Энциклопедия по машиностроению XXL. Машинные напильники
Виды напильников по металлу: особенности и предназначение
Шлифовка металла не всегда выполняется с помощью электроинструмента. Иногда для таких работ используют напильники, главное, правильно подобрать их. Этот инструмент бывает двух типов – для работ по металлу и дереву. Напильники, предназначенные для металла, являются более твердыми, чем собратья, используемые для древесины. Это объясняется тем, что поверхность металла обрабатывается гораздо труднее дерева.
Производятся такие инструменты из очень твердой стали, а отличаются друг от друга разными формами и размерами надсечек. Такое разнообразие привело к тому, что простому обывателю довольно сложно разобраться в том, для каких целей предназначен тот или иной инструмент. Для улучшения ситуации была разработана их классификация, которая действует и в настоящее время.
Особенности напильника
Несмотря на то, современные технологии достигли больших высот, для работ по металлу по-прежнему используется напильник. Его предназначение – при помощи послойного стачивания поверхности какой-либо детали придать ей необходимую форму и размер.
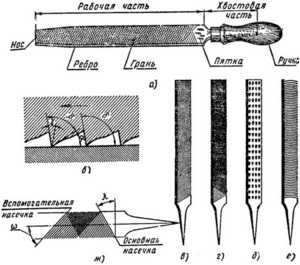
Напильник является режущим инструментом. Внешний вид его представляет собой брусок, для изготовления которого применяется сталь особой марки. Поверхность его иссечена по особому шаблону.
На суженном хвостовике конусообразной формы имеется пластмассовая или деревянная ручка. Она предусмотрена только для того, чтобы работающему с инструментом было удобно. Если вдруг она слетит, то ее можно легко заменить на другую.
Виды насечек
Чтобы правильно подобрать напильник, следует определить вид нанесенной насечки и конфигурацию ее зубьев. Для нанесения зубьев используется метод:
- фрезерования;
- протягивания;
- насекания;
- нарезания;
- точения.
 Самыми популярными на сегодняшний день считаются напильники с зубьями, насеченными на специальных станках. Чаще всего насечки бывают одинарными или двойными. Одинарная насечка снимает опилки, которые по величине равняются зубьям. Работать таким напильником очень тяжело, поэтому им в основном обрабатывают мягкие металлы, дерево и пластмассу.
Самыми популярными на сегодняшний день считаются напильники с зубьями, насеченными на специальных станках. Чаще всего насечки бывают одинарными или двойными. Одинарная насечка снимает опилки, которые по величине равняются зубьям. Работать таким напильником очень тяжело, поэтому им в основном обрабатывают мягкие металлы, дерево и пластмассу.
Двойная насечка образуется в результате комбинации основной и вспомогательной, которая выполняется под углом к основной. Такие насечки перемалывают стружку, которая образуется в процессе работы. Обрабатывают этим напильником сплавы и твердые металлы.
Величина зубьев зависит от размера насечек на 1 см длины бруска – чем меньше их, тем крупнее будет зуб. В зависимости от размера зубьев инструмент бывает от 0 до 5 номеров. Самые крупные зубья обозначаются номерами 0 и 1, они позволяют быстро снять довольно большой слой материала (0,05 – 0,10 мм). Главный недостаток инструмента, имеющего такую насечку, — это низкая точность обрабатываемых деталей, составляющая 0,1 – 0,2 мм.
Инструмент, имеющего зубья под номерами 2 и 3, используется тогда, когда необходимо снять слой материала в 0,02 – 0,06 мм. Напильник с зубьями насечки, имеющих номера 4 и 5, применяется для чистовой отделки деталей. Точность обработки – 0,01 – 0,005 мм. Такими зубьями снимают слой материала 0,01 – 0,03 мм, не больше.
Типы напильников
Инструмент по своему предназначению бывает:
- общего назначения;
- надфили;
- специального назначения;
- рашпили.
 Напильники общего назначения в основном применяют для слесарных работ. Имеют двойную насечку с зубьями, нанесенными способом насекания. Насечки имеют разную длину (от 100 до 450 мм), а зубья – практически все номера.
Напильники общего назначения в основном применяют для слесарных работ. Имеют двойную насечку с зубьями, нанесенными способом насекания. Насечки имеют разную длину (от 100 до 450 мм), а зубья – практически все номера.
Напильник специального назначения применяется чаще всего в промышленных условиях, так как способствует устранению больших припусков при подгонке пазов и разной кривизны поверхностей. В зависимости от того, какие будут осуществляться работы, напильники специального назначения делятся на плоские, пазовые, двухконцевые и другие.
Самая многочисленная группа – надфили, бывают 11 типов: круглые, квадратные, овальные, плоские, полукруглые, трехгранные, ножовочные и т. д. Характеризуются они небольшой длиной бруска и насечками 5 класса. Чаще всего оснащаются они двойной насечкой. Используют такой напильник для обработки мелких деталей или таких мест, куда не добраться обыкновенными слесарными инструментами.
Рашпили бывают 3-х видов: общего назначения, копытные и сапожные. Их отличительной чертой является большая длина и большие зубья. В основном рашпили бывают полукруглые, круглые, плоские с острыми и тупыми носами.
Форма напильников
По тому, какую форму имеет инструмент, можно определить сферу его применения:
-
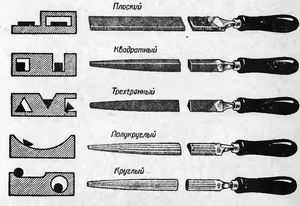 плоские остроносые или просто плоские используются для обработки плоских поверхностей;
плоские остроносые или просто плоские используются для обработки плоских поверхностей; - квадратные, с помощью которых происходит распиливание отверстий многоугольной, квадратной и прямоугольной формы;
- трехгранные, которые используются для обработки в канавках, отверстиях и пазах;
- с помощью полукруглых инструментов осуществляется обработка больших отверстий и вогнутых поверхностей, имеющих значительный радиус кривизны;
- круглые используются для обработки вогнутых поверхностей с небольшим диаметром или овальных и круглых отверстий;
- ромбические предназначены для работ с зубчатыми деталями;
- ножовочные инструменты используются для выборки канавок и узких пазов.
Большое количество работ выполняют всего тремя видами напильников: круглым, треугольным и плоским. Эти виды должны быть трех основных групп: рашпили, надфили и общего назначения.
Заключение
Напильник является довольно простым инструментом, использование которого не вызывает никаких трудностей. Шлифовальные работы, которые осуществляются этим инструментом, считаются гораздо безопасными, чем если бы использовался электроинструмент. Единственная трудность – это правильно выбрать напильник по металлу, однако, изучив тщательно все тонкости, это не составит никакого труда.
Оцените статью: Поделитесь с друзьями!stanok.guru
Напильники машинные - Энциклопедия по машиностроению XXL
Испытание 711 Напильники машинные 711—714 [c.755]В зависимости от характера поверхности, требований к ее качеству и материала опиливаемой детали опиливание производят слесарными напильниками общего назначения, рашпилями, надфилями, напильниками машинными, вращающимися или специальными. [c.741]
| Фиг. 123. Напильники машинные а — стержневые 6 — дисковые (внизу—приспособление, в котором закрепляется напильник при работе) в — фасонные головки. |  |
Инструменты и материалы напильники машинные, плоские напильники фигурные, фрезы-шарошки. [c.71]
Эксплуатация 1011 Напильники машинные 1013, [c.1122]
Чистая — без видимых глазом следов обработки Отделочное (тонкое и алмазное) точение и растачивание. Чистовое и тонкое развертывание. Шлифование чистовое. Чистовое и отделочное протягивание. Опиловка напильником, шабрение, полирование обычное, раскатывание Поверхности цилиндров двигателей машин, опорные поверхности клапанов и их седел, шейки и цапфы валов и шпинделей, шейки и цапфы под подшипники качения, скалки насосов и т. п. [c.58]
Он живо интересуется производством различных изделий, и в его записных книжках появляются эскизы и схемы изобретений, которые должны помочь зарождающейся промышленности цепные силовые передачи, станок для насечки напильников, многочисленные ткацкие машины. Не обошел он своим вниманием и машины энергетические. В его записях находим мы эскизы тепловых двигателей, он предлагает новый тип мельничного колеса — с вертикальным валом и закругленными ложкообразными лопастями, его перу принадлежит чертеж так называемой голландской ветряной мельницы. [c.35]
Машинные стержневые напильники выпускают двух типов I — без упорного центра, II — с упорным центром (табл. 8 и 9). Насечка напильников двойная с углами наклона соответственно обрабатываемой [c.712]
Форма сечения и размеры машинных напильников (в мм) типа И к опиловочным станкам [c.712]
Для механизации работ по опиливанию и зачистке целесообразно использовать верстачные или передвижные установки с гибким валом (рис. 44), приводящие в движение специальные напильники или абразивные головки. Наряду с этим широкое распространение получают переносные пневматические и электрические (рис. 45) ручные или приводные машины, работающие с аб- [c.81]
Переносные установки с гибким валом более удобны для обработки поверхностей, расположенных в труднодоступных местах особое преимущество в этом отношении имеют машины с гибким валом, работающие круглыми напильниками. На фиг. 8 показано устрой- [c.234]
До начала исследования поверхность металла проверяемого участка котла должна быть хорошо очищена от окалины и ржавчины до металлического блеска. Зачистка производится с помощью металлической щетки, а в случае необходимости — с помощью напильника или наждачного камня. Тщательную зачистку, в частности, необходимо проводить для того, чтобы обеспечить хороший контакт между щупом и исследуемой поверхностью металла. Переходной контакт между щупом и поверхностью металла осуществляется с помощью машинного или трансформаторного масла, автола или смеси автола с солидолом. При контроле горячих барабанов пользуются более густым маслом, чтобы уменьшить его стекание с вертикальных поверхностей. [c.363]
Для механизации опиловочных работ используются пневматические, электрические переносные или подвесные машины (фиг. 14, а) с абразивными кругами, смонтированными на шпинделе двигателя или соединенными с ним гибким валом. На конце гибкого вала иногда монтируют круглые напильники (фиг. 14, б) или абразивные головки (фиг. 14, в). [c.715]
| Фиг. 3. Дисковый машинный напильник | 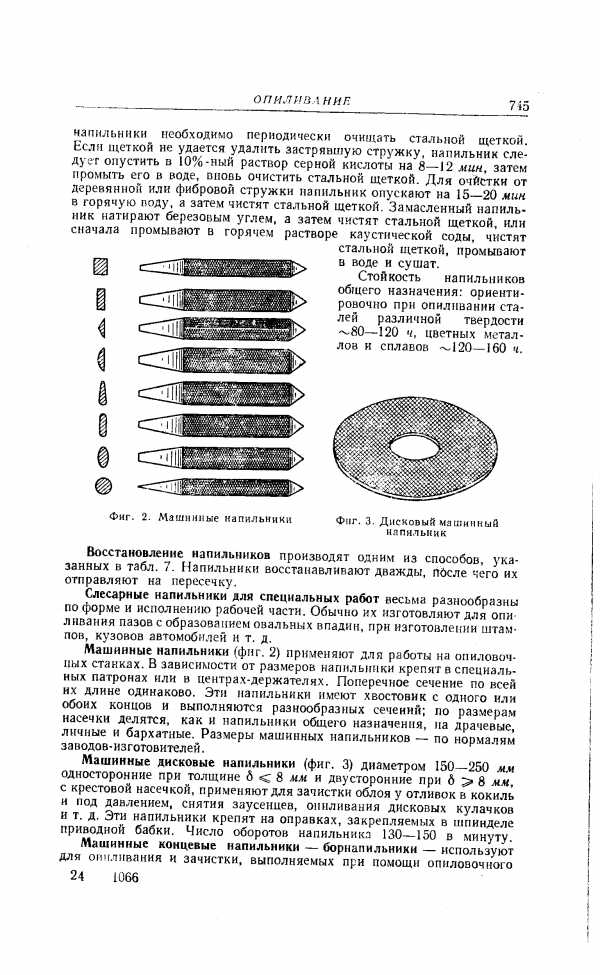 |
Опиловка Снятие заусенцев, неровностей и других дефектов. Устранение неточностей форм, размеров и относительного расположения поверхностей соединяемых деталей. Обеспечение плотного контакта сопрягаемых поверхностей с проверкой на краску или щупом Для больших открытых поверхностей — переносные электрические или пневматические машины с абразивным кругом. Для небольших деталей и стесненных мест — передвижные установки с гибким валом, работающие напильником или абразивным кругом. Стационарные опиловочные станки для обработки небольших деталей, закрепленных на столе станка грубая опиловка до 0,5 Тонкая опиловка до 0,1 0,01—0,05 [c.383]
Вот что производил, например, Путиловский завод инструментальную и сортовую сталь железо листы, бандажи медные, стальные и чугунные отливки стальные поковки напильники валы, трубы металлические конструкции железнодорожные и телеграфные принадлежности снаряды пушки лафеты паровозы вагоны буксирные пароходы военные суда баркасы экскаваторы землечерпальные машины драги маслобойные и хлопкоочистительные машины вальцы для мукомольных машин, писчебумажных и резиновых фабрик мельничные постава нефтяные двигатели паровые машины турбины котлы компрессоры прессы подъемные краны прямые и коленчатые валы. Завод выпускал машины более 50 наименований. [c.54]
Дозирующие машины В 65 В насосы F 04 В 13/00) Долбежные инструменты (В 27 G 17/08 использование в зуборезных станках В 23 F 21/04-21/10) станки (В 23 D 1/00-7/12 фрезерные съемные устройства к ним В 23 С 7/04) устройства к металлорежущим станкам В 23 D 11/00, 13/00) Долбление В 23 (зубьев колес и реек F 1/04, 5/12-5/18, 9/04-9/06, металла D 1/00-13/00 как способ изготовления напильников и рашпилей D 73/08) Дорны (для вулканизации изделий на основе каучука С 35/00 для сборки резиновых покрышек D 30/12) В 29 Дорожный транспорт (В 60, В 62 системы регулирования G 08 G 1/00-1/16) [c.76]
Подготовка к консервации заключается в следующем. Из машины удаляют воду, масло, эмульсию все части ее тщательно очищают. Обработанные поверхности очищают волосяными щетками, тряпками или обдувают сжатым воздухом. Применять для очистки обработанных трущихся поверхностей шаберы, напильники, наждачную бумагу или кислоту запрещается. После очистки поверхности деталей машин тщательно промывают и протирают хлопчатобумажными салфетками или чисты.ми тряпками. [c.32]
Л в1пинные напильники. Машинные напильники бывают стержневые, дисковые и концевые (борнапильники). Стержневые напильники используются на станках, с прямолинейным возвратно-поступательным движением, дисковые — на станках типа приводной бабки с вращательным движением шпинделя и концевые — на станках типа ОЗС. [c.711]
Эксплуатация 742, 745 Напильники машинные 745 - концевые (борнапильники) [c.791]
Если же прущиеся поверхности детали имеют явно выраженные неровности ( аподобие зазубрин напильника), то при работе они быстро опилят друг друга — возрастут зазоры, застучат детали, и машина задолго до срока потребует ремонта. Грубо обработанные поверхности деталей будильника, например, могут служить причиной его остановки, так как пружина не в состоянии преодолеть больших сил трения, возникающих из-за шероховатости. [c.238]
Фарма и размеры машинных напильников (а мм) типа I к опиловочным станкам [c.712]
Spindel Г ермаиия, завод MAN (1922) Вытирание диском под постоянной нагрузкой углубления (лунки) на плоской поверхности образца. Испытание проводится всухую. Ось диска горизонтальна Диаметр диска 320 мм, ширина диска 1 мм. Материал диска - мягкая сталь. Диску перед испытанием придаётся шероховатость посредством напильника. Число оборотов диска от 10 до 120 в минуту. Нагрузка до 15 кг. ] спытание заканчивается при длине лунки 40. и.м. Описание см. [12, 2, 63, 64] Для испытания рельсовой стали (63, 64] н материалов для с.-х. машин [2, 17] [c.206]
Марки У12А и У12 — для инструмента, не подвергающегося ударам и требующего очень большой твёрдости (токарные и строгальные резцы, фрезерные свёрла, метчики, развёртки, плашки, бритвы, острый хирургический инструмент, шаберы, калибры, пилы по металлу, часовой инструмент, резцы по латуни, монетные штампы, ножи бумаге- и табакорезальных машин, напильники и пр.). [c.444]
Хромированию можно с успехом подвергать матрнцн для высадки болтов из стали У10, поршневые кольца тракторов, пильные цепи (сталь 85ХФ) моторных пил для резки дерева, кольца прядильных машин из стали 40, бархатные и личные напильники из стали У12, сопловые устройства, лопатки газовых турбин, электроды автомобильных свечей из никеля и др. [c.180]
Машинные напильники (фиг. 2) применяют для работы на опиловоч-пых станках. В зависимости от размеров напнльники крепят в специальных патронах или в центрах-держателях. Поперечное сечение по всей их длине одинаково. Эти напильники имеют хвостовик с одного или обоих концов и выполняются разнообразных сечений по размерам насечки делятся, как и напильники общего назначения, на драчевые, личные и бархатные. Размеры машинных напильников — по нормалям заводов-изготовителей. [c.745]
Машинные концевые напильники — борнапильники — используют для опиливания и зачистки, выполняемых при помощи опиловочного [c.745]
Напильники опиловочных станков или устройств 71/02) восстановление насечки травлением С 23 F 1/06 заточка или очистка песком В 24 С 1/02) Наплавка [использование для ремонта и восстановления (изделий В 22 D 19/10 рельсов Е 01 В 31/18) металлов подъемной платформой и вильчатым захватом F 9/08-9/10 для лифтовых систем В 7/02-7/04, Е 21 D 7/00 для тросов в лебедочных и подобных подъемных механизмах D 1/36-1/395) В 66 В 65 конвейерных лент G 15/62 для нитевидных материалов при размотке и намотке Н 57/00-57/28) ] [c.118]
Окна (транспортных средств ж. д. В 61 D 25/00 чистка в транспортных средствах В 60 S 1/02-1/58) Олово, использование при пайке В 23 К 1/20 Ониловочные станки для обработки металла напильниками или рашпилями В 23 D 67/00-67/12, 69/00-69/02 Опоки [В 22 С формовочных машин разъемные 21/02 составные 9/20) выбивка с использованием вибрационных устройств В 22 D 29/02] Опорные подшипники F 16 С 17/02-17 03, 19/04-19/08, 19/24-19 28 Опорожнение В 65 G (бочек 65/24 бункеров 65/30-65/48 мешков 33/36 транспортных средств 67/24) [c.123]
У10, У10А Столярные пилы ручные и машинные, ручные ножовки,-спиральные сверла слесарные шаберы, напильники, иакатные ролики штампы дла холодной штамповки деталей небольших размеров и простой формы калибры простой формы и пониженных классов точности [c.600]
По характеру движения рабочего органа различают ручные машины с вращательным, возвратным и сложным движением. К первой группе относятся машины как с круговым вращательным движением (дисковые пилы, сверлильные машины, бороздоделы и т. п.), так и машины с движением рабочего органа по замкнутому контуру (цепные и ленточные пилы, долбежники, ленточные шлифовальные машины и т. п.). Возвратное движение рабочего органа реализуется в машинах с возвратно-поступательным (ножницы, напильники, лобзики и т. п.), и колебательным (вибровозбудители) движениями рабочего органа, а также в машинах ударного действия (трамбовки, молотки, пневмопробойники и т. п.). К ручным машинам со сложным движением относятся машины ударно-поворотного и ударно-вращательного действия и машины с иными видами движений рабочего органа, не соответствующими приведенным выше характеристикам. [c.339]
Напильники ручнше 4.170 — машинные 4.173 Наполнители 2.584, 600 I— — армирующие 2.583 Напряжение Komtioh htei 1 175 Определение 1.176 Понятие 1.175 Напряжение — Главное 1.177, 178 истинное 2.12, 13 [c.637]
mash-xxl.info
Опиловочные станки — Напильники машинные
Машинные напильники. На инструментальных опиловочных станках применяют напильники особой конструкции, показанные на рис. 9. Эти напильники носят название машинных (или стержневых) и выпускаются двух типов без упорного центра, с упорным центром. [c.58] Форма сечения и размеры машинных напильников (в мм) типа И к опиловочным станкам [c.712]Опиловка Снятие заусенцев, неровностей и других дефектов. Устранение неточностей форм, размеров и относительного расположения поверхностей соединяемых деталей. Обеспечение плотного контакта сопрягаемых поверхностей с проверкой на краску или щупом Для больших открытых поверхностей — переносные электрические или пневматические машины с абразивным кругом. Для небольших деталей и стесненных мест — передвижные установки с гибким валом, работающие напильником или абразивным кругом. Стационарные опиловочные станки для обработки небольших деталей, закрепленных на столе станка грубая опиловка до 0,5 Тонкая опиловка до 0,1 0,01—0,05 [c.383]
V. Машинные напильники Изготовляются для опиловочных станков и машинок. Различают машинные напильники для станков с вращательным движением и для станков с возвратно-поступательным движением [c.49]
Машинные напильники. На опиловочных станках с возвратно-поступательным движением, широко применяющихся в инструментальном производстве при обработке фасонных отверстий и наружных криволинейных [c.15]
Опиловочно-выпиловочные станки служат для обработки штампов и пресс-форм, трудно поддающихся фрезерованию и долблению (замкнутых "контуров деталей штампов и приспособлений). На них можно производить получистовое опиливание по разметке машинными напильниками. При использовании опиловочных станков время слесарной обработки сокращается на 30—50%. [c.34]
Форма и размеры (мм) машинных напильников типа I и опиловочным станкам [c.173]
Для больших открытых поверхностей — переносные электрические или пневматические машины с абразивным кругом. Для небольших деталей и стесненных мест — передвижные установки с гибким валом, работающие напильником или абразивным кругом. Стационарные опиловочные станки для обработки небольших деталей, закрепленных на столе станка [c.200]
Напильники различают по длине, назначению, профилю и насечке. Длина различных напильников предусмотрена в пределах от 100 до 400 мм. По своему назначению напильники разделяются на 1) слесарные общего назначения 2) рашпили 3) надфили 4) машинные (для опиловочных станков) 5) вращающиеся (дисковые и головки) 6) специальные. [c.399]
Опиливание и зачистка Снятие неровностей, заусенцев, забоин и других дефектов. Подгонка поверхности по месту Напильники, специальные фрезы, абразивные круги и головки, шлифовальная шкурка Переносные электрические или пневматические машины. Передвижные установки с гибким валом. Опиловочные станки [c.936]
На рис. 137 показан опиловочный станок завода Коммунар . Через отверстие в центре стола 4 проходит машинный напильник, закрепленный хвостовой частью в патроне верхнего кронштейна 2. Машинный напильник 3 с противоположной стороны хвостовика имеет конусный центр, которым упирается в углубление, имеющееся в нижнем кронштейне ). В зависимости от длины машинного напильника расстояние между кронштейнами 2 и 1 регулируется. Машинные напильники применяются различных сечений. Максимальный ход напильника —100 мм, минимальный —10 мм. [c.166]
ОПИЛОВОЧНЫЙ СТАНОК с МАШИННЫМИ НАПИЛЬНИКАМИ [c.92] Опиловочным инструментом для работы на станке служат напильники самых разнообразных профилей (рис. 134, а). При черновой обработке, т. е. при работе, не требующей большой точности и большого нажима (например опиливание матриц), обычно пользуются брусковыми машинными напильниками (рис. 134,6), закрепляющимися в нижнем зажимном приспособлении. Такие напильники называются свободно стоящими . [c.202]Опиловочный станок модели 874 завода имени Фрунзе (г. Майкоп) позволяет опиливать наружные и внутренние поверхности деталей из незакаленных сталей и других материалов машинными напильниками, совершающими возвратно-поступательное перемещение. [c.270]
На рис. 147, а показаны машинные напильники (стержневые ДЛЯ опиловочных станков с возвратно-поступательным движением) малых размеров, которые закрепляются в специальных патронах, а напильники средних размеров закрепляются в центрах держателей станков. Эти напильники изготовляются таких же про- [c.168]
Машинные напильники (стержневые — для опиловочных станков с возвратно-поступательным движением) малых размеров закрепляются в специальных патронах, а напильники средних размеров имеют с обеих сторон хвостовики, которыми они [c.277]
Машинные напильники (стержневые — для опиловочных станков с возвратно-поступательным движением) малых размеров закрепляются в специальных патронах, а напильники сред- [c.239]
Машинные напильники (стержневые — для опиловочных станков с возвратно-поступательным движением) малых размеров закрепляют в специальных патронах, а напильники средних размеров имеют с обеих сторон хвостовики, которыми их закрепляют в центрах-держателях станков (рис. 142). Эти напильники изготовляют таких же профилей, как и слесарные напильники, с такими же видами насечек, как и напильники общего назначения. [c.68]
Фаски снимают напильником с крупной насечкой (мелкая насечка быстро забивается стружкой), столярным или, что более производительно, электрическим рубанком. Фаски снимают также с помощью крупнозернистого наждачного круга и шлифовальной машины. Для снятия заусенцев применяют рубанки или опиловочные станки, а при малых объемах работ — цикли. При боль- [c.256]
По своему назначению напильники разделяются на 1) слесарные общего назначения 2) рашпили 3) надфили 4) машинные (для опиловочных станков) 5) вращающиеся (дисковые и головки) 6) специальные (табл. 118). [c.233]
Машинные напильники (для опиловочных станков) [c.235]
Машинные напильники малых размеров закрепляются на опиловочных станках в специальных патронах. Напильники средних размеров имеют с обеих сторон хвостовики Л и 5, которыми они центрируются и закрепляются в центрах-держателях станков. [c.235]
Ручная пригонка деталей опиливанием и зачистка их — очень трудоемкие операции. Для повышения производительности труда на этих работах большое применение получили передвижные и переносные опиловочные установки с гибким валом и наконечники, в которые могут вставляться различные инструменты (абразивные круги, специальные напильники и др.) электрические машинки со сменными наконечниками механический напильник для опиливания больших поверхностей. Этот прибор крепится к гибкому валу станка и имеет устройство, которое превращает вращательное движение гибкого вала в возвратно-поступательное движение напильника передвижные и подвесные маятниковые шлифовальные станки и пневматические шлифовальные машины типа ШР-06 для грубой опиловки и зачистки деталей и др. 15—17 225 [c.225]
Фарма и размеры машинных напильников (а мм) типа I к опиловочным станкам [c.712]
Напильники опиловочных станков или устройств 71/02) восстановление насечки травлением С 23 F 1/06 заточка или очистка песком В 24 С 1/02) Наплавка [использование для ремонта и восстановления (изделий В 22 D 19/10 рельсов Е 01 В 31/18) металлов подъемной платформой и вильчатым захватом F 9/08-9/10 для лифтовых систем В 7/02-7/04, Е 21 D 7/00 для тросов в лебедочных и подобных подъемных механизмах D 1/36-1/395) В 66 В 65 конвейерных лент G 15/62 для нитевидных материалов при размотке и намотке Н 57/00-57/28) ] [c.118]
Из машинных напильников следует отметить брусковые, приме-нягмче на опиловочных станках. Опиловка происходит при прямолинейном возвратно-поступательном перемещении напильника, закрепленного своими концами в рамке станка. [c.124]
Принцип работы опиловочного станка (рис. 12) состоит в следующем. В патроне 10 верхнего кронштейна 9, закрепленного на подвижном штоке станка (закрыт кожухом 8), за хвостовую часть закрепляют машинный напильник. Второй конец напильника вводят в патрон нижнего кропи1тейна 5 и закрепляют в нем. Расстояние между верхним и нижним кронштейнами регулируют перемещением верхнего кронштейна по штоку и фиксируют зажимными гайками-бараш-ками. [c.34]
Механизация опиливания достигается применением опиловочных станков электронапильпиков, ручных электрических и пневматических машин, универсальных электроприводов с гибким валом, вращающих специальные напильники или абразивные головки различной формы. [c.250]
Зачистка заусенцев производится на том рабочем месте, где деталь ремонтировали, на специальном участке, изолированном от рабочих мест сбррки. Инструментами служат шабер, напильники, абразивные бруски, наждачная лента, шлифовальная шкурка. Выбор инструмента зависит от назначения вьшолняемой работы, конфигурации и размеров детали. Процесс может осуществляться вручную, с применением специальных машин (опиловочно-шлифовальные установки, ленточно-заточные станки и др.). [c.84]
mash-xxl.info
Напильники машинные ручные - Энциклопедия по машиностроению XXL
Для механизации работ по опиливанию и зачистке целесообразно использовать верстачные или передвижные установки с гибким валом (рис. 44), приводящие в движение специальные напильники или абразивные головки. Наряду с этим широкое распространение получают переносные пневматические и электрические (рис. 45) ручные или приводные машины, работающие с аб- [c.81]Металлические детали машин, приборов и других изделий получают литьем жидкого металла в формы, обработкой давлением (прокаткой, ковкой, штамповкой), а также обработкой резанием. Процесс резания металлов заключается в снятии с заготовки определенного слоя металла для получения из нее детали необходимой формы и размеров с соответствующим качеством обработанных поверхностей. Резание металлов на заре развития техники осуществлялось простейшими ручными режущими инструментами. Некоторые из них, например слесарный напильник, граверный штихель, абразивный брусок, сохранились до наших дней и мало изменились. Постепенно, с развитием науки и техники, мускульная работа человека заменялась работой специальных машин — металлорежущих станков. Металлорежущий инструмент (орудие труда) — это часть металлорежущего станка, воздействующая в процессе резания непосредственно на заготовку, из которой должна быть получена готовая деталь. Доля обработки металлов резанием в машиностроении составляет около 30% и, следовательно, оказывает решающее влияние на темпы развития машиностроения. Процесс резания металлов, сопровождающийся деформациями сжатия, растяжения, сдвига, большим трением и тепловыделением, имеет свои закономерности, изучение которых необходимо для того, чтобы сделать этот процесс более производительным и экономичным. [c.5]
Ручная подготовка поверхности к шабрению производится личными напильниками с мелкой насечкой, машинная — строжкой резцом с широкой режущей кромкой. [c.124]Ручная пригонка деталей опиливанием и зачистка их — очень трудоемкие операции. Для повышения производительности труда на этих работах большое применение получили передвижные и переносные опиловочные установки с гибким валом и наконечники, в которые могут вставляться различные инструменты (абразивные круги, специальные напильники и др.) электрические машинки со сменными наконечниками механический напильник для опиливания больших поверхностей. Этот прибор крепится к гибкому валу станка и имеет устройство, которое превращает вращательное движение гибкого вала в возвратно-поступательное движение напильника передвижные и подвесные маятниковые шлифовальные станки и пневматические шлифовальные машины типа ШР-06 для грубой опиловки и зачистки деталей и др. 15—17 225 [c.225]
Перед сваркой и наплавкой поверхность детали подготавливают замасленные детали вываривают в растворе каустической соды с последующей промывкой теплой водой, место под сварной шов зачищают напильником, ручными шлифовальными машинами, пескоструйными аппаратами или промывают органическими растворителями. Кромки в месте шва разделывают (табл. 31). [c.37]
Производительность при зачистке сварочных швов, очистке литья и других аналогичных работах, выполняемых зачистной машиной, увеличивается по сравнению с работой вручную (напильником, зубилом) в два — пять раз, а в некоторых отдельных случаях увеличение производительности достигается в 8—20 раз. По имеющимся данным, при удалении на литье шва длиной 200 мм обыкновенным ручным инструментом требуется от 3,3 до 4,1 мин. Эта же работа, но при помощи зачистной машины, выполняется в продолжение 0,13—0,52 мин. Кроме того, деталь получает более опрятный вид, чем при ручной обработке. [c.104]
Ручная ножовочная рамка с запасными полотнами Плоские, круглые и трехгранные напильники Отвертки Ломы монтажные Электросверлильная машина в комплекте с проводом длиной 40 м Сверла спиральные [c.185]
Указанные качества четко определили область применения пластинчатых моторов они выгодны лишь там, где крайне ограничены размеры и масса. Поэтому наиболее широко их используют для привода ручного пневматического инструмента сверлильных машин, ключей, гайковертов, щеток напильников, ножниц и др. Моторы применяют как с редуктором, так и без него, в зависимости от того, какая нужна выходная скорость инструмента. Пластинчатые моторы используют также для привода пневматических талей и других подъемных устройств. [c.55]
У10, У10А Столярные пилы ручные и машинные, ручные ножовки,-спиральные сверла слесарные шаберы, напильники, иакатные ролики штампы дла холодной штамповки деталей небольших размеров и простой формы калибры простой формы и пониженных классов точности [c.600]
Подготовка материалов заключается в сортировке листов винипласта, термообработке листов и сварочных прутков при 130—140 °С, механической обработке. Термообработку листов и сварочных прутков проводят в нагревательном шкафу в течение 30—40 мин. Сварочные прутки охлаждают в подвижном состоянии в пучке. Механическую обработку — раскрой, обточку, высверливание отверстий, снятие фасок — проводят при температуре 10—60 °С. При более низкой температуре обработки винипласт растрескивается. Режут винипласт на круглопильных универсальных станках Ц-6-2, укомплектованных пилами с дисками диаметром 320—500 мм, ленточными пилами ЛС-40, переносными электропилами типа ИЭ-5106, при небольших объемах — ручной ножовкой. Отверстия высверливают на электрических, пневматических или ручных сверлильных машинах, снятие фасок (кромок) — напильником, рубанком ручным или электрорубанком с углом заточки менее 50°. Фаску снимают под углом 27—30° при толщине листа до 5 мм и 35—45°—более 5 мм. [c.152]
По характеру движения рабочего органа различают ручные машины с вращательным, возвратным и сложным движением. К первой группе относятся машины как с круговым вращательным движением (дисковые пилы, сверлильные машины, бороздоделы и т. п.), так и машины с движением рабочего органа по замкнутому контуру (цепные и ленточные пилы, долбежники, ленточные шлифовальные машины и т. п.). Возвратное движение рабочего органа реализуется в машинах с возвратно-поступательным (ножницы, напильники, лобзики и т. п.), и колебательным (вибровозбудители) движениями рабочего органа, а также в машинах ударного действия (трамбовки, молотки, пневмопробойники и т. п.). К ручным машинам со сложным движением относятся машины ударно-поворотного и ударно-вращательного действия и машины с иными видами движений рабочего органа, не соответствующими приведенным выше характеристикам. [c.339]
Механизация опиливания достигается применением опиловочных станков электронапильпиков, ручных электрических и пневматических машин, универсальных электроприводов с гибким валом, вращающих специальные напильники или абразивные головки различной формы. [c.250]
Зачищать электроды можно (не снимая их с машины) напильником или специальным ручным инструментом (фиг. 175, а), П1 д-ставляющим собой фрезу специальной формы, укрепленную в рукоятке. Инструмент зажимается между электродами и поворачивается в одну и другую сторону. [c.257]
Помимо перечисленных материалов, из ко торых непосредственно делают вещи, подсобные материалы в производстве П. и. жженая железная проволока, шурупы и гвозди. Для плетения в первую очередь нужны ножи разных форм (раньше применялись обломки кос) из них весьма характерен нож для работ по обрезке внутренних концов, так наз. горбач. Часто применяется при выделке П. и. специальный столик (стол-верстак) с прибитой наверху планкой, куда вертикально вставляют прутья. Иногда такой стол заменяют широкой лавкой (скамья), которая имеет с одной стороны, по длине лавки, пару ножек, а противоположный конец лавки опирается на землю. Чтобы ряды плетений ложились плотнее, их насаживают при помощи колотушек (било) из железа. Учитывая разнокачест-венность материала, и колотушки обычно делают разными, иногда даже с остриями. Для загибания толстого прута применяют крюк—ж а м к у. Длинным шилом провертывают отверстие, укрепляя плетение на дне корзины. Садовыми ножницами обрезывают концы прутьев. Плоскозубцы облегчают в работе держание концов прутьев. Для окуривания материала серой необходима курилка — жестяной ящик. Так как при исполнении корзин и мебели очень часто применяют и столярную работу, то следует иметь в мастерской верстак и столярные инструменты ножовку, топор, молоток, дрель, коловорот, отвертки, клещи, различные напильники, плоскогубцы, циркуль, метр, стамеску, точило и оселок. Помимо перечисленных выше инструментов мастер должен иметь специальные приспособления, дающие точность в работе, сохраняющие однотипность форм, стандартизируя пропорции предметов. Эти приспособления отчасти и механизируют производство, переходя от ручного труда к машинному. В Германии принята в работе настольная машинка для колки и чистки прута (фиг. 2). [c.322]
Весь затачивающий инструмент разделяется на ручной (напильники, бруски, оселки) и машинный (точильные камни в виде точильных кругов, шайб, конусов и т. д.). Ручной затачивающий инструмент применяется в случаях, когда применение машинного затруднительно или невозможно при затачивании резцов со сложным профилем, а также при затачивании столярного инструмента, разнообразие форм к-рого препятствует применению автоматич. заточки. Затачивающий инструмент, изготовленный из полос закаленной стали разного сечения, носит название напильников (см.), а изготовленный полностью или Частично из минералов — абразивного (см. Абразивы). [c.102]
К недостаткам углеродистых сталей следует отнести низкую закаливаемость, требующую закалки с охлаждением в воде, что увеличивает напряжения и деформации в закаленном инструменте и способствует образованию трещин. Но главным недостатком углеродистых сталей является их низкая теплостойкость (б р == 200 — 250° С). При более высоких температурах нагрева в процессе резания в результате структурных превращений твердость углеродистых сталей резко снижается и лезвия инструментов, быстро изнашиваясь, не в состоянии резать обрабатываемый материал. Низкая теплостойкость ограничивает область применения углеродистых инструментальных сталей при изготовлении высокопроизводительных инструментов. Из углеродистых сталей изготовляют ручные (слесарные) инструменты и машинные инструменты, работающие с низкими скоростями резания. Например, из стали У12А изготовляют ручные развертки, метчики и плашки, из стали У13 — шаберы и напильники и из стали У9А — зубила. Машинные инструменты (метчики, плашки, развертки, сверла, зенкеры и концевые фрезы) изготовляют из стали У12А. [c.14]
В слесарном деле особое положение занимает лекальное дел о—производство измерительных калибров, лекал или шаблонов. Заготовка калибра не представляет чего-либо особенного и ведется на токарных, фрезерных или других станках, далее она опиливается напильником вручную на станке или шлифуется. Особенностью лекального дела является точная доводка лекал или калибров после закалки. Основным приемом при этом является притирка на станке, где возможно, или ручная при невозможности станочной работы. Доводка контролируется или точными измерительными инструментами (плитки Иогансона, точные микрометры, оптиметр и пр.) или контршаблонами (см. Лекала). Значительное применение ручная X. о. находит в слесарно-монтажном деле, охватывающем сборку, монтаж и ремонт машин. В слесарно-монтажном деле основной задачей является сборка машины или части ее из отдельных деталей при этом собранная машина должна удовлетворять определенным требованиям в отношении точности положения деталей. Основными приемами работы, встречающимися в слесарно-монтажном деле, будут те элементарные операции, к-рые описаны выше (вырубка, опиловка, шабровка, нарезка и т. п.) однако они являются лишь целью достижения определенного положения деталей машины в [c.307]
Для обработки металла, наряду с сверлильными и шлифовальными машинами, которые относятся к машинам общего применения, используются ножницы различного типа, ручные резьбонарезные и развальцовочные машины, кромкорезы и труборезы, дисковые пилы по металлу, угловые щетки, зачистные и пневморубильные молотки, шаберы и напильники. [c.377]
mash-xxl.info
Напильники и надфили - Помощь рабочему-инструментальщику
Напильники и надфилиКатегория:
Помощь рабочему-инструментальщику
Напильники и надфилиНесмотря на механизацию слесарных операций, в инструментальном производстве все еще остается большой объем ручных работ с использованием таких инструментов, как напильники и надфили (например, при обработке профильных шаблонов, фасонных деталей штампов, пресс-форм, форм для литья под давлением и др.).
Напильники общего назначения.
С целью придания детали точных размеров, правильной геометрической формы и требуемой шероховатости поверхности осуществляют операцию опиливания с помощью напильников.
Слесарные напильники общего назначения представляют собой стальные, термически обработанные бруски различной формы с насеченными на поверхности под определенным углом к оси параллельными режущими зубьями, которые срезают небольшие слои металла в виде стружки (опилок).
Напильники изготовляют из углеродистых инструментальных сталей (марок У12 и У13), а также из легированной хромистой (ШХ6, 111X9) длиной от 150 до 450 мм. Длина применяемого напильника должна быть больше длины обрабатываемой поверхности. Зубья слесарных напильников имеют твердость HRC54, а напильников для заточки пил — HRC57.
В зависимости от формы обрабатываемой поверхности применяют напильники с различными профилями сечения. Для обработки плоских поверхностей используют плоские напильники (рис. 1 ,а), для квадратных отверстий и прямоугольных пазов — квадратные (рис. 1,6), для трехгранных отверстий и наклонных пазов— трехгранные (рис. 1,е), для выпуклых и вогнутых поверхностей — полукруглые (рис. 1,г), для круглых отверстий и криволинейных переходов — круглые (рис. 1,(3), для обработки углов — ромбические и трехгранные (рис. 1,е и ж).
По числу зубьев на 1 см длины напильники делятся на шесть классов: 0-й класс — драчевые напильники; 1-й класс — личные; 2, 3, 4 и 5-й классы — бархатные. Драчевые напильники применяют для чернового опиливания, когда с обрабатываемой поверхности снимают слой металла толщиной 0,5—1 мм; личные — для чистовой обработки при снятии слоя толщиной не более 0,3 мм и бархатные — для доводки поверхностей при снятии слоя металла не более 0,05 мм.
По виду и форме зубьев напильники изготовляют с одинарной или двойной (перекрестной) насечкой. Напильники с одинарной насечкой служат для обработки цветных сплавов, а также дерева, эбонита, текстолита и других материалов с незначительным сопротивлением резанию. Ими снимают слой материала широкой стружкой, равной длине всей насечки. Одинарную насечку наносят под углом 70…80° к оси напильника.
Напильники с двойной насечкой применяют при обработке чугуна и стали. Эти напильники имеют большое количество зубьев, которые при резании дробят стружку. Нижнюю насечку делают под углом 55°, а верхнюю 70° к оси напильника. Угол между насечками равен +25°. Шаг у нижней насечки больше, чем у верхней. В результате зубья располагаются по прямой, составляющей некоторый угол с осью напильника. При движении напильника следы зубьев перекрывают друг друга, в результате чего шероховатость обрабатываемой поверхности понижается.
Напильники для обработки сплавов цветных металлов отличаются от стандартных общего назначения углами наклона нижней и верхней насечек и их шагом. Их выпускают пяти размеров по длине: 150, 200, 250, 300 и 350 мм. Все напильники изготовляют плоскими, тупоносыми с насечкой № 1, которую делают более глубокой.
Машинные напильники.
На опиловочных станкаХ с возвратно-поступательным движением, широко применяющихся в инструментальном производстве при обработке фасонных отверстий и наружных криволинейных поверхностей деталей штампов и пресс-форм, используют специальные стержневые напильники. Они изготовляются двух типов: без упорного центра (рис. 2, а) и с упорным центром (рис. 2). Напильник первого типа имеет с обоих концов хвостовую часть, за которую он крепится в движущейся рамке опиловочного станка. Напильник второго типа — с односторонним закреплением в станке. Один конец такого напильника выполняют в виде хвостовика, равного сечению h по длине рабочей части, а другой — в виде центра (рис. 2).
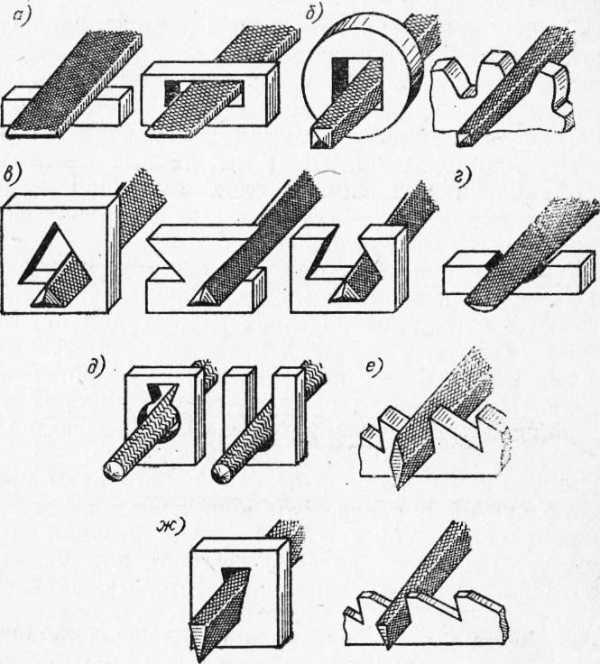
Рис. 1. Формы сечения напильников
Насечка машинных напильников — двойная с углами наклона основной насечки Х = 25° и « = 35°. Число насечек на 1 см длины напильника — от 11 до 60, в зависимости от его размеров и назначения.
Машинные напильники изготовляют из стали марки У12А или У13А. Твердость и острота их зубьев должны обеспечивать сцепляемость с контрольной пластинкой из стали У10 или У12 твердостью не ниже HRC54.
Форма сечения напильников может быть плоской, квадратной, трехгранной, круглой, полукруглой, овальной, ромбической и др. У напильников первого типа длина L—100…200 мм, ширина В=1…10 мм и высота /г=1…5 мм. У напильников второго типа L= 150…250 мм, В = 5…26 мм и h — 3,5…9 мм.
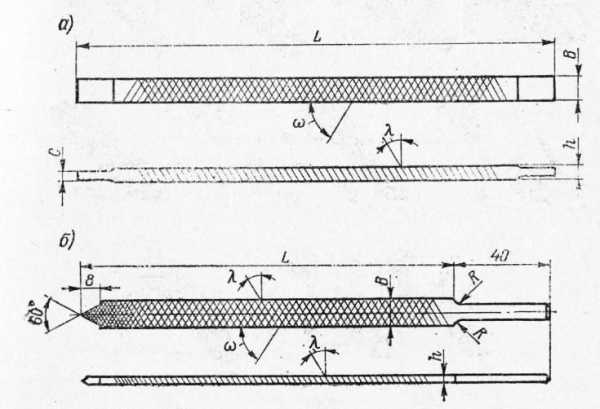
Рис. 2. Машинные напильники.
Борнапильники.
В механизированных опиловочных машинках с вращающимся шпинделем в качестве рабочего инструмента применяют борнапильники различной формы с разными насечками: цилиндрические, конические, сфероцилиндрические, сферические, сферические эллипсовидные, сфероконические диаметром от 10 до 22 мм (рис. 3). Мелкоразмерные борнапильники изготовляют диаметром от 4 до 8 мм.
По характеру образования зубьев различают фрезерованные и насеченные борнапильники. Напильники с фрезерованными зубьями называют также борфре-зами.
Борнапильники предназначены для обработки фасонных поверхностей и выемок у матриц и пуансонов, пресс-форм для литья под давлением и т. п. Они работают со скоростями резания 80..Л20 м/мин и обеспечивают шероховатость поверхности до Ra= 1,25…0,63 мкм.
Фрезерованные борнапильники изготовляют из быстрорежущей стали Р18, а насеченные — из стали У13, У13А или ШХ15. Твердость и острота их зубьев должны обеспечивать сцепляемость с контрольной пластинкой из стали У10 или У12 твердостью не менее HRC54.
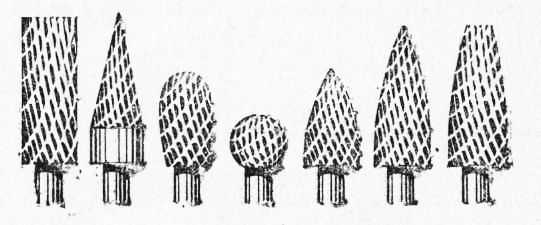
Рис. 3. Борнапильники.
Твердосплавные борнапильники называют фрезами-шарошками. Изготовляют их монолитными в двух вариантах: инструменты-коронки, закрепляемые на стальных оправках, и мелкоразмерные инструменты, выполняемые целиком (с хвостовиком) из твердого сплава.
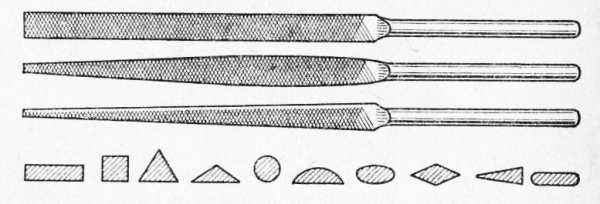
Рис. 4. Надфили.
Для эксплуатации твердосплавных фрез-шарошек необходимы быстроходные станки или установки с частотой вращения от 10 000 до 100 000 об/мин и мощностью от 0,5 до 1 кВт.
Надфили.
Надфили представляют собой один из видов мелких напильников. Они широко применяются в инструментальном производстве для обработки мелких точных деталей и труднодоступных мест деталей штампов и пресс-форм. В конструкции надфилей большую роль играет размер сечения рабочей части. Надфили тонких сечений дают возможность зачищать мел« кие отверстия, острые углы и участки профиля, ограниченные короткими линиями.
Стандарт предусматривает выпуск надфилей трех величин с общей длиной 80, 120 и 150 мм при длине насеченной части соответственно 40, 60 и 80мм (рис.4). Хвостовая часть надфилей изготовляется круглой формы диаметрами 2; 2,5 и 3 мм. По числу основных насечек на 1 см длины надфили делятся на 6 классов.
Изготовляют надфили из инструментальной стали У12А и У13А; их твердость HRC56…58.
Читать далее:
Абразивные инструменты
Статьи по теме:
pereosnastka.ru
Напильники машинные общего назначения - Энциклопедия по машиностроению XXL
В зависимости от характера поверхности, требований к ее качеству и материала опиливаемой детали опиливание производят слесарными напильниками общего назначения, рашпилями, надфилями, напильниками машинными, вращающимися или специальными. [c.741]В зависимости от выполняемой работы напильники подразделяются на следующие виды слесарные — общего назначения и для специальных работ, машинные, надфили и рашпили. [c.155]
Напильники различают по длине, назначению, профилю и насечке. Длина различных напильников предусмотрена в пределах от 100 до 400 мм. По своему назначению напильники разделяются на 1) слесарные общего назначения 2) рашпили 3) надфили 4) машинные (для опиловочных станков) 5) вращающиеся (дисковые и головки) 6) специальные. [c.399]
Напильники по назначению (ГОСТ 1465—69) подразделяют на следующие группы общего назначения специального назначения надфили рашпили машинные. [c.273]Машинные напильники (стержневые — для опиловочных станков с возвратно-поступательным движением) малых размеров закрепляют в специальных патронах, а напильники средних размеров имеют с обеих сторон хвостовики, которыми их закрепляют в центрах-держателях станков (рис. 142). Эти напильники изготовляют таких же профилей, как и слесарные напильники, с такими же видами насечек, как и напильники общего назначения. [c.68]
По своему назначению напильники разделяются на 1) слесарные общего назначения 2) рашпили 3) надфили 4) машинные (для опиловочных станков) 5) вращающиеся (дисковые и головки) 6) специальные (табл. 118). [c.233]
Опиливание может производиться напильниками, надфилями или рашпилями. Напильники подразделяются на следующие виды, слесарные общего назначения, слесарные для специальных работ, машинные, для затачивания инструмента и для контроля твердости. [c.52]
Машинные напильники (фиг. 2) применяют для работы на опиловоч-пых станках. В зависимости от размеров напнльники крепят в специальных патронах или в центрах-держателях. Поперечное сечение по всей их длине одинаково. Эти напильники имеют хвостовик с одного или обоих концов и выполняются разнообразных сечений по размерам насечки делятся, как и напильники общего назначения, на драчевые, личные и бархатные. Размеры машинных напильников — по нормалям заводов-изготовителей. [c.745]
Напильники, предназначенные для опиливания поверхностей обрабатываемого. металла, разделяются на пять групп общего назначения—для общеслесарных работ специального назначения — имеют целевое назначение и изготовляются по ведомственным нормалям надфили для опиливания точных и мелких изделий (ГОСТ 1513—67) рашпили — для обработки мягких материалов (металлов, кожи, резины и др.) машинные — для опиловочных сталков. [c.229]
Опиливание осуществляется в зависимости от характера поверхности, требования к качеству поверхности и материала опиливаемой детали слесарными напильниками общего назначения, рашпилями, надфилями, машинными вращающимися и спеш1альными напиль-никамп. [c.1005]
mash-xxl.info