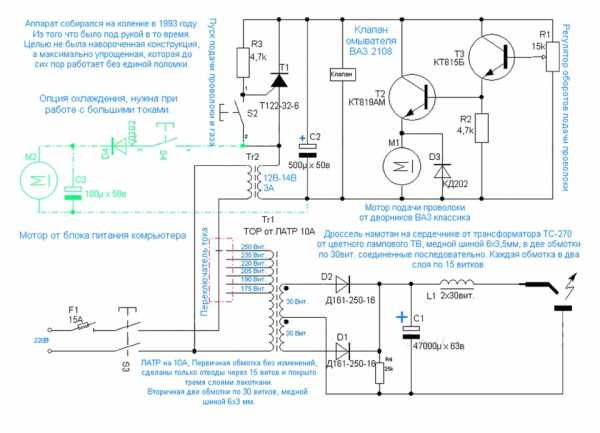
Сварка своими руками различных деталей с помощью полуавтомата. Полуавтомат сварочный своими руками
изготовление из инвертора и трансформатора
Возможности сварочного полуавтомата значительно выше, чем у аппарата, предназначенного для выполнения ручной дуговой сварки. Полуавтоматом можно сваривать значительно более тонкий металл.
Применение специальной сварочной проволоки позволяет работать с цветными металлами, а использование защитного газа обеспечивает сварной шов более высокого качества. Учитывая эти обстоятельства, желание пополнить свою домашнюю мастерскую таким устройством вполне объяснимо.
Общие сведения
Если купить сварочный полуавтомат нет возможности, можно попробовать собрать его своими руками. Сразу нужно сказать, задача эта не из самых лёгких, и собрать самодельный сварочный полуавтомат под силу только тем, кто имеет определённый навык работы с электрическими приборами, уже что-то ремонтировал, и разбирается в схемах. Для тех, кто решился на это, можно порекомендовать несколько возможных вариантов сборки.
До начала планирования работ по созданию сварочного полуавтомата, следует изучить принципы полуавтоматической сварки, а также устройство и работу предназначенного для этого прибора.
Сварочными полуавтоматами называют аппараты, осуществляющие электродуговую сварку постоянным током с использованием в качестве электрода специальной сварочной проволоки в среде защитных газов.
Проволока намотана на вращающейся катушке и автоматически подается к месту сварки, проходя через механизм подачи. Схема сварочного полуавтомата может содержать как инверторный, так и трансформаторный источник тока.
Сварщик своими руками разжигает дугу и выполняет шов, поэтому работа называется полуавтоматической. Аналогом держателя электродов в сварочном полуавтомате служит горелка, имеющая пистолетную рукоятку с клавишей включения подачи проволоки.
Подача проволоки осуществляется по тонкому каналу, проходящему внутри обрезиненного рукава, соединяющего полуавтомат с горелкой. Канал для подачи газа при сварке находится в том же рукаве и заканчивается соплом на конце горелки.
Перед тем как зажечь дугу, включением подачи проволоки нужно добиться её выдвижение за край горелки на 10 – 15 мм.
Затем включается подача газа и начинается процесс сварки. Скорость подачи проволоки и газа регулируется руками, вращением головок, расположенных на лицевой панели сварочного полуавтомата.
Из сварочного трансформатора
Если в Вашем распоряжении есть старый сварочный трансформатор, он может послужить основой для сборки своими руками полуавтоматического аппарата.
Если старый аппарат имеет выпрямитель и успешно варит постоянным током, в этой части больше ничего делать не надо. Если же это просто трансформатор для сварки переменным током, его следует доработать.
Диодный мост
 Для того чтобы получить источник постоянного тока сварки, трансформатор необходимо укомплектовать диодным мостом и фильтром. Диодная сборка выпрямляет вторичное напряжение, фильтр сглаживает пульсации, поддерживая стабильное горение дуги.
Для того чтобы получить источник постоянного тока сварки, трансформатор необходимо укомплектовать диодным мостом и фильтром. Диодная сборка выпрямляет вторичное напряжение, фильтр сглаживает пульсации, поддерживая стабильное горение дуги.
Выпрямленное напряжение однофазного трансформатора имеет вид синусоиды, нижние полуволны которой отражены симметрично оси абсцисс и перемещены в верхние квадранты системы координат.
По сути, это пульсирующее с частотой 100 герц напряжение, два раза за период достигающее нулевого значения. Использование такого напряжения для сварки в качестве постоянного, приводит к нестабильному горению дуги. Для устранения этого явления требуется фильтр, сглаживающий провалы напряжения.
Фильтр
Фильтр состоит из дросселя, включенного в сварочную цепь последовательно, и конденсатора, включенного параллельно. Такая комбинация индуктивности и ёмкости называется Г – образным фильтром, потому что на схеме, подключенные таким образом элементы образуют букву Г.

Конденсатор для будущего полуавтомата нужен электролитический, полярный, ёмкостью 10000 микрофарад, чем больше, тем лучше. Напряжение конденсатора должно быть не менее 100 вольт, чтобы имелся хороший запас. Можно спаять несколько конденсаторов параллельно, ёмкость при этом суммируется.
Дроссель
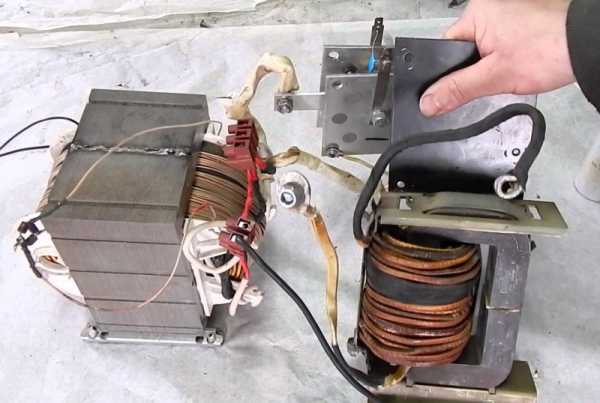
 Для намотки дросселя своими руками нужно найти старый трансформатор подходящих размеров. Хорошо подходит для этой цели трансформатор питания от старых ламповых цветных телевизоров, мощностью не менее 250 ватт.
Для намотки дросселя своими руками нужно найти старый трансформатор подходящих размеров. Хорошо подходит для этой цели трансформатор питания от старых ламповых цветных телевизоров, мощностью не менее 250 ватт.
Трансформатор имеет две катушки на овальном замкнутом сердечнике, состоящем из двух половинок. Трансформатор разбирается, катушки снимаются, старый провод с них удаляется.
Для намотки подбирается подходящая медная шина плоского сечения. На каждую катушку вместо снятого провода руками наматывается два слоя витков медной шиной. На катушке должно получиться 15 – 20 витков.
После этого, стальной сердечник собирается, катушки ставятся на место, между половинками сердечника вставляется текстолитовая прокладка толщиной 1,5 мм. Катушки соединяются последовательно.
Протяжка
Механизм протяжки проволоки для полуавтомата можно соорудить своими руками, используя небольшие подшипники и электродвигатель от автомобильных дворников.
Но лучше купить в сборе готовый, он продаётся как запчасть к сварочным полуавтоматам. Также придётся купить горелку и рукав, по которому будет подаваться проволока и газ.
Из инвертора для ручной сварки
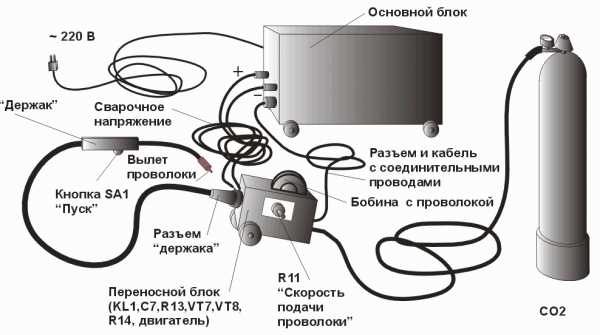
Для того чтобы не разбирать работоспособный инверторный преобразователь, можно поступить следующим образом. Все дополнительные узлы, необходимые для работы сварочного полуавтомата можно расположить в отдельном корпусе.
Изготовление корпуса
Задача заключается в том, чтобы найти или изготовить подходящий корпус, в котором будет установлена катушка со сварочным проводом, свободно вращающаяся на барабане, механизм протяжки проволоки. На лицевой панели этого корпуса будет располагаться гнездо для подключения рукава с горелкой и регулятор скорости подачи проволоки.

Регулировку тока можно осуществлять на инверторе, плюсовая клемма может соединяться с заготовкой также непосредственно от инвертора.
Минусовой вывод инвертора нужно завести в новый корпус и соединить с клеммой рукава. Сварочная проволока должна быть соединена с этим потенциалом.
Также внутри нового корпуса следует предусмотреть монтаж шланга, соединяющего баллон с защитным газом и рукав горелки. Для осуществления регулируемой подачи газа можно установить клапан от автомобильного стеклоочистителя.
Обеспечение питания протяжки и клапана
Поскольку электродвигатель механизма протяжки проволоки и клапан, перекрывающий газ питаются постоянным напряжением 12 вольт, придётся установить небольшой трансформатор с выпрямителем, обеспечивающий это питание.
Для коммутации двигателя и клапана лучше установить промежуточные автомобильные реле на 12 вольт. Включение протяжки проволоки осуществляется клавишей на горелке, удерживаемой руками, для открытия и закрытия клапана подачи газа, на лицевой панели устанавливается тумблер.
Такая компоновка позволит пользоваться инвертором и для ручной сварки, и как источником тока для сварочного полуавтомата. Затраты на изготовление самодельного полуавтомата невелики, а польза от него будет ощутимая.
svaring.com
Сварочный полуавтомат своими руками: описание, чертежи, схемы
Сварка металлических изделий может выручить хорошего хозяина в любой момент. Поэтому сварочный аппарат можно считать незаменимой вещью в домашнем хозяйстве. С таким аппаратом можно выполнять мелкие ремонтные работы самостоятельно. Наиболее часто сварочные работы необходимы в сельской местности, где может появиться потребность в ремонте заграждений, постройке теплицы или создания любой другой металлической конструкции.
Покупка нового заводского полуавтомата может влететь в немалую копеечку, поэтому у каждого хозяина в какой-то момент возникает дилемма, что делать, покупать новый аппарат или сделать сварочный полуавтомат своими руками.
Наиболее просто своими руками сделать полуавтомат из инвертора. Если в хозяйстве есть обычный инвертор, сделать полуавтомат не составит особого труда, нужно всего лишь соблюдать инструкцию изготовления и приобрести несколько дополнительных деталей.

Сварочный полуавтомат своими руками
Но следует отметить, что для выполнения подобных работ нужно иметь базовые знания электротехники и простейших физических законов. При этом важно добросовестно подойти к изготовлению, собрать необходимый инструмент и не бросать начатое дело.
Устройство самодельного сварочного полуавтомата
Схема сварочного полуавтомата довольно проста, и мало чем отличается от обычного сварочного аппарата. Устройство сварочного полуавтомата отличается тем, что вместо классических электродов, которые необходимо менять в процессе роботы, используется присадочная проволока. Такая особенность заключается в том, что там установлен механизм подачи сварочной проволоки, который подает ее в свариваемую область постепенно и непрерывно. Это позволяет выполнять сварочные работы непрерывно, выполняя максимально ровный и равномерный шов.

Устройство сварочного полуавтомата
При этом сопротивление такого аппарата значительно ниже в сравнении с дуговой, поэтому можно выполнить ремонт сварочного полуавтомата своими руками без особых усилий и инструментов.
При подаче проволоки в зоне сварки образуется область расплавленного металла, который моментально соединяет поверхности, буквально склеивая их, образуя максимально качественный шов высокой прочности.
С помощью самодельного сварочного полуавтомата можно сваривать практическая все типы металлических изделий, в том числе нержавеющие стали и цветные металлы. Причем техника выполнения сварочных работ довольно проста и освоить ее легко самостоятельно с помощью обучающих материалов. Но также можно пройти специальные курсы, где вас обучат технике сварки, расскажут о специфике и малейших особенностях использования полуавтомата. Посещая курсы, научиться сварочному делу может даже новичок, никогда не имеющий дело со сварочными аппаратами любого дела.
Грубо говоря, сварочный полуавтомат состоит из трех частей, электрической, ответственной за подачу тока, проволочный механизм, отвечающий за подачу присадочной проволоки, а также горелки, необходимой для создания газовой среды с помощью специального сопла.
Газовая среда необходима для создания защитного инертного облака, которое препятствует окислению расплавленного металла. Для этих целей чаще всего используют углекислый газ. Газовый баллон подключается к аппарату через входной штуцер.
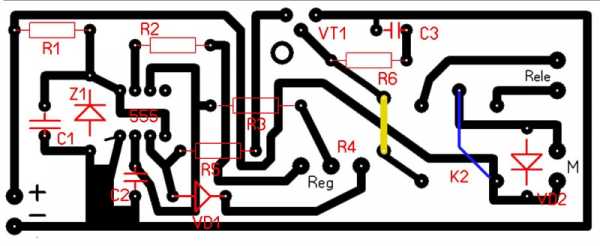
Схема сварочного полуавтомата
В некоторых случаях использование баллона не обязательно, так как можно применять присадочную проволоку со специальным покрытием, которое создает самозащитную среду. Простота использования и отсутствие необходимости в применении баллона сделало полуавтомат с такой проволокой особо популярным среди домашних умельцев.
Принцип работы аппарата довольно простой, от электросети подается переменный ток, который преобразовывается в постоянный. Такую функцию выполняет специальный модуль в совокупности с трансформатором и выпрямителями.
При выполнении сварочных работ важно наблюдать за сохранением баланса силы тока, напряжения и скорости подачи присадочной проволоки. Изменение баланса в любую из сторон может привести к получению некачественного шва. Для сохранения баланса в подобных случаях используют источник питания жесткой вольт-амперной характеристики. Это позволяет в зависимости от скорости подачи присадочной проволоки регулировать напряжение и силу подаваемого тока, что позволяет добиться наиболее качественного соединения.
Необходимые инструменты и материалы
Чтобы изготовить полуавтомат из инвертора нужно подготовить следующее оборудование:
- Инвертор. При выборе этого комплектующего важно обратить внимание на такой показатель как сила формированного тока. Важно чтобы его уровень не был менее 150А.
- Механизм подачи проволоки для полуавтомата. Именно он будет отвечать за непрерывную подачу присадочной проволоки, которая должна ложиться равномерно, без рывков и замедлений.
- Горелка. Это комплектующее отвечает за плавление присадочной проволоки.
- Подающий шланг. Через этот шланг будет происходить подача присадочной проволоки к рабочей области.
- Газовый шланг. Необходимый для подачи защитного газа, обычно углекислого, в сварочную область для защиты шва от окисления.
- Катушка. На катушке должна располагаться присадочная проволока, с которой она должна подаваться без задержек.
- Электронный блок. Необходим для управления работой полуавтомата, с его помощью регулируется сила подачи тока, напряжение и скорость выполнения работы.
Большинство комплектующих можно найти высокого качества без особых усилий и использовать их без значительных изменений. Но особое внимание стоит уделить механизму подачи. Для того что сварочные работы соответствовали всем требованиям, подача проволоки через гибкий подающий шланг должна проводиться в соответствии со скоростью ее плавления.
Учитывая тот факт, что полуавтомат можно использовать для скрепления различных металлов, скорость сварки и тип присадочной проволоки может значительно варьироваться. Именно поэтому очень важно иметь возможность регулировки скорости работы подающего механизма.
Выбор проволоки зависит от целей выполнения сварочных работ и обрабатываемого металла. Присадочная проволока отличатся не только в зависимости от материала, но и от диаметра. Обычно можно найти проволоку диаметром 0,8, 1, 1,2, и 1,6 мм. Соответствующую проволоку нужно предварительно намотать на катушку. От качества выполнения этой подготовительной роботы напрямую зависит качество готового шва.
Затем катушка крепится с помощью специального крепления или самодельной конструкции к аппарату. Во время выполнения работ проволока автоматически разматывается и подается в рабочую область. Это позволяет значительно упростить и ускорить процесс соединения металлических элементов с помощью сварки, делая ее более эффективной и простой для новичков.
Изготовление сварочного полуавтомата
Блок управления состоит из микроконтроллера, необходимого для стабилизации тока. Следует отметить, что именно этот составной элемент отвечает за возможность регулировки тока во время выполнения работ.
Создание полуавтомата из сварочного инвертора
Перед использованием инвертора в качестве основы для сварочного полуавтомата нужно произвести некоторые манипуляции с его составным трансформатором. Его нужно переделать, причем переделка инвертора в полуавтомат не требует особых знаний и усилий, ее легко произвести, соблюдая лишь некоторые правила.
Все, что нужно сделать, это нанести на него дополнительный слой, который должен состоять из медной полосы и термобумаге. Отметим, что ни в коем случае для этих целей нельзя применять обычную медную проволоку, так как она в процессе работы может перегреться и вывести из строя весь аппарат.
Небольшие манипуляции также нужно провести с вторичной обмоткой. Согласно инструкции нужно нанести три слоя жести, изолированную фторопластовой лентой. Концы имеющей и нанесенной обмотки следует спаять. Такая простая манипуляция позволит значительно увеличить проводимость токов.
Очень важно чтобы инвертор был оснащен вентилятором, необходимым для охлаждения аппарата и предотвращения перегрева.
Механизм подачи проволоки
Механизм подачи проволоки для полуавтомата можно приобрести практически в каждом магазине электротехники. Но его также можно произвести самостоятельно из подручных средств. Специалисты рекомендуют для этих целей найти двигатели от автомобильных дворников, пару подходящих пластин, подшипников и ролик диаметром 2,5 см, который необходимо установить на вал двигателя. На пластины в свою очередь устанавливаются подшипники. Полученная конструкция прижимается к ролику с помощью пружины.

Схема регулятора подачи проволоки для сварочного полуавтомата
Намотанная на ролик проволока протягивается между подшипником и роликом. Все комплектующие крепятся на пластине, толщина которой не должна быть менее 1 см, изготовленную из прочного пластика. Вывод проволоки должен совпадать с местом крепления подающего шланга.
Подготовка трансформатора
Подготовка трансформатора состоит из создания дополнительной обмотки, установки необходимых комплектующих и тестового подключения к сети. Собранный сварочный аппарат должен нормально функционировать, не перегреваться после подключения к сети и что очень важно, полноценно откликаться на регулировку тока.
Также очень важно проверить изоляцию и нанести дополнительную при выявлении проблем. Затем проверить работу подающего механизма, скорость и равномерность подачи проволоки.
После подготовки и проверке рабочих узлов можно перейти к выполнению работ.
Источник питания
Питанием для полуавтоматической сварки может служить различный источник, например, ранее упомянутый инвертор, выпрямитель и трансформатор. Электрический ток поступает к сварочному аппарату из трехфазной сети. Рекомендуется при изготовлении самодельного аппарата использовать инвертор.
При соблюдении соответствующих рекомендаций и выборе качественных комплектующих можно получить качественный аппарат, сделанный своими руками, который будет служить в хозяйстве не один год и станет настоящим помощник при выполнении мелкого домашнего ремонта.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Полуавтомат сварочный своими руками
В статье расскажем как сделать полуавтомат сварочный своими руками? Главное, что для этого необходимо – энтузиазм. После прочтения теоретической информации, можно приступать к сборке. Для начала, хотелось бы внести ясность, в чем отличие полуавтоматического сварочного аппарата от аппарата, работающего с электродами.
Когда осуществляется ручная сварка, ток нагрузки должен быть постоянным, а в автоматической главное — это стабильность напряжения. Это, если в общих чертах. Мы займемся изготовлением универсального аппарата, т.е. автоматического с дуговой сваркой (MAG/MMA).
Механизм подачи
Сборка должна начинаться с механизма подачи и подтяжки проволоки. Чтобы соборать механическую часть придется воспользоваться парой подшипников (типоразмер 6202), электродвигателем от автомобильных дворников (чем меньше двигатель – тем лучше).
При выборе двигателя проверьте, чтобы он крутился в одном направлении, а не “из стороны в сторону”. Кроме этого, потребуется выточить, либо где-то найти ролик, диаметр которого равняется 25 мм. Данный ролик садиться поверх резьбы на валу электромотора. Каждая нестандартная деталь должна быть сделана вручную, благо, ничего сложного там нет.
Конструкция механизма подачи состоит из двух пластин, на которых закреплены подшипники, и ролика на валу электродвигателя, размещенного в середине. Сжатие пластин, и прижатие подшипников к ролику выполняется при помощи пружины. От одного подшипника до ролика выполняется протяжка проволоки, продетой внутрь “направляющих” с обеих сторон роликов.
Монтаж выполняется поверх текстолитовой пластины, толщина которой равняется 5 мм. Делается это так, чтобы проволока выходила там, где будет разъем, в который подключается сварочный рукав, закрепленный впереди на корпусе. На текстолит устанавливаем и бобину, на которую намотана проволока. Под катушку вытачиваем вал, который устанавливается под углом 90° к пластине, имеющей резьбу с краю, чтобы зафиксировать последнюю.

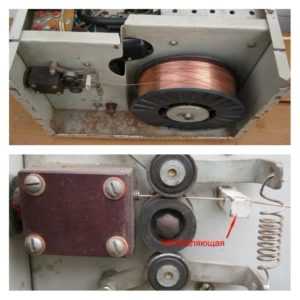
Конструкция, которую имеет полуавтомат справочный своими руками, является простой и надежной, приблизительно такую же применяют для промышленных аппаратов. Детали в механизме подачи рассчитаны под обычную катушку, однако сварка будет осуществляться без газа, хорошо, что сварочная проволока продается повсеместно.
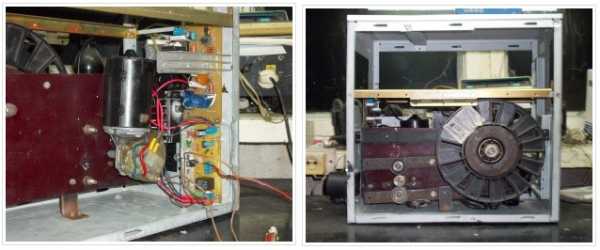
То, что должно получиться, показано в верху в начале статьи. Усиление компьютерного корпуса выполняется при помощи двух уголков с тех сторон, где предполагается монтаж электронной части прибора. Задняя стенка корпуса обладает блоком питания и устройством, регулирующим частоту, с которой вращается электродвигатель.
Схема подачи проволоки полуавтомата
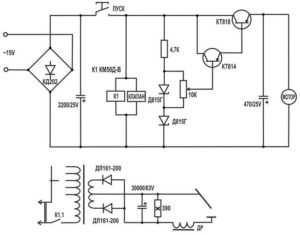
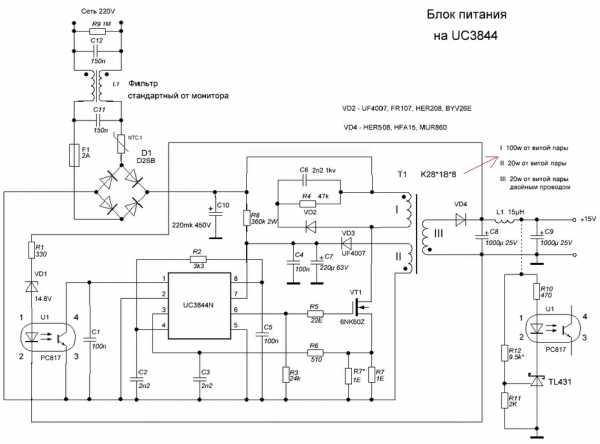
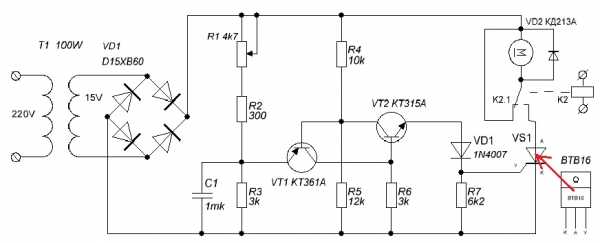
В этих целях вполне подойдет трансформатор. Он является самым простым и надежным методом запитать электродвигатель. Самой оптимальной схемой контроля скорости подачи является тиристорная. Внизу вы можете видеть электросхему, при помощи которой, управляется двигатель подачи.
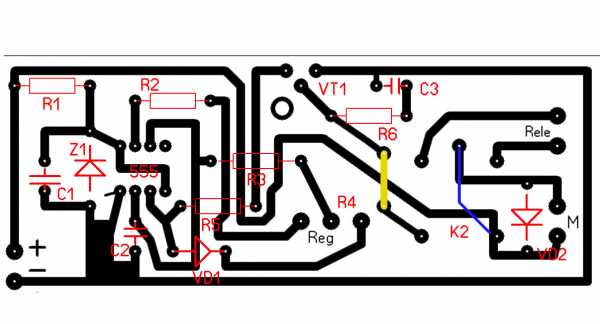
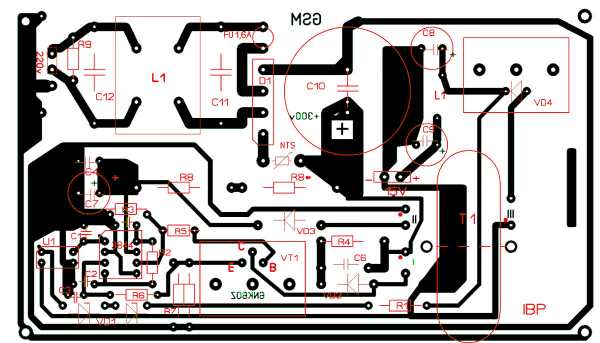
Печатная плата механизма подачи
Эта схема не обладает сглаживающим конденсатором, так управляется тиристор. Диодный мост может быть любым, главное чтобы ток превышал 10А. Как тиристор применяем BTB16 с плоским корпусом, он может быть заменен на КУ202 (буква любая). Трансформатор, который содержит полуавтомат сварочный своими руками, должен обладать мощностью превышающей 100Вт.
Еще один вариант регулятора скорости подачи проволоки
sdelaj-sam.com
Самодельный сварочный полуавтомат – схема сборки своими руками
Март 22, 2017
Сварочный полуавтомат своими руками собрать из инвертора не слишком просто, так как данная задача потребует определенных знаний в области электроники, умения спаивать между собой различные элементы. Нужно обязательно быть хорошо осведомленным в плане ключевых принципов работы оборудования, позволяющего проводить сварочные работы в полуавтоматическом режиме.
Какие нужны комплектующие?
Чтобы переделать инверторный аппарат из ручного режима потребуется воспользоваться определенным оборудованием. Также надо иметь под руками ряд комплектующих, без которых полноценное выполнение работ не представляется возможным:
- Так как полуавтоматическая сварка будет работать от инвертора, потребуется взять инвертор, способный сформировать сварочный ток, сила которого будет достигать хотя бы 150 А;
- Специальный механизм, обеспечивающий равномерную и постоянную подачу проволоки;
- Горелка, которая представляет собой ключевой рабочий элемент;
- Шланг требуемого диаметра, через который будет происходить подача проволоки;
- Еще один шланг, по которому в зону сваривания металла будет подаваться специальный защитный газ;
- Катушка с намотанной на нее сварочной проволокой, однако, эту деталь придется определенным образом переделать;
- Специальный блок электронного типа, через который и будет осуществляться управление работой самодельного сварочного полуавтомата.

Наибольшее внимание необходимо уделить подающему устройству, которое отвечает за подачу проволоки в зону сварки. Для получения максимально аккуратного шва без различных дефектов с внешней стороны, скорость подачи проволоки в самодельном сварочном полуавтомате подбирается такая, чтобы проволока успевала полностью расплавляться и формировать качественный шов.
Стоит отметить, что в процессе полуавтоматической сварки может использоваться проволока различного диаметра и изготовленная из разных материалов, соответственно показатель расплавления будет различным. Чтобы работать со сварочными полуавтоматами было как можно удобнее, в самодельной конструкции должен быть предусмотрен механизм регулировки скорости устройства, которое будет подавать проволоку.
Как правильно переделать трансформатор от инвертора?
Чтобы получить в конечном счете качественный полуавтоматический сварочный аппарат, необходимо подвергнуть определенным переделкам трансформатор инвертора. Сделать это самостоятельно не слишком трудно, однако, для этого придется следовать ряду определенных правил.
Прежде всего, нужно сделать обмотку трансформатора. Для этого понадобится медная полоска и обмотка из термобумаги. Нужно найти именно полосу, проволока для этих целей не подойдет, так как собранный по такому методу своими руками сварочный полуавтомат станет очень сильно нагреваться.
Вторичная обмотка также нуждается в определенной переделке. В схему сварочного полуавтомата нужно внести еще одну обмотку трансформатора, включающую в себя три слоя жести.
Каждый из них потребуется дополнительно изолировать за счет ленты из фторопластовых материалов. Концы родной обмотки и изготовленной самостоятельно нужно будет спаять между собой, заведя их в печатную плату.
Данное технологическое решение способствует значительному увеличению проводимости токов. Чтобы знать, как сделать сварочный полуавтомат своими руками, нужно помнить о необходимости внесения в схемы сварочных полуавтоматов вентилятора, который будет использоваться для того, чтобы качественно охлаждать всю конструкцию, не допуская ее перегрева.
Как правильно произвести настройку инверторного аппарата для проведения полуавтоматических сварных работ?
Чтобы внести определенные изменения в схемы самодельных сварочных аппаратов-полуавтоматов, нужно сначала полностью обесточить данную конструкцию. Для дополнительной защиты от перегрева на радиаторах нужно установить входной и выходной выпрямитель, а также силовые ключи.
Когда все эти действия будут произведены, силовую часть сварочного аппарата соединяют с блоком управления и пробуют подключить его к электросети. Сначала должен загореться индикатор, говорящий о том, что изделие подключено. Перед тем как опробовать изделие в сварке, к выходам нужно подключить осциллограф и с его помощью постараться отыскать электрические импульсы, частота которых должна находиться в пределах от 40 до 50 кГц. Между ними должен сохраняться промежуток 1,5 мкс – этого эффекта можно добиться благодаря изменению входного напряжения. Как только оптимальное напряжение будет найдено, можно попробовать подключить сварочную проволоку и сварить две заготовки.
Как наладить механизм подачи?
Схемы самодельных сварочных аппаратов-полуавтоматов подразумевают наличие специального механизма подачи сварочной проволоки. Если нет заготовки данного элемента, можно собрать его самостоятельно по чертежам.
Для этого потребуется взять два подшипника, величина которых должна соответствовать типоразмеру 6202, также понадобится электродвигатель от автомобильных дворников, причем чем меньше будет его размер, тем лучше.
Когда будет производиться выбор сварочного аппарата и его соответствие схеме сварочного полуавтомата, необходимо тщательно проверить, чтобы он вращался строго в одном направлении. Помимо этого, нужно будет взять ролик с диаметром ровно 25 мм. Его насаживают поверх резьбы на вал электромотора. Все нестандартные элементы конструкции производятся самостоятельно – так в последующем будет гораздо легче производить ремонт сварочных полуавтоматов своими руками.
Механизм подачи включает в себя две пластины, на которых установлены подшипники. Между ними находится ролик с подключенным к нему электродвигателем. Пластины сжимаются за счет пружины, этот же элемент схемы самодельного механизма подачи позволяет прижимать подшипники к ролику. Сборка механизма производится на специальной текстолитовой пластине, ее толщина составляет порядка 5 мм. Делают это таким образом, чтобы сварочная проволока выходила из механизма в районе разъема.

Этот разъем, в свою очередь, будет подключаться к сварочному рукаву, установленному на передней части корпуса. К этой же пластине подключается катушка с намотанной проволокой. Чтобы катушка хорошо держалась на механизме подачи, под нее делают специальный вал, который крепится перпендикулярно к текстолитовой пластине. С краю у вала должна быть нарезана резьба, чтобы катушка как можно плотнее садилась на него.
Принципиальная схема сварочного полуавтомата, изготовленного самостоятельно, отличается практичностью, надежностью и экономичностью. Стоит отметить, что наверняка конструкция будет выглядеть не слишком привлекательно, однако по своим эксплуатационным характеристикам она практически ничем не будет отличаться от профессионального промышленного оборудования.
Все элементы, расположенные в механизме подачи, рассчитаны под стандартную катушку. Однако у данной конструкции имеется один серьезный недостаток – сварочные работы будут производиться без газа.
Как осуществляется обмотка дросселя?
Чтобы дроссель работал надежно и при этом не перегревался при прохождении через него электрического тока, нужно воспользоваться трансформатором ОСМ-0,4, мощность которого составляет 400 Вт. Кроме того, при изготовлении качественной конструкции придется воспользоваться эмальпроводом, диаметр которого минимум должен составлять 1,5 мм, однако, лучше брать с небольшим запасом, например, 1,8 мм.
Следует намотать на дроссель два слоя провода, причем они должны быть качественно изолированы друг от друга. Провода в каждом из них укладывают как можно более плотно – это нужно для получения качественной индукционной катушки. На следующем этапе следует воспользоваться алюминиевой шиной размерами 2,8х4,65 мм.
Ее наматывают в один слой, изготавливая 24 витка, а оставшиеся концы делают длиной приблизительно по 30 см. В дальнейшем нужно будет собрать сердечник, между ним и катушкой должен быть зазор размером приблизительно 1 мм. Чтобы соединение получилось как можно более жестким, между сердечником и обмотками нужно будет проложить небольшие кусочки текстолита.
Подобный дроссель можно изготовить на базе железа из цветного или черно-белого лампового телевизора наподобие ТС-270, причем это будет значительно проще, так как установить придется только лишь одну катушку, которую делают из алюминиевой шины.
Для питания схемы управления также необходимо воспользоваться трансформатором, причем данную конструкцию собирать самостоятельно совершенно необязательно, так как можно по небольшой цене приобрести готовое изделие. Главным критерием является то, что конструкция должна выдавать 24 В при силе тока около 6 А.
Подведём итог
Если вся конструкция будет правильно собрана, то ею будет очень удобно пользоваться, а срок ее службы будет превышать даже профессиональные аппараты. Однако при неправильной сборке наиболее уязвимым элементом конструкции будет регулятор подачи проволоки, поэтому временами данные элементы будут нуждаться в проведении ремонтных или профилактических работ.
В остальном, сваривать металлические детали с помощью полуавтоматического аппарата, собранного своими руками, довольно-таки удобно и просто, так как эта технология значительно проще по сравнению с традиционной ручной электродуговой сваркой.
electrod.biz
сварка своими руками в домашних условиях
Сварочное дело известно уже давно. Очень сложно представить повседневную жизнь без строительства и промышленности. Возведение тех или иных зданий, сооружений практически невозможно без сварки.
Процесс сварки полуавтоматом.
Опытные сварщики знают, что сварка может быть разной: от ручной дуговой до автоматической. Очень часто в промышленности применяется полуавтомат, сварка своими руками при этом отходит на второй план. Достоинство этого типа сварочных работ в том, что полуавтомат подает сварочную проволоку с заданной скоростью, а сварщик осуществляет остальной процесс.
Качество сварки в подобной ситуации при оптимальном режиме работы всегда на высоком уровне. Сварочное дело постоянно совершенствуется. В настоящее время большую популярность получило сваривание деталей в среде защитных газов или под флюсом. Выбор методики определяется видом свариваемого металла и особенностями конструкции. Рассмотрим более подробно, как осуществляется сварка своими руками в домашних условиях или на промышленных объектах полуавтоматом.
Что такое полуавтоматическая сварка?
Таблица силы тока.
Не все видели и имеют понятие о том, что представляет собой полуавтомат. Сварка полуавтоматом отличается тем, что в рабочее место (на деталь) подается не электрод как при ручном способе, а тонкая проволока, которая в процессе нагревания расплавляется. Кроме того, одновременно в зону поступает защитный газ. Это может быть смесь нескольких газов, инертный или активный. Часто на практике применяется углекислота или аргон.
Зачем для сварки полуавтоматом нужен газ? Все дело в том, что в процессе проведения работы на качество сварного соединения оказывает негативное влияние окружающий воздух. При этом очень активно происходят окислительные процессы. Газ требуется для получения прочного сварного шва и защиты металла от кислорода.
Вместо защитного газа может использоваться специальная проволока (флюсовая). Для сварки полуавтоматом требуется оборудование. Подобную технологию в большинстве случаев используют на крупных промышленных объектах, но можно пользоваться ей и в домашних условиях.
Необходимое оборудование
Для проведения работ требуется приобрести полуавтомат. В зависимости от его габаритов и способу перемещения, выделяют следующие разновидности агрегатов:
- стационарные;
- передвижные;
- переносные.
Классификация полуавтоматов.
Классификация полуавтоматов включает в себя способ подачи сварочной проволоки. Выделяют аппараты для подачи сплошной проволоки из стали, алюминия и порошковой (флюсовой). Для подачи защитного газа потребуются баллоны. Наиболее простой вариант — купить шланговый полуавтомат. При его эксплуатации применяется проволока толщиной около 2 мм. Одного полуавтомата для соединения деталей не достаточно. Необходим источник питания и сварочная проволока.
Источник тока должен быть мощным, в противном случае качество соединения будет низким. Раньше для сварки имелись в наличии трансформаторы, которые изменяли переменный ток на постоянный. На сегодняшний день в продаже имеются агрегаты, работающие уже на постоянном токе. Во избежание несчастных случаев требуется организовать заземление. Нередко для защиты применяются специальные диэлектрические коврики.
Положительные и отрицательные стороны
Сварка полуавтоматом имеет массу достоинств, но есть у нее и недостатки.
Что же касается положительных моментов, то, во-первых, подобный тип сварки позволяет соединять детали, имеющие минимальную толщину. Это касается листового металла. Известно, что полуавтомат способен качественно соединять стальные листы, имеющие толщину менее 0,5 мм.
Ручная дуговая сварка покрытыми электродами (ММА).
Во-вторых, если при ручной дуговой сварке большое значение для получения нужного результата имеет отсутствие ржавчины и других загрязнителей, то полуавтомат к ним менее чувствителен.
В-третьих, по сравнению с автоматическим типом, данный вид сварки отличается экономичностью.
В-четвертых, большое практическое значение полуавтомата в том, что имеется возможность сваривания деталей, имеющих цинковое покрытие. При этом можно использовать медную проволоку.
В-пятых, полуавтомат обеспечивает подачу проволоки с нужной скоростью, что позволяет получить высокое качество шва. Что же касается недостатков, то их совсем немного. Они включают в себя повышенное излучение и разбрызгивание раскаленного металла. Данный аспект несколько повышает опасность для здоровья работающего, но при соблюдении всех мер предосторожности (использовании средств индивидуальной защиты) опасность становится минимальной.
Технология сварочных работ
Десять правил сварочных работ.
Полуавтомат в большинстве случаев применяется для соединения деталей, сделанных из стали. Последняя может быть нержавеющей или черной. Немаловажен тот факт, что подобная методика отлично подходит для сваривания алюминия.
Подготовительный этап работы включает в себя подключение оборудования к источнику тока. Может использоваться переменный или постоянный ток. Сейчас внедрены новые агрегаты (инверторы). Проводя сварку полуавтоматом собственными силами, нужно помнить про полярность.
При наличии тока постоянного типа обратной полярности на изделие должен подаваться «-», а на сопло аппарата — «+».
При прямой полярности все наоборот. Сам сварочный агрегат включает в себя следующие составляющие: механизм подведения на изделие проволоки, источник питания и горелку. С помощью горелки проволока и защитный газ поступают в рабочую зону.
Одним из самых ответственных и важных этапов является настройка режима работы и подготовка аппарата. Сперва нужно правильно определить силу тока. Она зависит от толщины свариваемых деталей. В инструкции к полуавтомату имеется специальная схема, по которой можно выбрать нужный режим.
Точечное сваривание.
Далее требуется установить скорость, с которой будет двигаться проволока. Она тоже берется из инструкции. После этого выставляется требуемая сила тока и напряжение. Необходимо помнить, что полуавтомат будет сваривать хуже при низком значении силы тока.
Подготовительный этап включает в себя проверку исправности оборудования. При этом оценивается его целостность. Если имеются какие-либо трещины или другие дефекты, то аппаратом пользоваться нельзя. Непосредственно до проведения сварки рекомендуется проверить правильность выбранного режима на пробном (ненужном) изделии.
Процесс сварки изделий
После того как все проверено и откорректирован режим работы агрегата, требуется нажать кнопку, отвечающую за поступление металлической проволоки. В том случае если работа организуется без защитного газа, а под флюсом, необходимо наполнить порошком воронку. Держатель должен находиться в сварочной зоне.
При проведении сварки мундштук не следует располагать на себя. Сам процесс начинается с момента зажигания электрической дуги. Делается это простым прикосновением горелки с проволокой к металлу. Нужно помнить, что температура дуги очень высока (достигает нескольких тысяч градусов).
Схема движения электрода.
Большое значение имеет то, что сварка с использованием защитного газа будет целесообразной и экономически оправданной, только если работы проводятся регулярно. В противном случае лучше работать с флюсовой проволокой. Она представляет собой тонкую трубку, заполненную порошком.
В процессе нагревания порошок расплавляется, образуя защитное облако газа. В данной ситуации полярность будет прямой (на изделие подается «+»). При сваривании вертикально расположенных изделий из металла сопло горелки нужно передвигать сверху вниз. При этом целесообразно его немного наклонять вверх.
Полуавтоматическая сварка алюминия
Не всегда приходится сваривать изделия из черного металла. Иногда требуется соединить алюминиевые детали. В данной ситуации сваривать полуавтоматом своими руками нужно, соблюдая определенные правила.
Во-первых, желательно использовать проволоку, сделанную из алюминия. Приобрести ее можно в магазине. Такая проволока довольно мягкая и способна прилипать. В подобной ситуации лучше приобретать специальные токосъемы. Во-вторых, необходимо наличие защитного газа. В-третьих, непосредственно до зажигания сварочной дуги рекомендуется зачистить поверхность деталей. Делается это при помощи ветоши и металлической щетки.
Схема полуавтоматической сварки под флюсом.
Чтобы сварной шов получился хорошего качества, рекомендуется убрать грязь с поверхности алюминиевых изделий. Делается это с помощью растворителя. В-четвертых, алюминий имеет на своей поверхности защитную пленку, которую иногда очень трудно расплавить, поэтому сила тока и напряжение должны быть достаточно высокими.
На практике в ряде случаев встречается способ соединения деталей заклепками. По этой методике можно сваривать листовой металл небольшой толщины внахлест. Если верхний лист имеет толщину менее 4 мм, то его проплавляют. При листе толщиной до 10 мм делают отверстие, которое по величине должно превышать диаметр проволоки в 3-4 раза.
Процесс сварки заклепками отличается тем, что по окончании сварного шва горелка ненадолго останавливается, чтобы образовался небольшой кратер, после чего сопло перемещается на другой участок, где начинается следующий шов. Между листами зазор должен быть минимальным (менее 1 мм). Если нижний лист очень тонкий, то сваривание проводится на подкладке.
Список необходимых инструментов и материалов
Горелка для полуавтоматической сварки плавящимся электродом: 1 — мундштук; 2 — сменный наконечник; 3 — электродная проволока; 4 — сопло.
Для сварки полуавтоматом понадобится сам сварочный аппарат, защитная одежда, рукавицы, маска, источник электричества необходимой мощности, сварочная проволока, баллоны с защитным газом. Сварочный аппарат нужно выбирать тщательно. Он должен иметь гарантию и технический паспорт.
Дополнительно для сварки нужно иметь под рукой молоток и зубило для очистки изделий от шлака, ветошь, щетку из металла. Не нужно забывать про меры собственной безопасности и безопасности окружающих. Если работа выполняется в домашних условиях, то должна быть организована вентиляция, так как при сварке в воздух выделяется множество токсичных веществ.
Лучше сваривать на открытом воздухе. При этом рабочая зона должна быть ограждена от посторонних лиц. Сварщик должен работать в защитной одежке, иметь щиток (маску), рукавицы, обувь. Материал не должен быть легко воспламеняемым. Нельзя сваривать изделия, загрязненные горюче-смазочными материалами. Для защиты от электрического тока предварительно делается заземление.
Немаловажное значение имеет то, что при наличии шлангового аппарата его нельзя переносить за шланг. Для этого есть специальная ручка. Таким образом, полуавтомат значительно упрощает процесс сварки, в результате чего повышается качество сварного соединения и прочность всей конструкции. Обязательное условие качественной сварки полуавтоматом — использование защитного газа или порошковой проволоки.
moyasvarka.ru
схемы и чертежи самодельного устройства из трансформатора и инвертора, инструкция и видео
Полуавтоматом называется сварочное оборудование, предназначенное для сварки металлических изделий. Стоимость таких приборов довольно высокая, поэтому у многих потребителей возникает необходимость соорудить сварочный полуавтомат своими руками.
Содержание
[ Раскрыть]
[ Скрыть]

Принцип работы сварочного полуавтомата
Принцип действия инверторного устройства состоит из:
- процедуры перемещения и регулирования горелки;
- контроля и мониторинга за проведением сварочного процесса.
Когда оборудование подключается к сети, переменный ток преобразуется в постоянный.
Чтобы это происходило правильно, агрегат должен быть оборудован:
- электронный блоком;
- выпрямительными устройствами;
- высокочастотным трансформатором.
Процедура качественной сварки металлических изделий возможна при наличии основных параметров.
В идентичном равновесии должны находиться:
- величина напряжения;
- параметр силы тока;
- величина скорости подачи проволоки.
Чтобы обеспечить работу этих характеристик, потребуется источник питания с вольтмерными параметрами, а сама длина дуги определяется величиной напряжения. Что касается скорости подачи проволоки, то она зависит от величины сварочного тока.
Общая схема подключения сварочного полуавтомата
Что понадобится для переделки инвертора?
Чтобы переделать инвертор и получить самодельный сварочный полуавтоматический аппарат в домашних условиях, надо использовать следующие устройства:
- Агрегат с основной опцией, которая отвечает за процедуру управления сварочным током. Устройство должно формировать не менее 150 ампер тока.
- Устройство сетевого питания.
- Агрегат, предназначенный для подачи сварочной проволоки.
- Основной компонент оборудования — горелка.
- Патрубок, по которому поступает сварочная проволока.
- Специальный патрубок для поступления защитного газа в зону, где проводится сварка.
- Механизм с катушкой с проволокой. При изготовлении конструкции катушку придется немного переделать.
- Управляющий модуль, который мониторит и следит за функционированием самоделки.
Подготовка трансформатора
Чтобы самостоятельно собрать ручной полуавтомат, надо правильно подготовить трансформаторное устройство. Посредством этого агрегата выполняется подача проволоки. В результате того, что трансформаторный узел выходит из строя чаще других устройств, при подготовке плана правильно делаются расчеты. Если сила тока превышена, это может привести к воспламенению электродов, в итоге изделие будет повреждено. Но если величина тока слишком слабая, то готовый аппарат будет неполноценным, поскольку шов получится ненадежным.
Василий Макунин подробно рассказал о подготовке трансформаторного узла и других этапах сборки сварочного полуавтомата.
Механизм подачи проволоки
Чтобы сделать полуавтоматический аппарат, надо продумать модернизацию механизма подачи проволоки. Сам по себе инвертор является надежным агрегатом, но при некорректной эксплуатации он может сломаться. Причина неисправности обычно заключается в выходе из строя регуляторного механизма. Сама схема функционального девайса включает прижимной ролик, который оборудован регуляторным устройством прижима проволоки. В аппарате имеется ролик подачи проводника, в нем расположены два технологических углубления, из них выходит проволока.
При эксплуатации оборудования допускается применение проводника, диаметр которого составляет не более 1 мм.
После регуляторного механизма располагается соленоид, он предназначен для контроля процедура подачи газа. Сам по себе регулятор имеет большие размеры, он крепится на агрегате посредством небольших винтов. Поэтому место фиксации нельзя назвать надежным. В ходе эксплуатации оборудование может подкашиваться, что станет причиной неисправности.
Можно приобрести подающий узел с горелкой в магазине или соорудить самостоятельно.
Если собирать устройство своими руками, понадобится:
- электрический мотор от стеклоочистителей авто;
- два подшипниковых элемента;
- две пластины;
- ролик с диаметром не более 2,5 см.
Принцип сборки механизма:
- Монтаж ролика выполняется на вал электрического мотора от дворников.
- На пластинах выполняется фиксация подшипниковых устройств, эти элементы надо прижать к ролику. Процедура сжатия выполняется посредством пружины.
- Проводник, который проходит по направляющим между подшипниковыми элементами, протягивается.
- Составляющие компоненты устройства регулировки монтируются на пластине, ее толщина — не меньше 0,8-1 см. Для сборки потребуется текстолитовая пластина. Подача проволки должна выполняться в месте установки разъема, соединяющегося с рукавом. Здесь производится монтаж катушки соответствующего диаметра, а также маркой проволоки.
- Сам разъем подсоединяется к рукаву, который монтируется на лицевой части корпуса устройства. К пластине выполняется подключение катушки с намотанным проводником. Для качественной фиксации катушки на подающем механизме под нее надо изготовить вал. Его фиксация выполняется перпендикулярно с текстолитовой пластиной. На краю вала делается резьба, это позволит обеспечить качественную фиксацию катушки.
Схема механизма подачи для полуавтомата
Пример чертежа протяжки представлен ниже.
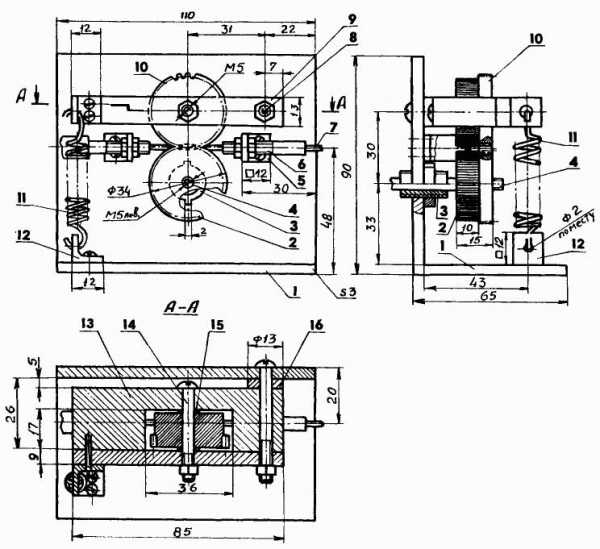
Схема механизма подачи для полуавтомата
Источник питания
При изготовлении полуавтомата надо продумать схему подачи питания.
В качестве основного устройства может использоваться:
- выпрямительный узел;
- инвертор;
- трансформаторный агрегат.
Этот узел влияет на объем, а также стоимость изготовляемого оборудования. Рекомендуется использовать инверторные механизмы, этот вариант является профессиональным и наиболее качественным.
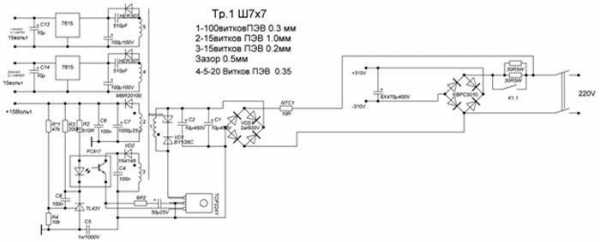
Схема источника питания
Горелка
Горелка применяется для поступления к определенному участку сваривания:
- проволоки;
- напряжения;
- газа.
Предназначение узла заключается в замыкании электроцепи, благодаря этому выполняется подача проводника к защитному газу. Комплектация устройства должна включать в себя рукава, которые будут применяться для подачи проводника и газа.
Для удобства и лучшего эффекта специалисты рекомендуют использовать уже готовый пистолет.
Баллон
При самостоятельной сборке оборудования рекомендуется использоваться стандартные баллоны. Если применяется углекислота, то возможна эксплуатация баллона от огнетушителя. Но перед установкой с узла необходимо демонтировать рупор. Чтобы произвести монтаж редуктора, потребуется переходник, поскольку фактическая резьба баллона не соответствует горлу огнетушителя. Чтобы баллон можно было перемещать во время эксплуатации агрегата, применяется тележка.
Плата управления полуатоматическим сварочным аппаратом
Чтобы сделать сварочный полуавтомат своими руками, потребуется плата управления.
Для изготовления платы потребуются:
- Задающее генераторное устройство, которое включает в себя трансформаторный узел гальванической развязки.
- Механизм, который управляет реле.
- Модуль двусторонней связи, потребуется несколько устройств, они предназначены для подачи напряжения и тока.
- Термозащитный модуль.
- Блок Антистик.
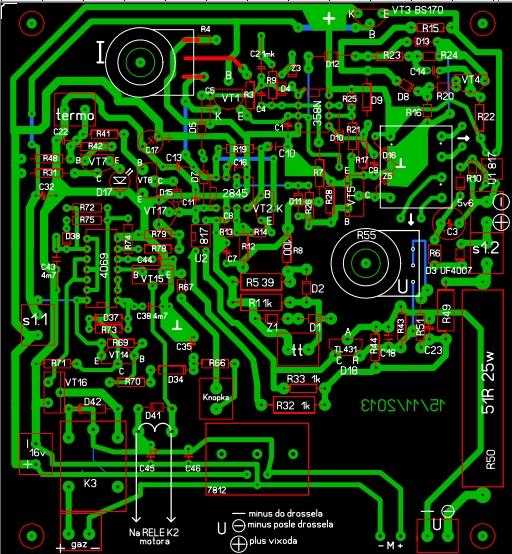
Схема платы управления
Как подобрать корпус для полуавтомата?
Сборка преобразователя включает в себя выбор корпуса для агрегата. В качестве этого компонента можно использовать короб либо ящик, обладающий соответствующими размерами. При сборке специалисты рекомендуют отдать предпочтение пластмассовым либо корпусам, выполненным из тонкого листового материала. Внутрь устройства выполняется установка трансформаторов, подключающихся к первичным и вторичным обмоткам.
Система охлаждения полуавтомата
Чтобы не пришлось менять элементы сварочного оборудования в ходе эксплуатации, необходимо заранее продумать систему охлаждения. При интенсивной работе компоненты агрегата будут перегреваться.
Простейший вариант реализации охладительной системы — монтаж вентиляторов. Эти компоненты фиксируются по бокам корпуса оборудования. Для эффективной работы монтаж вентиляторов производится напротив трансформатора, а фиксация устройств выполняется так, чтобы они работали на вытяжку.
В качестве охлаждения допускается применение вентиляторов из блока домашнего компьютера.
Качественное охлаждение включает в себя удаление теплого воздушного потока и поступление свежего воздуха извне. В корпусе оборудования с помощью дрели выполняется сверление отверстий, их количество может варьироваться от 20 до 50. Что касается диаметра отверстий, то он должен составить не меньше 0,5 см. Слишком большие отверстия тоже делать не рекомендуется, чтобы не допустить попадания грязи внутрь агрегата.
Петр Саюк показал работу самодельного сварочного полуавтомата.
Изготовление дросселя своими руками
Для изготовления дроссельного узла потребуется трансформаторное устройство и эмалированный кабель. Диаметр последнего должен составить больше 1,5 мм. Между слоями проводника выполняется намотка изоляционного слоя. Надо сделать 24 витка провода, потребуется алюминиевая шина, ее размеры должны составить не меньше 2,5*4,5 мм. Оставшиеся концы шины надо оставить по 30 см.
Производится укладка сердечника, потребуются куски текстолита, они должны иметь зазор не менее 1 мм. Допускается намотка дросселя на металле от лампового телевизора. Но на подобный агрегат можно установить не более одной катушки. Узел позволит выполнить стабилизацию сварочного тока. В конечном счете агрегат должен выдавать не менее 24 вольт при токе 6 ампер.
Тележка для сварочного полуавтомата
В качестве тележки можно использовать готовую конструкцию или собрать изделие самостоятельно. Если собирать своими руками, то тележку можно сделать одно-, двух- или трехуровневой. Для выполнения работ по сварке потребуются инструменты, их можно хранить на верхнем «этаже» изделия.
Чтобы перемещение оборудования было удобным, на тележку устанавливаются колеса, их диаметр должен составить не меньше 0,5 см.
Как контролировать работу сварочного полуавтомата?
При функционировании оборудования потребителю надо регулярно контролировать уровень температуры, при которой функционирует инверторное устройство. Процедура мониторинга выполняется посредством одновременного клика по двум клавишам. В результате нажатия уровень температуры наиболее горячего радиаторного устройства будет отображаться на индикаторе. Если температура составит не более 75 градусов, за сварочный аппарат можно не переживать.
При увеличении температуры индикатор воспроизводит звуковые импульсы. Это приведет к автоматическому снижению величины рабочего тока до 20 ампер, также ток снижается при выходе из строя или замыкании контроллера. Индикатор издает сигналы до момента, пока температура не будет стабилизирована. О некорректной работе агрегата могут сообщить ошибки на дисплее.
Фотогалерея
Фото самодельного оборудования представлены в этом разделе.
Видео
Valeriy Doniy наглядно продемонстрировал процедуру сборки полуавтоматического сварочного оборудования из инверторного устройства.
razvodka.com
Сварка полуавтоматом своими руками: технология, видео
Практика показывает, что сварка полуавтоматом своими руками получается стабильной и надежной.
Сварочные работы широко применяются не только в промышленном производстве, но и в бытовой сфере.
В настоящее время на рынке представлена широкая линейка устройств, приспособлений и материалов для того, чтобы варить любые металлы и сплавы или проводить ремонт изделий из них.

Технология сваривания полуавтоматом позволяет добиться высокой производительности и отличного качества шва.
Выбирая это способ, технологи сварочного производства и люди, которые выполняют ремонт своего автомобиля или строительство гаражного бокса, хорошо знают, что стоимость сварочных швов будет минимальной, а качество высоким.
Особенности и технология
Схема традиционного сварочного автомата проста и не требует подробного описания. По своей сути это трансформатор, который имеет мощную вторичную обмотку.
С его помощью можно варить конструкции из стали и сплавов черных металлов.
Однако для сварки алюминия, меди и прочих цветных металлов этот аппарат не годится.
Причина в том, что на открытом воздухе свариваемые детали из цветных металлов моментально окисляются, и соединения не происходит.
Для того чтобы устранить это явление, изобрели сварочный полуавтомат.
Полуавтоматические устройства делятся по типу защиты сварного шва:
- сварка под флюсом;
- сварка в атмосфере инертного газа;
- сварка порошковой электродной проволокой.
Популярность сварочного полуавтомата объясняется тем, что на нем легко выполняются сварочные работы человеком, который впервые взялся за газовую горелку, технология сварки вполне доступна и понятна.
Особенности функциональной схемы и конструкции полуавтомата позволяют добиться качественных результатов даже новичкам. При этом стоимость оборудования на рынке высокая.
Чтобы обойти это обстоятельство, мастера своего дела предпочитают сделать сварочный полуавтомат своими руками.
Практика показывает, что самодельный агрегат имеет такие же эксплуатационные характеристики, как и заводской.
На видео показана работа самодельного полуавтомата, с помощью которого можно делать ремонт автомобиля.
Видео:
О том, как сделать сварочный полуавтомат своими руками, написано большое число инструкций. В большинстве из этих рекомендаций содержится много полезной информации.
Первое, что необходимо усвоить – для получения качественного шва необходимо обеспечить стабильное горение дуги. Именно поэтому сварка выполняется постоянным током.
Принципиальная электрическая схема включает в себя следующие элементы:
- трансформатор;
- выпрямитель;
- дроссель;
- электрод.
В качестве электрода служит горелка, которая обеспечивает поступление в зону сварки защитного газа и сварочной проволоки.
В сварочном аппарате, работающем на переменном токе, добиться стабильного горения дуги сложно из-за колебаний напряжения в сети.
Чтобы нейтрализовать влияния такого рода, используется выпрямительная схема, которая преобразует напряжение переменного тока в постоянное.
Если колебания напряжения возникают во вторичной цепи, то их сглаживает дроссель.
Из курса электротехники известно, что дроссель – это катушка индуктивности, которая является нагрузкой в цепях постоянного тока.
Дроссель компенсирует возникающие колебания и обеспечивает стабильное горение дуги. Тем самым обеспечивая высокое качество сварного шва.
Второй момент, на который следует обратить внимание при подготовке к работе – это выбор режима сварки.
Настройка оборудования выполняется в зависимости от толщины свариваемого металла, здесь важна технология и инструкция.
Независимо от того, какой аппарат используется — самодельный или заводского изготовления, необходимо добиться оптимального расхода электроэнергии и газа.
Если выполняются работы по сварке листового алюминия толщиной более 5 мм, то делать это нужно в два прохода.
Для правильного выбора режима сварки нужно вспомнить уроки металловедения и знать качественные характеристики свариваемых металлов и сплавов, а также элементарно уметь варить.
Устройство сварочного полуавтомата
Принцип работы сварочного полуавтомата основан на преобразовании переменного тока в постоянный.
В дополнение к этому преобразованию необходимо выполнять еще два действия – подать в зону сварки проволоку и необходимое количество защитного газа.
С учетом перечисленных процессов полуавтомат включает в себя следующие узлы и агрегаты:
- источник электрической энергии;
- комплект газовой аппаратуры;
- агрегат для подачи проволоки.
На видео показан сварочный полуавтомат в полном комплекте, вы можете увидеть принцип его работы.
Видео:
Несмотря на кажущуюся сложность, такие аппараты очень часто собирают своими руками.
Многолетний опыт показывает, что самодельный полуавтомат можно сделать под конкретные работы с металлами разного типа в короткие сроки.
Источник питания
Приступая к сборке сварочного полуавтомата своими руками, в первую очередь необходимо выбрать силовой трансформатор. Его можно приобрести в магазине или изготовить самому.
Главное, чтобы на клеммах вторичной обмотки можно было получить напряжение от 15 до 30В и силу тока до 60А.
Кроме трансформатора электрическая схема включает в себя выпрямительный мост, дроссель и конденсатор.
Принцип построения такой схемы заключается в том, чтобы обеспечить стабильное напряжение на выходе.
На видео показан полуавтомат, который собран для того, чтобы варить конструкции из алюминия.
Видео:
Сварка изделий из алюминия и других цветных металлов требует стабильно горящей дуги.
Эту стабильность обеспечивает электрическая схема, содержащая активные элементы. Вместо готового выпрямительного моста можно использовать более мощные диоды.
Конденсатор необходим для того, чтобы компенсировать остаточные пульсации на выходе выпрямителя. Дроссель поддерживает заданный уровень рабочего напряжения.
В качестве основы для сборки источника питания служит шасси, закрытое металлическим кожухом.
Выполняя работы по монтажу полуавтомата, нужно выполнять все требования правил по эксплуатации электрических установок.
Газовая аппаратура
Когда выполняется сварка на полуавтомате деталей из алюминия, то необходимо обеспечить поступление защитного газа в зону горения электрической дуги.
В качестве защитного газа используется аргон или гелий. Если вспомнить школьные уроки химии, то будет понятно, почему используются именно они.
Это инертные газы, которые не вступают в реакцию с другими веществами. Используется для защиты от воздействия атмосферного кислорода и углекислый газ.
Для подачи защитного газа в зону горения дуги используется газовая горелка.
Сделать горелку своими руками сложно.
Проще купить ее в собранном виде. Газ к месту работы поставляется в баллонах.
Газовая горелка включает в себя два основных элемента – наконечник для подведения тока и сопло. На видео показан принцип работы газовой горелки.
Видео:
Конструкция токопроводящего наконечника обеспечивает хороший контакт и скольжение по свариваемой поверхности.
Для изготовления наконечников применяются сплавы на основе меди. Срок эксплуатации наконечника зависит от интенсивности использования и материала, из которого он изготовлен.
Настройка или ремонт горелки выполняется по двум параметрам. Первое, что нужно сделать – отрегулировать подачу сварной проволоки.
Второй шаг – подключить подачу защитного газа.
Устройство для подачи проволоки
В качестве основы для производства сварочной проволоки используются различные металлы и сплавы.
Чаще всего применяются следующие материалы:
- нержавеющая сталь;
- сталь, покрытая медью;
- сплавы на основе алюминия.
В самодельный сварочный полуавтомат заправляется проволока диаметром от 0,6 до 2,0 мм.
Важно отметить, что при использовании порошковой проволоки с флюсом можно варить конструкции без газа.
Такой тип проволоки имеет форму трубки, внутри которой находится флюс. Принцип действия в этом случае прост – сгорая в процессе сварки, флюс образует защитную газовую оболочку.
На видео показан механизм подачи сварочной проволоки в зону горения дуги.
Видео:
Для подачи используются три способа:
- толкающий;
- тянущий;
- комбинированный.
В зависимости от того, в каких условиях приходится выполнять ремонт труб или других конструкций, выбирается и способ подачи.
Технические основы действия механизма понятны уже из названия.
Самодельный полуавтомат чаще всего оснащается газовой горелкой, в ручке которой расположен привод, предназначенный для того, чтобы тянуть проволоку с катушки.
Если аппарат установлен в мастерской, то можно использовать толкающий способ подачи.
Настройка полуавтомата
С помощью сварочного полуавтомата выполняется сложный ремонт автомобильных кузовов. Приходится варить и сталь, и сплавы цветных металлов.
В каждом конкретном случае требуется настройка полуавтомата. В первую очередь, выбирается диаметр сварочной проволоки.
Затем устанавливается величина рабочего тока и проверяется подача защитного газа.
Важно подчеркнуть, что газ должен обдувать рабочую зону, но не выдувать из нее продукты сгорания.
Если настройка выполнена точно, то сварочный шов будет ровным, прочно соединяя элементы изделия.
rezhemmetall.ru










