Изображение и обозначение резьбы на чертежах. Обозначение внутренней и наружной резьбы
Внутренняя резьба - характеристики, обозначение на чертеже, нарезка
Самым распространенным способом разъемного соединения деталей можно смело считать резьбовое. В этом соединении, принимают участие детали на поверхность одной из них нанесена внешняя, в теле другой выполнена внутренняя резьба. Примеры такого типа соединений мы можем наблюдать ежедневно.

Геометрические параметры
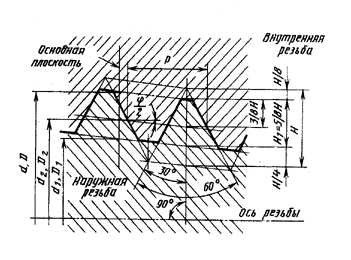
Внутренняя резьба – это выполненная в форме винта определенной формы нарезка внутри отверстия. Форма определяет тип резьбы. В машиностроении применяют несколько типов. Чаще всего встречается метрическая. Кроме, нее применяют дюймовую, питчевую и другие виды. Перечисленные резьбы отличаются друг от друга профилем и применяемостью. Метрическая - имеет угол в плане 60 градусов, а дюймовая 50. Метрическая резьба применяется повсеместно, а дюймовую применяют для соединения трубопроводов и арматуры.
Номинальный размер внутренней резьбы обозначают буквой d. Для обозначения наружной - применяют букву D. Средний диаметр имеет обозначение d2, внутренний соответственно d1. Кстати, именно этот размер применяют для проведения расчетов силовых напряжений, которые создаются в детали.
Еще один параметр, характеризующий резьбу – шаг (P). Так, обозначают расстояние между впадинами соседних витков. В машиностроении применяют несколько типоразмеров шага. То есть, на детали с одним диаметром резьбы, может быть использовано несколько резьбовых шагов. То есть, отверстие с диаметром М12 может иметь шаг 1,25 мм или 1.
Диаметр, шаг определяет инженер – конструктор исходя из силовых параметров, воздействующих на резьбовое соединение.
Нормативная документация
ГОСТ 8724
В этом документе определены параметры шага и диаметра метрической резьбы. Его требования распространяются на изделия с диаметрами от 0,25 до 600 мм. На сегодня имеет силу ГОСТ 8724-2002. Проектировщики, занимающиеся подбором метрической резьбы для деталей и узлов в любой отрасти должны руководствоваться требованиями этого документа.
Кроме указанного нормативного документа, проектировщики и технологи должны знать и применять на практике следующие нормативные документы:
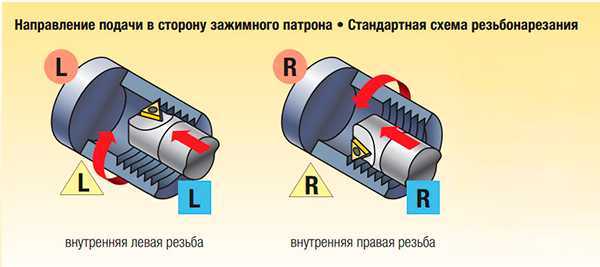
- ГОСТом 9150 2002 – определяет параметры профиля метрической резьбы и левой, и правой;
- ГОСТ 16093 – нормирует предельные размеры диаметров и шагов, устанавливает допуски на них действующие;
Надо понимать, что все применяемые резьбы стандартизированы. Кроме того, существуют резьбы, параметры, которых определены в заводских нормалях (стандартах предприятия). Такие нормали, применяют в автомобильной и авиационной отраслях промышленности.
Обозначение резьбы на чертежах рабочей документации
Внутренняя резьба обозначается в следующем порядке. Сплошной линией показывают внутренний диаметр, наружный показывают сплошной тонкой. На виде в плане, тонкую линию, обозначающую наружный диаметр показывают в виде дуги. Ее длина примерно равна ¾ от длины окружности. Саму резьбу на чертеже обозначают следующим образом – ØМ12х1,25 6H, где первый знак обозначает диаметр, буква и цифры показывают, что это метрическая резьба с номинальным диаметром 12 мм, последние обозначают допуск на изготовление нарезки.
ØМ12х2(p1,25) 6H. Цифра перед скобками показывает количество заходов. Для указания левой резьбы в конце добавляют LH.
Отечественные стандарты определили и длину применяемой резьбы. Их всего три вида:
- длинная L;
- средняя N;
- короткая S.
Средняя, она же нормальная на чертежах и в рабочей документации не отображается. Индексы L и S проставляют за обозначением допуска и отделяют от него горизонтальной чертой.
Таблица значения диамеров метрической резьбы

Использование
Её нарезают в деталях, в которых будут останавливаться болты, шпильки и пр. Кроме этого, внутренняя - широко используется в сантехнике при прокладке трубопроводов подачи воды и тепла. Ее нарезают во внутренних полостях соединительных деталей типа муфта, тройник, крестовина. Для качества соединения резьбового соединения применяют вспомогательные материалы, например, фум-ленту.
Изготовление внутренней резьбы
Для производства внутренней нарезки - применяют инструмент (резцы, метчики, раздвижные метчики, групповые фрезы, накатные ролики), выпускаемый на серийных инструментальных заводах. Изготовление специального режущего инструмента осуществляют в инструментальных цехах крупных производственных объединений.
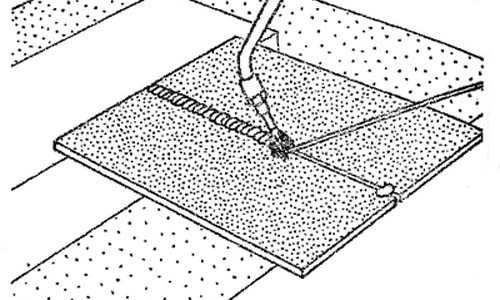
Самый распространенный способ это нарезание с помощью метчиков. Резьбу можно нарезать в ручную и на станках разного типа. В серийном производстве применяют автоматы для нарезания в гайках, примером такого оборудования может стать станок МН 63. Его применяют для нарезания резьбы от М12 до М20 с разными шагами. В качестве режущего инструмента применяют метчики с изогнутым хвостовиком. Мощность установленного двигателя позволяет обрабатывать и цветные металлы, и высоколегированные стали.
В условиях массового производства гаек применяют так называемые автоматы для накатки. Они сконструированы таким образом, что позволяют выполнять нарезку на гайках разного размера от М5 до М60 с разной производительностью, от нескольких до десятков штук в минуту, и назначения, например, предназначенных для фиксации анкеров.
Для нарезания в корпусных деталях применяют многошпиндельные агрегаты, позволяющие обрабатывать несколько отверстий сразу. Подобное оборудование применяют при обработке двигательных установок для автомобильной и тракторной техники.
Нарезание внутренней резьбы это довольно тяжелый процесс, во время которого и инструмент, заготовка испытывают серьезные нагрузки, приводящие к повышению температуры. Для этого применяют смазывающе – охлаждающие жидкости (СОЖ).
При ручном получении применяют, например, касторовое масло.

Особенности
Для производства стандартного крепежа применяют материалы общего назначения – стали типа Ст10, Ст35 и пр. Ответственные резьбовые соединения производят из легированных материалов типа 40Х, 30ХГСА и их аналогов. В зависимости от назначения, для защиты от коррозии, повышения износостойкости на резьбу может быть нанесено защитное покрытие, например, слой цинка, никеля и многие другие.
Между тем, во время эксплуатации резьбовое соединение может выйти из строя. Как правило, у происходит смятие профиля или ее срыв.
Причин тому может быть несколько:
- Использование в резьбовом соединении материалов, не предназначенных для передачи расчетных усилий.
- Несоблюдение технологического режима нарезания внутренней резьбы, в результате чего не происходит формирование полного профиля.
Во избежание подобных ошибок необходимо тщательно выполнять требуемые расчеты и при выборе размера использовать нормативы, регламентируемые в ГОСТ. При проведении работ по нарезанию необходимо строго соблюдать технологические нормативы.
Оцените статью:Рейтинг: 0/5 - 0 голосов
prompriem.ru
| ПОЛЕЗНЫЕ ССЫЛКИ: БОНУСЫ ИНЖЕНЕРАМ!: МЫ В СОЦ.СЕТЯХ: | Навигация по справочнику TehTab.ru: главная страница / / Техническая информация / / Оборудование - стандарты, размеры / / Элементы трубопроводов. Фланцы, резьбы, трубы, фитинги.... / / Резьбы. Метрическая резьба - размеры, таблицы. Дюймовые резьбы - размеры, таблицы. Таблицы соответствия резьб. / / Метрической конической (наружной и внутренней) МК6 - МК60 резьбы: диаметры, шаги, обозначения и основные размеры. Обычная коническая (по ГОСТ 25229-82). Обозначение соединения наружной конической с внутренней цилиндрической резьбой.
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
tehtab.ru
Изображение и обозначение резьбы на чертежах - Работа по чертежу и технологической карте с точностью обработки до 0,1 мм - Комплексные работы
Резьбу на стержнях изображают по наружному диаметру сплошными основными линиями, а по внутреннему — сплошными тонкими.
Изображение резьбы на стержне винта
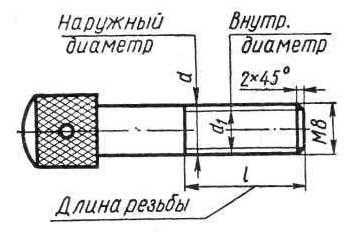
Основные элементы метрической резьбы (наружный и внутренний диаметры, шаг резьбы, длину и угол резьбы) вы изучали в пятом классе. На рисунке указаны некоторые эти элементы, но на чертежах таких надписей не делают.
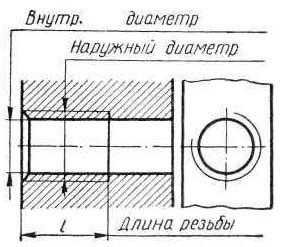
Резьбу в отверстиях изображают сплошными основными линиями по внутреннему диаметру резьбы и сплошными тонкими по наружному.
Изображение резьбы в отверстии
Условное обозначение резьбы показано на рисунке. Читать надо так: резьба метрическая (М) с наружным диаметром 20 мм, третьего класса точности, правая, с крупным шагом — «Резьба М20 кл. 3».
Обозначение правой резьбы с крупным шагом
На рисунке обозначение резьбы «М25Х1,5 кл. 3 левая» следует читать так: резьба метрическая, наружный диаметр резьбы 25 мм, шаг 1,5 мм, мелкая, третьего класса точности, левая.
Обозначение левой резьбы
Вопросы
- Какими линиями изображают резьбу на стержне?
- Какими линиями показывают резьбу в отверстии?
- Как обозначают резьбу на чертежах?
- Прочитайте записи «М10Х1 кл. 3» и «М14Х1,5 кл. 3 левая».
Рабочий чертеж
Каждое изделие — машина или механизм — состоит из отдельных, соединенных между собой, деталей.
Детали обычно изготовляют литьем, ковкой, штамповкой. В большинстве случаев такие детали подвергают механической обработке на металлорежущих станках — токарных, сверлильных, фрезерных и других.
Чертежи деталей, снабженные всеми указаниями для изготовления и контроля, называют рабочими чертежами.
На рабочих чертежах указывают форму и размеры детали, материал, из которого ее надо изготовить. На чертежах проставляют чистоту обработки поверхностей, требования к точности изготовления — допуски. Способы изготовления и технические требования к готовой детали указывают надписью на чертеже.
Чистота обработки поверхности. На обработанных поверхностях всегда остаются следы обработки, неровности. Эти неровности, или, как говорят, шероховатость поверхности, зависят от инструмента, которым обрабатывают.
Например, поверхность, обработанная драчёвым напильником, будет более шероховатой (неровной), чем после обработки личным напильником. Характер шероховатости зависит также от свойств материала изделия, от скорости резания и величины подачи при обработке на металлорежущих станках.
Для оценки качества обработки установлено 14 классов чистоты поверхностей. Классы обозначают на чертежах одним равносторонним треугольником (∆), рядом с которым проставляют номер класса (например, ∆ 5).
Способы получения поверхностей разной чистоты и их обозначения на чертежах. Чистота обработки одной детали бывает не везде одинаковая; поэтому на чертеже указывают, где и какая требуется обработка.
Условное обозначение чистоты поверхности на чертеже
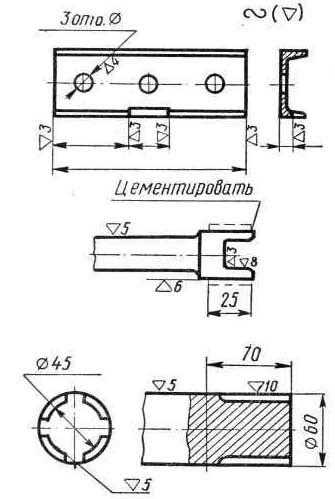
Знак со вверху чертежа указывает, что для грубых поверхностей требований к чистоте обработки не предъявляют. Знак ∆ 3 в правом верхнем углу чертежа, взятый в скобки, ставят, если к обработке поверхности детали предъявляют одинаковые требования. Это поверхность со следами обработки драчёвыми напильниками, обдирочными резцами, абразивным кругом.
Знаки ∆ 4 — ∆ 6 — получистая поверхность, с малозаметными следами обработки чистовым резцом, личным напильником, шлифовальным кругом, мелкой шкуркой.
Знаки ∆ 7 — ∆ 9 — чистая поверхность, без видимых следов обработки. Такой обработки достигают шлифованием, опиливанием бархатным напильником, шабрением.
Знак ∆ 10 — очень чистая поверхность, достигнутая тонким шлифованием, доводкой на оселках, опиливанием бархатным напильником с маслом и мелом.
Знаки ∆ 11 — ∆ 14 — классы чистоты поверхности, достигают специальными обработками.
Способы изготовления и технические требования к готовой детали на чертежах указывают надписью (например, притупить острые кромки, закалить, воронить, сверлить отверстие вместе с другой деталью и другие требования к изделию).
Вопросы
- Какими значками обозначают чистоту обработки поверхности?
- После какого вида обработки можно получить чистоту поверхности ∆ 6?
Задание
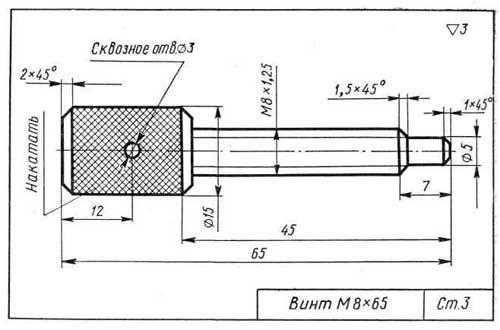
Прочитайте чертеж на рисунке и ответьте письменно на вопросы по предлагаемой форме.
| Вопросы для чтения чертежа | Ответы |
| 1. Как называется деталь? | – |
| 2. Где ее применяют? | – |
| 3. Перечислите технические требования к детали | – |
| 4. Как называется вид чертежа? | – |
| 5. Какие условности имеются на чертеже? | – |
| 6. Какова общая форма и габарит детали? | – |
| 7. Какая резьба нарезана на стержне? | – |
| 8. Укажите элементы и размеры детали | – |
Чертеж винта
«Слесарное дело», И.Г.Спиридонов,Г.П.Буфетов, В.Г.Копелевич
Деталь — это часть машины, изготовленная из одного куска материала (например, болт, гайка, шестерня, ходовой винт токарного станка). Узел — это соединение двух или нескольких деталей. Изделие собирают по сборочным чертежам. Чертеж такого изделия, в которое входит несколько узлов, называют сборочным, он состоит из чертежей каждой детали или узла и изображает сборочную единицу (чертеж единого…
Технологическая карта — это инструкция на выполнение задания. Технологические карты, чертежи, эскизы, инструкционные карты — все это техническая документация, в которой описаны характер и порядок выполнения задания. В технологических картах указывают последовательность изготовления деталей, эскизы обработки, применяемый инструмент, вид и материал заготовки. Последовательность изготовления может быть подробной и краткой. Все зависит от сложности детали. В…
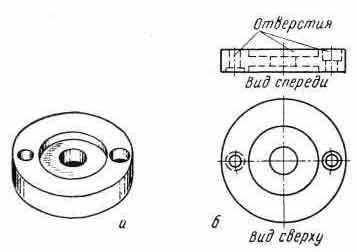
Вам знакомы обозначение масштаба (М), проекции чертежа: виды спереди, сверху, сбоку, — вы знаете обозначение диаметра (0), радиуса (R) окружности, метрической резьбы (например, М10,М6). На рабочих чертежах, помимо видов спереди, сверху, сбоку, бывает необходимо показать внутреннюю форму детали. Внутренние формы диска можно показать на видах при помощи штриховых линий. Изображение диска а — на рисунке;…
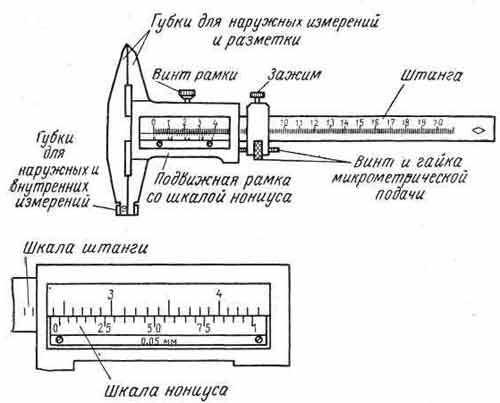
Штангенциркуль ШЦ-II Штангенциркуль ШЦ-II — с точностью отсчета по нониусу 0,05 мм состоит из следующих частей: губок для наружных измерений и разметки; губок для наружных и внутренних измерений; штанги; подвижной рамки со шкалой нониуса; винта рамки; движка и зажима микрометрической подачи; винта и гайки микрометрической подачи. Предназначен штангенциркуль для наружных, внутренних измерений и разметки. У…
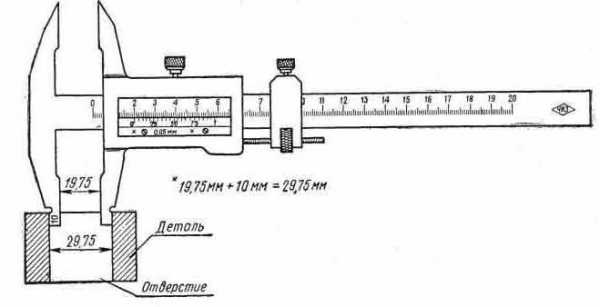
Отверстия и проемы деталей измеряют губками для внутренних измерений. При внутренних измерениях к показаниям шкалы прибавляют ширину губок, указанную на них (обычно она равна 10 мм). Нельзя измерить отверстия, величина которых меньше 10 мм. Делают это так: губки вставляют в проем (отверстие) и разводят до стенок отверстия, по шкале читают показания и к ним прибавляют…
www.ktovdome.ru