404 Страница не найдена. Производство бронзы в чушках
Бронзы литейные в чушках | Агентство Литьё++

Бронзы литейные в чушках производятся из лома и отходов цветных металлов и сплавов, предназначены для использования в качестве шихтовых материалов для выплавки бронз при изготовлении бронзовых отливок в литейном производстве.
Стандарты
Бронзы литейные в чушках в Украине производят в соответствии с ГОСТ 614-97 «Бронзы литейные в чушках. Технические условия».
Марки и химический состав
Марки и химический состав бронз должны соответствовать требованиям ГОСТ 614-97, приведенным в табл. 1
Таблица 1: Химический состав бронз по ГОСТ 614-97
| Марка сплава | Массовая доля, % | ||||||||
| Основных компонентов | |||||||||
| Sn | Zn | Pb | Ni | P | Al | Fe | Mn | Cu | |
| БрО5Ц6С6 | 4,1-6,0 | 4,5-6,5 | 4,1-6,0 | — | — | — | — | — | Ост. |
| БрО3Ц6С5 | 2,0-4,0 | 3,0-8,0 | 3,0-6,0 | — | — | — | — | — | Ост. |
| БрО3Ц13С4 | 2,1-3,5 | 9,0-16,0 | 3,0-6,0 | — | — | — | — | — | Ост. |
| БрО4Ц8С5 | 3,1-5,5 | 6,5-9,0 | 4,0-7,0 | — | — | — | — | — | Ост. |
| БрО3Ц8С4Н1 | 2,6-4,0 | 7,0-10,0 | 3,0-6,0 | 0,5-2,0 | — | — | — | — | Ост. |
| БрО6Ц6С2х | 5,0-7,0 | 5,0-7,0 | 1,0-4,0 | — | — | — | — | — | Ост. |
| Сплавы на основе меди, олова, фосфора (2) | |||||||||
| БрО10Ф1 | 9,1-10,5 | — | — | — | 0,7-1,2 | — | — | — | Ост. |
| Сплавы на основе меди, алюминия, железа (3) | |||||||||
| БрА10Ж3р | — | — | — | — | — | 8,5-10,5 | 2,0-4,0 | — | Ост. |
| БрА10Ж | — | — | — | — | — | 8,5-10,5 | 2,0-4,0 | — | Ост. |
| БрФ10Ж3Мц2 | — | — | — | — | — | 9,0-11,0 | 2,0-4,0 | 1,3-3,0 | Ост. |
Таблица 1: продолжение
| Марка сплава | Массовая доля, % | ||||||||||||||
| Примеси, не более | Всего прим. | ||||||||||||||
| Sb | Fe | Al | Si | P | Ni | S | Ar | Mg | Bi | Pb | Zn | Sn | Mn | ||
| Сплавы на основе меди, олова, цинка, свинца (1) | |||||||||||||||
| БрО5Ц6С6 | 0,5 | 0,4 | 0,05 | 0,05 | 0,1 | 1,0 | 0,08 | 0,15 | 0,02 | — | — | — | — | — | 1,3 |
| БрО3Ц6С5 | 0,5 | 0,4 | 0,05 | 0,05 | 0,1 | 1,0 | — | — | — | — | — | — | — | — | 1,3 |
| БрО3Ц13С4 | 0,5 | 0,4 | 0,02 | 0,02 | 0,1 | 2,0 | 0,08 | 0,15 | 0,02 | — | — | — | — | — | 1,3 |
| БрО4Ц8С5 | 0,5 | 0,4 | 0,05 | 0,05 | 0,1 | 2,0 | 0,08 | 0,15 | 0,02 | — | — | — | — | — | 1,3 |
| БрО3Ц8С4Н1 | 0,5 | 0,4 | 0,02 | 0,02 | 0,1 | — | 0,08 | 0,15 | 0,02 | — | — | — | — | — | 1,3 |
| БрО6Ц6С2х | 0,5 | 0,5 | 0,1 | — | — | — | — | — | — | — | — | — | — | — | 1,0 |
| Сплавы на основе меди, олова, фосфора (2) | |||||||||||||||
| БрО10Ф1 | 0,3 | 0,2 | 0,05 | 0,02 | — | 1,0 | 0,05 | — | 0,02 | 0,005 | 0,5 | 0,5 | — | — | 1,4 |
| Сплавы на основе меди, алюминия, железа (3) | |||||||||||||||
| БрА10Ж3р | 0,05 | — | — | 0,2 | 0,1 | 1,0 | — | 0,05 | — | — | 0,1 | 1,0 | 0,2 | 0,5 | 1,7 |
| БрА10Ж | 0,05 | — | — | 0,2 | 0,1 | 1,0 | — | 0,05 | — | — | 0,3 | 1,3 | 0,2 | 0,5 | 2,4 |
| БрФ10Ж3Мц2 | 0,05 | — | — | 0,2 | 0,03 | 0,5 | — | 0,01 | — | — | 0,1 | 1,0 | 0,1 | — | 1,7 |
Примечание: Массовую долю меди для всех марок бронз, кроме Бр03Ц8СН1, может быть включен никель, в этом случае никель в сумме примесей не учитывают.
Масса каждой чушки не должна превышать 42 кг. На поверхности чушек не должно быть наплывов, заливов, вздутостей, шлаковых и инородных включений. Допускаются следы зачистки дефектов изложниц, следы сгоревшей смазки, используемой для защиты поверхности изложниц, местные включения плен на площади, не превышающей 10% поверхности чушек.
Маркировка
Чушки литейных бронз маркируются вертикальными полосами и крестами, которые наносятся несмываемой краской на торцах чушек.
Таблица 2: Маркировка чушек литейных бронз
| Марка | Маркировка |
| Бр03Ц8С4Н1 | черная полоса |
| Бр03Ц6С5 | красная и зеленая полосы |
| Бр03Ц13С4 | зеленая полоса |
| Бр04Ц8С5 | синяя полоса |
| Бр05Ц6С5 | красная полоса |
| Бр06Ц6С2х | зеленый крест |
| БрО10Ф1 | синяя, зеленая, синяя полосы |
| БрА10Ж3р | две черные и белая полосы |
| БрА10Ж3 | черная и белые полосы |
| БрА10Ж3Мц2 | черная и две белые полосы |
Назначение
Таблица 3: Назначение литейных бронз по ГОСТ 614-97
| Марка | Назначение |
| Бр03Ц8С4Н1 | Шихтовый материал для бронзы БрО5Ц5С5 по ГОСТ 613 |
| Бр03Ц6С5 | Для нужд народного хозяйства |
| Бр03Ц13С4 | Шихтовый материал для бронзы БрО3Ц7С5Н1 по ГОСТ 613 |
| Бр04Ц8С5 | Шихтовый материал для бронзы БрО3Ц12С5 по ГОСТ 613 |
| Бр05Ц6С5 | Шихтовый материал для бронзы БрО4Ц7С5 по ГОСТ 613 |
| Бр06Ц6С2х | Для художественного литья |
| БрО10Ф1 | Для изготовления редукторов |
| БрА10Ж3р | Антифрикционные детали, арматура |
| БрА10Ж3 | Шихтовый материал для бронзы БрА9Ж3Л по ГОСТ 493 |
| БрА10Ж3Мц2 | Шихтовый материал для бронзы БрА10Ж3Мц2Л по ГОСТ 493 |
Литература
- ГОСТ 614-97 «Бронзы литейные в чушках. Технические условия».
Производители и поставщики
- Нет похожих записей
on-v.com.ua
Производство | Бронза и Латунь
Основным видом деятельности ООО «ПромКонтракт» является производство бронзовой продукции в РФ. Основными видами производимой продукции являются заготовки и изделия производственно-технического назначения из бронз различных марок. В ассортимент изготовляемой продукции входит бронзовый прокат из марок БрАЖ, БрОФ, БрОЦС (чушка, пруток, втулка).Производственные мощности компании позволяют производить продукцию более 400 тонн в месяц. В эксплуатации производства имеются две установки горизонтального непрерывного литья бронзового прутка (марки БрОЦС 5-5-5, БрОФ 10-1, 7-0,2), с возможностью получения прутков диаметров от 20 до 200 мм. Так же имеются восемь печей, способных отливать до 10-ти тонн заготовок в смену. На механическом участке производится предварительная механическая обработка литых заготовок.Литые заготовки получают центробежным методом – 100-475 мм, методом литья в кокиль – 100-450мм, литья в ХТС – 200-1200 мм.Вся продукция, поставляемая нашим предприятием, ВЫСОКОГО КАЧЕСТВА, изготавливается в строгом соответствии с государственными стандартами ГОСТ, ТУ, что подтверждается сертификатом качества.
Художественное цветное литье нестандартных размеров и уникальных дизайнерских решений является так же нашей основной специализацией. Для нас нет неосуществимых идей и невыполнимых задач. Мы готовы разработать и воплотить в реальность самые оригинальные и смелые проекты клиентов.
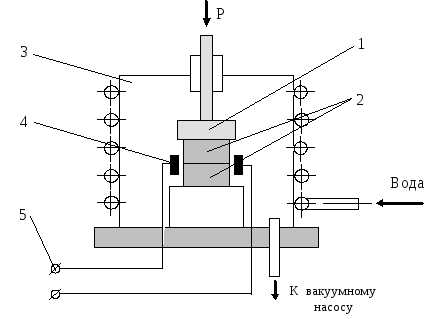
ООО «ПромКонтракт» берёт на себя все подготовительные этапы литейного производства, техническое сопровождение и моделирование будущего изделия. Модель для вакуумного литья создается с помощью современных технологий в виде компьютерной 3D модели, которое дает возможность реалистично создавать абсолютно фантастические проекты или напротив, точно воспроизводить реальный мир.
Изделия художественного литья из бронзы обладают очень важным преимуществом — они делаются с перспективой на долгие годы, их можно передать по наследству, при этом ценность изделия возрастёт пропорционально пройденным годам, что свойственно любому произведению искусства.
bronz-lat.ru
Компания "Металл-Союз" предлагает к продаже бронзовые чушки из наличия и под заказ.
 По назначению оловянные бронзы можно разделить на несколько групп :Литейные стандартные БрОЗЦ12С5, Бр05Ц5С5, Бр04Ц4С17, Бр04Ц7С5, БрОЗЦ7С5Н1Литейные ответственного назначения БрОФ, Бр010Ц2, Бр08Ц4, БрОбЦбСЗ, БрОЮСЮ, Бр05С25Деформируемые БрОФ8-0,3, БрОФ6,5-0,4, БрОФ6,5-0,15, БрОФ4-0,25, БрОЦ4-3, БрОЦС4-4-2,5 По назначению оловянные бронзы можно разделить на несколько групп :Литейные стандартные БрОЗЦ12С5, Бр05Ц5С5, Бр04Ц4С17, Бр04Ц7С5, БрОЗЦ7С5Н1Литейные ответственного назначения БрОФ, Бр010Ц2, Бр08Ц4, БрОбЦбСЗ, БрОЮСЮ, Бр05С25Деформируемые БрОФ8-0,3, БрОФ6,5-0,4, БрОФ6,5-0,15, БрОФ4-0,25, БрОЦ4-3, БрОЦС4-4-2,5Большим спросом в промышленности пользуются бронзы, представляющие собой сплавы на основе меди, в которых в качестве основных легирующих компонентов применяются олово, железо, алюминий и несколько других элементов (кроме цинка). Нормативно-техническая документация предусматривает маркировку бронз из сочетания «Бр» и последующего указания букв и цифр, обозначающих легирующие компоненты и их процентное содержание в сплавах. В зависимости от химического состава сплава бронзы классифицируют по основному легирующему компоненту. Все производимые в промышленности бронзы условно делят на два класса: оловянные (с обязательным присутствием в сплаве олова) и безоловянные (не содержащие олова). По способу дальнейшей переработки бронзы разделяются на деформируемые, обладающие специальными технологическими характеристиками для проката и поковок, а также литейные, которые используются для литья. Наряду с этим многие марки бронз, предназначенные для проката, используются также для литья. Первичным материалом изготовления изделий из бронзы является бронзовая чушка. Она имеет форму слитка с одним или несколькими пережимами. Бронзовая чушка широко используется на металлургических заводах в виде шихтового материала и как основное сырьё для производства бронзового проката. Рекомендуем подробнее ознакомиться с бронза БРАЖ. |
|
|
|
|
|
metal100.ru
Бронза сплавы - Свердловский металлургический завод
Широко применимы в промышленности.
По вопросам цены и наличия обращайтесь по телефонам:
Екатеринбург: +7 (343) 328-01-30Каменск-Уральский: +7 (3439) 389-377
ООО ТД "Свердловский металлургический завод" поставляет бронзовые сплавы.
Алюминиево-железная бронза в чушках | БрА9Ж4 | ГОСТ 493-79 | массой не более 35кг. |
БрА10Ж3Мц1.5 | ТУ 1733-00195430-88-97 | ||
Оловянно-цинково-свинцовая бронза в чушках | БрО5Ц6С5 | ГОСТ 613-79 | |
Оловянно-цинково-свинцовая бронза литейная в чушках | БрО5Ц5С5 | ТУ 1733-00195430-88-97 | |
БрО5Ц6С5 | ТУ 1733-00195430-96-98 |
Оловянные бронзовые сплавы
Бронза представляет собой сплав меди в избытке (порядка 90-96%) обычно с оловом или цинком, а также такими элементами, как алюминий, свинец, марганец, кремний, фосфор, никель и др. Легирование меди такими компонентами носит целенаправленный характер: оно призвано наделить материал особыми свойствами (например, меньшей или большей тягучестью, сопротивлением разрыву и проч.).
Одной из самых востребованных в различных отраслях промышленности является оловянная бронза. Чем выше процент олова в сплаве, тем он более прочный и твердый, но вместе с тем менее пластичный; снижается и его ударная вязкость.
По технологическому признаку различают деформируемые и литейные оловянные бронзы. Первые хорошо обрабатываются давлением, обладают пластичностью, упругостью и высокой усталостной прочностью в агрессивных средах, в том числе коррозионных. По усталостным характеристикам их превосходит лишь бериллиевая бронза. В своем составе, помимо олова (до 8 %), содержат фосфор или цинк и изготавливаются в виде прутков, лент и проволоки.
Более 6 % олова содержат литейные оловянные бронзы, предназначенные для фасонного литья различных изделий или полуфабрикатов. Обычно эти сплавы поставляются в чушках или слитках. Наряду с алюминиевыми бронзами, они имеют высокие антифрикционные показатели и достаточную прочность.
Область применения бронзовых сплавов
Сфера использования оловянных бронз значительна. Это и приборо- и машиностроение, целлюлозно-бумажная, электротехническая и химическая промышленность, точная механика. Из данных сплавов изготавливают:
- пружины и пружинящие детали: Бр0Ф6,5-0,15, БрОЦ4-3;
- подшипники, втулки, торцовые диски: БрОЦС4-4-2,5, БрОЦС4-4-4, БрОЗЦ8С4Н1;
- мембраны: БрОФ6,5-0,15;
- токопроводящие детали (контакты штепсельных разъёмов и т. д.): БрОФ2-0,25;
- арматуру: БрО3Ц12С5, БрО3Ц7С5Н;
- присадочный материал для сварки: БрОФ2-0,25;
- проволоку для сеток: БрОФ6,5-0,4.
Купить деформируемые или литейные оловянные бронзы в чушках, произведенные в соответствии с ТУ 1733-00195430-88-97, 1733-00195430-96-98 и ГОСТ 613-79, вы можете в Екатеринбурге или в другом населенном пункте РФ (с бесплатной доставкой до транспортных компаний). По вопросам цены и наличия на складе этих, а также других бронзовых сплавов (бериллиевых, алюминиевых, кремнисто-марганцевых и т.д.), звоните по телефонам: (343) 216-02-66, 216-02-65.
Назад к разделу "Бронзовый прокат"
www.smzural.ru
Бронзовая чушка Производственное предприятие Стакс в Москве и обл
Изготавливаются из бронзы следующих марок: БрАЖ10-3; БрАЖ9-4л; БрАЖМц10-3-2; БрОЦС5-5-5; БрОЦС5-6-5; БрОЦС3-13-4; БрОС8-12; БрАМц 9-2. Характеристики чушек из бронзы соответствуют ГОСТ 1020-77, 614-73, 17328-78.
В бронзе всех марок чушек массовая доля мышьяка в пределах общей суммы примесей должна быть не более 0,15?%, магния — не более 0,02?%, серы — не более 0,08?%.
Классификация бронзовых чушек
По состоянию:
- мягкие;
- полутвердые;
- твердые;
- особо твердые;
- нагартованные;
- полунагартованные
Область применения
Из бронзовых чушек изготавливают подшипники, зубчатые колеса, крепежные детали и другие изделия, используемые в различных отраслях промышленности (в авиастроении, судостроении и производстве автомобилей и техники).Чушка бронзовая представляет собой вид заготовки, из которой впоследствии производят различные изделия бронзового проката. Изготавливаются бронзовые чушки методом литья. Они имеют форму небольших слитков или пластин, на которых выполнены пережимы во всех направлениях для удобства разделения чушек на более мелкие части. После переплавки бронзовые чушки находят широкое применение в различных областях машиностроения и тяжелой промышленности. Их используют как для изготовления ответственных деталей машин, так и для художественного литья. Например, бронзовые чушки нужны для совершенствования конструкций летательных аппаратов, судов и автомобилей, а также для производства статуэток, подсвечников, часов и др. Среди отличительных характеристик бронзовых чушек, благодаря которым они нашли широкое применение, можно отметить следующие:
- высокая упругость;
- высокая прочность;
- высокая коррозионная стойкость;
- высокие антифрикционные свойства.
Бронза представляет собой медный двух- и более -компонентный сплав, чаще всего легированный оловом и алюминием, а также другими металлами, за исключением цинка. Маркируются бронзы буквами «Бр», а также другими буквами и цифрами, обозначающими легирующие металлы и их процентное содержание в сплаве. Бронзовые чушки чаще всего производят из алюминиевых бронз с дополнительным легированием железом (они маркируются «БрАЖ»).
Благодаря наличию алюминия чушка БрАЖ имеет высокую прочность, упругость и коррозионную стойкость. В свою очередь, железо улучшает механические свойства сплава, измельчает зернистость и задерживает рекристаллизацию. Железо предотвращает возникновение самопроизвольного отжига, который увеличивает хрупкость бронз. Благодаря этому бронзы БрАЖ (например, марки БрАЖ 9-4, БрАЖ 10-3) применяют для многих разновидностей ответственных деталей.
Помимо железа, алюминиевые бронзы могут содержать никель (такие сплавы маркируются, как «БрАЖН»), который повышает механические и физические характеристики материала, например жаростойкость, морозостойкость, коррозионную стойкость. Благодаря этим характеристикам, а также высокой прочности бронзы БрАЖН применяются для изготовления подшипников, зубчатых колес, крепежных деталей и пр. в таких областях промышленности, как авиастроение, судостроение, автомобилестроение.
Так же с этим металлом заказывают следующие позиции,
ppstaks.ru
Бронза литейная марки, в чушках
Бронза — это многокомпонентный или двойной сплав, который состоит из меди и легирующих добавок: олово, марганец, свинец, бериллий, кремний, хром и другие. Разные марки литейных бронз предназначены для фасонных отливок.
По сравнению с латунью бронза более устойчива к коррозии, обладает большей прочностью и лучшими антифрикционными свойствами. Сплав довольно стойкий в соленой воде, на воздухе, растворах органических кислот и углекислых растворах.
Согласно ГОСТу 614-97, масса одной чушки бронзы не должна быть выше 42 кг. Размеры и форму устанавливает производитель. На поверхности чушек не должно быть заливов, наплывов, вздутостей, инородных и шлаковых включений. Допустимы остатки от смазки и следы зачистки после дефектов изложниц, а также местные включения плен (не более 10% площади поверхности). В изломе чушки должны быть плотными, инородные включения отсутствуют. На каждую единицу наносят товарный знак, цветную маркировку сплава и номер плавки.
В партиях на экспорт не должно быть ломаных чушек, для внутреннего потребления допускается количество не более 1%.
На предмет качества поверхности проверяют не менее 20 чушек. По требованию потребителя проводят контроль качества излома. Для этого отбирают минимум две чушки от плавки безоловянных бронз и минимум три — от оловянных. Столько же штук необходимо для контроля химического состава.
Применяется в литейном производстве также и как могут делать готовые отливки.
Бронзы оловянные литейные (по ГОСТ 613-79)
Бронзы литейные марки и химический состав *1, %
| Марка | Олово | Цинк | Свинец | Примеси, всего, не более |
| БрОЗЦ12С5 | 2,0 - 3,5 | 8,0 - 15,0 | 3,0 - 6,0 | 1,3 |
| БрОЗЦ7С5Н1*2 | 2,5 - 4,0 | 6,0 - 9,5 | 3,0 - 6,0 | 1,3 |
| БрO4Ц7С5 | 3,0 - 5,0 | 6,0 - 9,0 | 4,0 - 7,0 | 1,3 |
| БрO4Ц4С17 | 3,5 - 5,5 | 2,0 - 6,0 | 14,0 - 20,0 | 1.3 |
| БрO5Ц5С5 | 4,0 - 6,0 | 4,0 - 6,0 | 4,0 - 6,0 | 1,3 |
| БрO5С25 | 4,0 - 6,0 | - | 23,0 - 26,0 | 1,2 |
| БрO6Ц6СЗ | 5,0 - 7,0 | 5,0 - 7,0 | 2,0 - 4,0 | 1,3 |
| БрO8Ц4 | 7,0 - 9,0 | 4,0 - 6,0 | - | 1,0 |
| БрO10Ф1 *3 | 9,0 - 11,0 | - | - | 1,0 |
| БрO10Ц2 | 9,0 - 11,0 | 1,0 - 3,0 | - | 1,0 |
| БрO10С10 | 9,0 - 11,0 | - | 8,0 - 11,0 | 0,9 |
*1 Медь - остальное. *2 0,5 - 2,0 % Ni. *3 0,4- 1,1 % Р.
Механические свойства и применяемость оловянных бронз
| Марка | Способ литья | Временное сопротивление σв, МПа | Относительное удлинение после разрыва δ5, % | Твердость НВ | Область применения |
| не менее | |||||
| БрОЗЦ12С5 | к | 206 | 5 | 60 | Арматура общего назначения |
| п | 176,2 | 8 | 60 | ||
| БрОЗЦ7С5Н1 | к | 206 | 5 | 60 | Детали, работающие в масле, паре и в пресной воде |
| п | 176,2 | 8 | 60 | ||
| БрО4Ц7С5 | к | 176,2 | 4 | 60 | Арматура, антифрикционные детали |
| п | 147 | 6 | 60 | ||
| БрО4Ц4С17 | к | 147 | 12 | 60 | Антифрикционные детали |
| п | 147 | 5 | 60 | ||
| БрО5Ц5С5 | к п | 176,2 | 4 | 60 | Арматура, антифрикционные детали, вкладыши подшипников |
| 147 | 6 | 60 | |||
| БрО5С25 | к | 137,2 | 6 | 60 | Биметаллические подшипники скольжения |
| п | 147 | 5 | 45 | ||
| БрОбЦбСЗ | к | 176,2 | 4 | 60 | Арматура, антифрикционные детали, вкладыши подшипников |
| п | 147 | 6 | 60 | ||
| БрО8Ц4 | к | 196 | 10 | 75 | Арматура, фасонные части трубопровода, насосы, работающие в морской воде |
| п | 196 | 10 | 75 | ||
| БрО10Ф1 | к | 245 | 3 | 90 | Узлы трения арматуры, высоконагруженные детали шнековых приводов, нажимные и шпиндельные гайки, венцы червячных колес |
| п | 215,5 | 3 | 80 | ||
| БрО10Ц2 | к | 225,5 | 10 | 75 | Арматура, антифрикционные детали, вкладыши подшипников, детали трения и |
| п | 215,5 | 10 | 65 | ||
| облицовки гребных валов | |||||
| БрО10С10 | к | 196 | 6 | 78 | Подшипники скольжения, работающие в условиях высоких давлений |
| п | 176,2 | 7 | 65 | ||
Примечание. Условное обозначение способа литья: к - литье в кокиль; п - литье в песчаную форму.
Безоловянные литейные бронзы (по ГОСТ 493-79)
Химический состав бронз, %
| Марка сплава | Алюминий | Железо | Марганец | Никель | Свинец | Цинк | Примеси, не более* |
| БрА9Мц2Л | 8,0 - 9.5 | - | 1.5 - 2,5 | - | - | - | 2,8 |
| БрА10Мц2Л | 9,6 - 11 | - | 1,5 - 2,5 | - | - | - | 2.8 |
| БрА9ЖЗЛ | 8 - 10,5 | 2 - 4 | - | - | - | - | 2,7 |
| БрА10ЖЗМц2 | 9 - 11 | 2 - 4 | 1 - 3 | - | - | - | 1,0 |
| БрА10Ж4Н4Л | 9,5 - 11 | 3,5 - 5,5 | - | 3,5 - 5,5 | - | - | 1,5 |
| БрАНЖ6Н6 | 10,5-11,5 | 5 - 6,5 | - | 5 - 6,5 | - | - | 1,5 |
| БрА9Ж4Н4Мц1 | 8,8 - 10 | 4 - 5 | 0,5 - 1,2 | 4 - 5 | - | - | 1,2 |
| БрСЗ0 | - | - | - | - | 27 - 31 | - | 0,9 |
| БрА7Мц15ЖЗН2Ц2 | 6,6 - 7,5 | 2,5 - 3,5 | 14 - 15,5 | 1,5 - 2,5 | - | 1,5 - 2,5 | 0,5 |
| БрСуЗНЗЦЗС20Ф | - | - | - | 3 - 4 | 18 - 22 | 3 - 4 | 0,9 |
*Остальное медь.
Кроме указанных основных компонентов марка БрСуЗНЗЦЗС20Ф содержит фосфора 0,15 - 0,30 %, сурьмы 3 - 4 %.
Механические свойства и применяемость безоловянных бронз
| Марка | Способ литья | Временное сопротивление σв, МПа | Относительное удлинение после разрыва δ5% | Твердость НВ | Применяемость |
| не менее | |||||
| БрА9Мц2Л | к п | 392 392 | 20 20 | 80 80 | Антифрикционные детали, детали арматуры, работающие в пресной воде, жидком топливе и в паре при температуре до 250 oС |
| БрА10Мц2Л | к п | 490 490 | 12 12 | 110 110 | |
| БрА9ЖЗЛ | к п | 490 392 | 12 10 | 100 100 | Арматура, антифрикционные детали |
| БрА10Ж3Мц2 | к п | 490 392 | 12 10 | 120 100 | |
| БрА10Ж4Н4Л | к п | 587 587 | 6 5 | 170 160 | Детали химической и пищевой промышленности, а также детали, работающие при повышенных температурах |
| БрА11Ж6Н6 | к п | 587 587 | 2 2 | 250 250 | Арматура, антифрикционные детали |
| БрА9Ж4Н4Мц1 | к п | 587 587 | 12 12 | 160 160 | Арматура для морской воды |
| БрС30 | к | 58,7 | 4 | 25 | Антифрикционные детали |
| БрСу3Н3Ц3С20Ф | к | 157 | 2 | 65 | Антифрикционные детали |
| БрА7Мц15Ж3Н2Ц2 | п | 607 | 18 | - | То же |
Примечания:
1. Условное обозначение способа литья: к - литье в кокиль; п - литье в песчаную форму.
2. В марке БрА9ЖЗЛ при литье в кокиль допускается относительное удлинение не менее 6 %, если твердость НВ превышает 1568 МПа (160 кгс/см²).
ferrolabs.ru