Содержание
таблица размеров трапеции с диаметром и шагами, параметры дюймового стержня, обозначение однозаходного внутреннего профиля – rocta
Рассмотрим соединение с нестандартным профилем витков. В фокусе внимания – трапецеидальная резьба: таблица размеров, диаметр и шаги, регламентирующие ее исполнение ГОСТ, а также другие ее важные показатели будут самым тщательным образом проанализированы, чтобы вы понимали, когда ее наносить.
В промышленности она применяется достаточно активно, так как самотормозящая, а это актуально для механизмов, преобразующих поступательное движение из вращательного. С нею исполнительные механизмы различных устройств могут быстро скользить по направляющим за счет малой силы сопротивления, и это при точном позиционировании и отличном закреплении строго в нужной точке. Поэтому ей отдают предпочтение даже в робототехнике, при проектировании достаточно сложных аппаратов.
Ярче всего эти свойства проявляются у насечек со средним шагом: с их использованием достигаются достаточно точные осевые перемещения.
Проверить расстояние между витками проще всего штангенциркулем: замеряете участок на стержне, считаете количество канавок, делите найденную длину на это число, получаете результат, сверяете его со справочными данными и убедитесь, что он в пределах нормы.
Теперь о том, почему в сопроводительной документации вы часто можете увидеть запись «резьба трапецеидальная Tr»: ГОСТ 9484-81, регламентирующий в том числе и маркировку, устанавливает, что при нанесении условных обозначений следует использовать латиницу. И эти две буквы как раз и говорят о виде насечек.
Но резьба трапецией, размеры которой мы рассмотрим ниже, также обладает и определенными недостатками:
Поэтому она актуальна не повсеместно, а в строго определенных сферах – ее наносят на конкретные детали, количество которых обычно крайне ограничено.
Его геометрия зависит от двух параметров – от дистанции между соседними канавками и расстояния от основания до вершины витка. Наглядно выделим их зависимость:
| P, мм | H, мм |
| 1,05 – 1,07 | 2,08 – 3,01 |
| 2,03 – 2,05 | 3,07 – 5,05 |
| 3,03 – 3,05 | 5,06 – 7,02 |
| 4,03 – 4,05 | 7,05 – 8,08 |
| 5,03 – 5,05 | 9,03 – 10,04 |
| 6,03 – 6,05 | 11,02 – 12,09 |
| 7,03 – 7,05 | 13,06 – 14,05 |
| 8,03 – 8,05 | 14,09 – 15,02 |
| 9,03 – 9,05 | 16,07 – 18,03 |
| 10,03 – 10,05 | 18,06 – 21,08 |
| 12,03 – 12,05 | 22,03 – 26,01 |
| 14,03 – 14,05 | 26,02 – 28,04 |
| 16,03 – 16,05 | 29,09 – 31,05 |
| 18,03 – 18,05 | 33,06 – 35,09 |
При нарезке следует брать именно стандартные значения – чтобы обеспечить совместимость готового изделия с крепежными элементами и различными инструментами.
Номинальный профиль внутренней/наружной трапециевидной резьбы: таблица размеров
При его определении к важным параметрам – расстоянию между витками и высоте – добавляются дополнительные, то есть зазор по вершине и радиусы скругления.
| P, мм | h4 = h5, мм | aC | R1max | R2max |
| 1,5 | 0,9 | 0,15 | 0,075 | 0,15 |
| 2 | 1,25 | 0,25 | 0,125 | 0,25 |
| 3 | 1,75 | 0,25 | 0,125 | 0,25 |
| 4 | 2,25 | 0,25 | 0,125 | 0,25 |
| 5 | 2,75 | 0,25 | 0,125 | 0,25 |
| 6 | 3,5 | 0,5 | 0,25 | 0,5 |
| 7 | 4 | 0,5 | 0,25 | 0,5 |
| 8 | 4,5 | 0,5 | 0,25 | 0,5 |
| 9 | 5 | 0,5 | 0,25 | 0,5 |
| 10 | 5,5 | 0,5 | 0,25 | 0,5 |
| 12 | 6,5 | 0,5 | 0,25 | 0,5 |
| 14 | 8 | 1 | 0,5 | 1 |
| 16 | 9 | 1 | 0,5 | 1 |
| 18 | 10 | 1 | 0,5 | 1 |
| 20 | 11 | 1 | 0,5 | 1 |
| 22 | 12 | 1 | 0,5 | 1 |
| 24 | 13 | 1 | 0,5 | 1 |
| 28 | 15 | 1 | 0,5 | 1 |
| 32 | 17 | 1 | 0,5 | 1 |
| 36 | 19 | 1 | 0,5 | 1 |
| 40 | 21 | 1 | 0,5 | 1 |
Благодаря различным его вариантам можно обеспечить частичную взаимозаменяемость деталей и крепежных элементов.
Резьба трапецеидальная: диаметры и шаги по ГОСТ 24737-81
Данный межгосударственный стандарт задает значения вплоть до 640 мм для сечения и до 24 мм – для расстояния между соседними витками. Но мы сосредоточимся только на ходовых величинах, применяемых часто, а не в единичных случаях.
| P, мм | d, мм |
| 2, 3 | 14 |
| 2, 4 | 16, 18, 20 |
| 2, 3, 5, 8 | 22, 24, 26, 28 |
| 3, 6, 10 | 30, 32, 34, 36 |
| 3, 6, 7, 10 | 38, 40, 42 |
| 3, 7, 8, 12 | 44 |
| 3, 8, 10 | 46, 48, 50, 52 |
| 3, 8, 9, 12, 14 | 55, 60 |
| 4, 10, 16 | 65, 70, 75, 80 |
| 4, 5, 12, 18, 20 | 85, 90, 95 |
| 4, 5, 12, 20 | 100, 110 |
Ориентируйтесь на эти справочные данные при выборе варианта нарезки и помните: нормативные значения геометрических показателей – залог высокой совместимости деталей и особенно крепежных элементов.
Виды
Рассмотрим наиболее распространенные и используемые сегодня варианты исполнения.
Трапецеидальная резьба левая
Ее наносят плоским контурным лезвием, вращающимся против направления часовой стрелки (как бы от наблюдателя). Этот тип соединения известен едва ли не дольше всего, но и сейчас он остается актуальным – в следующих сферах:
- В машиностроении – для фиксации различных деталей на валу станка; она практически исключает самовыкручивание заготовки в процессе ее обработки.
- В качестве универсального средства крепежа – колес внедорожников и грузовых машин, радиаторных ниппелей в системах отопления, лопастей вентиляторов, велосипедных узлов, редукторов моторов, циркулярных пил, патронов со сверлами и так далее.
- Для контроля траектории режущих и других инструментов – является своеобразным средством остановки производства при возникновении опасных ситуаций.
- В автопроме – для защиты оригинальных заводских комплектующих от подделки.


Отличить ее от других очень просто – по литере «L», которой она маркируется в обязательном порядке.
Правая
Эта резьба-трапеция по ГОСТам наносится по часовой стрелке – плоское контурное лезвие создает ее, двигаясь вдоль по отношению к позиции наблюдателя. Именно она является основным вариантом насечки на винтах, болтах, гайках и шпильках, ею же обладают и большинство шурупов и дюбелей, используемы в промышленных масштабах.
Понять, что она именно такой направленности, не составляет труда: достаточно положить крепежный элемент на ладонь фаской вверх и посмотреть, куда направлены витки – они должны идти от вас. Еще один явный показатель – буква «R» на борту изделия. Хотя подделать такой вариант нанесения канавок не составляет труда, поэтому те же производители комплектующих для авто относятся к нему равнодушно.
Где активно применяется правая нарезка, так это при производстве редукторов кислородных баллонов, чтобы предотвратить чрезвычайную ситуацию при их использовании.
Резьба трапецеидальная однозаходная: основные размеры
Ее шаг и диаметр регламентированы межгосударственными стандартами 24739-81 и 25347-82, вместе с предельно возможными допусками на обработку, и будут приведены ниже. Сейчас мы хотим сосредоточить внимание на такой ее отличительной особенности, как геометрия рисунка.
Свое название она получила потому, что выполняется движением одного лезвия. И определить, что это именно она, довольно легко: нужно лишь взглянуть на торец крепежного элемента – на него должен выходить 1 конец витка, но никак не больше.
Дистанция между соседними нитями у нее всегда совпадает с величиной хода, поэтому выбирать, настраивать и выдерживать ее при нанесении сравнительно просто (и в этом ее преимущество). Недостаток же заключается в сравнительно низкой прочности соединения итогового изделия и объясняется тем, что внутренний диаметр слишком короткий, чтобы обеспечивать надежность контакта. Поэтому передавать значительные нагрузки с нею проблематично, а значит она находит ограниченное применение.
Распознать ее не составит труда по маркировке – латинской литере «H».
Многозаходная трап резьба: ГОСТ, размеры
Вы уже наверняка поняли, чем она отличается от предыдущей: рисунок канавок у нее формируют сразу несколько лезвий. Потому на одной нити оказываются расположены сразу 2 или 3 витка. На практике более всего востребованы именно двух- и трехзаходные ее разновидности, а значит их мы и будем рассматривать в качестве примеров.
Такие насечки актуальны для стягивающий конструкций – они:
- Повышают прочность соединения.
- Помогают обеспечить существенное смещение крепежа на винтах при работе двигателя на малых оборотах.
- Меняют передаточное число.
На чертежах и в сопутствующей документации они помечены буквой «S».
Теперь о том, по каким стандартам определить размеры и другие параметры трапецеидальной резьбы: по ГОСТ 25347-82 и 24739-81. Эти стандарты четко регламентируют геометрические показатели профилей и максимально допустимые отклонения. Они также устанавливают логическую зависимость: величина хода эквивалентна шагу, помноженному на число заходов (в нашем случае – на 2 или на 3).
Они также устанавливают логическую зависимость: величина хода эквивалентна шагу, помноженному на число заходов (в нашем случае – на 2 или на 3).
Применение
Сразу подчеркнем, за счет отличных тормозных свойств и способности без деформаций выдерживать значительное трение буквально все ее разновидности не нуждаются в дополнительном закреплении. Поэтому в большинстве ситуаций она становится ходовым винтом – своеобразным приводом для прессов.
На практике Tr (резьба трапециевидная ГОСТ 9484-81) помогает решать следующие задачи:
- Контролировать траекторию исполнительных, подъемных и других механизмов.
- Подавать и останавливать движение на станках.
- Обеспечивать перемещение заготовок и продукции по конвейерной ленте к точке сборки.
- Поддерживать пресс (и схожие с ним машины) в заданном направлении, чаще всего вертикальном.
Также ее наносят на поверхности деталей, являющихся составными элементами регуляторов, станков, сложносоставного оборудования.
В списке основных сфер ее использования:
- Автопром – части моторных редукторов.
- Машиностроение – функциональные узлы различных агрегатов.
- Паровозостроение – тормозные устройства для электровозов, работающих в шахтах.
И отдельно робототехника со сверхточным проектированием (в особо ответственных и единичных случаях).
Трапециевидная резьба: размеры таблицей
Главные ее геометрические характеристики – это:
- Номинальный диаметр (условный проход) – составляет 1,5-48 мм.
- Усредненный угол – равняется 30 градусам.
- Шаг – расстояние между соседними витками (в одинаковых точках) – лежит в диапазоне 0,75-24 мм.
- Зазор – максимум до 0,5 мм.
Все это – официальные статистические данные, еще более подробно приведенные в межгосударственном стандарте 24737-81. Главные из них мы представим прямо сейчас – в максимально наглядном формате:
| P, мм | DN, мм | d, мм | |
| внутренний | внешний | ||
| 1,02 – 1,04 | 6 – 7 | 8,03 – 8,03 | 6,03 – 8,02 |
| 1,05 – 1,09 | 8 – 10 | 9,03 – 9,05 | 7,03 – 9,05 |
| 2,05 – 2,09 | 11 – 13 | 10,05 – 10,07 | 8,03 – 10,02 |
| 3,05 – 3,09 | 13 – 15 | 12,05 – 12,03 | 9,03 – 12,05 |
| 4,05 – 4,09 | 16 – 19 | 14,03 – 14,05 | 11,03 – 14,02 |
| 5,05 – 5,09 | 20 – 21 | 16,05 – 16,07 | 13,03 – 16,03 |
| 6,05 – 6,09 | 22 – 23 | 18,03 – 18,03 | 16,03 – 18,02 |
| 7,05 – 7,09 | 24 – 25 | 20,05 – 20,07 | 17,03 – 20,05 |
| 8,05 – 8,09 | 26 – 29 | 22,03 – 22,05 | 19,03 – 22,03 |
Таблица трапецеидальных резьб многозаходного типа определяется положениями ГОСТа 24739-81 и выглядит следующим образом:
| P, мм | DN, мм | Число витков в насечке | ||||
| 2 | 3 | 4 | 6 | 8 | ||
| 0,5 – 1,07 | 10 – 12 | 3,03 – 5,02 | 4,05 – 5,02 | 6,03 – 8,05 | 9 – 11 | 12 – 14 |
| 2,03 – 2,05 | 4,03 – 6,05 | 6,05 – 8,05 | 8,03 – 10,05 | 12,05 – 14 | 16,05 – 18,05 | |
| 2,03 – 2,05 | 12 – 14 | 4,03 – 6,02 | 6,05 – 8,02 | 8,03 – 10,05 | 12,05 – 14,05 | 16,05 – 18,05 |
| 2,03 – 2,05 | 16 – 19 | 4,03 – 6,05 | 6,05 – 8,02 | 8,03 – 10,05 | 12,05 – 14,05 | 16,05 – 18,05 |
| 2 – 2,5 | 20 – 22 | 4,03 – 6,02 | 6,05 – 8,05 | 8,03 – 10,05 | 12,05 – 14,05 | 16,05 – 18,05 |
| 2 – 2,5 | 24 – 32 | 4,03 – 6,05 | 6,05 – 8,02 | 8,03 – 10,05 | 12,05 – 14,05 | 16,05 – 18,05 |
| 3 – 3,5 | 6,03 – 8,02 | 9,05 – 11,05 | 12,03 – 14,05 | 18,05 – 20,05 | 24,05 – 26,05 | |
Обратите внимание, трапецеидальная упорная или дюймовая резьба – это редкость: почти всегда она выполняется метрической, поэтому все основные размеры приведены в миллиметрах.
Способы изготовления
Существует несколько распространенных вариантов ее нанесения в промышленных масштабах – рассмотрим каждый из них:
С использованием одного лезвия:
1. Начинается с предварительной подготовки детали: ее нужно измерить (найти ДхШ), зафиксировать на станке и проточить в ней канавку.
2. Далее следует вставить инструмент в получившееся углубление, убедившись, что он пойдет параллельно оси, и включить оборудование.
3. Режущая кромка начнет свой путь и сделает насечку, которую затем следует сверить с шаблоном – их рисунки обязаны совпадать.
Величина допусков здесь в значительной степени зависит от остроты резца.
С применением трех лезвий:
Способ похож на предыдущий. Так же выбирается диаметр стержня под трапецеидальную резьбу, после чего он подготавливается и располагается на станке. Разница в том, что позиционируются сразу 3 инструмента, а не 1 – либо параллельно канавкам, либо противоположно оси. Они и формируют итоговый рисунок. Настройка занимает несколько больше времени, зато результат точнее – погрешность практически отсутствует (достаточно приложить готовое изделие к эталонному образцу, и вы в этом убедитесь).
Они и формируют итоговый рисунок. Настройка занимает несколько больше времени, зато результат точнее – погрешность практически отсутствует (достаточно приложить готовое изделие к эталонному образцу, и вы в этом убедитесь).
Также можно постепенно углублять и расширять канавку – в несколько проходов – до тех пор, пока она не достигнет подходящих параметров, а на завершающем этапе поработать профильным резцом.
При любом из методов должны соблюдаться основные требования безопасности:
- Наносить насечку вправе только специалист.
- Трудиться следует в защитных очках, перчатках, головном уборе, производственном халате, ботинках; и вся эта спецодежда должна быть чистой, застегнутой, в хорошем состоянии.
- Посторонние предметы на рабочем месте недопустимы.
- Производственный мусор требуется вовремя удалять, за отводом СОЖ нужно внимательно следить.
- Параметры итоговых изделий проверяются в обязательном порядке.
Для отличного результата необходимо работать на лучшем оборудовании. Компания «Рокта» поможет вам подобрать станки, на которых вы нанесете витки с подходящим шагом, пробьете отверстия под трапецеидальную резьбу по ГОСТ и вообще выполните все актуальные для своего производства операции, обращайтесь.
Компания «Рокта» поможет вам подобрать станки, на которых вы нанесете витки с подходящим шагом, пробьете отверстия под трапецеидальную резьбу по ГОСТ и вообще выполните все актуальные для своего производства операции, обращайтесь.
Трапецеидальная резьба
ГОСТ 9484 – 81
Трапецеидальная резьба имеет профиль с углом 30°. Шаг резьбы измеряется в миллиметрах.
Трапецеидальная резьба применяется в узлах механизмов для преобразования вращательного движения в поступательное, например: ходовые винты станков, силовые винты прессов, подъёмные винты и т.д. Резьбы данного типа могут выдерживать значительные нагрузки.
Трапецеидальная резьба обозначается буквами Тr
– англ. trapezoidal:
- Тr 28 × 5 – диаметр
28ммшаг5мм - Тr 28 × 5 LH – диаметр
28ммшаг5ммрезьба левая - Тr 20 × 8 (P4) – диаметр
20 мм, шаг4 мми ход8 мммногозаходная резьба - Тr 20 × 8 (P4) LH – диаметр
20 мм, шаг4 мми ход8 мммногозаходная резьба левая
- d – наружный диаметр наружной резьбы (винта)
- D – наружный диаметр внутренней резьбы (гайки)
- d2 – средний диаметр наружной резьбы
- D2 – средний диаметр внутренней резьбы
- d1 – внутренний диаметр наружной резьбы
- D1 – внутренний диаметр внутренней резьбы
- P – шаг резьбы
- H – высота исходного треугольника
- H1 – рабочая высота профиля
В основе функционирования приводов многих машин, оборудования и механизмов лежит такой процесс, как преобразование движения вращательного в движение поступательное. По этому принципу действуют, например, приводы измерительных машин и оборудования, системы регулирования задвижек и клапанов, сканирующих столиков, роботов и станков.
По этому принципу действуют, например, приводы измерительных машин и оборудования, системы регулирования задвижек и клапанов, сканирующих столиков, роботов и станков.
Для того чтобы эффективно осуществить преобразование вращения некоей детали в поступательное движение детали другой чаще всего используется пара винт – гайка. Такие передачи представляют собой изделия, имеющие общемашиностроительное применение, причем, следует заметить, от того, насколько качественно они разработаны и изготовлены, во многом зависит производительность, функциональность и надежность того оборудования, составными частями которого они являются.
За счет того, что передачи винт – гайка имеют повышенную плавность зацепления, они практически полностью бесшумны при работе. Их конструкция относительно проста, а одним из несомненных преимуществ является то, что их использование позволяет достичь немалого выигрыша в силе. По большому счету, передача винт – гайка с технической точки зрения ничем не отличается от обычного резьбового соединения, однако поскольку они применяются для того, чтобы передавать движение, их изготавливают таким образом, чтобы сила трения в резьбе была минимальной.
В принципе, этого можно достичь за счет использования прямоугольной резьбы, однако она имеет и свои недостатки. Например, ее невозможно нарезать на стандартных резьбонарезных станках, а по сравнению с резьбой трапецеидальной она имеет намного более низкую прочность. Эти факторы приводят к тому, что в передачах винт – гайка прямоугольная резьба используется достаточно редко. В них наиболее распространена резьба трапецеидальная, имеющая крупный, средний и мелкий шаг, а также резьба упорная.
Чаще всего в передачах винт – гайка можно встретить трапецеидальную резьбу, имеющую средний шаг. Ее же, но с шагом мелким, применяют тогда, когда необходимо обеспечить небольшое перемещение, а с шагом крупным – тогда, когда устройство эксплуатируется в тяжелых условиях. Кроме того, благодаря особенностям профиля, трапецеидальную резьбу можно успешно использовать в механизмах, требующих обеспечения реверсивного перемещения. Такие резьбы бывают одно- и многозаходными, правыми и левыми.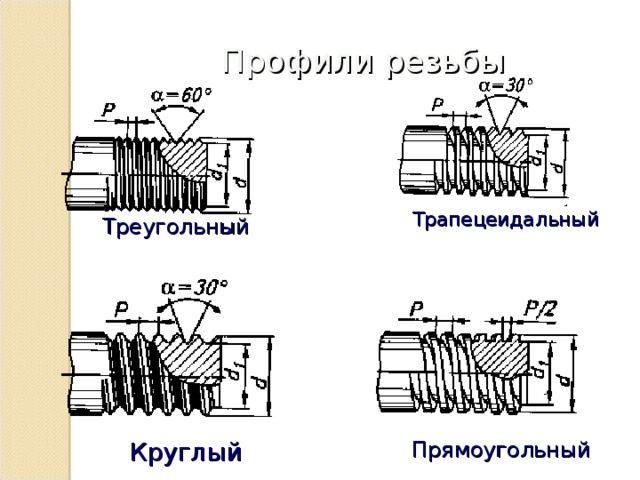
Основные требования к тем материалам, которые используются в передачах винт – гайка – это износостойкость, прочность и хорошая обрабатываемость. Что касается тех винтов, которые не подвергаются закалке, то их изготавливают из сталей А50, Ст50 и Ст45, а тех, которые подвергаются закалке – из сталей 40ХГ, 40Х, У65, У10. Гайки изготавливают обычно из бронзы БрОЦС-6-6-3 или БрОФЮ-1.
Acme или трапециевидная? В чем разница между конструкциями ходового винта?
Даниэль Коллинз 1 комментарий
В приложениях для передачи энергии существует два основных типа винтовых приводов: те, которые используют рециркулирующие шарики или ролики, для приложений, требующих высокой жесткости, превосходной точности позиционирования и высокой производительности. циклов и те, которые основаны на скользящем контакте, для применений, требующих коррозионной стойкости, самоблокирующегося действия и настраиваемых конструкций гаек.
Вторая категория — винтовые передачи со скользящим контактом между гайкой и валом винта — называются ходовыми винтами, трапециевидными винтами или трапециевидными винтами. И хотя эти названия часто используются взаимозаменяемо, на самом деле они относятся к разным геометриям и размерам винтов.
Вот разбивка различных типов винтов со скользящим контактом и то, что на самом деле означают термины «ходовой винт», «конический винт» и «трапециевидный винт».
Ходовые винты
Наиболее часто используемый из трех терминов «ходовой винт» просто относится к типу силового винта, который основан на скользящем движении между гайкой и валом винта. Существует два варианта ходовых винтов: с квадратной формой резьбы и с трапециевидной формой резьбы.
В конструкции ходового винта для передачи энергии почти исключительно используется трапециевидная резьба, которая проще в изготовлении и имеет более высокую грузоподъемность, чем винты с квадратной резьбой. Однако трапециевидные резьбы имеют более высокое трение и, следовательно, более низкую эффективность, чем квадратные резьбы.
Ходовые винты могут иметь квадратную или трапециевидную резьбу.
Силовой винт — это винт, передающий мощность путем преобразования вращательного движения в поступательное. Ходовые винты и шариковые винты являются типами силовых винтов.
Винты Acme
Как упоминалось выше, в ходовых винтах для передачи мощности используется трапециевидная форма резьбы. Но конструкция трапециевидной резьбы может иметь угол резьбы 29° или 30°, что означает наличие двух версий трапециевидных ходовых винтов.
Первая версия, называемая винтом Acme, имеет угол резьбы 29° и изготавливается в дюймах. Размеры винтов Acme обычно определяются диаметром вала винта и витков на дюйм или TPI.
Трапециевидные формы резьбы с углом резьбы 29° называются винтами Acme, а трапециевидные формы резьбы с углом резьбы 30° называются трапециевидными винтами.
Изображение предоставлено Roton Products, Inc.
Интересный факт: винты Acme были разработаны в середине 1800-х годов для замены винтов с квадратной резьбой. Название «Винт Acme» произошло от сотрудника компании Acme Screw Machinery Company в Кливленде, штат Огайо, которая производила многошпиндельные токарные станки. (См. страницы 13–14 этого скана журнала American Machinist Magazine от 19 года.85.)
Название «Винт Acme» произошло от сотрудника компании Acme Screw Machinery Company в Кливленде, штат Огайо, которая производила многошпиндельные токарные станки. (См. страницы 13–14 этого скана журнала American Machinist Magazine от 19 года.85.)
Трапециевидные винты
Трапециевидные винты также являются ходовыми винтами с трапециевидной формой резьбы, но трапециевидные винты имеют угол резьбы 30° и производятся в метрических размерах. Размер трапециевидного винта определяется диаметром вала винта и шагом резьбы. Трапециевидные винты иногда называют «метрическими ходовыми винтами» или «метрическими винтами Acme».
Винты Acme и трапециевидные винты имеют трапециевидную форму резьбы, но имеют разные углы резьбы.
Напоминание об обозначениях резьбы
Шаг – это расстояние между соседними витками резьбы на валу винта.
Число витков на дюйм (TPI) — количество витков резьбы, которое можно сосчитать на один дюйм винта.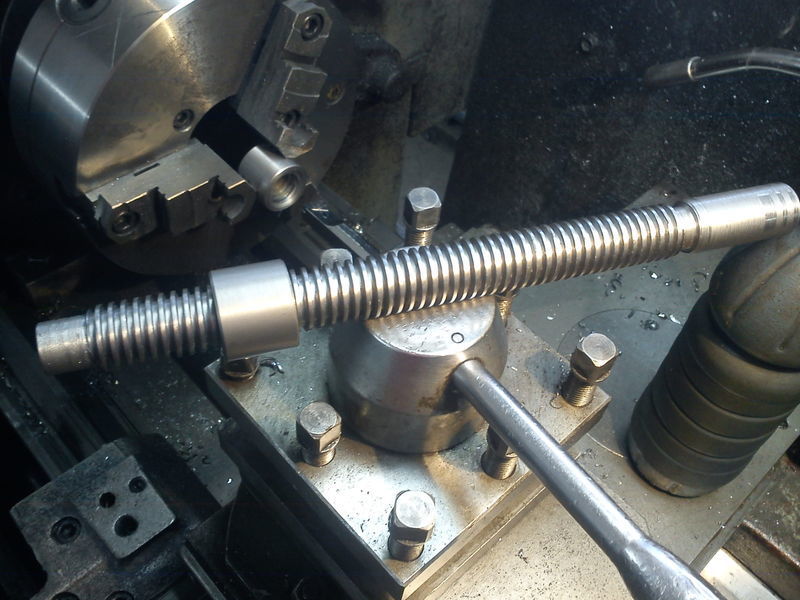 Шаг и TPI обратны друг другу.
Шаг и TPI обратны друг другу.
Шаг — обычно используется в номенклатуре шарико-винтовых пар — представляет собой линейное расстояние, проходимое за один оборот.
Рубрики: Шариковые + ходовые + роликовые винты, Часто задаваемые вопросы + основы, Избранное
В чем разница между трапециевидной и трапециевидной резьбой?
В чем разница между трапециевидной и трапециевидной резьбой?
19.02.2021
Разница между трапециевидной и трапециевидной резьбой сводится к одному градусу. У трапециевидной резьбы угол боковой поверхности 29 градусов, принятый в США, а у трапециевидной резьбы угол боковой поверхности 30 градусов, принятый в Европе.
До конца 1800-х годов были распространены квадратные резьбы, но они имели ряд недостатков. Это привело к развитию акме нитей. со своими 29-градусный угол наклона, трапециевидная резьба давала более широкое основание, которое было прочнее, чем основание квадратной резьбы. В конце концов, были разработаны общие стандарты для диаметров и шагов резьбы, и они записывались «по-американски» — диаметр в имперских дюймах и количество резьб в измерениях резьбы на дюйм.
Это привело к развитию акме нитей. со своими 29-градусный угол наклона, трапециевидная резьба давала более широкое основание, которое было прочнее, чем основание квадратной резьбы. В конце концов, были разработаны общие стандарты для диаметров и шагов резьбы, и они записывались «по-американски» — диаметр в имперских дюймах и количество резьб в измерениях резьбы на дюйм.
Примерно в это же время в Европе разрабатывался аналогичный набор стандартов – трапециевидная резьба. Однако эти стандарты были основаны на метрических единицах измерения, поэтому результатом был угол наклона 30 градусов, а не 29 градусов.угол резьбы в градусах, принятый в США
. Обе формы резьбы служат для создания линейного движения при вращении, обычно под большой нагрузкой. Некоторые распространенные области применения включают: настольные подъемники, зажимы и тиски, штоки клапанов, домкраты и ходовые винты для линейного приведения в действие на станках с ЧПУ.
Резьба Acme используется более широко и стала более общепринятым стандартом, но оба варианта хороши. Решение о том, что выбрать, обычно определяется происхождением и назначением готовой детали пользователем. Хотя физическая разница может быть минимальной, тип резьбы может иметь большое значение для производителя.
Решение о том, что выбрать, обычно определяется происхождением и назначением готовой детали пользователем. Хотя физическая разница может быть минимальной, тип резьбы может иметь большое значение для производителя.
Независимо от того, что вы выберете, очень важно, чтобы ваши удилища были надежными и качественными. Rolled Threads Unlimited может помочь вам в этом. Свяжитесь с нами
узнать больше.
Новое сообщение >
< Предыдущее сообщение
День производства: более пристальный взгляд на производство в Висконсине
19 сентября 2022 г.
•
В октябре этого года мы отмечаем День производства в пятницу, 7 октября, чтобы привлечь внимание к одной из самых важных отраслей в мире и вдохновить следующее поколение начать карьеру в современном производстве. Производство по-прежнему является быстрорастущей отраслью, поддерживающей квалифицированных работников за счет успешной карьеры. Мы подумали, что стоит заглянуть немного ближе к дому и сосредоточиться на некоторых производственных фактах о Висконсине от Национальной ассоциации производителей. На производителей в Висконсине приходится 18,57% от общего объема производства в штате. На производителях работает 16,9 человек.7% рабочей силы Висконсина. Общий объем производства в Висконсине составил 64,88 млрд долларов США в 2019 году. В 2020 году в штате Висконсин работало в среднем 472 000 производственных сотрудников со средней годовой оплатой труда в размере 74 252,23 долларов США в 2019 году. Мы гордимся тем, что включены в эту впечатляющую группу компании, а также рады обслуживать и поддерживать других производителей. Наша продукция обслуживает различные отрасли промышленности в Висконсине и Соединенных Штатах, такие как: нефть и газ, продукты для контроля воды, сельское хозяйство, производство и передача электроэнергии, строительство и многое другое. Мы предоставляем исключительные продукты своевременно, во многом благодаря нашей замечательной команде квалифицированных рабочих. Наши производственные сотрудники являются нашим самым большим достоянием, они всегда производят продукцию с точностью и продуктами, которые превосходят ожидания.
На производителей в Висконсине приходится 18,57% от общего объема производства в штате. На производителях работает 16,9 человек.7% рабочей силы Висконсина. Общий объем производства в Висконсине составил 64,88 млрд долларов США в 2019 году. В 2020 году в штате Висконсин работало в среднем 472 000 производственных сотрудников со средней годовой оплатой труда в размере 74 252,23 долларов США в 2019 году. Мы гордимся тем, что включены в эту впечатляющую группу компании, а также рады обслуживать и поддерживать других производителей. Наша продукция обслуживает различные отрасли промышленности в Висконсине и Соединенных Штатах, такие как: нефть и газ, продукты для контроля воды, сельское хозяйство, производство и передача электроэнергии, строительство и многое другое. Мы предоставляем исключительные продукты своевременно, во многом благодаря нашей замечательной команде квалифицированных рабочих. Наши производственные сотрудники являются нашим самым большим достоянием, они всегда производят продукцию с точностью и продуктами, которые превосходят ожидания.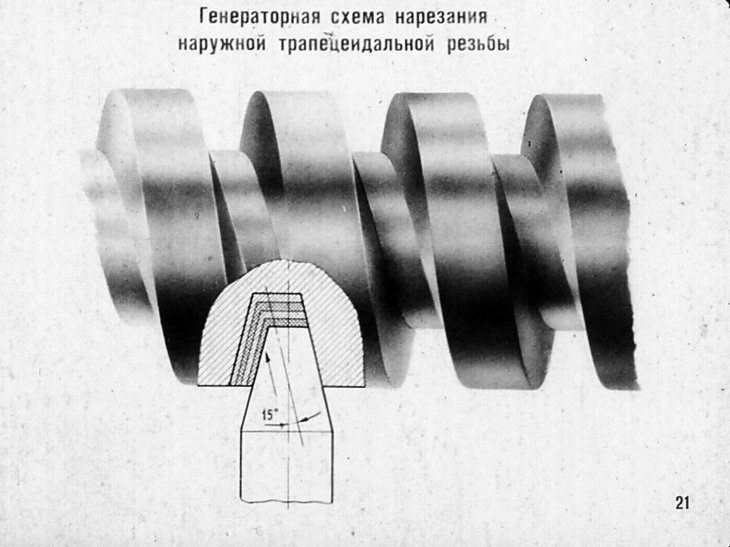
Рад инвестировать в производство рулевых тяг
02 сент. 2022 г.
•
Являясь лидером производственной отрасли, важно продолжать внедрять инновации и адаптироваться к меняющемуся ландшафту технологий, дизайна и проектирования. Итак, мы рады объявить, что мы инвестируем в наши возможности по производству рулевых тяг. Стяжные стержни представляют собой конструктивные элементы, которые предотвращают разделение двух частей и используются во многих отраслях промышленности и приложениях. Rolled Threads Unlimited производит рулевые тяги, которые чаще всего используются в гидравлических цилиндрах, клапанах, энергетическом оборудовании и тяжелом оборудовании. Мы гордимся тем, что предлагаем лидерам производства, включая Husco, Generac и Parker Hannifin, эти прочные и надежные продукты. Катаная резьба Неограниченные тяги поставляются с катаной резьбой, которая может быть: Изготовлена из высокопрочной стали (часто требуется класс 8 или 10.9).свойства) Стойкость к нагрузкам Стойкость к усталости ETD 150 В 2023 году мы ожидаем появления нашего нового высокоскоростного планетарного катка Videx. Это увеличит наши возможности по производству стяжных стержней диаметром до 1/2 дюйма. Это новое оборудование войдет в наши новые производственные площади вместе с дополнительными упаковочными ячейками. С помощью этого нового оборудования мы можем прокатывать оба конца деталей одновременно. время, которое обеспечивает более высокую производительность при повышенной скорости. Это также позволит нам одновременно наматывать резьбу различной длины. Чтобы узнать больше о наших увеличенных возможностях стяжных стержней или узнать о любых наших услугах по накатыванию резьбы, пожалуйста, свяжитесь с нами.
Это увеличит наши возможности по производству стяжных стержней диаметром до 1/2 дюйма. Это новое оборудование войдет в наши новые производственные площади вместе с дополнительными упаковочными ячейками. С помощью этого нового оборудования мы можем прокатывать оба конца деталей одновременно. время, которое обеспечивает более высокую производительность при повышенной скорости. Это также позволит нам одновременно наматывать резьбу различной длины. Чтобы узнать больше о наших увеличенных возможностях стяжных стержней или узнать о любых наших услугах по накатыванию резьбы, пожалуйста, свяжитесь с нами.
Гибка и бесцентровое шлифование
09 авг, 2022
•
Мы не только можем предоставить крепежные детали с различными формами резьбы и разнообразными типами и размерами материалов, но также обеспечиваем различные операции вторичной обработки. Два процесса, которые мы используем при производстве наших крепежных изделий, включают гибку и бесцентровое шлифование. Изгиб — это когда металл деформируется под действием силы, которая заставляет его изгибаться под углом, чтобы сформировать ожидаемую форму. Через нашу сеть поставщиков Rolled Threads Unlimited имеет возможность производить U-образные болты, квадратные болты, J-образные крюки и другие специальные формы на основе распечаток клиентов. Бесцентровое шлифование стального стержня номинального размера до меньшего диаметра с более жестким допуском обычно, но не всегда, требуется перед накаткой стержней. Диаметр предварительного ролика и допуск могут различаться в зависимости от нескольких переменных, включая, помимо прочего, тип материала (нержавеющая сталь или низкоуглеродистая сталь), форму и шаг резьбы, а также посадку резьбы, требуемую нашим клиентом (2A или 3A, 2G или 2C и т. д.). Когда дело доходит до ваших крепежных изделий, вы можете рассчитывать на качественный продукт от нас. Чтобы получить дополнительную информацию о наших производственных процессах или получить предложение, свяжитесь с нами сегодня.
Через нашу сеть поставщиков Rolled Threads Unlimited имеет возможность производить U-образные болты, квадратные болты, J-образные крюки и другие специальные формы на основе распечаток клиентов. Бесцентровое шлифование стального стержня номинального размера до меньшего диаметра с более жестким допуском обычно, но не всегда, требуется перед накаткой стержней. Диаметр предварительного ролика и допуск могут различаться в зависимости от нескольких переменных, включая, помимо прочего, тип материала (нержавеющая сталь или низкоуглеродистая сталь), форму и шаг резьбы, а также посадку резьбы, требуемую нашим клиентом (2A или 3A, 2G или 2C и т. д.). Когда дело доходит до ваших крепежных изделий, вы можете рассчитывать на качественный продукт от нас. Чтобы получить дополнительную информацию о наших производственных процессах или получить предложение, свяжитесь с нами сегодня.
3 способа защитить ваши покупки
11 июля 2022 г.
•
Когда дело доходит до доставки, особенно товаров, которым предстоит пройти долгий путь в цепочке поставок, беспокойство по поводу защиты ваших материалов оправдано. Rolled Threads Неограниченное количество клиентов доверяют нам не только за наши превосходные резьбовые изделия, но и за наше обслуживание клиентов. Эта услуга включает в себя совершенствование процесса упаковки, чтобы гарантировать, что ваши детали доставят по месту назначения без повреждений. Вот 3 основных способа защиты ваших продуктов, когда они готовы к отправке: 1. Удобная упаковка Мы используем три типа внешней упаковки: деревянную, картонную и скидбокс. Наши удилища длиной 12–24 фута упакованы в изготовленные на заказ деревянные ящики для защиты от толчков и сохранения прямолинейности руля. В дополнение к деревянным ящикам более крупные предметы также могут быть упакованы в скид-боксы, соединенные непосредственно с деревянными поддонами для удобства транспортировки и хранения. Изделия меньшего размера, такие как заклепки, идеально подходят для коробок из гофрированного картона с прочными слоями разделителей и бумаги, чтобы избежать надрезов. 2. Защитная внутренняя часть Для поддержания качества отделки и мастерства наших нитей компания Rolled Threads Unlimited предлагает различные защитные покрытия внутри наших деревянных или картонных коробок.
Rolled Threads Неограниченное количество клиентов доверяют нам не только за наши превосходные резьбовые изделия, но и за наше обслуживание клиентов. Эта услуга включает в себя совершенствование процесса упаковки, чтобы гарантировать, что ваши детали доставят по месту назначения без повреждений. Вот 3 основных способа защиты ваших продуктов, когда они готовы к отправке: 1. Удобная упаковка Мы используем три типа внешней упаковки: деревянную, картонную и скидбокс. Наши удилища длиной 12–24 фута упакованы в изготовленные на заказ деревянные ящики для защиты от толчков и сохранения прямолинейности руля. В дополнение к деревянным ящикам более крупные предметы также могут быть упакованы в скид-боксы, соединенные непосредственно с деревянными поддонами для удобства транспортировки и хранения. Изделия меньшего размера, такие как заклепки, идеально подходят для коробок из гофрированного картона с прочными слоями разделителей и бумаги, чтобы избежать надрезов. 2. Защитная внутренняя часть Для поддержания качества отделки и мастерства наших нитей компания Rolled Threads Unlimited предлагает различные защитные покрытия внутри наших деревянных или картонных коробок. По запросу клиента мы можем включить рукава, трубки, пенопласт, пузырчатую пленку и сверхпрочные картонные трубки, которые обеспечивают дополнительный уровень защиты в процессе транспортировки. 3. Покрытия для защиты от коррозии Дополнительные уровни защиты могут быть предусмотрены для деталей, подверженных коррозии в зависимости от условий хранения. Компания Rolled Threads Unlimited может защитить эти детали с помощью спрея для предотвращения ржавчины и антикоррозийной бумаги. Выделение дополнительного времени для обеспечения надлежащей упаковки вашей продукции является частью нашей приверженности обеспечению качества и обслуживанию клиентов. Для получения дополнительной информации о нашей индивидуальной упаковке фитингов свяжитесь с нами сегодня.
По запросу клиента мы можем включить рукава, трубки, пенопласт, пузырчатую пленку и сверхпрочные картонные трубки, которые обеспечивают дополнительный уровень защиты в процессе транспортировки. 3. Покрытия для защиты от коррозии Дополнительные уровни защиты могут быть предусмотрены для деталей, подверженных коррозии в зависимости от условий хранения. Компания Rolled Threads Unlimited может защитить эти детали с помощью спрея для предотвращения ржавчины и антикоррозийной бумаги. Выделение дополнительного времени для обеспечения надлежащей упаковки вашей продукции является частью нашей приверженности обеспечению качества и обслуживанию клиентов. Для получения дополнительной информации о нашей индивидуальной упаковке фитингов свяжитесь с нами сегодня.
Доступны полные лабораторные испытания
10 июня 2022 г.
•
Rolled Threads Unlimited гордится тем, что является лидером в отрасли резьбонакатного производства. Мы никогда не срезаем углы, когда речь идет о качестве, честности или обслуживании клиентов.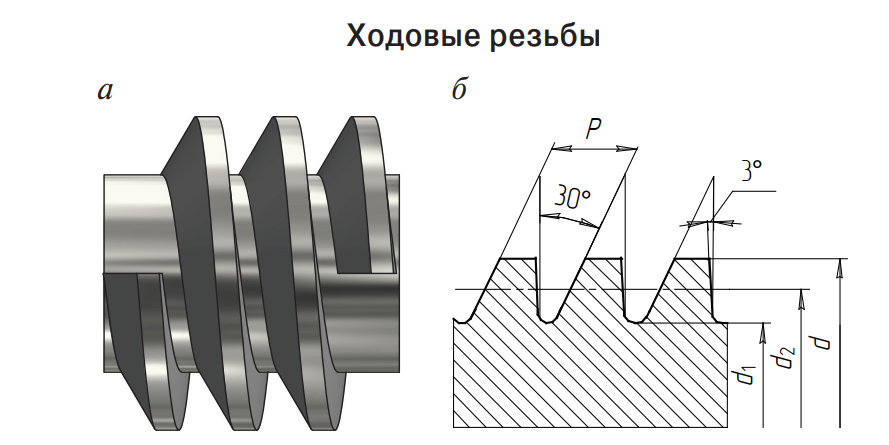 Чтобы быть уверенными, что мы остаемся на шаг впереди, наши инновации никогда не останавливаются. Один из способов сделать это — предложить всесторонние лабораторные испытания для обеспечения целостности, прилегания и качества крепежа. С помощью разрушающего и неразрушающего контроля мы можем проверить широкий спектр спецификаций. Сертификаты доступны даже для металлургических испытаний через наших поставщиков металлургических лабораторий. Испытания включают: · Ультразвуковой контроль для обнаружения внутренних дефектов · Испытание пробной нагрузкой для определения предела упругости крепежных изделий · Испытание магнитными частицами для обнаружения поверхностных и подповерхностных несплошностей · Испытание по Шарпи для определения ударной вязкости стали при низких температурах · Полное химическое испытание и испытание материала Услуги по проверке Предложение полного лабораторного тестирования — это лишь один из элементов нашей приверженности качеству. Наша система управления качеством позволяет нам постоянно поставлять продукцию, которая отвечает потребностям и спецификациям наших клиентов.
Чтобы быть уверенными, что мы остаемся на шаг впереди, наши инновации никогда не останавливаются. Один из способов сделать это — предложить всесторонние лабораторные испытания для обеспечения целостности, прилегания и качества крепежа. С помощью разрушающего и неразрушающего контроля мы можем проверить широкий спектр спецификаций. Сертификаты доступны даже для металлургических испытаний через наших поставщиков металлургических лабораторий. Испытания включают: · Ультразвуковой контроль для обнаружения внутренних дефектов · Испытание пробной нагрузкой для определения предела упругости крепежных изделий · Испытание магнитными частицами для обнаружения поверхностных и подповерхностных несплошностей · Испытание по Шарпи для определения ударной вязкости стали при низких температурах · Полное химическое испытание и испытание материала Услуги по проверке Предложение полного лабораторного тестирования — это лишь один из элементов нашей приверженности качеству. Наша система управления качеством позволяет нам постоянно поставлять продукцию, которая отвечает потребностям и спецификациям наших клиентов. Мы стремимся удовлетворить все требования клиентов и предоставить бездефектную продукцию. Свяжитесь с нами сегодня, чтобы узнать больше о наших полных лабораторных испытаниях и обеспечении качества.
Мы стремимся удовлетворить все требования клиентов и предоставить бездефектную продукцию. Свяжитесь с нами сегодня, чтобы узнать больше о наших полных лабораторных испытаниях и обеспечении качества.
Rolled Threads Unlimited расширяется!
02 мая 2022 г.
•
Rolled Threads Unlimited с радостью сообщает, что мы недавно увеличили наши производственные площади на 5000 квадратных футов. Дополнительное здание, расположенное на том же участке, что и наше нынешнее производственное предприятие в Вокеше, штат Висконсин, в настоящее время используется для подготовки материала и места для дополнительного вспомогательного оборудования для нарезания резьбы. «В этом году мы наблюдаем огромный рост заказов. Это дополнительное пространство станет ключевой частью наших планов роста», — сказал Тед Ладки, президент Rolled Threads Unlimited. «Мы намерены добавить оборудование и, возможно, расширить это новое пространство в будущем. Следите за обновлениями!» Будущая планировка и эксплуатация здания планируются и будут включать зоны, предназначенные для увеличения наших производственных мощностей за счет добавления новых резьбонакатных станков, вспомогательных операций и упаковочных ячеек. Огромное спасибо нашей невероятной клиентской базе, чья приверженность Rolled Threads Unlimited позволила нам продолжать расти! Обязательно подпишитесь на нашу ежеквартальную рассылку новостей, чтобы получать новости о нашем расширении и текущих предложениях продуктов.
Огромное спасибо нашей невероятной клиентской базе, чья приверженность Rolled Threads Unlimited позволила нам продолжать расти! Обязательно подпишитесь на нашу ежеквартальную рассылку новостей, чтобы получать новости о нашем расширении и текущих предложениях продуктов.
За пределами насоса: влияние высоких цен на топливо
05 апр, 2022
•
Все мы видели в местных новостях репортеры, рассказывающие местным водителям об их шоке из-за цен на бензин. Тем не менее, мы редко видим, чтобы фокус историй о стремительном росте цен на топливо выходил за рамки просто цены на заправке. Все мы, занятые в производстве, прекрасно осознаем, насколько резкое увеличение стоимости топлива влияет почти на все, что мы делаем: смазочные материалы, пластмассы, цены на сталь и топливные надбавки при поставках. И это лишь некоторые из многих затронутых элементов. В этой статье обсуждается еще несколько предметов, цены на которые, как ожидается, будут продолжать расти. Будем надеяться, что в ближайшее время мы увидим снижение цен на нефтепродукты.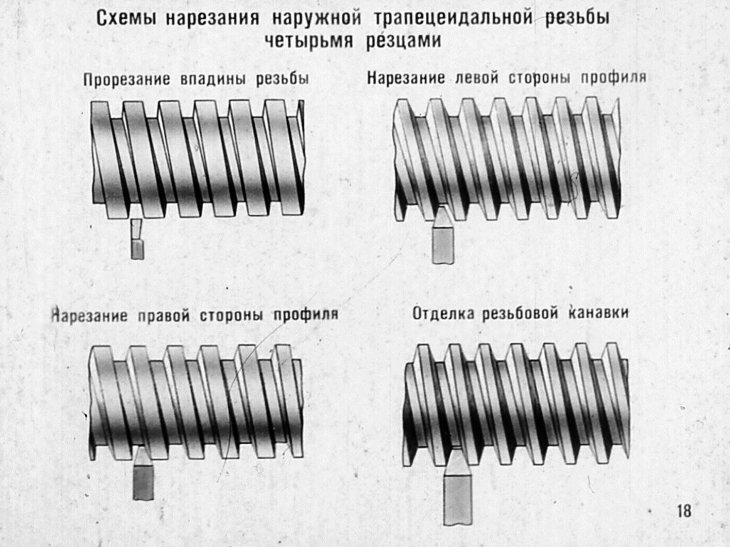 На некоторые удивительные продукты влияют высокие цены на газ: «Мы определенно увидим повышение цен». Повышенные цены на сырую нефть могут означать более высокие цены на продукты, полученные из нефти — от шин до кровельной черепицы и пластиковых контейнеров. Нефтяная промышленность затрагивает огромное количество повседневных продуктов — тысячи. Вот лишь некоторые из продуктов, которые частично получены из нефти. · Пластиковые контейнеры · Пластиковые игрушки/мелки · Одежда из нейлона или полиэстера · Косметика · Очки · Ковры · Краска/чернила · Мебель · Изоляция По данным ААА, в среднем по стране цены на бензин составляют 4,32 доллара за галлон. Читать полностью статью
На некоторые удивительные продукты влияют высокие цены на газ: «Мы определенно увидим повышение цен». Повышенные цены на сырую нефть могут означать более высокие цены на продукты, полученные из нефти — от шин до кровельной черепицы и пластиковых контейнеров. Нефтяная промышленность затрагивает огромное количество повседневных продуктов — тысячи. Вот лишь некоторые из продуктов, которые частично получены из нефти. · Пластиковые контейнеры · Пластиковые игрушки/мелки · Одежда из нейлона или полиэстера · Косметика · Очки · Ковры · Краска/чернила · Мебель · Изоляция По данным ААА, в среднем по стране цены на бензин составляют 4,32 доллара за галлон. Читать полностью статью
Накатанные резьбы без ограничений и состояние рынка
01 марта 2022 г.
•
Производители по всей стране сталкиваются с аналогичными проблемами на современном рынке. Доступность материалов, нехватка рабочей силы, рост затрат и увеличение сроков выполнения заказов, а также постоянный спрос затрагивают всех. Rolled Threads Unlimited активно уведомляет наших клиентов о любых предсказуемых повышениях цен, сроках поставки и потенциальной нехватке материалов, чтобы их потребности в деталях можно было спланировать и удовлетворить. Мы призываем наших клиентов размещать заказы как можно скорее, чтобы у них было время на закупку материалов и изготовление деталей. И вот почему: Доступность сырья: в последнем квартале 2021 года стало труднее добывать некоторые типы материалов, хотя в основном это были материалы более экзотических типов. Однако в начале 2022 года даже обычные материалы, такие как нержавеющая сталь серии 300 и сплавы 4140, становится все труднее добывать, поскольку дистрибьюторы сталкиваются с низкими поставками и увеличенными сроками выполнения заказов. Затраты на сырье: Меньшее предложение и устойчивый спрос привели к увеличению затрат почти на все типы материалов. Увеличенное время выполнения заказа: как при производстве стали, так и на протяжении всего производственного процесса время выполнения заказа увеличивается.
Rolled Threads Unlimited активно уведомляет наших клиентов о любых предсказуемых повышениях цен, сроках поставки и потенциальной нехватке материалов, чтобы их потребности в деталях можно было спланировать и удовлетворить. Мы призываем наших клиентов размещать заказы как можно скорее, чтобы у них было время на закупку материалов и изготовление деталей. И вот почему: Доступность сырья: в последнем квартале 2021 года стало труднее добывать некоторые типы материалов, хотя в основном это были материалы более экзотических типов. Однако в начале 2022 года даже обычные материалы, такие как нержавеющая сталь серии 300 и сплавы 4140, становится все труднее добывать, поскольку дистрибьюторы сталкиваются с низкими поставками и увеличенными сроками выполнения заказов. Затраты на сырье: Меньшее предложение и устойчивый спрос привели к увеличению затрат почти на все типы материалов. Увеличенное время выполнения заказа: как при производстве стали, так и на протяжении всего производственного процесса время выполнения заказа увеличивается. У многих из наших партнеров-поставщиков время выполнения заказа увеличилось более чем в два раза по сравнению с прошлым годом. Мы искренне ценим продолжение бизнеса нашего клиента. Rolled Threads Unlimited стремится ограничить проблемы, вызванные текущим рынком. Если есть способ сократить время выполнения заказа на какой-либо товар, который мы производим, мы его ищем! Свяжитесь с нами по адресу [email protected] или по телефону 262-547-6160, чтобы обсудить, как мы можем помочь с вашими потребностями в нарезке резьбы.
У многих из наших партнеров-поставщиков время выполнения заказа увеличилось более чем в два раза по сравнению с прошлым годом. Мы искренне ценим продолжение бизнеса нашего клиента. Rolled Threads Unlimited стремится ограничить проблемы, вызванные текущим рынком. Если есть способ сократить время выполнения заказа на какой-либо товар, который мы производим, мы его ищем! Свяжитесь с нами по адресу [email protected] или по телефону 262-547-6160, чтобы обсудить, как мы можем помочь с вашими потребностями в нарезке резьбы.
Краткое руководство по метрической резьбе
07 фев, 2022
•
В 1876 году в Европе была представлена первая метрическая резьба. После многих лет и многочисленных стандартизаций стандартная метрическая резьба ISO стала глобальным стандартом почти во всех отраслях промышленности. И за последние 50 лет, когда предприятия пытались стандартизировать глобальные стандарты, компании начали производить материалы на основе метрической системы, чтобы сэкономить время и деньги.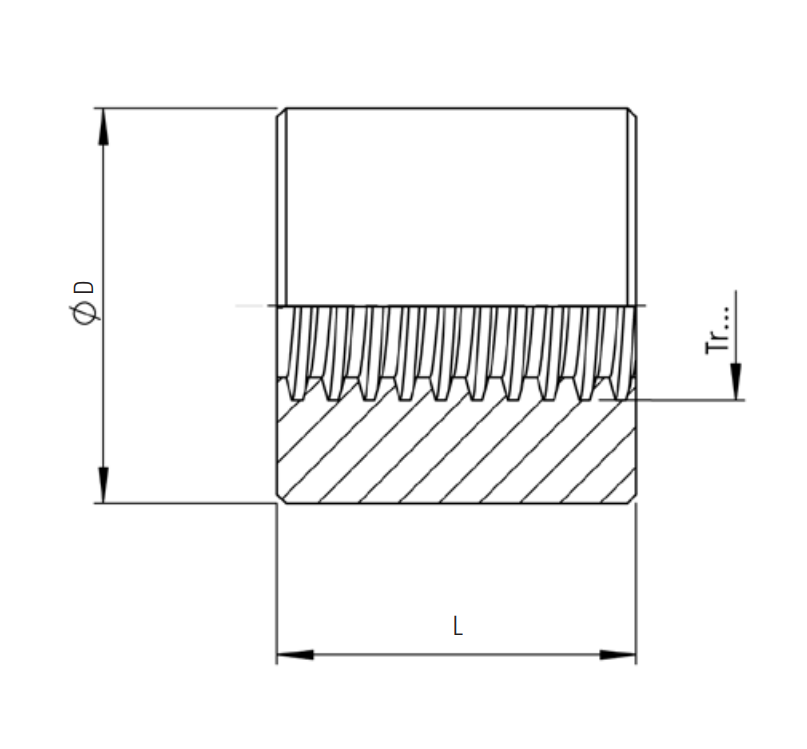 Меньше преобразований единиц измерения, меньше необходимых инструментов и более доступные материалы сделали метрическую резьбу наиболее распространенным винтом, используемым во всем мире. Метрическая резьба ISO состоит из симметричной V-образной резьбы с V-образными боковыми сторонами, расположенными под углом 60° друг к другу. Метрические резьбы доступны в широком диапазоне материалов, стилей и размеров для каждой отрасли. В Rolled Threads Unlimited наши доступны с многозаходной резьбой и правой/левой резьбой. Наши возможности метрической прокатки варьируются от: · Диаметр от 2 мм до 160 мм · Шаг от 0,4 мм до 8 мм с профилями M и MJ · Классы посадки включают 4e, 4g, 4h, 6e, 6g, 6h и измененные размеры Символ «M» указывает номинальный наружный диаметр или резьбу, указанную в миллиметрах, обычно называемую «большим» диаметром. Это помогает определить диаметр отверстия с гладкими стенками, через которое будет проходить наружная резьба для соединения с другим компонентом. Например, винт M6 имеет внешний диаметр 6 миллиметров и подходит для отверстия, просверленного до 6 миллиметров в диаметре.
Меньше преобразований единиц измерения, меньше необходимых инструментов и более доступные материалы сделали метрическую резьбу наиболее распространенным винтом, используемым во всем мире. Метрическая резьба ISO состоит из симметричной V-образной резьбы с V-образными боковыми сторонами, расположенными под углом 60° друг к другу. Метрические резьбы доступны в широком диапазоне материалов, стилей и размеров для каждой отрасли. В Rolled Threads Unlimited наши доступны с многозаходной резьбой и правой/левой резьбой. Наши возможности метрической прокатки варьируются от: · Диаметр от 2 мм до 160 мм · Шаг от 0,4 мм до 8 мм с профилями M и MJ · Классы посадки включают 4e, 4g, 4h, 6e, 6g, 6h и измененные размеры Символ «M» указывает номинальный наружный диаметр или резьбу, указанную в миллиметрах, обычно называемую «большим» диаметром. Это помогает определить диаметр отверстия с гладкими стенками, через которое будет проходить наружная резьба для соединения с другим компонентом. Например, винт M6 имеет внешний диаметр 6 миллиметров и подходит для отверстия, просверленного до 6 миллиметров в диаметре. Наши спецификации для них включают: · ANSI/ASME B1.13M · ASME/ANSI B1.21M Обладая ассортиментом, включающим более 350 комплектов плашек для накатки метрической резьбы с широким выбором шагов резьбы и диаметров отделки, Rolled Threads Unlimited обладает качеством части, чтобы выполнить свою работу. Свяжитесь с нами сегодня, чтобы узнать больше.
Наши спецификации для них включают: · ANSI/ASME B1.13M · ASME/ANSI B1.21M Обладая ассортиментом, включающим более 350 комплектов плашек для накатки метрической резьбы с широким выбором шагов резьбы и диаметров отделки, Rolled Threads Unlimited обладает качеством части, чтобы выполнить свою работу. Свяжитесь с нами сегодня, чтобы узнать больше.
4 причины проблем с цепочками поставок
14 января 2022 г.
•
Проблемы с цепочками поставок в прошлом году стали причиной задержек, дефицита и проблем во множестве отраслей. С продолжением глобальной пандемии производители могут рассчитывать на то, что эти проблемы сохранятся и в новом году. Rolled Threads Unlimited взяла на себя обязательство быть прозрачными, пока мы преодолеваем этот кризис и адаптируемся к потребностям наших клиентов. Мы обнаружили, что проблемы с цепочками поставок можно свести к следующим четырем источникам: Повышенный спрос: спрос начал расти, когда глобальная экономика снова открылась ближе к концу 2020 года.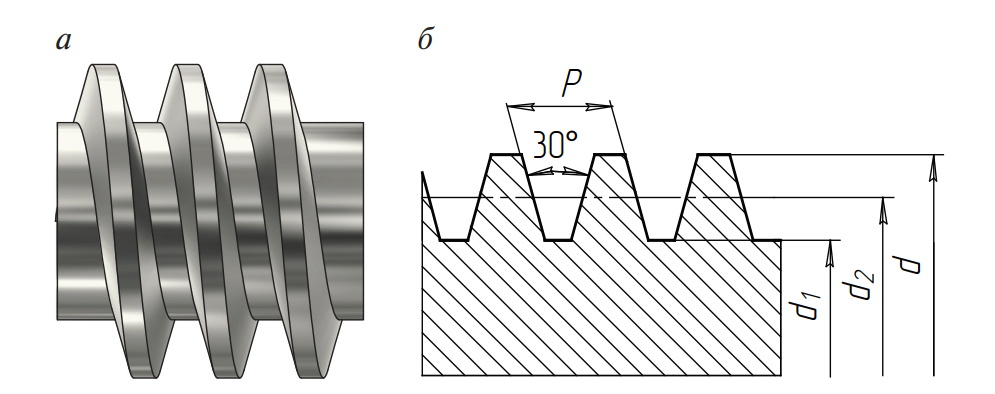 В большинстве отраслей спрос остается таким же или немного выше, чем до пандемия. По мере того, как все больше рынков начинают ускоряться, спрос тоже будет расти. Предложение: Большинство поставщиков сократили запасы за последние полтора года из-за сокращения заказов и неопределенности на рынке. Как только спрос на запасы увеличился, стало труднее конкурировать с дефицитом. Труд: когда спрос и предложение упали, упала и рабочая сила, что привело к увольнениям и увольнениям сотрудников. Когда рынки начали открываться и спрос начал расти, многим отраслям было трудно поддерживать или поддерживать свою деятельность с ограниченной рабочей силой. Логистика: Контейнеры, грузовые суда и другие транспортные операции были удалены или значительно сокращены из-за более низкого спроса и ограниченных операций. Когда рынки начали открываться, дела задерживались и продолжают задерживаться из-за отсутствия логистической инфраструктуры и рабочей силы. Как Rolled Threads адаптируется? Мы поддерживаем тесную связь с нашими клиентами и поставщиками от начала до конца.
В большинстве отраслей спрос остается таким же или немного выше, чем до пандемия. По мере того, как все больше рынков начинают ускоряться, спрос тоже будет расти. Предложение: Большинство поставщиков сократили запасы за последние полтора года из-за сокращения заказов и неопределенности на рынке. Как только спрос на запасы увеличился, стало труднее конкурировать с дефицитом. Труд: когда спрос и предложение упали, упала и рабочая сила, что привело к увольнениям и увольнениям сотрудников. Когда рынки начали открываться и спрос начал расти, многим отраслям было трудно поддерживать или поддерживать свою деятельность с ограниченной рабочей силой. Логистика: Контейнеры, грузовые суда и другие транспортные операции были удалены или значительно сокращены из-за более низкого спроса и ограниченных операций. Когда рынки начали открываться, дела задерживались и продолжают задерживаться из-за отсутствия логистической инфраструктуры и рабочей силы. Как Rolled Threads адаптируется? Мы поддерживаем тесную связь с нашими клиентами и поставщиками от начала до конца.