Как осуществляется сварка труб под прямым углом. Развертка трубы под 90 градусов
плюсы и минусы разных способов
Трубы – широко распространенный строительный материал. Их применяют в монтаже разных систем. Обычным делом в процессе монтажа является ситуация, когда трубы необходимо стыковать под углом. Однако не совсем обычной видится технология производства таких работ.
Чтобы создать подобную конфигурацию соединения, требуется резка труб под углом. Рассмотрим, как выполняются такие операции и какие существуют методы резки.
Содержание статьи:
Приёмы резки труб под углом
Рассматривая приёмы работы – реза прямо или под углом – следует учитывать разный материал изделий, подвергаемых обработке. Так, рукава, изготовленные из полипропилена или тонкой меди, резать легче и проще, чем толстостенные стальные трубы.
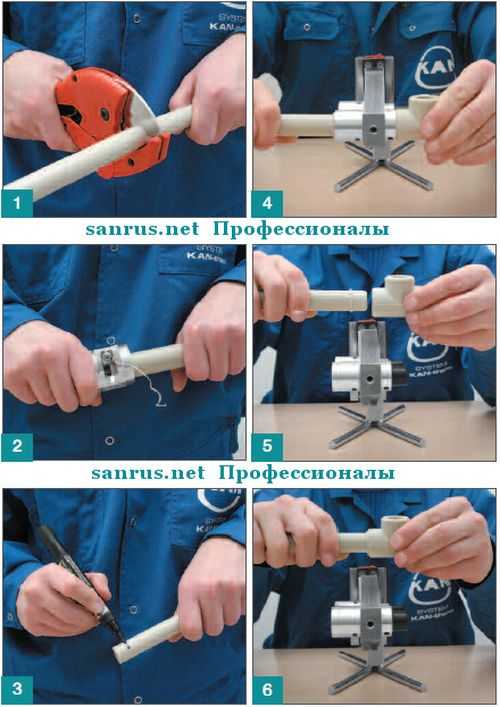
Пластиковые изделия малых диаметров обрезаются под нужным углом с помощью специальных ножниц. При этом контролировать угол можно обычным транспортиром.

Разрезать трубы в процессе работы с этими элементами монтажа приходится очень часто. Популярный инструмент для таких случаев – так называемая болгарка. С помощью этого инструмента режут прямо и под углом
Наиболее частой потребностью в монтаже становится резка водопроводных или иных труб под углом 45º. Выясним, какие приспособления можно использовать для реза под этим и другим углом.
Бумажное лекало для трубы
Для исполнения относительно точного реза можно применить несложную методику, где в качестве своеобразного лекала выступает обычный лист бумаги. Например, удачно подходит для создания лекала бумага принтерная формата А4. Предварительно лист размечается под квадрат с помощью линейки. Размер диагонали квадрата должен быть равен длине окружности трубы, которую нужно отрезать. Лишние части листа обрезаются.

Простейший способ получения линии разметки на трубе для производства реза под углом 45 градусов. Используется обычный лист бумаги, который накладывается на корпус трубы в области отреза
Далее следующие действия:
- Согнуть лист по диагонали, совместив противоположные углы.
- Полученный треугольник повернуть так, чтобы линия гипотенузы была перпендикулярна оси трубы.
- В таком положении обернуть бумагой трубную поверхность, совместив вместе крайние точки гипотенузы.
- Нанести маркером метку реза по линии любого из катетов треугольника.
- Обрезать трубу по намеченной линии.
Этим способом вполне удобно размечать и резать трубы под углом 45º в диапазоне диаметров от 32 до 63 мм. Для большего удобства разметки рекомендуется брать толстую, но мягкую бумагу. Также можно использовать паронит и похожие материалы.
Программы расчёта углов реза
Технология резки по лекалам позволяет получать разные углы среза. Но для формирования лекала на углы, отличные от 45º, уже потребуется выполнять математические расчёты и по расчётным данным вырезать шаблон из бумаги или подобных материалов. Правда, существуют компьютерные программы, призванные избавить мастера от производства расчётов. Лекала под резку труб такие программы распечатывают на принтере.
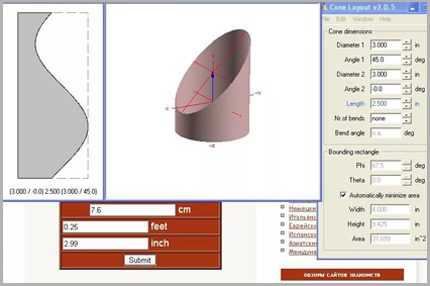
Таким выглядит окно компьютерной программы, выполняющей расчёт угла среза для круглого сечения. По результатам расчёта рисуется лекало, которое можно распечатать принтером. По лекалу вырезается шаблон
Простая программа расчета, созданная на базе приложения MS Excel, позволяет рассчитать и составить лекало практически для любых значений диаметров труб и требуемых углов реза. Всё, что необходимо сделать пользователю – это завести в ячейки «Наружного диаметра» и «Угла среза» соответствующие значения. По этим параметрам сформируется лекало, которое можно отправить на печать.
Пример лекала, полученного методом вычислений в популярной программе Excel. Вычисление точек прохождения кривой осуществляется на основе всего двух заданных параметров – диаметра трубы и требуемого угла среза
Недостаток программы – она не учитывает толщину листа лекала, что приводит к незначительным неточностям.
Стусло для резки труб
Есть несложный инструмент, часто используемый в быту, в основном для работ с деревом. Называется – стусло. Так вот, это же приспособление подходит для резки труб, причём под разными углами. Стусло имеется в продаже, но при желании его всегда можно сделать своими руками и подогнать конструкцию под нужный диаметр трубы:
- Взять деревянную доску шириной, равной диаметру трубы, длиной 400-500 мм.
- Взять ещё две доски тех же размеров, но по ширине увеличенных на толщину первой доски.
- Из трёх досок собрать конструкцию в виде перевёрнутой буквы «П», где в качестве основания установлена первая доска.
- В центральной части конструкции разметить прямоугольник, две стороны которого проходят по внутренним границам боковых досок.
- Разделить прямоугольник диагоналями и по линиям, полученным на верхних гранях боковых досок, сделать пропилы вниз до основания.
Таким способом изготавливается шаблон для резки под углом 45º. Но с помощью транспортира можно разметить практически любой угол и сделать пропилы под рез трубы для конкретного угла. Преимущество стусла — инструмент пригоден для неоднократного применения. Работа с инструментом допустима до такой степени износа стенок прорезей, пока они смогут обеспечивать высокую точность реза. Рекомендуется изготавливать стенки инструмента из материала более высокой прочности, чем дерево.
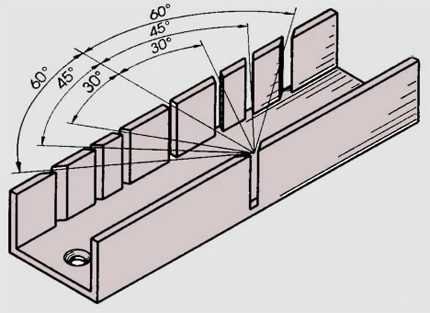
Такой выглядит возможная конструкция стусла – приспособления, благодаря которому также можно резать трубы под разными углами. Однако стусло, как правило, удобно применять для реза труб малых диаметров и с малой толщиной стенки
Преимущества способа очевидны – простота, лёгкость изготовления инструмента (стусла), экономичность, универсальность. Недостатки работы с таким вариантом оснастки – необходимость подгонки размеров стусла под трубный диаметр при условии выполнения точного реза. То есть для каждой трубы придётся делать свой инструмент.
Также с помощью стусла резать трубу можно только ножовкой по металлу или секатором (для пластиковых изделий). Для работы с толстостенными металлическими трубами под рез болгаркой этот инструмент не подойдёт.
Простая оснастка под резку
Металлические изделия круглой и прямоугольной форм, имеющие достаточно толстые стенки, удобно резать под углом при помощи незамысловатой оснастки электромеханического действия. Режущим элементом такого инструмента выступает отрезной диск или дисковая пила, закреплённые на валу электродвигателя. В свою очередь, электродвигатель с резаком является частью всей оснастки, куда входят рабочий стол, маятниковая опора, струбцина.

Электромеханическое приспособление для реза трубных элементов, в том числе под разными углами. Используется дисковый резак и несложная механическая система крепления трубы в разных положениях
Для установки трубы под нужным углом с последующим её креплением используются обычная струбцина и два металлических уголка. Один уголок (короткий) прикреплён к основанию поворотного механизма — маятника. Второй уголок (длинный) находится в свободном состоянии.
Процедура закладки трубы и резки:
- Поворотным механизмом устанавливается требуемый угол реза (например, с помощью линейки и транспортира).
- Найденное положение фиксируется прижимными винтами.
- Между коротким и длинным уголками закладывается труба и прижимается винтом струбцины.
- Подаётся напряжение на электродвигатель.
- Прилагая слабое усилие нажима к диску резака, трубу режут в нужном месте.
Преимущества такой методики – быстрая работа, аккуратный срез, возможность обработки большого количества труб за короткий промежуток времени. Недостатки: ограничения к применению в бытовых условиях, повышенный шум, работа с трубами только малых и средних диаметров. К тому же процесс резки оснасткой выполняется стационарно на удалении от места монтажа, что не всегда приемлемо.
Нюансы работы с прямоугольным сечением
Для выполнения резки изделий прямоугольного сечения рекомендуется заблаговременно подготовить шаблонные отрезы уголков. Их легко сделать из металлического уголка, предварительно разметив тем же транспортиром.

Резка прямоугольных труб (профильных элементов) под нужными углами обычно выполняется по шаблонам. Такие шаблоны изготавливаются из металлических уголков разных размеров
Разметку можно выполнить под разные значения углов. Для использования в деле шаблона, его достаточно приложить к прямоугольной трубе в нужном месте и отметить линию реза. Затем любым подходящим инструментом выполнить рез по намеченной линии.
Аппараты точной резки
Среди фирменных аппаратов, которые могли бы использоваться в быту для выполнения реза под углом, можно обратить внимание на технику итальянского производства. Ленточнопильный станок Mini Cut от компании «MASS» — малогабаритное устройство с ручным прижимом, для работы не только с трубами, но также уголками, прутками, профильными элементами.

Удобный и продуктивный аппарат для резки труб малого и среднего диаметров. Резак сделан на базе ленточного стального полотна, который может устанавливаться для выполнения реза под углом
На станке поддерживается установка угла среза от 0 до 45º. Процедура осуществляется при помощи ленточного полотна со скоростью 45 возвратно-поступательных движений в минуту. Аппарат оснащается электродвигателем мощностью 370 Вт, который питается от бытовой сети. Максимально допустимый диаметр обрезаемой круглой трубы – 65 мм.
Промышленные модели (на примере BSM)
Существуют специальные станки промышленного назначения для выполнения точных операций резки под углом. Хороший пример: аппараты, выпускаемые под брендом «BSM». Производителем станков является немецкая компания Rexinger. Правда, станки серии «BSM» предназначены исключительно для работы с полипропиленовыми трубами достаточно больших диаметров. Поддерживается обработка изделий типа ПП, ПВХ, ПЭ, ПВДФ.

Промышленный станок под резку трубных изделий из полимеров. Предназначен для работы с изделиями больших диаметров, но имеет оснастку под обработку труб от 50 мм. Машина обеспечивает рез в широком диапазоне углов
Режущим инструментом станка является ленточная пила, благодаря которой и выполняется рез под углами от 0 до 67,5º. Точность процесса обеспечивает лазерный распознаватель резки. Несмотря на конфигурацию устройства под изделия больших диаметров, можно применять специальный стол, при помощи которого также успешно режутся трубы малых диаметров (50 – 200 мм). Выпускается широкий модельный ряд устройств «BSM».
Применение термических способов
Кроме механических способов, нередко используются термические способы, где в качестве инструмента работают сварочные или резательные аппараты. Например, автогенный газовый резак или обычный сварочный аппарат (постоянного/переменного тока). При помощи таких аппаратов резке доступны толстостенные металлические трубы. Однако крайне сложно методом электросварки или газового автогена получить идеально ровный качественный срез.

Технология резки с помощью электросварки и автогена распространена повсеместно. Методика не обеспечивает высокую точность реза, но при монтаже труб этот фактор зачастую не является определяющим
Обычно после резки термическим способом изделия подвергаются дополнительной обработке. Выравнивается линия среза, подгоняются значения требуемого угла. Такой подход экономически невыгоден, так как сопровождается дополнительными расходами на механическую обработку. Как правило, применяется термическая методика реза в условиях промышленно-производственной сферы. Правда, службы ЖКХ тоже часто прибегают к такой методике.
Термический рез используется и для работы с пластиковым материалом. Существуют устройства — термические гильотины. Острое тонкое лезвие таких аппаратов нагревается до высокой температуры, после чего выполняют рез.
Термические гильотины поддерживают резку под углом, и в этом их преимущество. Однако для работы с более жёсткими материалами, чем поливинилхлорид, дерево, древесно-стружечные плиты, эти устройства применять нельзя.
Выводы и полезное видео по теме
В видеоролике представлены расчеты и показан практикум по выполнению реза трубы под углами 45 и 90:
Для каждого отдельного случая монтажа можно подобрать наиболее удобный и менее затратный способ резки. Конкретный выбор зависит от материала трубы, её диаметра, толщины стенки. Применяя простые способы разметки, можно получить достаточно точный угол, под которым требуется обрезать заготовку. Вместе с тем, обращаясь к сложной методике вычисления, есть возможность резать под нестандартными углами с высокой точностью.
sovet-ingenera.com
Как разрезать трубу под углом
Программа для резки труб под углом
Резка трубы под углом - типовая задача при изготовлении металлоконструкций. Часто возникает потребность разрезать трубу под углом. Обрезанные трубы привариваются под заданным углом к стенкам конструкций, из них изготавливают двухзвенные колена.
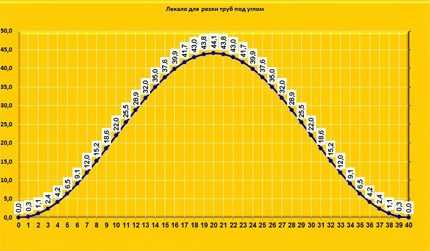
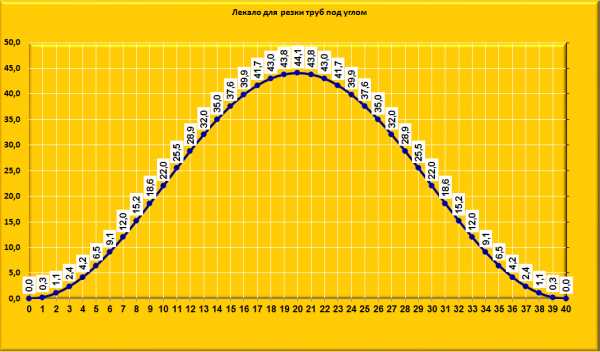
Перед обрезкой при помощи лекал (шаблонов), накладываемых на трубу, намечают линию реза. Для каждого диаметра и каждого угла, выбранного диаметра, необходимо отдельное уникальное лекало (шаблон). Предлагаемая таблица Excel позволяет получить размеры для построения лекала для разметки труб любого диаметра, разрезаемых под любыми углами. Введите в жёлтые ячейки таблицы наружный диаметр трубы, угол резания и Вы мгновенно получите ординаты и абсциссы этих точек. Перенесите эти точки на паронит или картон и плавно соедините их между собой. Лекало (шаблон) готово.
Шаблоны можно распечатать в натуральную величину
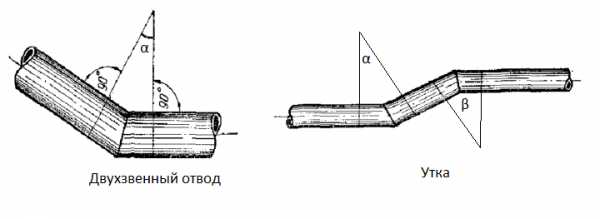
При изготовлении колена угол резания должен быть равен половине угла колена.
Пример определения угла резания для изготовления колена с углом 135 градусов (90+45). Не путать с острым коленом в 45 градусов! Формула: 135/2=67,5. Разрезаем трубу под углом 67,5 градусов, получаем два куска трубы с углами реза 67,5 градусов, соединяем их по линии реза с привязкой к общей образующей, свариваем и получаем колено (67,5+67,5) в 135 градусов.

В процессе работы я сделал следующее наблюдение. При работе с большими диаметрами изготовленное лекало при оборачиваниие его вокруг трубы было явно короче, не перекрывало всю трубу, оставался зазор 20-30 мм.
Гостовский диаметр трубы был указан правильно, а лекало короче... На мой взгляд, эта ошибка вызвана тем, что невозможно плотно прижать лекало к трубе и наружный диаметр трубы увеличился (ржавчина, грязь). Приходилось "пояском" измерять длину окружности и делить на π (3,1416). Полученный диаметр вводить в таблицу.
Посмотрите демонстрационный ролик
Шаблоны можно распечатать в натуральную величину
toolspipeline.ru
Сварка труб под прямым углом 90 градусов
При монтаже металлических конструкций – от каркаса детских качелей до системы отопления, практически всегда приходится иметь дело со сваркой. Процесс этот гораздо сложнее, чем кажется на первый взгляд, и гораздо ответственнее: от качества шва в буквальном смысле слова зависит надежность и долговечность изделия.

Процесс сварки
Сварка: разновидности и особенности
В самом общем виде под ней подразумевают стыковку двух отрезков из одного или разных материалов путем образования неразъемного соединения. Методов такого соединения довольно много. Выделяют две главные группы:
- под давлением – например, ультразвуковая, холодная, прессовая;
- сварка плавлением – термический метод, включающий нагрев соединяемых фрагментов.
Стыковка плавлением делится на два вида:
- электродуговая – ручная, под флюсом, в среде аргона и так далее. Кромки отрезков трубопровода оплавляются под влиянием дугового заряда;
- газовая – всем знакомая ацетиленовая. В этом случае края соединяемых труб прогреваются газокислородным пламенем, стыкуются, а зазор заполняется материалом расплавленного прутка.
Качество такого шва ниже, чем у полученного электродуговым методом. Но последний неприменим к трубопроводу с тонкими стенками – до 3,5 мм.
Метод обеспечивает надежное прочное соединение, но неразъемное. Если речь идет о металлических изделиях, то это является достоинством.
Виды соединений
В зависимости от назначения трубопровода, толщины и диаметра используются разные методы стыковки. В общем виде различают три основные группы.
- Стыковое соединение – считается самым прочным. Используется поперечный стык – для заваривания трубопровода по окружности, и продольный – для соединения деталей. Стыковая сварка позволяет соединить отрезки по оси. Швы используются разные: одинарный для труб с диаметром до 500 мм, и двойной для трубопровода с условным проходом больше 600 мм. На фото – стыковое соединение.
- Сваривание под углом – используется для соединения трубы под разным углом: 90 градусов, 45 градусов, 20 градусов. Надежность такого шва несколько ниже.
- Нахлесточное соединение – стыковка используется только для совмещения трубопровода с дополнительными элементами.

Сварка по прямым углом
Монтаж труб под углом в 90 градусов – не такая уже и редкость, особенно для отопительной системы. Чтобы получить его при обходе комнат, например, используется специальная деталь – угол на 90 градусов. В этом случае для соединения применяется стыковой метод.

Однако при монтаже металлических каркасов и труб малого диаметра могут возникнуть другие задачи.
Подготовительный этап
- Если требуется монтаж двух элементов, которые вместе составляют прямой угол, то подготовка будет состоять в правильной резке трубопровода под 45 градусов. Сделать это просто: на трубу надевается обычная резинка, фиксируется, второй ее край оттягивается вдоль трубы на 325 мм, полученный контур обводится мелом. Срез получается точно под нужным углом.
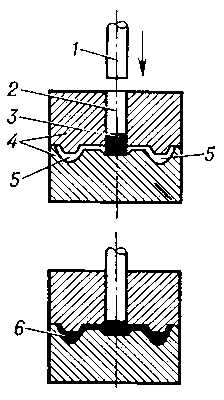
Во всех других случаях понадобится составление чертежа и расчет кривой, по которой затем нужно будет сделать срез.
- Второй распространенный вариант: труба соединяется врезкой во вторую под прямым углом. В этом случае в отрезке болгаркой делают два надреза под 90 градусов и вырезают полученный клин. Затем постепенно срезая, формируют круглое отверстие. На торце перпендикулярного фрагмента удаляют участок под тем же углом. Зазоры неизбежны, поэтому дальнейшая сварка будет проводиться в несколько этапов.

Рекомендуется сделать чертеж, чтобы добиться более плотной стыковки.

Технология сварки
- Поверхность изделия очищается от масла, грязи, ржавчины металлическими щетками, зона зачистки – 1,5–2 см от кромки. Обрабатываются края.
- При толщине изделия менее 3,5 мм, операция не проводится. Но при величине более 4 мм прогревание становится затруднительным. В этом случае выполняется скос кромки под рассчитанным углом.
- Если применяется газовая сварка, то используются два приема для наложения шва: правый – когда присадочный пруток передвигается вслед за горелкой, и левый – когда пруток оказывается впереди горелки, а ее пламя направлено на незаваренные края. Второй способ обеспечивает более аккуратный шов.
- В случае когда торец одной трубы совмещается со вторым под углом в 90 градусов, заваривание производится в несколько этапов. Сначала наваривается валик на кромке одной детали, а затем второй. После остывания шва края зачищаются от шлака. Операция повторяется до тех пор, пока зазор между элементами не исчезает. Результат будет лучше, если помощник будет удерживать привариваемую деталь под прямым гулом.
На видео подробно рассмотрена стыковка плавлением трубопровода под разными углами.
trubygid.ru
Пример графического построения развертки при изготовления трубопроводов
Рассмотрим два примера графического построения развертки.
Пример 1. Графическое построение развертки линии косого реза трубы под углом для изготовления шаблонов сектора сварного отвода.
На разметочной ленте или на листе картона в натуральную величину выполняют вспомогательный чертеж, по которому определяют все размеры, образующие сектор. Для этого из произвольно выбранной точки Ох как из центра циркулем проводят полуокружность, радиус которой равен половине наружного диаметра трубы R. Полуокружность трубы разбивают на n равных частей. Из точек 1, 2, 3 и т. д. проводят прямые, параллельные оси цилиндра, до пересечения с линией косого реза в точках 2', 3' и т. д. Далее из точки О проводят прямую, перпендикулярную оси трубы. Пересечение этой прямой с проведенными параллельными прямыми обозначают 10, 20, 30 и т. д. Полученные длины отрезков 10—1, 20—2, 30—3 и т. д. соответствуют значению высот развертки.
После построения вспомогательного чертежа на материале, используемом для изготовления шаблона, наносят прямую, равную длине окружности трубы и разбивают ее на п равных частей (точки 10, 20, 30 и т. д.). Восстановив перпендикуляры в каждой точке деления, откладывают на них соответствующие значения высоты развертки. Полученные точки 2", 3" и т. д. соединяют с помощью лекала плавной кривой, являющейся кривой развертки. Вторую половину развертки выполняют аналогично первой.
Вырезанный и свернутый шаблон надевают на прямую трубу и производят разметку.
Пример 2. Графическое построение развертки линии реза при пересечении двух труб разных диаметров под прямым углом, т. е. разметка установки штуцера.
До начала изготовления штуцера из листа картона или толя делают шаблон. Для этого мелом вычерчивают в натуральную величину проекции тройника. Радиусом, равным половине наружного диаметра штуцера, вычерчивают вспомогательную полуокружность, которую делят на равных частей. Из точек 1', 2', 3' и т. д. проводят прямые, параллельные осн штуцера. На пересечении этих прямых с окружностью большой трубы диаметром D получают точки 1", 2", 3" и т. д., через которые проводят линии построения, параллельные оси большой трубы, до пересечения с соответствующими перпендикулярными линиями на первой проекции. Искомые значения высот развертки будут равны длине соответствующих отрезков 1—10, 2—20, 3—З0 и т. д.
Для построения линии развертки штуцера на листе картона, жести или толя проводят прямую, длиной, равной длине окружности трубы диаметром D, и делят на п равных частей. В точках деления прямой 1, 2, 3 восстанавливают перпендикуляры, на которых откладывают соответствующие высоты. Полученные точки с помощью лекала соединяют плавной кривой. Затем вырезают шаблон, надевают его на трубу и по нему делают разметку для последующей вырезки.
Графическое построение развертки линии реза при пересечении двух труб одинаковых диаметров под прямым углом производят аналогично предыдущему примеру. Отверстие в трубе размечают по готовому штуцеру.
Для разметки на наружной поверхности трубы осевых линий, а также линий или точек, расположенных под любым углом к плоскости перпендикулярного сечения трубы, пользуются специальным приспособлением. Приспособление состоит из корпуса с опорной призмой, делительного диска, уровня и кернера. Диск может поворачиваться на 90° в обе стороны от вертикальной риски, нанесенной на корпусе. При разметке осевой линии приспособление устанавливают на трубу так, чтобы уровень находился в горизонтальном положении (делительный диск установлен на отметке 0). Перемещая приспособление трубы и следя за тем, чтобы уровень сохранял горизонтальное положение, кернером наносят на трубе ряд точек, через которые проводят осевую линию. При разметке линии под углом диск устанавливают на заданный угол и приспособление перемещают по окружности изделия до тех пор, пока уровень вновь не примет горизонтальное положение.
Разметка является трудоемкой операцией и, как правило, ее выполняют только в единичных случаях. В условиях трубозаготовительных баз и заводов трубы обрабатывают без разметки с помощью специальных приспособлений и станков, не требующих предварительной разметки.
www.prosvarky.ru