Осваиваем полуавтоматический сварочный аппарат: полезная информация для новичков. Особенности сварки полуавтоматом
какой можно считать хорошим, как его выбирать и использовать
 При выборе полуавтомата для сварки следует учитывать некоторые его характеристики. Чтобы понять, какой сварочный полуавтомат хороший, необходимо прежде уточнить особенности этого аппарата и принцип его работы.
При выборе полуавтомата для сварки следует учитывать некоторые его характеристики. Чтобы понять, какой сварочный полуавтомат хороший, необходимо прежде уточнить особенности этого аппарата и принцип его работы.
Полуавтомат сварочный работает с помощью проволоки в газовой среде. Это довольно новый способ работы, который за относительно короткое время стал необычайно популярен благодаря своим достоинствам.
 Применение полуавтоматической сварки позволяет сделать качественный шов, не нуждающийся в дополнительной обработке. Такая методика позволяет сваривать даже тонкие листы металла, а сам сварочный процесс производить в сокращенные сроки.
Применение полуавтоматической сварки позволяет сделать качественный шов, не нуждающийся в дополнительной обработке. Такая методика позволяет сваривать даже тонкие листы металла, а сам сварочный процесс производить в сокращенные сроки.
В процессе сварки в зону с постоянной скоростью подается электродная проволока, а газ обеспечивает защиту от кислородного воздействия. Полуавтоматы имеют широкий спектр применения: от сварки и монтажа металлоконструкций до машиностроения и строительства. Сварочные аппараты для бытовых нужд прекрасно справляются с поставленными задачами и выполняют сварочные работы в доме или гараже. С полуавтоматом сварочным проводить такие работы гораздо проще и комфортнее.
На что следует обратить внимание при выборе
сварочного полуавтомата?
 Чтобы понять какой сварочный полуавтомат хороший и как его выбрать, следует обратить внимание на ряд важных характеристик аппарата. Прежде чем отправиться в магазин, следует подумать, для каких целей он будет использоваться. По своей классификации, которая зависит от производимой устройством силы тока и времени его работы, сварочные полуавтоматы подразделяются:
Чтобы понять какой сварочный полуавтомат хороший и как его выбрать, следует обратить внимание на ряд важных характеристик аппарата. Прежде чем отправиться в магазин, следует подумать, для каких целей он будет использоваться. По своей классификации, которая зависит от производимой устройством силы тока и времени его работы, сварочные полуавтоматы подразделяются:
- Бытовые, которые вырабатывают ток до 200 Ампер.
- Полупрофессиональные, вырабатывают ток в пределах 300 Ампер.
- Профессиональные, предназначены для выработки тока свыше 300 Ампер.
В зависимости от источника питания, установленного при производстве устройства, полуавтоматы бывают:
- Инверторные.
- Выпрямительные.
- Трансформаторные.
Выбирая хороший сварочный аппарат, следует обратить внимание на то, что инверторные полуавтоматы отличаются легкостью и компактностью, обладая к тому же рядом других незаменимых функций, таких как регулировка сварочного тока, антиприлипание и простой розжиг. Трансформаторный полуавтомат незаменим при частой смене рабочего места, что позволяет переносить его с одного помещения в другое.
При выборе хорошего сварочного аппарата необходимо смотреть на время включения прибора. Для бытовых полуавтоматов время включения около двадцати процентов служит хорошим показателем. Для профессионального оборудования этот показатель должен превысить шестьдесят процентов.
Не менее значимым аспектом при выборе хорошего сварочного полуавтомата является показатель уровня потребляемой мощности. Но следует помнить, что при включении полуавтомата, он потребляет мощности больше, чем при дальнейшей работе. Дешевыми полуавтоматами можно варить только тонкий металл.
На какие критерии следует обращать внимание при выборе хорошего полуавтомата?
При выборе хорошего оборудования нужно обратить внимание и на диапазон регулировки тока. Полуавтомат можно считать хорошим, если он имеет:
- Плавное зажигание дуги.
- Мягкий старт.
- Снабжение режимом последующего сжигания проволоки.
- Специальный режим, позволяющий сварщику при длительной работе с полуавтоматом не держать кнопку на горелке.
 Полуавтомат следует выбирать с закрытой системой для подачи сварочной проволоки. Такой аппарат можно по праву считать самым хорошим. Закрытый механизм способствует защите проволоки от грязи и пыли, а также уменьшает износ направляющего канала. При выборе хорошего устройства следует предпочесть модели с защитой от короткого замыкания.
Полуавтомат следует выбирать с закрытой системой для подачи сварочной проволоки. Такой аппарат можно по праву считать самым хорошим. Закрытый механизм способствует защите проволоки от грязи и пыли, а также уменьшает износ направляющего канала. При выборе хорошего устройства следует предпочесть модели с защитой от короткого замыкания.
Неотъемлемым качеством является универсальность полуавтомата. Такие приборы приспособлены для работы проволокой и электродами, что делает их очень удобными в эксплуатации и позволяет владельцу не тратить деньги на приобретение нового оборудования. Автоматическая регулировка подачи проволоки является неотъемлемым качеством для хорошего аппарата. Опытному мастеру не доставит большого удовольствия работа с ручной регулировкой скорости подачи проволоки.
При выборе прибора следует обращать внимание на запасные наконечники контактов, объем газового баллона и расположение управляющих элементов. В сварочном процессе все эти детали играют немаловажную роль, что обусловлено качеством выполняемой работы и безопасностью проводящего ее лица. Выбор горелки особыми рекомендациями не облагается, тем более что на дорогих устройствах они высокого качества. На других аппаратах они легко заменяются.
Какому производителю сварочных полуавтоматов отдать предпочтение?
 На сегодняшнем рынке сварочного оборудования можно найти полуавтоматы от разных производителей. Новичков, помимо прочих характеристик оборудования, нередко волнует вопрос о предпочтении определенного производителя. Если хочется приобрести хороший сварочный аппарат, то лучше заказать оборудование на заказ. Все дело в том, что не являющиеся профессионалами в этой области люди, отдают предпочтение дешевым устройствам.
На сегодняшнем рынке сварочного оборудования можно найти полуавтоматы от разных производителей. Новичков, помимо прочих характеристик оборудования, нередко волнует вопрос о предпочтении определенного производителя. Если хочется приобрести хороший сварочный аппарат, то лучше заказать оборудование на заказ. Все дело в том, что не являющиеся профессионалами в этой области люди, отдают предпочтение дешевым устройствам.
Поэтому продавцы сварочного оборудования привозят на продажу полуавтоматы китайского производства, которые не отличаются особым качеством и надежностью, зато дешево стоят. Полуавтоматы американского или европейского производства отвечают всем требованиям качественного товара, но любители приобретают их редко в силу высокой стоимости.
Поэтому тем, кто собирается работать с полуавтоматом ежедневно и не заниматься постоянно ремонтом оборудования, следует предпочесть европейских или американских производителей. За долгие годы производства сварочного оборудования европейская и американская промышленность накопили огромный опыт и могут представить к выбору потребителей качественные аппараты с различными функциями.
Американская компания «Миллер Электрик» способна представить потребителям большое количество моделей сварочных аппаратов с высоким качеством. Среди европейских производителей можно выделить две итальянские фирмы Profhelper и Awelko. Все эти производители следят за качеством выпускаемого оборудования, поэтому приобретя сварочные аппараты этих фирм можно работать долгие годы, не беспокоясь о ремонте оборудования.
Самые требовательные к качеству выпускаемой продукции — немцы, тоже могут похвастаться полуавтоматами марки EWM, которая снискала славу на рынке сварочного оборудования. Эти аппараты вполне оправдывают свою немаленькую стоимость и долгие годы радуют своего хозяина безотказной работой.
Тем, у кого недостаточно денег, чтобы приобрести представленные выше модели, можно обратить внимание на чешского производителя Kuhtreiber. Его стоимость гораздо меньше описанных выше аналогов, зато качество на высшем уровне и ничуть не уступает известным европейским производителям. А в качестве второго варианта можно предложить китайский аналог устройства от фирмы Сварог.
Эти полуавтоматы проходят заводскую сборку и поэтому имеют идеальное соотношение цены и качества. Можно выбрать хороший аппарат от этой фирмы и для аргонно-дуговой сварки. Разнообразие моделей поможет найти нужный полуавтомат как новичку в этой области, так и опытному сварщику.
Как правильно настроить оборудование для работы?
Независимо от выбранной модели сварочного аппарата его необходимо правильно настроить для работы. Залогом качественной и легкой работы можно считать точно выставленные настройки на приборе. Чтобы произвести верную настройку полуавтомата следует соблюдать определенные требования:
-
 Прочитать инструкции по эксплуатации и установить необходимую силу тока. Обычно производители размещают в инструкции специальные таблицы с указанием толщины металла и необходимой силой тока.
Прочитать инструкции по эксплуатации и установить необходимую силу тока. Обычно производители размещают в инструкции специальные таблицы с указанием толщины металла и необходимой силой тока. - Установка скорости подачи проволоки, которую регулируют сменой шестеренок, прилагаемых к комплекту.
- Регулировка режима сварки на полуавтомате и повышение мощности достигается путем подключения к трехфазному напряжению. Получить высокую производительность от двухфазного напряжения можно применением инверторного полуавтомата. Правильность настроек можно увидеть по устойчивой стабильной дуге и необходимому количеству флюса.
Как правильно работать с полуавтоматом?
-
 Удалить с металлических поверхностей краску, жир и другие материалы, которые могут воспрепятствовать прохождению электрического тока.
Удалить с металлических поверхностей краску, жир и другие материалы, которые могут воспрепятствовать прохождению электрического тока. - При помощи растворителя убрать все жирные пятна.
- Ввиду отсутствия необходимого сварочного опыта может потребоваться тренировка на черновой заготовке для накладывания правильного сварочного шва. На вид правильный шов при работе полуавтоматом выглядит ровно без наплывов и большого количества брызг.
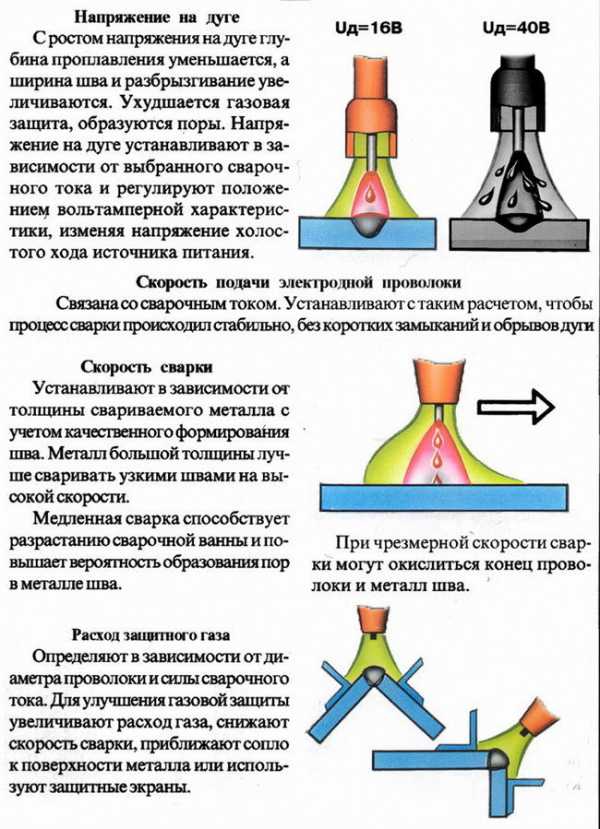
- Правильный подбор газа для сварки поможет избавиться от брызг при работе. Аргонно-углекислотная смесь подходит для стали и черных металлов. Для улучшения качества работы надо следить за правильным плавным протягиванием дуги и контролировать сварочную ванну.
- При использовании полуавтоматической сварки без газа потребуется специальная флюсовая или порошковая проволока. Защитный слой газа в этом случае образуется при сгорании специального вещества, расположенного внутри проволоки. В этом случае пользоваться сварочным аппаратом можно при подключении прямого тока или плюса на изделие.
stanok.guru
Как варят полуавтоматом? Режимы сварки полуавтоматом. Полуавтомат для сварки алюминия
Бизнес 3 июля 2014Сварка – целое искусство. Профессиональные сварщики ценятся едва ли не на вес золота везде: их не хватает не только для домашних нужд, но и для промышленности. Во многом это связано с тем, что далеко не каждый специалист знает все технологические аспекты сложных производственных операций.
К примеру, даже не на всех предприятиях знают, как варят полуавтоматом. Этой теме и посвящена наша статья.
Общие понятия
Сварочным полуавтоматом в настоящее время называется устройство, при помощи которого выполняется электродуговая сварка. Его особенность в том, что в роли электрода выступает стальная проволока, в процессе сварки непрерывно подаваемая в устройство. Полуавтоматическим механизм является потому, что сварщик вручную осуществляет непрерывную подачу проволоки.
Классификация автоматов
Классифицируют полуавтоматические сварочные устройства по роду защиты сварного шва:
- аппараты для сваривания металла под флюсом;
- полуавтоматические системы для сварки в среде инертных газов;
- автоматы, где в качестве электродов используют специальную порошковую проволоку.
Заметим, что аппараты для сварки под флюсом уже довольно давно не используются в отечественной промышленности, так как варят полуавтоматом этого типа только по старым технологиям, которые уже редко встречаются в развитых индустриальных государствах. Куда более распространены и удобны сварочные полуавтоматы, технологический процесс которых предусматривает использование нейтральных газов. В частности, порошковой проволокой чаще всего варят именно так.
 Кроме того, существует классификация по типу и характеристикам используемой в работе проволоки:
Кроме того, существует классификация по типу и характеристикам используемой в работе проволоки:
- автоматы, в которых используется сплошной стальной электрод;
- системы сварки сплошной алюминиевой проволокой;
- универсальные модели (допускает использование обоих типов электродов).
Делятся сварочные аппараты и по характеру своей мобильности:
- Стационарные модели нашли широкое распространение в среде тяжелой металлургической промышлености.
- Их антиподами являются переносные разновидности, транспортировать которые может всего один человек.
- Разумной альтернативой обоим вышеперечисленным вариантам являются мобильные модули, которые могут перевозиться на специальном автомобильном шасси. Так как варят полуавтоматом данного типа в полевых условиях, аппарат оборудуется максимально «живучими» комплектующими.
Следует учитывать, что современной промышленностью выпускаются сотни моделей полуавтоматических сварных систем, которые могут значительно различаться по своим характеристикам. С их помощью соединяют не только сталь, но также алюминий и прочие металлы. В цехах автомобильных заводов схожие механизмы задействованы на производстве кузовов.
Видео по теме
Режимы полуавтоматической сварки
Так как сварщику, который работает с подобным оборудованием, ежедневно приходится иметь дело сразу с несколькими типами металлов, производители внедрили в свою продукцию разнообразные режимы сварки полуавтоматом. Среди них опытный специалист сможет подобрать тот, который идеально подходит для каждого конкретного случая. Давайте рассмотрим их основные разновидности:
- Режим с коротким замыканием сварочной дуги и без него.
- Крупно-, средне- и мелкокапельные виды.
- Режимы с разбрызгиванием флюса и без него.
 Использование того или иного типа зависит как от вида свариваемого металла, так и от назначения конкретной детали. Чтобы сварщикам было легче ориентироваться, существует также более подробная классификация:
Использование того или иного типа зависит как от вида свариваемого металла, так и от назначения конкретной детали. Чтобы сварщикам было легче ориентироваться, существует также более подробная классификация:
- цикличная сварка, когда используется короткая дуга;
- точечный тип;
- импульсная сварка;
- вариант со струйным перемещением свариваемого металла;
- сварка при условии непрерывного кругового переноса металла.
Если используется углекислота (смотрите выше), то в практических условиях чаще всего выбирают импульсно-дуговой режим. Как правило, ток постоянный, обратной полярности. В этом случае скорость расплавления металла не слишком высока, зато сварочная дуга куда стабильнее, а получившийся шов намного прочнее.
Что должно быть в комплекте?
В комплект аппарата должен входить трансформатор для питания, горелка и механизм для подачи сварной проволоки, кабели и рукава для подачи инертного газа, а также компьютеризованная система для управления сварочными процессами. Электрод в зону технологических операций подается автоматически, что выгодно отличает такие механизмы от полностью механических аналогов. Все прочие мероприятия сварщик выполняет вручную.
Достоинства полуавтоматических сварочных аппаратов
- Огромным преимуществом является то обстоятельство, что можно сваривать металл, толщина которого не превышает 0,5 мм.
- Ржавчина и даже довольно серьезные загрязнения свариваемого металла не являются препятствием для качественного выполнения работы.
- Стоимость работы (в сравнении с другими типами сварки) очень низкая, так как стоимость основных расходных материалов невелика.
- Важно, что при помощи полуавтомата на медной проволоке можно соединить детали из оцинкованной стали, причем само покрытие останется совершенно целым.
Слабые места технологии
- Если нет возможности использовать инертный газ, металл достаточно сильно начинает «кипеть», причем брызги окалины разлетаются на приличное расстояние.
- От открытой дуги идет достаточно сильное излучение, так что об этом моменте также не нужно забывать.

Где чаще всего используются полуавтоматы
Несмотря на некоторые отрицательные черты, полуавтоматы интенсивно используются в бизнесе по ремонту автомобилей. Чаще всего данная технология применяется при сварке стали, а также алюминия. В качестве инертного газа преимущественно применяют аргон. Кроме того, нередко сталь сваривают в углекислом газе.
Немного о подающем механизме
Мы уже упоминали о том, почему аппараты этого типа являются полуавтоматическими. Так как сварщик по роду своей работы будет вынужден постоянно работать с механизмом, который подает в рабочую область электрод (проволоку), будет нелишним узнать обо всех существующих типах такого рода приспособлений. На сегодняшний день таковых различают сразу три:
- Тянущие разновидности.
- Подающие механизмы толкающего типа.
- Универсальные модификации: проволока для сварки полуавтоматом в этом случае может быть любой.
Начинаем работать
Как и в прочих случаях, которые так или иначе касаются работ со сварочными аппаратами, предварительно вам необходимо будет правильно настроить все ваше оборудование. Сперва следует подобрать силу тока, руководствуясь при этом толщиной свариваемого металла и инструкцией, прилагаемой к аппарату. Как правило, в документах имеется специальная таблица, в которой технология сварки подробно описана. Отметим, что при низком сварочном токе работа аппарата оставляет желать лучшего.
Руководствуясь этой же инструкцией, выставьте необходимую скорость подачи электрода к рабочей области. Ее можно регулировать, соответствующим образом подбирая сменные шестерни для редуктора. Обязательно проверьте силу тока и напряжение перед началом работы!
Если вы намереваетесь сваривать какое-то важное технологическое изделие, обязательно проверьте правильность всех выставленных установок на любом пробном образце. Соответственно, по результатам испытаний следует произвести окончательную регулировку (если в том есть необходимость). Если вы правильно настроили сварочный аппарат, наилучшим свидетельством тому будет ровная и устойчивая сварная дуга.

Можно ли варить полуавтоматом без инертного газа?
Вне всяких сомнений, при помощи инертного газа сварочные работы осуществляются с максимальным качеством. Вот только для частных лиц, которые редко пользуются сваркой, покупка целого баллона с газом экономически нецелесообразна. Реальна ли сварка полуавтоматом без газа?
Отличной альтернативой является флюсовая или порошковая проволока. В этом случае она сделана из стальной трубки, внутрь которой запрессован флюс. Когда он сгорает, над местом сварки образуется локальная зона, защищенная его парами. Учтите, что в этом случае обязательно должен использоваться прямой ток.
Вот так выполняется сварка полуавтоматом без газа.
Варим стальные изделия
Сперва выставляем на положение «Вперед» переключатель, который ответственен за подачу электрода (проволоки). Затем наполняем имеющуюся воронку флюсом. Важно! Держатель необходимо выставить таким образом, дабы подающий конец воронки был точно в сварочной зоне, так как в противном случае флюс пойдет не туда, и вы будете наблюдать за огромным количеством весело разлетающейся окалины.
Открываем заслонку на резервуаре с флюсом, после чего начинаем слегка чиркать электродом по месту сварки, одновременно нажимая на кнопку «Пуск». После этого появится дуга. Можно начинать работать.
А как выполняется сварка алюминия полуавтоматом?

Варим алюминиевые детали
Алюминий – металл, с точки зрения сварщиков являющийся очень сложным. На его поверхности имеется достаточно толстый слой амальгамы, которая не только препятствует обычной сварке металла, но и чрезвычайно быстро восстанавливается после любого контакта с кислородом воздуха. А потому желательно хорошо знать все аспекты этой работы, так как иначе сделать надежный и качественный шов на металле у вас попросту не получится.
Вот так осуществляется сварка алюминия полуавтоматом.
Полуавтоматическая дуговая сварка
Сразу заметим, что при таком способе работ допускается только лишь алюминиевая проволока, которую используют в качестве электрода. Учтите, что из-за своей мягкости она нередко образует петли в токосъеме, а потому придется использовать специальные их модели, рассчитанные именно на использование алюминия.
Чаще всего применяется сварка аргоном (полуавтоматом в этой среде работать удобнее), причем на качество газа следует обращать особое внимание. Давление выбрать сложнее всего: оно должно быть достаточным для надежной защиты сварной ванны, но в то же время не превышать предельных значений, так как в этом случае начинает проявляться подсос воздуха.
Какие задачи стоят перед сварщиком?
- Сперва нужно тщательно очистить от грязи и краски все части деталей, предназначенных для сварки.
- Остатки грязи обязательно нужно зачистить при помощи химических растворителей.
- Как мы уже и говорили, следует сначала сделать пробный шов, так как настройки оборудования могут оказаться не слишком удачными.
- Очень важно правильно подобрать силу тока и напряжение: слабый ток попросту не пробьет амальгаму. Кроме того, нужно очень внимательно подходить к защите сварочной ванны.
Все прочие операции ничем не отличаются от вышеописанных мероприятий.
В какой среде лучше всего сваривать кузовные детали автомобилей?
Исходя из опыта ведущих предприятий, мы бы настоятельно рекомендовали использовать при кузовном ремонте исключительно полуавтомат для сварки алюминия в среде углекислого газа. Такой подход имеет массу преимуществ, о которых мы поговорим ниже.
 Во-первых, реальная зона термической деформации материала очень мала, что позволяет без проблем сваривать даже узкие детали, не опасаясь потери их внешнего вида. Даже если деталь уже была окрашена, пигмент выгорает локально, причем размер повреждений невелик. Это дает отличную возможность сэкономить на финишной покраске и подготовке детали к ней.
Во-первых, реальная зона термической деформации материала очень мала, что позволяет без проблем сваривать даже узкие детали, не опасаясь потери их внешнего вида. Даже если деталь уже была окрашена, пигмент выгорает локально, причем размер повреждений невелик. Это дает отличную возможность сэкономить на финишной покраске и подготовке детали к ней.
Даже сварка полуавтоматом нержавейки выполнятся очень быстро и с минимальным количеством отходов.
Скорость плавления проволоки при этом способе очень велика. Это предусматривает отличную производительность труда и высокое качество работы. Последнее обстоятельство тем лучше, что шов получается на редкость аккуратным и качественным. Кроме того, вам не придется отчаянно высчитывать доли миллиметров, стыкуя детали: потерь в металле очень мало, так что можно надежно сваривать даже совсем небольшие части.
Даже те соединения, которые составлены из элементов разной толщины, порадуют качеством сварного соединения. Следует добавить, что углекислота дешевая, а сварка инверторным полуавтоматом быстро осваивается даже не слишком опытными сотрудниками.
Технология сварки вертикальных швов
Мы не случайно вынесли эту тему в отдельный абзац. Дело в том, что тепло в этом случае поднимается снизу вверх, что препятствует качественной сварке. А потому все вертикальные швы варят строго сверху вниз. Горелку следует направлять немного вверх, так как в этом случае намного лучше удерживается необходимое для сварочной ванны тепло. Учтите, что сваривать нужно как можно быстрее, так как вам необходимо будет предупредить возникновение потеков расплавленного металла. Обязательно держите электрод на переднем краю ванны.
Вот как варят полуавтоматом. Удачной вам работы!
Источник: fb.ru Домашний уют Как варить полуавтоматом правильно? Как варить полуавтоматом без газа?Сварочные работы являются одним из самых ответственных этапов как промышленного производства, так и малого бизнеса. Не следует также забывать об их важности в аспекте даже банального приусадебного хозяйства. Во всех э...
Еда и напитки Как варить картошку в кастрюле разными способами для разных блюдКартошка, пожалуй, самый популярный продукт на любой кухне. Во-первых...
Домашний уют Как варить клейстер для художественных работКогда-то давно, когда в магазинах не было специального обойного клея, и выбор самих обоев был очень невелик, их приклеивали на стены составом, который готовили в домашних условиях, и каждый знал, как варить клейстер. ...
Еда и напитки Как варить повидло из груш. Рецепты для начинающихС приближением осени каждая хозяйка начинает задумываться над тем, как сохранить немного лета зимой: из чего сварить вкуснейшие компоты, варенья и джемы? Одним из наиболее популярных в наших широтах фруктом является г...
Еда и напитки Как варить перепелиные яйца для детей? Перепелиные яйца для детей-аллергиковБелок – один из главных строительных материалов в организме человека. Он необходим на протяжении всей жизни. Существуют различные источники белка. Основными из них считаются продукты, конечно же, животного проис...
Еда и напитки Как варить пшенную кашу в мультиварке на молоке, с тыквой, изюмом и для рыбалки?Как варить пшенную кашу в мультиварке? На этот вопрос существует множество ответов. Ведь готовить такое блюдо можно по-разному. Сегодня мы представим вам самые простые рецепты для мультиварки, которые не требуют длите...
Еда и напитки Для «чайников»: как варить грибной супРецептов грибных супов существует великое множество, и каждая хозяйка знает их как минимум с десяток. Но, допустим, вы – не кулинар, и в своей жизни ничего, кроме яиц и чая, не варили. Если от вас ушла жена, или...
Еда и напитки Как варить манную кашу на молоке для ребёнкаНесмотря на кажущуюся простоту, не так-то легко приготовить это блюдо, особенно человеку, который до этого её никогда не варил. Частенько вопросом, как варить манную кашу на молоке, задаются взрослые, когда у них в се...
Еда и напитки Как варить кальмары для салата правильно?Морепродукты по праву считаются деликатесами, потому что их вкусовые качества варьируются в широком диапазоне, а наличие витаминов и полезных минералов лишь добавляет этим продуктам ценности. Широкий ассортимент проду...
Еда и напитки Как варить глинтвейн. Секреты для начинающихГлинтвейн – уникальный напиток, который, по большому счету, состоит из вина и специй. Имея отличные согревающие свойства и противопростудный эффект, его не то что приятно, а даже полезно употреблять в зимний пер...
monateka.com
Сварка полуавтоматом для начинающих: особенности, безопасность, принцип
Полуавтоматическая сварка – это отличный агрегат для домашних мастеров, с помощью которого можно выполнить массу полезных операций. Этот вид рекомендуют для начинающих в сварочном деле, так как им работать проще всего, если сравнивать с ручным или автоматическим газовым аппаратом.
Полуавтомат позволяет работать с черными и цветными типами металлов. Чем же отличается этот вид от ручного агрегата? Во время работы электрод механическим методом подается в рабочую зону. В качестве основного материала используется проволока. Изучив данный материал, вы поймете принцип и особенности работ с полуавтоматическим аппаратом.
Начало работы
Состоит процесс из следующих последовательных этапов:
- Подготовка металла. Сварка начинается только после того, как рабочая зона и место контакта очищены от ржавчины, влаги, пыли и грязи. В противном случае варить вы не сможете.
- Кромки металла разделяются болгаркой. Заготовки необходимо зафиксировать и состыковать между собой.
- Далее идет проверка параметров на сварочном аппарате. Если все в норме, то клемма присоединяется к металлу и начинается сварка полуавтоматом.
Начинающим лучше всего подходит данный вид по той причине, что проволока подается автоматически, мастеру не нужно отвлекаться от работы, чтобы установить новый электрод.
Особенности
Чтобы сварка полуавтоматом получилась удачной, стоит выставить правильные настойки для аппарата. Все зависит от соотношения мощности и типа металла, с которым происходит контакт. Если параметры выставлены правильно, то дуга будет ровно гореть, и в рабочем процессе не будет разрывов.
Проволоку, использующуюся в качестве электрода, необходимо выставить направлением вперед. Это нужно делать для страховки: даже при движении рывками дуга не оборвется. Стоит заранее подготовиться, что сварка полуавтоматом обеспечивает практически мгновенный контакт.
При работе с этим оборудованием нет нужды постоянно выключать аппарат и устанавливать электроды, так как в устройство перед работой помещается большое количество проволоки. Еще один положительный момент заключается в том, что на заготовке скапливается минимальное количество шлака.
Виды сварочных аппаратов
Сварка полуавтоматом имеет два направления:
- С использованием газа. Обычно этот вариант применяют в закрытых помещениях. На открытом воздухе использовать агрегат не рекомендуется. Достоинства аппарата – большие температуры и быстрый процесс, из минусов можно выделить необходимость менять газовые баллоны и отсутствие возможности работать на улице.
- Сварка полуавтоматом без газа. В этом случае процесс выполняется при помощи порошковой (флюсовой) проволоки. Порошок засыпан в стальную трубку аппарата. Во время сгорания образуются облака газа. Основной плюс – это дешевизна материала. Что касается отрицательных моментов, то это шлак от процесса сгорания флюса.
Техника безопасности
Работать с полуавтоматом опасно, поэтому пренебрегать сварочным аппаратом никак нельзя. Необходимо соблюдать следующие правила для сохранения жизни и здоровья:
- Наличие огненепроницаемой обуви и одежды. Для повышения безопасности необходимо подкладывать под ноги резиновый коврик. Подошва обуви тоже должна быть прорезиненной.
- Защитная маска, которая защищает глаза от вредного воздействия сварки. Рекомендуется не экономить на этом элементе защиты и выбрать модель с двойным стеклом.
- Специальные перчатки для работы с электричеством. Они должны быть эластичными и иметь резиновую основу.
Выбор агрегата
Чтобы удачность выбрать оборудование, нужно сразу определиться с целями, в которых он будет применяться. Если не планируется сварка крупных труб, то подойдет недорогой агрегат с минимальной мощностью. С ним всегда можно выполнить работы в гараже и на даче. Варианты с большой мощностью подойдут для мастерских, где нужно работать с габаритными деталями. В любом случае, перед покупкой необходимо обратить внимание на изготовителя и наличие гарантийного срока.
Похожие статьиgoodsvarka.ru
Сварка полуавтоматом для начинающих. Сварочный полуавтомат :: SYL.ru
Сварочный полуавтомат представляет собой наиболее удобный, практичный и многофункциональный аппарат для сварки. Самая важная его особенность – это способность соединять металл без усиления с привлечением дополнительных элементов, при этом работа может вестись с черными и цветными металлами. Для сварки используется аргон или углекислый газ. Принято считать, что подобное оборудование может с легкостью освоить даже новичок.
Принцип работы

Сварка полуавтоматом, если выражаться техническим языком, представляет собой процесс, который проходит в среде защищенных газов с привлечением плавящейся проволоки. К последней есть только одно требование – она должна быть сплошной в обязательном порядке. Инертный или углекислый газ должен поступать из газового редуктора в процессе работы бесперебойно, а его количество дозируется вручную или автоматически. Электрод характеризуется меньшим сопротивлением по сравнению с дугой, поэтому выделение тепловой энергии приводит к оплавлению поверхности, с которой осуществляется работа, – это может быть электрод или металл. Две части словно склеиваются при помощи жидкой металлической массы, отчего удается получить крепкий шов, являющийся одним из самых надежных.
Классификация оборудования
Если рассматривается сварка полуавтоматом, то необходимо сказать о профессиональной классификации, посредством которой это оборудование делится в соответствии с тремя принципами:
- В зависимости от материала используемой проволоки: стальная, алюминиевая, универсальная.
- В зависимости от типа защиты сварного шва: в среде газов, в самозащитной среде, которая создается порошковой проволокой.
- По габаритам и возможности перемещения: стационарные, переносные, передвижные. Первые представляют собой приборы больших габаритов и соответствующей мощности, которые используются на заводах и промышленных предприятиях. Переносные изготавливаются специально для использования в быту. Передвижные представляют собой оборудование больших размеров, которое можно перемещать по цехам при необходимости.

Режимы сварки
Сварка полуавтоматом производится в таком режиме, который подбирается в зависимости от толщины металла. Для сваривания изделий толщиной 0,5-1,5 мм применяют электроды, диаметр которых составляет 6 мм. Работа с металлом толщиной более 5 мм проводится в два этапа. Чтобы добиться максимального качества шва, требуется накладывать каждый последующий слой строго на предыдущий. При работе с самыми тонкими металлическими частями требуется 5-7 литров газа в минуту. Работа с таким оборудованием полностью защищает железо от деформации. Достигается это за счет минимизации зоны теплового воздействия при высокой скорости сварки, благодаря чему данная технология выгодно отличается от всех остальных.
Сварка полуавтоматом для начинающих

Если учесть, что эта технология используется для соединения как тончайшего металла, так и достаточно толстых пластин, то стоит знать, что имеется несколько вариантов работы:
- Стыковая. Такая сварка полуавтоматом весьма актуальна при проведении ремонта автомобиля, когда есть необходимость в частичной замене какой-то детали. При соединении зазоры между деталями должны полностью исключаться.
- Внахлест – самый простой способ. Сварка алюминия полуавтоматом таким способом производится так: кусок металла кладется на подготовленную поверхность, а потом его заваривают. Для этого можно использовать как точечную сварку, так и сплошную.
- По готовым отверстиям. Готовая заплатка с дырками приваривается к поверхности в нужном месте. Для соединения используются подготовленные отверстия.
Для работы потребуются
Итак, вне зависимости от того, каким из способов будет производиться сварка нержавейки полуавтоматом, необходимо иметь в наличии сам прибор, перчатки и защитную маску, а также терпение и сильное желание. Это в особенности пригодится, когда будет производиться стыковка вертикальных швов. Выполнение таких работ сопровождается тем, что горячий металл устремляется вниз, поэтому дуга должна быть более короткой. В этом случае сила напряжения приведет к тому, что металлические капли будут переходить в шов гораздо быстрее. Сварка нержавейки полуавтоматом должна производиться с обязательным отведением электрода от шва, чтобы капля могла застыть.

Работа с полуавтоматическим оборудованием
В этом случае работа мастера существенно облегчена. Поджиг дуги моментальный, не требуется постоянно менять электроды, готовый шов не нужно затирать от шлака. Если рассматривается сварка полуавтоматом при помощи газа, то можно сказать, что напряжение проволоки, созданное после включения прибора, дает ей возможность продвинуться сквозь газовое сопло. Под действием электрической дуги происходит ее расплавление. Далее тепловая энергия подается автоматически.
Сварочный инвертор в отличие от классических трансформаторных агрегатов можно подключать к обычной розетке. Сварка алюминия полуавтоматом возможна при условии использования специальных аппаратов, а не всех подряд.
Настройка работы аппарата

Каждый мастер самостоятельно должен выбрать, как он будет работать с этим оборудованием, то есть скорость работы и высоту шва. Большинство профессионалов способны настраивать оборудование на слух. Газ должен однородно и негромко шипеть, при этом он будет обдувать, а не дуть. Проволока должна быть выставлена вперед, тогда дуга не оборвется. Металл шва не должен закипать при работе. Если сварка полуавтоматом настроена верно, то процесс происходит без разрывов, а горение дуги остается ровным. Техника работы с прибором без газа отличается от описанной. Основное отличие тут состоит в необходимости использования специальной порошковой проволоки. Она изготовлена с добавлением кремния или марганца, а ее предназначение состоит в том, чтобы обеспечивать защиту оборудования. Этот металл сгорает при нагревании, создавая защитную среду, где и создается нужный шов.
Ремонт автомобилей
Сварка нержавейки полуавтоматом может пригодиться и в ремонте автомобилей. Кузовная сварка должна проводиться максимально точно, при этом потери для общей плоскости металла должны быть минимизированы. Именно поэтому данное оборудование правильнее всего использовать для починки кузова. Углекислый газ, обеспечивающий защиту завариваемой поверхности от азота и кислорода, способен окислять метал. Чтобы этот процесс свести к минимуму, для проведения кузовных работ используется проволока, содержащая медь, марганец и кремний. Сварка полуавтоматом при работе с кузовом должна использоваться точечно, тогда качество швов будет наилучшим.

Выводы
Недешевое, но доступное для освоения оборудование - это сварочный полуавтомат. Сварка с его помощью возможна практически для любого металла, причем поверхность не будет повреждена. Он работает хорошо и качественно даже на загрязненной поверхности. Этот тип оборудования снабжен устройством для дуговой сварки, дающей возможность для качественного производства всех видов сварочных работ. Защитная газовая среда способна справиться со своей задачей даже при высокой температуре, за счет чего качество шва максимизируется.
www.syl.ru
Сварка полуавтоматом. Как сваривать металл сварочным полуавтоматом?
Полуавтоматическая сварка. Виды сварки. Подготовка полуавтомата к работе
 Полуавтоматическая сварка – это вид дуговой сварки, при котором сваривание происходит благодаря автоматически подающейся в зону сварки электродной проволоки с одновременной подачей в ту же зону защитного газа.
Полуавтоматическая сварка – это вид дуговой сварки, при котором сваривание происходит благодаря автоматически подающейся в зону сварки электродной проволоки с одновременной подачей в ту же зону защитного газа.
Подробнее...
Работа со сварочным полуавтоматом
Сварка полуавтоматом. Как правильно варить сварочным автоматом
- Подсоединяем клемму сварочного аппарата к заготовке.
- Регулируем скорость подачи проволоки, опираясь на тип и толщину металла.
- Удерживая перед собой защитную маску нажимаем на курок пистолета подачи проволоки и после появления сварочной дуги медленно ведем держак пистолета по намеченному маршруту.
- При слишком большой скорости подачи проволоки происходит разброс капель металла, а при слишком малой дуга будет производить шум и оставлять сгустки на конце проволоки.
- При правильной установке скорости подачи проволоки мы наблюдаем ровный звук с характерным треском.
- Если мы видим поры в месте сварки, то следует увеличить подачу газа, а если металл горит, то уменьшить.
- При возникновении других проблем необходимо проверить по таблице установленную мощность, так как аппарат настраивается на разный выходной ток мощности.
В большинстве случаев при превышении сварочного цикла наступает перегрев и встроенная термозащита отключает аппарат, дает ему остыть и затем автоматически отключается.
После этого можно продолжать варить. Подробнее можно узнать в статье о правильной сварке, там рассматриваются разные способы сварки.
Сварочный аппарат инверторного типа - надежный напарник для новичка
Самыми удобными и простыми в применении, что вполне заслуженно, считаются сварочные аппараты инверторного типа. Используемый для питания постоянный ток, делает данное оборудование наиболее предпочтительным для новичков.
 Возможность регулировать силу тока дуги посредством установки электрода нужного диаметра, а также ровная дуга и отсутствие металла, разлетающегося в разные стороны – все это явные преимущества аппаратов данного типа.
Возможность регулировать силу тока дуги посредством установки электрода нужного диаметра, а также ровная дуга и отсутствие металла, разлетающегося в разные стороны – все это явные преимущества аппаратов данного типа.
Прибавьте сюда автоматическую систему защиты, при которой инвертор выключается в случае перегрева, либо при залипании электрода, маленькие габариты, позволяющие перемещать его без особых усилий, и вы получите лучший сварочный аппарат для домашнего использования.
Ко всему вышеперечисленному можно добавить, что любая техника требует бережного отношения, и сварочные аппараты инверторного типа не исключение.
Внимательно читайте инструкцию и не забывайте, что данный тип сварочного оборудования пригоден исключительно для использования в быту, а не для усиленной эксплуатации в промышленных масштабах.
Видео: Сварочный полуавтомат
© Статья защищена авторским правом и ее перепечатка разрешена только при указании прямой ссылки на сайт rmnt.net Loading ...| Понравилась статья? Нажимай |
rmnt.net
Полуавтоматическая сварка (MIG)
Принципиальная схема и особенности полуавтоматической сварки
Полуавтоматическая сварка отличается от ручной дуговой сварки тем, что механизируется подача электродной проволоки в сварочную зону, а остальные операции процесса сварки выполняются сварщиком вручную. Для этого современная промышленность выпускает целую серию сварочных полуавтоматов, при помощи которых выполняют дуговую сварку в среде защитных газов. Их разрабатывают с использованием унифицированных узлов, что позволяет с наименьшими затратами выполнить наладку на сварку требуемых изделий. К таким унифицированным узлам относятся прижимные и направляющие устройства, подающие механизмы, узлы, осуществляющие подъем и перемещение, а также механизмы автоматической подачи присадочной проволоки. Полуавтоматы могут быть нескольких видов:
- для сварки сплошной стальной проволокой;
- для сварки сплошной алюминиевой проволокой;
- для сварки сплошной стальной и алюминиевой проволоками;
- для сварки сплошной стальной или алюминиевой порошковой проволоками.
Кроме того, полуавтоматы могут различаться по способу охлаждения горелки, регулировкой скорости подачи проволоки и методикой ее подачи и по конструктивным особенностям. При помощи этого универсального оборудования обеспечивается сварка практически всех труднодоступных мест с высоким качеством защиты сварочной ванны и дуги. Поэтому до 70% сварочных работ выполняется полуавтоматами. Различают полуавтоматы по маркировке. Первые две буквы в маркировке обозначают тип оборудования и способ сварки: «ПШ» - полуавтомат шланговый, «УД» - установка для дуговой сварки. При помощи третьей буквы в маркировке указывают на способ защиты сварочной дуги: «Г» - газовая, «Ф» - флюсовая. Первая цифра, проставленная после буквенного индекса, указывает величину сварочного тока (в сотнях ампер), а последующие цифры обозначают конкретную модификацию изделия. И наконец, буквенный символ, проставленный после цифрового, обозначает климатическое исполнение полуавтомата: «У» - для эксплуатации в районах с умеренным климатом; «ХЛ» - в районах с холодным климатом; «Т» - тропическое исполнение.
Принципиальная схема полуавтоматической установки представлена на рис. Как правило, в комплект установки входят: выпрямитель - источник питания сварочной дуги; подающее устройство, предназначенное для подачи электродной проволоки в зону сварки; газовый клапан, предназначенный для снижения давления защитного газа, находящегося в специальном баллоне.
Подающее устройство сварочной проволоки может быть толкающего, тянущего и универсального типа. Как правило, оно состоит из следующих основных узлов: электродвигателя, планетарной головки, блока управления, катушки с проволокой, электропневматического газового клапана.
Заслуживают внимания новые безредукторные конструкции подающих механизмов серии «Интермигмаг» с пульсирующей подачей проволоки, являющиеся модификацией известного механизма «Изаплан». Состоит такой механизм из планетарной головки, корпус которой закреплен на полом валу электродвигателя постоянного тока. Укрепленные на ползунах подающие ролики прижимаются к сварочной проволоке и обкатываются вокруг нее при вращении якоря двигателя. Так как оси роликов расположены под углом 30-40° к оси проволоки, это усилие разлагается на две составляющие - закручивающее и осевое. Осевое усилие обеспечивает подачу проволоки, закручивающее - ее движение по шлангу. Скорость подачи проволоки регулируется изменением частоты вращения ротора двигателя постоянного тока.
При помощи подающего устройства обеспечивается последовательность включения исполнительных органов сварочного полуавтомата, необходимая скорость подачи сварочной проволоки, выбор рабочего режима сварки и т.д. Стабилизация выходных параметров источника питания совместно со стабилизацией скорости подачи электродной проволоки позволяет получить сварные соединения высокого качества.
Горелка является одним из важных узлов сварочного полуавтомата. Она предназначена для направления в зону сварочной дуги электродной проволоки, защитного газа или флюса. С помощью горелки возбуждается сварочная дуга, осуществляется формирование и направление струи защитного газа. Конструкции сварочных горелок унифицированы в соответствии с технологическими требованиями. Рукоятка горелки должна быть прочной и удобной в работе, поэтому ее изготавливают в форме, позволяющей обхват рукой сварщика. Для управления сварочным процессом и защиты руки сварщика от ожогов на рукоятке устанавливается предохранительный щиток и пусковая кнопка. Самыми распространенными являются рукоятки круглой или овальной формы.
Токоведущая направляющая трубка соединяет токопровод с токосъемным наконечником. Конструкция трубки определяется сечением токоведущей части и необходимостью подвода защитного газа. По своему конструктивному исполнению направляющие трубки должны соответствовать требованиям гибкости и достаточной проводимости. Поэтому токопроводы изготавливают из мягкого провода, заключенного в изоляционную оболочку, внутренний диаметр которой выбран таким образом, чтобы по нему можно было пропускать защитный газ или охлаждающую воду. Направляющие каналы токопровода служат для подачи электродной проволоки к сварочной горелке. Они представляют собой металлическую спираль, на которую надета стальная стягивающая оплетка и изоляционная трубка. Спираль может быть одно- или двухзаходной.
Наиболее ответственной частью горелки является ее сопло, представляющее собой токопроводящий наконечник. Эта деталь горелки работает в условиях высокой температуры и механического воздействия подающейся сварочной проволоки. Поэтому наконечник быстро изнашивается и требует замены. Для снижения изнашиваемости наконечника его хромируют, полируют или изготавливают из твердых составов на медно-вольфрамовой основе. При больших сварочных токах, достигающих более 315 А, применяют принудительное охлаждение наконечника.
Применяют два типа наконечников: с поджимным контактом и без поджимного контакта. Поджимной контакт применяется при сварке тонкими электродными проволоками диаметром 0,8-1,2 мм. Простейшей горелкой могут служить две медные трубки, вставленные друг в друга с зазором, по которому защитный газ подается в сопло. Для сварки в стесненных условиях используют сменные горелки различной длины. Технические характеристики унифицированных горелок типа ГДПГ для механизированной сварки плавящимся электродом приведены в табл.
Технические характеристики унифицированных горелок
| Тип горелки | Номинальный сварочный ток, А | ø электродной проволоки, мм | Длина рукава,м | Габариты горелки, мм | Масса (без рукавов),кг |
| ДПГ-101-8УЗ | 160 | 0,8-1,2 | 2 | 254x60x1 13 | 0,45 |
| ГДПГ-101-9УЗ | 160 | 0,8-1,2 | 1 | ||
| ГДПГ-Ю1-10УЗ | 160 | 0,8-1,2 | 2 | ||
| ГДПГ-102-УЗ | 160 | 1,2-1,6 | 2 | 0,6 | |
| ГДПГ-301-6У4 | 315 | 1,2-1,4 | 3 | 266x50x125 | |
| ГДПГ-301-7У4 | 315 | 0,8-1,4 | 1 | ||
| ГДПГ-301-8У4 | 315 | 1,2-1,4 | 3 | ||
| ГДПГ-302-У4 | 315 | 1,6-2,0 | 2 | 0,7 | |
| ГДПГ-501-4У4 | 500 | 1,6-2,0 | 3 | 268x90x125 | |
| ГДПГ-603-У4 | 630 | 1,6-2,5 | 3 |
Горелки для ручной дуговой сварки неплавящимся электродом состоят из корпуса, сменной цанги, сменного наконечника, колпачка, вентиля, предназначенного для пуска, регулирования и подачи защитного газа, рукоятки, резинового рукава и газоподводящего кабеля. Горелка снабжена сменными цангами, позволяющими закреплять вольфрамовые электроды различных диаметров. Как правило, такие горелки имеют водяное охлаждение.
Кроме перечисленного оборудования в комплект сварочного поста входит осушитель, редуктор с манометрами или расходомерами для точной дозировки газа и отсекатель газа.
УНИВЕРСАЛЬНЫЕ ПОЛУАВТОМАТЫУниверсальные полуавтоматы позволяют выполнить быструю переналадку без существенных трудовых и материальных затрат. К универсальным полуавтоматам относят прежде всего модель, применяемую для сварки в среде углекислого газа сплошной или порошковой проволокой. У всех полуавтоматов подача электродной проволоки осуществляется по пустотелому шлангу, поэтому они именуются шланговыми полуавтоматами.
Схематично полуавтомат для сварки в среде защитного газа состоит из следующих основных составные частей - сменная газовая горелка, подающий механизм, шланг подачи электродной проволоки, кассеты для хранения проволоки, газового шланга, блока управления, источника питания, провода цепи управления, газовой аппаратуры, кабеля.
Мы часто упоминаем о сварочной горелке. Вкратце объясним ее устройство. Для этого обратимся к рисунку. Горелка предназначена для подачи в зону горения электродной проволоки и защитного газа.
Рукоятка сварочной горелки должна быть прочной и удобной для работы. С этой целью ее изготавливают из литьевого изоляционного материала. На рукоятке размещены предохранительный щиток и пусковая кнопка. Наиболее ответственными элементами сварочной горелки являются сопло и наконечник, подводящий ток.
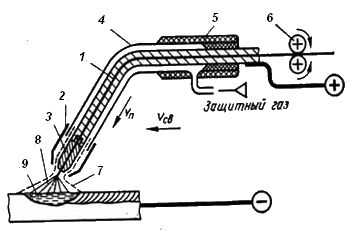 | 1. Сварочная проволока2. Газовое сопло3. Токоподводящий мундштук4. Корпус горелки5. Рукоять горелки6. Механизм подачи проволоки7. Атмосфера защитного газа8. Сварочная дуга9. Сварочная ванна |
Схема полуавтомата для сварки в защитных газах.
Сопло горелки - на нем из-за высокой температуры постоянно возникает налипание расплавленного металла. Чтобы устранить это, металлическое сопло хромируют или полируют. Есть и другой выход - сопло изготавливают из керамического материала. В случае, если сварочный ток достигает значения 315 А и выше, применяется дополнительное охлаждение сопла горелки. Периодичность смены горелки - через каждые полгода.
Наконечники для подачи тока изготавливаются из меди с гарантированным сроком работы - от 5 до 10 часов непрерывной работы. Если наконечник изготовлен из бронзы,-то срок его службы еще меньше. Изготавливаемые в последнее время медно-гра-фитовые наконечники имеют тоже малый срок службы, но лучше обеспечивают контакт и гарантируют хорошее скольжение, что важно при сварке алюминиевой проволокой. Только наконечник на медно-вольфрамовой основе обеспечивает более длительную работу без замены.
Проверка горелки перед сваркой

Режимы полуавтоматической сварки
masterweld.ru
Инверторная полуавтоматическая сварка: режимы, технология сварки
На данный момент полуавтоматическая сварка является одной из наиболее востребованных, так как она рассчитана на широкий спектр сварочных работ. Для нее используются самое современное оборудование, которое получило активное развитие за последние годы. Благодаря данной технологии можно получить надежное соединение, при этом, не затрачивая много энергии. Сейчас можно встретить широкий ассортимент различных аппаратов, которые обладают своим набором параметров, дополнительных функций и прочих особенностей. Это позволяет подобрать необходимую технику практически для любых условий работы.

Процесс полуавтоматической сварки
Основой силой, которая расплавляет металл, здесь выступает электрическая дуга. Газ является защитным средством, которое не дает воздуху и прочим посторонним веществам проникать через него и влиять на свойства электрической дуги. Техническая особенность аппаратов состоит в том, что в них есть механизированное устройство подачи проволоки, что позволяет автоматически снабжать сварочную ванну расходным материалом.
Это универсальная технология, которая позволяет работать практически с любыми видами металлов. Благодаря надежной защите и правильному подбору режимов можно получить качественный шов практически с любым металлом и сплавом, чего нельзя достичь при работе с ручной дуговой сваркой. Это касается даже таких разновидностей как алюминий, нержавейка, медь, а также соединения разнородных металлов.
Преимущества и недостатки
Одна из сложностей в данном процессе состоит в том, что нельзя следить за ходом формирования шва. Когда происходит полуавтоматическая сварка угловых соединений, то держатель ставится в угол стыка, что создает условия, при которых направление шва идет к сварщику и инструмент располагается под углом. При создании прерывистых швов данная технология отлично проявляет себя.
Проволока, которая используется для сварки, обладает высокой хрупкостью и во время подачи может сломаться, так что здесь нужен специальный аппарат с малым зажатием. Менять полярность также не рекомендуется, поэтому стандартным вариантом является «плюс» на заготовку, а «минус» на держак электрода. Возникает опасность работы с газом, так как он может привести к удушью или взрыву баллона.
К основным преимуществам можно отнести высокое качество получаемых соединений, так как оно мало зависит от внешних условий. Универсальность метода обеспечивает широкое распространение и богатый выбор вариантов аппаратов для сваривания. Соотношение цены и качества в данном случае находится на высоком уровне.
Благодаря полуавтомату многие сварочные работы стали более легкими и простыми. Стоит также отметить скорость, с которой создается шов, так как это более быстрый процесс, чем при газопламенной сварке.
Разновидности
Полуавтоматическая сварка может производиться несколькими способами, что выделяет ее основные разновидности. Основным методом является соединение в среде защитных газов. Это самый распространенный способ, но далеко не единственный. Распространение он свое получил благодаря высокому качеству. Для данной разновидности требуется горелка, которая ставиться рядом с механизмом подачи, чтобы пламя точно приходилось на сварочную ванну.

Полуавтоматическая сварка в среде защитных газов
Инверторный сварочный аппарат для автоматической сварки может работать и без газа. Альтернативой ему является сварка под флюсом. Здесь также используется автоматическое устройство подачи, но вместо газа в качестве защиты выступает флюс. Это менее надежный способ, но для некоторых видов сварки он отлично подходит. Иногда флюс оказывается слишком дорогим, но для некоторых металлов подходят и более простые и бюджетные разновидности.
Еще одним вариантом является сварка полуавтоматом флюсованной проволокой. В данном случае защитная среда содержится в основном расходном материале. Она выделяется во время сгорания, так что возникает газовая оболочка, когда плавится проволока, а в обыкновенном состоянии флюс никуда не улетучивается.

Флюсованая проволока для полуавтоматической сварки
Принцип работы
Принцип работы полуавтоматической сварки состоит из двух основных частей. Первая часть во многом пересекается с электродуговой сваркой, так как для расплавления металла используется дуга. Она возникает между вольфрамовым электродом и основным металлом. Электрод не плавится, так что поддерживать дугу можно максимально долго, не ожидая, пока останется один огарок. Благодаря изменениям параметров, которые обеспечивает источник питания, можно придать нужное значение дуге. Вторая часть заключается в обеспечении защиты. Здесь уже больше параллелей с газовой сваркой, так как газовая оболочка выступает в роли защиты и всегда поддерживает дугу в защищенном от постороннего воздействия состоянии.
Газ подается через горелку, которая находится рядом с местом подачи проволоки. Там же установлен электрод, который нужен для розжига и поддержания дуги. Когда пламя подожжено, то можно разжигать дугу. Она расплавляет металл и в это время включается автоматическая подача проволоки. Она служит присадочным материалом, из которого формируется шов. Благодаря данному сочетанию и формируется качественный наплавленный валик соединения.
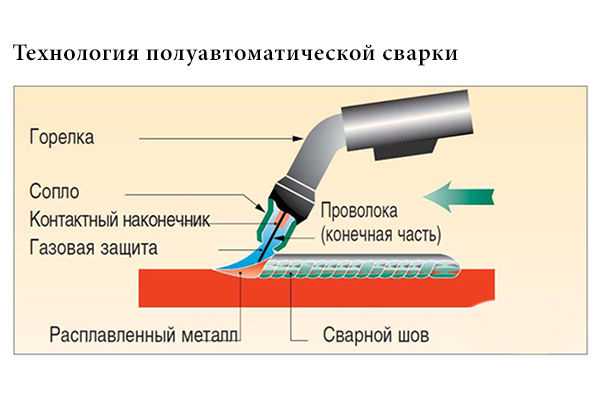
Схема полуавтоматической сварки
Технология сварки
Технология полуавтоматической сварки не является слишком сложной и не имеет много отличий от других методов, так что обладая навыками из других областей сварки можно освоить и данный метод.
«Важно!
Всегда нужно соблюдать технику безопасности работы с газом.»
Сначала зачищается поверхность, с которой будет вестись работа. Затем подключается плюс и минус выводов аппарата. После этого включается горелка, так как может потребоваться предварительно прогреть место сварки. Следующим шагом является зажигание дуги, так как она должна воздействовать на уже подготовленную поверхность. Одновременно с этим включается подача проволоки.
Расплавленная проволока образует сварочную ванну, которая может перемешиваться поступающим материалом. Ванная ведется до конца шва, после чего дуга разрывается. Горелка еще может гореть 10-15 секунд, чтобы шов остывал не так быстро.
Возможные проблемы при полуавтоматической сварке
Существует несколько основных проблем, которые могут возникнуть во время работы:
- Пористость шва. Это самая часто встречающаяся проблема. Она возникает при плохом состоянии основного металла. Также это может случиться из-за плохого проплавления заготовки и неправильного режима. Некачественный газ также может стать причиной пористости.
- Неправильная форма валика. Валик может получиться вогнутой или выпуклой формы. Это говорит о том, что был плохой уровень тепло вложения. Для решения проблемы нужно подобрать правильный режим сварки. Также причиной может стать ошибка сварщика во время формирования шва.
- Плохое оплавление. Бывает такая ситуация, когда наплавленный металл не смог соединиться с основным. Тогда появляются не до конца проваренные места. Это делает шов более слабым и ненадежным при эксплуатации.
- Проблема с подачей проволоки. Если проволока не идет гладко, а также аппарат подачи издает дребезжание. Основной причиной появления проблем является плохое обслуживание и неправильная настройка механизированного устройства. Перед использованием нужно проверить исправность системы.
Оборудование и материалы
В данной сфере используется специальный полуавтомат, который зачастую построен по инверторному типу. Он выступает в виде основного источника питания.

Инвертор для полуавтоматической сварки
В качестве оборудования может использоваться техника для передвижения заготовки. Она состоит из подающих роликов, коробки скоростей и электрического мотора.
Проволока передвигается внутри специального шланга. Помимо резиновой оболочки шланг обладает проволочной спиралью в оплетке. Данное устройство позволяет обеспечить раздельную подачу защитного газа, проволоки и электрической дуги на электрод.

Проволока для полуавтоматической сварки
В качестве основных материалов используется газ, чаще всего аргон, проволока или электрод без обмазки, флюс, если нет газа для защиты.

Защитный газ для полуавтоматической сварки
Заключение
Полуавтоматическая сварка относится к одним из наиболее перспективных методов, использующихся в наше время. Она очень активно развивается, и практически ежегодно появляются новые модели аппаратов с уникальными возможностями.
svarkaipayka.ru