Содержание
Сверло и метчик. Инструмент 2 в 1
Всем привет.
На этот раз обзор будет посвящен инструменту, предназначенному для одновременного проделывания отверстий и нарезании в них резьбы.
Поставляется инструмент в обычном полиэтиленовом пакетике, который, что логично, за время путешествия покрыывается множеством мелких отверстий. Так что надо быть готовым к тому, что как только он окажется в руках — руки окажутся в смазке.
В чем плюс данного инструмента — две операции проделывается за один раз. Сперва режущая часть сверла проделывает отверстие в металле, после чего метчик нарезает резьбу. Пользуясь такими сверлами, можно не задумываться о необходимости соблюдения соотношения диаметра сверла с диаметром метчика. Но на всякий случай вот табличка соотношения тех самых размеров:
В комплекте поставки 6 таких метчиков, предназначенных для нарезания резьб различного диаметра (10*1,5, 8*1,25, 6*1, 5*0,8, 4*0,7 и 3*0,5). На хвостовике каждого метчика имеется обозначение его параметров — диаметр нарезаемой резьбы и ее шаг.
На хвостовике каждого метчика имеется обозначение его параметров — диаметр нарезаемой резьбы и ее шаг.
Хвостовик шестигранный, так что данный инструмент подойдет и для незажимных быстроразъемных патронов. Правда, вопрос в том хватит ли такому инструменту мощности для того, чтобы просверлить отверстие в более-менее толстом металле.
Режущая часть покрыта нитридом титана. Не краска — 100%, аккумуляторной кислоте он оказался неподвластен. Металл — китайская быстрорежущая сталь HSS6542 (аналог нашей 6М5 или европейской М2). Характеризуется сталь невысокой стоимостью в сочетании с хорошими характеристиками. Химический состав W:5.50-6.75; Mo:4.50-5.50; Cr:3.80-4.40; V:1,75-2.20.
Канавки для выгонки стружки имеют спиралевидную форму, которая характерна для инструмента, работающего на высоких оборотах. Если вспомнить стандартный ручной метчик, то канавки там линейные.
С диаметрами проблем нет. Все точно соответствует заявленным параметрам.
Для проверки инструмента в деле, был использован аккумуляторный шуруповерт, несколько книжек и стальная пластина толщиной 8 миллиметров 🙂 Ввиду стоящих за окном морозов, выезд в гараж был невозможен, так что тест проводился в крайне неблагоприятных условиях, что повлекло за собой поломку одного сверла 🙁
Зато на разлом видно, что сверло подвергалось термообработке, то есть проходило закалку.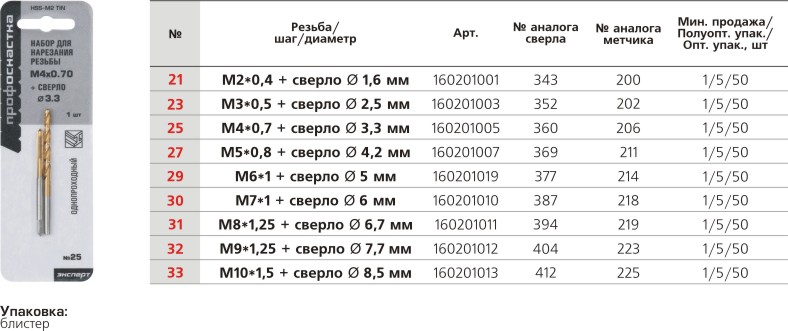 Металл не сырой.
Металл не сырой.
А вот так выглядит отверстие с готовой резьбой:
Болт закручивается без проблем, причем держится даже на нескольких витках.
А вот так выглядел сам процесс:
Если бы пластина была зажата в тиски, а сверло хоть немного смазано, то действо не выглядело бы столь дешераздирающе 🙂 Но зато удалось убедиться в том, что даже в таких условиях при помощи данного инструмента можно добиться нужного результата 🙂 Причем даже после проделывания нескольких отверстий, внешний вид сверла (как и покрытия) ничуть не изменился.
Так что сверла можно считать пригодными к использованию. Думаю, что при соблюдении техпроцесса: использование керна, смазки и тисков (а в идеале и станка) результат будет более качественным.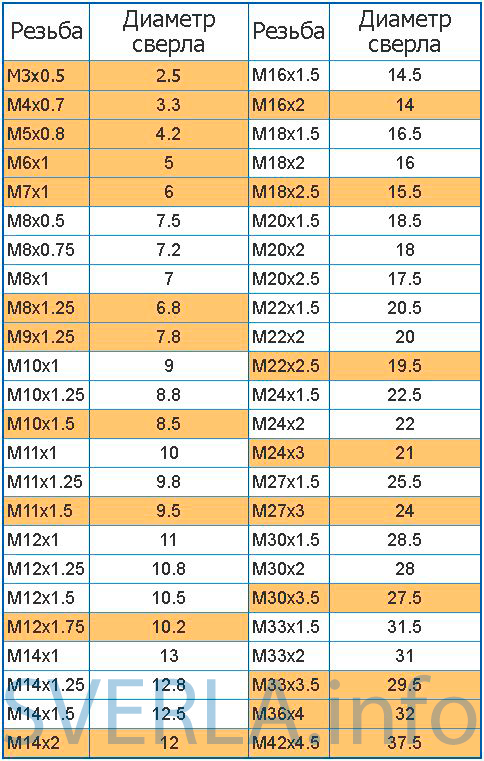
Но во время работы с ними нужно помнить, что толщина металла не должна превышать длину режущей части сверла (той части которая проделывает отверстие, то есть от кончика до начала расширения под метчик). В противном случае резьба будет неравномерной из-за повышенной нагрузки.
На этом все. Спасибо за внимание и потраченное время.
Товар для написания обзора предоставлен магазином. Обзор опубликован в соответствии с п.18 Правил сайта.
Как правильно подобрать сверло под метчик?
Как правильно подобрать сверло под метчик?
Метчик используется для нарезания внутренних резьб и представляет собой винт с режущими кромками. Однако перед тем как нарезать внутреннюю резьбу метчиком, необходимо подготовить черновое отверстие. Для этого используют сверла, что рождает новую проблему, суть которой состоит в подборе правильного диаметра сверла. Дело в том, что отверстие большего диаметра приведет к скашиванию резьбы, а меньшего — испортит метчик. Шаг резьбы у метчиков может быть разным, и каждому шагу соответствует подходящий диаметр сверла.
Шаг резьбы у метчиков может быть разным, и каждому шагу соответствует подходящий диаметр сверла.
Особенности выбора сверла под метчик.
При выборе сверла под метчик необходимо учитывать следующие рекомендации:
- Следите, чтобы сверло подходило под обрабатываемый материал. Для большинства резьбонарезных операций хватает инструмента из быстрорежущей стали с содержанием кобальта. Однако если материал тверже, используйте твердосплавное сверло.
- Черновое отверстие требуется обработать зенковкой и сделать фаску. Это позволит лучше центрировать метчик, а также обеспечит лучший заход в резьбу болтов, шпилек и т.п.
- Принимайте во внимание свойства материала. У хрупких твердых и мягких вязких металлов диаметр отверстия будет отличаться. Так, диаметр сверла под резьбу М 8 в мягком материале составит 6,8 мм, а в твердом — 6,7 мм.
На практике мастера постоянно пользуются простой формулой, когда нет возможности обратиться к таблице:
Диаметр сверла = Нормальный диаметр резьбы – Шаг резьбы
(Пример: М 10-1,5=8,5 мм)
Разрешено округлять полученный результат в большую сторону. Например, 9,75 округлить до 9,8 мм. Однако такой способ позволяет узнать только приблизительное значение и больше подходит для бытовых нужд. На производстве специалисты опираются на таблицы, указанные в ГОСТах, и учитывают допуски и особенности обрабатываемого материала.
Например, 9,75 округлить до 9,8 мм. Однако такой способ позволяет узнать только приблизительное значение и больше подходит для бытовых нужд. На производстве специалисты опираются на таблицы, указанные в ГОСТах, и учитывают допуски и особенности обрабатываемого материала.
Диаметр предварительного отверстия
для метрических метчиков под основной шаг (DIN 13/ГОСТ 24705)
| Нормальный диаметр резьбы | Шаг резьбы, мм | Диаметр сверла, мм |
| М 1,0 | 0,25 | 0,75 |
| М 1,1 | 0,25 | 0,85 |
| М 1,2 | 0,25 | 0,95 |
| М 1,4 | 0,3 | 1,1 |
| М 1,6 | 0,35 | 1,25 |
| М 1,8 | 0,35 | 1,45 |
| М 2,0 | 0,4 | 1,6 |
| М 2,2 | 0,45 | 1,75 |
| М 2,5 | 0,45 | 2,05 |
| М 3,0 | 0,5 | 2,5 |
| М 3,5 | 0,6 | 2,9 |
| М 4,0 | 0,7 | 3,3 |
| М 4,5 | 0,75 | 3,7 |
| М 5,0 | 0,8 | 4,2 |
| М 6,0 | 1,0 | 5,0 |
| М 7,0 | 1,0 | 6,0 |
| М 8,0 | 1,25 | 6,8 |
| М 9,0 | 1,25 | 7,8 |
| М 10,0 | 1,5 | 8,5 |
| М 11,0 | 1,5 | 9,5 |
| М 12,0 | 1,75 | 10,2 |
| М 14,00 | 2,0 | 12,0 |
| М 16,00 | 2,0 | 14,0 |
| М 18,00 | 2,5 | 15,5 |
| М 20,00 | 2,5 | 17,5 |
| М 22,00 | 2,5 | 19,5 |
| М 24,00 | 3,0 | 21,0 |
| М 27,00 | 3,0 | 24,0 |
| М 30,00 | 3,5 | 26,5 |
| М 33,00 | 3,5 | 29,5 |
| М 36,00 | 4,0 | 32,0 |
| М 39,00 | 4,0 | 35,0 |
| М 42,00 | 4,5 | 37,5 |
| М 45,00 | 4,5 | 40,5 |
| М 48,00 | 5,0 | 43,0 |
| М 52,00 | 5,0 | 47,0 |
| М 56,00 | 5,5 | 50,5 |
| М 60,00 | 5,5 | 54,5 |
| М 64,00 | 6,0 | 58,0 |
| М 68,00 | 6,0 | 62,0 |
Диаметры сверл для
метчиков с крупной дюймовой цилиндрической резьбой UNC
| Нормальный диаметр резьбы | Число ниток на 1 дюйм | Диаметр сверла под резьбу, мм |
| UNC 1/4” | 20 | 5,1 |
| UNC 5/16” | 18 | 6,5 |
| UNC 3/8” | 16 | 8,0 |
| UNC 7/16” | 14 | 9,4 |
| UNC 1/2” | 13 | 10,8 |
| UNC 9/16” | 12 | 12,2 |
| UNC 5/8” | 11 | 13,6 |
| UNC 3/4” | 10 | 16,5 |
| UNC 7/8” | 9 | 19,5 |
| UNC 1” | 8 | 22,25 |
| UNC 1-1/8” | 7 | 25,0 |
| UNC 1-1/4” | 7 | 28,25 |
| UNC 1-3/8” | 6 | 30,75 |
| UNC 1-1/2” | 6 | 34 |
| UNC 1-3/4” | 5 | 39,5 |
| UNC 2” | 4 | 45 |
Диаметры сверл для
метчиков с мелкой дюймовой цилиндрической резьбой UNF
| Нормальный диаметр резьбы | Число ниток на 1 дюйм | Диаметр сверла под резьбу, мм |
| UNF 1/4” | 28 | 5,5 |
| UNF 5/16” | 24 | 6,9 |
| UNF 3/8” | 24 | 8,5 |
| UNF 7/16” | 20 | 9,9 |
| UNF 1/2” | 20 | 11,5 |
| UNF 9/16” | 18 | 12,9 |
| UNF 5/8” | 18 | 14,5 |
| UNF 3/4” | 16 | 17,5 |
| UNF 7/8” | 14 | 20,5 |
| UNF 1” | 12 | 23,25 |
| UNF 1-1/8” | 12 | 26,5 |
| UNF 1-1/4” | 12 | 29,75 |
| UNF 1-3/8” | 12 | 33 |
| UNF 1-1/2” | 12 | 36 |
| Нормальный диаметр резьбы | Шаг резьбы, мм | Число ниток на 1 дюйм | Диаметр сверла под резьбу, мм |
| G 1/8” | 0,907 | 28 | 8,7 |
| G 1/4” | 1,337 | 19 | 11,5 |
| G 3/8” | 1,337 | 19 | 15,0 |
| G 1/2” | 1,814 | 14 | 18,75 |
| G 5/8” | 1,814 | 14 | 20,75 |
| G 3/4” | 1,814 | 14 | 24,25 |
| G 7/8” | 1,814 | 14 | 28,0 |
| G 1” | 2,309 | 11 | 30,5 |
| G 1-1/8” | 2,309 | 11 | 35 |
| G 1-1/4” | 2,309 | 11 | 39 |
| G 1-3/8” | 2,309 | 11 | 41,5 |
| G 1-1/2” | 2,309 | 11 | 45 |
| G 1-3/4” | 2,309 | 11 | 51 |
| G 2” | 2,309 | 11 | 56,7 |
Метчик метрический комплектный
Метчик ЛЕВЫЙ метрический комплектный
Метчик метрический для глухих отверстий
Метчик ЛЕВЫЙ метрический для глухих отверстий
Метчик метрический для сквозных отверстий
Метчик метрический комбинированный
Метчик метрический гаечный
Метчик метрический шахматный
Метчики дюймовые UNC и UNF
Метчики дюймовые BSW и BSF
Метчики трубные G
Метчики конические K и Rc
Сверло по металлу Р6М5 / Р6АМ5 / HSS
Сверло по металлу Р6М5К5 (кобальт)
Сверло по металлу ВК8
Таблица метрических метчиков и сверл
Таблица метрических метчиков и сверл | DrillsandCutters.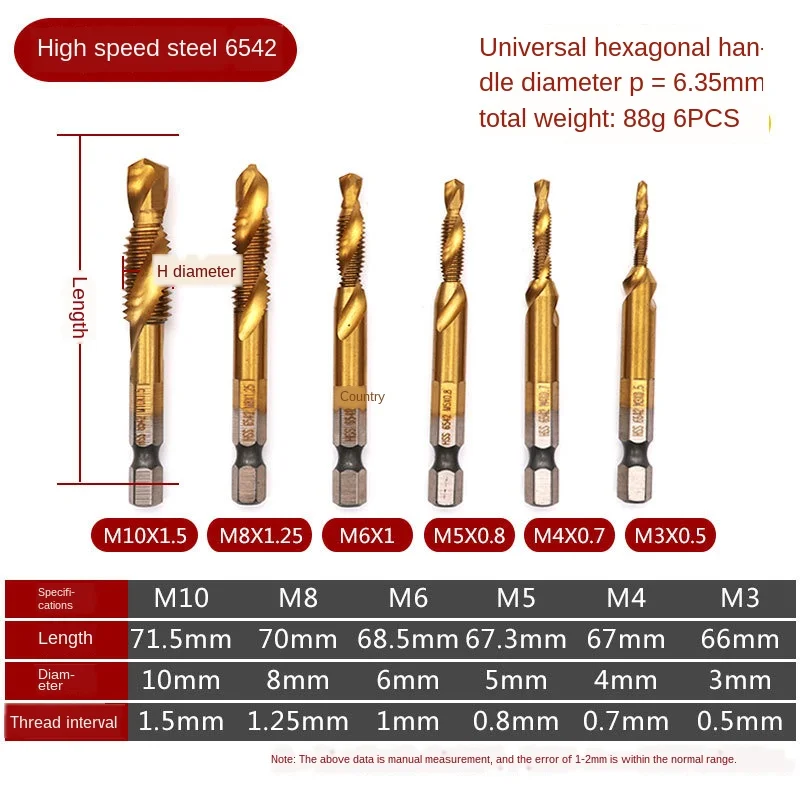 com
com
Поиск
Метрические грубые размеры
| Размер метчика | Размер сверла |
| 1 x 0,25 | 0,75 |
| 1,1 x 0,25 | 0,85 |
| 1,2 x 0,25 | 0,95 |
| 1,4 x 0,3 | 1,1 |
| 1,6 x 0,35 | 1,25 |
| 1,7 x 0,35 | 1,3 |
| 1,8 x 0,35 | 1,45 |
| 2 x 0,4 | 1,6 |
| 2,2 x 0,45 | 1,75 |
| 2,5 x 0,45 | 2,05 |
| 3 x 0,5 | 2,5 |
| 3,5 x 0,6 | 2,9 |
| 4 x 0,7 | 3,3 |
| 4,5 x 0,75 | 3,7 |
| 5 x 0,8 | 4,2 |
| 6 x 1 | 5 |
| 7 x 1 | 6 |
| 8 x 1,25 | 6,8 |
| 9 x 1,25 | 7,8 |
| 10 x 1,5 | 8,5 |
| 11 x 1,5 | 9,5 |
| 12 x 1,75 | 10,2 |
| 14 x 2 | 12 |
| 16 x 2 | 14 |
| 18 x 2,5 | 15,5 |
| 20 x 2,5 | 17,5 |
| 22 x 2,5 | 19,5 |
| 24 x 3 | 21 |
| 27 x 3 | 24 |
| 30 x 3,5 | 26,5 |
| 33 x 3,5 | 29,5 |
| 36 x 4 | 32 |
| 39 x 4 | 35 |
Мелкие метрические размеры
| Размер метчика | Размер сверла |
| 4 x 0,35 | 3,6 |
| 4 x 0,5 | 3,5 |
| 5 х 0,5 | 4,5 |
| 6 х 0,5 | 5,5 |
| 6 x 0,75 | 5,25 |
| 7 x 0,75 | 6,25 |
| 8 x 0,5 | 7,5 |
| 8 x 0,75 | 7,25 |
| 8 х 1 | 7 |
| 9 х 1 | 8 |
| 10 x 0,75 | 9,25 |
| 10 х 1 | 9 |
| 10 х 1,25 | 8,8 |
| 11 х 1 | 10 |
| 12 x 0,75 | 11,25 |
| 12 х 1 | 11 |
| 12 х 1,5 | 10,5 |
| 14 х 1 | 13 |
| 14 х 1,25 | 12,8 |
| 14 х 1,5 | 12,5 |
| 16 х 1 | 15 |
| 16 х 1,5 | 14,5 |
| 18 х 1 | 17 |
| 18 х 2 | 16 |
| 20 х 1 | 19 |
| 20 х 1,5 | 18,5 |
| 20 х 2 | 18 |
| 22 х 1 | 21 |
| 22 х 1,5 | 20,5 |
| 22 х 2 | 20 |
| 24 х 1,5 | 22,5 |
| 24 х 2 | 22 |
| 26 х 1,5 | 24,5 |
| 27 х 1,5 | 25,5 |
| 27 х 2 | 25 |
| 28 х 1,5 | 26,5 |
| 30 х 1,5 | 28,5 |
| 30 х 2 | 28 |
| 33 x 2 | 31 |
| 36 х 3 | 33 |
| 39 х 3 | 36 |
ISO метрические метчики и размеры сверл
Связанные ресурсы: оборудование
ISO метрические метчики и размеры сверл
Технические данные по конструкции оборудования ANSI
Технические метрические данные по конструкции оборудования
Метрические сверла ISO, серия с крупной резьбой
Номинальный | Диаметр сверла (мм) | Сверло для зазора | |||
Рекомендуется | Альтернатива | Закрыть | Средний | Бесплатно | |
М1. | 1,25 | 1,30 | 1,7 | 1,8 | 2,0 |
М2 | 1,60 | 1,65 | 2,2 | 2,4 | 2,6 |
М2,5 | 2,05 | 2.10 | 2,7 | 2,9 | 3.1 |
М3 | 2,50 | 2,55 | 3,2 | 3,4 | 3,6 |
М4 | 3,30 | 3,40 | 4,3 | 4,5 | 4,8 |
М5 | 4.20 | 4,30 | 5,3 | 5,5 | 5,8 |
М6 | 5,00 | 5. | 6,4 | 6,6 | 7,0 |
М8 | 6,80 | 6,90 | 8,4 | 9,0 | 10,0 |
М10 | 8,50 | 8,60 | 10,5 | 11,0 | 12,0 |
М12 | 10.20 | 10.40 | 13,0 | 14,0 | 15,0 |
М14 | 12.00 | 12.20 | 15,0 | 16,0 | 17,0 |
М16 | 14.00 | 14,25 | 17,0 | 18,0 | 19,0 |
М18 | 15,50 | 15. | 19,0 | 20,0 | 21,0 |
М20 | 17,50 | 17,75 | 21,0 | 22,0 | 24,0 |
М22 | 19,50 | 19,75 | 23,0 | 24,0 | 26,0 |
М24 | 21.00 | 21.25 | 25,0 | 26,0 | 28,0 |
М27 | 24.00 | 24,25 | 28.0 | 30,0 | 32,0 |
М30 | 26,50 | 26,75 | 31,0 | 33,0 | 35,0 |
М33 | 29,50 | 29,75 | 34,0 | 36,0 | 38,0 |
М36 | 32. | ||||
 6
6 10
10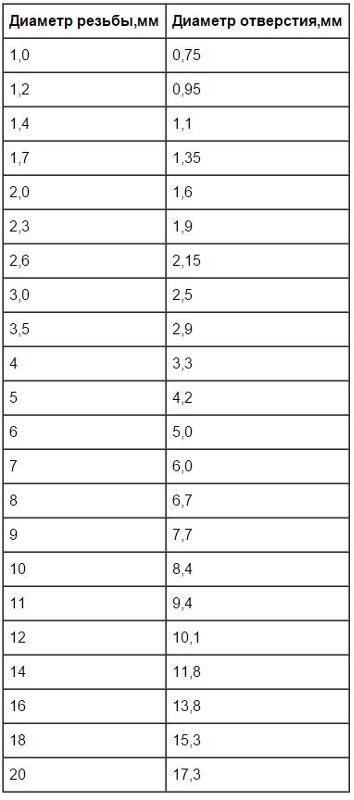 75
75