Шлифовальный круг по дереву: назначение, разновидности, особенности. Наждачный круг
Алмазный шлифовальные круги - Классификация, Сферы применения
Алмазный шлифовальный круг — разновидность алмазного расходного инструмента. Используемый в ручных и автоматических (в том числе и угловых) шлифовальных машинках для доводки, заточки, хонингования и шлифования. Применяется для обработки труднообрабатываемых и твердосплавных материалов, керамических поверхностей, стекла, драгоценных, поделочных и полудрагоценных камней. Обладает оптимальным балансом прочности и хрупкости, отличается повышенной эффективностью, большим рабочим запасом и самозатачиваемостью.

Сфера применения алмазного шлифовального инструмента
Благодаря возможностям алмазного инструмента, области его использования очень широки. Трудоемкость обработки твердых сплавов снижается в несколько раз по сравнению с работой другими абразивными материалами. Заточенные с помощью алмазов инструменты работают эффективнее и не требуют обработки дольше. Для однолезвийных деталей с режущей частью из твердосплавного материала такая заточка в полтора раза повышает стойкость к изнашиванию, а для многолезвийных инструментов этот показатель еще выше.
Поверхность, обработанная шлифовальным алмазным кругом, не трескается, на ней не образуется сколов и иных дефектов. Это дает возможность обрабатывать стеклянные и керамические изделия: автомобильные секла, зеркала и многое другое.
Незаменим этот инструмент при шлифовке стекол для оптических приборов, на предприятиях, выпускающих фарфоровую, хрустальную и стеклянную посуду, при шлифовании экранов. Шлифование алмазами широко применяется в медицине при заточке ножей микротомов, скальпелей и инъекционных игл, для лечения и протезировании зубов в стоматологии.
Кроме того, алмазные шлифовальные круги используются и для правки кругов, изготовленных из других материалов.
Однако для того, чтобы полезные свойства алмазных кругов могли быть использованы в полной мере, а результат работы оправдал ожидания, требуется правильный выбор изделия среди множества разновидностей.
Конструкция шлифовальных алмазных кругов
Круги представляют собой корпус, на который нанесен слой алмазов с разной структурой. В напыление, кроме алмазных элементов входит наполнитель и связка.
Все изделия имеют различные характеристики и различаются по:
- типу и форме круга;
- размеру корпуса;
- степени зернистости;
- типу связки;
- концентрации алмазов;
- классу неуравновешенности;
- классу точности;
Кроме того, они характеризуются прочностью, твердостью, износостойкостью.
Корпус
Для изготовления корпусов алмазных кругов используются стали марок Ст3, 30, 25 и 20, алюминиевые сплавы марок Д16 и АК6 или полимеры.
Для шлифовальных кругов, имеющих форму АГЦ или А1ПП необходимы хвостовики, изготовленные из сталей У8 или У7.
Концентрация алмазов
Концентрация алмазоносного слоя, которая выражается в процентном содержании, - количество зерен в 1 кубическом миллиметре порошка, используемого в абразивном слое. Эта характеристика влияет на эффективности и экономичность работы инструмента. Концентрация находится в зависимости от зернистости - чем выше зернистость и чем тверже материал для обработки, тем больший процент концентрации алмазов требуется для работы.
Выпускаются алмазные шлифовальные круги со 150-, 100-, 75-, 50- и 25-процентой концентрацией. За 100% принимается 4,39 карата (1 карат равен 0,2г), содержащихся в 1см3, что соответствует 0,878 мг/мм³.
Этот показатель определяет производительность, режущую способность, срок эксплуатации и цену инструмента. Оптимальная характеристика зависит от площади и формы обрабатываемого материала, типа используемого инструмента, качества связки, зернистости алмазного зерна и условий обработки.
Выбор концентрации круга основывается на следующие требования:
- высокая концентрация необходима, если контактная поверхность соприкосновения обрабатываемого элемента и шлифовального круга мала (к примеру, во время круглой шлифовки), это гарантирует длительное время эксплуатации инструмента и повышает его износостойкость;
- низкая концентрация выбирается для обработки контактных поверхностей большой площади.
Зернистость
Зернистостью называют величину алмазного зерна или сростков кристаллов (этот показатель определяется толщиной, шириной и высотой, но обычно учитывается только ширина). Степень зернистости определяет чистоту поверхности после обработки, производительность работы, количество материала, снимаемого за разовый проход круга, изнашиваемость инструмента и другие показатели.
Зернистость указывается согласно ГОСТу 3647-80 и обозначается в микронах дробью, в которой числитель в микронах обозначает величину верхнего сита, а знаменатель - нижнего. Согласно международным стандартам FEPA (и ГОСТу Р52381-2005) характеристика обозначается литерой F с соответствующим числом – чем оно выше, тем меньше размер зерна.
Зернистость подбирается в зависимости от необходимой шероховатости поверхности после обработки, вида материала, величины припуска, снимаемого при проходе инструмента и т.д.
Обрабатываемая поверхность получается тем чище, чем меньший размер зерна применяется. Но мелкая зернистость не всегда предпочтительна – она дает высокую чистоту, но одновременно приводит к засаливанию инструмента и прижогу обрабатываемой поверхности. Использование мелкозернистого круга так же снижает производительность.
По фракциям зернистость различается следующим образом:
- мелкая 100/80;
- средняя 125/100;
- более крупная 200/160.
Круги с меньшим показателем применяются при завершающей доводке лезвий, ножей, резцов и других изделий, при окончательной шлифовке. Среднее звено позволяет добиться необходимой остроты режущих частей, а крупноструктурные зерна используются для выравнивания и снятия части обрабатываемой поверхности.
Целесообразно применять низкозернистые круги для уменьшения шероховатости поверхности, а более крупное зерно тогда, когда требуется увеличить производительность и при больших припусках. Чем материал менее вязкий и более твердый, тем показатель зернистости может быть больше.
Связки для алмазных шлифовальных кругов
Шлифовальные алмазные круги выпускаются с тремя видами связок: металлическими, обозначаемыми литерой М (в качестве основы выступают композиции из олова, цинка, меди, алюминия), керамические, обозначаемые литерой К (с основой из стекла, или шамота и добавлением алюминия) и органические, маркируемые литерами КБ или К (из карболита или пульвербакелита). Если применяется наполнитель, то его роль выполняет порошок из графита, меди, глинозема, электрокорунда или карбида бора.
Алмазные круги в конструкции которых используется металлическая связка, характеризуются повышенной теплостойкостью и прочностью, долго сохраняют геометрическую форму и отличаются длительным сроком службой, но быстро засаливаются. Они применяются для сошлифовки большого объема материала и его предварительной обработки. В результате получается поверхность с восьмым-девятым классом шероховатости. Наполнитель в таких кругах не используется, а рабочий слой может закрепляться на переходном стальном кольце, которое крепится к корпусу.
Свойства кругов с металлической связкой:
- высокая твердость;
- большая скорость работы и производительность;
- хорошие показатели термостойкости и теплопроводности;
- высокая производительность съёма.
Органическая связка требует использования наполнителя. Имеет незначительную твердость термостойкость и теплопроводность, но достаточно высокую производительность и скорость обработки.
Круги с органической связкой применяются при доводочных и чистовых работах, для доводки и чистовой заточки изделий из сверхтвёрдых материалов и твёрдых сплавов, при обработке медицинских и мерительных инструментов. Позволяют получить поверхность одиннадцатого и двенадцатого классов шероховатости. В отличие от кругов с металлической связкой мало засаливаются, но в три раза больше расходуют алмазы.
Инструменты с керамической связкой характеризуются алмазоникилевым покрытием, которое может наноситься как в один, так и в несколько слоев. Толщина связки составляет две третьих размера алмазных зерен. Благодаря этому кристаллы выступают над поверхностью связки, но надежно фиксируются. В результате образующаяся стружка легко удаляется с обрабатываемой площади.
Свойства кругов с керамической связкой:
- высокая режущая способность;
- доступная стоимость;
- любая геометрия;
- высокая теплопроводность.
Используются для шлифования и резки германия, кремния, ситала, иных полупроводниковых материалов, технического стекла и керамики, обработки камня. Применяется и для доводки изделия из легированных сталей, твердых сплавов, при изготовлении ручного инструмента.
Алмазные круги с металлической связкой эксплуатируются только с водяным охлаждением, со связкой органической могут работать как с охлаждением, так и без него, при этом не допускается использование щелочных растворов.
Твердость шлифовальных кругов
Показатель твердости круга не зависит от твердости алмазного покрытия. Эта характеристика обозначает возможность удерживать алмазные зерна связкой при соприкосновении с обрабатываемой поверхностью. Твердость зависит от технологии, использованной при изготовлении, формы и зернистости зерна, качества связки.
От твердости в большой мере зависит самозатачиваемость круга - его способность восстанавливать режущие характеристики после удаления или разрушения алмазных элементов. При работе режущие зерна раскалываются и выпадают, при этом начинают действовать новые алмазы, что предотвращает появления трещин и прижогов на обрабатываемой поверхности. Возможность самозатачивания уменьшается с увеличением твердости круга.
Круги подразделяются по твердости на 8 групп, обозначаемых согласно ГОСТам 19202-80 и Р 52587-2006 следующими знаками:
- ВМ1, ВМ2 F, G - весьма мягкие;
- H, I, J, М1, М2, М3 - мягкие;
- K, L, СМ1, СМ2 - среднемягкие;
- M, N, С1, С2 - средние;
- O, P, Q, СТ1, СТ2, СТ3 - среднетвердые;
- R, S, Т1, Т2 – твердые;
- T, U, ВТ - весьма твердые;
- X, Y, Z, V, W, ЧТ - чрезвычайно твердые.
Выбор твердости определяется формой детали и необходимой точностью шлифования, видом обработки, типом используемого инструмента, свойствами материала. Отклонения характеристики от оптимальной может привести к появлению трещин и прижогов (если твердость выше необходимой) или к изменению геометрии круга и его износу (если твердость недостаточна). Особенно важно соблюдать правила по подбору круга по твердости при работе с изделиями из твердых сплавов.
Повышенная твердость круга потребуется, если требуется соблюдать высокую точность размеров и форм. Если в процессе работы применяются смазочно-охлаждающие жидкости, твердость может быть выше, чем при шлифовке «всухую».
Класс точности
Точность геометрических форм и размеров алмазных кругов соответствует трем классам и обозначается как: Б, А или АА. Менее ответственные операции проводятся инструментов класса Б, класс А относится к более качественному и точному. А высокоточные круги АА предназначены для использования на многокруговых и высокоточных станках или автоматических линиях. Ему соответствуют круги, характеризующиеся однородностью зернового состава, точностью геометрических параметров и высокой уравновешенностью алмазного состава, при изготовлении которых применяются лучшие сорта материалов.
Класс неуравновешенности
Показатель неуравновешенности массы алмазного шлифовального круга зависит от равномерности абразивной массы, точности формы, качества прессования и других параметров, приобретаемых при изготовлении. Выпускаются инструменты четырех классов неуравновешенности (обозначаются цифрами от 1 до 4). К точности балансировки в сборе этот показатель не относится.
Виды работы: с охлаждением и без него
Шлифование с водяным охлаждением предпочтительнее, так как в этом случае могут применяться более сильные условия обработки, а сам круг меньше изнашивается. Так же это уменьшает возможность появления прижогов и других термических повреждений обрабатываемой поверхности. В качестве охлаждающих жидкостей для шлифовальных кругов используется не вода, а 1-5% эмульсии.

Для кругов с металлической связкой рекомендуется использовать замасливатель БВ, 1,5-3%-ную эмульсию, получаемую из эмульсиона НГЛ-205, либо из ємульсиона «Аквол 10». Для кругов с органической связкой применяется 3% эмульсия из индустриального масла, кальцинированная сода в виде 0,5:1,0%-ного раствора, 0,1% смачиватель ОП10 или ОП7, или эмульсия, получаемая из бура, нитрата натрия, триэтаноламина и тринатрийфосфата.
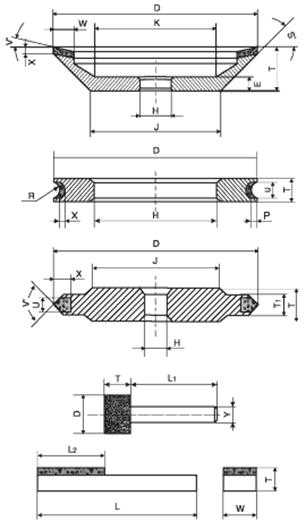
Геометрические параметры кругов
Шлифовальные круги характеризуются размерами, среди которых: диаметры отверстия и наружный, высота профиля, ширина алмазного слоя и др. Геометрические параметры алмазных шлифовальных кругов обозначаются согласно стандартам FEPA, относящимся к инструментам, изготавливаемым из алмазного порошка. К каждому элементу оборудования относится свое буквенное обозначение:
- наружный диаметр изделия - D;
- толщина базовой части корпуса - E;
- диаметр посадочного отверстия - H;
- диаметр опорного торца - J;
- диаметр внутренней выточки - K;
- общая длина бруска -L;
- длина хвостовика - L1;
- длина алмазоносного слоя - L2;
- радиус - R;
- внешний угол корпусного конуса - S;
- общая высота круга - T;
- толщина рабочей части - T1;
- высота алмазоносного слоя (если T=1 или
- ширина рабочей части алмазоносного слоя – U1;
- рабочий угол - V;
- ширина слоя - W;
- толщина алмазоносного слоя - X;
- диаметр хвостовика - Y;
- вогнутость рабочего слоя - P.
Данная продукция сертифицируется согласно ГОСТу Р 50460-92, а описывается по ГОСТу 24747-90.
Виды шлифовальных алмазных кругов
Шлифовальные алмазные круги изготавливаются в соответствии с требованиями ГОСТа 2424, включающего больше 30 видов, различающихся по геометрии. Круг может быть прямого профиля, коническим, кольцевым, с одно- или двусторонней степенью выточки, с односторонней ступицей, тарельчатым и т.д. Каждый из основных видов обозначается своим идентификационным номером:
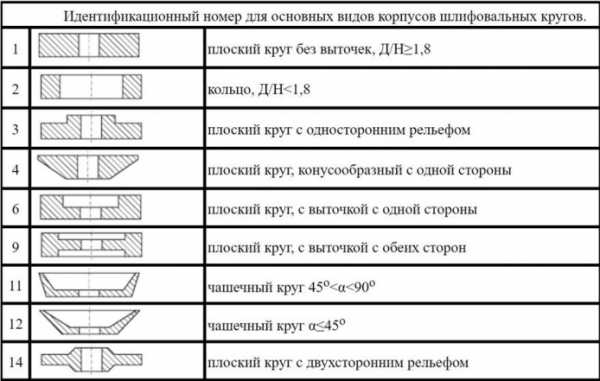
Круги прямого профиля изготавливаются в форме плоских дисков с алмазным слоем в торце. Применяются для обработки поверхностей, которые требуют получения выдержанной плоскости.

Чашечные круги изготавливаются в виде чашки и используются для шлифовки и конечной отделки слабо поддающихся обычной обработке материалов: стекла, камня, керамики, твердых сплавов.
Тарельчатые диски (с небольшим углублением) применяются при обработке стали, чугуна, художественного стекла, для удаления лакокрасочных покрытий, заточке пил с твердосплавными напайками и т.д.
Описания некоторых из наиболее распространенных шлифовальных кругов:
- 14A1 (А1ПП) – плоский цилиндрический, с размерами D 6-13 H 6-10 S 2-4, предназначен для шлифования конических и цилиндрических глухих и сквозных отверстий;
- 1А1 (АПП) - плоский прямого профиля, с размерами D 16-500, H 2-50, S 2-5, для шлифовки заточки и доводки конических и цилиндрических поверхностей, твердосплавных деталей;
- 6А2 (АПВ) - плоский с выточкой, с размерами D 80-300, H 18-32,S 1,5-5, для плоской заточки, шлифования и доводки;
- 9A3 (АПВД) - с двусторонней выточкой, с размерами D 100-250, H 6-25, S 1-5 для доводки, заточки и шлифования режущих частей твердосплавных инструментов;
- 12V5-45 (АЧК) - чашечный конический, с размерами D 50-250, H 20-52, S 1,5-5, для шлифования, доводки и заточки твердосплавных инструментов;
- 11V9-70 (А1ЧК) - чашечный конический, с размерами D 50-150, H 20-40, S1,5-5, для шлифования в углах деталей и работе с твердосплавными инструментами, камнем и стеклом;
- 1EE1 (А2ПП) - с коническим двусторонним профилем, с размерами D 125-250, H 6-20, S 2-4, для обработки выступов торцов цилиндрических поверхностей, шлифования пазов и шлицев;
- 1F6V 1FF6V (А5П) - с профилем полукругло-выпуклой формы, с размерами D 50-150, H 2-32,S 2-7, для шлифования кругло-вогнутых канавок и поверхностей;
- 1A1R (АОК) - алмазный шлифовальный круг отрезной, с размерами D 50-400, H 0,5-2,5, S2,5-5 , для резки деталей и заготовок из керамики, закаленных сталей и твердых сплавов.
Как выглядят геометрические формы различных алмазных дисков можно рассмотреть в таблице:
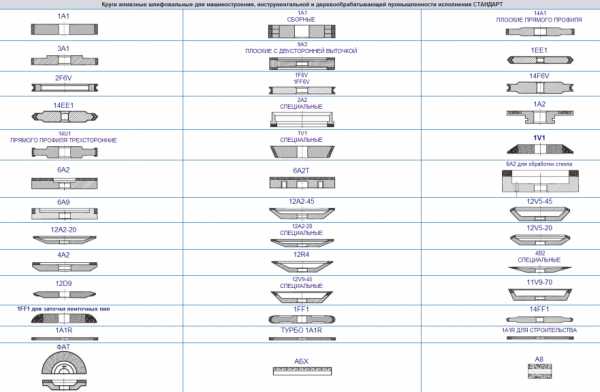
Тип и размеры круга выбираются, исходя из вида и конфигурации шлифуемых поверхностей, а также характеристики используемого оборудования или инструмента.
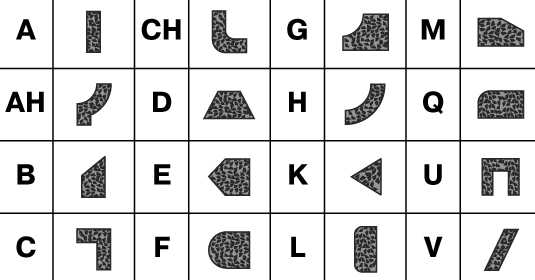
Форма и ширина алмазного слоя
Каждый круг имеет алмазный слой определенной формы и ширины. Большая ширина потребуется при работе «на проход». Шлифовка методом «врезания» требует ширины, соизмеримой с шириной поверхности, к которой будут прикладываться усилия, иначе после обработки появляются уступы.
Выбор формы сечения так же зависит от поставленных задач и формы обрабатываемой поверхности. Сечение алмазного слоя обозначается определенной буквой, которую можно найти в таблице:
Различаются шлифовальные круги и по диаметру, но выбор диаметра зависит как от применяемого инструмента, так и от обрабатываемой детали и необходимого результата. Так же при работе с алмазным шлифовальным инструментом требуется учитывать количество оборотов шпинделя на конкретном оборудовании.
Маркировка алмазных шлифовальных кругов
Круг алмазный 12А2-45 (АЧК) 150x20x5x32 AC4 160/125 B2-01 100%

При правильном подборе круга и соблюдении требований, предъявляемых к конкретному виду работ, такой инструмент позволит значительно повысить скорость выполнения и производительность работ, сэкономит финансовые средства, а сам инструмент будет сохранять работоспособность длительное время.
instrumer.ru
Как выбрать абразивный круг?
Основное предназначение абразивных кругов — точная и быстрая резка изделий из стали, цветных металлов и чугуна, например металлических листов, труб, уголков, арматуры и т. д. Помимо резки, при помощи круга делают прорези и пазы различных глубины и формы, зачищают металлическую поверхность от дефектов и неровностей. Круги также можно применять для периодического разрезания кирпичей, листов шифера, материалов из бетона, керамики и гипсокартона.
Скорость вращения абразивного круга очень велика (обычно порядка 8о м/с). Поэтому важно правильно выбрать и верно использовать абразивный круг. Тогда процесс резки будет безопасным, а результат — качественным.

Технологические основы абразивных кругов
Отрезной круг представляет собой тонкий диск, выполненный из смешанной и спрессованной массы абразива. Слово это произошло от латинского abradere, что значит «соскабливать». Круги выполняют из твердого мелкозернистого (абразивного) материала, чаще всего электрокорунда (реже — карбида кремния). Микроскопические частицы такого материала из-за своей острой формы выступают над плоскостью кромки круга и срезают (соскабливают) очень тонкую стружку. Таким образом и происходит резка металла. При работе с неметаллическими поверхностями, в частности кирпичом или бетоном, абразив выдалбливает из них мелкие частицы, разрушая материал вдоль линии реза.
К абразивным можно отнести и алмазные круги. Однако в их основе находится металлический диск, на кромку которого нанесены алмазные насадки. Абразивный же круг целиком состоит из мелкозернистого материала, поэтому и получил такое название. В домашнем хозяйстве алмазные круги вряд ли пригодятся: стоят они в несколько раз дороже, их надо периодически охлаждать водой. Конечно, такие круги более долговечны, но при нерегулярном применении в быту это преимущество перестает быть важным.
Зато абразивные круги не только не нуждаются в дополнительном охлаждении, но и обладают способностью к самозатачиванию. По мере использования, за счет разрушения и выгорания частиц абразива и связок между ними, такой круг уменьшается в размере. Но его острота остается практически прежней.
Сами по себе абразивные круги не являются режущим инструментом, но выступают в качестве рабочей насадки. В быту для их применения удобнее всего использовать угловую шлифовальную машину (УШМ, более известную как «болгарка»). Для присоединения к инструменту в центре каждого круга есть специальное посадочное отверстие.
Правила выбора абразивных кругов
Подбирая абразивный отрезной круг, следует внимательно ознакомиться с надписями и обозначениями. Серьезные производители наносят их в довольно большом количестве. Первое, что надо проверить — тип применяемого оборудования. Есть круги, которые предназначены для установки на стационарные станки и обозначены соответствующей пиктограммой. В домашнем хозяйстве требуются абразивные круги для ручных инструментов. Далее нужно проверить следующие параметры: Зернистость абразива (то есть размер частиц). Она может составлять до 2000 мкм (а порой и более). Однако производители обозначают ее при помощи специальной маркировки, причем нередко своей собственной. В этом случае следует проконсультироваться о принципах соответствия у продавца. Общепринятой является система FEPA, в которой зернистость обозначают латинской буквой «F» с числом от 4 до 1200. Чем меньше число, тем больше размер частиц. В быту пригодятся круги меньшего диапазона зернистости: с крупным, грубым зерном (F16-24), средним (F30-60) и мелким (F70-220). Чем крупнее частицы, тем быстрее можно резать металл, особенно большой толщины. Но для точного и качественного вырезания пазов и углублений нужны круги с малым зерном.
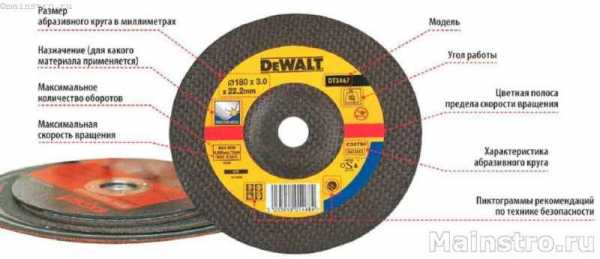
Диаметр отрезного круга. Здесь все просто — он должен соответствовать «болгарке». В продаже есть круги размером от 80 до 500 мм, но бытовые УШМ выпускаются под круги диаметром 115,125, 150, 180 и 230 мм. Принцип соответствия аналогичный: чем больше диаметр, тем легче отпилить толстую металлическую деталь. «Болгарки» с кругами 125-150 мм считаются универсальными. Такие электроинструменты вполне позволят справиться с бытовыми задачами по разрезанию металла, при этом весят они ощутимо меньше, чем мощные устройства под круг 230 мм. При покупке надо проверить и соответствие диаметра посадочного отверстия круга (он бывает 22 и 32 мм).
Отрезные круги с диаметром 80 и 100 мм и посадочным отверстием 10 мм предназначены для установки на электродрель.
Высота круга (то есть толщина W его кромки) бывает от 1 до 5 мм. Чем она меньше, тем проще резка и меньше количество отходов. Однако ускоряется износ круга.
Скорость вращения круга при работе «болгаркой» не должна превышать максимально допустимое для него значение. Его также указывают на поверхности круга. Причем многие производители не только пишут числа, но и используют цветовую схему. Поперечная полоса белого цвета соответствует максимальной скорости до 25-35 м/с, синяя — до 45-50 м/с, желтая-до 60 м/с, красная — до 80 м/с, зеленая — до 100 м/с. Для большинства случаев и почти всех бытовых «болгарок» надо применять «красные» отрезные круги. Но если предстоит обработка детали из нержавеющей стали, следует приобрести «синий» диск. . На поверхности круга зачастую можно увидеть пиктограммы, изображающие камень, армированный бетон, керамическую плитку, тот или иной вид металлических изделий и т. д. Это значит, что отрезной круг имеет узкую специализацию, предназначен для работы именно по таким поверхностям.
Есть и универсальные круги. Многие производители в виде пиктограмм предупреждают пользователей о правилах техники безопасности. Рисунки могут напоминать о необходимости работы в наушниках, защитных очках, с респиратором и т. д.
Сама поверхность круга может быть плоской, но с выступающими абразивными зернами, или более гладкой, но рифленой, с неглубокими канавками круглой формы. Во втором варианте меньше мощность, которую «болгарка» расходует при выполнении резки, но выше цена.
Наконец, большинство производителей обозначает на обрамлении вокруг посадочного отверстия срок годности абразивного круга. Продавцы нередко продают изделия с истекающим периодом пригодности по сниженным ценам. Но во избежание поломок и риска для здоровья таких приобретений лучше избегать.


Рабочие рекомендации
Для обеспечения качественной и долговечной работы с абразивным отрезным кругом следует придерживаться ряда правил и советов:
- Хранить круг нужно только в сухом помещении. Ни в коем случае нельзя оставлять его на улице
- Металлические детали перед порезкой лучше закреплять только с одной стороны. В противном случае они могут немного деформироваться от нагрева и заклинить круг
- Толщина разрезаемой металлической детали должна быть не больше 1/6 диаметра отрезного круга. Если не соблюдать это требование, круг будет испытывать перегрузки, излишне греться и достаточно быстро терять свои размеры. Соответственно, чем больше степень износа абразивного отрезного круга, тем меньшую глубину реза можно выполнить с его помощью.
- При использовании для резки отрезных кругов с разной зернистостью нужно изменять и подачу инструмента (то есть давление, оказываемое человеком на инструмент при работе): при уменьшении зернистости — снижать и подачу, при увеличении — повышать
- Резку металлической детали нужно осуществлять со скоростью порядка 20-80 см/мин. Конечно, точно соблюдать это требование в домашних условиях сложно, но хотя бы примерно — обязательно. При слишком малом или слишком большом перемещении «болгарки» возрастает выделение тепла при резке, что ускоряет износ круга и может также привести к его заклиниванию
- В случае появления интенсивного искрения и чрезмерного нагрева круга работу нужно прекратить (приподнять «болгарку») на 10-15 с
После этого работу можно продолжить, но прилагая меньше усилий.

Безопасность работы
Резка материалов при помощи абразивного отрезного круга и «болгарки» — дело эффективное, быстрое, но и весьма опасное. Поэтому очень важно не забывать о мерах предосторожности. Прежде всего, они касаются самого инструмента. Еще при покупке «болгарки» нужно проверить наличие защитного кожуха, качество выполнения и прилегания всех деталей, особенно пластиковых, отсутствие трещин, вмятин и т. д.

В процессе самой работы очень желательно надевать очки. Причем не стеклянные, а из толстого пластика. Еще лучше, если они будут с резиновым уплотнением по периметру. Все это обеспечит надежную защиту глаз. Также надо использовать плотные строительные перчатки. Полезны спецовка и закрытая высокая обувь. В целом, все сводится к необходимости максимальной защиты человека от попадания искр.
Кроме того, нужно позаботиться о том, чтобы место работы было сухим и хорошо освещенным. Само собой, нельзя работать под дождем. Желательно использовать хороший верстак или тиски, закрепленные на надежном столе. Чтобы деталь во время резки не вибрировала, стол или верстак должны стоять на твердой и ровной поверхности. Подавать инструмент следует сверху вниз, с усилием, но без рывков.
Наконец, важно регулярно проверять состояние отрезных кругов. Большая изношенность приводит к необходимости увеличения мощности при работе «болгарки» и снижает ее ресурс.
Шлифование
Абразивные круги используют не только для резки, но и для шлифования материалов. Правда, для этого следует покупать специальные зачистные круги. Обычно они рассчитаны на работу с предельной скоростью вращения до 10 000-11 000об./мин. Но снижение этого числа до 2500-3000 об./ мин позволяет получить более универсальный инструмент, с помощью которого можно шлифовать не только металл, но и дерево, каменные и бетонные материалы, окрашенные поверхности и т.д. Рекомендую также при приобретении «болгарки» выбирать модели с мощностью порядка 1400-1500 Вт. Использование менее мощных инструментов может приводить к их перегрузке и преждевременному выходу из строя, а применение более сильных малоэффективно в домашних условиях.
Внимание при покупке дисков для болгарки
Подходящий по всем параметрам круг нужно тщательно осмотреть. При наличии видимых следов повреждений и сколов покупать его, конечно, не следует.
Дома, перед тем как использовать купленный отрезной круг в полную силу, его надо прокрутить на холостом ходу «болгарки» порядка 5 минут. Кожух с инструмента при этом снимать не нужно и нужно держать УШМ рукояткой к себе. Все это требуется для проверки круга на предмет наличия микроскопических трещин и сколов, которые могут образоваться при транспортировке. При работе на полном ходу такие повреждения способны привести к разрыву круга и разлету осколков.
mainstro.ru
Шлифовальные круги и диски для болгарки по дереву и металлу
Содержание статьи:
Среди строительных инструментов болгарка выделяется своей универсальностью. Поменял насадку — и режущий инструмент превратился в шлифующий. Под силу любые виды работ, при которых необходимо использовать вращательное движение. Разберемся с ассортиментом и назначением одной категории насадок — шлифовальными кругами.
Виды насадок

алмазные круги для полировки гранита
Насадки для болгарки различаются формой, толщиной, диаметром, материалом изготовления и делятся на четыре группы:
- отрезные;
- полировальные и шлифовальные;
- для заточки;
- обдирочные насадки.
Наиболее обширной и широко используемой группой являются отрезные диски. Чаще всего приобретают расходники для работ по дереву, камню, металлу, алмазные круги. Поперечник инструмента может составлять от 115 до 230 мм, толщина 1 — 3,2 мм, чем больше диаметр, тем толще диск. На режущую поверхность инструмента по камню наносятся специальные абразивы. Диски по дереву и металлу желательно использовать вместе с устройством для стационарной установки болгарки, иначе работа может стоить нескольких пальцев. Предпочтительнее работать с мелкозубчатыми дисками.
Алмазные режут любые материалы, обычно используются во время укладки керамогранита, кафеля, железобетона. Кромка алмазного круга может быть рваной или сплошной, а величина алмазных частичек: крупнее или мельче.
На упаковке к каждому диску указаны рекомендации по использованию. Хотя с финансовой точки зрения выгоднее приобретать универсальный инструмент, производительность его будет ниже, чем специализированного.
Шлифовальные и полировальные круги
Шлифовальные выполняют следующие виды работ:
- шлифовка;
- очистка;
- обдирка;
- устранение ржавчины;
- полировка.
Это наиболее многочисленная группа насадок, которые могут быть:
- со сменными кругами из наждака;
- с губчатой поверхностью;
- войлочными;
- тканевыми.
Чаще всего для работы на таких кругах требуется шлифовальная паста или жидкость с мелкими абразивными частичками. Первичная шлифовка металла проводится на кругах с малоабразивной поверхностью, чистовая — на войлочных, тканевых. Разнообразные поверхности шлифовальных кругов позволяют довести обрабатываемый материал до любой степени гладкости будь то металл или дерево. Они настолько удобны, что используются в автосервисах для полировки кузовов автомобилей.
К неабразивной категории шлифовальных кругов относят:
- чашечные;
- лепестковые;
- фибровые;
- корд щётки.
Лепестковые насадки предназначены для обработки древесины, например, отшелушивания старого покрытия.
Чашечные круги используются при работах по бетону и камню, реже по металлу. Углошлифовальная машина малой мощности не справится с таким инструментом и быстро перегорит. Поэтому их устанавливают только на мощные болгарки. Кроме этого, изогнутая форма позволяет подобраться к труднодоступным участкам. Шлифовка производится более аккуратно, так как не выпирает фиксирующая гайка.
Диски для заточки и обдирочные насадки

абразивный круг для зачистки ржавчины
Эту категорию кругов и насадок можно разделить на три части:
- заточные абразивные диски;
- витые шарошки;
- обдирочные алмазные.
Заточные абразивные используются для заточки инструмента, зачистки мест сварки. Они достаточно толстые (от 5 мм), на внутренней поверхности есть углубление. Пример — фибровые диски, очищают места сварки от окалины, хорошо снимают следы окисления. Алмазные обдирочные насадки работают только с камнем или бетоном.
Витые шарошки, они же корд щётки из металла или проволочные щетки различаются размерами и формой, максимальной скоростью вращения. Чаще всего они применяются для удаления следов окисления металла, браширования дерева.
Выбор шлифовального круга
При выборе круга для болгарки важны следующие моменты:
- диаметр диска должен соответствовать максимально допустимому для конкретного инструмента. В противном случае расходник может разрушиться из-за превышения предельно допустимой скорости вращения. Мощности инструмента может не хватить для вращения большого круга. При использовании большого диаметра необходимо снять защитный кожух, а это опасно для здоровья рабочего;
- обрабатываемый материал: желательно предпочесть специализированные диски универсальным, например, по дереву;
- предельно разрешенная линейная скорость: сведения о ней нанесены на упаковку или боковую поверхность расходника. Режим работы болгарки подбирается в зависимости от этого показателя.
Обзор и тестирование шлифовального диска, изготовление войлочного диска своими руками:
stanokgid.ru
характеристики, особенности, сфера применения, разновидности
Абразивные шлифовальные круги часто используют для обработки металлических изделий, прежде чем они приобретают законченный вид. Это необходимо, чтобы получить идеально гладкую поверхность.

О сфере применения

Предметы и изделия проходят полировку не только для того, чтобы приобрести более привлекательный внешний вид. Этот процесс часто необходим с технической точки зрения. В бытовых условиях такой процесс проводят для предметов интерьера, мебели.
В производственной сфере полировка применяется для механизмов, без которых выполнение той или иной работы перестаёт быть возможным. В данном случае незаменимым помощником и становится круг чашечный шлифовальный.
Какой материал можно полировать
Полирование становится важным моментом для узлов, которые всё время находятся в движении. Трение должно быть сведено к минимуму, для этого отдельные детали как следует пригоняются друг к другу, сглаживаются.
Для шлифовки применяют различные материалы, включая:
- Древесину.
- Пластик.
- Камень.
- Металл.

Шлифовальные камни стали обязательным дополнением для многих станков, используемых в заточке.
Поскольку инструмент используется в различных целях, то и формы его бывают разными. Металлические детали предполагают, что не только сглаживается сама поверхность, но и счищаются следы от ржавчины. Задача станет невозможной, если не использовать круг алмазный. Съёмные насадки облегчают создание различных выемок и пазов в разных материалах: в мягких сплавах, внутри бетонных стен, поделочного камня, цветных металлов. Благодаря этому процесс шлифования облегчается.
Так же используют
Среди ювелиров инструмент так же пользуется популярностью, ведь их работу без шлифовки вообще невозможно представить. То же касается мастеров, проводящих обработку камня различных пород. У них часто встречается и обычный алмазный диск, 45-миллиметрового и других диаметров.
На дрель можно устанавливать различные типы насадок. Они становятся незаменимыми помощниками при осуществлении работ по ремонту и отделке. Как и сам круг шлифовальный чашечный конический.
О разновидностях кругов
Чтобы работа была выполнена правильно, надо сначала решить, какой вид шлифования используется в том или ином случае. Тогда и абразивные насадки будут соответствовать будущим условиям эксплуатации.
Среди главных критериев для выбора – материал, ставший основой для поверхности, требующей обработки; характер самих действий.
- В бытовых условиях покупатели предпочитают приобрести круги шлифовальные 12а2, снабжённые прямыми, либо кольцевыми профилями. Такой вариант актуален на малых станках для шлифовальных металлов, при проведении заточных операций. Такие круги помогут обработать камень, стекло, фарфор. Обработка материалов допускает использование плоских насадок, к которым добавляют одно-,двухсторонюю выточку. Такой инструмент способствует облегчению обдирочных работ.
- Конические круги 12а2 – одна из самых распространённых разновидностей. Такие изделия бывают обычными, либо двухсторонними. Сфера применения – все работы, описанные выше. Теперь не доставит труда создать выемки.
- Чашечные круги, либо модели с тарельчатыми насадками – облегчает обработку материалов с различными основами. Частое дополнение к таким инструментам – напыление из алмазов, насадки из цельного металла. Чашечный круг алмазный похож на разновидность инструмента с прямым профилем и конической выточкой. Главная особенность – расположение торца под прямым углом по отношению к боковой плоскости.
Материалы используемые при изготовлении
Достаточно широк ассортимент шлифовальных кругов в зависимости от типа абразива. Используется не только стандартное алмазное покрытие. Электрокорунд – ещё один вариант, получивший широкое распространение. Он помогает изготавливать так называемые цельные насадки. У них отсутствуют запрессованный сердечник вместе с основанием.
Карбид кремния так же относится к популярным материалам. Такие круги могут быть чёрными, либо зелёными. Зелёный вариант отличается большей хрупкостью. Хотя наждачные поверхности имеются и у него.
Эльбор –один из абразивов с повышенной прочностью. В основе у данного материала – кубический нитрид бора. Термоустойчивость материала выше, чем у алмаза, обычная прочность находится примерно на том же уровне. Размеры используются обычные.
Круги: бакелитовые и вулканические разновидности

Алмазное напыление – вариант с повышенной прочностью, но его стоимость доступна далеко не всем. На металлическую основу алмазы наносятся очень тонким слоем. Другой способ используют для того, чтобы сформировать абразивный инструмент. Иногда в этом направлении применяется специальный керамический состав, который становится связующим элементом.
У большей части компонентов неорганическое происхождение. Это касается кварца, глины и так далее. При формировании круга 12а2 выбирается отдельный абразив, с которым в измельчённом виде соединяются другие компоненты. Изделия в готовом виде приобретают повышенную прочность. Но и показатель хрупкости соответствующий, данная характеристика особенно важна, когда приобретают чашку.
Свойства и особенности в работе
Бакелитовые насадки на современном рынке также пользуются повышенным спросом. Они получили своё название из-за используемого наполнителя. Это бакелит, разновидность смолы искусственного происхождения. Благодаря данному связующему компоненту инструмент становится достаточно упругим. И приобретает своеобразную эластичность. Но износостойкость снижается, ведь зёрна в структуре закрепляются слабее, если сравнить с керамическими основами жёстких разновидностей.

Использование жёстких основ с высокой прочностью часто приводит к тому, что шлифуемый металл перегревается. Поверхность обрабатываемого материала словно обжигается после этого. Но подобный недостаток отсутствует у бакелитовых вариантов. Они мягче, из-за чего металл нагревается слабее. При обработке детали затачивание происходит в автоматическом режиме.
Вулканитовое связующее делает инструмент ещё более мягким. Синтетический термообразующий каучук в данном случае – главный компонент. В названии уже отражено применение вулканизации при производстве подобных инструментов. По сравнению с керамическим абразивом, данная разновидность для покупателей дороже. Но и износостойкость после покупки удивляет только приятно. Как и размеры.
Советы по выбору кругов
Хорошо заранее узнать, какими особенностями и характеристиками обладает точильный станок, в дополнение к которому приобретается круг алмазный. Здесь важными характеристиками становятся:
- Возможность регулировки.
- Рабочие обороты.
- Показатели мощности. Размеры также надо учитывать.
Соответствующий тип наждака подбирается для каждой из поверхностей.Нельзя просто взять круг алмазный, оказавшийся под рукой. Проверка соответствия между наждаком и материалом для обработки – обязательный этап.
Рекомендации специалистов, на что стоит обратить внимание
Надо заранее узнать, потребуется ли для работы процессы вроде охлаждения, смазки рабочей поверхности у круга 12а2. При игнорировании требований от самих производителей абразива испортить можно как инструмент, так и поверхность, которая проходит обработку. Первыми используются зёрна крупных габаритов. К тонкой полировке мелкозернистым вариантом переходят постепенно. Правильный подбор инструментов позволит добиться результатов, даже если работа выполняется непрофессионалами, в домашних условиях. Размеры деталей и инструментов стандартны.Если круг алмазный износился, не стоит сразу списывать его в утиль. Существуют дополнительные инструменты, позволяющие восстановить изделие.
Для чего подходят Электрорундовые круги
Электрорундовые круги 12а2 подходят для:

- Металлов, не являющихся твёрдосплавными.
- Композитных материалов.
- Затачивания инструментов в бытовых условиях.
При продаже инструменты имеют синий или оранжевый, белый цвет. В них используется абразив малой твёрдости, что облегчает работу с мягкими материалами. Перегрев с окаливанием приспособлениям не страшны. Полировка и заточка выполняются на высоком уровне качества. Из недостатков – износ происходит слишком быстро, неравномерная обработка приводит к потере формы.
Что лучше обработать Карбид кремнием
Карбид кремния станет незаменимым помощником при следующих операциях:

- Обработка первичного либо чернового характера.
- Избавление поверхности от неровностей.
- Работа со сварными швами.
- Заточка инструментов из твёрдых сплавов. Размеры деталей значения не имеют.
Подведем не большой итог
Абразивы второй группы отличаются высокой устойчивостью, они долгое время сохраняют привлекательный внешний вид. Выработка в виде канавок на поверхности не образуется, даже при работе с материалами повышенной твёрдости.
Наконец, вулканическая основа рекомендуется к применению во время финишной обработки. Фактически, изделия с такой основой становятся настоящими полировальными дисками, имеющими большую жёсткость по сравнению с войлоком.
vsebeton.ru
видео-инструкция по монтажу своими руками, особенности лепестковых изделий для болгарки, цена, фото
Все фото из статьи
Шлифкруги по дереву для болгарки и дрели нашли широкое применение в обработке древесины. Они используются в производстве мебели, деревянных строительных материалов, а также прочих изделий и деталей. Мы расскажем об особенностях шлифовальных кругов различных модификаций.

Лепестковые шлифовальные круги по дереву для болгарки позволяют обрабатывать любые деревянные поверхности.
Круги для шлифовки древесины
Назначение

На фото – процесс шлифовки шпунтованной доски.
Обработка древесины включает различные операции, в том числе фрезерование, резку, строгание и шлифовку. Шлифовка, как правило, является финишным этапом обработки и направлена на создание гладкой и красивой поверхности.
При работе своими руками наиболее часто используют шлифовальные круги с абразивным покрытием, которое может состоять из уложенных внахлест лепестков наждачной бумаги или иметь цельную форму с наклеенным на плоскость круга слоем абразива.

Шлифовальные круги на липучке 125 по дереву во время ремонта паркета.
Круги предназначены для выполнения таких операций:
- Черновая обработка древесины, зачистка грубого верхнего слоя. Применяется для обработки нестроганой деревянной доски или бруса;
- Зачистка мест резки от торчащей стружки, выравнивание кромок и срезов;
- Тонкая шлифовка деревянных поверхностей вагонки, половой доски, паркета, деталей мебели и т.д.;
- Реставрация старых потемневших поверхностей путем снятия верхнего слоя, часто используется при ремонте полов и стен, бревенчатых срубов, старинной мебели;
- Удаление слоев краски, лака и других отделочных материалов. Снятие старых покрытий с помощью шлифкругов является наиболее аккуратным и простым;
- Тонкая подгонка соединений с шипами и пазами, врубками, окнами и карманами.

Шлифовальный лепестковый круг по дереву на болгарке.
Важно!Круги можно использовать на таких инструментах, как угловая шлифовальная машина, электродрель, орбитальная эксцентриковая шлифмашина для дерева.За счет различной зернистости, размеров и способов использования с помощью кругов можно решать самые разные задачи.
Разновидности

Лепестковый круг для шлифовки дерева надевается на шпиндель УШМ.
Существуют самые разные типы шлифовальных кругов. Они могут различаться типом абразивного материала, размерами, расположением рабочей плоскости, способом фиксации на инструменте, типом инструмента.
По расположению рабочей плоскости бывают торцевые (тарельчатые) и барабанные насадки. У первых рабочая поверхность находится перпендикулярно оси вращения, у вторых – параллельно вокруг нее.

Барабанный шлифовальный круг для дрели по дереву.
По типу инструмента круги подразделяются на насадки для болгарки, дрели или орбитальной машинки. В зависимости от инструмента различается и способ фиксации насадки.
В качестве абразивного материала чаще всего используется наждачная бумага, но существуют круги с металлической или полимерной щеткой, зубьями и другими поверхностями.
Важной характеристикой инструмента является степень зернистости абразива, в зависимости от которой могут выполняться те или иные операции. Рассмотрим основные классы зернистости:
| Класс зернистости | Номер | Назначение |
| Крупный | 40 — 60 | Обдирание старой краски или лака, грубая обработка нестроганых поверхностей |
| Средний | 60 — 80 | Снятие верхнего слоя со старой древесины, подгонка краев и соединений, зачистка линий обреза |
| Мелкий | 100 — 120 | Тонкая обработка, шлифовка поверхностей, подготовка к покраске и лакированию |
Насадки для болгарки имеют тарельчатый тип и для крепления оборудованы отверстием в центре наподобие отрезных кругов по металлу. Отверстие насаживается на шпиндель шлифмашины для дерева и круг фиксируется зажимной гайкой. Чаще всего абразив нанесен в виде лепестков, что и дало название этому типу насадок.

Круг для шлифовки дерева на болгарку надевается классическим способом.
Круги для дрели могут быть барабанными или тарельчатыми. Тарельчатые круги чаще всего имеют гибкую резиновую основу или мягкую прокладку между кругом и абразивом, это необходимо для сглаживания наклонов оси при работе. Также для этих целей применяют гибкое крепление штыря, который служит для фиксации в патроне дрели.
Существуют и специальные орбитальные эксцентриковые машинки для шлифовки древесины. Они используют наждачные круги, которые наклеиваются на тарелку из фибры, пластмассы или резины. Цена таких машин выше, но и качество работы, соответственно, тоже.

Абразив на орбитальную машинку клеится на липучке.
Важно!Инструкция не делает жестких различий при выборе того или иного инструмента.Все решает опыт и личные предпочтения мастера.
Меры предосторожности

Мастер на фото сделал все правильно – надел перчатки, очки, респиратор и одежду с рукавом.
Во время обработки дерева ручным инструментом важно соблюдать меры предосторожности и технику безопасности. Особенно это касается болгарок, ведь частота вращения круга достигает 13 000 оборотов в минуту.

Защита лишней не бывает.
Обязательно следует защищать глаза, руки и дыхательные пути, для чего используют следующие средства:
- Строительные защитные очки или маски;
- Рабочие перчатки из ткани или брезента;
- Респираторы или марлевые повязки;
- Робу с длинным рукавом;
- Различные защитные кожухи для инструмента, системы отсоса и удаления стружки и пыли.

Качественные модели шлифмашин оборудованы пылесосами для удаления опилок.
Важно!Во время работы болгаркой с использованием жестких насадок оператор должен находится в зоне, не пересекающейся с плоскостью разлета осколков при разносе круга в процессе вращения.
Вывод
Шлифование дерева с помощью специальных насадок – наиболее удобный способ ручной обработки изделий. Видео в этой статье поможет вам лучше разобраться в тонкостях использования инструмента и технике производства работ.
rubankom.com
Шлифовальные круги | Абразивные инструменты
Абразивные инструменты изготовляют различными по форме и размерам. При обработке стекла и стеклоизделий используют шлифовальные круги (рис. 8), изготовленные в виде тела вращения, а также сегментные сборные круги (рис. 9), состоящие из отдельных сегментов, закрепленных на корпусе круга.
Кроме зернистости и связки абразивные инструменты характеризуются структурой, твердостью, износом и скоростью изнашивания, режущей способностью, рабочей скоростью, классом точности и другими свойствами.
Структурой абразивного инструмента называется соотношение объемов шлифовального материала, связки и пор. Ее обозначают номерами с первого по двенадцатый: первый номер относится к шлифовальным кругам с наиболее плотной структурой, в которой на единицу объема приходится наибольшее количество абразивных зерен (60 %) и меньшее связки и пор (пустот). Структуры № 1... 4 называют закрытыми (плотными), № 5 ... 8 - средними, № 9 ... 12 - открытыми.
Твердость - свойство связки оказывать сопротивление прониканию в абразивный инструмент другого тела. В зависимости от показателей твердости различают несколько степеней твердости абразивных инструментов: чрезвычайно мягкие (ЧМ), весьма мягкие (BM1, ВМ2), мягкие (M1, М2, М3), средней мягкости (CM1, СМ2), средние (C1i, С2), средней твердости (CT1, СТ2, СТ3), твердые (Т1, Т2), весьма твердые (BT1, ВТ2) и чрезвычайно твердые (ЧТ1; ЧТ2). При этом на керамической и бакелитовой смазках производят инструменты всех степеней твердости, а на вулканитовой - только CM1, СМ2, C1, С2, CT1, СТ2, СТ3, T1 и Т2.
Износ абразивного инструмента представляет собой количество отделившихся вследствие изнашивания частиц рабочего слоя. Отношение износа абразивного инструмента к времени резания, в течение которого произошел износ, называют скоростью изнашивания. Она зависит в основном от вида связки и твердости. Так, твердые шлифовальные круги крайне медленно изнашиваются (теряют затупившиеся зерна рабочего слоя), но быстро засаливаются по причине большого переноса на рабочую поверхность частиц шлама. Их чаще приходится править, т. е. приводить путем затачивания в работоспособное состояние. Мягкие круги, наоборот, быстрее изнашиваются и теряют пригодность к работе.
Отношение наработки абразивного инструмента к времени обработки называют режущей способностью, а скорость главного движения резания (обработки), измеренная в точке, максимально удаленной от центра шлифовального круга, при которой производят абразивную обработку, - рабочей скоростью круга.
Рис. 8. Формы шлифовальных кругов для обработки стекла: ПП - плоский прямого профиля, ПВ - плоский с выточкой, ПВК - плоский с конической выточкой, ПВДК - плоский с двусторонней выточкой, ПР -плоский рифленый, ПН - плоский наращенный, К - кольцо, ЦЧ - цилиндрический чашечный, КЧ - конический чашечный, 1T; 2Т; 3Т; 4Т- тарелки; Д – диск Рис. 9. Сегментный сборный круг: 1 — корпус, 2 — сегментРис. 10. Профили шлифовальных кругов: а - острые, б - плоские, в - круглые, г - плоские закругленные, д - скошенные, е — вогнутые
Шлифовальные круги изготовляют трех классов точности: АА, А и Б. Каждый класс точности характеризуется предельными отклонениями наружных, внутренних и торцовых поверхностей, их взаимным расположением. Наименьшие предельные отклонения (более жесткие) имеют круги класса точности АА.
Одним из важнейших показателей качества шлифовальных кругов является неуравновешенность круга. Неуравновешенность круга вызывает при работе вибрацию, снижает качество обработанной поверхности стекла, ограничивает скорость шлифовального круга. Заводами-изготовителями выпускаются шлифовальные крути по неуравновешенности массы 1, 2, 3 и 4-го классов. Круги класса точности АА имеют наименьшую неуравновешенность 1-го класса, круги класса точности А - 1-го и 2-го классов, а круги класса точности Б — 1, 2, 3 и 4-го классов неуравновешенности.
Наличие непараллельности торцовых поверхностей кругов, их вогнутости или выпуклости, а также неравномерное распределение абразивной массы в круге по мере уменьшения диаметра круга из-за износа и правки рабочей поверхности приводит к возникновению эксплуатационной неуравновешенности круга. Поэтому круги рекомендуется периодически балансировать.
Для выполнения различных операций по обработке стекла и стеклоиз-делий (нанесение фацета, снятие кромок, нанесение алмазной грани, шлифование края и дна изделий) применяют шлифовальные круги с разным профилем рабочей поверхности (рис. 10).
Шлифовальные круги крепят на шпинделе станка для обработки (нанесения алмазной грани) стеклоизделий с помощью конической резьбы, заливаемой свинцом.
Шлифовальные круги имеют маркировку на торцовой поверхности. Например, маркировка ЮАЗ ПП 250 X 16 X 7624А 40С25 К 35 м/с А 2 кл. 135 означает: ЮАЗ — завод-изготовитель, ПП — форма круга (плоский прямой), 250 X 16 X 76 — размеры круга, мм, 24 А — марка абразивного материала (электрокорунд белый), 40 - зернистость, мкм, С2 - степень твердости, 5 - номер структуры, К - вид связки (керамическая), 35 м/с -предельная (максимально допустимая) рабочая скорость круга, А - класс точности, 2 кл. - класс неуравновешенности, 135 - номер маршрутного листа.
www.stroitelstvo-new.ru
Как правильно выбрать шлифовальный круг
Понимание принципов работы шлифовального круга поможет вам в правильном выборе инструмента для ваших шлифовальных операций.
Джо Салливан, Компания NORTON.
Шлифовальный круг это, прежде всего режущий инструмент. Это абразивный режущий инструмент.В шлифовальном круге абразив выполняет ту же функцию, что и зубья в пиле. Но в отличие от пилы, которая имеет зубья только по краям, шлифовальный круг содержит абразивные зерна, распределенные по всему инструменту. Тысячи твердых и крепких частиц, воздействуя на деталь, удаляют материал в виде мелких стружек.Поставщики абразивов предлагают широкий выбор продукции для широкого поля применения в металлообработке. Неправильный выбор инструмента может стоить рабочего времени и денег. Данная статья представляет основные принципы выбора наилучшего шлифовального круга для работы.
Абразив. Зерно.
Шлифовальные круги и прочие абразивы в связке (bonded abrasives) состоят из двух основных компонентов - шлифовального зерна, которое собственно режет и связки, которая скрепляет зерна между собой и удерживает их во время резания. Процент зерна, связки и свободного пространства в круге определяет структуру круга.Абразивные частицы, используемые в круге выбираются на основании того, как они будут взаимодействовать с обрабатываемым материалом. Идеальный абразив обладает способностью оставаться острым с минимальным числом затупившихся кромок. Когда затупление начинается, абразив скалывается, обнажая свежие режущие вершины.Каждый тип абразива уникален и отличается от другого твердостью, крепостью, стойкостью к скалыванию и сопротивлением на удар. Оксид алюминия (aluminium oxide) - наиболее распространенный абразив, используемый в шлифовальных кругах. Это абразив, выбираемый обычно для шлифования углеродистой стали и сплавов, быстрорежущей стали, отожженного ковкого чугуна, изделий из кованного железа, бронзы и подобных материалов. Существует много различных видов абразивов из оксида алюминия, каждый из которых специально изготовлен и подобран для соответствующего вида работ по шлифованию. Каждый тип абразивов обозначается по-своему. Обозначение обычно состоит из комбинации букв и цифр, которая варируется в зависимости от производителя. Циркониевый оксид алюминия (zirconia alumina) - другое семейство абразивов, произведенных из различного сочетания оксида алюминия и оксида циркония. Сплав материалов дает крепкий, стойкий абразив, который отлично применяется в грубой шлифовальной обработке, например, отрезке широкого диапазона сталей и сплавов. Как и оксид алюминия, циркониевый оксид алюминия имеет несколько разновидностей на выбор. Карбид кремния (silicon carbide) - абразив, используемый в шлифовании серого чугуна, отбеленного чугуна, латуни, мягкой бронзы и алюминия, а так же, камня, резины и других неметаллических материалов. Керамический оксид алюминия (ceramic aluminium oxide) - новейшее важное достижение в абразивах. Это высокочистое зерно, изготовленное в процессе гель-спекания. В результате получился абразив, обладающий способностью к скалыванию в необходимом количестве на микро уровне, постоянно создавая тысячи новых режущих вершин. Данный абразив исключительно крепок и тверд. Он используется главным образом для прецизионного шлифования труднообрабатываемых сталей и сплавов. Абразив смешивается в различных пропорциях с другими материалами для достижения оптимальной производительности в обработке различных деталей.
Коль скоро знакомство с зерном состоялось, следующий вопрос относится к размеру зерна. Каждый шлифовальный круг имеет число, обозначающее эту характеристику. Размер зерна - это индивидуальный размер частицы в круге. Он соответствует количеству линейно расположенных отверстий на одном дюйме сита, используемого для окончательного рассева зерна. Другими словами, большие числа означают меньшее количество отверстий на сите, через которое проходит зерно. Меньшие числа (такие как 10, 16, или 24) означают круг с грубым зерном. Чем грубее зерно - тем больше размер удаляемого материала. Грубые зерна используются для быстрого и объемного съема материала, где окончательная обработка не столь важна. Большие числа (такие как 70, 100 или 180) относятся к кругам из тонкого зерна. Они подходят для тонкой окончательной обработки, для небольшой площади контакта, и для использования на твердых и хрупких материалах.
Выбираем связку.
Что бы абразив в круге резал с наибольшей эффективностью, круг должен содержать подходящую связку. Связка - это материал, котрый удерживает абразивные зерна вместе, так что бы они могли эффективно резать. Связка должна изнашиваться по мере изнашивания и вырывания абразивных зерен из круга для открывания новых режущих точек.Существует три основных типа связок, используемых в обычных шлифовальных кругах. Каждый тип дает различные характеристики кругов для шлифования. Выбор типа связки основывается на таких факторах, как рабочая скорость круга, вид шлифовальной обработки, точность обработки и обрабатываемый материал.
Большинство шлифовальных кругов изготавливается на стекловидных связках (vitrified bonds), которые состоят из смеси тщательно подобранных глин. При большой температуре, вырабатываемой печами, в которых изготавливаются круги, глины и абразивное зерно сплавляются в состояние плавленного стекла. По мере охлаждения, стекло формирует связь, скрепляющую каждое зерно с соседними и удерживающую зерна во время шлифования.Шлифовальные круги на стекловидной связке очень жестки, прочны и пористы. Они обеспечивают съем материала в широком диапозоне с требуемой точностью. Они не подвержены повреждениям со стороны воды, кислот, масел и температурных изменений.Стекловидная связка является очень твердой, но в то же время хрупкой как стекло. Она может разрушаться под действием давления при шлифовании.Некоторые связки производятся из органических веществ. Эти связки размягчаются под действием тепла, выделяемого при шлифовании. Основным типом органической связки является смолянистая связка (resinoid bond), которая производится из синтетической смолы. Круги на смолянистой связке более всего подходят для операций, где требуется быстрый и грубый съем материала, но так же и для более тонкой обработки. Они созданы для работы на высокой скорости и часто используются в мастерских, литейных, для обработки железных чушек, а так же для заточки и гуммирования пил.
Другой тип органической связки - это резина (rubber). Круги, изготовленные на резиновой связке обоспечивают гладкое шлифование. Резиновая связка используется в кругах, применяемых там, где требуется высокое качество окончательной обработки, например, при шлифовании канавок роликовых и шариковых подшипников. Она так же часто используется в отрезных кругах в обработке, где появление заусенцев и прижог должны быть сведены к минимуму.
Твердость связки обозначается в степени твердости шлифовального круга. Говорится, что связка имеет твердую степень если скрепление абразивных зерен очень сильное, которое отлично удерживает зерна от вырывания под действием сил при шлифовании. Говорится, что связка имеет мягкую степень если достаточно небольшого усилия для вырывания зерен из круга. Это весьма относительная характеристика связки, определяющая ее степень или твердость. Более твердые круги используются при длительном применении, для работ на станках с приводом большой мощности, и для работ с небольшой или узкой площадью контакта. Более мягкие круги используются для быстрого, грубого съема материала, для работ с большой площадью контакта, и для обработки твердых материалов, таких как инструментальная сталь и углеродистая сталь.
Формы круга.
Круг сам по себе может иметь различные формы. Изделие, которое прежде всего приходит на ум при мысли о шлифовальном круге - это прямой круг (straight wheel). Шлифовальная поверхность - часть инструмента, предназначенная для работы, находится на периферии прямого круга. Основной разновидностью прямой формы является круг с выемкой, называемый так из-за углубления в центре круга, предназначенного для фланца - детали крепления круга на шпинделе.
На некоторых кругах шлифовальная поверхность находится на боковой стороне круга. Такие круги обычно имеют названия своих форм, как цилиндрические круги, круги-чашки или круги-тарелки. Изготавливают так же секции и сегменты на различных связках, из которых формируют шлифовальные круги. Круги, у которых боковая сторона является шлифовальной поверхностью часто используются для заточки зубьев режущего инструмента или для обработки труднодоступных поверхностей.
Смонтированные круги (mounted wheels) - это небольшие шлифовальные круги специальных форм, таких как конусы или пробки, прочно смонтированные на стальной оправке. Используются в ручном инструменте и при внутреннем прецизионном шлифовании.
Собираем все вместе.
Множество факторов следует учесть выбирая подходящий круг для своей работы. Прежде всего - это обрабатываемый материал. Он определяет тип абразива, который вам будет нужен в вашем круге. Например : оксид алюминия или циркониевый оксид алюминия требуются для шлифования сталей и сплавов. Для шлифования литейного чугуна, цветных металлов, неметаллических материалов следует подобрать круг из карбида кремния.
Твердые, хрупкие материалы в основном требуют тонко зернистые и мягкие круги. Твердые материалы препятствуют проникновению абразивных зерен и способствуют их быстрому затуплению. Поэтому, сочетание тонкого зерна и мягкой связки позволяет абразиву удаляться прочь по мере затупления, освобождая новые острые грани. С другой стороны, круги из грубого зерна на твердой связке подбираются для мягких, вязких и легко проникаемых материалов.
Следует так же учесть количество снимаемого материала. Более грубое зерно дает быстрое удаление большого количества материала, поскольку способно проникать глубже и срезать больше. Однако, если обрабатываемый материал является труднопроникаемым, мелкозернистый круг будет работать быстрее на той же операции за счет большего количества режущих вершин.
Круги на стекловидной связке производят быстрое резание. Смолянистая, резиновая связки или шеллак используются если следует снять меньшее количество материала и при более высоких требованиях к окончательной обработке.
Другой фактор, оказывающий влияние на выбор инструмента - это рабочая скорость круга. Обычно стекловидные круги используются на скорости не превышающей 6500 футов по периферии в минуту. При большей скорости связка может разрушиться. Органические связки в основном применяются при скорости от 6500 до 9500 футов по периферии в минуту. Для работы на больших скоростях используются круги со специальным укреплением.
В любом случае, нельзя превышать скорости, отпечатанной на поверхности круга или эткетке.
Следующий фактор - площадь поверхности шлифования между кругом и обрабатываемой деталью. Для большей площади используются грубое зерно и мягкая связка, что облегчает процесс шлифования за счет проникновения воздуха и охлаждения места контакта и за счет меньшего давления на единицу площади. Меньшие площади требуют кругов из более мелкого зерна и с большей степенью твердости что бы выстоять под действием повышенного удельного давления.
Далее, следует учесть условия работы при шлифовании. Условия определяются давлением, действующим на круг и на обрабатываемую деталь. Некоторые абразивы специально разработаны для жестких условий работы при шлифовании сталей и сплавов.
Необходимо принять во внимание в т.ч. и мощность станка. В основном, более твердые круги используются на станках большей мощности. Если мощность привода меньше принятой для данного диаметра круга, то следует установить более мягкий круг ; если выше - поставьте более твердый круг.
Сохранение и подача в производство.
Шлифовальные круги должны подаваться, устанавливаться в станке и использоваться с достаточной мерой предосторожности и сохранности.
При складировании круги должны быть всегда защищены от ударов и сколов. Складские помещения не должны подвергаться большим перепадам температуры и влажности, наносящим вред связке некоторых видов кругов.
Сразу после распаковки круг должен быть внимательно изучен на предмет наличия повреждений после транспортировки. Пользованные круги при возвращении на склад так же должны быть внимательно проверены.
Переносятся круги осторожно во избежании падения и ударов, вызывающих появление трещин. Круги следует переносить, но не катить. Тяжелые круги подвозятся на тележках или погрузчиках, принимая при этом меры для предотвращения повреждений.
Стекловидные круги перед установкой подвергаются звуковому тесту по стандарту ANSI B7.1 "Нормы безопасности для использования, хранения и защиты шлифовальных кругов". Звуковой тест позволяет выявить наличие трещин в круге. Никогда не пользуйтесь поврежденным кругом !
Необходимо убедиться в том, что скорость вращения шпинделя не превышает максимально безопасной скорости шлифовального круга.
Посадочное отверстие круга должно совпадать с диаметром шпинделя ; круг должен садиться свободно, с небольшим натягом, но без больших усилий. Не пытайтесь подогнать посадочное отверстие. Используйте пару одинаковых, чистых фланцев, диаметром по меньшей мере одна треть от диаметра круга. Поверхность фланцев должна быть плоской, ровной, без выбоин и наростов грязи.
Не допускайте перетягивания гайки шпинделя. При установке направленного круга, следите что бы направление стрелки, изображенной на круге совпало с направлением вращения шпинделя.
Перед запуском станка убедитесь, что защитные экраны станка все на месте и все крышки плотно прикрыты. Убедившись, что круг должным образом установлен, защитные экраны на месте, включите станок, отойдите в сторону и не менее минуты дайте ему поработать с рабочей скоростью вхолостую, после чего можно приступить к шлифованию.
Шлифуйте только периферией прямого круга. Шлифуйте только стороной цилиндрического, чашечного или сегментного круга. Совершайте соприкосновения плавно, исключая удары и долбление. Усилия не должны быть чрезмерными и не должны вызывать замедлений вращения, изменений звука мотора и перегрева. Следите за амперметром, - чрезмерные усилия вызвают повышение тока.
Если круг сломался во время работы, внимательно осмотрите станок - не повреждены ли защитные приспособления. Так же проверьте фланцы, шпиндель, крепежные гайки - не согнуты ли они, треснуты и т.п.
Анализ системы.
Шлифовальный круг - это один из компонентов инженерной системы, в которую входят : собственно круг, оборудование, обрабатываемая деталь и эксплуатационный фактор. Каждый фактор оказывает влияние на другие. Следовательно, пользователь, желающий оптимального исполнения своих шлифовальных операций выбирает круг, который более соответствует остальным составляющим процесса.
www.abrazivy.ru