6.3 Допуски и посадки метрической резьбы с натягами. Резьба метрическая допуски
6.3 Допуски и посадки метрической резьбы с натягами
и переходными посадками
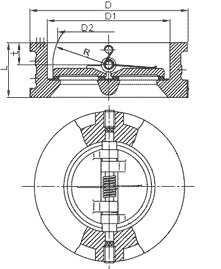
Посадки с натягом для метрической резьбы назначаются по ГОСТ 4608, а переходные посадки – по ГОСТ 24834. Применяют эти виды посадок для резьбовых шпилек, которые ввинчиваются в корпус. Номинальные диаметры шпилек, ряды предпочтительности и шаги даны в таблица 6.9. Переходные посадки обеспечивают полную взаимозаменяемость и облегчают процесс сборки. Однако они требуют дополнительного элемента заклинивания (контакт по коническому сбегу резьбы; упор в плоский бурт шпильки; упор цилиндрической цапфы шпильки в дно гнезда) (таблица 6.10). Соединения с натягом не обеспечивают полной взаимозаменяемости. Требуется 100%-ный контроль среднего диаметра и рассортировка на группы. Число сортировочных групп (2 или 3) указывается после обозначения степени точности в скобках. Натяги образуются только по среднему диаметру, по наружному и внутреннему диаметрам предусмотрены зазоры.
Длина свинчивания зависит от материала корпуса: для стали от 1d до 1,25d; для чугуна от 1,25d до 1,5d; для алюминиевых и магниевых сплавов от 1,5d до 2d.
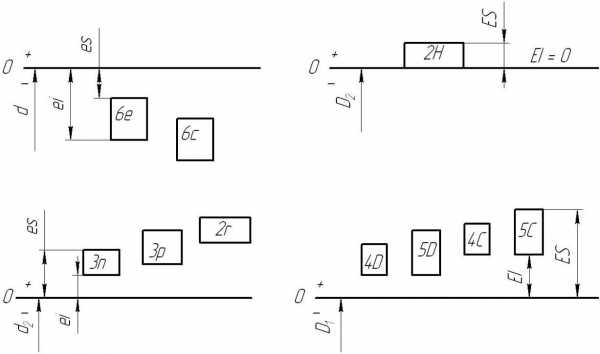
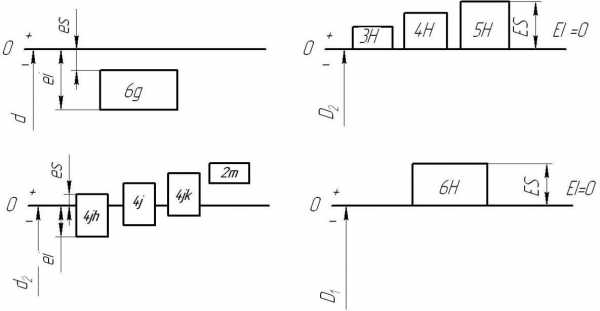
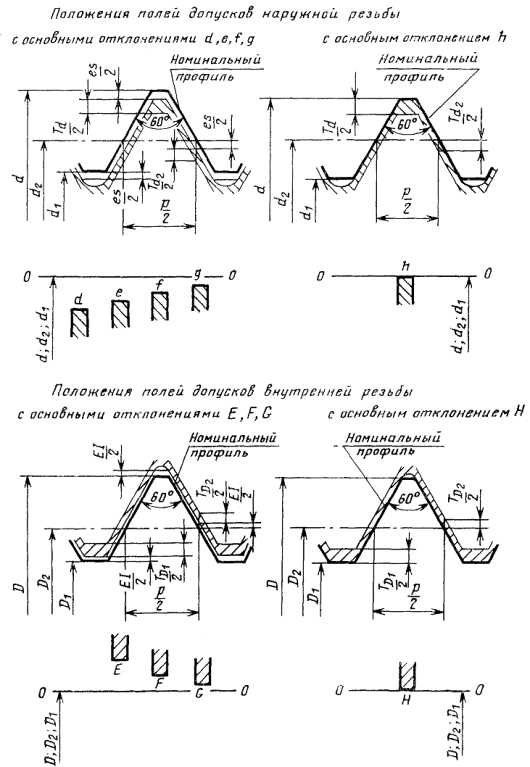
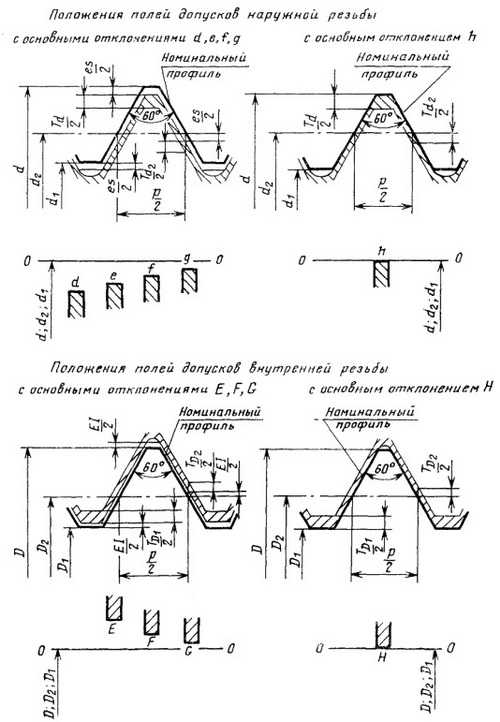
Выбор полей допусков и посадок производят по таблице 6.11 в зависимости от материала корпуса, диаметра и шага резьбы. Допуски среднего диаметра резьб с натягом (сортируемых на группы) не включают диаметральных компенсаций погрешностей шага и угла профиля. Погрешности шага и угла профиля ограничиваются своими допусками (Тр и Tα). Допуски среднего диаметра резьбы с переходными посадками являются суммарными, как для резьб с зазором. Значения допусков и основных отклонений определять по стандартам и справочникам. Схемы расположения полей допусков для резьб с натягом даны на рисунке 6.5, а для резьбовых соединений по переходным посадкам – на рисунке 6.6.
Таблица 6.9 – Метрическая резьба. Посадки с натягом и переходные. Диаметры и шаги, мм
| Номинальный диаметр резьбы, d | Шаг, Р | Номинальный диаметр резьбы, d | Шаг, Р | ||||
| 1-й ряд | 2-й ряд | Крупный | Мелкий | 1-й ряд | 2-й ряд | Крупный | Мелкий |
| 5 | – | 0,8 | – | 20 | 18 | 2,5 | 2,0; 1,5 |
| 6 | – | 1,0 | – | – | 22 | 2,5 | 2,0; 1,5 |
| 8 | – | 1,25 | 1,0 | 24 | 27 | 3,0 | 2,0 |
| 10 | – | 1,5 | 1,25 | 30 | 33 | 3,5* | 2,0 |
| 12 | – | 1,75 | 1,5;1,25 | 36 | 39 | 4,0* | 3,0 |
| 16 | 14 | 2,0 | 1,5 | 42 | 45 | 4,5* | 3,0 |
| Примечания: 1 Первый ряд следует предпочитать второму ряду. 2 Шаги, отмеченные значком *, только для переходных посадок. | |||||||
а) б)
Рисунок 6.5 – Расположение полей допусков метрической резьбы с натягом:
а – для наружной; б – для внутренней
а) б)
Рисунок 6.6 – Схемы расположения полей допусков метрической резьбы с переходными посадками: а – для наружной; б – для внутренней
Таблица 6.10 – Примеры дополнительных элементов заклинивания в резьбовых соединениях с переходными посадками (по информационному приложению к ГОСТ 24834)
| Вид заклинивания | Материал детали с внутренней резьбой | Рекомендации к применению |
| 1 Конический сбег резьбы1)
| Сталь, чугун, алюминиевые и магниевые сплавы | Наиболее часто используемый вид заклинивания, применяется в сквозных и глухих отверстиях. Не рекомендуется применять при высоких динамических нагрузках. При слишком большом крутящем моменте затяжки может иметь место деформация внутренней резьбы в верхней части резьбового отверстия2) |
| 2 Плоский бурт
| В основном алюминиевые и магниевые сплавы | Применяется в сквозных и глухих отверстиях. Прилегающая плоскость бурта должна быть перпендикулярна к оси резьбы. Диаметр бурта должен быть не менее 1,5d. |
| 3 Цилиндрическая цапфа
| Сталь, чугун, алюминиевые и магниевые сплавы | Применяется только в глухих отверстиях. Имеет меньшее стопорящее действие, чем у элементов 1 и 2. Диаметр цилиндрической цапфы несколько меньше внутреннего диаметра резьбы. Угол конуса на конце цапфы должен совпадать с углом заточки сверла для обработки отверстия под резьбу |
| Примечания: 1 Для накатанных резьб конический сбег имеет наилучшее заклинивающее действие тогда, когда сбег резьбы выполнен по всей длине переходного конуса. 2 Во избежание деформации внутренняя резьба выполняется с зенковкой 60°. Толщина стенки резьбового отверстия должна быть не менее 0,5d для надежного распределения радиальных напряжений. | ||
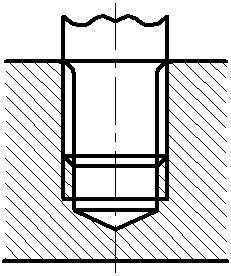
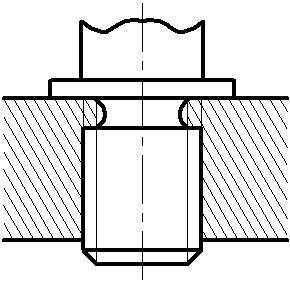
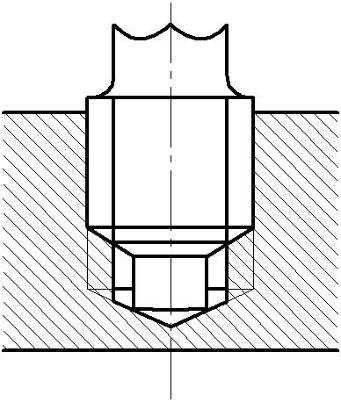
Таблица 6.11 – Поля допусков и посадки с натягом и переходные
| Материал детали с внутренней резьбой | Номинальный диаметр d(D), мм | Шаг P, мм | Поля допусков диаметров резьбы | Примеры обозначения посадки | |||||||
| Наружной | Внутренней | ||||||||||
| свыше | до | свыше | до | d | d2 | D2 | D1 | ||||
| Посадки с натягом по ГОСТ 4608 | |||||||||||
| чугун и ал. сплавы чугун, ал. и магниевые сплавы сталь, высокопрочные титановые сплавы | 5 | 45 | 0,8 1,25 0,8 1,25 0,8 1,25 | 1,25 3 1,25 3 1,25 3 | 6e | 2r(2) 3p(2) 3n(3) | 2H(2) 2H(2) 2H(3) | 5D 5C 5D 5C 4D 4C | 2H5D(2) 2r(2) 2H5D(2) 3p(2) 2h5d(3) 3n(3) | ||
| Переходные посадки по ГОСТ 24834 | |||||||||||
| Сталь, чугун, ал. и магниевые сплавы Чугун, ал. и магниевые сплавы Сталь | 5 33 5 18 5 18 | 30 45 16 30 16 30 | 0,8 2 0,8 1,5 0,8 1,5 | 3 3,5 2 3 2 3 | 6g | 2m 4jh 4jk;2m 4j;2m 4jk 4j | 3H 5H 5H 5H 4H 4H | 6H | 3H6H 2m 5H6H 4jk 4H6H 4jk | ||
| Примечания: 1 Поле допуска наружного диаметра резьбы в обозначении не указывается. 2 Допускается применение без сортировки на группы посадок 3H6H/3p; 3H6H/3n. | |||||||||||
studfiles.net
Основные нормы взаимозаменяемости. Резьба метрическая. Допуски. Посадки с зазором
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ОСНОВНЫЕ НОРМЫ ВЗАИМОЗАМЕНЯЕМОСТИ
РЕЗЬБА МЕТРИЧЕСКАЯ
ДОПУСКИ. ПОСАДКИ С ЗАЗОРОМ
ГОСТ 16093-81 (СТ СЭВ 640-77)
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
Основные нормы взаимозаменяемости РЕЗЬБА МЕТРИЧЕСКАЯ Допуски. Посадки с зазором |
ГОСТ 16093-81 (СТ СЭВ 640-77) Взамен ГОСТ 16093-70 и ГОСТ 17722-72 |
Постановлением Государственного комитета СССР по стандартам от 18 июня 1981 г. № 3001 срок введения установлен
с 01.01.82
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на метрическую резьбу с профилем по ГОСТ 9150-81, диаметрами от 1 до 600 мм по ГОСТ 8724-81 и ГОСТ l6967-81, основными размерами по ГОСТ 24705-81 и ГОСТ 24706-81 и устанавливает систему допусков для посадок с зазором.
Стандарт полностью соответствует СТ СЭВ 640 77.
1.1. Обозначения, принятые в настоящем стандарте, приведены в табл. 1:
Таблица 1
|
TO0000002'> |
Наименование |
|
d |
Наружный диаметр наружной резьбы (болта) |
|
d1 |
Внутренний диаметр наружной резьбы |
|
d2 |
Средний диаметр наружной резьбы |
|
D |
Наружный диаметр внутренней резьбы (гайки) |
|
D1 |
Внутренний диаметр внутренней резьбы |
|
D2 |
Средний диаметр внутренней резьбы |
|
P |
Шаг резьбы |
|
|
Высота исходного треугольника |
|
Rmin |
Наименьший радиус впадины наружной резьбы |
|
S |
Длины свинчивания группы короткие |
|
N |
Длины свинчивания группы нормальные |
|
L |
Длины свинчивания группы длинные |
|
Td; Td2; TD1; ТD2 |
Допуски диаметров d, d2, D1, D2 |
|
es |
Верхнее отклонение диаметров наружной резьбы |
|
ES |
Верхнее отклонение диаметров внутренней резьбы |
|
ei |
Нижнее отклонение диаметров наружной резьбы |
|
EI |
Нижнее отклонение диаметров внутренней резьбы |
1.2. Система допусков резьбы предусматривает:
допуски диаметров резьбы;
положения полей допусков диаметров резьбы;
классификацию длин свинчивания;
поля допусков резьбы и их выбор с учетом длин свинчивания.
1.3. Схемы полей допусков наружной и внутренней резьбы в посадках с зазором приведены на черт. 1.
Черт. 1
Отклонения отсчитываются от номинального профиля резьбы в направлении, перпендикулярном оси резьбы.
1.4. Допуски диаметров резьбы устанавливаются по степеням точности, обозначаемыми цифрами. Степени точности диаметров резьбы приведены в табл. 2.
Допуски диаметров d и D не устанавливаются.
Допуски среднего диаметра резьбы являются суммарными.
Таблица 2
|
TO0000003'> |
Диаметр резьбы |
Степень точности |
|
Наружная резьба |
d |
4; 6; 8 |
|
d2 |
3; 4; 5; 6; 7; 8; 9; 10* |
|
|
Внутренняя резьба |
D2 |
4; 5; 6; 7; 8; 9* |
|
D1 |
4; 5; 6; 7; 8 |
* Только для резьб на деталях из пластмасс.
1.5. Положение поля допуска диаметра резьбы определяется основным отклонением (верхним es для наружной резьбы и нижним EI для внутренней) и обозначается буквой латинского алфавита, строчной для наружной резьбы и прописной для внутренней.
Положения полей допусков приведены на черт. 1 и в табл. 3.
Таблица 3
|
TO0000004'> |
Диаметр резьбы |
Степень точности |
|
Наружная резьба |
d |
d; е; f; g; h |
|
d2 |
d; е; f; g; h |
|
|
Внутренняя резьба |
D2 |
Е; F; G; H |
|
D1 |
Е; F; G; H |
Примечания:
1. Верхнее отклонение диаметра d1 должно соответствовать основному отклонению диаметра d2.
2. Нижнее отклонение диаметра D должно соответствовать основному отклонению диаметра D2.
3. Основные отклонения Е и F установлены только для специального применения при значительных толщинах слоя защитного покрытия.
1.6. Длины свинчивания подразделяются на три группы: короткие S, нормальные N и длинные L.
1.7. Поле допуска диаметра резьбы образуется сочетанием допуска и основного отклонения. Поле допуска резьбы образуется сочетанием поля допуска среднего диаметра с полем допуска диаметра выступов (диаметров d или D1).
1.8. Расчетные формулы и правила округления числовых значений допусков, основных отклонений и длин свинчивания приведены в приложении 1.
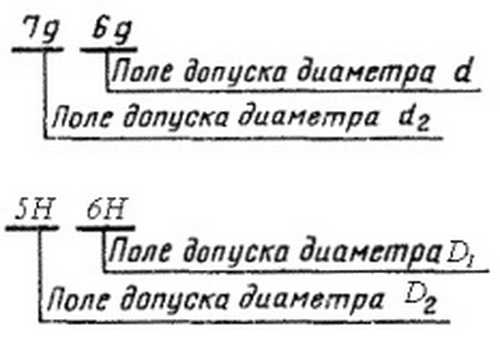
2.1. Обозначение поля допуска диаметра резьбы состоит из цифры, обозначающей степень точности, и буквы, обозначающей основного отклонение.
Например: 4h; 6g; 6H.
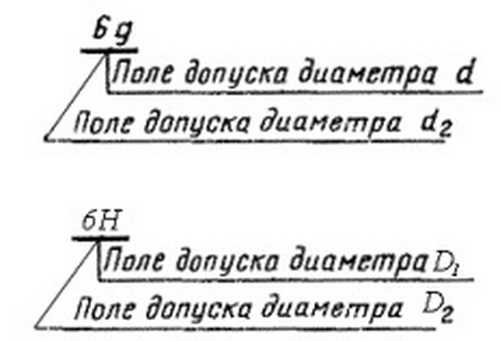
2.2. Обозначение поля допуска резьбы состоит, из обозначения поля допуска среднего диаметра, помещаемого на первом месте, и обозначения поля допуска диаметра выступов. Например:
Если обозначение поля допуска диаметра выступов совпадает с обозначением поля допуска среднего диаметра, то оно в обозначении поля допуска резьбы не повторяется. Например:
2.3. В условном обозначении резьбы обозначение поля допуска должно следовать за обозначением размера резьбы.
Примеры обозначения резьбы:
с крупным шагом
наружной резьбы: М12-6g;
внутренней резьбы: М12-6Н;
с мелким шагом
наружной резьбы: М12´1-6g;
внутренней резьбы: М12´1-6Н;
левой резьбы
наружной резьбы: М12´1LH-6g;
внутренней резьбы: M12´1LH-6Н.
2.4. Длина свинчивания N в условном обозначении резьбы не указывается.
Длина свинчивания, к которой относится допуск резьбы, должна быть указана в миллиметрах в обозначении резьбы в следующих случаях:
1) если она относится к группе L;
2) если она относится к группе S, но меньше, чем вся длина резьбы.
Пример обозначения резьбы с длиной свинчивания, отличающейся от нормальной:
2.5. Посадка в резьбовом соединении обозначается дробью, в числителе которой указывают обозначение поля допуска внутренней резьбы, а в знаменателе - обозначение поля допуска наружной резьбы.
Например: M12-6H/6g;
М12´1-6H/6g;
M12´1LH-6H/6g.
3.1. Числовые значения допусков диаметров наружной и внутренней резьбы должны соответствовать указанным в табл. 4 - 6.
Таблица 4
Допуски диаметров d и D1
|
мм |
Наружная резьба |
Внутренняя резьба |
||||||
|
Степень точности |
||||||||
|
4 |
6 |
8 |
4 |
5 |
6 |
7 |
8 |
|
|
Допуск, мкм |
||||||||
|
Td |
TD1 |
|||||||
|
0,2 |
36 |
56 |
- |
38 |
48 |
60 |
- |
- |
|
0,25 |
42 |
67 |
- |
45 |
56 |
71 |
- |
- |
|
0,3 |
48 |
75 |
- |
53 |
67 |
85 |
- |
- |
|
0,35 |
53 |
85 |
- |
63 |
80 |
100 |
- |
- |
|
0,4 |
60 |
95 |
- |
71 |
90 |
112 |
- |
- |
|
0,45 |
63 |
100 |
- |
80 |
100 |
125 |
- |
- |
|
0,5 |
67 |
106 |
- |
90 |
112 |
140 |
180 |
- |
|
0,6 |
80 |
125 |
- |
100 |
125 |
160 |
200 |
- |
|
0,7 |
90 |
140 |
- |
112 |
140 |
180 |
224 |
- |
|
0,75 |
90 |
140 |
- |
118 |
150 |
190 |
236 |
- |
|
0,8 |
95 |
150 |
236 |
125 |
160 |
200 |
250 |
315 |
|
1 |
112 |
180 |
280 |
150 |
190 |
236 |
300 |
375 |
|
1,25 |
132 |
212 |
335 |
170 |
212 |
265 |
335 |
425 |
|
1,5 |
150 |
236 |
375 |
190 |
236 |
300 |
375 |
475 |
|
1,75 |
170 |
265 |
425 |
212 |
265 |
335 |
425 |
530 |
|
2 |
180 |
280 |
450 |
236 |
300 |
375 |
475 |
600 |
|
2,5 |
212 |
335 |
530 |
280 |
355 |
450 |
569 |
710 |
|
3 |
236 |
375 |
600 |
315 |
400 |
500 |
630 |
|
www.complexdoc.ru
ГОСТ 16093-81 Основные нормы взаимозаменяемости. Резьба метрическая. Допуски. Посадки с зазором.
1. ОСНОВНЫЕ ПОЛОЖЕНИЯ СИСТЕМЫ ДОПУСКОВ
1.1. Обозначения, принятые в настоящем стандарте, приведены в табл. 1:
Таблица 1
| Обозначение | Наименование |
| d | Наружный диаметр наружной резьбы (болта) |
| d1 | Внутренний диаметр наружной резьбы |
| d2 | Средний диаметр наружной резьбы |
| D | Наружный диаметр внутренней резьбы (гайки) |
| D1 | Внутренний диаметр внутренней резьбы |
| D2 | Средний диаметр внутренней резьбы |
| P | Шаг резьбы |
| H | Высота исходного треугольника |
| Rmin | Наименьший радиус впадины наружной резьбы |
| S | Длины свинчивания группы короткие |
| N | Длины свинчивания группы нормальные |
| L | Длины свинчивания группы длинные |
| Td; Td2; TD1; ТD2 | Допуски диаметров d, d2, D1, D2 |
| es | Верхнее отклонение диаметров наружной резьбы |
| ES | Верхнее отклонение диаметров внутренней резьбы |
| ei | Нижнее отклонение диаметров наружной резьбы |
| EI | Нижнее отклонение диаметров внутренней резьбы |
1.2. Система допусков резьбы предусматривает:
допуски диаметров резьбы;
положения полей допусков диаметров резьбы;
классификацию длин свинчивания;
поля допусков резьбы и их выбор с учетом длин свинчивания.
1.3. Схемы полей допусков наружной и внутренней резьбы в посадках с зазором приведены на черт. 1.
Отклонения отсчитываются от номинального профиля резьбы в направлении, перпендикулярном оси резьбы.
1.4. Допуски диаметров резьбы устанавливаются по степеням точности, обозначаемыми цифрами. Степени точности диаметров резьбы приведены в табл. 2. Допуски диаметров d и D не устанавливаются. Допуски среднего диаметра резьбы являются суммарными.
Таблица 2
| Вид резьбы | Диаметр резьбы | Степень точности |
| Наружная резьба | d | 4; 6; 8 |
| d2 | 3; 4; 5; 6; 7; 8; 9; 10* | |
| Внутренняя резьба | D2 | 4; 5; 6; 7; 8; 9* |
| D1 | 4; 5; 6; 7; 8 |
Только для резьб на деталях из пластмасс.
1.5. Положение поля допуска диаметра резьбы определяется основным отклонением (верхним es для наружной резьбы и нижним EI для внутренней) и обозначается буквой латинского алфавита, строчной для наружной резьбы и прописной для внутренней. Положения полей допусков приведены на черт. 1 и в табл. 3.
Таблица 3
| Вид резьбы | Диаметр резьбы | Степень точности |
| Наружная резьба | d | d; е; f; g; h |
| d2 | d; е; f; g; h | |
| Внутренняя резьба | D2 | Е; F; G; H |
| D1 | Е; F; G; H |
Примечания:
1. Верхнее отклонение диаметра d1 должно соответствовать основному отклонению диаметра d2.
2. Нижнее отклонение диаметра D должно соответствовать основному отклонению диаметра D2.
3. Основные отклонения Е и F установлены только для специального применения при значительных толщинах слоя защитного покрытия.
1.6. Длины свинчивания подразделяются на три группы: короткие S, нормальные N и длинные L.
1.7. Поле допуска диаметра резьбы образуется сочетанием допуска и основного отклонения. Поле допуска резьбы образуется сочетанием поля допуска среднего диаметра с полем допуска диаметра выступов (диаметров d или D1).
1.8. Расчетные формулы и правила округления числовых значений допусков, основных отклонений и длин свинчивания приведены в приложении 1.
2. ОБОЗНАЧЕНИЯ
2.1. Обозначение поля допуска диаметра резьбы состоит из цифры, обозначающей степень точности, и буквы, обозначающей основного отклонение. Например: 4h; 6g; 6H.
2.2. Обозначение поля допуска резьбы состоит, из обозначения поля допуска среднего диаметра, помещаемого на первом месте, и обозначения поля допуска диаметра выступов. Например:
Если обозначение поля допуска диаметра выступов совпадает с обозначением поля допуска среднего диаметра, то оно в обозначении поля допуска резьбы не повторяется. Например:
2.3. В условном обозначении резьбы обозначение поля допуска должно следовать за обозначением размера резьбы. Примеры обозначения резьбы:
с крупным шагом
наружной резьбы: М12-6g;
внутренней резьбы: М12-6Н;
с мелким шагом
наружной резьбы: М12 1-6g;
внутренней резьбы: М12?1-6Н;
левой резьбы
наружной резьбы: М12 1LH-6g;
внутренней резьбы: M12 1LH-6Н.
2.4. Длина свинчивания N в условном обозначении резьбы не указывается. Длина свинчивания, к которой относится допуск резьбы, должна быть указана в миллиметрах в обозначении резьбы в следующих случаях:
1) если она относится к группе L;
2) если она относится к группе S, но меньше, чем вся длина резьбы. Пример обозначения резьбы с длиной свинчивания, отличающейся от нормальной:
2.5. Посадка в резьбовом соединении обозначается дробью, в числителе которой указывают обозначение поля допуска внутренней резьбы, а в знаменателе - обозначение поля допуска наружной резьбы. Например: M12-6H/6g; М12 1-6H/6g; M12 1LH-6H/6g.
3. ДОПУСКИ
3.1. Числовые значения допусков диаметров наружной и внутренней резьбы должны соответствовать указанным в табл. 4 - 6.
Таблица 4
| Шаг Р, мм | Наружная резьба | Внутренняя резьба | ||||||
| Степень точности | ||||||||
| 4 | 6 | 8 | 4 | 5 | 6 | 7 | 8 | |
| Допуск, мкм | ||||||||
| Td | TD1 | |||||||
| 0,2 | 36 | 56 | - | 38 | 48 | 60 | - | - |
| 0,25 | 42 | 67 | - | 45 | 56 | 71 | - | - |
| 0,3 | 48 | 75 | - | 53 | 67 | 85 | - | - |
| 0,35 | 53 | 85 | - | 63 | 80 | 100 | - | - |
| 0,4 | 60 | 95 | - | 71 | 90 | 112 | - | - |
| 0,45 | 63 | 100 | - | 80 | 100 | 125 | - | - |
| 0,5 | 67 | 106 | - | 90 | 112 | 140 | 180 | - |
| 0,6 | 80 | 125 | - | 100 | 125 | 160 | 200 | - |
| 0,7 | 90 | 140 | - | 112 | 140 | 180 | 224 | - |
| 0,75 | 90 | 140 | - | 118 | 150 | 190 | 236 | - |
| 0,8 | 95 | 150 | 236 | 125 | 160 | 200 | 250 | 315 |
| 1 | 112 | 180 | 280 | 150 | 190 | 236 | 300 | 375 |
| 1,25 | 132 | 212 | 335 | 170 | 212 | 265 | 335 | 425 |
| 1,5 | 150 | 236 | 375 | 190 | 236 | 300 | 375 | 475 |
| 1,75 | 170 | 265 | 425 | 212 | 265 | 335 | 425 | 530 |
| 2 | 180 | 280 | 450 | 236 | 300 | 375 | 475 | 600 |
| 2,5 | 212 | 335 | 530 | 280 | 355 | 450 | 569 | 710 |
| 3 | 236 | 375 | 600 | 315 | 400 | 500 | 630 | 800 |
| 3,5 | 265 | 425 | 670 | 355 | 450 | 560 | 710 | 900 |
| 4 | 300 | 475 | 750 | 375 | 475 | 600 | 750 | 950 |
| 4,5 | 315 | 500 | 800 | 425 | 530 | 670 | 850 | 1060 |
| 5 | 335 | 530 | 850 | 450 | 560 | 710 | 900 | 1120 |
| 5,5 | 355 | 560 | 900 | 475 | 600 | 750 | 950 | 1180 |
| 6 | 375 | 600 | 950 | 500 | 630 | 800 | 1000 | 1250 |
Таблица 5
| Номинальный диаметр резьбы d, мм | Шаг Р, мм | Степень точности | |||||||
| 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | ||
| Допуск Тd2 , мкм | |||||||||
| От 1 до 1,4 | 0,2 | 24 | 30 | 38 | 48 | (60) | (75) | - | - |
| 0,25 | 26 | 34 | 42 | 53 | (67) | (85) | - | - | |
| 0,3 | 28 | 36 | 45 | 56 | (71) | (90) | - | - | |
| Св. 1,4 до 2,8 | 0,2 | 25 | 32 | 40 | 50 | (63) | (80) | - | - |
| 0,25 | 28 | 36 | 45 | 56 | (71) | (90) | - | - | |
| 0,35 | 32 | 40 | 50 | 63 | 80 | (100) | - | - | |
| 0,4 | 34 | 42 | 53 | 67 | 85 | (106) | - | - | |
| 0,45 | 36 | 45 | 56 | 71 | 90 | (112) | - | - | |
| Св. 2,8 до 5,6 | 0,25 | 28 | 36 | 45 | 56 | (71) | - | - | - |
| 0,35 | 34 | 42 | 53 | 67 | 85 | (106) | - | - | |
| 0,5 | 38 | 48 | 60 | 75 | 95 | (118) | - | - | |
| 0,6 | 42 | 53 | 67 | 85 | 106 | (132) | - | - | |
| 0,7 | 45 | 56 | 71 | 90 | 112 | (140) | - | - | |
| 0,75 | 45 | 56 | 71 | 90 | 112 | (140) | - | - | |
| 0,8 | 48 | 60 | 75 | 95 | 118 | 150 | 190 | 236 | |
| Св. 5,6 до 11,2 | 0,25 | 32 | 40 | 50 | 63 | (80) | - | - | - |
| 0,35 | 36 | 45 | |||||||
armtorg.ru