Резцы канавочные внутренние с пластинами из твердого сплава. Резец канавочный
РЕЗЦЫ КАНАВОЧНЫЕ
Любые инструменты – к вашим услугам!
Какому производству по обработке металла, дерева, горных пород и многих других материалов не нужен хороший качественный инструментарий? А на любой строительной площадке?
Конечно, везде нужен!
«Промышленный инструмент», это компания, поставляющая для Вас широчайший ассортимент самых разнообразных инструментов: более 5000 наименований.
Гарантией хорошего качества нашей продукции, являются договоры об официальном представительстве с несколькими известными Российскими производителями. Такими, как ЗАО ТД «Калиброн», ЗАО ТД «Ситомо», ЗАО ТД «ЧИЗ».
- Абразивный инструмент, как для ручных, так и для стационарных шлифовальных машин, одним из которых, являются зачистные круги.
- Алмазный инструмент, превышающий по прочности любой другой материал и позволяющий работать с металлом, камнем и другими трудно обрабатываемыми структурами: алмазные круги, сверла.
- Деревообрабатывающий инструмент, без которого не может обойтись ни одно строительство: ножовки, дисковые пилы, стамески, сверла по дереву.
- Измерительный инструмент: индикаторные приборы, штангенциркули, микрометры, стойки, угломеры, штативы.
- Металлорежущий инструмент: резцы токарные, сверла, фрезы.
- Ключи. Калибры.
- Слесарно-монтажный инструмент: напильники, плоскогубцы, отвертки, наборы инструментов.
- Станочная оснастка: наборы цанговые, патроны токарные.
- Пневматический инструмент, предназначен для механизации ручного труда, как в строительстве, так и на многих производствах.
- Электрический инструмент: дрели, сварочные аппараты, перфораторы.
- Спецодежда. Хоз. товары.
Это только очень небольшой перечень того, что Вы сможете найти в нашем магазине. На сайте компании Вы найдете информацию о том, какой инструмент есть сейчас в наличии, его стоимость, способы доставки. Доставка осуществляется в максимально короткие сроки.
Есть возможность заказать редкие, уникальные виды инструментов.
Вы можете быть представителем крупного предприятия, частным предпринимателем, посредником. К каждому клиенту нашей фирмы – индивидуальный подход. Мы поможем Вам проследить Ваш заказ от подачи заявки на товар до получения Вами этого товара.
При необходимости, возможен выезд консультанта.
Именно в нашей фирме, в зависимости от объема закупок, осуществляется гибкая система скидок. Предусмотрена возможность рассрочки платежа.
И именно у нас, в настоящее время осуществляется бесплатная доставка до транспортной компании. Успейте этим воспользоваться!
ufa-sk.ru
Резьбовые резцы - Токарное дело
Резьбовые резцыКатегория:
Токарное дело
Резьбовые резцыРезьбы с высокими требованиями к соосности с другими поверхностями выполняют резьбовыми резцами на токарном станке, настроенном на подачу,- соответствующую шагу нарезаемой резьбы.
Различают резьбовые резцы быстрорежущие и твердосплавные для нарезания наружных и внутренних резьб. Профиль резьбового резца соответствует профилю нарезае-емой резьбы: для метрической резьбы угол профиля е = 60°, для дюймовой £ = 55°. В процессе нарезания резцом возможна некоторая «разбивка» профиля резьбы. Поэтому фактически профиль резца занижается: для резцов из быстрорежущей стали на 10—20’, дЛя твердосплавных резцов на 20—30’.
Заточку резьбовых резцов контролируют специальным шаблоном. Чтобы при нарезании резьбы большого шага задние поверхности головки резца не терлись о стенки резьбовых канавок, применяют два способа: первый — задний угол боковой кромки с той стороны, куда направлена подача суппорта при нарезании, делают большим, чем угол наклона резьбы. Для правой резьбы азат. лев= « + а, а для левой резьбы a3aT.npair= Д + а, где и — угол подъема резьбы (рис. 229, а). Заточенный таким образом резец имеет отрицательный передний угол (—у2) у правой кромки (для правой резьбы), что нежелательно, так как увеличивает шероховатость резьбы. Чтобы избежать указанный недостаток, на передней поверхности резца вдоль правой режущей кромки (для правой резьбы) или вдоль левой режущей кромки (для левой резьбы) затачивают канавку, облегчающую сход стружки; второй — резец затачивают с одинаковыми задними углами о = а2 на правой и левой кромках, но при установке его поворачивают на угол подъема витков. Для этой цели применяют державку с поворотной головкой и делениями. Резьбовой резец ВНИИ с механическим креплением ромбической твердосплавной пластинки показан на рис. 231. Пластинка удерживается прихватом в углублении, которое создается в державке.
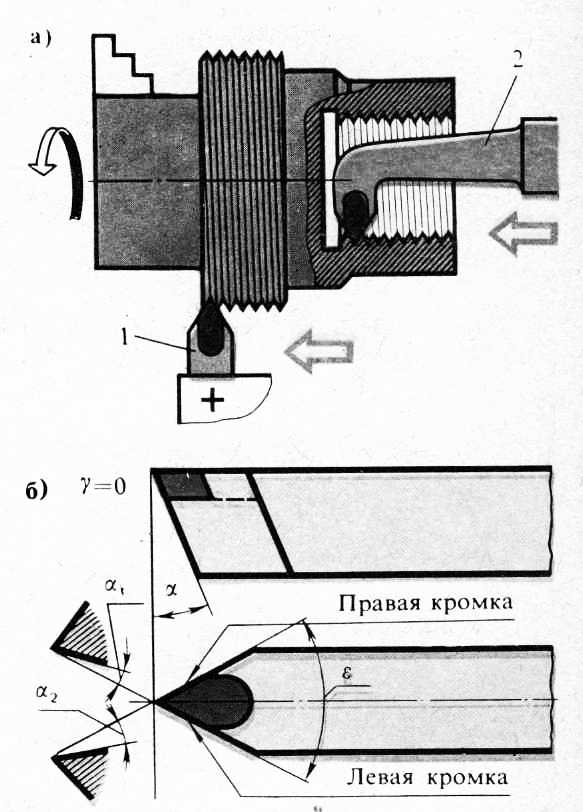
1. РЕЗЬБОВЫЕ РЕЗЦЫ: а—резцы в работе, б — геометрия твердосплавного резьбового резца; резцы. 1 — наружный. 2 — внутренний
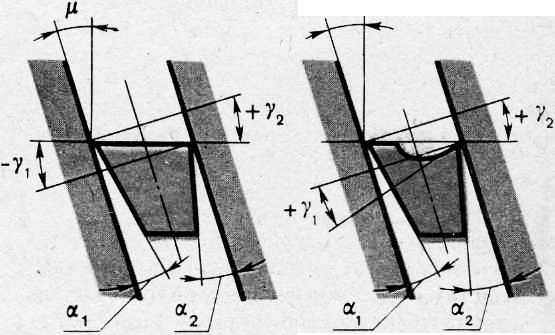
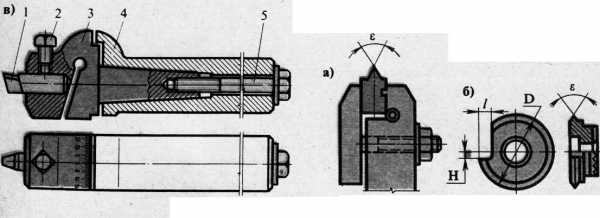
2. СХЕМА УСТАНОВКИ РЕЗЬБОВОГО ПОВОРОТА а — резец без подточки, б — резец с подточкой по передней поверхности
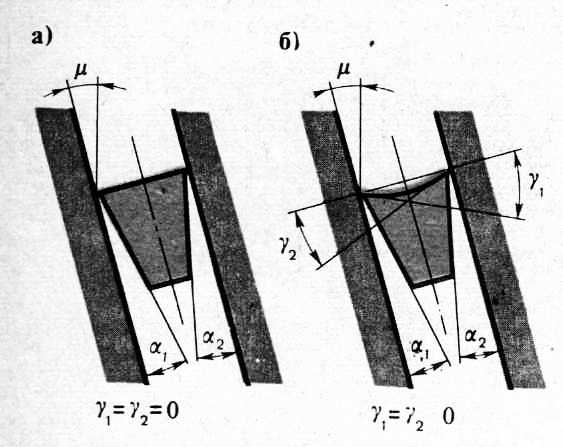
3. Резьбовой резец, установленный с поворотом: а —резец без подточки, б — резец с подточкой по передней поверхности, в — державка с поворотной головкой для резьбового резца; 1 — резец. 2 — винт. 3 — поворотная головка. 4 — корпус. 5 —1 винт
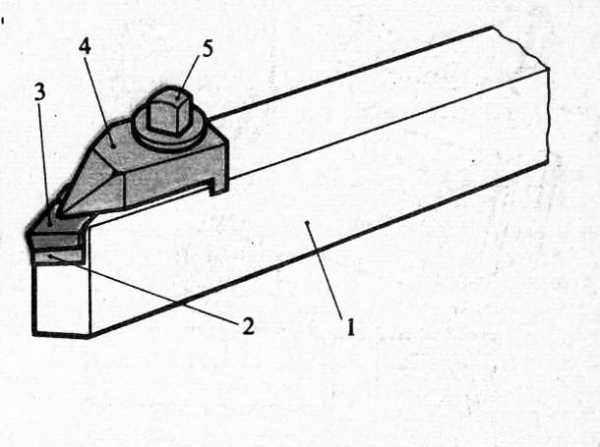
4. Резьбовой резец внии с механическим креплением ромбической пластинки: 1 — держапка. 2 — опорная пластинка. 3 — режущая пластинка. 4 —прижимная планка (прихват)
5. РЕЗЬБОВЫЕ РЕЗЦЫ, ЗАТАЧИВАЕМЫЕ ПО ПЕРЕДНЕЙ ПОВЕРХНОСТИ: а — призматический, б — дисковый
Для уменьшения числа переточек и упрощения переточки, а также сокращения времени на замену резца широко применяют призматические и дисковые резьбовые резцы, перетачиваемые только по передней поверхности. Для нарезания резьб в сквозных отверстиях (со свободным выходом резца) часто применяют резьбовые гребенки, по профилю напоминающие метчик, т. е. имеющие заборную (с постоянно возрастающей высотой элементарных резьбовых резцов) и калибрующую части. Таким инструментом резьбу нарезают на полную высоту профиля за один проход. Гребенки делятся на стержневые, призматические и круглые.
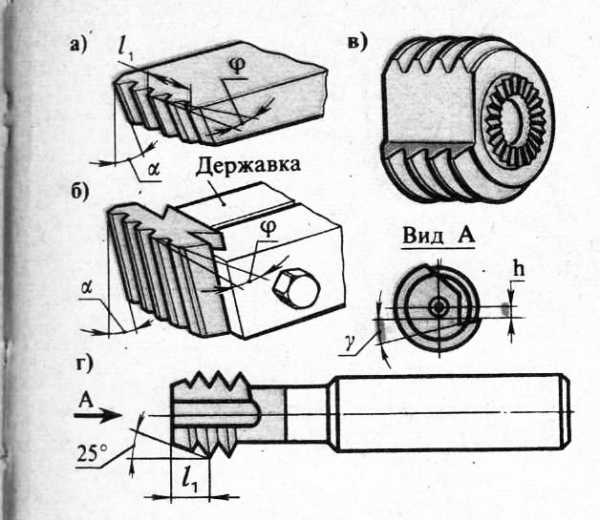
6. РЕЗЬБОВЫЕ ГРЕБЕНКИ: а — стержневая, б — призматическая, в — круглая для наружных резьб, г—круглая для внутренних резьб; 11 — заборная часть гребенки
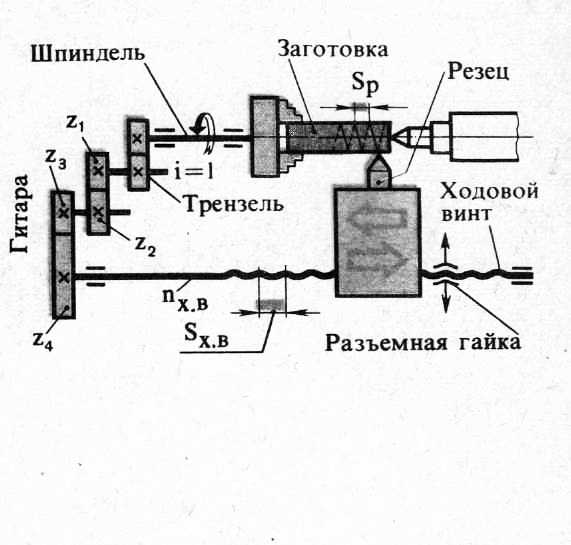
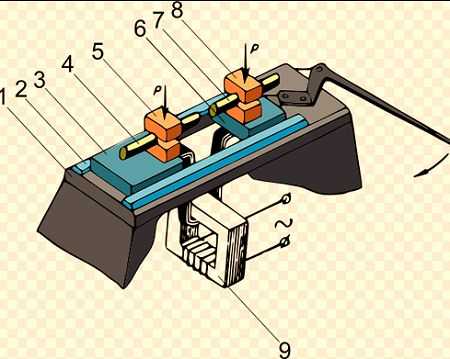
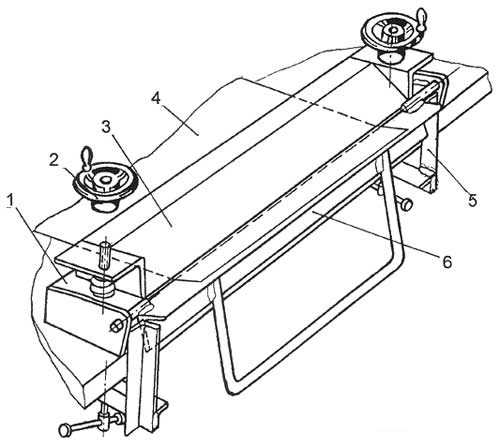
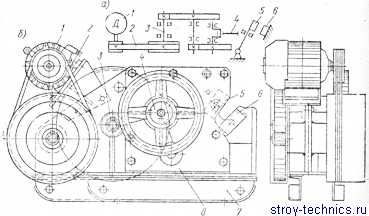
7. СХЕМА НАСТРОЙКИ ТОКАРНО-ВИНТОРЕЗНОГО СТАНКА НА НАРЕЗАНИЕ РЕЗЬБЫ РЕЗЦОМ
Читать далее:
Настройка токарно-винторезного станка на нарезание резьбы резцом
Статьи по теме:
pereosnastka.ru
Резцы канавочные внутренние с пластинами из твердого сплава для внутренниъ канавок
Резцы канавочные внутренние с пластинами из твердого сплава. ОБЯЗАТЕЛЬНО УКАЗЫВАЙТЕ ТРЕБУЕМЫЙ РАЗМЕР ПАЗА В КОММЕНТАРИЯХ К ЗАКАЗУ! " резец канавочный
Основные технические характеристики:
| Арт. № | Длина мм | Сплав | Размер паза а мм | Сечение державки мм | Кол-во: | Цена с НДС | |
| 500501100010 | 100 | ВК8 | 2.5, 3.0, 3.5 | 10х10 | |||
| 500501100020 | 100 | Т15К6 | 2.5, 3.0, 3.5 | 10х10 | |||
| 500501100030 | 100 | Т5К10 | 2.5, 3.0, 3.5 | 10х10 | |||
| 500501100040 | 170 | ВК8 | 3.5, 4.0, 4.5 | 16х16 | |||
| 500501100050 | 170 | Т15К6 | 3.5, 4.0, 4.5 | 16х16 | |||
| 500501100060 | 170 | Т5К10 | 3.5, 4.0, 4.5 | 16х16 | |||
| 500501100070 | 200 | ВК8 | 3.0, 4.0, 5.0, 6.0 | 20х20 | |||
| 500501100080 | 200 | Т15К6 | 3.0, 4.0, 5.0, 6.0 | 20х20 | |||
| 500501100090 | 200 | Т5К10 | 3.0, 4.0, 5.0, 6.0 | 20х20 | |||
| 500501100100 | 140 | ВК8 | 3.0, 4.0, 5.0, 6.0 | 25х20 | |||
| 500501100110 | 140 | Т15К6 | 3.0, 4.0, 5.0, 6.0 | 25х20 | |||
| 500501100120 | 140 | Т5К10 | 3.0, 4.0, 5.0, 6.0 | 25х20 | |||
| 500501100130 | 240 | ВК8 | 5.0, 5.5, 6.5 | 25х25 | |||
| 500501100140 |
www.wikselen.ru
Обработка канавок и отрезка.
Обработка канавок и отрезка
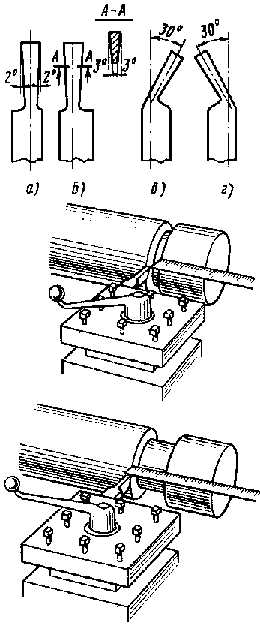 Узкие канавки обрабатывают прорезными резцами. Форма режущей кромки резца соответствует форме обрабатываемой канавки. Прорезные резцы бывают прямые и отогнутые, которые в свою очередь делятся на правые и левые. Чаще применяют прорезные резцы правые прямые и левые отогнутые. На рисунке справа: а) - прямой левый, б) - прямой правый, в) - отогнутый левый, г) - отогнутый правый
Узкие канавки обрабатывают прорезными резцами. Форма режущей кромки резца соответствует форме обрабатываемой канавки. Прорезные резцы бывают прямые и отогнутые, которые в свою очередь делятся на правые и левые. Чаще применяют прорезные резцы правые прямые и левые отогнутые. На рисунке справа: а) - прямой левый, б) - прямой правый, в) - отогнутый левый, г) - отогнутый правый
Жесткость детали не всегда позволяет прорезать канавки заданной ширины за один проход резца. Когда необходимо проточить в нежесткой детали канавку шире 5 мм, то это осуществляют за несколько проходов резца с поперечной подачей (рисунок справа). На торцах и по диаметру канавки оставляют припуск 0,5-1 мм для чистовой обработки, которую выполняют этим же резцом или канавочным резцом с размером режущей кромки, равным заданному размеру канавки.
Заготовки и детали отрезают отрезными резцами. Ширина режущей кромки отрезного резца зависит от диаметра отрезаемой заготовки и принимается равной 3; 4; 5; 6; 8 и 10 мм. Длина L головки отрезного резца должна быть несколько больше половины диаметра D прутка, от которого отрезают заготовку (L>0,5D). Отрезные резцы изготовляются цельными, а также с пластинами из быстрорежущей стали или твердого сплава. Для уменьшения трения между резцом и разрезаемым материалом головка резца сужается к стержню под углом 1-2 градуса (с каждой стороны резца), угол φ=0, задний угол α=12 градусов (рисунок внизу: г,ж). В отрезных резцах вспомогательный угол в плане должен быть меньше вспомогательного заднего угла. Неправильное соотношение величин этих углов может привести к повышенному трению задней вспомогательной поверхности резца об обработанную поверхность детали и, как следствие, к повышенному износу или поломке инструмента.
Отрезные резцы следует устанавливать под прямым углом к оси обрабатываемой заготовки рисунок б) Установка режущей кромки резца выше оси обрабатываемой заготовки (даже на 0,1-0,2 мм) может привести к его поломке, а при установке режущей кромки резца ниже оси заготовки на торце детали остается необработанный выступ. Расстояние о от торца приспособления для закрепления прутка до обработанного торца прутка должно быть минимальным и не превышать диаметра отрезаемого прутка рисунок а).
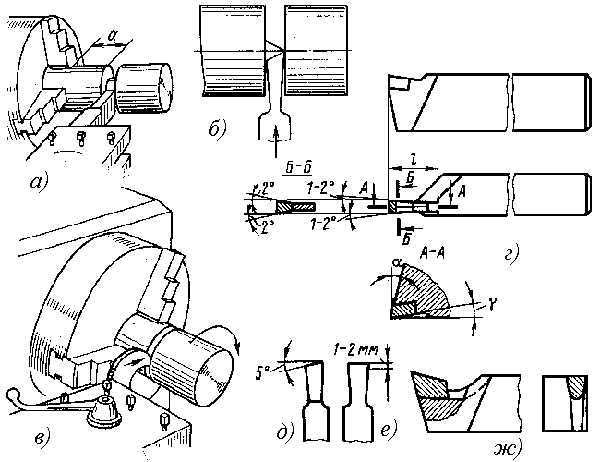
При отрезке хрупкого материала заготовка отламывается раньше, чем резец подойдет к центру заготовки, в результате чего на торце заготовки остается выступ (бобышка). Для получения ровного торца режущую кромку резца выполняют под углом 5-10 градусов рисунок д). После отрезки детали поперечная подача не выключается и производится срезание бобышки на заготовке. Можно отрезать деталь изогнутым отрезным резцом: "Гусем" рисунок в), при этом шпиндель должен вращаться по часовой стрелке. Для уменьшения шероховатости поверхности, полученной после отрезки, на задних вспомогательных поверхностях резца делают фаски шириной 1-2 мм. Поперечная подача при обработке канавок - 0,05-0,3 мм/об (для стальных деталей диаметром до 100 мм). Скорость резания при обработке канавок и при отрезке заготовок 25-30 м/мин (для резцов из быстрорежущих сталей) и 125-150 м/мин (для твердосплавных резцов).
Контроль наружных уступов, торцов и канавок.
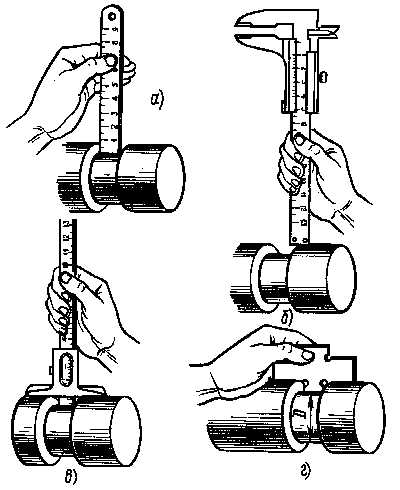 Глубину канавок на наружной поверхности детали измеряют линейкой, рисунок справа а), штангенциркулем, рисунок справа б), штангенглубиномером, рисунок справа в) и уступомером, рисунок справа г). Ширина обработанного участка до уступа измеряется линейкой в том случае, если не требуется большой точности измерения. При более высоких требованиях к точности измерения лучше пользоваться штангенциркулем, а при серийном производстве деталей - шаблоном-уступомёром. Проходная сторона шаблона (ПР) - при измерении должна упираться в обработанную цилиндрическую поверхность детали, а непроходная сторона (НЕ) - в наружную цилиндрическую поверхность детали.
Глубину канавок на наружной поверхности детали измеряют линейкой, рисунок справа а), штангенциркулем, рисунок справа б), штангенглубиномером, рисунок справа в) и уступомером, рисунок справа г). Ширина обработанного участка до уступа измеряется линейкой в том случае, если не требуется большой точности измерения. При более высоких требованиях к точности измерения лучше пользоваться штангенциркулем, а при серийном производстве деталей - шаблоном-уступомёром. Проходная сторона шаблона (ПР) - при измерении должна упираться в обработанную цилиндрическую поверхность детали, а непроходная сторона (НЕ) - в наружную цилиндрическую поверхность детали.
turner.narod.ru
Канавочный резец
Использование: в области металлообработки Режущая пластина в резце установлена е гнезде державки, имеющем нз задней стенке прорезь, нэправпенную к концу державки и образующую клеммовый зажим с губками, стягивающимися с помощью крепежного винта, причем на поверхности державки, противоположной опооной и перпендикулярно ей выполнена канавка. Канавка имеет на конце полость, расположенную ниже уровня прорези и направленную в сторону гнезда, перекрывая перегородку между прорезью и канавкой, а крепежный винт установлен нэкпомно к опорной поверхности державкг в сторону гнезда. 4 ил
4
СОЮЗ СОВЕТСКИХ
СОЦИАЛИСТИЧЕСКИХ
РЕСПУБЛИК (s»s В 23 В 27!04
ГОСУДАРСТВЕННЫЙ КОМИТЕТ
ПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМ
ПРИ ГКНТ СССР
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ (21) 4925807/08 (22) 04,04,91 (46) 30.08.92. Бюл, ¹ 32 (71) Всесоюзный научно-исследовательский .: нструментальный институт (72) Б.O,Анмегикян и А.В.Честных (56) Каталог фирмы "IMPего" Италия; 3 А
G1.83, с. 40, 1983, (54) КАНАВОЧНЫЙ РЕЗЕЦ (57) Использование: в области металлообработки. Режущая пластина в резце установлена в гнезде державки, имеющем на задней стенке
Изобретение относится к металлообработке, в частности к инструменту с механическим креплением режущей пластины.
Известны канавочные резцы, режущая пластина которых устанавливается в гнезде .державки, которая образует клеммовый зажим, Закрепление пластины осуществляется за счет упругих сил.
Для удобства раскрепления пластины в резце на поверхности, противоположной опорной, предусмотрены канавка и винт, при завинчиваснии которого подвижная часть клеммового зажима поворачивается в сторону канавки, освобождая при этом пластину.
Недостатком таких резцов являются недостаточные усилия закрепления, возникающие в клеммовом зажиме, что не обеспечивает необходимой надежности резца в процессе износа режущей пластины, который способствует увеличению сил, действующих на пластину. На практике в таких резцах часты случаи выворачивания режущих пластин из гнезда.
«. 5(.) «1757773 А1 прорезь, направленную к концу державки и образующую клеммовый зажим с губками, стягивающимися с помощью крепежного винта, причем на поверхности державки, противоположной опорной и перпендикулярно ей выполнена канавка. Канавка имеет на конце полость, расположенную ниже уровня прорези и направленную в сторону гйезда, перекрывая перегородку между прорезью и канавкой, а крепежный винт устансвлен наклонно к опорной поверхности державки в сторону гнезда. 4 ил, Известна также конструкция канавочного резца, в котором режущая пластина 3 установлена в гнезде державки, имеющем на задней стенке прорезь, направленную к концу державки и образующей клеммовый зажим с губками, стягивающимися с помощью крепежного винта, установленного перпендикулярно опорной поверхности державки. На поверхности державки, противоположной опорной и перпендикулярно ей за прорезью выполнена канавка.
Закрепление режущей пластины осуществляется упругой частью клеммового зажима 4 и крепежным винтом при его завинчивании.
Н едостатком таких резцов я вля ется невысокая надежность вследствие того, что () отсутствуют силы, подтягивающие режущую пластину к задней базовой поверхно- кк сти гнезда. .
Целью изобретения является повышение надежности крепления режущей пластины.
Поставленная цель достигается тем, что в известном канавочном резце, режущая пластина которого установлена в гнезде де1757773 ржавки, имеющем на задней стенке прорезь, направленную.к концу державки и образующую клеммовый зажим с губками, стягивающимися с помощью крепежного винта, причем .на поверхности державки противоположно опорной и перпендикулярно за прорезью выполнена канавка, канавка имеет на конце полость, расположенную ниже уровня прорези и направленную в сторону гнезда и перекрывая перегородку между прорезью и канавкой, а крепежный винт установлен наклонно к опорной поверхности державки в сторону гнезда.
На фиг.1 изображен канавочный резец, вид сбоку; на фиг.2 — то же, вид сверху: на фиг.3 — вид А на фиг.1: на фиг.4 — сечение
Б-Б на фиг.2.
Резец содержит режущую пластину 1, установленную в гнезде державки 2. На заданной стенке 3 гнезда выполнена прорезь
4, которая направлена к концу державки и образует клеммовый зажим. Гнездо и прорезь образуют неподвижную 5 и подвижную
6 губки, стягивающиеся винтом 7, установленным под углом а к опорной поверхности 8 державки. Величина угла а должна быть достаточной для обеспечения смещения подвижной части клеммового зажима вдоль оси резца за счет усилия развиваемого эажимным винтом и выбирается в пределах о
70-85 . За прорезью 4 перпендикулярно опорной поверхности 8 державки 2 на поверхности 9 выполнена канавка 10. имеющая на конце полость 11, расположенную под прорезью 4 и направленную в сторону гнезда, перекрывая перегородку 12.
Закрепление режущей части пластины . осуществляется следующим образом, Режущую пластину устанавливают в гнезде державки на неподвижную губку 5 так, чтобы она своим торцом базировалась на заднюю стенку 3 гнезда. При повороте зажимного винта 7 по часовой стрелке режущая пластина стягивается губкой 6 к неподвижной губке 5 клеммового зажима, 5 При дальнейшем повороте винта 7. поскольку он расположен наклонно, на подвижную прижимную часть клеммового зажима действуют силы, смещающие ее вдоль оси резца назад и к опорной поверх10 ности 8,. Такое смещение становится возможным благодаря канавке 10, которая компенсирует горизонтально смещение подвижной части клеммового зажима, а также упругому деформирь*ванию перегородки 12, 15
Таким образом, режущая пластина прижимается ко всем базовым поверхностям, обеспечивает надежное ее закрепление и увеличивает работоспособность и cTQAKocTb
20 резца.
Экономический эффект от использования предложенного инструмента достигается за счет увеличения стойкости резца.
Формула изобретения
25 Канавочный резец, режущая пластина которого установлена в гнезде державки, имеющая на задней стенке прорезь, направленную к концу державки и образующую клеммовый зажим с губками, 30 предназначенными для взаимодействия с крепежным винтом, причем на поверхности державки, противоположной опорной и перпендикулярно к ней вь;полнена канавка с полостью, о та и ч а ю щи и с ятем, что. с
35 целью повыщения надежности крепления режущей пластины, полость расположена ниже уровня рОрези и направлена в сторону гнезда с воэможностью перегородки между прорезью и канавкой, а крепежный
40 винт установлен под углом к опорной повеP хности державки в сторону гнезда.
1757773
8ul4
Составитель А.Честных
Техред M,Ìîðãåíòàë Корректор А,Козориз
Редактор Л,Павлова
Заказ 2957 Тираж Подписное
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР
113035, Москва, Ж-35, Раушская наб., 4/5
Производственно-издательский комбинат "Патент", г. Ужгород. ул.Гагарина, 101
www.findpatent.ru
Резцы для вытачиания канавок и отрезания, их установка
У резцов, предназначенных для вытачивания узких канавок, форма режущей кромки должна точно воспроизводить профиль канавки.
Прорезные (канавочные) резцы изготовляют прямыми (рис. 77). Так как канавки обычно имеют небольшую ширину, то и режущую кромку резца делают узкой, что создает опасность его поломки. Эта опасность увеличивается еще тем, что головку резца суживают по направлению к стержню на 1-2° с каждой стороны (рис. 78) для уменьшения трения боковых поверхностей резца о стенки канавки. Для повышения прочности прорезных резцов высоту их головки делают в несколько раз больше ширины режущей кромки. С этой же целью головке придают небольшой передний угол или делают радиусную (криволинейную) заточку.
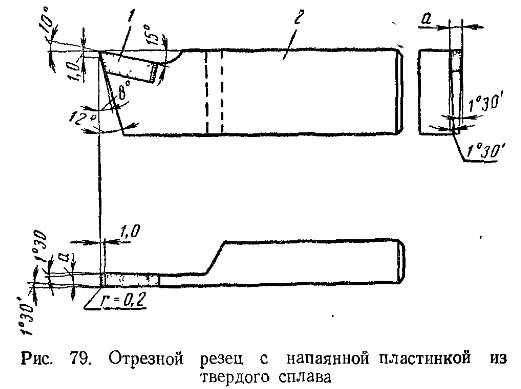
Отрезание состоит в том, что пруток (заготовку) прорезают с поверхности до центра, в результате чего от прутка отделяется необходимая часть заготовки. Для отрезания применяют резцы, подобные прорезным, но с более длинной головкой (рис. 79). Чтобы сократить потери материала при отрезании изготовляют отрезные резцы с возможно узкой режущей кромкой. Ширину а отрезного резца обычно выбирают 1,5; 2; 3; 4; 5; 6; 8 и 10 мм (ориентировочно а=0,6 D0,5 , где D - диаметр разрезаемой заготовки в мм).
Длина головки отрезного резца должна быть немного больше половины диаметра отрезаемого прутка или заготовки.
Отрезные и прорезные резцы изготовляют обычно с неразъемным креплением: державку 2 делают из углеродистой стали, а пластинку 1, привариваемую или припаиваемую к державке, - соответственно из быстрорежущей стали или из твердого сплава, как показано на рис. 79.
Отрезной резец работает в трудных условиях: режущая кромка его недостаточно прочна; узкая канавка, прорезаемая резцом, легко забивается стружкой, вследствие чего создается повышенное давление на резец. Это часто вызывает вибрацию резца и детали, а в результате - разрушение режущей кромки. Поэтому долгое время полагали, что твердосплавные пластинки как более хрупкие непригодны для отрезных резцов. Токари-скоростники опровергли это мнение и предложили свои конструкции твердосплавных отрезных резцов, которые хорошо отводят стружку из узкой канавки и характеризуются высокими режущими свойствами.
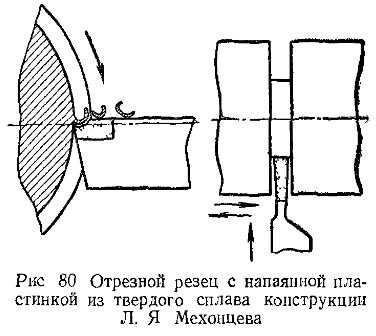
На рис. 80 показан твердосплавный отрезной резец конструкции токаря-новатора Л. Я. Мехонцева. На передней поверхности резца расположена выкружка в виде уступа, облегчающая сход стружки; упираясь в уступ, стружка обламывается отдельными полукольцами и вылетает из канавки. Для расширения канавки и облегчения работы резца ему сообщают, помимо перемещения к центру детали, продольное перемещение в обе стороны. Таким образом, канавка расширяется примерно в 1,5 раза.
Токарь-новатор завода "Красное Сормово" В. Годяев предложил конструкцию отрезного твердосплавного резца, показанную на рис. 81. У этого резца пластинке твердого сплава шлифованием придают клиновую форму. Такую же форму придают фрезерованием пазу державки.
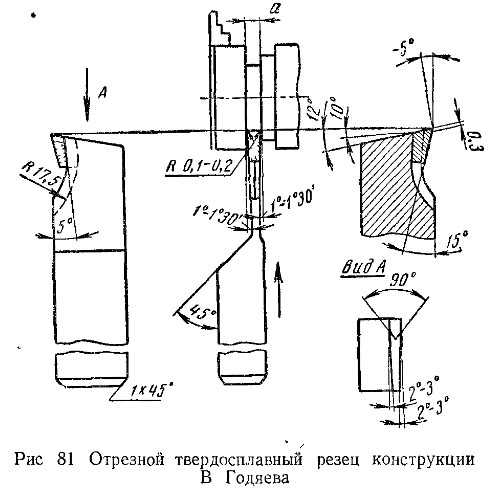
Клиновая форма пластинки и паза увеличивает площадь припайки пластинки в 1,5 раза по сравнению с обычной конструкцией отрезного твердосплавного резца и способствует созданию прочного крепления, препятствующего смещению пластинки под действием боковых сил. Это позволяет вести обработку с более высокими режимами и повышать производительность труда.
При отрезании или протачивании глубоких канавок надо обращать особой внимание на точную установку и хорошее закрепление резца в резцедержателе, так как небольшой перекос при установке приводит к созданию резкой разницы в работе правой и левой сторон резца.
В этом случае неизбежен брак детали и поломка резца.
Для проверки правильности установки отрезного резца пользуются уже обработанной цилиндрической частью детали. Устанавливать отрезной резец в резцовой головке нужно так, чтобы между боковыми поверхностями резца и направлением поперечной подачи был ясно виден вспомогательный угол в плане не менее 1° (см. рис. 78).
Резцы для вытачивания канавок, а также отрезные резцы следует устанавливать строго по высоте центров станка; это особенно важно при работе отрезными резцами. Расположение их выше или ниже оси центров может легко привести к поломке резцов.
machinetools.aggress.ru