Дюймовая трубная резьба: шаг, отличие от метрической, нарезка. Отличие резьбы трубной от дюймовой
шаг, отличие от метрической, нарезка
Статьи
Главная » Новости
Опубликовано: 03.09.2018
 Дюймовая трубная резьба нарезается только на металлических трубах или используется в производстве пластмассовых и металлических фитингов разборного типа. Во всех остальных резьбовых соединениях, используемых в «народном хозяйстве», практикуются иные разновидности резьбы. Словом, в наши дни (и в нашей стране) «дюймы» встречаются только в трубопроводах.
Дюймовая трубная резьба нарезается только на металлических трубах или используется в производстве пластмассовых и металлических фитингов разборного типа. Во всех остальных резьбовых соединениях, используемых в «народном хозяйстве», практикуются иные разновидности резьбы. Словом, в наши дни (и в нашей стране) «дюймы» встречаются только в трубопроводах.
И в данной статье мы познакомим наших читателей не только с параметрами, которыми характеризуется дюймовая резьба трубная, но и со способами «нарезки» такой резьбы на внутренней и внешней поверхности труб и фитингов. Кроме того, в материале будут перечислены отличия между дюймовым и трубным вариантами.
↑Нормативный документ, в котором описывается цилиндрическая трубная дюймовая резьба – гост 6357-81 – настаивает на том, что главными характеристиками такой резьбы является ее диаметр и ее шаг. Причем под диаметром резьбы понимают либо расстояние между противоположными верхними точками, лежащими на вершинах резьбовых гребней (наружный диаметр), либо 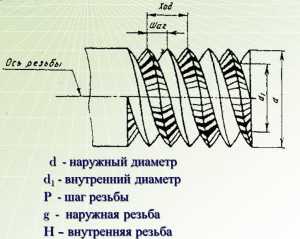
Следующая характеристика шаг трубной резьбы определятся, как расстоянием между двумя соседними впадинами или двумя соседними гребнями. Причем шаг у резьбы, всегда один и тот же, как его не меряй. Ведь расстояние между витками должно быть стабильным. Иначе мы не сможем подобрать пару (гайку или болт) под резьбовое соединение.
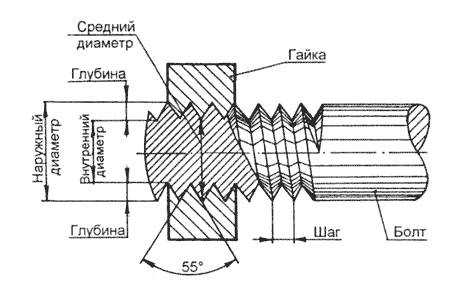
↑Необходимо сказать, что формулируя ключевые характеристики метрической резьбы – шаг и диаметр – используют те же определения. Ведь отличий между метрической и дюймовой резьбой не так уж и много. Так, к наиболее заметным отличиям, выделяющим дюймовый вариант, относят еще и форму профиля резьбового гребня.
У дюймовой резьбы такой профиль выглядит более «острым» — верхний угол «исходного треугольника» резьбового профиля равняется 55 градусам.
Кроме того, помимо формы профиля, трубная резьба метрическая отличается от трубного варианта еще и исчислением размеров шага и диаметра. Ведь у метрического варианта все размеры исчисляются в миллиметрах. Ну, а шаг и диаметр трубного варианта вычисляется в дюймах. Причем совсем не в тех дюймах, которые соответствуют 2,54 сантиметра, а в особых, трубных дюймах, соответствующих 3,33 (а точнее 3,3249) сантиметра.
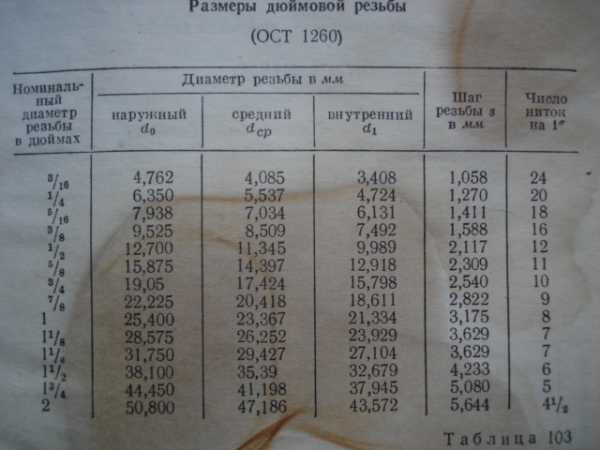
Размеры дюймовой резьбы
Причем на такой необычной системе исчисления размеров настаивает основной нормативный документ, которым описывается резьба дюймовая трубная – гост 6357-81. В этом сборнике стандартов указаны не только целые, но еще и дробные значения «трубных дюймов». Например, один из сортаментов трубной резьбы обозначается, как ¾ дюйма, что соответствует почти 25 миллиметрам.
Шаг резьбы в «трубном» исполнении считают не в миллиметрах, а в нитках – количестве канавок, нарезанных на одном дюймовом мерном отрезке трубы. Например, у обычных водопроводов есть всего два варианта «шага» резьбы: на 11 ниток (соответствует метрическому шагу в 2,31 мм.) и на 14 ниток (соответствует метрическому шагу около 1,8 мм).
Разумеется, такие причудливые системы исчисления шага и диаметра немного затрудняют процесс определения данных величин.
↑При определении диаметра и промере шага трубной и метрической резьбы мы использует одни и те же инструменты: калибры, гребенки (резьбомеры) и механические измерители (штангенциркули, микрометры и так далее). Поэтому промер этих параметров будет реализован по тем же самым правилам и в «метрическом», и в «трубном» вариантах.
В качестве калибра можно использовать муфту или штуцер, на которых нарезана наружная или внутренняя резьба с известными параметрами. Промер шага осуществляется просто: болт вкручивают в резьбу и, если процесс не вызвал затруднений, а сам болт сидит в трубе плотно, то диаметр и шаг резьбы в трубе считается определенным. В ином случае процесс повторяют со следующим калибром. До тех пор, пока в определении шага метрической резьбы или ее трубного аналога не будет поставлена финальная точка.
Резьбомер «работает» еще проще. Его измерительные пластины похожи на набор пилочек. И эти пилочки нужно приложить к резьбе, нарезанной на трубе (или на ее внутренней поверхности). Если профиль пилочки совпал с профилем трубы – их оценивают «на просвет» — то резьба соответствует значению, указанному на пластине резьбомера. Штангенциркулем можно измерить лишь внешний диаметр резьбы. Микрометр годится для такой же операции. Поэтому лучшим инструментом для определения шага и диаметра резьбы являются калибры и резьбомеры.
И метрическая резьба, и ее трубный аналог нарезаются на внутренней или внешней поверхности всего двумя способами: механическим и ручным. Ручной способ нарезания резьбы предполагает использование таких инструментов, как метчик и плашка. Причем с помощью метчика нарезают внутреннюю резьбу, а с помощью плашки – наружную.
Технология нарезки резьбы вручную реализуется следующим образом: 
Механический способ нарезки резьбы выгладит проще:
Трубу зажимают в патроне токарно-винторезного станка, в суппорте которого находится резьбовой резец. Станок включают, в трубе (или на трубу) делают фаску. После нарезки фаски к внешней или внутренней поверхности подводят резец и включают «резьбовую» подачу, предварительно настроив скорость перемещения суппорта.Разумеется, и плашку, и метчик можно использовать и на станке, фиксируя инструменты или в передней или в задней бабке, но формирование резьбы резцом дает более качественный результат (при условии достаточной квалификации токаря).
Новости
Натяжные потолки на кухне: недостатки и проблемы Натяжной потолок из пленки ПВХ – отличный вариант для кухни, но многие люди боятся его устанавливать. В этой статье мы попробуем разобраться почему так происходит и развеять основные мифы и страхи. СуществуетМытье окон и витрин в городе Подольск Компания "Окномойка.ру" осуществляет услуги профессиональной мойки окон и мытья витрин в городе Подольск . Мы моем окна в квартирах, офисах и домах независимо от сложности работ и степени загрязнения.Дизайн ландшафта - Клумбы - Ландшафтный дизайн - Каталог статей - Мой любимый английский сад Перед фасадом разбивается палисадник . Яркие краски и пышная, плотная посадка растений — типичный его вид. В ландшафте английского сада предпочтение отдается многолетникам с длительным срокомОформление балконов и лоджий цветами - Планы цветников и садов - Цветники - Каталог статей - Мой любимый английский сад Комнатное растение – это живой организм с определенными требованиями к свету, температуре и влажности. Поэтому на солнечной стороне поселите пеларгонию плющелистную, сальвию (шалфей блестящий), флоксМой любимый английский сад Водоеммы. Озеро. Пруд. Подразделы: Для начала определите место на участке, где Вы хотите сделать озерцо. Размер, глубина и форма - на Ваше усмотрение. Приступаем к выкопке. Если Вы хотите расположитьПластинчатые теплообменники для сферы ЖКХ Современные пластинчатые теплообменники используются для передачи тепла теплоносителя к нагреваемой среде. В качестве теплоносителя применяются жидкости, газообразные среды, пары. Теплообменные аппаратыЦветок пуансетия: как ухаживать, размножение пуансетии, уход, фото. Пуансетия прекраснейшая, красная, рождественский цветок пуансетия: пересадка, семена, листья. ПУАНСЕТТИЯ. (POINSETTIA). Пуансеттия (часто пишут пуансетия) прекраснейшая, молочай прекраснейший, Рождественская звезда – все эти восторженные названия относятся к одному цветку, ставшему необычайноКак приготовить прикормку на линя с творогаЛинь представляет собой рыбу, поймать которую будет рад как любитель, так и профессионал рыбной ловли. Осторожный и постоянно сытый, линь редко радует рыбаков своими поклевками, поэтому для удачной рыбалкиСветодиодные лампы для дома Eleganz. Цены от производителяОтображено 37–48 из 50 результатов Светодиодные лампы для дома Eleganz – новый стандарт современных систем освещения, которые обеспечивают совершенно новый подход к организации освещения на любыхВакуумная техника Как всем прекрасно известно, сегодня достижения как науки, так и техники позволяют новинкам и инновациям лететь вперед на крыльях новых технологий и унося всех нас в светлое будущее. И особенно это заметноДиаметр трубной резьбы в миллиметрах. Что такое дюймовая резьба
Дюймовая резьба применяется для создания витков только в металлических трубах. Также дюймовая резьба используется в процессе производства разборных фитингов из металла и пластмассы.
Отличия дюймовой и метрической резьбы
Представленное резьбовое соединение имеет свою стандартизацию с ориентировкой на ГОСТ 6357-81, в котором регламентируются такие параметры резьбы как шаг и диаметр.
Размеры, которыми будут обладать резьбовые соединения, зависят от расстояния между противоположно размещенными верхними точками, расположенными на торце трубы.
Трубная резьба и ее размеры будут напрямую зависеть от значения внутреннего или внешнего диаметра изделия . В настоящее время выделяют такие виды резьб как:
- Метрическая;
- Дюймовая;
- Трапецеидальная;
- Цилиндрическая;
- Упорная;
- Коническая.
Кроме того, различные виды резьб имеют свое обозначение. Так, например обозначение резьбы левого типа маркируется буквами LH. Для более детальной информации резьбовое соединение обозначается на чертежах дополнительными буквами, где:
- М — обозначает номинальный диаметр витков;
- Ph – значение хода;
- Р – значение шага.
Резьба метрическая также как и дюймовая имеет стандарт по диаметрам от 1 до 180 мм. Говоря об отличиях этих двух видов, стоит отметить, что они заключаются в форме профиля виткового гребня.
Дюймовый профиль визуально выглядит более острым. Это обусловлено углом верхнего «исходного треугольника», который равен 55°.

Также трубная резьба метрическая отличается от дюймовой исчислением значений шага и диаметра. Это связанно с тем, что метрические витки создаются с ориентировкой на миллиметры.
Трубный дюйм же равняется 3,33 см. В обоих случаях параметр шага трубных витков отсчитывается не в миллиметрах, а в нитках.
Нитки здесь — это точное количество канавок, которые имеется на участке трубы в 1 дюйм. Так, к примеру, стандартные водопроводные магистрали имею обозначение резьбы всего в двух вариантах – 11 ниток (метрический шаг в 2,31 мм) и 14 ниток (метрический шаг в 1,8 мм).
Резьба трапецеидальная применяется при производстве всевозможных винтов. К ним можно отнести ходовые винты для режущих станков, винты гидравлических прессов, устройств для подъема и червячных передач.
Такие витки существенно отличаются от других видов визуально – они выполнены в форме равнобокой трапеции. Значение угла профиля при этом может быть равно 15, 24, 30 и 40°.
Как определить шаг и диаметр?
При определении таких значимых характеристик может быть использован такой инструмент, как:
- Калибр;
- Гребенка;
- Штангенциркуль;
- Микрометр.
В некоторых случаях функцию калибра может выполнить муфта или штуцер с нанесенными заранее внутренними или внешними витками, которые соответствуют заранее заданным параметрам.
При выполнении промера шага применяется болт, если при вкручивании в витки возникает значительное сопротивление, то они переделываются.
В том случае, если процесс происходит без трудностей и болт плотно размещается в трубе, шаг считается выполненным правильно.
При повторном создании витков процесс проходит с ориентировкой на создание большего калибра. Резьбомером пользоваться достаточно просто. Он оборудован измерительными пластинами, которые вставляются в еще не состыкованные резьбовые соединения.
Пластины напоминают маленькие пилочки, и если при приложении их к виткам профиль пластинок совпадает нарезанными на внутренней или внешней поверхности витками, то они соответствуют установленному значению.
Это значение обозначено на пластине инструмента. При помощи штангенциркуля может быть измерен только показатель внешнего диаметра витков, ту же функцию выполняет и микрометр. Специалисты рекомендуют проводить замеры наиболее приспособленными для этого инструментами – калибрами.
Нарезка наружной трубной резьбы (видео)
Способы нарезки
Как метрические, так и трубные (дюймовые) аналоги витков могут создаваться как на внутренней, так и на внешней поверхности.
Осуществляется это при помощи двух способов: механического и ручного. При реализации ручного способа используют такие приспособления как мечники и плашки.
Метчик может создавать внутренние витки, а плашка – наружные. Процесс начинается с того, что изделие прочно закрепляется в тисках, а мечник вставляется в ворот.
При использовании плашки функцию вортока выполняет плашкодержатель. После этого плашка надевается на изделие, а при использовании метчика он вставляется прямиком в отверстие трубы.
Если нужно, то все действия повторяются еще раз, при этом постепенно будут создаваться витки в теле изделия, на той глубине, которая будет равна высоте профиля.
Внутренние и наружные витки нарезаются не одновременно, а в последовательном порядке. Однако в большинстве случаев создаются поверхности только с наружными или внутренними канавками.
Создание витков механическим способом подразумевает использование специального резца, который крепится к суппорту станка.

Перед началом работ суппорт перемещается к раю заготовки, после чего задается высота профиля при помощи подачи поперечного типа.
При механическом способе также может использоваться клупп — инструмент с пластинами, имеющими гребенчатый профиль.
С помощью установленной головки создать можно 2-5 типоразмеров канавок наружного типа. После того как пластины будут установлены в головке клуппа, труба зажимается в тисках или с применением гаечного ключа.
Торец изделия обрезается под прямым углом. После запуска инструмента головка в момент вращения создает канавки на детали.
Отличия метрической и дюймовой резьбы. Элементы резьб.
Резьбы по системе мер делятся на метрическую и дюймовую. Метрическая и дюймовая резьба применяется в резьбовых соединениях и винтовых передачах. Резьбовыми называют разъемные соединения, выполняемые с помощью резьбовых крепежных деталей – болтов, винтов, гаек, шпилек или резьбы, непосредственно нанесенной на соединяемые детали.
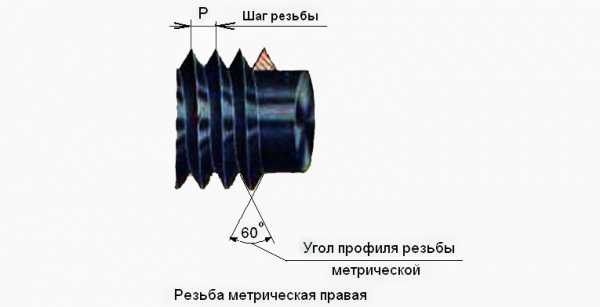
1. Метрическая резьба (рис. 1) имеет в профиле вид равностороннего треугольника с углом при вершине, равном 60°. Вершины выступов сопрягающихся винта и гайки срезаны. Характеризуется метрическая резьба диаметром винта в миллиметрах и шагом резьбы в миллиметрах. Метрическую резьбу выполняют с крупным и мелким шагом. За основную принята резьба с крупным шагом. Мелкую резьбу применяют для регулировки, для свинчивания тонкостенных, а также динамически нагруженных деталей. Метрическую резьбу с крупным шагом обозначают буквой М и числом, выражающим номинальный диаметр в миллиметрах, например М20. Для мелкой метрической резьбы дополнительно указывают шаг, например М20х1,5
Рис. 1 Метрическая резьба
2. Дюймовая резьба (рис. 2) имеет в профиле такой же вид, как метрическая резьба, но у нее угол при вершине равен 55° (резьба Витворта - британский стандарт BSW (Ww) и BSF), угол при вершине равен 60° (американский стандарт UNC и UNF). Hаpужный диаметp pезьбы измеpяется в дюймах (1" = 25,4мм) - штpихи (") обозначают дюйм. Характеризуется эта резьба числом ниток на один дюйм. Дюймовую американскую резьбу выполняют с крупным (UNC) и мелким (UNF) шагом.
Рис. 2 Дюймовая резьба
Табл1. Таблица размеров крепежных изделий для американской дюймовой машиностроительной резьбы UNC с крупным шагом (угол профиля 60 градусов)
Размер в дюймах | Размер в мм | Шаг ниток / дюйм |
Резьба может быть внутренней и наружной.
Ø На болтах, шпильках, винтах, штифтах и на разных других цилиндрических деталях нарезают наружную резьбу;
Ø В фасонных частях, гайках, во фланцах , в пробках, деталях машин и металлических конструкциях нарезают внутреннюю резьбу.
Рис. 3 Элементы резьбы
Основные элементы резьб представлены на рис. 3
К ним относятся следующие элементы:
Шаг резьбы - расстояние между вершинами или основаниями двух соседних витков;
Глубина резьбы - расстояние от вершины резьбы до ее основания;
Угол профиля резьбы - угол, заключенный между боковыми сторонами профиля в плоскости оси;
Наружный диаметр - наибольший диаметр резьбы болта, измеряемый по вершине резьбы перпендикулярно к оси резьбы;
Внутренний диаметр - расстояние, равное диаметру цилиндра, на которой навернута нитка резьбы.
В западной технической литературе все измерения вы встретите в дюймовой метрике. Такое положение вещей имеет исторические корни. Великобритания всегда была впереди по уровню технического развития, поэтому и во всех колониях, которыми тогда владела (а их было немало), была применена именно эта система измерений. В принципе, технические специалисты свободно переводят дюймы в сантименты и обратно. Так и по сей день в этих странах стандартно все измерения производятся именно в дюймах. Далее мы расскажем о главных особенностях и характеристиках дюймовой резьбы и чем это отличается от метрической.
Дюймовая резьба. Параметры
Если говорить об обычном измерении, то даже в уме перевести одну величину в другую и наоборот не составит труда. Но вот что касается именно резьбы, то нужно знать несложные, но важные нюансы. Дело в том, что метрическая и дюймовая метрика измерения длин есть большие совпадения. Отличие составляет количество витков на резьбовом шаге. Кроме того, эта резьба отличается другим углом наклона при ее вершине, который равен 55°, если ссылаться на стиль Витворта. Это в Англии считается нормой, или, как еще говорят - "британский угол". Если же принять за основу стандарт UNC и UNF, который считается эталоном в Америке, то угол тут равен 60°.
Метрический стандарт и дюймовая резьба. Самые принципиальные отличия
Виды дюймовой резьбы:
- Наружная;
- Коническая;
- Цилиндрическая;
- Внутренняя.
1 дюйм = 25,4 мм. Это - главное отличие. В документах это имеет определенное обозначение - 1´ (со штрих).
Если говорить об американских стандартах, то у них есть разделение на резьбу с крупным шагом, которую они обозначают, как UNC и с мелким - UNF. Также для канонической дюймовой резьбы установлено обозначение NPT, а для трубной - NPSM.
Какая бывает резьба и где ее применяют
Используемые при производстве, строительстве и конструировании виды резьбы в зависимости от детали разделяют на внутренние, наружные и конические.
- Наружная применяется для болтов, винтов, штифтов и шпилек.
- Внутренняя используется при изготовлении пробок или гаек. Нарезается она в отверстиях, когда нужно организовать соединение в определенном месте.
- Чтобы создать герметичное соединение, а также стопорения без дополнительных деталей, то делается коническая дюймовая резьба.
Их обозначение идет согласно стандарту. d (D)- наружный диаметр болта либо внутренний диаметр гайки (d-диаметр болта до нарезки резьбы). Внутренний диаметр резьбы имеет обозначение d1 (D1). Также существует обозначение и среднего диаметра d2 (D2). Этот размер зависит от номинального шага, обозначаемого буквой Р.
Для обозначения профильного угла резьбы используют букву α. Показатель α = 55° будет означать, что угол при вершине равностороннего треугольника зуба резьбы равен 55°, и соответствует дюймовой резьбе BSW по Британскому стандарту. Дюймовая же резьба UTS широко используемая в Канаде и США имеет α = 60°.
Где применяют дюймовую резьбу
α = 55° -дюймовая резьба, применяемая в промышленности для фиксации механических узлов и деталей при помощи резьбовых соединений. Особенно часто она встречается в процессе ремонта импортного оборудования и станков,а также подержанных автомобилей. Металлические изделия с дюймовой резьбой производятся и в нашей стране. Во время работы иногда возникает потребность перевести метрическую резьбу в дюймовую и наоборот. Это легко быстро и удобно можно сделать при помощи специального справочника.
Которых указаны в дюймах. Многие покупатели могут не обратить на это внимания, и, следовательно, есть вероятность приобретения трубы с размером, не соответствующим требуемому. Причина этого кроется в том, что дюймовая на поверхности трубы), как видно из названия, измеряется в дюймах. При этом один дюйм равен 25,4 миллиметра. Данная величина отличается от принятых миллиметровых стандартов, что может значительно усложнить выбор необходимой детали.
Резьба дюймовая цилиндрическая предусматривает отображение размеров трубы в дюймах, в то время как обозначается в долях этой единицы измерения (из-за своей малой величины).
В связи с расхождением величин миллиметра и дюйма, на практике появляется значительное различие между размерами резьбы на трубе. Это происходит потому, что западные стандарты гласят: дюймовая резьба обозначает внутренний При этом следует учитывать различия между метрическим дюймом и, так называемым, трубным.
К примеру, на трубе указано, что дюймовая резьба имеет размер ½. Таким образом, вы приобретаете трубу с наружным диаметром, равным 20,95 мм, вместо ожидаемых 12,7 мм. Следовательно, трубный дюйм получается равным 33,249 мм и состоит из размера непосредственно прохода и двойной толщины стенок.

Из данного примера видно, что использование этого показателя более приемлемо, поскольку такая система наилучшим образом характеризует размер, которым обладает дюймовая резьба.
Теперь, когда стали понятны обозначения, можно перейти к классификации и назначению данного параметра.
Цилиндрическая дюймовая резьба по назначению и характеру проводимой работы делится на:
- Крепежная резьба. К этому типу традиционно относят метрическую резьбу и дюймовую, имеющую треугольный профиль. Метрическая применяется при проектировании новых машин и агрегатов, в то время как вторая необходима для производства различных запасных деталей.
- Специальная резьба включает в себя множество различных размеров, не соответствующих стандартам.

Зачастую выпускается с профилем, имеющим угол 60°. Все величины, будь то шаг резьбы или наружный диаметр, обозначаются в миллиметрах.
По величине шага различают один основной и 5 видов вспомогательной резьбы (ее также называют мелкой). Следует отметить, что такая резьба считается более прочной, чем крупная (при абсолютно равных наружных диаметрах). Несомненным достоинством мелкой резьбы также можно назвать малый угол подъема винтовой линии и, как следствие, повышенное сопротивление скручиванию.
Резьба подобного типа используется в наиболее загруженных полых деталях, а также в элементах, которые подвержены сильным толчкам и сотрясениям. Регулировочные гайки также имеют подобную резьбу, поскольку она позволяет осуществить более точную регулировку.
Кроме того, дюймовая резьба может выполняться при угле поворота 55°. В таком случае диаметр по-прежнему задается в дюймах, а вот шаг резьбы определяется числом ниток на дюйм. Подобный тип используется в различных для механической фиксации деталей между собой.
В нашем метрическом мире порой бывает трудно ориентироваться в других системах измерения. Мы порой удивляемся тому, как американцы или англичане могут пользоваться устаревшими мерами длины, массы, площади и т.п. А они, в свою очередь, не понимают нас — живущих по законам единой Системы Измерений. Однако, как и в любом правиле, существуют определенные исключения, которые понятны всем – и жителям Америки, и Туманного Альбиона, и Европы, и России. Данная статья посвящена обзору трубных и метрических резьб, с разнообразием которых приходится довольно часто сталкиваться в повседневной жизни.
Метрические резьбы и их применение
Резьбовые соединения очень распространены в строительстве, технике, машиностроении, аэрокосмической промышленности и в повседневной жизни. Что такое винт и гайка знают даже дети в детском саду, так как занятия с конструктором не могут обойтись без этих деталей. Несмотря на то, что первый винт был придуман еще Архимедом, а наши древние предки широко использовали винтовые передачи в прессах для отжима масла из оливковых косточек и семян подсолнуха, а так же для подъема воды для орошения полей, идея создать настоящее винтовое соединение нашла свою реализацию только в 15 веке, когда один из швейцарских часовщиков впервые сумел при помощи простейших приспособлений выточить первый винт и гайку.
Вместе с тем, к разумной мысли о том, что резьба должна быть одинаковой во всех странах мира человечество пришло не скоро. Так, широко распространенная и привычная всем, кто хоть немного сталкивался с техникой, метрическая резьба появилась и была описана в стандартах лишь после введения единой Системы Измерений, основанной на эталонах метра, килограмма и секунды. Так что появление и широкое распространение метрической резьбы датируется концом 19 века. До того времени в мире господствовали дюймовые резьбы.
Главное отличие метрической резьбы от дюймовой состоит в том, что все её параметры привязаны к миллиметру, а за основу профиля самой резьбы взят равносторонний треугольник, так как все его угловые размеры одинаковы и равны 60 градусам. В стандартизации метрических резьбовых соединений важно, чтобы у гайки и болта совпадали не только угловые размеры резьбы, но и ее диаметр и шаг. Многие, особенно те, у кого имеются автомобили, сталкивались с непонятным явлением, когда винт и гайка имеют одинаковый диаметр, но винт вкрутить в гайку невозможно. Это говорит о том, что в данном месте используется резьба с меньшим шагом и для того чтобы винт вкрутился без проблем, его шаг резьбы должен быть тоже уменьшенным.
В стандартах, описывающих метрические резьбы, указано, что они должны обозначаться буквой M, а далее указывается диаметр резьбы и её шаг. Диапазон диаметров метрической резьбы лежит в пределах от одного до шестисот миллиметров. Разброс шага резьбы составляет от 0,075 до 3,5 мм. Резьбы с малым шагом применяют для измерительного инструмента, резьбы со средним шагом для нагруженных и работающих в условиях вибрации деталей и узлов, а резьбы с большим шагом применяют для крепления тяжелых несущих конструкций.
При создании стандартов метрических резьб были учтены различные допуски, которые задают степень округлости наружной кромки резьбы и отклонения от профиля, чтобы винт и гайка могли быть свободно закручены до момента упора при помощи руки.
Хоть метрические резьбы и не нашли широкого применения в уплотняемых соединениях, однако такая возможность заложена в стандарты. Так, резьба с обозначением MK применяется для самоуплотняемых соединений за счет конусности наружной и внутренней резьбы. Причем, для герметичного соединения необязательно чтобы винт и гайка были с конусной резьбой. Достаточно того, чтобы эта резьба была нарезана на винте.
Цилиндрическая метрическая резьба встречается достаточно редко. Её обозначение MJ. Главное отличие в винте, который имеет увеличенный радиус впадины на резьбе, что придает резьбовому соединению на основе цилиндрической метрической резьбы более высокие жаростойкие и усталостные качества. Такую резьбу применяют в аэрокосмической промышленности. Впрочем, в гайку с такой резьбой можно закрутить обычный метрический винт.
Несмотря на поголовное преобладание правой резьбы во всех устройствах и механизмах, все же бывает необходимо для реализации определенных функций применять левую резьбу. Метрическая левая резьба не отличается ничем от правой резьбы, кроме направления вращения, которое противоположно правым винтам. Если обычный винт закручивается по часовой стрелке, то левый в эту же сторону откручивается.
Также иногда можно встретиться с многозаходной метрической резьбой. Она отличается тем, что на болте и гайке одновременно нарезают не одну спираль, а две или даже три. Многозаходную резьбу часто применяют в высокоточном оборудовании, например, в фототехнике, чтобы однозначно позиционировать положение деталей при взаимном вращении. Такую резьбу можно отличить от обычной по двум или трем началам витков на торце.
Несмотря на очень широкое применение метрической резьбы, во многих развитых странах мира традиционно в большем ходу остаются так называемые дюймовые резьбы. А трубная резьба повсеместно измеряется в дюймах. И, несмотря на сильные отличия таких видов резьбы, сантехникам во всем мире на нужно объяснять отличия полудюймовой трубы от трехчетвертной.
Дюймовые резьбы и их применение
Отличия дюймовых резьб от метрических в том, что угол при вершине резьбы у них составляет 55 градусов, шаг резьбы вычисляется как соотношение числа витков резьбы на дюйм длины резьбы. Под дюймом понимают расстояние, равное 2,54 см. Что первоначально соответствовало длине первой фаланги большого пальца руки человека, которое практически у всех людей одинаково.
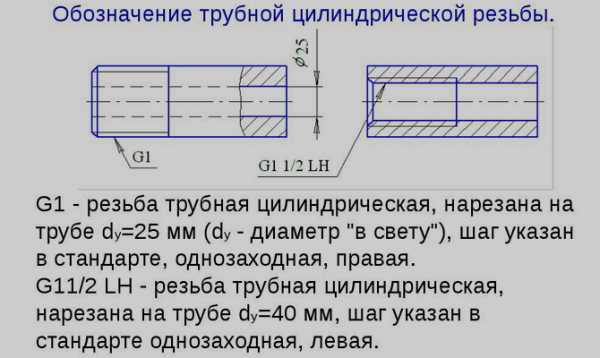
Так как угол при вершине иной, чем в метрических резьбах, то совместить метрические и дюймовые резьбы не представляется возможным. В странах с метрической системой применение находят только трубные дюймовые резьбы, которые обозначают буквой G. За буквой следует дробный или целый номинал, который обозначает не величину резьбы, а условный просвет трубы в дюймах или долях дюйма. Особенностью трубной резьбы является как раз тот факт, что она учитывает толщину стенок трубы, которые могут быть толще или тоньше в зависимости от материала изготовления и рабочего давления, на которое рассчитаны трубы. Поэтому дюймовый стандарт трубных резьб понятен и принят во всем мире как исключение из метрических правил.
Кроме простой цилиндрической трубной резьбы существует и коническая трубная резьба. Она имеет такие же характеристики, что и обычная трубная, за исключением конусности, которая позволяет создавать более герметичные соединения. Обозначается буквой R для наружной резьбы и Rc для внутренней. Левая резьба помечается дополнительно буквами LH, за которыми идет числовой номинал в целых и дробных долях дюйма.
Для применения в прочих соединениях, кроме сантехники, в США и Канаде применяют дюймовые резьбы с углом при вершине 60 градусов. Существует довольно широкий соратмент этих резьб, которые различаются диапазоном шага резьбы и прочими характеристиками. Стоит отметить, что некоторые резьбы из дюймового ряда совпадают с метрическими, что в некоторых случаях может быть на руку. Например, в фототехнике диаметр присоединительной резьбы, посредством которой фотокамера крепится к штативу, одинакова во всем мире вне зависимости от страны-производителя, так как характеристики этой резьбы одинаковы и для метрической, и для дюймовой резьбы.
Однако не стоит путать английскую дюймовую индустриальную резьбу, которая была одобрена еще в 1841 году, а разработкой её занимался сам Джозеф Витуорт. Эта резьба практически повторяет трубную, так как имеет величину угла у вершины 55 градусов. Винты и гайки с такой резьбой не сопрягаются с дюймовым крепежом из Америки и Канады.
howbuilds.ru
Трубная резьба - выбор инструмента для резьбовых работ + Видео
1 Варианты трубной резьбы
В этой работе будут описаны способы формирования нарезки, инструменты, которые для этого используются, и некоторые резьбовые стандарты. Такая информация будет не лишней для покупателей труб с уже нарезанными резьбовыми соединениями и для тех мастеров, которые решились самостоятельно произвести внутреннюю или внешнюю металлообработку на трубах. Есть достаточно большое количество вариантов, которыми осуществляется резьба трубная. Среди них выделяются цилиндрическая, коническая, дюймовая. Помимо всего вышеперечисленного, стоит отметить и такой вид, как металлообработка метрическая.
Нормативные акты современности предполагают только три варианта металлообработки под общим названием трубная резьба:
- цилиндрическая нарезка, образованная спиралевидной нарезкой с профилем равнобедренного треугольника с углом при вершине 55 градусов;
- коническая, образованная спиралевидной нарезкой с профилем равнобедренного треугольника с углом при вершине 55 градусов, но нарезанном на скошенном участке трубы с конусностью 1:16;
- дюймовая, образованная спиралевидной обработкой с профилем равнобедренного треугольника с углом при вершине 60 градусов.
Цилиндрическая нарезка трубы
Рекомендуем ознакомиться
В последнее время дюймовый вариант используется все реже, а в большинстве случаев в производстве новых трубопроводов совсем не используется. В современных изделиях трубные резьбы представлены или в цилиндрическом варианте, или в коническом. Цилиндрический тип нарезки используется весьма широко в водопроводных, отопительных и газопроводных системах. Он обозначается буквой G. Коническое соединение более прочное и используется для соединения узлов под давлением в гидравлике, топливопроводах или маслопроводах самолетов, автомобилей или станков. Обозначается коническая металлообработка буквой R.
Далее рассмотрим по возможности подробно G-тип и R-тип резьбы трубной. Такое обозначение характерно для цилиндрического и конического вариантов на чертежах.
Отличие трубной резьбы от метрической в том, что она обладает более острыми углами гребней и впадин. Еще вершины ниток трубной резьбы более округлые.
2 Трубная резьба цилиндрического типа
Трубная цилиндрическая резьба, которая регламентируется ГОСТ 6357-81, нарезается на трубах (или внутри) диаметром от 7,723 мм (соответствует 1/16") до 163,83 мм (соответствует 6" ровно). Общее количество оригинальных разновидностей данного типа работ (по диаметру) соответствует 16 типоразмерам. На трубах диаметром более 6" нарезка уже не делается. Такие трубы соединяются посредством сварки.
В резьбовой нарезке выделяют два диаметра. Один называется наружным. Он измеряется по верхним противоположным гребням. Второй измеряется по впадинам нарезки резьбы, тоже в противоположных точках. Разница этих двух диаметров равна величине профиля.
Однако, кроме диаметра, очень важной характеристикой для любой нарезки является еще и шаг нарезки - расстояние между двумя соседними вершинами или впадинами волны резьбы. Это расстояние должно быть одинаковым на всем протяжении и на любом отрезке спирали. Притом как на внешней, так и на внутренней. Иначе соединять детали будет невозможно.

Шаг резьбовой нарезки
Согласно ГОСТ 6211-81, который регламентирует размеры трубной цилиндрической резьбы, шаг резьбовой нарезки измеряется не в миллиметрах, а по количеству витков в пределах одного дюйма (25,4 мм).
И, кстати, шаг зависит от высоты профиля.
Он равен 1/2 разницы между наружным и внутренним диаметрами. В связи с этим определением и по ГОСТу существует четыре варианта шага данного типа металлообработки на 11, 14, 19 и 28 витков.

Шаги трубной металлообработки гост
В жилищном строительстве чаще всего пользуются трубами с такими типами:
1. С металлообработкой в 14 ниток на дюйм (шаг 1,814 мм):
- диаметр 1/2";
- диаметр 3/4".
2. С обработкой в 11 ниток на дюйм (шаг 2,309 мм):
- диаметр 1";
- диаметр 1 1/4";
- диаметр 11/2";
- диаметр 2".
Таким образом, конечное число рассматриваемых типоразмеров, соответствующих стандартной трубной цилиндрической металлообработке G-типа, равно 64-м единицам. Это число получается из расчета, что существует четыре типоразмера по шагу для каждого из 16 рассмотренных типоразмеров по диаметру.
Нужно заметить, что определенные ранее размеры трубной цилиндрической резьбы интересны большинству практикующих сантехников только в свете диаметра условного. Остальные параметры берутся во внимание только в процессе изготовления или контроля за качеством изготавливаемой резьбы.
3 Трубная резьба конического типа
Трубная коническая резьба R-типа регламентируется ГОСТ 6211-81. Этот тип нарезки используется на (или внутри) концах труб с конусностью 1:16 и диаметрами от 1/16" (7,723 мм) и до 6" (163,83 мм). Остальные пропорции аналогичны пропорциям цилиндрической резьбы. Общее количество всех оригинальных резьбовых типоразмеров равняется 64 единицам: 16 типоразмеров по диаметру, умноженных на 4 типоразмера по шагу резьбы для каждого диаметра.
4 Способы контроля качества и определения размеров и типов резьб
Независимо от того, какие инструменты для нарезки используются, выделяются следующие средства, с помощью которых могут измеряться отверстия:
- С помощью калибров. Этот способ позволяет определить все параметры резьбы. Делается это таким образом: если нужно проверить или определить тип резьбы внутри трубы, используется цилиндрический калибр с наружной нарезкой. Вкручивая его в трубу, контролируется плотность и легкость прохождения витков. Если в двух деталях не совпадают диаметр или шаг резьбы, то вкрутить калибр не получится. Соответственно, берется следующий калибр и проделывается та же операция. И так до тех пор, пока резьбы не подойдут. Для наружной резьбы берут калибр с внутренней резьбой и накручивают на трубу. Этот процесс может порядочно затянуться. Ведь общее количество калибров доходит до 64 штук. И это только для измерения наружной резьбы. А полный комплект калибров состоит из 128 штук.
- С помощью плоских шаблонов. Этот способ гораздо проще. Выполняется он таким образом: берется пластина с профилем нарезки и прикладывается к кромке на трубе или внутри трубы. Если между гранями получаемого после металлообработки рельефа и профилем шаблона нет просветов, операция по определению типа резьбы закончена. Такой метод хоть и проще, но не дает точных результатов. Он используется на объектах, где нет доступа к калибрам, а нужно проверить параметры резьбового соединения.
Также используемые инструменты для нарезки не влияют на способ, с помощью которого трубная резьба осуществляется. Так, на внутренней или наружной поверхности данный процесс производится несколькими способами:
- Накатка резьбы в процессе изготовления трубы. Такие изделия поступают в продажу или на строительные площадки с уже готовой обработкой.
- Механический способ нарезки резьбы. Здесь нужен токарный станок. В патроне зажимают трубу. В суппорт вставляют резьбовой резец. Делают фаску внутри или снаружи трубы. Включают резьбовую подачу и подводят резец, настроив скорость перемещения суппорта. Нарезка, сделанная таким образом, считается наиболее точной.
- Ручной метод. Для нарезки вручную понадобятся плашка для нарезания или метчик. Во многих случаях деталь просто невозможно поместить в станок. Тогда используются плашки для нарезания трубных способов металлообработки. Этот метод практикуется в строительстве, когда нужно соединить установленные разводки. Диаметр стыкующихся труб не должен превышать 6".
- Метод нарезания плашкой довольно прост. На закрепленную трубу надевается плашка, закрепляется в специальном зажиме с одной или двумя рукоятками. Далее навинчивается инструмент на трубу по часовой стрелке. Для труб диаметром более 1/2" обычно используют две плашки: черновую и чистовую. Когда поворачивать становится тяжело, откручивают пару витков назад и продолжают нарезать дальше.
- Нарезка трубной резьбы с помощью метчика еще проще. Он используется, когда нужно нарезать внутреннюю резьбу. Вставив хвостовик метчика в держатель с рукоятями, начинаете медленно вкручивать метчик в трубу. При увеличении усилия откручиваете назад пару витков и снова вкручиваете, нарезая дальше.
Эти виды нарезки внутри трубы или на поверхности требуют от исполнителя незаурядной силы и сноровки. Несмотря на трудоемкость процесса, обработку плашкой или метчиком практикуют все сантехники, которые имеют дело с металлическими трубами. Если руководствоваться знаниями, изложенными выше, можно спокойно приступать к работе с водопроводными, газовыми или отопительными трубами.
tutmet.ru