Описание алмазного карандаша для правки шлифовальных кругов. Правка шлифовальных кругов
Шарошка для правки абразивных кругов: применение, виды
В процессе эксплуатации у абразивных кругов изменяется профиль, а их зернистая поверхность забивается отходами обработки, что в итоге приводит к снижению эффективности этого приспособления. Для того чтобы вернуть точильным и шлифовальным кругам их первоначальные характеристики, используется такой инструмент, как шарошка для правки абразивных кругов.

Шарошки звездочки: слева тупозубая, справа острозубая
Несложные по своей конструкции шарошки-звездочки делятся на два типа:
- с острыми зубьями;
- тупозубые.
Между собой они различаются не только формой зубьев, но также толщиной и сферой применения.
Размеры шарошек для правки абразивных кругов
Область применения
При помощи шарошек, оснащенных острыми зубьями, выполняется правка шлифовальных кругов, плотная структура которых состоит из абразивных зерен минимального размера. Если при помощи острозубых шарошек взяться за правку кругов из абразивных зерен средней и крупной фракции, то правящий инструмент просто испортит их рабочую поверхность, нанеся ей серьезный вред. В таких случаях как раз и используется тупозубая шарошка, специально предназначенная для правки средне- и крупнозернистых абразивных кругов.
Высокая эффективность использования шарошек-звездочек обеспечивается тем, что обработка с их помощью осуществляется на высокой скорости их вращения. Следует иметь в виду, что правка точильных и шлифовальных кругов выполняется не одной шарошкой, а целым их набором, помещаемым на специальную ось, оснащенную смазочным ниппелем.

Специальная державка для шарошек
Учитывая тот факт, что шарошечный инструмент в процессе использования испытывает серьезное механическое воздействие со стороны абразивного круга, его рабочая часть должна быть обязательно подвергнута качественной закалке.
Принцип действия
Принцип работы шарошки для правки шлифовальных кругов довольно прост. Набор таких инструментов, собранный в единый блок, помещается на специальную ось, оснащенную рукояткой для оператора, и вводится в контакт с вращающимся абразивным кругом. В результате набор шарошек тоже начинает вращаться на оси, обкатываясь и скользя по поверхности обрабатываемого круга. Поскольку рабочая часть шарошек закалена и отличается высокой твердостью, при их взаимодействии с кругом с него снимается слой абразива, а значит, его поверхность выравнивается.
По похожему принципу работает правящий инструмент, рабочим органом которого является алмаз, вернее, набор алмазов, закрепленных на специальной оправке в определенном порядке или произвольно. Наборы шарошек-звездочек могут не только фиксироваться на ручных приспособлениях для правки, но и использоваться в составе устройств, устанавливаемых на неподвижном основании.

Шарошки собираются в державку, которая устанавливается на подручник станка до упора в наждачный камень
К недостаткам, которыми обладает шарошечный инструмент для правки абразивных кругов, следует отнести:
- невысокую точность выполняемой обработки;
- большое количество пыли, образующейся в процессе правки.
Проблема с пылью даже при использовании ручного инструмента, оснащенного шарошками, решается достаточно легко. Для этого к его полой рукоятке прикрепляют шланг, соединенный с пылесосом.
Конечно, нельзя не отметить и преимущества правки посредством шарошек. Сюда следует отнести:
- высокую производительность;
- исключение заглаживания абразивного круга, обрабатываемого правящим инструментом.
Метод правки шлифовальных кругов обкатыванием
При выполнении правки с применением шарошек используется метод обкатывания. Его суть заключается в том, что инструмент, обкатываясь по обрабатываемому кругу, дробит, скалывает и удаляет с его поверхности абразивные зерна и скрепляющий их материал. Таким образом, поверхность абразивного круга очищается от инородных включений и выравнивается.
На сегодняшний день многие производители создают более усовершенствованные правящие инструменты на основе шарошек. Рабочим органом таких приспособлений является кассета, в которой уже скомплектован и надежно зафиксирован набор шарошек, размещенных на валу.
Оценка статьи:
Загрузка...Поделиться с друзьями:
met-all.org
Правка шлифовальных кругов.
Производство Правка шлифовальных кругов.
Количество просмотров публикации Правка шлифовальных кругов. - 571
| Наименование параметра | Значение |
| Тема статьи: | Правка шлифовальных кругов. |
| Рубрика (тематическая категория) |
Виды, причины и признаки износа и засаливания шлифовальных кругов.
Износ круга сложный физико-химический и механический процесс, зависящий от характеристик круга, свойств материала заготовки, режимов резания, свойств СОЖ и др. Размещено на реф.рффакторов. Учитывая зависимость отусловий шлифования и характеристик шлифовальных кругов они могут работать с самозатачиванием и с затуплением.
Самозатачивание круга происходит по мере затупления зерен круга. При этом сопротивление их резанию сильно возрастает, что приводит к полному или частичному вырыванию зерен из связки. Τᴀᴋᴎᴍ ᴏϬᴩᴀᴈᴏᴍ, режущие свойства круга постоянно восстанавливаются. При этом при этом форма рабочей поверхности круга и его размерные характеристики не сохраняются. Для обеспечения геометрии круга необходима периодическая правка круга.
Затупление круга происходит в случае потери зернами своих режущих свойств. При этом на вершине зерна образуется площадка, вследствие его истирания. Затупление происходит чаще всего при чистовом шлифовании и при работе кругами высокой твердости, когда сил резания не хватает, для того чтобы вырвать зерно из связки. Для восстановления режущих свойств круга необходима его правка.
Засаливание круга – вид износа, при котором незатупившиеся зерна теряют режущие свойства из-за наличия в порах круга частиц металла. Засаливание сопровождается резким повышением температуры в зоне резания. При затуплении круга склонность к засаливанию возрастает. Вероятность засаливания наиболее высока при обработке вязких материалов. Заливание сопровождается повышением шума, ростом вибраций, ухудшением качества обрабатываемой поверхности. Засаливание устраняется правкой круга.
Правкой называют процесс восстановления режущей способности шлифовального круга и его геометрической формы. Время между правками называют периодом стойкости круга. Стоит сказать, что для наружного круглого шлифования период стойкости составляет 3-15 мин, для бесцентрового шлифования 10-30 мин, для внутреннего круглого 1-8 мин. Период стойкости зависит от размеров круга и заготовки, свойств обрабатываемого материала, характеристик круга, состава СОЖ, режимов резания и средств правки круга.
Правку кругов осуществляют алмазными инструментами, роликами или шлифованием кругами из карбида кремния. Алмазными карандашами осуществляют правку методом обтачивания. Алмазный карандаш представляет собой цилиндрическую оправку из стали, с закрепленными в ней алмазными кристаллами. Алмазные ролики используют для профилирования шлифовальных кругов. Ролик представляет собой инструмент на поверхности которого имеется алмазоносный слой. Каждый ролик выдерживает 18-20 правок. Ролику сообщается вращение. Алмазные круги на органической связке правят кругами из зеленого карбида кремния.
Правка шлифовальных кругов. - понятие и виды. Классификация и особенности категории "Правка шлифовальных кругов." 2014, 2015.
referatwork.ru
FAQ: Правка шлифовального круга: немного теории.
С точки зрения эффективности процесса шлифования к шлифовальным кругам чаще всего предъявляются два требования:- При черновом шлифовании требуется снимать максимальный объём материала за минимальное время, при минимальном расходе абразива и без риска прижогов.
- При чистовом шлифовании требуется получить требуемую точность и чистоту поверхности за минимальное время.
ГОСТ 21963-2002 Круги отрезные. Технические условия (стр. 6, 5) Эти коэффициенты косвенно выражают стойкость шлифовального круга.
Производительность шлифования Q (removal rate)Этот показатель определяется как произведение подачи на врезание ae [мм], скорости перемещения детали Vw [мм] и ширины шлифования B [мм]
Q = ae * Vw * B [мм * м/мин *м = мм3 / мин]
Этот показатель выражает максимально допустимую подачу при заданной скорости или, наоборот, максимальную скорость при заданной подаче. Так же производительность выражает объём металла снимаемого в единицу времени. Для удобства сравнения разных кругов при разных условиях используется удельная производительность Q` (specific removal rate), т.е. производительность на единицу ширины шлифовального кругаВ этом случае нужно уметь правильно подбирать режимы шлифования и правки в зависимости от требований к результату.В первую очередь, следует обращать внимание на режимы правки. Часто режимы правки помогают решить проблемы связанные с неподходящей характеристикой круга.Например, уменьшая интервал правки можно компенсировать низкую самозатачиваемость и быстрое засаливание круга, а меняя режимы правки - регулировать количество и состояние абразивных зёрен на поверхности круга и, соответственно, силы резания, тепловыделение и шероховатость.
Один из самых распространённых способов правки шлифовальных кругов - правка неподвижным алмазом.Существуют разные виды правящих инструментов - с одним алмазом и с несколькими одновременно работающими алмазами. В любом случае кинематика процесса правки , в основном, аналогична процессу резания резцом.
Выбор размера алмаза При выборе алмаза нужно учитывать следющие моменты:
- В процессе правки алмаз греется. Чем больше алмаз и больше площадь его поверхности, тем быстрее отводится тепло от алмаза - стойкость алмаза повышает. Поэтому, чем больше диаметр круга, тем больший размер алмаза рекомендуется. В среднем, на плоской и круглой шлифовке, при выборе единичного алмаза рекомендуется приблизительно 1 карат на 200-400 мм диаметра шлифовального круга.
При выборе многоалмазных карандашей обычно рекомендуется 1 карат на 120-150 мм диаметра шлифовального круга.
- Радиус вершины алмаза зависит от его размера. Это важно, например, при профильной шлифовке (например резьбы), если требуется получить мелкие элементы профиля. Так же для эффективной работы и стойкости алмаза, его нужно выбирать в соответствии с зернистостью шлифовального круга.
bd= 2 * (r2 - (r - ad)2)0.5
Для правки обычно применяются алмазы с радиусами в диапазоне 0.125...0.5 мм. При подачах от 0.01 до 0.04 мм эффективная ширина таких алмазов равна 0.1...0.4 ммДля правящих карандашей с несколькими алмазами, эффективная ширина обычно принимается около ⅓ от суммы ширин отдельных алмазов, так как алмазы находятся на разной высоте и одновременно в процессе правки участвует около трети от общего числа алмазов на поверхности карандаша.
Радиальная подача на правку adПри правке зёрна алмаз может либо вырывать из связки зёрна абразива целиком, либо скалывать зёрна. От величины подачи зависит какой из этих процессов будет преобладать.Считается, что при радиальной подаче больше, чем треть размера зерна преобладает вырывание зерён целиком.Такой режим целесообразен при заправке нового или сильно засаленного круга. При периодической правке в процессе шлифования этот режим невыгоден - ускоряется износ правящего алмаза, и повышается расход шлифовального круга (т.е. уменьшается коэффициент шлифования К) без повышения стойкости и производительности.При периодической правке в процессе шлифования в большинстве случаев оптимальная подача - около 0.010...0.040 мм. за один проход. Обычно величина подачи принимается около 10% от размера зерна шлифовального круга. При таких режимах правящий алмаз скалывает зёрна абразива не вырывая их из связки, при этом на зёрнах образуются новые, острые режущие кромки.
Следует избегать слишком малых величин подач - в этом случае силы резания при правке слишком малы и преобладает трение между алмазом и шлифовальным кругом без скалывания зёрен абразива. В этом случае алмаз греется и изнашивается, не образуя новых режущих кромок на шлифовальном круге. Такой круг “зализывается” и продолжает работать тупыми зёрнами. В результате, при повышается мощность шлифования, увеличивается температура в зоне контакте круга с деталью и повышается риск прижогов.
Поперечная подача (подача на оборот шлифовального круга) fd [мм/об]По аналогии с токарной обработкой величина поперечной подачи при правке определяет рельеф поверхности шлифовального круга.Зная частоту вращения шлифововального круга ns[ об/мин] и подачу на оборот fd, можно вычислить скорость перемещения алмаза f [мм/мин]:
f = ns / fd [мм/мин]
Следует учитывать, что поверхность шлифовального круга - не сплошная поверхность, а состоит из отдельных зёрен. Поэтому при слишком большой подаче на оборот некоторые зёрна могут остаться непроправленными. В качестве предварительного значения подачи на оборот можно рекомендовать 50-100% размера зерна шлифовального круга. При слишком малой величине поперечной подачи, так же как и при малой радиальной подачи ad, круг будет "зализываться".Степень перекрытия Ud.Перекрытие - это отношение эффективной ширины алмаза к величине поперечной подачи на оборот.
Ud = bd / fd
Степень перекрытия позволяет назначать скорость подачи алмаза, в независимости от радиуса алмаза, подачи и частоты вращения шлифовального круга. При помощи этого параметра удобно сравнивать режим правки в разных обстоятельствах при использовании разного правящего инструмента. Перекрытие показывает как накладываются друг на друга следы оставляемые алмазом на шлифовальном круге. При Ud = 1 ширина следа равна эффективной ширине алмаза при Ud=2 ширина следа равна половине ширины и т.д.На левой картинке перекрытие меньше, чем на правой.
Чем меньше Ud (чем выше подача на оборот), тем реже следы алмаза на шлифовальном круге, следовательно шероховатость шлифовального круга больше , и при шлифовании с деталью будет контактировать меньшее кол-во зёрен абразива. Температура в зоне резания снижается, стружка снимается более крупная и легче удаляется из зоны резания, силы резания уменьшаются - стойкость круга и производительность увеличивается. Такой режим предпочтителен для чернового шлифования, когда нужно добиться максимальной производительности, а шероховатость обработанной поверхности не имеет значения.
При отладке технологии следует стремиться к возможно меньшим значениям перекрытия (т.е. начинать с большой скорости правки), и, при необходимости, на чистовых режимах увеличивать перекрытие Ud (уменьшать скорость правки fd)
Обычно рекомендуются следующие значение:
для черновой обработки - Ud=2-3;для стандартных условий шлифования - Ud=3-5;при высоких требованиях к шероховатости Ud=6-8.
Уменьшая перекрытие (увеличивая скорость поперечной подачи), можно в некоторой степени скомпенсировать недостаточно открытую структуру шлифовального круга. При заданной частоте вращения шлифовального круга, линейная скорость подачи алмаза будет равнаVd = bd * ns / Ud
По мере работы правящий алмаз затупляется и его радиус увеличивается, соответственно увеличивается значение перекрытия Ud и уменьшается режущая способность круга. То есть нужно увеличивать скорость правки по мере износа алмаза. Для карандашей с несколькими алмазами обычно степень перекрытия назначают меньше (подача больше), чем для единичного алмаза , из-за большей эффективной ширины, как уже говорилось ранее. При профильной шлифовке или в случае если алмаз подаётся на врезание не перпендикулярно поверхности круга, реальная подача и эффективная ширина алмаза будут меньше. Это нужно учитывать при назначении степени перекрытия и скорости подачи, то есть увеличивать их, исходя из геометрии поверхности круга.Шероховатость поверхности шлифовального кругаШероховатость круга, вообще говоря зависит от множества различных обстоятельств, большинство из которых сложно оценить точно. Но в качестве приблизительной зависимости можно использовать следующую формулу:
Rts = sd2 / (8*r)
Если изобразить эту зависимости в виде графика, то видно, что алмаз с меньшим радиусом (более острый) даёт большую шероховатость шлифовального круга (лучшую режущую способность) и регулировка скорости подачи позволяет менять шероховатость в большем диапазоне, чем в случае алмаза с большим радиусом.Литература:ГОСТ 17564-85 Иглы алмазные. Технические условияГОСТ 607-80 Карандаши алмазные для правки шлифовальных кругов. Технические условияНесмелов А.Ф., Авдонина Н.А. Алмазные инструменты в машиностроении.Байкалов А.К. Введение в теорию шлифования.
Grinding Technology:Theory and Applications of Machining With Abrasives Stephen Malkin, Changsheng GuoHandbook of Machining With Grinding Wheels Авторы: Ioan D. Marinescu,Mike Hitchiner,Eckart Uhlmann,Ichiro Inasaki
Каталоги разных фирм с техническими рекомендациям:Прецизионные шлифовальные круги Rappold-WinterthurАлмазный инструмент Norton
FAQ: Маркировка и строение шлифовальных кругов Технология шлифования: немного теории.
Сообщение отредактировал tmpr: 18 January 2014 - 21:00
www.chipmaker.ru
Правка шлифовальных кругов: основные способы и инструменты
Процесс абразивной обработки изделий шлифовальным кругом неизбежно сопровождается постепенным истиранием самого инструмента, а при неравномерной выработке – нарушением его геометрии. При этом работоспособность круга зависит от характера износа и характеристик связующего вещества абразивных материалов.
В более мягких кругах происходит процесс выкрашивания изношенных зерен при сохранении абразивных свойств круга. При высокой твердости круг затупляется, происходит сглаживание и засаливание зерен со значительным ухудшением режущей способности, снижением качества обработки и производительности. Решение проблемы – своевременная правка абразивных шлифовальных кругов с применением различных технологий и инструментов.
Основные технологии правки абразивного круга
Правка – это процесс съёма материала шлифовального круга для восстановления его режущих свойств. Также правка применяется для восстановления геометрии круга, например для устранения биения в новых изделиях. В зависимости от типа инструмента правка подразделяется на алмазную и безалмазную. Основная классификация – характер воздействия, который подразделяется на:
 Правка обтачиванием – точение абразива и связующего высокотвердым правящим инструментом. Это может быть шарошка, алмазная игла или алмазный карандаш. По сути, процесс идентичен обычному точению резцом.
Правка обтачиванием – точение абразива и связующего высокотвердым правящим инструментом. Это может быть шарошка, алмазная игла или алмазный карандаш. По сути, процесс идентичен обычному точению резцом.- Правка обкатыванием – процесс дробления и скалывания от воздействия инструмента круглой формы вращающегося от контакта с вращающимся кругом. Для этого стальные диски с закаленными поверхностями, карбидокремниевые круги, ролики из твердых сплавов и шарошки-звездочки. Недостатком данного способа правки является и относительно невысокая точность обработки, достоинствами – высокая производительность и отсутствие заглаживания поверхности. Часто используется в качестве предварительной операции перед обработкой алмазным инструментом.
- Шлифование – технология устранения последствий износа шлифовальных кругов посредством контакта с абразивным инструментом, приводимым в действие собственным приводом. Шлифовка может производиться алмазными роликами, эльборовыми или алмазными кругами, дисками из твердых сплавов и др. инструментом, ось вращения которого может как параллельной, так и перпендикулярной оси вращения обрабатываемого диска. Последний вращается со сравнительно небольшой скоростью при нормальной рабочей скорости вращения правящего инструмента. Недостаток способа – необходимость в специальном приспособлении для правки шлифовальных кругов, т. к. ручное вращение не допускается из-за возможных дефектов геометрии при обработке.
- Тангенциальное точение – процесс аналогичный обтачиванию, но проводимый на плоскошлифовальных станках путем срезания стертой поверхности алмазным бруском. Производится в заводских условиях, обеспечивает высокое качество обработки и стабильность геометрии круга.
- Правка свободным абразивом – обработка путем контакта при вращении круга в специальном устройстве с суспензией из абразивных зерен и глины. Данный тип правки возможен исключительно в заводских условиях, обеспечивает высокую производительность, но низкую избирательность.
Наиболее подходящий инструмент для правки шлифовальных кругов в домашних условиях или в мастерской – алмазные шарошки и шарошки-звездочки, алмазные бруски и другие виды правящего инструмента. Для правки шлифованием в домашних условиях можно использовать болгарку с алмазным кругом и приспособлением для упора. Практически при всех технологиях наилучший эффект обеспечивает инструмент с алмазной рабочей частью при условии наличия охлаждения если температура превышает 700-800°C.
mekkain.ru
Правка шлифовальных кругов - Инструменты и методы выравнивания абразивных кругов
Правка шлифовальных кругов – процесс удаления загрязнений между зернами абразива, восстановление остроты режущих кромок и геометрии диска. Во время работы инструмент изнашивается, что приводит к ухудшению его технических характеристик. Периодическая правка диска способствует повышению его эксплуатационных свойств и качества шлифовальных работ.
Методы правки абразивных кругов
Периодичность правки шлифовальных кругов определяется условиями и частотой шлифования материалов. Несмотря на кажущуюся простоту процесса, существует несколько способов восстановления первоначальной геометрии шлифкругов и остроты их режущих кромок. На выбор способа правки дисков влияет множество факторов – степень засаливания круга, уровень износа зерен, кривизна поверхности и т.д.
Правку кругов из абразивных материалов осуществляют брусками, дисками, роликами с алмазным или безалмазным напылением. По принципу взаимодействия диска с инструментами можно выделить несколько способов правки:
- обтачивание;
- обкатка;
- шлифовка;
- тангенциальное точение;
- накатывание;
- правка свободным абразивом.
При отсутствии технических условий правку шлифовальных кругов осуществляют с помощью доступных инструментов. Для очистки поверхности круга от опилок могут использоваться остатки других абразивных материалов с твердостью не ниже R и S. Чаще всего для удаления участков залипания используют абразивный брусок, с помощью которого диск очищается от загрязнений во время вращения.
Правка шлифовального круга обтачиванием
Шлифование круга методом обтачивания – это процесс разрушения верхнего слоя абразива и связки шлифкруга инструментами с высокой степенью твердости. Принцип обтачивания заключается в удалении засаленного слоя диска правящим инструментом во время вращения заготовки.
В качестве инструмента для правки абразивных кругов могут использоваться:
- алмазы;
- эльборовые пластины.
Зачищающие материалы устанавливаются в специальную оправу, в которой фиксируются при помощи механического зажима, чеканки или же напайки. Инструмент может иметь различную форму:
- алмазные иглы – длинные стержни с крупным алмазом на вершине;
- алмазные карандаши – металлические цилиндры с расширенной рабочей поверхностью, в которую установливаются несколько алмазов;
- шарошки – остро- и тупозубые инструменты в форме звездочек.
При сильном износе шлифовального круга часто в качестве правящего инструмента используют шарошки. Следует учитывать, что для удаления зон засаливания, неровностей и затупившихся зерен применяют не одну, а сразу несколько шлифовальных звездочек. Перед правкой они помещаются на длинную ось, которая предварительно смазывается маслом.
Алгоритм правки шлифкруга методом обтачивания
Правку шлифовальных кругов реализуют в следующем порядке:
- Правящий инструмент опирается на подручник;
- Рабочая поверхность карандаша (шарошки, иглы) вводится в контакт с диском, который вращается;
- При использовании иглы ее подают под углом к обтачиваемой поверхности в горизонтальной или вертикальной плоскости;
- В процессе работы правящий инструмент медленно поворачивают вокруг своей оси для того, чтобы при шлифовке были задействованы все его режущие грани;
- Во время правки абразивных кругов для обдирки скорость вращения заготовки увеличивают для получения достаточно грубой абразивной поверхности.
Правка обтачиванием позволяет выровнять геометрическую форму круга и удалить с его поверхности области засаливания. Чтобы оценить качество проделанной работы, достаточно приложить к диску линейку. Если она полностью прилегает к поверхности, значит, правка выполнена качественно. При наличии больших зазоров между кругом и линейкой желательно повторить обработку.
Осуществлять правки абразивных шлифовальных кругов можно с помощью брусков из кремния или карбида с зернистостью P125-50. Для обтачивания алмазных дисков рекомендуется брать бруски с такой же зернистостью, как и на заготовке. В случае перерасхода точильного бруска можно воспользоваться специальным абразивным кругом.
Правка абразивного круга обкатыванием
Скалывание затупившихся зерен и удаление опилок при обкатывании осуществляется инструментами круглой формы. Для выравнивания абразивных кругов используются прочные материалы:
- стальные круги с закаленным покрытием;
- ролики из твердых сплавов;
- шарошки;
- карбидокремниевые диски.
Шарошки для правки абразивных дисков применяются чаще всего, что связано с высоким качеством выполняемой работы и несущественным расходом материалов. Рабочая поверхность звездочек выполнена из износостойких сплавов. Во время контакта с вращающимся диском шарошки тоже начинают вращаться. Их зубья скользят по покрытию круга, за счет чего происходит удаление верхнего затертого слоя абразива и выравнивание профиля рабочего инструмента.
Правка обкатыванием может выполняться с помощью 5 и более шарошек, закрепленных на неподвижном основании. За счет этого обтачивание абразивных материалов можно осуществлять при помощи шлифмашинок. Единственным недостатком данного способа является недостаточная точность обработки и избыточное пылеобразование.
К преимуществам метода обкатывания кругов можно отнести отсутствие областей с заглаженной поверхностью. Если абразивный круг планируется использоваться для обдирочных работ, правка с помощью шарошек станет самым оптимальным вариантом.
Правка шлифованием
Как и предыдущем случае, правка шлифовальных кругов осуществляется с помощью вращающихся правящих инструментов. Но в данном случае инструмент вращается не от контакта с заготовкой, а от собственного привода. Для обработки дисков используются:
- эльборовые диски;
- твердосплавные диски из вольфрама и карбида;
- карбидокремниевые диски;
- алмазные круги или ролики.
В процессе шлифования ось вращения инструмента либо параллельна, либо перпендикулярна оси вращения шлифкруга. В первом случае оси вращения инструмента и диска одинаковы, но их направления могут быть противоположными.
Во время правки шлифовальный круг должен вращаться с небольшой скоростью – до 25 м в минуту, что в 60-65 раз меньше его рабочей скорости. При шлифовке обрабатываемый диск должен закрепляться стационарно. В противном случае на его поверхности будет множество неровностей.
В домашних условиях для правки кругов методом шлифования можно использовать УШМ с алмазным диском. С помощью данного способа легко выравниваются поверхности как алмазных, так и электрокорундовых кругов. Перед работой на УШМ необходимо закрепить металлическое приспособление для упора. В большинстве случаев его фиксируют с помощью болта на месте рукоятки.
Правка методом тангенциального точения
Данный метод предполагает срезание затупившихся абразивных зерен с помощью точильного бруска. Правка осуществляется на плоскошлифовальном станке во время его продольного перемещения по рабочей поверхности обрабатываемого диска. Тангенциальное точение выполняют в несколько этапов:
- Точильный брусок закрепляется на плоскошлифовальном станке за шлифовальным кругом;
- Во время подачи алмазного бруска поверхность заготовки соприкасается с его профилем;
- В процессе тангенциального точения наружный слой абразива срезается, за счет чего происходит выравнивание геометрии круга.
Для повышения качества правки шлифовальных дисков обработку осуществляют на шлицешлифовальных станках. Турбинные лопатки оснащены елочным замком, благодаря чему стабилизируется и повышается качество обработки рабочей поверхности заготовки.
При тангенциальном точении в качестве обрабатываемых кругов используются эльборные и алмазные круги. Они могут иметь как керамическую, так и органическую связку. Для шлифования эльборных дисков применяются бруски из карбида кремния или алмазов, а для выравнивания алмазных кругов чаще используют бруски из электрокорунда или зеленого карбида.
Правка методом накатывания
Накатывание – процесс выравнивания поверхности круга за счет дробления абразивных гранул посредством накатного диска или ролика. Этот способ может использоваться для правки только профильных дисков. В качестве инструмента для заточки применяются:
- фасонный ролик;
- металлический накатной круг.
Скорость вращения инструмента при обработке круга не превышает 1.5 м/с. В процессе шлифования вращению подвергается либо сам ролик, либо обрабатываемый круг. Взаимное вращение инструментов при увеличивающемся давлении в области их соприкосновения обеспечивает разрушение изношенного слоя абразива. Правку осуществляют до тех пор, пока диск не приобретет геометрическую форму, идентичную форме профиля детали.
Важные моменты:
- Вращение ролика должно обеспечиваться работой электродвигателя;
- Для эффективного дробления абразивных зерен на круге желательно использовать ролики из стали марки 40 с твердостью закалки до HRC 60-64;
- Скорость вращения ролика должна находиться в пределах 1-1.5 м/с.
Диаметр ролика должен подбираться с учетом диаметра обрабатываемого круга. Его ширина должна соответствовать длине профиля. Только в таком случае при накатывании шлифовальный круг приобретет правильную геометрическую форму.
Правка свободным абразивом
В данном случае правку кругов производят при свободном вращении инструмента во время его соприкосновения с вращающейся заготовкой. Не исключена обработка дисков и при вращении инструмента для заточки под действием электропривода. Правка свободным абразивом реализуется так:
- Через специальное отверстия в притире на область шлифования подается вязкая смесь из глины и абразивных частиц;
- Во время вращения обрабатываемого круга в зазор между притиром и заготовкой попадает абразивная суспензия, которая впоследствии увлекается наружной поверхностью круга;
- Ось инструмента располагают к оси обрабатываемого круга под углом до 6° по вертикали и 15°– по горизонтали во время внутреннего шлифования;
- При вращении заготовки свободный абразив удаляет с поверхности круга затупившиеся зерна.
К недостаткам этого метода можно отнести недостаточную избирательность правки. Во время обработки шлифовальных кругов качество материала может ухудшиться в случае попадания на поверхность круга гранул абразива.
Заключение
Правка кругов – эффективный способ улучшения технических и эксплуатационных характеристик инструмента для зачистки и шлифования. В зависимости от степени износа дисков, правка осуществляется разными способами – накатывание, тангенциальное точение, обтачивание, шлифование и т.д. Выбор способа правки зависит от степени твердости обрабатываемого диска и дальнейших целей его применения.
www.zavodkorund.ru
Алмазный карандаш для правки шлифовальных кругов: назначение, виды, особенности использования
 Интенсивное пользование заточных станков приводит к нарушению геометрии рабочей поверхности абразивного круга. Нередко можно увидеть закругленные края или впадину по центру, которые не позволяют обработать деталь. Дефекты образуются из-за обламывания, истирания, затупления, выкрашивания и засаливания зерен. В связи с чем эффективность резания значительно снижается. За этим следует ухудшение качества обработки и увеличение вероятности появления прижогов на поверхности детали.
Интенсивное пользование заточных станков приводит к нарушению геометрии рабочей поверхности абразивного круга. Нередко можно увидеть закругленные края или впадину по центру, которые не позволяют обработать деталь. Дефекты образуются из-за обламывания, истирания, затупления, выкрашивания и засаливания зерен. В связи с чем эффективность резания значительно снижается. За этим следует ухудшение качества обработки и увеличение вероятности появления прижогов на поверхности детали.
Для восстановления геометрической формы абразивных и шлифовальных кругов используют следующие виды правки:
- обтачивание;
- обкатка;
- шлифовка;
- тангенциальное точение.
Данные технологические операции производятся алмазным и безалмазным инструментом. Для обтачивания используется карандаш алмазный правящий.
Разновидности алмазных карандашей
Перечень видов и типов производимых инструментов для правки кругов регламентируется государственным стандартом. Карандаш алмазный ГОСТ 607–80 представляет собой цилиндр длиной от 40 мм до 80 мм и диаметром от 8 мм до 10 мм, изготовленный из качественной, инструментальной стали.
Основным отличием, по которому происходит классификация, является расположение кристаллов на рабочей поверхности.
- Расположение в цепочку, друг за другом (Ц).
- Расположение слоями ©. В данном случае слои могут пересекаться друг с другом или не перекрывать.
- Неориентированное расположение (Н), хаотичное.
Для закрепления кристаллов между собой и в определенном порядке используется специальный материал, который обладает идентичным тепловым расширением, равным алмазам. Это позволяет исключить дополнительную деформацию камней.
Расположение в цепочку
Такое расположение алмазов характерно при использовании кристаллов природного происхождения. Применяются при выравнивании поверхности кругов средней твердости. Первые цифры изделия 3908 не указаны.
Таблица 1
| Обозначение | Маркировка, Ц | Вес алмазов, караты |
| -0051 | 1 | 0,03−0,05 |
| -0052 | 2 | 0,05−0,1 |
| -0053 | 3 | 0,11−0,2 |
| -0054 | 4 | 0,21−0,5 |
| -0055 | — | 0,31−0,5 |
Расположение слоями
Слоями располагают природные и искусственные алмазы. Карандашами из таблицы 2 правят высокотвердые круги, поэтому используются природные кристаллы. Карандашами из таблицы 3 правят круги, имеющие диаметр до 600 мм и умеренной твердости, поэтому применяются искусственные кристаллы.
Таблица 2
| Обозначение | Маркировка, С | Масса алмазов, караты |
| -0081 | 1 | 0,017−0,025 |
| -0082 | 2 | 0,05−0,1 |
| -0083 | 3 | 0,11−0,2 |
| -0084 | 4 | 0,11−0,2 |
| -0085 | 5 | 0,11−0.2 |
Таблица 3
| Обозначение | Маркировка | Вес кристаллов, караты |
| 3908−0086 | — | 1 |
| 3908−0087 | — | 1 |
| 3908−0088 | — | 1 |
Размеры кристаллов не превышают 2 мм.
Неориентированное расположение
Такое расположение позволяет получить на шлифовальных кругах идеальную плоскость, благодаря которой обеспечивается высший класс чистоты.
Таблица 4
| Обозначение | Маркировка, Н | Масса кристаллов, караты |
| -0059 | 1 | 1 |
| -0060 | 2 | 1 |
| -0061 | 3 | 1 |
| -0062 | 4 | 1 |
| -0063 | 5 | 1 |
| -0064 | 6 | 1 |
| -0066 | — | 1 |
| -0067 | — | 1 |
| -0069 | — | 2 |
Неориентированное расположение позволяет использовать камни мелкого размера, который составляет от 63 до 1 тыс. мкм.
Использование алмазных правил
Алмазный карандаш для правки абразивных кругов отличается высокой устойчивостью к истиранию, обеспечивает постоянство профиля круга, а технологический процесс достаточно прост. Для его проведения не требует никаких дополнительных приспособлений и усилий.
Алмазным карандашом можно править не только наружную сторону кругов, но и внутреннюю. Чтобы максимально использовать рабочую поверхность карандаша его устанавливают на подручник или в приспособление, наклоняя по пути вращения под углом 10° — 15°. Из-за чего режущая кромка будет находиться ниже оси центров на 2 мм.
При работе мелкая стружка и частицы зерен материала круга заполняют поры, после чего поверхность становится вязкой. Удаление такого слоя с поверхности обеспечивает правящий инструмент, восстанавливая обрабатывающие характеристики.
Алмазный карандаш для правки шлифовальных кругов используется и для новых кругов. Производитель гарантирует целостность и безопасность абразивного инструмента, но в большинстве случаев новые изделия имеют биение. Проверить данный факт можно просто. Во время вращения, медленно подводя к поверхности мелок или маркер, он будет оставлять на ней след. Это говорит об избытке материала, который требуется удалить.
Использовать алмазный карандаш, цена которого зависит от типа кристалла и его веса, выгоднее, чем каждый раз прибегать к замене круга. Стоимость «правила» достаточно высока, но она гораздо ниже, чем сумма, потраченная на регулярную замену абразивного инструмента.
Маркировка инструмента
Для алмазных карандашей разработана единая система обозначений. Благодаря ей можно достаточно быстро подобрать необходимый инструмент. В обязательном порядке указываются следующие пункты:
- товарный знак завода, на котором был произведен;
- итоговые четыре цифры номера артикула;
- подгруппа примененных кристаллов:
- А — природного происхождения;
- С — синтетические поликристаллы;
- номер завода-изготовителя, принятый техническими условиями.
Алмазный карандаш — это однолезвийный режущий инструмент, который позволяет предприятиям, выпускающим машиностроительную продукцию, экономить на покупке абразивных инструментов, предназначенных для заточки инструмента, шлифовки валом, шпинделей и прочих.
instrument.guru
Шарошка для правки шлифовальных кругов — sovetskyfilm.ru
Область применения
Применяется для правки и очистки шлифовальных кругов. Позволяет восстановить геометрию и режущую способность круга.
Особенности
- Деревянная рукоятка из лиственных пород дерева
- Высокая прочность и надежность
- Комфорт при работе
- Цельное режущее колесо с П-образными зубьями из высококачественной стали со специальной закалкой
- Оптимальная твердость и прочность зубьев
- Долгий срок службы и равномерность исправленной поверхности
- Два опорных фланца
- Точное позиционирование шарошки относительно круга
- Требуется прикладывать меньшее усилие для прижима
- Защитный козырек
- Предотвращает попадание искр и абразивных частиц на лицо и руки рабочего
- Специальный ниппель (пресс-масленка) для подачи смазки через центральное отверстие в оси в зону контакта с дисками
- Облегчает обслуживание инструмента
- Рекомендуемая смазка: арт. 0893. 870. 1. шприц для смазки: арт. 0986. 00
- Металлическая петля для подвеса
- Удобство и простота хранения
Информация для заказа
© 2011 ООО «Снабжение»
Санкт-Петербург, ул. Седова, дом 37, литера А, офис №162, тел +7 (812) 988-93-93
Регионы:Москва +7 (499) 403-38-06Нижний Новгород, +7 (831) 261-38-72Новосибирск, +7 (383) 207-89-40Самара, +7 (846) 229-54-38Казань, +7 (843) 202-41-99Ростов-на-Дону, +7 (863) 209-87-43Красноярск, +7 (391) 203-00-96Омск, +7 (381) 297-20-32Екатеринбург, +7 (343) 386-16-14Челябинск, +7 (351) 200-93-91
Введите ваши контактные данные
Если Вы не нашли требуемые позиции — оставьте пожалуйста заказ в свободной форме в комментарии
При износе круга зерна абразива под действием обрабатываемого материала разрушаются (обламываются, истираются, заглаживаются) и вырываются из связки. Неравномерная выработка поверхности круга приводит к нарушению его геометрии.
Интенсивность и характер износа абразивных кругов зависят от характеристик самого круга и материала обрабатываемых изделий. Если износ круга происходит только за счет выкрашивания зерен, в работу вступают новые зерна, и происходит так называемое самозатачивание инструмента. Это нормальное явление. Хорошим самозатачиванием обладают мягкие круги. У кругов с высокой твердостью преобладают процессы затупления (сглаживания режущих кромок зерен) и засаливания.
Засаливание круга — это процесс, при котором снимаемая со шлифуемой детали стружка вместе с истертыми абразивными зернами и связкой попадает в поры шлифовального круга и заполняет их, в результате чего режущая способность круга резко снижается.
Затупление, засаливание и истирание абразива вызывает снижение режущей способности круга, следствием чего является увеличение вероятности прижегов, снижение качества обработки и производительности.
Чтобы восстановить форму шлифовального круга и его режущие свойства применяют операцию правки, представляющую собой съем абразивного материала и связки с поверхности круга, осуществляемый специальными правящими инструментами.
Правка шлифовального круга может потребоваться и для нового круга, при его биении. Биение можно проверить касаясь вращающегося круга кончиком маркера (мела, карандаша) упертого в подручник. Если медленно подавать маркер к поверхности вращающегося круга, он будет оставлять следы на поверхности с избыточным материалом, который необходимо убрать при правке.
 Проверка биения шлифовального круга
Проверка биения шлифовального круга
Не лишним будет перед правкой проверить круг на наличие скрытых трещин. Для этого он снимается со станка, устанавливается на деревянную ось (можно подвесить на веревке) и простукивается каким-нибудь предметом. Целый круг издает мелодичный звон, круг с трещиной звучит коротко и глухо.
 Проверка шлифовального круга на наличие трещин
Проверка шлифовального круга на наличие трещин
При правке кругов, в воздух выделяется много пыли, поэтому желательно приделать у подручника шланг пылесоса и пользоваться респиратором.
Основные способы правки шлифовальных кругов
Несмотря на технологическую простоту процесса правки кругов, существует довольно много способов и технологий этой операции. В зависимости от материала правящих инструментов различают правку алмазным и безалмазным инструментом. По характеру взаимодействия шлифовального круга и правящего инструмента, правку подразделяют на обтачивание, обкатку, шлифовку, тангенциальное точение. В промышленности применяется правка накатыванием (для профильных шлифкругов) и свободным абразивом.
В домашних условиях используют наиболее простые способы правки, целью которых может быть: зачистка круга от засаливания, выравнивание (восстановление профиля) и перепрофилирование.
Зачистка производится в том случае, если требуется очистить круг от засаливания, не изменяя при этом его формы. Очистка может производиться осколком любого абразивного круга с твердостью R, S, T, или абразивным бруском. Технология зачистной правки проста. Куском абразивного материала, упертого в подручник, производится зачистка профильной поверхности вращающегося круга — продольными движениями вдоль нее.
 Очистка засаленного шлифовального круга
Очистка засаленного шлифовального круга
Правка обтачиванием. Правка обтачиванием представляет собой разрушение (точение) абразивного материала и связки шлифкруга правящим инструментом высокой твердости, который работает примерно так же, как работает обычный резец, срезающий слой материала с вращающейся заготовки. В качестве рабочих органов правящих инструментов используются эльборовые вставки или алмазы, закрепленные в оправках с помощью механического зажима, пайки или чеканки.
Правящие инструменты имеют различную конструкцию. Одни из них представляют собой стержень, в вершину которого вставлен один относительно крупный алмаз, эти инструменты называются алмазными иглами, алмазами в оправе.
 Алмазная игла, алмазный карандаш, алмазная шарошка
Алмазная игла, алмазный карандаш, алмазная шарошка
Другие инструменты имеют расширенную рабочую поверхность, на которой в определенном порядке или беспорядочно закреплено некоторое количество алмазов. Такую конструкцию имеют алмазные карандаши для правки кругов, гребенки, шарошки.
Рабочая поверхность у этих инструментов располагается, как правило, перпендикулярно ручке. Глубина алмазного слоя может достигать значительных величин. Чем она больше, тем продолжительнее срок службы инструмента. При изнашивании верхних алмазов в работу вступают нижележащие слои.
При правке круга, инструмент опирается на подручник и вводится своей рабочей поверхностью в контакт с вращающимся кругом, снимая с него слой абразива и выравнивая его поверхность.
 Правка абразивного круга алмазной шарошкой
Правка абразивного круга алмазной шарошкой
 Правка абразивного круга алмазным карандашом
Правка абразивного круга алмазным карандашом
Алмазные или эльборовые резцы вставляются в оправки, обеспечивающие нужную подачу и траекторию движения режущей части инструмента. На рисунке ниже приведено несколько вариантов приспособлений для правки шлифовальных кругов с помощью алмазных игл или эльборовых вставок. Все они имеют в своей конструкции винт, с помощью которого алмазный или эльборовый резец выдвигаются из приспособления на необходимую величину (подачу). Прямолинейность движения инструмента относительно круга обеспечивается системой шип-паз или выступом на приспособлении, который упирается в кромку подручника.
 Приспособление для правки шлифовальных кругов
Приспособление для правки шлифовальных кругов
 Приспособление для правки шлифовальных кругов
Приспособление для правки шлифовальных кругов
При отсутствии специальных правящих инструментов (игл, гребенок, шарошек) обтачивающую правку круга можно произвести эльборовой вставкой, закрепив ее в резцедержателе или просто зажав в плоскогубцах.
 Правка шлифовального круга эльборовой вставкой
Правка шлифовального круга эльборовой вставкой
При обточке алмазной иглой, правящий инструмент нужно подавать под углом к обрабатываемой поверхности — как в вертикальной, так и в горизонтальной плоскости. Правильная и неправильная установка инструмента в вертикальной плоскости показана на рисунке ниже.
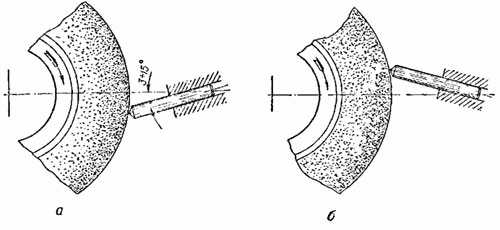 Положение алмазной иглы по отношению к шлифовальному кругу: а — правильной, б — неправильное.
Положение алмазной иглы по отношению к шлифовальному кругу: а — правильной, б — неправильное.
Расположение резца под углом к обрабатываемой поверхности позволяет менять режущую кромку инструмента, проворачивая его вокруг своей оси, чтобы в работу вступали новые, не затупившиеся грани.
Чистоту обработки можно регулировать, изменяя скорость продольной (вдоль обрабатываемой поверхности) подачи инструмента. Чем она меньше, тем глаже получается поверхность круга. Если круг предназначается для обдирки, скорость подачи нужно увеличить — для получения более грубой поверхности.
Проверить качество правки можно, приложив к обработанной поверхности линейку, которая должна прилегать к кругу плотно, без зазоров.
 Проверка профиля шлифовального круга
Проверка профиля шлифовального круга
Правка обтачиванием алмазными и эльборовыми инструментами позволяет обеспечить высокую точность геометрии круга. Ее относительным недостатком является сглаживание обрабатываемой поверхности, которое может быть нежелательным, если выправленным кругом планируется производить обдирочные работы. В этом случае лучше применить правку обкатыванием.
Шлифовальные круги можно править брусками из зеленого карбида кремния на керамической связке, зернистостью F14-F36 (125-50), твердостью R, S, T. Для правки алмазных кругов (возможно и эльборовых) на керамической и металлической связке, зернистость бруска должна быть примерно такой же, как и круга, твердость — среднемягкой или средней, структура — средней или открытой.
Однако правка алмазных кругов абразивными брусками сопровождается большим расходом брусков и отнимает много времени. Более эффективно правку алмазного круга можно осуществлять абразивным правящим кругом, получающим вращение от своего привода (см. ниже).
Правка обкатыванием. При правке абразивных кругов способом обкатывания, дробление, скалывание и удаление абразивных зерен с поверхности круга производится инструментом круглой формы, получающим свое вращение от шлифовального круга. В качестве правящих инструментов используются карбидокремниевые круги, стальные диски с цементированной и закаленной поверхностью, твердосплавные ролики, звездочки-шарошки. Наибольшее распространение получили звездочки-шарошки.
 Правка абразивного круга обкатыванием
Правка абразивного круга обкатыванием
Рабочая часть вращающейся шарошки для правки абразивных кругов представляет собой набор дисков и зубчатых звездочек из износостойкого металла, насаженных на одну ось. При контакте с вращающимся шлифовальным кругом, диски и звездочки сами начинают вращаться, обкатываясь и скользя по поверхности круга. В результате происходит разрушение и выкрашивание абразивных зерен и выравнивание профиля круга.
Вращающиеся шарошки изготавливаются не только в виде инструмента, предназначенного для держания в руках, но и стационарно закрепляемого на неподвижном основании. С их помощью может производиться правка кругов, установленных на ручные шлифовальные машины.
 Шарошка для правки абразивных кругов
Шарошка для правки абразивных кругов
 Шарошка для правки абразивных кругов
Шарошка для правки абразивных кругов
Недостатком правки с помощью вращающихся шарошек является большое пылеобразование и относительно низкая точность обработки. Достоинствами — высокая производительность и отсутствие заглаживания поверхности круга, как это происходит в случае правки обтачиванием алмазными или эльборовыми инструментами. Если круг готовится для обдирочных работ, правка вращающейся шарошкой — наилучший вариант. Этот способ можно также применять в качестве предварительной операции перед правкой алмазным или эльборовым инструментом. С повышенным пылеобразованием борются, подсоединив к полой рукоятке шарошки пылеотсасывающий рукав, соединенный с пылесосом.
Правка шлифованием. Правка шлифованием также производится вращающимся инструментом. Однако в отличие от правки обкатыванием, правящий инструмент получает вращение от своего собственного привода, а не от шлифовального круга.
В качестве шлифующих инструментов используются алмазные ролики, карбидокремниевые, алмазные или эльборовые круги, диски из твердых сплавав карбида вольфрама. Ось их вращения при правке может быть как перпендикулярна, так и параллельна оси вращения обрабатываемого диска. В последнем случае направление вращения правящих кругов или роликов может совпадать с направление вращения шлифовального круга или быть направленным против него.
Важной особенностью правки шлифованием является то, что скорость вращения круга, который правится, должна быть небольшой — не более 25 м/мин (в 60 раз медленнее, чем при шлифовании), в то время как вращение правящего инструмента должно быть нормальным рабочим. Вращение круга вручную недопустимо, так как следствием неравномерного вращения является некруглость или неровность рабочей поверхности после правки.
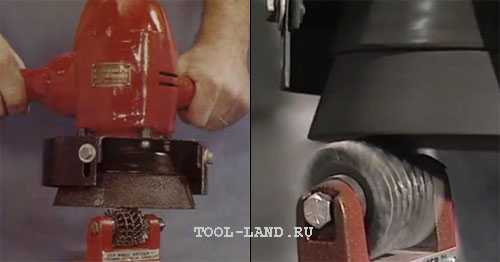
Недостатком правки шлифованием является то, что для ее осуществления кроме самих правящих дисков или роликов необходимо иметь еще инструмент для их вращения. При правке в домашних условиях наилучшим, пожалуй, вариантом является использование для правки болгарки с алмазным кругом. С ее помощью можно править как электрокорундовые, так и алмазные круги. Болгарка, используемая для правки, должна иметь приспособление для упора, которое можно закрепить на месте ручки.
 Упор на болгарке для правки абразивных кругов шлифованием
Упор на болгарке для правки абразивных кругов шлифованием
На фото ниже показан процесс правки алмазного круга шлифованием с помощью болгарки, оснащенной старым алмазным кругом.
 Правка алмазного круга шлифованием
Правка алмазного круга шлифованием
При правке алмазных кругов рекомендуется использовать охлаждение, которое предотвращает сгорание алмазных зерен, которое может происходить при температуре выше 700-800°C.
При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
Шарошки абразивные по металлу предназначены для очистки шлифовальных (обдирочных) абразивных кругов с использованием электроинструмента. Применяются практически во всех типах производства, где имеется потребность в обработке металлов: от небольших…
Шарошки абразивные по металлу предназначены для очистки шлифовальных (обдирочных) абразивных кругов с использованием электроинструмента. Применяются практически во всех типах производства, где имеется потребность в обработке металлов: от небольших автомастерских или слесарных участков до крупных цехов машиностроительных заводов.
Использование шарошек для абразивных кругов позволяет максимально точно восстанавливать их геометрию и рабочие способности. Дополнительная сфера применения – расточка отверстий, а также углублений сложных геометрических форм, в том числе и/ или шлифование их внутренних поверхностей в изделиях из различных металлов и сплавов. Изготавливаются из углеродистой стали прочных сортов. Некоторые виды изделий могут иметь алмазное напыление, увеличивающее эффективность их применения и обеспечивающее более длительный эксплуатационный период.
Шарошки абразивные по металлу также отлично подходят для обработки стекла и керамики, снимают заусеницы с металла. В нашем каталоге представлены практически все существующие типоразмеры и формы шарошек с разными видами формы и длины хвостовиков для работы на любом электроинструменте.
Бесплатный номер 9:00 – 18:00Оформление заказа круглосуточно
Обратная связь
© ООО «МЕККАИН» 2012–2017
Указанная стоимость товаров и условия их приобретения действительны по состоянию на текущую дату.
В процессе эксплуатации у абразивных кругов изменяется профиль, а их зернистая поверхность забивается отходами обработки, что в итоге приводит к снижению эффективности этого приспособления. Для того чтобы вернуть точильным и шлифовальным кругам их первоначальные характеристики, используется такой инструмент, как шарошка для правки абразивных кругов.

Шарошки звездочки: слева тупозубая, справа острозубая
Несложные по своей конструкции шарошки-звездочки делятся на два типа:
Между собой они различаются не только формой зубьев, но также толщиной и сферой применения.
Размеры шарошек для правки абразивных кругов
Область применения
При помощи шарошек, оснащенных острыми зубьями, выполняется правка шлифовальных кругов, плотная структура которых состоит из абразивных зерен минимального размера. Если при помощи острозубых шарошек взяться за правку кругов из абразивных зерен средней и крупной фракции, то правящий инструмент просто испортит их рабочую поверхность, нанеся ей серьезный вред. В таких случаях как раз и используется тупозубая шарошка, специально предназначенная для правки средне- и крупнозернистых абразивных кругов.
Высокая эффективность использования шарошек-звездочек обеспечивается тем, что обработка с их помощью осуществляется на высокой скорости их вращения. Следует иметь в виду, что правка точильных и шлифовальных кругов выполняется не одной шарошкой, а целым их набором, помещаемым на специальную ось, оснащенную смазочным ниппелем.

Специальная державка для шарошек
Учитывая тот факт, что шарошечный инструмент в процессе использования испытывает серьезное механическое воздействие со стороны абразивного круга, его рабочая часть должна быть обязательно подвергнута качественной закалке.
Принцип действия
Принцип работы шарошки для правки шлифовальных кругов довольно прост. Набор таких инструментов, собранный в единый блок, помещается на специальную ось, оснащенную рукояткой для оператора, и вводится в контакт с вращающимся абразивным кругом. В результате набор шарошек тоже начинает вращаться на оси, обкатываясь и скользя по поверхности обрабатываемого круга. Поскольку рабочая часть шарошек закалена и отличается высокой твердостью, при их взаимодействии с кругом с него снимается слой абразива, а значит, его поверхность выравнивается.
По похожему принципу работает правящий инструмент, рабочим органом которого является алмаз, вернее, набор алмазов, закрепленных на специальной оправке в определенном порядке или произвольно. Наборы шарошек-звездочек могут не только фиксироваться на ручных приспособлениях для правки, но и использоваться в составе устройств, устанавливаемых на неподвижном основании.

Шарошки собираются в державку, которая устанавливается на подручник станка до упора в наждачный камень
К недостаткам, которыми обладает шарошечный инструмент для правки абразивных кругов, следует отнести:
- невысокую точность выполняемой обработки;
- большое количество пыли, образующейся в процессе правки.
Проблема с пылью даже при использовании ручного инструмента, оснащенного шарошками, решается достаточно легко. Для этого к его полой рукоятке прикрепляют шланг, соединенный с пылесосом.
Конечно, нельзя не отметить и преимущества правки посредством шарошек. Сюда следует отнести:
- высокую производительность;
- исключение заглаживания абразивного круга, обрабатываемого правящим инструментом.
Наибольшую эффективность устройство на основе вращающихся шарошек демонстрирует в тех случаях, когда с его помощью осуществляется правка абразивных кругов, используемых для выполнения обдирочных работ.
Метод правки шлифовальных кругов обкатыванием
При выполнении правки с применением шарошек используется метод обкатывания. Его суть заключается в том, что инструмент, обкатываясь по обрабатываемому кругу, дробит, скалывает и удаляет с его поверхности абразивные зерна и скрепляющий их материал. Таким образом, поверхность абразивного круга очищается от инородных включений и выравнивается.
На сегодняшний день многие производители создают более усовершенствованные правящие инструменты на основе шарошек. Рабочим органом таких приспособлений является кассета, в которой уже скомплектован и надежно зафиксирован набор шарошек, размещенных на валу.
Внимание, только СЕГОДНЯ!sovetskyfilm.ru