Содержание
Чистовой проходной резец — Большая Энциклопедия Нефти и Газа, статья, страница 1
Cтраница 1
Чистовые проходные резцы, как было указано, применяют для снятия тонких, чистовых стружек с целью придания изделию гладкой поверхности и точных размеров.
[1]
Чистовые проходные резцы ( рис. 172, б) имеют значительно больший радиус закругления при вершине, чем обдирочные. При необходимости получить особо чистую поверхность применяют широкие чистовые резцы.
[2]
Чистовые проходные резцы ( рис. 237, б), имеющие значительно больший радиус закругления при вершине, чем обдирочные, применяют для окончательной обработки изделий.
[3]
При строгании чистовым проходным резцом необходимо оставить припуск под последующее шлифование или шабрение. Тонкое строгание осуществляется только чистовыми широкими резцами, режущая кромка которых подвергается доводке.
[4]
По назначению различают черновые и чистовые проходные резцы. Черновые резцы применяют для удаления большей части припуска на обработку детали. Такое грубое обтачивание иногда называют обдиркой, а черновые резцы — обдирочными.
Черновые резцы применяют для удаления большей части припуска на обработку детали. Такое грубое обтачивание иногда называют обдиркой, а черновые резцы — обдирочными.
[5]
В настоящее время применяют чистовые проходные резцы трех типов: прямые ( фиг.
[6]
Из трех стандартных типов чистовых проходных резцов два — узкие закругленные, а третий — широкий ( фиг. Узко закругленные резцы работают с небольшой подачей со значительной скоростью резания.
[7]
| Токарные резцы.
[8] |
Различают черновые ( обдирочные) и чистовые проходные резцы. Первые используют для черновой обработки деталей, когда нужно снять толстый слой металла. Эти резцы бывают правые, левые, прямые ( рис. 206 а), отогнутые. Чистовые проходные резцы ( рис. 206 6), имеющие значительно больший радиус закругления при вершине, чем обдирочные, применяют для окончательной обработки изделий.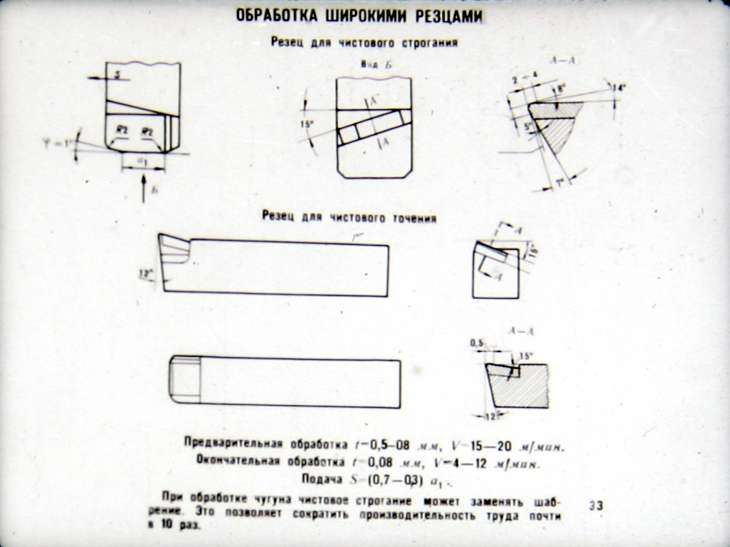
[9]
| Чистовые резцы.| Установка резца в резцедержателе.
[10] |
На рис. 100, а показан чистовой проходной резец, отличающийся от чернового главным образом большим радиусом закругления, равным 2 — 5 мм.
[11]
| Токарные резцы.
[12] |
Различают черновые ( обдирочные) и чистовые проходные резцы. Первые используют для черновой обработки деталей, когда нужно снять толстый слой металла. Эти резцы бывают правые, левые, прямые ( рис. 206 а), отогнутые. Чистовые проходные резцы ( рис. 206 6), имеющие значительно больший радиус закругления при вершине, чем обдирочные, применяют для окончательной обработки изделий.
[13]
Страницы:
1
Резцы для токарной обработки металлов — MULTICUT
Качество и производительность обработки на токарно-винторезных станках зависит от того, соответствует ли режущий инструмент обрабатываемой заготовке. Для точения дерева, пластиков, металлов используются разные виды резцов. Опасность неправильного выбора состоит в высокой вероятности порчи резца, деформации ходовых винтов, поломки шпинделя. Токарные резцы по металлу различаются размерами, формой, твердостью режущей кромки и другими параметрами. Чтобы выбрать правильный инструмент и режим обработки, необходимо хорошо ориентироваться в его классификации.
Для точения дерева, пластиков, металлов используются разные виды резцов. Опасность неправильного выбора состоит в высокой вероятности порчи резца, деформации ходовых винтов, поломки шпинделя. Токарные резцы по металлу различаются размерами, формой, твердостью режущей кромки и другими параметрами. Чтобы выбрать правильный инструмент и режим обработки, необходимо хорошо ориентироваться в его классификации.
Конструкция резца
Все токарные резцы состоят двух конструктивных элементов:
- державки с прямоугольным или квадратным сечением, которая служит для фиксации в резцедержателе;
- головки – рабочей части, состоящей из нескольких режущих кромок.
По форме державки резцы могут быть:
- прямыми;
- изогнутыми;
- отогнутыми;
- оттянутыми.
По способу изготовления они бывают:
- Монолитными (цельными).
- Напайными.
- С механическим креплением сменных пластин.


Рабочая часть формируется несколькими плоскостями и режущими кромками, форма которых зависит от назначения инструмента. Большинство резцов изготавливается в левом и правом исполнениях и выбираются в соответствии с направлением подачи.
Классификация резцов
Мы разберем основные признаки, по которым классифицируют токарные резцы по металлу для станков с ручным управлением, полуавтоматов и автоматов с ЧПУ.
Материал рабочей части
Головки резцов для токарных станков по металлу изготавливают из материалов с высокой твердостью и устойчивостью к износу.
Инструментальные быстрорежущие стали
Основной легирующий элемент в таких сплавах – вольфрам (Р9, Р18). Некоторые марки быстрорежущих сталей содержат также молибден (Р6М5) и кобальт (Р6М5К5). Из этих сравнительно недорогих сплавов изготавливаются преимущественно монолитные резцы. Их используют для обработки заготовок из рядовых незакаленных сталей, цветных материалов и их сплавов.
Один из существенных недостатков быстрорежущих сталей – снижение твердости при нагреве свыше 200 °C. Резцы быстро теряют свои свойства при обработке на высоких скоростях вращения шпинделя и подачах, при недостаточной подаче СОЖ.
Твердые сплавы
Основу всех твердых сплавов составляют карбиды. В качестве связки используется кобальт. Из-за высокой цены твердые сплавы производятся преимущественно в виде пластин, которые припаиваются или закрепляются механическим способом на головках резцов. Существуют также монолитные твердосплавные инструменты (центровки, сверла) небольшого размера.
Твердые сплавы получают путем спекания и горячего прессования. Они имеют высокую твердость (86 – 92 HRA) и красностойкость (до 1150 °С), поэтому используются для изготовления деталей из труднообрабатываемых материалов: чугунных отливок, нержавеющих, жаропрочных, титансодержащих и закаленных сталей. По химическому составу твердые сплавы разделяют на следующие группы:
- Вольфрамокобальтовые (ВК3, ВК6, ВК8).
- Титановольфрамокотальтовые (Т15К6, Т5К10).
- Титанотанталовольфрамокобальтовые (ТТ7К12, ТТ20К9).

Из-за высокой стоимости вольфрама были созданы безвольфрамовые твердые сплавы на основе карбидов и цианидов титана. Твердосплавные пластины с износостойкими покрытиями выпускаются как отдельная группа материалов и имеют буквенную маркировку ВП.
Большинство зарубежных производителей твердых сплавов использует собственную маркировку. Чаще всего она не содержит сведений о составе материала и покрытия, поскольку эта информация считается коммерческой тайной. Вместо этого производители дают наглядные рекомендации по применению.
Твердые сплавы имеют ряд ограничений и недостатков в сравнении с быстрорежущими сталями: они нетехнологичны и имеют низкую ударную вязкость (склонны к образованию трещин при ударах). Для заточки токарных резцов по металлу с твердосплавными напайками используется специализированный абразивный инструмент (преимущественно алмазный).
Качество обработки
Некоторые источники предлагают делить резцы на черновые, получистовые и чистовые. В действительности качество обработки (шероховатость поверхности) зависит не только от конструктивных особенностей режущего инструмента, но также от качества его заточки и режима обработки – подачи на оборот и припуска. Поэтому один и тот же резец может использоваться как для обдирочных, так и для финишных токарных операций.
Виды резцов по выполняемым операциям
Токарно-винторезные станки способны выполнять множество видов обработки и с помощь них получают детали разных форм. В зависимости от назначения (выполняемой операции) резцы для них делят на несколько типов:
- Проходные служат для обработки наружных поверхностей цилиндрической и конической форм, формирования фасок. Подача выполняется параллельно оси заготовки.
- Подрезные используются для торцевания деталей. Резец подается перпендикулярно к оси заготовки.
- Проходные упорные резцы выполняют все перечисленные выше операции. Их широко применяют при изготовлении ступенчатых валов.
- Расточные резцы служат для обработки внутренних цилиндрических и конических поверхностей. Одна из особенностей их конструкции – массивная державка. От жесткости этого элемента зависит размерная точность.
- Резьбовые (наружные и внутренние) резцы служат для нарезания метрической и трубной резьбы. Их углы заточки составляют 60° и 55° соответственно. Для упорной и трапецеидальной резьбы используются специализированные фасонные резцы.
- Отрезные используются для отрезания заготовок.
- Прорезные (канавочные) резцы служат для протачивания наружных и внутренних канавок (для выхода шлифовального круга, для установки стопорных колец и т. д.)
- Фасонные – разнообразные по форме узкоспециализированные инструменты для создания профильных поверхностей.
- Резцы для контурного точения. Этот вид инструмента появился сравнительно недавно и используется преимущественно на станках с ЧПУ для чистовой обработки сложных поверхностей. Такие резцы снабжены пластинами ромбовидной формы, имеют острый угол заточки и рассчитаны на работу с небольшими припусками (до 2 мм).

 Такие резцы снабжены пластинами ромбовидной формы, имеют острый угол заточки и рассчитаны на работу с небольшими припусками (до 2 мм).
Такие резцы снабжены пластинами ромбовидной формы, имеют острый угол заточки и рассчитаны на работу с небольшими припусками (до 2 мм).
Особенности твердосплавных пластин с механическим креплением
Резцы с механическим креплением пластин в настоящее время считаются наиболее востребованными для токарной обработки. Они обладают широким спектром технологических преимуществ в сравнении с напайными инструментами. Сменные пластины имеют высококачественную заводскую заточку и несколько режущих кромок. При износе одной из них пластину устанавливают в другое положение. Это позволяет сэкономить большое количество станочного времени. Державки и пластины унифицированы и стандартизированы, но не взаимозаменяемы. Современные твердые сплавы, из которых изготовлен инструмент, состоят из мелкодисперсных карбидов, поэтому отличаются повышенной ударной вязкостью и износостойкостью.
Запросить дополнительную информацию по выбору режущего инструмента для станков с ЧПУ вы может у консультантов компании Multicut по телефону или в онлайн-чате.
Сменное фиксированное золотое титановое лезвие для триммера X-Pro с широким лезвием для стрижки волос с черным алмазным углеродом DLC Набор для резки глубоких зубов
Перейти в конец галереи изображений
Перейти к началу галереи изображений
39,95 $
Наличие: Есть в наличии
Количество:
• PROFESSIONAL X-PRO Wide Gold Заменяющее классическое фиксированное лезвие из титана гипоаллергенно и тонко отполировано до 41 мм для максимальной точности и универсальности
• Фрезы с глубокими зубьями BLACK DIAMOND CARBON DLC дольше остаются холодными, не ржавеют и острые благодаря повышенной режущей способности и сверхострым кончикам
• МЕНЬШЕ ЗАМЕН ЛЕЗВИЙ после ежедневного использования более удобны, экономят время и предпочитаются профессионалами
• ПОЛНОСТЬЮ РЕГУЛИРУЕМЫЙ НУЛЕВОЙ ЗАЗОР для точной обрезки и финишной обработки
• КОГДА ЗАМЕНЯТЬ ЛЕЗВИЕ – мы рекомендуем, в зависимости от вашего повседневного использования, каждые 1–4 месяца для достижения максимальной производительности
• ЛУЧШЕЕ ХРАНЕНИЕ ТРИММЕРА – не наматывайте шнур на триммер и используйте крышка лезвия
• КАК ОЧИСТИТЬ ЛЕЗВИЕ — аккуратно почистите щеткой из комплекта для обслуживания, чтобы удалить мусор, сбрызните лезвия дезинфицирующим средством (дополнительно), смажьте триммером, протрите сухой тканью и используйте чехол для лезвия для хранения
Нужна дополнительная информация? Узнайте все о наших лезвиях на странице «Информация о лезвиях»
BLACK DIAMOND CARBON DLC
Чрезвычайно прочный, непроницаемый для ржавчины и коррозии, дольше остается острым при работе в самых холодных условиях.
ЗОЛОТО ТИТАН
Обладает гипоаллергенными свойствами, которые идеально подходят для чувствительной кожи, легко дезинфицируются и идеально подходят для стрижки волос.
НЕРЖАВЕЮЩАЯ СТАЛЬ
Высококачественная японская нержавеющая сталь очень прочная и долговечная, обеспечивает максимальную производительность и является наиболее экономичной.
ВЫРАВНИВАНИЕ НОЖЕЙ
Чтобы выровнять лезвия, убедитесь, что подвижное верхнее лезвие не выходит за фиксированное нижнее лезвие. Если он не установлен должным образом, он может зацепиться за кожу.
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ И УХОД
Мы рекомендуем регулярную очистку с помощью лезвия или выцветающей щетки и сухой ткани, чтобы удалить лишний мусор, или обрызгать дезинфицирующим средством высокой степени очистки, протереть влажной тканью и добавить несколько капель масла для парикмахерских лезвий вдоль нижней части зубов, не ниже области винтов. Комплект для обслуживания в комплект не входит.
Комплект для обслуживания в комплект не входит.
ДОСТИГНИТЕ НУЛЕВОГО ЗАЗОРА
Когда передний и задний ножи находятся на одном уровне. Чтобы добиться этого на машинках для стрижки, убедитесь, что рычаг находится в самом коротком верхнем положении, и выкрутите винты. Расположите зубья лезвия там, где они соприкасаются, а верхнее лезвие немного дальше нижнего лезвия. Не затягивайте винты слишком туго, оставьте на среднем натяжении, чтобы можно было маневрировать лезвиями. Оказавшись на месте, доработайте и затяните винты.
Загрузить инструкцию
Загрузить описание продукта
Загрузить рекламный лист
C-Cutter — Фрезы для снятия фасок — Режущие инструменты — Продукты
Ваши данные в настоящее время проверяются нашей командой.
Этот процесс обычно занимает от 30 минут до 3 часов.
После проверки вы можете заказать и купить всю нашу продукцию.
Переключить навигацию
Меню
Счет
Настройки
Язык
RU
DE
ЕС
Франция
ЭТО
Искать
Фреза для снятия фасок со сменными пластинами для эффективного снятия фасок под углом 45° без вибрации.