Как сварить бронзу в домашних условиях. Сварка бронзы
Сварка бронзы в домашних условиях
Сварка бронзы используется для того чтобы производить не только сваривание металла, но и для исправления дефектов литья и наплавки металла на детали. Бронза с высоким содержанием алюминия практически не поддается сварке с применением стандартных приемов в работе. Тугоплавкая окись алюминия практически не позволяет работать, сваривая металл.
Бронза сваривается с помощью угольных, не плавящихся вольфрамовых и металлических электродов. Сваривание бронзы производится быстро с ограниченным нагреванием основного металла и размера сварочной ванны, ускоряя затвердевание и охлаждение ванны. Как присадку используют прутки из бронзы с большим содержанием фтора, а флюсы с подогревом при угольной дуге не являются обязательными.
Отличные результаты достигаются за счет сваривания металлическими электродами с бронзовым отлитым стержнем. Газовое сваривание бронзы производят, предварительно подогревая свариваемую деталь до температуры 450 градусов по Цельсию. Для работы используются специальные присадочные прутки, которые наиболее близки или идентичны по составу к свариваемому металлу. Диаметр присадочных прутков колеблется в пределах 5 – 8 миллиметров. Бронза – это жидко текучий металл, поэтому ее сваривают только в нижнем положении сварного шва.
В работе с бронзой нужно быть внимательным, потому что при температуре от 550 до 650 градусов по Цельсию бронзовые детали становятся хрупкими и имеют низкую прочность. Флюс для сварки бронзы должен иметь такой состав: бур – 50%, борная кислота – 35% и 15% фосфористокислого натрия. После проведения сварочных работ, требуется произвести отжиг при температуре 450 – 500 градусов по Цельсию и в дальнейшем охлаждая детали в воде. Сварочный шов можно подковать при сваривании прокатной бронзы, а газовая сварка дает прочность 75 – 90% от прочностных качеств основного металла.
Сваривание стали и цветных металлов разительно отличается, потому что у цветных металлов есть свои свойства, которые отличаются от свойств стали и чугуна. Отличиями цветных металлов является высокая теплопроводность, высокая скорость вступления в реакцию с газами, которые содержатся в атмосфере. Для того чтобы исключить такие действия, необходимо правильно подобрать способ сварки и подготавливать детали к сварке по предоставленной инструкции.
Благодаря развитию современных технологий сваривания, работу с бронзой можно производить не только на предприятии, но и в обычных домашних условиях, под водой и даже в космосе. Процедура сваривания бронзы зависит от химических и физических свойств свариваемого металла. Для работы с бронзой применяется газовое сваривание, потому как его можно считать одним из несложных способов сварки металлов, соответствующих бронзе по свойствам и химическому составу.
3g-svarka.ru
Сварка бронзы, латуни и медноникелевых сплавов
СВАРКА И РЕЗКА МЕТАЛЛОВ
Сварка бронзы. Производится при ремонте, исправлении брака литья или обработки, наплавке. Бронзовые изделия можно сваривать с предварительным подогревом до 350—450° и без него. Прочность бронзы при высоких температурах понижается. Поэтому деталь перед сваркой следует тщательно закреплять во избежание / повреждения от случайных толчков и ударов. При нагревании оло - вянистой бронзы свыше 550° из нее выделяется олово в виде шариков, скользящих по поверхности металла, быстро окисляющихся и образующих белый осадок окиси олова. На месте выделившегося олова остаются пустоты, придающие наплавленному металлу пористость и уменьшающие его прочность.
Дуговая сварка бронзы производится металлическим или угольным электродом в нижнем положении. Сварку металлическим электродом производят на постоянном токе при обратной полярности. При сварке угольным электродом применяют прямую полярность. Ток берут из расчета 30—40 а на 1 мм диаметра металлического электрода. Можно применять и переменный ток, но для большей устойчивости горения дуги выбирать его из расчета 75— 80 а на 1 мм диаметра электрода. Сварку ведут возможно быстрее, без перерывов и поперечных движений электрода.
После сварки литые бронзовые детали отжигают при 450— 500°. Прокатанную бронзу после сварки проковывают в холодном состоянии для получения плотного и урочного металла шва.
Фосфористую бронзу сваривают металлическими электродами состава: 9—11% олова, 0,5—1% фосфора, остальное — медь. Для сварки оловянистой бронзы берутся прутки, содержащие: 8% цинка, 3% олова, 6% свинца, 0,2% фосфора, 0,3% никеля, 0,3% железа, остальное — медь. Прутки для сварки алюминиевой бронзы имеют состав: 8,5—9,5% алюминия, 1,5—2,5% марганца, 1% железа, остальное — медь.
При сварке фосфористой бронзы в качестве покрытия применяют смесь из 75—80% борного шлака и 25—20% жидкого стекла. Борный шлак получают расплавлением в тигле смеси из 4—5% порошка магния и 95—96% плавленой буры с последующим размельчением ее и просеиванием через сито с 900—1000 отв/см2. Для сварки алюминиевой бронзы используют покрытие состава: 42% хлористого калия, 20% хлористого натрия, 38% криолита, 20—30% жидкого стекла от веса сухой части покрытия.
Если сварку производят угольным электродом, то в качестве присадочного прутка используют проволоку того же состава, что и при сварке металлическим электродом. Флюсом служит смесь из сухих веществ покрытия приведенного выше состава, которую подсыпают в сварочную ванну.
Наплавка бронзой стальных и бронзовых изделий. Поверхности деталей, работающих на трение, наплавляют литыми или прокатанными электродами из бронзы ОСЦ-5-3-20 или АЖ-9-4 состава:
Марка ОСЦ-5-3-20
°/
/о
TOC o "1-5" h z Олово..................... 4—5
Цинк....................... 2—3
Свинец.................... 20—21
Медь.................... остальное
Марка АЖ-9-4
Алюминий................. 5—9
Железо........................ 4—5
Медь................... остальное
Электроды отливаются в формы при температуре 1200*. Шихту расплавляют в графитовом тигле, на коксовом горне или в электропечи. После отливки поверхность электродов зачищают до металлического блеска. Диаметр электрода 7—8 мм. Наплавка
производится голыми электродами, постоянным током при обратной полярности из расчета 30—35 а на 1 мм диаметра электрода.
Наплавляемая поверхность предварительно очищается с помощью зубила, пескоструя или обработкой на станке, тщательно обезжиривается и посыпается прокаленной при 500—550“ бурой слоем 0,5 мм. Наплавку ведут непрерывно, отдельными валиками, при длине дуги 3—4 мм. После наплавки каждый валик тщательно очищают стальной щеткой и проковывают легкими ударами молотка. Наплавку производят в несколько слоев; толщина каждого слоя 2—3 мм. После наплавки деталь медленно охлаждают в сухом песке.
При наплавке электродами из алюминиевой бронзы АЖ-9-4 на электрод наносится покрытие того же состава, что и при сварке алюминиевой бронзы. Толщина слоя покрытия 2—2,5 мм. После сушки на воздухе в течение 8 час электроды с покрытием прокаливают в течение 1,5—2 час при 140°. Наплавку производят на постоянном токе при прямой полярности, равным 40 а на 1 мм диаметра стержня электрода. В процессе наплавки поверхность Детали посыпают слоем 0,5 мм сухой порошкообразной смеси, применяемой для приготовления покрытия.
Для наплавки можно применять угольные электроды, используя в качестве присадочного материала прутки из бронзы АЖ-9-4, покрытые указанным выше составом. Сварка ведется на постоянном токе при обратной полярности.
Для угольного или графитового электрода диаметром 10—12 мм ток должен быть 300—350 а. Наплавляемая поверхность засыпается сухим порошком состава: 5096 криолита, 25% хлористого калия, 25% хлористого натрия. Длина дуги при наплавке угольным электродом должна равняться 7—8 мм.
Сварка латуни. Латунь представляет собой сплав меди с цинком, имеющий температуру плавления 1060—1100°. При дуговой сварке происходит интенсивное испарение цинка из латуни, что является основной причиной пористости металла шва. В процессе сварки латуни происходит также поглощение расплавленным металлом водорода, который не успевает выделиться при застывании жидкого металла и образует газовые пузырьки и поры. Это создает дополнительную поверхность, увеличивающую испарение цинка и пористость металла шва. Водород попадает в жидкий металл из покрытия или флюса.
При сварке латуни металлическим электродом применяют постоянный ток при прямой полярности. Сварка ведется в нижнем положении очень короткой дугой. Ток для электрода диаметром 5 мм должен колебаться в пределах 250—275 а, скорость сварки — не менее 0,3—0,4 м/мин. После сварки шов проковывают, а затем отжигают при 600—650°. При содержании меди менее 60% проковка производится в горячем состоянии при температуре выше 700°. Если в латуни содержится более 60% меди, проковку производят в холодном состоянии. Латунь следут сваривать в один слой. Многослойная сварка не рекомендуется, так как приводит к появлению трещин.
В качестве электрода используется проволока из латуни следующего состава: 38,5—42,5% цинка, 4—5% марганца, 0,5% алюминия, 0,5—1,5% железа, 1% прочих примесей, остальное — медь. Проволока имеет покрытие, состоящее из 30% марганцевой руды, 30% титанового концентрата, 15% ферромарганца, 20% мела, 5% сернокислого калия, 35% жидкого стекла к сумме сухих частей обмазки. Покрытие наносится слоем 0,2—0,3 мм. На покрытие, после его затвердевания наносится слой флюса толщиной 0,9—1,1 мм. В качестве флюса берут борный шлак, замешанный на жидком стекле в тех же пропорциях, что и при сварке бронзы.
При сварке латуни угольным электродом используют такие же флюсы и сварочные режимы, как и при сварке меди. Составы присадочной проволоки приведены в табл. 49.
Таблица 49
| Присадочная проволока, применяемая при сварке латуни угольным электродом
|
Хорошие результаты при сварке латуни угольной дугой дает проволока из латуни ЛЦМ-40-4,5, содержащая 40% цинка и 4,5% марганца. В этом случае в качестве флюса применяют молотый борный шлак или буру.
Автоматическая сварка латуни плавящимся электродом под флюсом. Этот способ исследован В. Т. Золотых. Сварка осуществляется с помощью сварочных головок или сварочных тракторов, используемых при сварке стали. Возможна шланговая полуавтоматическая и автоматическая сварка. В качестве плавящегося электрода используется медная проволока Ml, М2 или М3. Сварка ведется на постоянном токе при обратной полярности. Применяется флюс AH-348UI или ОСЦ-45; на 100 весовых частей флюса добавляется 10 весовых частей борной кислоты и 20 весовых частей кальцинированной соды, смесь переплавляется и гранулируется. Кромки свариваемых листов обрезают под прямым углом к поверхности листа и перед сваркой зачищают на ширину 50 мм в обе стороны от шва.
Стыкуемые листы собирают в приспособлении, обеспечивающем плотное и равномерное их сжатие по всей длине шва.. Зазор между кромками не должен превышать 1 мм. Смещение кромок при сборке (депланация) не должно превышать 1 мм для листов толщиной до 10 мм и 1,5 ли* для листов от 10 до 15 мм. Перед сваркой листы прихватывают с помощью того же автомата, на котором производится сварка. Количество прихваток должно быть наименьшим. В процессе сварки прихватки перекрываются основным швом. Начало и конец шва выводятся на планки, временно привариваемые к обоим концам листов. Сварка может быть односторонней и двухсторонней.
Для формирования обратной стороны шва одностороннюю сварку ведут на остающейся подкладке из латуни JI-62 толщиной до 0,8 мм и шириной до 7 мм.
Двухсторонней сварке подвергают листы толщиной свыше8 ли*. Первый слой сваривают на флюсовой подушке. Второй слой сваривают после тщательной очистки первого слоя от окислов и остатков флюса.
Флюс посыпают слоем в 20—30 мм. Вылет электрода из мундштука должен составлять 15—45 мм. Режимы сварки приведены в табл. 50.
Таблица 50
| Режимы автоматической сварки латуни плавящимся электродом под флюсом
|
Предел прочности металла шва при сварке латуни JI-62 этим способом составляет 27—30 кгс/мм2, угол загиба не менее 120°. Ч Шов после сварки очищают от остатков флюса и проковывают.
Сварка медноникелевых сплавов. Медноникелевые сплавы, например МНЖ5-1, используются для изготовления труб, устойчивых против действия морской воды, вызывающей коррозию чистой меди и сплавов меди с цинком (латуни). Эти трубы широко применяются в судостроении. Состав сплава МНЖ5-1 следующий: 4,4—
5% никеля, 1—1,5% железа, остальное—медь. Содержание в сплаве таких примесей, как мышьяк, сера, свинец и фосфор, не должно превышать 0,01% каждого, сурьмы — ие более 0,005%, висмута — не более 0,002%, углерода — не более 0,03% и кислорода — не
более 0,1%. В отожженном состоянии предел прочности этого сплава равен 22—27 кгс/мм2, в нагартованном — 47 кгс/мм2.
Сварка производится на постоянном токе при обратной полярности. При медленном охлаждении наплавленного металла возможно выделение железа из сплава, что ухудшает его антикоррозийные свойства. Поэтому сварка должна производиться с максимальной скоростью за один проход и без задержки электрода на. одном месте.
В качестве электрода применяется медноникелевая проволока из сплава МН5 с покрытием состава: 17,5% марганцевой руды, 32,1% плавикового шпата, 16,1% серебристого графита, 32,1% ферросилиция пассивированного, 2,2% алюминия в порошке. Толщина покрытия 0,4 мм. Режимы сварки медноникелевых сплавов приведены в табл. 51. .
Таблица 51
| Режимы сварки медноникелевых сплавов
|
Особенно вредной примесью в никеле является сера, образующая сернистый никель (NiS), располагающийся по границам зерен и способствующий образованию трещин. Применение проволоки марки НМц-2,5, содержащей 2,5% марганца, уменьшает вредное влияние серы, так как марганец связывает серу, образуя с ней соединение MnS, более тугоплавкое, чем NiS. Однако марганец ухудшает устойчивость никеля против коррозии. При сварке проволокой НМц-2,5 применяется покрытие УОНИ-13/45. Проволокой НМц-2,5 или проволокой из чистого никеля Н1 можно сваривать никель автоматически с применением бескислородных флюсов БКФ и БКФТ.
msd.com.ua
Сварка бронзы аргоном
Аргонодуговая сварка бронзы производится в случае обнаружения дефектов литья или при образовании дефектов при наплавке и в других случаях. Бронзовые детали свариваются с предварительным подогревом приблизительно до 350 – 400 градусов по Цельсию. Крупные изделия подогреваются до 500 – 600 градусов. Прочность бронзы при высокой температуре значительно понижается, поэтому деталь перед свариванием нужно хорошо закреплять, чтобы во время сварочного процесса случайно ее не повредить.
После сваривания бронзовые детали подвергаются отжигу с подогревом до 700 градусов. Выдерживаются детали при такой температуре от 3 до 5 часов. Подогрев отливок начинается с температуры 200 градусов, и температура повышается приблизительно на 100 градусов в час. Для отливок, которые выполняют ответственные задачи, применяется температура до 750 градусов по Цельсию. Прокатанная бронза подвергается проковке в холодном состоянии. Делается это для повышения плотности и прочности металла сварочного шва.
При сваривании угольными электродами используется постоянный ток прямой полярности. Для сваривания оловянистой бронзы используют прутки, в составе которых 8% цинка, 3% олова, 0,2 фосфора, 0,3% никеля, 0,3% железа, 0,2% свинца. Остальным материалом является медь. Для бронз других видов используются прутки такого же состава, из которого состоит основной свариваемый металл.
Сваривание бронзы находит широкое применение. Наилучшие результаты сваривания дает сварка на постоянном токе обратной полярности. Величина сварочного тока составляет 30 – 40 Ампер на 1 миллиметр диаметра сварочного электрода. Если при сваривании используется переменный ток, то для того чтобы повысить устойчивость горения дуги, нужно повышать силу тока до 75 – 80 Ампер на 1 миллиметр диаметра электрода. Также в такой ситуации Вы можете воспользоваться осциллятором.
Сваривание бронзы ведут без перерыва в один слой. При сваривании электрод должен находиться практически перпендикулярно к поверхности металла. Для того чтобы лучше удалять газы с поверхности сварочного шва делаются зигзагообразные движения. Для того чтобы получить максимальную высоту напайки нужно вести дугу с предварительной формовкой места наплавки при наклоне до 15 градусов к горизонтальному положению. Если сваривание производится без подогрева, то для этой работы применяется больший сварочный ток.
Если сваривание бронзы производилось в соответствии с требованиями, то механические свойства сварочного шва получаются примерно такими же, как и свойства основного металла. Для прокатных бронз применяется сварка в аргоне с использованием неплавящихся электродов, например вольфрамовых.
Нередко бронзу сваривают газовой сваркой. В таком случае сваривание ведется с подогревом детали до 450-и градусов по Цельсию. Сварочное пламя обязательно должно быть восстановительным, потому что если оно будет иметь окислительные свойства, то содержание олова, алюминия и кремния сильно сократиться.
3g-svarka.ru
Газовая сварка бронзы | Сварка и сварщик
Бронзами называют медные сплавы, в которых основными легирующими элементами являются алюминий (Al), олово (Sn), марганец (Mn), кремний (Si) и др. В зависимости от преобладания легирующего элемента определяется и название бронзы. Бронзы делятся на две основные группы - оловянные и безоловянные. Температура плавления оловянных бронз 900-950°С, безоловянных - 950-1080°С. Оловянные бронзы содержат от 3 до 14% Sn, а также Р, Zn, Ni и другие элементы. Олово в бронзе значительно снижает температуру плавления и увеличивает интервал между температурами начала и окончания кристаллизации.
При сварке оловянной бронзы легкоплавкая часть сплава перемещается от середины к поверхности шва. Это приводит к появлению на поверхности шва мелких застывших капель. При сварке оловянных бронз необходимо принимать меры, уменьшающие угар Pb и Zn. Пламя берется строго нормальным, так как окислительное пламя приводит к выгоранию олова, а науглероживающее - увеличивает пористость в металле шва. Мощность сварочного пламени выбирают из расчета ацетилена 70-120 дм3/ч на 1 мм толщины свариваемого металла. Газовую сварку выполняют восстановительной зоной сварочного пламени на расстоянии 7- 10 мм от поверхности свариваемого металла для того, чтобы уменьшить выгорание олова. При газовой сварке литой бронзы применяют предварительный подогрев до температуры 450°С. В качестве присадки согласно ГОСТ 16130-72 используют сварочную проволоку БрОЦ4-3 и БрОФ6,5-0,15. Свариваемые кромки перед сваркой тщательно зачищают. Сварка ведется в нижнем положении, для предупреждения протекания металла используют подкладки из графита. При сварке оловянной бронзы применяют те же флюсы, что и при сварке меди .
Алюминиевые бронзы содержат до 10% Аl. Алюминиевые бронзы обладают высокой коррозионной стойкостью и высокими антифрикционными свойствами. Основные трудности при сварке алюминиевой бронзы вызывает образующаяся тугоплавкая оксидная пленка (Аl2О3). Эта пленка имеет высокую температуру плавления и оседает на дно сварочной ванны. Удаление ее возможно только при применении специальных флюсов. При сварке применяют флюс, содержащий 12-16% фтористого натрия, 20% хлористого натрия, 20% хлористого бария, остальное - хлористый калий. Подготовка к сварке осуществляется так же, как при сварке оловянных бронз. Сварочное пламя берется нормальное, мощность пламени выбирают из расчета расхода ацетилена 120-170 дм3/ч на 1 мм толщины свариваемого металла. В качестве присадка применяют сварочную проволоку БрАЖМц10-3-1,5.
Кремнистые бронзы отличаются высокими механическими свойствами, хорошо свариваются. Предварительный подогрев до температуры 300-350°С осуществляется только для литых деталей сложной формы. Присутствие в бронзе кремния (Si) и марганца (Mn) улучшает ее свариваемость. Сварочное пламя для газовой сварки кремнистых бронз берется строго нормальное. Мощность сварочного пламени выбирается из расчета ацетилена 100 дм3/ч на 1 мм толщины свариваемого металла. Флюсы применяют те же, что и при газовой сварке меди и латуни.
weldering.com
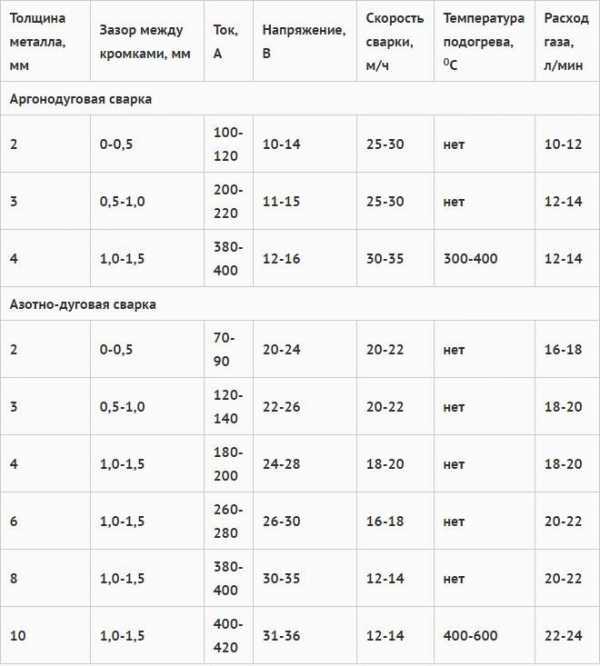
Технология аргонно-дуговой сварки меди и бронзы  Сварка меди осуществляется электродами из вольфрама. Марки этого металла под индексами М-1/М-2 свариваются не только с помощью сварочного аргона. Его в ряде случаев можно заменить азотом или гелием. Если планируется применять аргон, то в качестве присадок потребуются прутки, содержащие разные сплавы. Это может быть хромистая или кремнемарганцовистая медь. Поскольку в состав М-3 входят примеси, которых гораздо больше, нежели в марках М-1/М-2, то шов может получиться хрупким. Однако исследования доказали, что медный лист, толщина которого не превышает три миллиметра, лучше сваривать, используя аргонно-дуговую сварку. При этом процесс проводится на переменном электротоке, а присадка должна быть бронзовой. Чем больше толщина медного листа, тем больше аргона в баллонах потребуется. Так, при толщине один миллиметр расход аргона составит три-четыре кубических дециметра в минуту, а при толщине три миллиметра - шесть-семь кубических дециметров в минуту. Бронза. Особенности сварочного процессаАргонно-дуговая сварка бронзы также выполняется вольфрамовым электродом. Его диаметр должен составлять три с половиной миллиметра. Если необходимо сварить бронзу, толщина которой варьируется от 1,4 до 2,5 миллиметра, то присадочный материал не используется, а сварка производится с помощью постоянного тока, имеющего прямую полярность, либо на переменном электротоке с использованием осциллятора. Для сварки бронзы необходимо купить аргон марки В. Его расход составит от шести-восьми до десяти-двенадцати кубических дециметров в минуту. Чтобы сварить бронзу, под неё подкладывают медь, а швы соединяют встык, не оставляя между ними зазора. Максимальной прочностью обладают швы, выполненные на отожжённой бронзе. Стоит учитывать, что во время сварки металла с толщиной более 1,8 миллиметра возможно образование единичных пор. Они появляются в месте перехода от шва к основе. Это происходит в связи с тем, то в бронзе есть растворённый водород, который поступает из аргона. Кроме этого, поры появляются за счёт того, что в процессе сварки происходит диффузия водорода, который поступает в шов из основы. Влага может содержаться как в аргоне, так и на поверхности бронзы. Также водород поглощается материалом, когда проводится отжиг бронзы в газе. Этот процесс осуществляется в техническом газе, в состав которого входит до 12 процентов водорода. Купить 74 |
Рекомендуем приобрести: Установки для автоматической сварки продольных швов обечаек - в наличии на складе! Высокая производительность, удобство, простота в управлении и надежность в эксплуатации. Сварочные экраны и защитные шторки - в наличии на складе! Защита от излучения при сварке и резке. Большой выбор. Доставка по всей России! Сварка бронзы в основном применяется для исправления дефектных отливок из бронзы, ремонта деталей и наплавки. Бронзы с большим содержанием алюминия почти не поддаются сварке обычными приемами. Например, по этой причине бронзу марки Бр. АЖ9-4 не удавалось заварить из-за тугоплавкой двуокиси алюминия. Бронзу сваривают угольным, металлическим электродами, в среде аргона — вольфрамовым электродом по технологии, аналогичной сварке меди. Сварку бронзы нужно вести быстро, ограничивая нагрев основного металла и размеры ванны, ускоряя охлаждение и затвердевание ванны. В качестве присадки используют прутки из фосфористой бронзы, флюсы и подогрев при сварке угольной дугой не обязательны. Хорошие результаты дает сварка металлическим электродом — литым бронзовым стержнем. Газовая сварка бронзы выполняется с предварительным подогревом до 450°С, присадочные прутки диаметром 5— 8 мм, близкие по химическому составу к свариваемой бронзе. Бронзы очень жидкотекучие, поэтому их сваривают только в нижнем положении шва. При температуре 550—650°С бронзовые детали становятся чрезвычайно хрупкими и малопрочными. Газовое пламя сварочной горелки нормальное, флюс, например, такого состава: бура — 50%, борная кислота — 35%, кислый фосфористо-кислый натрий — 15%. После сварки литых деталей из оловянной или малокремниевой бронзы их отжигают при температуре 450—500°С и охлаждают в воде. Сварной шов проковывают только при сварке прокатной бронзы, но не литой. Газовая сварка бронз дает прочность 75—90% от прочности основного металла. |



 Иногда приходиться стыкаться с такими задачами как сварка латуни аргоном в том или ином масштабе. Сама латунь, как и большинство других цветных металлов достаточно сложная в сварке. Поэтому если вы этим не занимаетесь или впервые нужно сварить поврежденную деталь, выполнить специфический заказ – придется предварительно ознакомиться с проблематикой и особенностями техники сварки этого металла.
Иногда приходиться стыкаться с такими задачами как сварка латуни аргоном в том или ином масштабе. Сама латунь, как и большинство других цветных металлов достаточно сложная в сварке. Поэтому если вы этим не занимаетесь или впервые нужно сварить поврежденную деталь, выполнить специфический заказ – придется предварительно ознакомиться с проблематикой и особенностями техники сварки этого металла.www.samsvar.ru
Сварка - бронза - Большая Энциклопедия Нефти и Газа, статья, страница 1
Сварка - бронза
Cтраница 1
Сварка бронзы и заварка дефектов бронзового литья производится в восстановительном пламени из расчета 100 - 150 л / ч ацетилена на 1 мм толщины металла. Состав флюсов тот же, что и при сварке меди и латуни; присадочная проволока должна быть ближе по составу к свариваемой бронзе. [1]
Сварка бронзы осуществляется как с общим подогревом, так и вез подогрева. Подготовка кромок и разделка раковин производятся так же, как и при сварке чугуна. При сварке с общим подогревом производится заформовка места сварки огнеупорной глиной или графитовыми пластинками. Из-за хрупкости в процессе сварки изделия н должны подвергаться нагрузкам и толчкам. [2]
Сварка бронзы производится строго нормальным пламенем. [3]
Сварка бронзы элеКтродуговая дает удовлетворительные результаты при применении соответствующих электродов и режимов. Применение электродов со стержнем из бронзы БрОЦ10 - 2 может быть рекомендовано для неответственных деталей и заварки незначительных пороков литья. Толщина покрытия должна находиться в пределах 0 05 - 0 15 мм на сторону, так как его увеличение снижает пластические свойства шва. [4]
Сварка бронзы выполняется на постоянном токе обратной полярности при плотности тока 8 - 10 а / ммг. Предварительный подогрев ведется до температуры 350 - 400, но он необязателен. Места сварки следует зачищать до чистого металла. [5]
Сварка бронзы производится так же, как и латуни. В качестве присадочного металла применяют бронзу с присадкой фосфора, алюминия или марганца, которые препятствуют выгоранию олова. После сварки деталь подвергают нагреву до 550 - 600 и быстро охлаждают. [6]
Сварка бронзы осуществляется как с общим подогревом, так и без него. При сварке с общим подогревом производится заформовка места сварки огнеупорной глиной или графитовыми пластинками. Из-за хрупкости в процессе сварки изделия не должны подвергаться нагрузкам и толчкам. [7]
Сварка бронзы электродуговая дает удовлетворительные результаты при применении соответствующих электродов и режимов. [9]
Сварка бронзы производится газовым и дуговым способами. При дуговой сварке электродом является пруток того же состава, что и свариваемый ( Материал с применением флюса, как и при сварке меди. Обмазка электрода выполняется из переплавленной буры, мела и жидкого стекла. После сварки рекомендуется термообработка наплавленного - участка нагревом до температуры 500 - 550 С с последующим охлаждением в холодной воде. [10]
Сварка бронз может производиться как угольными, так и металлическими электродами. Бронзовые детали перед сваркой рекомендуется подогревать до 200 - 550 С. При этом более высокая температура подогрева берется для деталей сложной конфигурации. Для простых деталей в виде втулок температура предварительного подогрева может быть взята меньшей. Сварка бронз производится при исправлении дефектов отливок, ремонте поломанных и изношенных деталей, а также при соединении частей изделий сложной формы. Такие изделия называют свар-нолитыми. [11]
Сварка бронз производится в нижнем или полувертикальном положении. При сварке стыковых швов и заварке сквозных дефектов следует применять подкладки для предупреждения протекания металла. Подкладки делают из стальных листов, асбеста, огнеупорной глины. Форма подкладок должна соответствовать конфигурации внутренней стороны детали в месте сварки. [12]
Сварка бронзы применяется главным образом при ремонте бронзовых литых изделий и производится так же, как сварка латуни, с той лишь разницей, что присадочным материалом служит бронза с присадкой фосфора, алюминия или марганца, препятствующих выгоранию олова. После сварки изделие подвергают отжигу при температуре 500 - 550 и последующему быстрому охлаждению. [13]
Сварка бронзы затруднений не встречает. Как правило, присадочный металл в виде литых стержней диаметром 6 - - 8 мм имеет тот же состав, что и основной. [14]
Сварку бронзы ( сплавы меди с оловом, цинком, алюминием и др.) в основном производят теми же электродами и флюсами, что и сварку латуни и меди. [15]
Страницы: 1 2 3 4
www.ngpedia.ru
Сварка бронзы — studvesna73.ru
Сварка — бронза
Сварка бронзы и заварка дефектов бронзового литья производится в восстановительном пламени из расчета 100 — 150 л / ч ацетилена на 1 мм толщины металла. Состав флюсов тот же, что и при сварке меди и латуни; присадочная проволока должна быть ближе по составу к свариваемой бронзе. [1]
Сварка бронзы осуществляется как с общим подогревом, так и вез подогрева. Подготовка кромок и разделка раковин производятся так же, как и при сварке чугуна. При сварке с общим подогревом производится заформовка места сварки огнеупорной глиной или графитовыми пластинками. Из-за хрупкости в процессе сварки изделия н должны подвергаться нагрузкам и толчкам. [2]
Сварка бронзы производится строго нормальным пламенем. [3]
Сварка бронзы элеКтродуговая дает удовлетворительные результаты при применении соответствующих электродов и режимов. Применение электродов со стержнем из бронзы БрОЦ10 — 2 может быть рекомендовано для неответственных деталей и заварки незначительных пороков литья. Толщина покрытия должна находиться в пределах 0 05 — 0 15 мм на сторону, так как его увеличение снижает пластические свойства шва. [4]
Сварка бронзы выполняется на постоянном токе обратной полярности при плотности тока 8 — 10 а / ммг. Предварительный подогрев ведется до температуры 350 — 400, но он необязателен. Места сварки следует зачищать до чистого металла. [5]
Сварка бронзы производится так же, как и латуни. В качестве присадочного металла применяют бронзу с присадкой фосфора, алюминия или марганца, которые препятствуют выгоранию олова. После сварки деталь подвергают нагреву до 550 — 600 и быстро охлаждают. [6]
Сварка бронзы осуществляется как с общим подогревом, так и без него. При сварке с общим подогревом производится заформовка места сварки огнеупорной глиной или графитовыми пластинками. Из-за хрупкости в процессе сварки изделия не должны подвергаться нагрузкам и толчкам. [7]
Сварка бронзы электродуговая дает удовлетворительные результаты при применении соответствующих электродов и режимов. [9]
Сварка бронзы производится газовым и дуговым способами. При дуговой сварке электродом является пруток того же состава, что и свариваемый ( Материал с применением флюса, как и при сварке меди. Обмазка электрода выполняется из переплавленной буры, мела и жидкого стекла. После сварки рекомендуется термообработка наплавленного — участка нагревом до температуры 500 — 550 С с последующим охлаждением в холодной воде. [10]
Сварка бронз может производиться как угольными, так и металлическими электродами. Бронзовые детали перед сваркой рекомендуется подогревать до 200 — 550 С. При этом более высокая температура подогрева берется для деталей сложной конфигурации. Для простых деталей в виде втулок температура предварительного подогрева может быть взята меньшей. Сварка бронз производится при исправлении дефектов отливок, ремонте поломанных и изношенных деталей, а также при соединении частей изделий сложной формы. Такие изделия называют свар-нолитыми. [11]
Сварка бронз производится в нижнем или полувертикальном положении. При сварке стыковых швов и заварке сквозных дефектов следует применять подкладки для предупреждения протекания металла. Подкладки делают из стальных листов, асбеста, огнеупорной глины. Форма подкладок должна соответствовать конфигурации внутренней стороны детали в месте сварки. [12]
Сварка бронзы применяется главным образом при ремонте бронзовых литых изделий и производится так же, как сварка латуни, с той лишь разницей, что присадочным материалом служит бронза с присадкой фосфора, алюминия или марганца, препятствующих выгоранию олова. После сварки изделие подвергают отжигу при температуре 500 — 550 и последующему быстрому охлаждению. [13]
Сварка бронзы затруднений не встречает. Как правило, присадочный металл в виде литых стержней диаметром 6 — — 8 мм имеет тот же состав, что и основной. [14]
Сварку бронзы ( сплавы меди с оловом, цинком, алюминием и др.) в основном производят теми же электродами и флюсами, что и сварку латуни и меди. [15]
Страницы: 9ensp;9ensp;1 9ensp;9ensp;2 9ensp;9ensp;3 9ensp;9ensp;4
Поделиться ссылкой:
Сварка бронзы, как и сварка любого другого сплава цветного металла достаточно специфична. В первую очередь, это обусловлено собственными физико-механическими свойствами материала. Бронза обладает достаточно высокой теплопроводностью, и многие литьевые бронзы обладают высокой текучестью в расплаве, что требует от сварщика специфических навыков.
Во вторую очередь, сам сплав бронзы имеет различные свойства в зависимости от содержания тех или иных легирующих компонентов. Принято разделать бронзы на оловянные, кремнистые, фосфорные, алюминиевые и прочие. При сварочных работах, по каждому из этих сплавов есть свои особенности, в основном это побочные вещества, которые выделяются в виде вкраплений металла сварочного шва, или налета, и требуют дополнительных средств, в виде обмазок или флюсов для эффективного проведения сварочных работ. Все эти факторы требуют особого подхода при электродуговой сварке, и тщательного выбора, какими электродами варить бронзу в отдельных случаях.
Самые ярко выраженные побочные эффекты наблюдаются в сварных работах по оловянным бронзовым сплавам. При быстром нагреве и охлаждении на границах сварочного шва выделяется богатый оловом хрупкий сплав, который крайне отрицательно сказывается на механических свойствах шва. Для этого в первую очередь применяют сварку с предварительным подогревом. И используют для сварки прутки из сплава меди, 8% цинка, 3% олова, 7% свинца, 0,4% никеля 0,2% фосфора, и 0,3% железа. В частности, для сварки сплава БрОЦ10-2 рекомендуется использовать, стержень электрода из сплавов БрОЦ10-2 или БрОЛ А8-0,8-0,7 с покрытием ММЗ-2.
При сварных работах по алюминиевым бронзам главной проблемой становится образование тугоплавкого оксида алюминия на поверхности металла. Для сварки этих сплавов используются электроды на основе бронзового стержня с 10% алюминия и 3-5 % железа, а в некоторых случаях содержат до 2.5% марганца. Вообще, при включении в состав электродов для сварки бронз легирующих элементов в виде никеля или марганца помогает избежать трещинообразования при сварке. Для заварки дефектов широко применяются электроды АНМц или ОКЗ-АБ. Они так же подходят для работ по алюминиево-никелевым бронзам. Из зарубежных электродов для сварки бронз на основе алюминия можно использовать бельгийские Lаstek 64, или UTP34 для сложных сплавов.
Электроды для сварки фосфористой бронзы берутся с на медной основе с 8-11% олова и 1-0.5% фосфора. Покрытие для таких электродов состоит из 75-80% борного шлака и 20-25% жидкого стекла. Для медно-никелевых сплавов хорошо подходят электроды марки МН-5.
В общих случая для проварки дефектов в деталях и при наплавке достойное качество шва выходит при использовании ММЗ-2, МН-4, ЦБ-1, а также толстопокрытых электродов ОЗБ-2М, ЗТ и Комсомолец-100. Из зарубежных электродов для сварки простых бронзовых сплавов можно также отметить AS BRONZ Askaynak и Unitor ALBRONZE-344.
Неплохие результаты для сплавов бронзы дает электродуговая сварка угольным электродом. При нем используются прутки из чистой меди или подобные Бр.ОФЭ-ОЗ из фосфористой бронзы. Для недопущения образования закиси меди используют флюсы из борной кислоты и прокаленной буры, или флюс из буры и магния. Ну а для сварки катаных деталей толщиной до 6 мм отлично подходит аргоно-дуговая сварка вольфрамовым электродом. При этом лучше использовать предварительную V-образную разделку кромок.
 При газовой сварке бронз. особенно, оловянных, следует применять специальную технологию газовой сварки для того, чтобы максимально возможно уменьшить угар олова и цинка. В сварочном пламени должны быть отчётливо видны три зоны. Плавление металла должно происходить при воздействии на него конца второй зоны пламени.
При газовой сварке бронз. особенно, оловянных, следует применять специальную технологию газовой сварки для того, чтобы максимально возможно уменьшить угар олова и цинка. В сварочном пламени должны быть отчётливо видны три зоны. Плавление металла должно происходить при воздействии на него конца второй зоны пламени.
При сварке кремнистых бронз рекомендуется выбрать слегка окислительное сварочное пламя, установив соотношение кислорода к ацетилену О2 /С2 Н2. примерно равное 1,2. Тяжелее всего газовой сваркой сваривать алюминиевые бронзы из-за образующегося оксида Al2 O3. который способствует сгущению сварочной ванны и препятствует отложению присадочного металла.
Тяжелее всего свариваются бронзы, в состав которых входит 8-11% алюминия. Подобные сплавы обязательно должны проходить термическую обработку. Для этого свариваемые изделия перед сваркой нагревают до температуры 350-400°C, что существенно улучшается свариваемость сплава.
Мощность сварочной горелки для газовой сварки определяется, исходя из толщины свариваемого изделия и его размеров. При выполнении подогрева мощность горелки выбирают такую же, как и для сварки стали:
При отсутствии подогрева рекомендуемую мощность выбирают по следующему выражению:
Где s — толщина свариваемого металла, мм.
Диаметр присадочного прутка выбирается в пределах 4-7мм, если толщина сварных кромок более 6мм.
Флюсы для газовой сварки бронзы
При сварке оловянных или кремниевых бронз, самым распространённым флюсом является бура Na2 B4 O7. Но часто применяются и флюсы для газовой сварки меди. Для сварки алюминиевых бронз можно применять те же флюсы, что и для сварки алюминия. Неплохие результаты можно получить в случае применения флюса, в состав которого входят 45% хлорида калия (KCl), 20% хлорида бария (BaCl), 20% хлорида натрия (NaCl), 15% фторида натрия NaF. Для никельсодержащих бронз чаще всего используют флюс, содержащий буру (Na2 B4 O7 ), борную кислоту (h4 BO3 ) и поваренную соль (NaCl).
Техника сварки бронзы газовой горелкой
Технические приёмы для сварки бронзы такие же, как и для газовой сварки меди, или сварке латуни.
При заварке литых дефектов, следует сначала заварить крупные дефекты, а затем оставшиеся мелкие. Делается это с тем расчётом, чтобы при заварке большого дефекта прогреть металл. Это облегчит заплавку мелких раковин.
Если необходимо заварить глубокие дефекты, то деталь устанавливают под углом, примерно, 15° относительно нижнего положения. Сварку при этом выполняют «на подъём». В большинстве случаев, такая техника сварки позволяет получить сварное соединение за один проход и это играет большую роль в обеспечении хорошего качества сварки. При сварке бронзы газовой горелкой, обычно применяют левый способ газовой сварки .
Качество сварки бронзы газовыми горелками
При газовой сварке бронзы, получившийся сварной шов в некоторых случаях может иметь такую же прочность, как и основной металл. Но, в большинстве случаев, прочность металла сварного шва составляет 85-90% от прочности свариваемого металла. Особенно, если не проводилась термообработка шва.
Проковка сварного шва оказывает положительное влияние на качество сварки в том случае, когда температура проковки оптимально подобрана. Проковка повышает прочность сварного шва и уплотняет его. После окончания сварки рекомендуется провести отжиг сварного соединения. Температура отжига зависит от марки бронзы. Для бронзы БрАМц 9-2 отжиг производят при температуре 650-750°C. Для бронзы Бр.КМц 3-1 температура отжига составляет 700-750°C. Для марки оловянной бронзы Бр.ОЦС4-4-2,5 отжиг ведут при температуре 600°C.
Время газовой сварки-наплавки бронзы определяется мощностью газовой сварочной горелки. А мощность выбирается, исходя из толщины свариваемой бронзы. Рекомендуемая мощность горелки и примерное время наплавки, указаны в таблице, из расчёта 1см 3 наплавленной бронзы:
Время выполнения наплавки, мин/см 3
Сварка бронзы. Производится при ремонте, исправлении брака литья или обработки, наплавке. Бронзовые изделия можно сваривать с предварительным подогревом до 350—450° и без него. Прочность бронзы при высоких температурах понижается. Поэтому деталь перед сваркой следует тщательно закреплять во избежание / повреждения от случайных толчков и ударов. При нагревании оло — вянистой бронзы свыше 550° из нее выделяется олово в виде шариков, скользящих по поверхности металла, быстро окисляющихся и образующих белый осадок окиси олова. На месте выделившегося олова остаются пустоты, придающие наплавленному металлу пористость и уменьшающие его прочность.
Дуговая сварка бронзы производится металлическим или угольным электродом в нижнем положении. Сварку металлическим электродом производят на постоянном токе при обратной полярности. При сварке угольным электродом применяют прямую полярность. Ток берут из расчета 30—40 а на 1 мм диаметра металлического электрода. Можно применять и переменный ток, но для большей устойчивости горения дуги выбирать его из расчета 75— 80 а на 1 мм диаметра электрода. Сварку ведут возможно быстрее, без перерывов и поперечных движений электрода.
После сварки литые бронзовые детали отжигают при 450— 500°. Прокатанную бронзу после сварки проковывают в холодном состоянии для получения плотного и урочного металла шва.
Фосфористую бронзу сваривают металлическими электродами состава: 9—11% олова, 0,5—1% фосфора, остальное — медь. Для сварки оловянистой бронзы берутся прутки, содержащие: 8% цинка, 3% олова, 6% свинца, 0,2% фосфора, 0,3% никеля, 0,3% железа, остальное — медь. Прутки для сварки алюминиевой бронзы имеют состав: 8,5—9,5% алюминия, 1,5—2,5% марганца, 1% железа, остальное — медь.
При сварке фосфористой бронзы в качестве покрытия применяют смесь из 75—80% борного шлака и 25—20% жидкого стекла. Борный шлак получают расплавлением в тигле смеси из 4—5% порошка магния и 95—96% плавленой буры с последующим размельчением ее и просеиванием через сито с 900—1000 отв/см2. Для сварки алюминиевой бронзы используют покрытие состава: 42% хлористого калия, 20% хлористого натрия, 38% криолита, 20—30% жидкого стекла от веса сухой части покрытия.
Если сварку производят угольным электродом, то в качестве присадочного прутка используют проволоку того же состава, что и при сварке металлическим электродом. Флюсом служит смесь из сухих веществ покрытия приведенного выше состава, которую подсыпают в сварочную ванну.
Наплавка бронзой стальных и бронзовых изделий. Поверхности деталей, работающих на трение, наплавляют литыми или прокатанными электродами из бронзы ОСЦ-5-3-20 или АЖ-9-4 состава:
TOC o «1-59quot; h z Олово. 4—5
Электроды отливаются в формы при температуре 1200*. Шихту расплавляют в графитовом тигле, на коксовом горне или в электропечи. После отливки поверхность электродов зачищают до металлического блеска. Диаметр электрода 7—8 мм. Наплавка
производится голыми электродами, постоянным током при обратной полярности из расчета 30—35 а на 1 мм диаметра электрода.
Наплавляемая поверхность предварительно очищается с помощью зубила, пескоструя или обработкой на станке, тщательно обезжиривается и посыпается прокаленной при 500—550“ бурой слоем 0,5 мм. Наплавку ведут непрерывно, отдельными валиками, при длине дуги 3—4 мм. После наплавки каждый валик тщательно очищают стальной щеткой и проковывают легкими ударами молотка. Наплавку производят в несколько слоев; толщина каждого слоя 2—3 мм. После наплавки деталь медленно охлаждают в сухом песке.
При наплавке электродами из алюминиевой бронзы АЖ-9-4 на электрод наносится покрытие того же состава, что и при сварке алюминиевой бронзы. Толщина слоя покрытия 2—2,5 мм. После сушки на воздухе в течение 8 час электроды с покрытием прокаливают в течение 1,5—2 час при 140°. Наплавку производят на постоянном токе при прямой полярности, равным 40 а на 1 мм диаметра стержня электрода. В процессе наплавки поверхность Детали посыпают слоем 0,5 мм сухой порошкообразной смеси, применяемой для приготовления покрытия.
Для наплавки можно применять угольные электроды, используя в качестве присадочного материала прутки из бронзы АЖ-9-4, покрытые указанным выше составом. Сварка ведется на постоянном токе при обратной полярности.
Для угольного или графитового электрода диаметром 10—12 мм ток должен быть 300—350 а. Наплавляемая поверхность засыпается сухим порошком состава: 5096 криолита, 25% хлористого калия, 25% хлористого натрия. Длина дуги при наплавке угольным электродом должна равняться 7—8 мм.
Сварка латуни. Латунь представляет собой сплав меди с цинком, имеющий температуру плавления 1060—1100°. При дуговой сварке происходит интенсивное испарение цинка из латуни, что является основной причиной пористости металла шва. В процессе сварки латуни происходит также поглощение расплавленным металлом водорода, который не успевает выделиться при застывании жидкого металла и образует газовые пузырьки и поры. Это создает дополнительную поверхность, увеличивающую испарение цинка и пористость металла шва. Водород попадает в жидкий металл из покрытия или флюса.
При сварке латуни металлическим электродом применяют постоянный ток при прямой полярности. Сварка ведется в нижнем положении очень короткой дугой. Ток для электрода диаметром 5 мм должен колебаться в пределах 250—275 а, скорость сварки — не менее 0,3—0,4 м/мин. После сварки шов проковывают, а затем отжигают при 600—650°. При содержании меди менее 60% проковка производится в горячем состоянии при температуре выше 700°. Если в латуни содержится более 60% меди, проковку производят в холодном состоянии. Латунь следут сваривать в один слой. Многослойная сварка не рекомендуется, так как приводит к появлению трещин.
В качестве электрода используется проволока из латуни следующего состава: 38,5—42,5% цинка, 4—5% марганца, 0,5% алюминия, 0,5—1,5% железа, 1% прочих примесей, остальное — медь. Проволока имеет покрытие, состоящее из 30% марганцевой руды, 30% титанового концентрата, 15% ферромарганца, 20% мела, 5% сернокислого калия, 35% жидкого стекла к сумме сухих частей обмазки. Покрытие наносится слоем 0,2—0,3 мм. На покрытие, после его затвердевания наносится слой флюса толщиной 0,9—1,1 мм. В качестве флюса берут борный шлак, замешанный на жидком стекле в тех же пропорциях, что и при сварке бронзы.
При сварке латуни угольным электродом используют такие же флюсы и сварочные режимы, как и при сварке меди. Составы присадочной проволоки приведены в табл. 49.
Присадочная проволока, применяемая при сварке латуни угольным электродом
Хорошие результаты при сварке латуни угольной дугой дает проволока из латуни ЛЦМ-40-4,5, содержащая 40% цинка и 4,5% марганца. В этом случае в качестве флюса применяют молотый борный шлак или буру.
Автоматическая сварка латуни плавящимся электродом под флюсом. Этот способ исследован В. Т. Золотых. Сварка осуществляется с помощью сварочных головок или сварочных тракторов, используемых при сварке стали. Возможна шланговая полуавтоматическая и автоматическая сварка. В качестве плавящегося электрода используется медная проволока Ml, М2 или М3. Сварка ведется на постоянном токе при обратной полярности. Применяется флюс AH-348UI или ОСЦ-45; на 100 весовых частей флюса добавляется 10 весовых частей борной кислоты и 20 весовых частей кальцинированной соды, смесь переплавляется и гранулируется. Кромки свариваемых листов обрезают под прямым углом к поверхности листа и перед сваркой зачищают на ширину 50 мм в обе стороны от шва.
Стыкуемые листы собирают в приспособлении, обеспечивающем плотное и равномерное их сжатие по всей длине шва. Зазор между кромками не должен превышать 1 мм. Смещение кромок при сборке (депланация) не должно превышать 1 мм для листов толщиной до 10 мм и 1,5 ли* для листов от 10 до 15 мм. Перед сваркой листы прихватывают с помощью того же автомата, на котором производится сварка. Количество прихваток должно быть наименьшим. В процессе сварки прихватки перекрываются основным швом. Начало и конец шва выводятся на планки, временно привариваемые к обоим концам листов. Сварка может быть односторонней и двухсторонней.
Для формирования обратной стороны шва одностороннюю сварку ведут на остающейся подкладке из латуни JI-62 толщиной до 0,8 мм и шириной до 7 мм.
Двухсторонней сварке подвергают листы толщиной свыше8 ли*. Первый слой сваривают на флюсовой подушке. Второй слой сваривают после тщательной очистки первого слоя от окислов и остатков флюса.
Флюс посыпают слоем в 20—30 мм. Вылет электрода из мундштука должен составлять 15—45 мм. Режимы сварки приведены в табл. 50.
Режимы автоматической сварки латуни плавящимся электродом
Толщина листов, мм
Скорость подачи проволоки, м, час
Напряжение дуги, в
Предел прочности металла шва при сварке латуни JI-62 этим способом составляет 27—30 кгс/мм2, угол загиба не менее 120°. Ч Шов после сварки очищают от остатков флюса и проковывают.
Сварка медноникелевых сплавов. Медноникелевые сплавы, например МНЖ5-1, используются для изготовления труб, устойчивых против действия морской воды, вызывающей коррозию чистой меди и сплавов меди с цинком (латуни). Эти трубы широко применяются в судостроении. Состав сплава МНЖ5-1 следующий: 4,4—
5% никеля, 1—1,5% железа, остальное—медь. Содержание в сплаве таких примесей, как мышьяк, сера, свинец и фосфор, не должно превышать 0,01% каждого, сурьмы — ие более 0,005%, висмута — не более 0,002%, углерода — не более 0,03% и кислорода — не
более 0,1%. В отожженном состоянии предел прочности этого сплава равен 22—27 кгс/мм2, в нагартованном — 47 кгс/мм2.
Сварка производится на постоянном токе при обратной полярности. При медленном охлаждении наплавленного металла возможно выделение железа из сплава, что ухудшает его антикоррозийные свойства. Поэтому сварка должна производиться с максимальной скоростью за один проход и без задержки электрода на. одном месте.
В качестве электрода применяется медноникелевая проволока из сплава МН5 с покрытием состава: 17,5% марганцевой руды, 32,1% плавикового шпата, 16,1% серебристого графита, 32,1% ферросилиция пассивированного, 2,2% алюминия в порошке. Толщина покрытия 0,4 мм. Режимы сварки медноникелевых сплавов приведены в табл. 51.
Режимы сварки медноникелевых сплавов
Толщина стенки трубы, мм
Главная » Сварка бронзы

Изделия из бронзы варят с подогревом до 350—4509deg; или без него. Высокие температуры понижают ее прочность. Нагревание оловянистой бронзы до 550° и более приводит к выделению шариков олова, которые быстро окисляются и образуют осадок белого цвета. При выделении олова образуются пустоты, наплавленный металл приобретает пористость, снижающую его прочность. Бронзовые литые детали по завершению сварки проходят отжиг при 450— 500°. Прокатанная бронза для получения прочного и плотного шва проковывается холодной.
Электроды для сварки бронзовых сплавов
Дуговую сварку бронзы выполняют металлическими или угольными электродами в нижнем положении. Сварка электродами из металла производится при постоянном токе и обратной полярности. Угольные электроды используются при прямой полярности. Ток берется из расчета 30—40 а на 1 мм диаметра металлического электрода. Он может быть и переменным, но для устойчивости горения дуги берется 75— 80 а на 1 мм диаметра электрода.
• Сварка фосфористой бронзы выполняется с применением металлических электродов, состоящих из меди с добавлением олова (&9mdash;11%) и фосфора (0,5—1%).
• Прутки для сварки оловянистой бронзы состоят преимущественно из меди, на 8% из цинка, на 3% из олова, на 6% из свинца, небольшого количества железа, никеля и фосфора.
Для сварки фосфористой бронзы используется покрытие, состоящее из смеси борного шлака (75—80%) и жидкого стекла (25—20%). Покрытие для сварки алюминиевой бронзы состоит на 42% из хлористого калия, на 20% из хлористого натрия, на 38% из криолита и на 20—30% из жидкого стекла.
Для сварки угольными электродами присадочным прутком служит проволока из тех же составляющих, что и при сваривании электродами из металла. В качестве флюса применяется смесь из сухих веществ покрытия состава, приведенного выше.
Соединения, получаемые при сварке угольными электродами и аргонодуговым способом, более качественные и устойчивые. Термическая обработка бронзовых изделий после газовой сварки производится в том же режиме, что и после дуговой сварки. Газовая сварка бронзы позволяет получить прочность изделий, равную 80—100% от прочности металла.
Технология сварки неплавящимися электродами в аргоновой среде
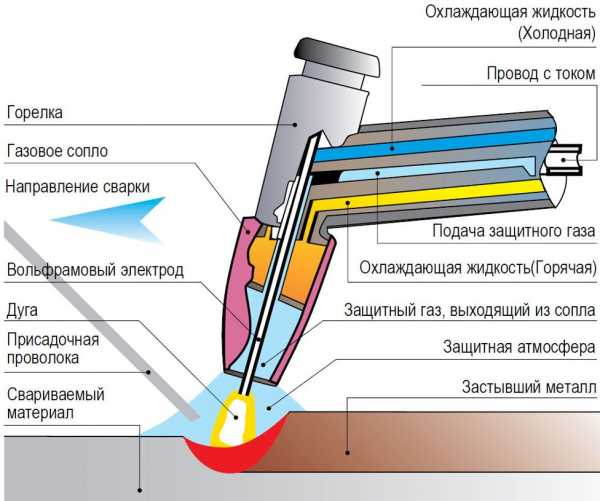
Аргонно-дуговая, аргонная сварка в среде, образуемой защитным газом – это названия типа сварки в аргоновой среде. Представляет собой гибрид электрической и газовой сварки, когда сварщик использует электрическую дугу и присадочную проволоку. Дуга является источником нагрева.
Сварка аргоном производится при помощи плавящегося или неплавящегося электрода. Неплавящим электродом служит тугоплавкий вольфрам. Диаметр его зависит от свариваемого металла.
При работе с вольфрамовыми электродами в среде аргона используются аппараты TIG. Сварка выполняется при помощи специального пистолета. Электрод выступает на 2-5 мм, вокруг него керамическое сопло, через которое идет газ. Диаметр электрода и присадочной проволоки выбирается по таблице.
Перед началом работы детали тщательно очищаются щеткой и химическими составами. На элементы, подлежащие свариванию, подается электричество. Присадочная проволока к сети не подключается. В одной руке у сварщика горелка, в другой – проволока. На горелке имеется кнопка включения газа. Ее нажимают за 20 секунд д начала процесса.
Расстояние между горелкой, опускаемой к свариваемым заготовкам, в идеале должно быть 2 мм. В результате между электродом и деталями возникает электрическая дуга. От сноровки сварщика, равномерно двигающего горелку вдоль шва и подающего проволоку, зависит, каким будет шов. Зажигать дугу, прикасаясь к рабочему столу, нельзя. Для этой цели служит осциллятор, подающий электроду импульс частотой не менее 150 кГц, напряжением – 2000 В и более.
Подобный вид сварки позволяет достичь высокого качества сварочного шва, но в исполнении достаточно сложен. Применяется опытными сварщиками. Может использоваться для соединения цветных металлов и сплавов, включая бронзу. При сварке тонкостенных изделий, толщиной до 1.6 мм, присадочная проволока может не использоваться.

Бронзы с таким составом стоят отдельным пунктом в списке услуг нашей мастерской. Эти бронзы в меньшей степени подвержены окислению при высоких температурах и образуют меньше тугоплавких включений в зоне сварочных работ.
Преимущества сварки бронзы аргоном
- Ввиду высокого сродства с кислородом, образования ненужных оксидов аргоновая сварка будет лучшим вариантом получения хорошего изделия.
- Отсутствие летящих искр, как при других видах сваривания, делает работу с аппаратом возможной в домашних условиях.
- Минимальная составляющая вредных окислов, тугоплавких включений делает шов ровным, однородным.
Вы можете отправить нам заявку при помощи формы обратной связи:
studvesna73.ru