимости от ее особенностей и типа используемого электрода может выполняться на прямой или обратной полярности. В первом случае к плюсовому разъему на инверторе подключается кабель, идущий на массу, а к минусовому – кабель со сварочным держателем. Для выполнения сварки на обратной полярности, соответственно, к плюсовому разъему присоединяют кабель сварочного держателя, к минусовому – провод массы.
Чтобы избежать значительных потерь напряжения в сварочных проводах, производители инверторов делают их достаточно короткими, порядка 2,5 метров. Если же возникла необходимость использовать провода большей длины, понадобится кабель большего сечения. Тогда потери напряжения не будут слишком критичными.

Упаковка и внешний вид сварочного аппарата
Как уже говорилось выше, сварочный инвертор Сварог ARC 205 применяется и для выполнения сварки в среде защитного газа (TIG). Чтобы практически реализовать данную технологию, к инверторному аппарату необходимо дополнительно приобрести горелку вентильного типа и специальный соединительный набор. Горелку при помощи соединительного набора подсоединяют к минусовому разъему инвертора, а к плюсовому подключают кабель массы, обратный конец которого при помощи зажима фиксируется на свариваемых деталях. Перед началом сварочных работ корпус инверторного устройства необходимо заземлить. Это обеспечит безопасность сварки и исключит риск образования статического электричества.
Защитный газ при выполнении сварки по технологии TIG должен постоянно подаваться в зону выполнения работ, что обеспечивается посредством газоснабжающей системы, которая включает:
- баллон с газом;
- шланг, по которому газ подается в зону сварки;
- редуктор, при помощи которого регулируется давление подаваемого газа.

Сварочный набор для сварки в аргоне
В конструкции инвертора рассматриваемой модели отсутствует осциллятор, обеспечивающий бесконтактное зажигание сварочной дуги, поэтому дугу при выполнении сварки по технологии TIG необходимо зажигать методом касания электродом поверхности соединяемых деталей.Что следует знать для эффективного использования инвертора
Инверторный аппарат Сварог ARC модели 205 оснащен удобными органами управления и контрольными приборами, что дает возможность эффективно выполнять сварку даже начинающему специалисту. Так, органы управления устройством позволяют выбрать требуемый сварочный ток, тип выполняемой сварки (MMA или TIG), включить функцию, которая позволяет уменьшить напряжение холостого хода, подключить к оборудованию пульт дистанционного управления.
Проконтролировать, какой силы ток в данный момент используется для выполнения сварки, и оперативно выбрать его требуемую величину, дает возможность цифровой амперметр, расположенный на лицевой панели устройства. Прежде чем приступить к работе на данном аппарате, следует внимательно изучить инструкцию к нему, прочесть отзывы и рекомендации опытных специалистов.
Качество сварки, даже если она выполняется при помощи исправного оборудования, может значительно ухудшиться, если на поверхности соединяемых деталей есть ржавчина, лакокрасочные покрытия, окалина, оксидная пленка и различные загрязнения. Именно поэтому, если вам нужен качественный, надежный и аккуратный сварной шов, поверхности соединяемых деталей необходимо тщательно очистить.
Серьезное влияние на качество формируемого сварного шва оказывает и состояние используемых электродов. В том случае, если электроды хранились в условиях повышенной влажности и их покрытие отсырело, их прокаливают в печи и только после этого используют по назначению.
При выполнении сварки с использованием инвертора стучать электродом по поверхности деталей, чтобы разжечь дугу, не рекомендуется. Это может привести к отставанию покрытия от металлического сердечника. Вполне достаточно чиркнуть кончиком электрода по поверхности детали, чтобы сварочная дуга загорелась.
Ориентировочные настройки аппарата для TIG-сварки листов из нержавеющей стали
Если вы используете неплавящийся электрод по технологии TIG, необходимо регулярно обновлять его заточку, а также контролировать такой параметр, как вылет электрода, который измеряется по отношению к торцу сопла сварочной горелки.
Обслуживание и самостоятельный ремонт инвертора ARC 205
Каким бы надежным устройством ни был инвертор Сварог ARC модели 205, для нормальной работы и продления срока эксплуатации его необходимо регулярно обслуживать. При этом проводятся следующие мероприятия:
- внешний осмотр, в результате которого выявляются механические повреждения на корпусе устройства, определяется состояние органов управления и разъемов, целостность изоляции силовых кабелей;
- продувка внутренней части аппарата при помощи сжатого воздуха, необходимая для удаления пыли и частиц грязи;
- проверка состояния контактов, их зачистка и подтяжка, если в этом есть необходимость.

Повреждение вилки электропитания – типичная неисправность, свойственная аппаратам бытового класса
Выполняя техническое обслуживание инвертора, надо следить за тем, чтобы в его внутреннюю часть не попала вода. Если же это произошло, надо аккуратно удалить воду при помощи сухой ткани и дополнительно просушить внутренности устройства посредством струи сжатого воздуха.
В том случае, если инверторное устройство используется редко, для его длительного хранения необходимы специальные условия: невысокая влажность воздуха в помещении, отсутствие в окружающем воздухе агрессивных паров солей, щелочей и кислот. Если инверторный аппарат содержится в оригинальном кейсе, то температура окружающего воздуха может находиться в интервале от –30 до +50 градусов Цельсия.
Отдельные неисправности инвертора Сварог ARC модели 205 сварщик может устранить самостоятельно, главное – знать причины их возникновения.Так, отсутствие тока на электроде и светового сигнала на индикаторе сети при включенном оборудовании может свидетельствовать о неисправности вентилятора. Иногда достаточно проверить контакты вентилятора, затянуть их или заменить провод, по которому к нему подается электрический ток. Если перечисленные меры не помогли, то проблема не в вентиляторе, а устранить такую неисправность своими силами достаточно сложно.

Аппарат инверторной сварки Сварог ARC 250 без защитного кожуха
Включение в процессе сварки светодиода защиты также может свидетельствовать о неисправности вентилятора или о том, что превышено время непрерывной работы, которое необходимо скорректировать.
Другие неисправности ARC модели 205, которые устраняются силами самого сварщика, могут быть связаны с нарушением полярности подключения сварочных кабелей (сильное искрение при сварке), повреждением кабелей и их некачественным подключением (не зажигается дуга). Устранение более сложных неисправностей лучше доверить квалифицированным специалистам.
В целом отзывы профессионалов о сварочном инверторе Сварог ARC 205 положительные, поэтому его можно рекомендовать как начинающим, так и опытным сварщикам.Оценка статьи:
Загрузка...Поделиться с друзьями:
met-all.org
Тест сварочного аппарата ПРОФИ ARC-200 RILON
В комплект данной машины входит
. 
Тест у нас будет состоять из 3-х частей:
1. сварка;
2. сравнение паспортных данных с реальными значениями;
3. анализ конструктивных особенностей.
Для теста мы использовали электрод ОЗС-12 д.4 мм, производства ESAB. Аппарат хорошо и уверено разжег электрод. Процесс сварки стабильный. Хорошее проплавление. Шов получился однородный, без пор (см. фото).

В паспорте данного изделия указаны следующие параметры:
Из паспорта: сварочный ток регулируется от 30 до 200 А. ПВ 60% на 200 А, цикл сварки 10 минут.
На шильде аппарата указаны следующие значения (см. фото ниже), то есть при сварочном токе 200 А и напряжении 28 В (указано на шильде) или 27 В (указано в паспорте) ПВ должно составлять 60%.

Для теста мы использовали следующее оборудование: балластный реостат, вольтметр, токовые клещи.
Во время сварки мы подключили токовые клещи, выставили значение 200 А, произвели замеры. Значение с паспортными данными совпало.

Далее мы провели тест под нагрузкой: для этого подключили сварочный аппарат к балластному реостату РБ-306, вытсавили значение тока 200 А. Регулировка реостата не позволила выставить точное значение напряжения, поэтому было выставлено значение выше почти 29 В и значение сварочного тока при этом максимальным было 187 А. Аппарат простоял под нагрузкой боле 15 минут и не ушел в защиту. При этом показатели сварочного тока снизились до 170 А, но аппарат продолжал работать. Это означает, что значение ПВ сварочного аппарата ПРОФИ ARC 200 (RILON) на поверку оказалось выше заявленных значений паспорта 60%.
Циклы в данном тесте не выдерживали.
Аппарат сделан в жестком двойном металлическом корпусе, все платы и узлы крепятся к металлическом скелету, который сверху защищен металлическим корпусом. Органы управления закрыты козырьком, защищающим от повреждений.
На аппарате стоят «большие» кабельные вставки 35-50;
Имеется цифровая индикация сварочного тока;
Наличие регулируемой функции «форсаж дуги»;
В комплекте с аппаратом идут электрододержатель и клемма заземления хорошего качества с медными проводами длиной 3 метра.
Силовые транзисторы в аппарате стоят фирмы Toshiba.

Охлаждение в данном аппарате построено по принципу «пылевой трубы» (поток воздуха проходит внутри радиатора), что защищает электронику от внешнего воздействия.

Силовые разъемы закреплены медной шиной.
Платы покрыты лаком.

Купить сварочный инвертор ПРОФИ ARC-200
xn--80aaeoxurebr5b.xn--p1ai
Сварочный инвертор Сварог Arc 200 Z238, 200B R05, Arc 200 Easy
На отечественном рынке Сварог является одним из основных лидеров в производстве сварочного оборудования. Существует не так уж много отечественных компаний, известных в этой сфере. Свою популярность техника заслужила высоким качеством и надежностью. Производитель выпускает аппараты с самыми различными параметрами, которые могут пригодиться для всех сфер использования. Сварочный инвертор Сварог Arc 200 относится к одним из наиболее мощных аппаратов для частной сферы. Несмотря на максимальную силу тока в 200 Ампер, которой вполне достаточно для сварки электродами в 5 мм, в профессиональной среде такая техника не применяется. Виной тому низкий ПВ, который на максимальном режиме достигает всего 40%.

Сварочный инвертор Сварог Arc 200
Для домашнего использования таких параметров вполне достаточно, тем более, что далеко не всегда приходится использовать инвертор на максимальных настройках, а в других режимах он проявляется себя намного лучше. Для стандартной работы вполне достаточно 3-4 мм электродов, но здесь еще можно про запас использовать 5 мм в течение недолгого времени. Пользователи отмечают высокое качество сборки и надежные корпуса. При небольших размерах они обеспечены надежной защитой от повреждений. Малые габариты сопровождаются низким весом. Это позволяет удобно переносить технику. Сварочный инвертор Сварог 200 оснащен специальной ручкой для переноски.
Отличительные особенности
Несмотря на низкий уровень ПВ, качество швов, получаемых в любом режиме является довольно высоким и аппарат полностью оправдывает свои параметры. Удобный регулятор располагается так, что его трудно будет чем-то зацепить во время работы. Техника пригодна для выполнения практически всех бытовых процедур, так как с ее помощью можно варить арматуру, листы, уголки, мелкие детали и прочие вещи.
Преимущества инвертора Сварог Arc 200
- Модель с широким диапазоном настроек по току, который охватывает практически все основные операции, которые выполняются такой техникой;
- Инвертор сварочный Сварог Arc 200 обладает легким розжигом дуги и может поддерживать стабильное ее горение;
- Техника обладает относительно низкой стоимостью, в сравнение с другими профессиональными моделями;
- Отличная сборка корпуса, который обладает стильным современным дизайном;
- Имеются дополнительные режимы сварки, благодаря которым она проходит проще и легче;
- Нет необходимости в специальном подключении к электрической сети, так как все происходит по стандартной схеме;
- Низкий уровень шума во время работы.
Недостатки инвертора Сварог Arc 200
- Слабая система охлаждения, которая приводит к быстрому перегреву аппарата;
- Невозможность долго работать при высоком уровне тока;
- Низкий уровень ПВ, что затрудняет применение его в профессиональной сфере;
- Комплектные аксессуары оказываются слишком хлипкими и слабыми для максимальных режимов;
- Провода в комплекте слишком короткие;
- На максимальных режимах встречаются проблемы с качеством шва.
Технические характеристики сварочного инвертора Сварог Arc 200
Для каждого аппарата характеристики являются основными параметрами, по которым происходит выбор. Удачное их сочетание со стоимостью может сделать конкретную модель более популярной. Чтобы правильно подобрать инвертор, нужно обратить внимание на его максимальный и минимальный ток, время беспрерывной работы в требуемом режиме, максимальный диаметр электрода и прочее. Естественно, что стоимость также относится к важным параметрам, но технические характеристики всегда являются наиболее важными. Сварочный аппарат инвертор Сварог Arc 200b r05 обладает следующими параметрами:
| Параметры | Значение параметров |
| Тип проводимый процессов | ручная сварка (MMA) |
| Диапазон регулировки тока при (MMA), А | 10-200 |
| Диапазон входного напряжения, В | 195-245 |
| Напряжение х.х. | 63 В |
| Ток на выходе | постоянный |
| Мощность | 8 кВ·А |
| ПВ на максимальных параметрах | 40 % |
| Диаметр расходного материала | 1,5 — 5 мм |
| Коэффициент полезного действия | 85 % |
| Изоляция | класс F |
| Горячий старт | присутствует |
| Форсаж дуги | Присутствует |
| Защита | IP21 |
| Размеры | 315 х 130 х 205 мм |
| Вес | 4 кг |
Комплектация – держак для сварочного аппарата, кабель, наконечник, клемма для заземления, кабель питания для подключения к сети.
Инструкция по эксплуатации сварочного инвертора Сварог Arc 200 Easy
В первую очередь следует позаботиться о правильном выборе рабочего места. Речь идет не только о чистом пространстве, свободном от пыли и посторонних предметах. Здесь нужно хорошее проветривание. Система охлаждения здесь очень слабая, что не позволяет вести длительную работу при максимальных режимах. Если к искусственному проветриванию кулером добавить еще естественное воздушными потоками, то можно увеличить ПВ, пусть и незначительно. Ничего не должно мешать проникновению воздуха в кулер.
Перед подключением в сеть, нужно убедиться, что параметры сети подходят под рабочие характеристики аппарата. Иногда встречаются не только скачки, но и просто пониженное или повышенное напряжение. Если оно отличается от допустимого, то не стоит рисковать и подвергать сварочный полуавтомат Сварог PRO MIG 200 опасности.

Полуавтомат Сварог PRO MIG 200
Очень важным моментом является надежное соединение всех проводов, клемм и прочих вещей, которые проводят электричество. Если контакт будет болтаться на весу, что-либо до конца не закрутится или будет неплотное соединение, то именно в этом место может случиться короткое замыкание, перегреться и расплавиться провод и так далее.
Режимы
Сварочный инвертор Сварог Real arc 200 z238 предназначен для широкого спектра работ, соответственно, существует множество вариаций режимов, которые можно на нем выставить. Чем выше толщина заготовки, тем выше толщина расходного материала, в данном случае электрода. Соответственно, чтобы все расплавить, нужно применять большее количество Ампер в сварочном токе. Чтобы правильно определиться с теми параметрами, которые нужны будут для конкретного случая, стоит воспользоваться данными, приведенными в таблице, которые помогут выбрать нужное значение тока.
| Режимы | |||||||
| Толщина заготовки, мм | 0,5 | 1-2 | 3 | 4-5 | 6-8 | 9-12 | 12-15 |
| Диаметр расходного материала, мм | 1 | 1,5-2 | 3 | 3-4 | 4 | 4 | 5 |
| Величина тока, А | 15 | 40 | 79 | 130 | 160 | 180 | 200 |
Аналоги
Сварочный полуавтомат Сварог real mig 200 n24002 является далеко не единственным вариантом в данной серии. У этого же производителя есть модель Сварог arc 205, которая обладает очень схожими параметрами и также является гибридным агрегатом, в котором сочетаются возможности варить в ручном и полуавтоматическом режиме.
svarkaipayka.ru
все для инверторов сварочного тока
Удобные и компактные инверторные источники тока для сварочных аппаратов с высоким КПД и корректором коэффициента мощности могут быть легко реализованы на базе микросхем Texas Instruments: ККМ-контроллеров с режимом чередования фаз UCC280xx, драйверов затворов силовых транзисторов UCC27xxx и LM51xx, а также – в случае цифровых источников тока – на базе микроконтроллеров из линейки C2000.
Когда речь идет об изготовлении металлоконструкций, одним из экономичных и эффективных способов соединения различных металлов является сварка. На сегодняшний день существует множество технологий, которые используют в своей работе различные источники энергии для создания сварочного шва: электрическую дугу, газовое пламя, лазерное излучение и так далее. Вне зависимости от используемой технологии, для образования и стабильного горения сварочной дуги необходимо обеспечить заданную вольт-амперную характеристику (ВАХ). Именно ВАХ определяет качество шва и скорость сварочного процесса. Для обеспечения требуемой ВАХ используют специальные источники питания. Среди основных типов сварочных источников тока, присутствующих сегодня на рынке, можно выделить трансформаторные, выпрямительные, генераторные и инверторные. Каждый из представленных аппаратов востребован при работе с конкретными типами металла, в определенных областях применения и предназначен для решения конкретных поставленных задач. Например, трансформаторные источники предназначены для сварки переменным током, выпрямительные, генераторные и инверторные – для сварки постоянным током.
Отдельно стоит отметить инверторный источник сварочного тока – ИИСТ. ИИСТ набирает свою популярность и широкое распространение благодаря своей мобильности, экономичности и высокой производительности. В большинстве случаев инверторные источники заметно повышают удобство и производительность сварки. Несмотря на малые габариты, они не уступают классическими источникам (трансформаторным и выпрямительным) по обеспечиваемым параметрам. Уменьшение габаритов ИИСТ, в основном, связано с использованием в схеме инвертора малогабаритного высокочастотного трансформатора вместо мощного сетевого силового трансформатора, используемого в трансформаторных и выпрямительных источниках.
Общие принципы построения инверторного преобразователя
Упрощенно общую схему инверторного преобразователя можно разделить на несколько основных блоков (рисунок 1): входной блок (фильтр, выпрямитель, ККМ), инвертор, выходной выпрямитель и система управления. Входной блок обеспечивает преобразование переменного тока сетевого напряжения 50 Гц в постоянное напряжение высокого уровня. Инвертор преобразует полученное высокое постоянное напряжение в переменное напряжение высокой частоты, частота преобразователя может достигать 100 кГц, в зависимости от конкретного исполнения. В дальнейшем напряжение понижается на высокочастотном трансформаторе и выпрямляется до требуемых выходных значений 70…90 В. При этом ток нагрузки в выходных цепях может достигать сотен ампер. Для повышения КПД устройства в качестве ключей и выпрямляющих элементов используются мощные MOSFET или IGBT-транзисторы. Дополнительное наличие цифровой системы управления в инверторном сварочном аппарате позволяет значительно расширить функционал устройства. Одной из таких возможностей является плавная регулировка величины сварочного тока в широком диапазоне. Это облегчает использование различных типов электродов и дает возможность хранения в дополнительной памяти наиболее часто применяемых режимов для сварки и плазменной резки.

Рис. 1. Общая схема источника питания сварочного аппарата
Электронная система управления в инверторных преобразователях также упрощает реализацию таких дополнительных функций как:
- горячий старт (Hot start), используемый для поджига электрода в начале сварки;
- форсированная дуга (Arc Force), которая с помощью увеличения тока предотвращает «залипание» электродов и обеспечивает стабильность горения дуги;
- антиприлипание (Anti-Stick) – также обеспечивает защиту от прилипания электродов при возникновении короткого замыкания.
Использование ККМ в режиме чередования фазы
Кроме блока управления, в инверторных источниках отдельного внимания заслуживает блок коррекции коэффициента мощности (ККМ). Несмотря на вопросы, связанные с возможным взаимным влиянием ККМ и инвертора, и удорожанием изделия в целом, использование блока активной коррекции коэффициента мощности обеспечивает ряд важных технических параметров. С функциональной точки зрения использование ККМ обеспечивает большую стабильность выходного тока и напряжения инвертора, при этом уменьшает влияние входного напряжения на выходные параметры. С другой стороны, по своей природе инвертор является импульсным устройством и нелинейной нагрузкой для питающей сети, поэтому несинусоидальный ток потребления приводит к искажению формы питающего напряжения. Используя блок ККМ, мы, фактически, поддерживаем величину входного тока, пропорциональную входному напряжению, и тем самым уменьшаем величину гармонических составляющих и повышаем коэффициент использования входной мощности, что позволяет более рационально использовать электроэнергию, снижая ее потребление прибором.
В линейке продукции компании Texas Instruments для управления питанием можно найти широкий спектр микросхем, позволяющих реализовать мощные AC/DC-преобразователи различного назначения, включая промышленные системы. Одним из решений при реализации ККМ в источнике с выходной мощностью 1 кВт и более является использование режима чередования фаз.
Общий принцип построения и работы блока ККМ с чередованием фазы представлен на рисунке 2. Как видно из рисунка, для увеличения выходной мощности два каскада ККМ включены параллельно на одну нагрузку. При таком включении выходной ток распределен между двумя каскадами, и величина используемой индуктивности, как и ее предельные токи, может быть уменьшена. Кроме индуктивности, менее строгие требования предъявляются и к другим силовым компонентам схемы: к ключевому транзистору, силовому диоду, выходному конденсатору. Использование меньших по размеру компонентов и разделение схемы на две составляющие позволяет обеспечить распределенное рассеяние тепла, так как силовые компоненты равномерно распределяются по всей площади печатной платы. Другой отличительной особенностью ККМ с чередованием фазы является сдвиг по фазе на 180° между параллельно работающими узлами. Такое включение дает ряд преимуществ по сравнению с реализацией однокаскадного ККМ на большую мощность или при простом параллельном включении двух каскадов. Так как каскады работают со сдвигом фаз 180°, то токовые пульсации, как по входу, так и по выходу, уменьшаются за счет взаимокомпенсации.
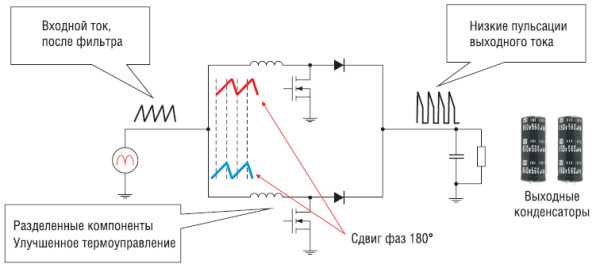
Рис. 2. Схема ККМ с чередованием фаз
Из-за меньшей величины входных пульсаций в такой схеме ослабляются требования к входному фильтру электромагнитных помех. С другой стороны, малые пульсации по выходу дают возможность использовать выходной конденсатор с меньшим номиналом и меньшей величиной пробивного напряжения. Это упрощает создание блока питания с низким профилем, снижает стоимость реализации и обеспечивает более высокую надежность.
Реализация ККМ на UCC28070
UCC28070 – это одна из микросхем в линейке Texas Instruments, позволяющая реализовать коррекцию коэффициента мощности с использованием метода чередования фаз в режиме непрерывного тока. Помимо UCC28070, подобным функционалом также обладают UCC28060, UCC28061 и UCC28063, но они рассчитаны на меньшие мощности и предназначены для реализации ККМ в режиме граничных проводимостей. Для реализации режима ККМ с чередованием фазы в UCC28070 использованы два широтно-импульсных модулятора (ШИМ), работающих со сдвигом фазы, равным 180°. Как уже было отмечено, такой режим способствует снижению входных и выходных пульсаций тока и уменьшает требования к фильтру электромагнитных помех, а также помогает уменьшить себестоимость за счет использования выходного высоковольтного электролитического конденсатора меньшей емкости и c меньшими пробивными напряжениями.
Среди технических особенностей, реализованных в UCC28070, следует отметить размытие спектра, синхронизацию тактового генератора, управление скоростью нарастания выходного напряжения. Все эти и некоторые другие свойства UCC28070, наряду с реализацией топологии с чередованием фазы, позволяют достичь повышенных значений таких параметров как КМ, коэффициент гармоник, скорость реакции на переходные процессы. Применение UCC28070 позволяет получить коэффициент мощности более 0,9, а также обеспечить повышенный КПД во всем диапазоне нагрузок.
На рисунке 3 показана типовая схема применения UCC28070.
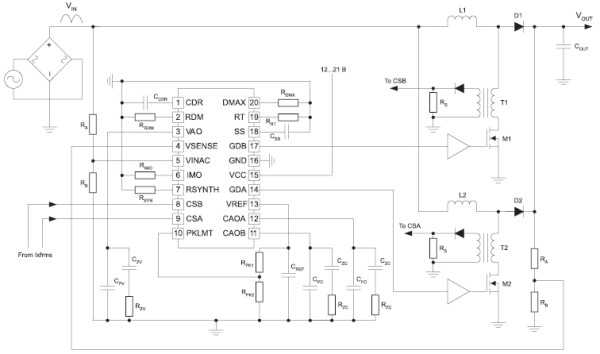
Рис. 3. Пример использования UCC28070
Как пример реализации корректора мощности с чередованием фаз на основе UCC28070, можно рассмотреть типовой дизайн PMP4311 (рисунок 4). Реализация предложенной схемотехники позволяет получить КМ более 0,98 при нагрузке до 5 кВт и входном напряжении в диапазоне 180…264 В [1]. При этом КПД решения – не ниже 95%.
Рис. 4. Корректор коэффициента мощности PMP4311
Помимо UCC28070, в предложенном решении применены обратноходовой преобразователь на базе UCC28061 и драйверы силовых транзисторов UCC27322.
Драйверы затвора
UCC27322, используемый в типовом дизайне PMP4311, – один из представителей FET/IGBT-драйверов затвора, выпускаемых Texas Instruments. Основное назначение данного класса приборов – обеспечить необходимый ток заряда и разряда затвора мощных транзисторов. UCC27322 обеспечивает ток порядка 9 А для заряда емкости Миллера при напряжении питания до 15 В, для чего в драйвере используется технология TrueDrive. На рисунке 5 представлена линейка драйверов затвора производства Texas Instruments.
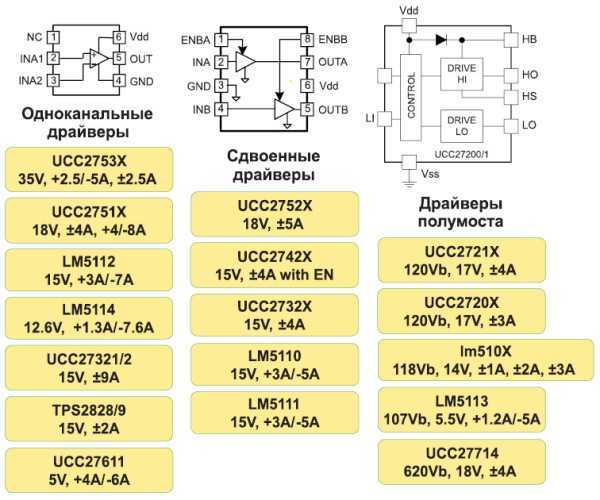
Рис. 5. Серия драйверов затвора производства TI
Широкая линейка драйверов затвора позволяет выбрать подходящую модель для управления различными типами транзисторов (MOSFET, IGBT), выполненных с использованием разных технологий (Si, SiC, GaN). Например, для управления GaN силовыми полевыми транзисторами рекомендуется использование драйверов LM5113 и UCC27611, которые обеспечивают защиту от превышения напряжения на затворе более 5 В.
Ниже, в качестве примера драйвера FET и IGBT, кратко рассмотрим линейку UCC2753x (рисунок 6).
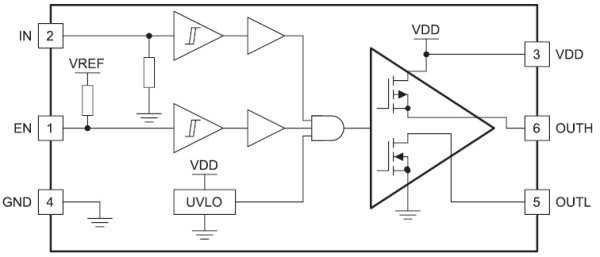
Рис. 6. Функциональная блок-диаграмма UCC2753X
Среди особенностей линейки UCC2753x можно выделить следующее:
- малое время задержки – 17 нс;
- широкий диапазон рабочих напряжений 10…35 В дает возможность использовать драйвер с широким спектром силовых транзисторов как для Si MOSFET, IGBT, так и для SiC FET;
- наличие разделенного выхода (OUTH, OUTL) позволяет осуществлять независимую регулировку скорости изменения тока заряда и разряда затвора;
- блокировка питания при пониженном напряжении питания.
Кратко о цифровом управлении
Такую же функциональность, как и в случае аналоговой схемы реализации ИИСТ, можно получить, используя цифровое управление. В таком источнике тока в качестве контролера инвертора и ККМ используется микроконтроллер. Система строится с использованием цифровых алгоритмов управления, выполняющихся микроконтроллером, и программируемого ШИМ для управления силовым каскадом.
Типовая схема цифрового источника питания включает микроконтроллер (МК), ШИМ, АЦП, силовой каскад (рисунок 7).
Рис. 7. Упрощенная диаграмма цифрового преобразователя
Для реализации цифрового источника питания важны следующие свойства:
- АЦП должен обладать достаточной скоростью для управления петлей обратной связи. Кроме того, необходимо обеспечить его плотное взаимодействие с микроконтроллером и ШИМ для быстрого отклика системы;
- сам МК должен обладать достаточной производительностью для вычисления необходимых функций управления при одновременном считывании данных с АЦП и управлении ШИМ;
- ШИМ должен обладать достаточной гибкостью управления для реализации сложных топологий и обеспечения эффективного управления силовым каскадом;
- необходимо наличие компаратора, встроенного в МК, для прецизионного управления выходами ШИМ и контроля силового каскада.
Все вышеперечисленные требования легко реализуются с помощью микроконтроллеров TI семейства С2000. Интегрированные АЦП данного семейства могут работать на частоте до 4,6 Мвыб/с, при этом обеспечивается плотная связка между АЦП и ШИМ. Сам ШИМ позволяет обеспечить точность порядка 150 пс. В чип интегрирован компаратор, который позволяет реализовать режим управления по пиковому току. Само ядро микроконтроллера содержит ряд аппаратных ускорителей, которые позволяют легко реализовать математические функции, необходимые для реализации цифрового источника питания. Обобщенный пример реализации цифрового преобразователя на базе С2000 приведен на рисунке 8.
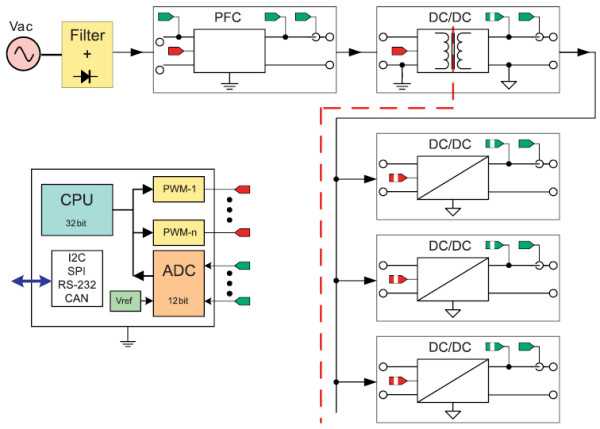
Рис. 8. Пример использования C2000 в цифровом преобразователе напряжения AC/DC
Для простоты реализации цифрового преобразователя напряжения компания TI предлагает набор готовых библиотек и средства отладки для проверки их функциональности. Для быстрого старта при разработке цифрового источника питания для сварочных аппаратов на основе контроллера реального времени C2000 следует обратить внимание на демонстрационные наборы TMDSHVBLPFCKIT, TMDSHVPFCKIT, TMDSHVPSFBKIT и TMDSHVRESLLCKIT (рисунок 9) [3, 4].
Рис. 9. Демонстрационный наборTMDSHVRESLLCKIT
TMDSHVBLPFCKIT и TMDSHVPFCKIT показывают возможности реализации цифрового ККМ с чередованием фазы на базе микроконтроллеров TMS320F28035 и TMS320F28027 при работе от сети переменного тока с входным напряжением в диапазоне 85…265 В и выходным напряжением 390 В. Основное отличие между представленными наборами, кроме различных микроконтроллеров, поставляемых по умолчанию – это реализация в TMDSHVBLPFCKIT ККМ без входного выпрямительного моста. Оба набора могут использоваться совместно с TMDSHVPSFBKIT и TMDSHVRESLLCKIT для реализации полноценного цифрового AC/DC-преобразователя.
TMDSHVPSFBKIT и TMDSHVRESLLCKIT демонстрируют возможности реализации высоковольтного DC/DC-преобразователя с синхронным выпрямителем на базе микроконтроллера TMS320F28027. С помощью TMDSHVRESLLCKIT можно легко проверить возможности реализации резонансного DC/DC-преобразователя и поэкспериментировать с различными методами управления. Имеющаяся в комплекте плата управления (controlCard) с TMS320F28027 в случае необходимости может быть заменена на аналогичную с другим микроконтроллером из семейства С2000. С помощью TMDSHVPSFBKIT также легко проверить возможности реализации цифрового мостового DC/DC-преобразователя.
Для простоты разработки все отладочные средства Texas Instruments поддерживаются обширной документацией, подробными примерами типовых решений и большим набором открытых исходных кодов, которые можно найти в среде controlSUITE, что существенно облегчает обучение разработчика. Для удобства отладки и экспериментирования все наборы имеют USB JTAG-интерфейс. Программирование модулей может быть осуществлено при помощи графических элементов среды разработки.
Заключение
Компания Texas Instruments предлагает современные решения для разработки передовых инверторных источников питания сварочных аппаратов. Инверторные источники питания позволяют создавать промышленные приборы для реализации различных методов сварки при производстве сложных и ответственных металлоконструкций из различных материалов, а демонстрационные наборы TI позволяют быстро начать собственную разработку. Надежные, высокотехнологичные компоненты TI дают возможность создавать передовые источники питания для сварочных аппаратов на базе как аналоговых, так и цифровых решений. Имеющиеся компоненты Texas Insruments позволяют реализовать различные функции AC/DC-преобразователей – от управления затворами силовых транзисторов до реализации отдельных блоков: ККМ, инвертора, системы управления.
Литература
- http://www.ti.com/product/ucc28070;
- http://www.ti.com/product/ucc27322;
- http://www.ti.com/tool/tmdshvpsfbkit;
- http://www.ti.com/tool/tmdshvresllckit.
Получение технической информации, заказ образцов, заказ и доставка.
Скоростные драйверы MOSFET
UCC27321/2 – высокоскоростные драйверы, обеспечивающие пиковый ток до 9 А. Данные драйверы предназначены для управления мощными MOSFET, требующими высоких токов для перезаряда емкости Миллера при быстром переключении. Они служат интерфейсом между микроконтроллерами с низким энергопотреблением и мощными MOSFET. При нагрузке CL = 10 нФ драйверы обеспечивают фронты 20 нс, при этом время задержки управляющего сигнала составляет 25 нс для убывающего фронта и 35 нс для нарастающего. Использование драйверов позволяет уменьшить площадь платы управления за счет упрощения дизайна и использования одной микросхемы вместо множества дискретных компонентов. UCC27321/2 реализует два типа логики управления: с инвертированием (UCC27321) и без инвертирования (UCC273212) управляющего сигнала.
Рабочий диапазон напряжений драйверов – 4…15 В. Для обеспечения эффективного управления при низких напряжениях питания в драйвере применен гибридный выходной каскад (TrueDrive), использующий параллельное включение MOSFET и биполярного транзистора. Такая архитектура позволяет использовать драйвер в большинстве стандартных промышленных применений, требующих тока затвора значением в 6, 9 и 12 А. Встроенный паразитный диод интегрированного в драйвер MOSFET обеспечивает малый импеданс всплесков напряжения и позволяет во многих случаях отказаться от внешнего ограничивающего диода Шотки.
Для гибкости управления драйвером в микросхеме предусмотрен дополнительный вывод разрешения (ENBL). По умолчанию он подтянут к напряжению питания и может быть оставлен неподключенным при стандартном применении.
Драйверы доступны в нескольких корпусах – SOIC-8, PDIP-8, MSOP-8 PowerPAD. Корпус PowerPad обладает существенно меньшим температурным сопротивлением, что позволяет использовать драйвер при больших температурах и улучшить долговременную надежность.
Наши информационные каналы
Рубрика: примеры применений Метки: driver, MOSFET, TI, драйвер, НЭ, сварка
О компании Texas Instruments
В середине 2001 г. компании Texas Instruments и КОМПЭЛ заключили официальное дистрибьюторское соглашение, которое явилось результатом длительной и успешной работы КОМПЭЛ в качестве официального дистрибьютора фирмы Burr-Brown. (Как известно, Burr-Brown вошла в состав TI так же, как и компании Unitrode, Power Trend и Klixon). С этого времени компания КОМПЭЛ получила доступ к поставке всей номенклатуры производимых компанией TI компонентов, ...читать далее
www.compel.ru
Инвертор сварог arc 200 pro
СВАРОГ PRO ARC 200 подойдет не только для бытовой сварки, но и для мелкосерийных производств! Диапазон регулировки сварочного тока аппарата позволяет сваривать тонкий листовой металл (толщина до 1 мм) и толстый металл (провар до 5 мм). СВАРОГ PRO ARC не перегревается в процессе работы, так как имеет высокий параметр продолжительности нагрузки – 60%. Мощности аппарата хватает и для резки металла, которую можно проводить пятимиллиметровым электродом на максимальном токе. Он легкий и мобильный, при этом еще и работает с длинными удлинителями до 50 метров. Теперь сварку делают более комфортабельной не только умение и техника сварщика, а и встроенные функции антизалипание, форсаж дуги, горячий старт.
Антизалипание поможет начинающим сварщикам, которые еще не научились держать электрод на небольшом расстоянии и одновременно вести его вдоль свариваемых кромок. Если вы случайно уменьшили расстояние до величины, когда электрод может схватиться с металлом изделия, СВАРОГ PRO сбросит ток до 0 и вы сможете оторвать его от изделия.
Форсаж дуги поможет как новичкам, так и профессионалам. Если дуга по какой-то причине гаснет, умная техника набрасывает некоторую величину тока. В Сварог 200 pro она не задана автоматически и вы можете настроить ее вручную в зависимости от вида выполняемой работы. Функция «Форсаж дуги» позволяет добиться более высоких показателей качества сварного шва, с ее помощь можно уменьшить разбрызгивание металла и уже не так активно пользоваться антипригарным спреем. Регулируя форсаж вы получите максимально аккуратный шов.
Горячий старт просто помогает поджечь электрод.
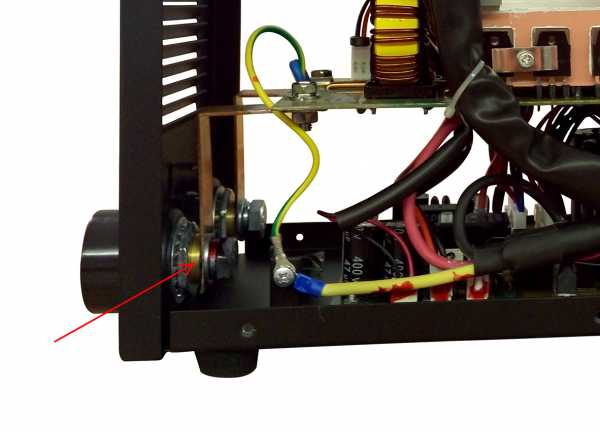
«Внутрянка» инвертора
Вся силовая часть размещена преимущественно на одной плате. Мостовая схема на базе 4 транзисторов нового поколения. Система охлаждения тоннельного типа, поскольку воздух от вентилятора захватывает только ребра радиатора, все остальные элементы остаются в стороне, таким образом они защищены от действия влаги и грязи извне.
И наконец, 5 лет гарантии не дают на плохую технику. Хотя на некоторые компьютерные флешки дают пожизненную гарантию, производители инверторной техники пока до такого совершенства не дошли. Самая большая сеть сервисных центров в России- 125 пунктов в 85 городах должна поставить жирную точку в вопросе приобретения данного высококачественного изделия!
svarka-master.ru
Инструкция по эксплуатации, паспорт, сварочного аппарата инверторного типа Jasic ARC 200 (z203)
СВАРОЧНЫЙ ИНВЕРТОР ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ ARC200(Z203)
ПАСПОРТ
(ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ)
Уважаемый покупатель!
Благодарим Вас, за приобретение сварочного инвертора.
В случае возникновения вопросов, связанных с эксплуатацией и обслуживанием оборудования, а также с условиями и правилами проведения гарантийного и НЕ гарантийного обслуживания, наши специалисты или представители торгующей организации (в вашем регионе) предоставят необходимые разъяснения и комментарии.
Наши специалисты будут признательны за конструктивные замечания и предложения, связанные с особенностями эксплуатации, характеристиками и конструкцией оборудования, а также, замечания по улучшению системы продаж и сервисного обслуживания.
Данное руководство поставляется в комплекте с аппаратом и должно сопровождать его при продаже и эксплуатации
Просим Вас, внимательно ознакомиться с настоящим руководством по эксплуатации перед началом выполнения сварочных работ.
Не допускайте внесение изменений или выполнение каких-либо действий, не предусмотренных данным руководством.
Производитель не несёт ответственность за травмы, ущерб, упущенную выгоду или иные убытки, полученные в результате неправильной эксплуатации аппарата или самостоятельного изменения его конструкции, а также возможные последствия незнания или некорректного соблюдения предупреждений, изложенных в руководстве..
Назначение оборудования
Сварочные выпрямители инверторного типа серии ARC (Z203) новая модель аппарата с более широким диапазоном сварочного тока, улучшенным отводом тепла и новым дизайном. Предназначены для ручной дуговой сварки и наплавки (ММА) на постоянном токе всех видов и марок сталей электродами с основным и рутил-основным типами обмазки, диаметром от 1,6 до 4,0 мм во всех пространственных положениях, а также ручной сварки TIG и наплавки неплавящимся электродом в среде инертных газов и газовых смесей.
Высокий КПД, универсальность, мобильность, наличие режима снижения напряжения холостого хода, стабильность горения и саморегулирование мощности дуги, высокая эргономичность, оригинальный дизайн и простота в управлении делают процесс сварки простым, приятным и доступным даже новичкам, не имеющим опыта сварочных работ.
Плавные и точные регулировки параметров позволяют добиться идеального качества сварного шва в любом пространственном положении при сварке.
Оборудование рекомендовано для, выполнения ответственных ремонтных и монтажных работ, применения в производстве и бытовых условиях.
Оборудование с функцией снижения напряжения холостого хода (V.R.D) может применяться в судостроении, а также на объектах, находящихся под контролем Госгортехнадзора.
В комплект поставки оборудования входят:
Аппарат сварочный – 1 шт.
Электрододержатель 200A с кабелем 3 м и штекером 35-50– 1 шт
Зажим «массы» 200А с кабелем и штекером 35-50 - 3 м – 1 шт
Паспорт (руководство по эксплуатации) на изделие – 1 шт.
Гарантийный талон на изделие – 1 шт.
Упаковка – 1 шт.
Технические характеристики оборудования
|
Наименование параметра |
ARC-220 (Z203) |
|
Напряжение питания(В) |
Однофазное AC-220±15﹪ |
|
Частота (Гц) |
50/60 |
|
Входной ток (А) |
42,8 |
|
Потребляемая мощность (кВА) |
9,4 |
|
Номинальные рабочие сила тока // напряжение |
200А// 28,0В |
|
Напряжение холостого хода (В) |
70В/ 9В (VRD) |
|
Диапазон регулирования тока (А) |
10-200 |
|
Диапазон регулирования тока в режиме «форсаж дуги» (А) |
0-10 |
|
Продолжительность нагрузки (%) * |
60﹪ |
|
Рабочий цикл при 40°C ПВ 100% |
160А |
|
КПД (%) |
85﹪ |
|
Коэффициент электрической мощности (cos φ) |
0.70 |
|
Класс изоляции |
B |
|
Класс защиты |
IP21S |
|
Габаритные размеры (мм) |
410х160х260 |
|
Вес (кг) |
8,4 |
* - Рабочий цикл 15 мин., при температуре окружающей среды + 400С
Описание оборудования
Выпрямители серии ARC при работе используют технологию высокочастотного преобразования напряжения, с применением транзисторных инверторов.
В конструкции инверторов применяются надёжные и быстрые IGBT модули второго поколения, производства немецкой фирмы Infineon/Eupec (концерн Siemens), которые отличаются высокой надежностью и устойчивостью к неблагоприятным воздействиям окружающей среды.
Управление и контроль параметров сварки осуществляется цифровой системой управления построенной на чип-сете DSP Atmel.
При производстве печатных плат для аппаратов серии ARC используются только оригинальные комплектующие известных европейских производителей Siemens, Toshiba, Philips, Atmet что гарантирует высокое качество производимого оборудования. Все платы снабжены элементами защиты от перегрева и покрыты защитным пылевлагоотталкивающим составом.
Описание органов управления
Передняя панель Задняя панель
1 Гнездо подключения рабочего кабеля «-»
2.Гнездо подключения рабочего кабеля «+»
3. Рукоятка регулирования тока в режиме «форсаж дуги»
4. Индикатор «Питание»
5. Индикатор «Перегрев»
6. Рукоятка регулировки силы тока
7. Вентилятор
8. Пакетный выключатель блока питания
9. Сетевой кабель 1-фазный
10. Значок «Заземление»
11. Переключатель функции снижения напряжения холостого хода (V.R.D)
12. Переключатель режимов сварки (MMA/TIG).
13. Цифровой индикатор параметров сварки
ПЕРЕД НАЧАЛОМ РАБОТЫ
Перед началом работы убедитесь в том, что рабочее место отвечает следующим требованиям эксплуатации оборудования и личной безопасности:
1. В воздухе рабочей зоны должны отсутствовать большие количества пыли, токсичные, коррозионно-активные, горючие газы и испарения. Эксплуатация оборудования допускается при влажности воздуха не более 80%, и температуре окружающей среды от -10С до + 40С
2. В рабочей зоне и вблизи нее должны отсутствовать легковоспламеняющиеся и взрывоопасные вещества и материалы.
3. В рабочей зоне должна быть обеспечена нормальная естественная или принудительная вентиляция. Расстояние от сварочного аппарата до стен или другого оборудования должно быть не менее 30 см. При работе в закрытых помещениях рабочая зона ДОЛЖНА ОСНАЩАТЬСЯ ВЫТЯЖНЫМИ УСТРОЙСТВАМИ.
4. Сварочное оборудование должно быть надежно защищено от воздействия высоких температур, прямых солнечных лучей, атмосферных осадков.
5. Рабочее место сварщика и сварочное оборудование должны иметь заземление. Сечение кабеля заземления должно быть не менее 6 мм2.
6. Рабочее место сварщика должно быть оснащено средствами электроизоляции (ковриками, накладками, изолирующими шинами) а также изолированным ручным инструментом. ЗАПРЕЩАЕТСЯ ВЫПОЛНЕНИЕ РЕМОНТА И ОБСЛУЖИВАНИЯ ОБОРУДОВАНИЯ, ПОДКЛЮЧЕННОГО К ЭЛЕКТРИЧЕСКОЙ СЕТИ.
7. Для защиты сварщика и окружающих людей от излучения сварочной дуги рабочее место должно быть оснащено средствами индивидуальной защиты сварщика (маской, щитком) а также быть ограждено светоизолирующими экранами или шторами. ЗАПРЕЩАЕТСЯ НАХОДИТЬСЯ БЛИЖЕ, ЧЕМ ЗА 2 МЕТРА ОТ ЗОНЫ СВАРКИ БЕЗ СРЕДСТВ ЗАЩИТЫ ОРГАНОВ ЗРЕНИЯ.
Схема сварочного поста
|
|
1. Кабель с электрододержателем. 2. Кабель с клеммой масса 3. Сварочный инверторный выпрямитель |
Подготовка оборудования к работе
1. Убедитесь в исправности оборудования
Перед началом работы убедитесь, что сварочный аппарат, кабели и аксессуары не имеют видимых механических повреждений, вентиляционные решетки аппарата свободны от загрязнений, все органы управления исправны.
2. Подсоедините сварочный кабель
На сварочном аппарате есть два гнезда, предназначенные для подключения сварочного кабеля и кабеля «массы». Они обозначены «+» и «-».
Подключите к ним кабели в соответствии с полярностью, рекомендованной для тех электродов, которые вы используете (полярность указывается на этикетке пачки электродов).
В общем случае существует два способа подключения сварочного оборудования для работы на постоянном токе:
* прямая полярность (обозначается DC (-)) — электрододержатель подсоединен к «-», а зажим «массы» к «+»;
* обратная полярность (обозначается DC (+)) — заготовка подсоединена к «+»,а зажим «массы» к «-».
Неправильное подключение оборудования может вызвать нестабильность горения дуги, разбрызгивание расплавленного металла и появление дефектов сварного шва.
Для подключения кабелей вставьте кабельный разъем в соответствующее гнездо на лицевой панели аппарата и проверните его по часовой стрелке до упора. Проверьте надежность соединения. ЗАПРЕЩАЕТСЯ ИСПОЛЬЗОВАНИЕ ЛЮБЫХ ИНСТРУМЕНТОВ ДЛЯ ФИКСАЦИИ РАЗЪЕМА.
3. Подсоедините сетевой кабель
В комплект сварочного оборудования входит сетевой кабель. Подсоедините его к электросети с требуемыми параметрами. Проверьте надежность подключения сетевого кабеля.
ЗАПРЕЩАЕТСЯ ИСПОЛЬЗОВАНИЕ РАБОЧИХ КАБЕЛЕЙ ДЛИНОЙ БОЛЕЕ 5 МЕТРОВ. Для подключения аппарата к удаленным сетевым разъемам используйте удлиняющие кабели питания.
ВНИМАНИЕ! Аппараты оснащены системой автоматической стабилизации сетевого напряжения, при его отклонениях до +/- 15% от нормы. При больших отклонениях напряжения питания существует риск повреждения оборудования. В этом случае рекомендуется использовать внешние стабилизаторы напряжения.
4. Включите аппарат
Установите выключатель сети в положение «Вкл.». Если аппарат исправен и готов к работе, то на лицевой панели зажигается сигнальная лампа и включается встроенный вентилятор охлаждения. В случае, если аппарат перегрелся, то на передней панели зажигается сигнальная лампа «Перегрев». В этом случае, аппарат необходимо прекратить работу, оставить аппарат включенным и дождаться отключения сигнала «Перегрев».
5. Установите значение сварочного тока
Установите требуемую величину силы сварочного тока, в соответствии с рекомендациями, указанными на упаковке электродов, которые вы используете. В общем случае, рекомендуются следующие режимы сварки в зависимости от диаметра электрода:
Соотношение между диаметром электрода и сварочным током при сварке в нижнем положении
|
диаметр электрода (мм) |
Рекомендованный сварочный ток (А) |
Рекомендованной сварочное напряжение (В) |
|
1,0 |
20-60 |
20,8-22,4 |
|
1,6 |
44-84 |
21,76-23,36 |
|
2,0 |
60-100 |
22,4-24,0 |
|
2,5 |
80-120 |
23,2-24,8 |
|
3,2 |
108-148 |
23,32-24,92 |
|
4,0 |
140-180 |
24,6-27,20 |
6. Использование функций «Горячий старт», «Форсаж дуги» и «Lift Arc»
Функция «Горячий старт» используется для облегчения зажигания электрода. Она особенно эффективна при использовании электродов большого диаметра, а также при сварке высоколегированных сталей. Во всех аппаратах серии ARC эта функция включена по умолчанию, что делает аппараты очень удобными для использования даже начинающими сварщиками.
Функция «Форсаж дуги» (Arc Force) позволяет автоматически увеличивать напряжение на дуге до заданного предела при увеличении дугового промежутка. За счет этого стабилизируется горение дуги и перенос электродного металла, что позволяет улучшить качество шва при сварке коротким электродом или работе в труднодоступных местах. Особенно эффективно применение этой функции при сварке в вертикальном и потолочном положениях. Установка предела увеличения напряжения выполняется с помощью регулятора «Форсаж дуги» на лицевой панели аппарата.
Функция «Lift Arc» служит для бережного поджога дуги касанием в режиме TIG сварке (переключение на передней панели аппарата) при кратковременном увеличении сварочного напряжения позволяет увеличить ресурс вольфрамового электрода.
Рекомендации сварщику
Для получения качественных сварных швов и обеспечения эффективной работы оборудования очень важен правильный выбор электродов.
В первую очередь, необходимо подобрать диаметр электрода, необходимый для качественной и эффективной сварки. Для этого, можно воспользоваться следующими рекомендациями:
Соотношение между диаметром электрода и толщиной свариваемого металла
|
Толщина металла (мм) |
<4 |
4~8 |
>8~12 |
>12 |
|
Диаметр электрода (мм) |
≤3.5 |
ф3~4 |
ф4~5 |
ф5~6 |
При сварке в вертикальном, горизонтальном, и верхнем положении сварочный ток должен быть меньше на 10-20% чем при сварке в обычном положении, а при сварке под углом больше 10-20% чем при сварке в обычном положении. Электрод из легированной стали и нержавеющий электрод с большим сопротивлением и высоким коэффициентом теплоотдачи при сварке из-за большого тока легко перегревается, что может привести к выпадению из держателя, поэтому ток необходимо уменьшить.
Проблемы при сварке, их причины.
|
Плохой поджиг, электрод прилипает к металлу. |
|
|
Дуга прерывается, пульсирует |
|
|
Сильное разбрызгивание |
|
|
Шов формируется «горбом», есть «подрезы» |
|
|
Шов пористый, большое количество дефектов |
|
|
Шлак плохо отделяется, «заклинивает» в разделке. |
|
Техническое обслуживание .
|
ВНИМАНИЕ: Персонал, производящий техническое обслуживание и ремонт оборудования должен иметь профессиональные навыки и знания по электротехнике, знать устройство данного оборудования и владеть знаниями и приемами по обеспечению безопасности. Операторы должны иметь соответствующие квалификационные сертификаты, подтверждающие их навыки и знания. Все работы по техническому обслуживанию должны проводиться на аппарате, отключенном от питающей сети. |
К работе с аппаратом допускаются лица не моложе 18 лет, изучившие инструкцию по эксплуатации, изучившие его устройство, имеющие допуск к самостоятельной работе и прошедшие инструктаж по технике безопасности.
Для обеспечения бесперебойной и длительной работы необходимо проводить ежедневные и периодические осмотры технического состояния выпрямителя.
При ежедневном обслуживании:
1) перед началом работы произвести внешний осмотр выпрямителя для выявления повреждений изоляции кабелей и устранить замеченные неисправности;
2) проверить состояние контактов во внешних цепях.
3) Очистить от пыли и грязи вентиляционные решетки аппарата
При периодическом обслуживании (один раз в месяц или чаще, в зависимости от условий эксплуатации):
1) продуть электрические узлы струей сухого сжатого воздуха, а в доступных местах - протереть чистой мягкой щеткой;
2) проверить состояние электрических контактов разъемов, в случае необходимости обеспечить надежный электрический контакт Окисленные контакты и разъемы зачистить с помощью наждачной бумаги или надфилей;
3) проверить работу вентилятора.
4) Проверить плотность электрической изоляции корпуса и внутренних блоков аппарата
Диагностика неисправностей.
|
ВНИМАНИЕ: Все работы, по обслуживанию и ремонту данного сварочного оборудования в случае его поломки должны осуществляться только квалифицированным техническим персоналом |
Возможные неисправности аппаратов серии ARC и способы их устранения
|
Неисправность |
Причина и способ устранения |
|
1.При работе аппарата контрольная лампочка выключена, встроенный вентилятор не работает, нет рабочего напряжения |
1. Возможна неисправность выключателя источника питания. Исправьте. 2. Возможный отказ источника питания. Проверьте и исправьте. 3. Возможно короткое замыкание. Проверьте и исправьте при необходимости. |
|
2. Индикатор питания горит, вентилятор не работает, или прокручивается несколько оборотов, нет рабочего напряжения |
1. Неправильное соединение на входе с 380В, состояние защиты от чрезмерного напряжения. Соедините с 220В и включите повторно. 2. Нестабильный ввод питания из-за неподходящего кабеля питания или соединения, срабатывает защита от чрезмерного напряжения. 3.Сварочное оборудование находится в состоянии защиты от чрезмерного напряжения из-за непрерывного включения-выключения. Отсоедините источник тока, и включите сварочное оборудование как минимум через 3 минуты. 4. Дефект соединения выключателя и нижней панели. |
|
3. При работе аппарата встроенный вентилятор работает, индикатор неисправностей выключен, нет рабочего напряжения . |
1. Нормальное напряжение положительного и отрицательного полюсов панели VH-07 должно быть 220В. 2. Неправильное соединение внутри аппарата. Проверьте и соедините повторно при необходимости. |
|
4. При работе аппарата индикатор неисправностей выключен, есть рабочее напряжение, поджиг дуги не происходит. |
1. Ненадежное крепление зажима массы в гнезде корпусе аппарата или на обрабатываемой детали. 2. Ненадежное соединение электрододержателя и электрода, или кабеля в гнезде аппарата. |
|
5. Сварочный ток нестабильный или невозможно отрегулировать регулятором, сварочный ток слишком большой/малый. |
1. Неисправен регулятор сварочного тока. Проверьте регулятор тока, при необходимости замените 2. Включен «Форсаж дуги». Отключите функцию. 2. Неисправность платы управления. Обратитесь в сервисный центр |
|
6. Индикатор неисправностей горит, нет выработки |
Если индикатор неисправностей горит, транзистор верхней печатной платы возможно поврежден. |
Гарантийные обязательства
Внимание! Гарантийный талон является неотъемлемой частью данного паспорта. Пожалуйста, требуйте от продавца полностью заполнить гарантийный талон.
Перед покупкой, просим ознакомиться с условиями гарантии и проверить правильность записи.
Потребитель имеет право во время действия гарантийного срока поменять дефектное изделие на новое – без дефектов, в случае невозможности ремонта. Возвращаемое изделие должно быть комплектным, надлежащим образом упакованным. К оборудованию должен прилагаться гарантийный талон. Отсутствие вышеизложенных условий ведет к потере прав вытекающих из настоящей гарантии.
Гарантийный срок эксплуатации изделия - 12 месяцев с момента ввода в эксплуатацию, но не более 18 месяцев со дня отгрузки с предприятия-изготовителя.
Гарантия не включает в себя проведение пуско-наладочных работ, отработку технических приемов сварки, проведение периодического обслуживания.
Гарантийные обязательства не распространяются на входящие в комплект поставки расходные комплектующие.
Настоящая гарантия не распространяется на случаи, когда:
- не будут предоставлены вышеуказанные документы или содержащаяся в них информация будет не полной или неразборчивой (это также относится и к гарантийным талонам)
- изменен, стерт, удален, или неразборчив серийный номер изделия;
- наличия механических повреждений, попадания жидкости, посторонних предметов, грызунов, насекомых и т.п. внутрь изделия.
- удара молнии, пожара, затопления или отсутствия вентиляции или иных причин, находящихся вне контроля производителя;
- использование изделия с нарушением инструкции по эксплуатации.
- нарушение правил подключения аппарата к сети.
- ремонта или доработки изделия неуполномоченным лицом.
- нарушения правил хранения или эксплуатации.
- применялись не несоответствующие эксплуатационные и сварочные материалы.
- оборудование применялось для других целей.
Внимание: периодическое обслуживание, текущий ремонт, замена запчастей связанных с их эксплуатационным износом производятся за отдельную плату (т.е. гарантия не распространяется на быстроизнашивающиеся части такие как электрододержатель, клемма масса ,сварочный кабель и т.п.).
Настоящая гарантия не ущемляет законных прав потребителя, предоставленных ему действующим законодательством.
Гарантийные обязательства вступают в силу при соблюдении следующих условий:
- обязательное предъявление потребителем изделия, все реквизиты которого соответствуют разделу "Свидетельство о приемке" паспорта;
- обязательное предъявление настоящего паспорта с отметками торговой организации;
- обязательное предъявление правильно заполненного гарантийного талона с отметками торговой организации.
- предоставление сведений о продолжительности эксплуатации, о внешних признаках отказа, о режиме работы перед отказом (сварочный ток, рабочее напряжение, ПН%, длина и сечение сварочных проводов, характеристики подключаемого оборудования), об условиях эксплуатации.
svarka-invertor.com