Электроды для сварки изделий из алюминия в домашних условиях. Самодельные электроды по алюминию своими руками
Как сделать электроды по алюминию своими руками
Электроды по алюминию для сварки — это металлические стержни, покрытые обмазкой. Обмазка защищает металл от окисления и улучшает качество сварного шва. Их практически не используют в крупных цехах и на заводах, поскольку их КПД недостаточно для выполнения больших объемов работ. Но такие электроды широко используются домашними умельцами.

Зачастую для сварки алюминия используется угольный электрод. В этой статье мы расскажем все, что нужно знать о стержнях для алюминия и подробно объясним, как сделать электроды для сварки своими руками.
Содержание статьи
Особенности сварки алюминия в домашних условиях
Все, кто хоть раз в жизни варил алюминий, знают, что это очень непростое дело. На поверхности металла есть оксидная пленка, которая затрудняет процесс сварки. С этой проблемой справятся электроды для сварки алюминия своими руками.
Но прежде чем начать работу, нужно тщательно очистить поверхность. Удалите загрязнения и проведите комплексную подготовку металла к сварке. Так вы улучшите качество швов и они прослужат дольше.
Для качественной сварки деталей из алюминия нужен сварочный аппарат, выдающий постоянный ток и подключенный в обратной полярности. Если вы используете электроды для дуговой сварки алюминия, то обратите внимание на силу тока. Этот параметр должен быть установлен на маленьком значении.
Следуйте нашим рекомендациям, чтобы выполнить работу качественно:
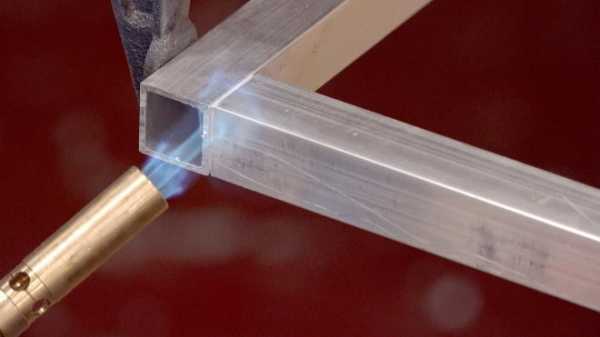
- Если вам нужно сварить толстые детали, то примерное место шва нужно как следует прогреть перед сваркой. Это делается с помощью обычной газовой горелки.
- Обязательно очистите шов от шлака и обдайте его кипятком.
- После того, как шов остынет, еще раз очистите его с помощью жесткой щетки. Не пренебрегайте этим советом, поскольку оставшийся шлак может способствовать образованию коррозии.
Популярные марки электродов
Как мы упоминали ранее, зачастую для сварки алюминия используют угольный электрод. Но помимо него есть ряд марок, не менее популярных у начинающих и опытных сварщиков. Итак, какие можно использовать электроды для сварки алюминия своими руками?
Стержни марки ОК

Эти электроды изготавливает компания ESAB и маркировка OK является их особенностью. Мы рекомендуем использовать модели 96.10, 96.20 и 96.50. Да, они не являются универсальными, но с их помощью можно сварить технический алюминий или алюминиевые сплавы на основе марганца. Эти электроды по алюминию для сварки в домашних условиях показали себя с положительной стороны, но учтите, что за ними необходим особый уход и строгое соблюдение срока годности.
Стержни марки ОЗА
Такие электроды для сварки алюминия своими руками в принципе можно сделать, поскольку в их основе простая алюминиевая проволока. Эти стержни используются для сварки чистого алюминия или его кремниевых сплавов.
Стержни марки УАНА
Это очень узконаправленные стержни, используемые для сварки литейных алюминиевых сплавов. Их практически не используют при домашней сварке, но мы не могли ни включить их в наш список.
Стержни марки ЭВЧ
ЭВЧ — это вольфрамовые электроды, их нужно использовать при сварке аргоном. Сложно сделать такие электроды по алюминию своими руками, но если у вас есть возможность приобрести их, то обязательно попробуйте в своей работе. Да, с их помощью сложно правильно зажечь дугу, и профессионалы часто не рекомендуют такие электроды. Но если вы научитесь держать дугу с такими стержнями, то и со всеми остальными у вас не будет проблем.
Инструкция по изготовлению
Не важно, какую марку электродов вам нужно приобрести, в любом случае это стоит недешево. Особенно, для начинающих сварщиков. Мы нашли решение для этой проблемы и предлагаем вам сделать стержни самим. В интернете есть много видеороликов, в которых опытные мастера рассказывают технологию изготовления материалов для сварки.Мы тоже решили поделиться своей инструкцией, как своими руками изготовить самодельные электроды. Соблюдайте следующие простые шаги:
- Подготовьте проволоку из алюминия диаметром не более 4 миллиметров и нарежьте ее на прутки длиной 20-25 сантиметров. Этих параметров обычно достаточно, но вы можете изменять диаметр и длину по своему усмотрению. Наша основа готова.
- Теперь приготовим покрытие. Измельчите мел (желательно обычный белый), и смешайте его с силикатным клеем (иногда в магазинах он называется «жидкое стекло»). Тщательно все перемешайте до однородной консистенции и обмакните в нее алюминиевые прутки.
- Следите за тем, чтобы слой покрытия не превышал 2 миллиметров. Оставьте электроды сушиться. Когда покрытие затвердеет, то стержень можно будет использовать в работе.
Да, такие электроды для контактной сварки уступают по качеству заводским изделиям, но все же позволяют выполнить простую работу, не требующую повышенной ответственности и идеального шва. Эта инструкция может показаться слишком простой, но поверьте, электроды для точечной сварки своими силами тоже могут быть эффективны и абсолютно точно сэкономят ваши деньги.

Учтите, что это не заводской угольный электрод или цинковый электрод, это не европейское качество. Так что сначала протестируйте свои электроды перед работой на ненужном металле.
Вместо заключения
Теперь вы знаете, как сделать сварочные электроды своими руками и какие особенности стоит учесть, прежде чем приступить к работе. Обязательно испробуйте самодельные стержни и поделитесь своим опытом в комментариях, это будет полезно для других сварщиков. Также делитесь этой статьей в своих социальных сетях. Желаем удачи!
[Всего голосов: 2 Средний: 1.5/5]svarkaed.ru
| Каждому сварщику известно, что сваривание без электродов невозможно, а без качественных электродов невозможно качественное сваривание, поэтому необходимо приобретать качественные сварочные электроды, чтобы производить сваривание на наивысшем уровне. Однако возникают ситуации, когда нет возможности приобрести сварочные электроды, но есть множество подручных средств.Можно ли обойтись без завода-изготовителя сварочных электродов? Давайте узнаем об этом из этой статьи. Электроды изготавливаются не так и сложно. Для изготовления необходимо подобрать сварочную проволоку подходящего диаметра для создания сварочного электрода. После подбора проволоки, ее необходимо разрубить на куски по 350 миллиметров и зачистить шкуркой. После этого необходимо подготовить обмазку, которая состоит из жидкого стекла (силикатного клея) и растолченного мела. Для того чтобы покрытие было ровным. Необходимо электродную проволоку погружать в обмазку вертикально и оставлять под верхом чистый конец длиной 30 – 35 миллиметров. После этого электрод следует медленно вынуть и подвесить на веревке для просушивания. После полного высыхания и затвердения Вы получаете полностью рабочие сварочные электроды. Когда сваривание производится в домашних условиях, то получается удовлетворительный результат при использовании контактного метода сварки алюминия. Данный вид сваривания производится с непрекращающимся оплавлением на электропроводных машинах. Также есть возможность проведения шовного сваривания алюминия, но для этого необходимо машину высокой мощности и со специальными ионными прерывателями. Использование таких методов может быть затруднено в домашних условиях, но некоторые сварщики все-таки пользуются ими. При сваривании в домашних условиях стоит не забывать о том, что необходимо соблюдать технику безопасности и неукоснительно соблюдать все требования. Первым, на что необходимо обратить внимание, является изоляция всех проводов, которые принимают участие в сварочном процессе и находятся под напряжением. Проводя сварочные работы у себя дома, требуется использовать перчатки или рукавицы, которые обезопасят Ваши руки от ожогов. От удара электрическим током Вас будут страховать резиновые сапоги. Проводя сварочные работы, требуется обязательно надевать специальную маску, чтобы защитить свое лицо от искр, угольков и ожогов. В помещении, в котором Вы собираетесь проводить сварочные работы ни в коем случае нельзя хранить легковоспламеняющиеся и огнеопасные материалы и предметы. Если в помещении деревянный пол, то его следует закрыть от воспламенения с помощью металлического листа. Обязательно стоит поставить огнетушитель или ведро с водой возле того места, где Вы собираетесь производить сваривание. По причине возможного образования вредных газов или других опасных для здоровья соединений, требуется регулярно проветривать помещение, в котором Вы производите сваривание. |









Температура испытаний | Временное сопротивление разрыву, Н/мм2 | Угол загиба |
+ 20 °С | 63 | 160° |
Производительность наплавки (для д. 4 мм), г/мин | Расход электродов на 1 кг наплавленного металла, кг |
11,70 | 2,00 |
Марки электродов для сварки алюминия
ОЗА-1 — применяется при сваривании металла в чистом виде. В таких электродах наблюдается минимальный процент примеси. При сварке может потребоваться дополнительное использование алюминиевых флюсов.

Сварочные электроды ОЗА-1
ОЗА 2 – эти сварочные материалы больше подходят для сваривания сплавов алюминия и кремния. Ни применяются для наплавки металла, заваривания брака в литейном производстве и прочих отраслях, где встречается данный сплав. Здесь также требуется дополнительное использование флюса.

Сварочные электроды ОЗА-2
ОК96.10 – покрытие здесь представлено щелочно-солевым типом. Это лучше всего подходит для технического металла, в котором нет примесей. Они чувствительны к понижению силы тока, так как при низких параметрах будет слишком частое залипание материалов. Скорость плавления здесь, примерно, около трех раз выше, чем у других металлов.

Сварочные электроды ОК96.10
ОК96.20 – тут также присутствует щелочно-солевое покрытие, благодаря чему повышается качество соединения металлопроката. Эти электроды предназначены для сварки сплавов с магнием и марганцем. Сам стержень имеет добавки марганца в составе. Благодаря высокой гигроскопичности покрытия эти материалы нужно подогревать при температуре в 220 градусов Цельсия.

Сварочные электроды ОК96.20
Обозначение и маркировка
Электрода ОЗА 1 расшифруются как наплавочные материалы с основным покрытием, предназначены для сварки технического алюминия и содержащие 1% примесей.
Выбор
Электроды для сварки дюралюминия и других сплавов подбираются под основной металл. Желательно, чтобы содержание дополнительных элементов в обоих случаях было одинаковым. Допускается присутствие небольшого количества элементов, улучшающих свойства сваривания, примерно в сотых долях процента. Зачастую в марках указано, к каким именно сортам металла и сплава они предназначаются, так что выбор не будет сложным даже для новичков. Далее следует обратить внимание на толщину электрода, так как она не должна быть слишком большой. Из-за низкой температуры плавления всегда остается риск пропалить основной металл. Расхождение между толщиной должно составлять максимум 1 мм.
«Важно!Не стоит использовать электроды, которые просушивались и более двух раз, так как это может ухудшить качество сваривания.»
Основные режимы и нюансы применения
В данном деле технология проведения процесса и подготовка оказывается не менее важной, чем выбор нужной марки. Поэтому, нужно знать особенности, как варить алюминий электродом. Прежде всего требуется заняться подготовительным этапом. Здесь наблюдается очень большая чувствительность к чистоте поверхности. Причем это касается не только физических, но и химических параметров. Перед самой сваркой нужно зачистить поверхность щеткой, а также обработать ее растворителем, чтобы снять оксидную пленку. Иным способом ее убрать не получится, так как температура ее плавления в три с половиной раза выше, чем температура плавления алюминия.
Когда все подготовлено, то можно приступать к свариванию. Главной особенностью, которую стоит учесть, является скорость плавления электрода. Она в несколько раз выше, чем при сварке стали. Тут нужно только нарабатывать опыт. Если сварщик в первый раз встречается с данным процессом, то не стоит сразу браться за тонкие листы металла, а лучше попрактиковаться на более толстых разновидностях, где меньше риск пропалить основной металл.
Толщина основного металла, мм | Величина сварочного тока, А | Скорость проведения сварки, м/час |
0,6 | 70 | 73 |
1,3 | 125 | 153 |
1,6 | 130 | 73 |
2,3 | 235 | 73 |
3 | 315 | 73 |
Производители
Данный тип наплавочных материалов производят многие компании, но все они придерживаются заданных стандартов, в особенности, когда речь идет об одной марке:
- Kobatek;
- UTP;
- ESAB;
- Castolin;
- Lincoln Electric.
svarkaipayka.ru
Сварка алюминия в домашних условиях инвертором
28.02.2016
Сварка алюминия – процесс непростой. Этот металл относится к разряду трудно свариваемых. Специалистам с опытом работ по стальным заготовкам, перед соединением деталей из крылатого металла следует приобрести определенные навыки. Профессиональная сварка алюминия.
Сложности, с которыми сталкиваются при работе на алюминиевых сплавах
- Алюминий текучий металл. В расплавленном состоянии его тяжело контролировать. Особенно непредсказуемым его поведение становится при перегреве. Расплав может запросто разрушить нижний слой твердого металла, и вытечь через трещину. По аналогии с чугуном, начинающим сварщикам рекомендуется использовать прокладки из тугоплавкой стали или керамики. При нагревании крылатый металл не меняет цвет, поэтому его трудно контролировать визуально;
- Самая большая проблема – высокая окисляемость алюминия. На открытом воздухе, молекулы металла образуют вместе с кислородом плотную оксидную пленку на поверхности. Окисел алюминия имеет уникальные свойства – он более прочный, чем сам металл, и отличается тугоплавкостью. Температура плавления намного превышает допустимую при работе с алюминием. К тому же оксидная пленка является хорошим диэлектриком, что препятствует зажиганию дуги. Детали перед сваркой приходится тщательно зачищать, а во время работ использовать инертный газ, препятствующий доступу кислорода;
- У алюминия очень высокий коэффициент линейного расширения. При сильном нагреве, зона сварки давит на окружающую массу. Поскольку металл хрупкий, и обладает малой упругостью, возможно появление трещин в пограничных зонах и деформация плоских поверхностей. Сварка алюминия — разница между любительским и профессиональным швами. Слева – качественный шов. Справа – бракованный.
 Для защиты от этого явления необходимо тщательно контролировать температуру сварки. Если это сделать невозможно – заготовка предварительно прогревается до 200° — 250°С;
Для защиты от этого явления необходимо тщательно контролировать температуру сварки. Если это сделать невозможно – заготовка предварительно прогревается до 200° — 250°С; - В алюминиевых сплавах содержится водород. При нагреве он активно выделяется и образует в расплаве поры. Это ухудшает прочность шва. Также в соединениях может содержаться кремний. Он формирует мелкие трещины;
- Теплопроводность алюминия почти такая же, как у меди. Термическая энергия от дуги поглощается материалом, и рассеивается в массе. Поэтому сварочный аппарат должен иметь запас по току;
- При застывании расплавленного шва, в его теле образуются так называемые горячие трещины. Это особенность структуры металла – он как бы кристаллизуется, переходя в твердую фазу. Поэтому необходимо добавлять специальные присадки при сварке, особенно – если швы расположены слишком близко друг к другу;
- Алюминиевые сплавы отличаются друг от друга свойствами материала. Это необходимо учитывать при подборе сварочного оборудования.
ВАЖНО! При сварке металл может загореться. Тушить его водой недопустимо. Необходимо иметь в зоне проведения работ углекислотный огнетушитель.
Подготовка поверхности к работе
Удаление окислов привычной зачисткой не поможет. Пленка моментально вновь образуется на воздухе. Последовательность действий следующая:
- Производится предварительная очистка любым моющим средством и жесткой щеткой. Предпочтительно – бензин;
- Промыть чистой холодной водой;
- Поверхность обезжиривается органическими растворителями: ацетоном, уайт-спиритом, или строительными составами «РС-1», «РС-2»;
- При небольшом размере детали можно погрузить ее на несколько минут в щелочную ванну, при температуре раствора свыше 60°С;
- Затем поверхность зачищается (фактически шлифуется) металлической щеткой. Использование наждака или абразивного круга не допускается, поскольку частицы рабочего слоя останутся на металле;
- Шлифованная поверхность немедленно промывается растворителем, который должен высохнуть самостоятельно. ВАЖНО! Недопустимо протирать поверхность ветошью или прикасаться к ней пальцами;
- После подготовки незамедлительно приступают к сварочным работам.

Рецепт приготовления щелочного раствора для погружения алюминиевой заготовки: На литр воды (лучше дистиллированной) берем две столовые ложки кальцинированной соды, две ложки технического три-натрий фосфата и одну ложку жидкого стекла. Компоненты тщательно размешиваем и погружаем в раствор заготовку.

Сварка алюминия электродом
Стержни для сварки крылатого металла могут быть как плавящимися, так и неплавящимися. Первый вариант изготавливается из алюминиевой проволоки. Штучные электроды с покрытием отличаются составом присадок. Электроды для сварки алюминия

- Марка «ОК». Предназначена для соединения сплавов алюминия с магнием или марганцем. Щелочно-солевая обмазка очень гигроскопична, поэтому хранить электроды необходимо в герметичной упаковке. Вскрывать непосредственно перед употреблением;
- Популярная серия «ОЗАНА-1» и «ОЗАНА-2». В первом случае варится алюминий марки А0, А1, А2 и А3. Хорошо работают в режиме наплавки, слой которой формируется из стержня. Второй вариант предназначен для заготовок АЛ-4, АЛ-9, АЛ-11. Электродами этой серии можно выполнять сварку даже вертикальных швов, несмотря на текучесть металла;
- Марка «ОЗА» выполнена из проволоки СвА диаметром от 1 до 10 мм. Дает отличный результат при сваривании чистого алюминия любой толщины, подбирается лишь диаметр электрода. Единственные стержни, которые могут качественно соединить кремний содержащие сплавы;
- «УАНА». Этими электродами варят массивные изделия, как правило – литье. Если заготовка склонна к температурной деформации – это ваш выбор;
- Серия «ЭВЧ», «ВЛ», а также импортные аналоги WL-20, WC-20. Вольфрамовые неплавящиеся стержни;
Вольфрамовые электроды для TIG сварки алюминия. 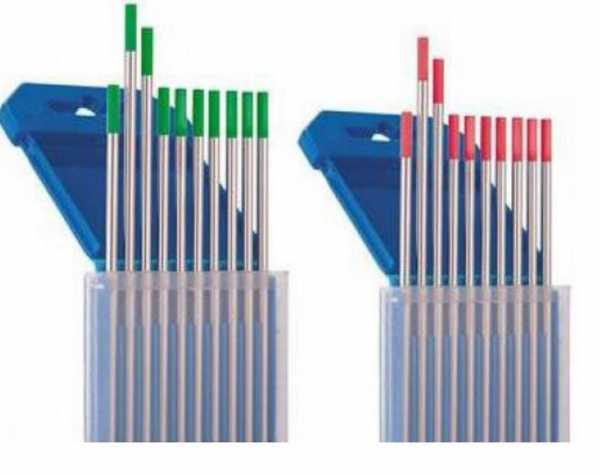 Работают в среде нейтральных газов, например гелий-аргоновой смеси. Дуга при такой сварке зажигается непросто, поэтому для старта применяют отключаемый осциллятор.
Работают в среде нейтральных газов, например гелий-аргоновой смеси. Дуга при такой сварке зажигается непросто, поэтому для старта применяют отключаемый осциллятор.
- Присадочный пруток. Применяется при сварке вольфрамовым неплавящимся электродом. Из него формируется сварной шов.
Сварка алюминия с помощью присадочного прутка
Рецепт изготовления электродов для алюминия
Самая популярная сварка в домашних условиях – ремонт треснувших алюминиевых деталей от двигателя. Для этой работы применяются дорогостоящие электроды серии «УАНА». Аналогичные расходники можно изготовить самостоятельно.
Нарезаем алюминиевую проволоку (диаметр 3-4 мм) на куски по 25 см. Готовим обмазку: толченый мел размешиваем в силикатном клее до образования пасты. Стержни покрываем слоем 2 мм, и даем высохнуть. Рекомендуется заготовить расходников побольше – сгорают они очень быстро.
Работа инвертором
Все эти электроды используются с помощью обычного сварочного инвертора. При хорошей подготовке поверхности (см. инструкцию выше) работы можно производить на обычном воздухе. В качестве генератора инертного газа выступает покрытие электрода.
ВАЖНО! При использовании штучных электродов по алюминию, выделяются едкие испарения. Сварку необходимо производить в хорошо проветриваемом помещении. Сварка алюминия на производстве.

 Если нет возможности подать аргоновую смесь в зону сварки – используются специальные флюсовые порошки, которые можно приготовить самостоятельно или купить в магазине стройматериалов, цена на них невысока.
Если нет возможности подать аргоновую смесь в зону сварки – используются специальные флюсовые порошки, которые можно приготовить самостоятельно или купить в магазине стройматериалов, цена на них невысока.
Инвертор для сварки алюминия используется самый обычный. Дуга зажигается при обратной полярности, при отсутствии осциллятора подается стартовый ток 200-250 ампер, который надо регулировать в процессе.
Инвертор для сварки алюминия используется самый обычный. Дуга зажигается при обратной полярности, при отсутствии осциллятора подается стартовый ток 200-250 ампер, который надо регулировать в процессе.Для этого понадобится помощник. Двигают электрод от себя со скоростью не более 40 мм в секунду. По окончании сварки алюминия следует плавно убрать стержень от шва. Если сделать это резко – образуется кратер.
И все-таки лучше найти способ подачи в зону сварки аргоновой смеси. Приобрести баллон и заправлять его аргоном – не так дорого. Зато качество шва будет идеальным.
На этом видео подробно рассказывается про сварку алюминия в аргоновой среде инвертором ТР 220. А также как правильно настроить аппарат и на что обратить внимание при сварочных работах.
Сварка алюминия — уроки начинающему сварщику
Сварка алюминия в домашних условиях инвертором Ссылка на основную публикацию
obinstrumente.ru
www.samsvar.ru
Электроды для сварки алюминия своими руками
Каждому сварщику известно, что сваривание без электродов невозможно, а без качественных электродов невозможно качественное сваривание, поэтому необходимо приобретать качественные сварочные электроды, чтобы производить сваривание на наивысшем уровне. Однако возникают ситуации, когда нет возможности приобрести сварочные электроды, но есть множество подручных средств.Можно ли обойтись без завода-изготовителя сварочных электродов? Давайте узнаем об этом из этой статьи.
Электроды изготавливаются не так и сложно. Для изготовления необходимо подобрать сварочную проволоку подходящего диаметра для создания сварочного электрода. После подбора проволоки, ее необходимо разрубить на куски по 350 миллиметров и зачистить шкуркой. После этого необходимо подготовить обмазку, которая состоит из жидкого стекла (силикатного клея) и растолченного мела.
Для того чтобы покрытие было ровным. Необходимо электродную проволоку погружать в обмазку вертикально и оставлять под верхом чистый конец длиной 30 – 35 миллиметров. После этого электрод следует медленно вынуть и подвесить на веревке для просушивания. После полного высыхания и затвердения Вы получаете полностью рабочие сварочные электроды.
Когда сваривание производится в домашних условиях, то получается удовлетворительный результат при использовании контактного метода сварки алюминия. Данный вид сваривания производится с непрекращающимся оплавлением на электропроводных машинах. Также есть возможность проведения шовного сваривания алюминия, но для этого необходимо машину высокой мощности и со специальными ионными прерывателями. Использование таких методов может быть затруднено в домашних условиях, но некоторые сварщики все-таки пользуются ими.
При сваривании в домашних условиях стоит не забывать о том, что необходимо соблюдать технику безопасности и неукоснительно соблюдать все требования. Первым, на что необходимо обратить внимание, является изоляция всех проводов, которые принимают участие в сварочном процессе и находятся под напряжением.
Проводя сварочные работы у себя дома, требуется использовать перчатки или рукавицы, которые обезопасят Ваши руки от ожогов. От удара электрическим током Вас будут страховать резиновые сапоги. Проводя сварочные работы, требуется обязательно надевать специальную маску, чтобы защитить свое лицо от искр, угольков и ожогов. В помещении, в котором Вы собираетесь проводить сварочные работы ни в коем случае нельзя хранить легковоспламеняющиеся и огнеопасные материалы и предметы.
Если в помещении деревянный пол, то его следует закрыть от воспламенения с помощью металлического листа. Обязательно стоит поставить огнетушитель или ведро с водой возле того места, где Вы собираетесь производить сваривание. По причине возможного образования вредных газов или других опасных для здоровья соединений, требуется регулярно проветривать помещение, в котором Вы производите сваривание.
3g-svarka.ru
Электроды по алюминию – имеющиеся разновидности + Видео
1 Сварочные электроды по алюминию – как варить с их помощью?
Технология соединения алюминия сварочными стержнями обуславливает необходимость тщательной подготовки изделий к данной операции. В обязательном порядке требуется выполнить очистку их поверхности от окислов и любых других загрязнении, а также осуществить профилирование кромок, которые будут свариваться.
Удаление загрязнений и последующее обезжиривание алюминиевых деталей производится при помощи растворителей органического состава или же, если есть такая возможность, в специальных щелочных ваннах. Чаще всего в качестве растворителей применяются такие доступны составы, как "РС-2" и "РС-1", технический ацетон, "Уайт-спирит". Приобрести их можно в любом строительном магазине.
Щелочные ванны, впрочем, не очень сложно приготовить самостоятельно. Их стандартный состав следующий:
- чистая вода – 1000 мл;
- сода (кальцинированная) – 50 грамм;
- тринатрийфосфат (технический) – 50 грамм;
- жидкое стекло – 30 грамм.
В этой смеси алюминий перед сваркой обрабатывается максимум пять минут, причем ванну нужно предварительно нагреть до температуры около 65 градусов.
Рекомендуем ознакомиться
После того как поверхности конструкций, предназначенных для сварки, будут очищены, необходимо заняться удалением оксидной пленки. Данную процедуру проще всего выполнять щетками из металла, щетина коих сделана из небольшой по толщине проволоки (не более 0,1 миллиметра). Затем нужно опять протереть растворителем алюминиевые поверхности.
Все подготовительные (и повторимся – обязательные) мероприятия закончены, теперь можно приступать к сварке. В большинстве случаев она производится с помощью обычного инвертора. Здесь существует небольшая техническая тонкость. Специалисты советуют просушивать перед началом работ сварочные стержни на протяжении 120 минут при температуре +200 градусов.
Сам сварочный процесс ведется на постоянном токе (полярность выбирают обратную). На один миллиметр сечения электрода принимают сварочный ток не более 25–30 ампер. При этом материал подогревают до 250–400 градусов с целью получения шва по-настоящему высокого качества.

Выбор конкретного показателя температуры подогрева алюминия зависит от толщины изделия. Чем она больше, тем более высокую температуру требуется обеспечить. Необходимость в подогреве, а затем и в охлаждении медленными темпами металла обусловлена тем, что в данном случае при вполне умеренных токах сварки удается хорошо проплавить материал, снизить коробление и полностью исключить опасность появления кристаллизационных дефектов.
Рекомендуется применять локальный подогрев, если свариваются большие по размерам изделия. А сразу же после завершения сварочной процедуры выполняются такие действия:
- со шва удаляется образовавшийся шлак;
- место соединения обдается горячей водой;
- после этого при помощи стальной щетки выполняют обработку сварного шва.
2 Алюминиевые электроды – как варить ими по разным методикам?
Выбор вида (графитовые, угольные, вольфрамовые) и марки сварочных стержней осуществляют в зависимости от того, какой способ сварки используется. На сегодня их имеется несколько:
- Электродуговая автоматическая. Такой способ применяется для сварки встык алюминиевых конструкций толщиной от 4 мм. Выполняется операция электродами плавящегося типа на токе обратной полярности с использованием флюсов, характеризуемых малой величиной электропроводности. Замешивается флюс на растворе воды и карбоксиметилцеллюлозы. Затем его трут на сите и в течение шести часов прокаливают при +300 °С.
- Электродуговая ручная. Применяются металлические и угольные стержни с покрытиями, а также прутки с флюсовым покрытием, которые выполняют функцию присадочного материала. Ручная электродуговая сварка незаменима при отбортовке алюминия малой толщины, для сварки алюминиевых шин и нивелирования браков в отливках. При таком способе сварка ведется на токах прямой полярности.

- В атмосфере аргона (гелия и аргона) при помощи дуги. Эта сварка ведется электродами из вольфрама. Она рекомендована для соединения очень тонких изделий из алюминия (горение дуги отличается стабильностью, что гарантирует высокую результативность операции). Процедуру допускается осуществлять и автоматическим, и ручным методом. В первом случае присадка необязательна, а вот при ручной сварке проволоку применяют всегда. Допускается работать по технологии дуговой трехфазной сварки, погруженной и импульсной дугой.

- Плазменная. Дуга питается переменным током. Процесс отличается высокой скоростью. Выполняется он вольфрамовыми стержнями сечением до 1,5 мм (не менее 0,8 мм). Плазменная сварка алюминия проводится в гелиевой либо аргоновой защитной среде.
3 Электроды для сварки алюминия
Думаем, что с вопросом, как варить алюминий электродом, вы разобрались. Теперь пришло время дать информацию о марках сварочных стержней, с помощью коих проводится соединение алюминиевых изделий. К таковым относят следующие их виды:
- Щелочно-солевые "ОК" (96.20, 96.10 и 96.50). Они оптимальны для сваривания изделий из сплавов алюминия с магнием и алюминия с марганцем, а также из технического алюминия. Важно, чтобы такие стержни хранились в упаковке, куда не проникает влага, так как они характеризуются повышенной гигроскопичностью.
- "ОЗАНА". Очень популярные электроды двух видов. Одни ("ОЗАНА-1") эксплуатируют тогда, когда требуется наплавить либо сварить изделия из алюминия марок (А0–А3). Вторые ("ОЗАНА-2") применяются для соединения сплавов АЛ9, АЛ11, АЛ4 и некоторых других. Описанные стержни для проведения сварочных мероприятий обеспечивают качественный шов и стабильную дугу. Ими можно выполнять работы не только в нижнем положении, но и в вертикальном.
- "ОЗА". Электроды из проволоки (сделана из алюминия) марки СвА (5, 3, 1, 10) для работы со сплавами кремния и алюминия и конструкциями из чистого алюминия.
- "УАНА". С их помощью соединяют конструкции из литейных и деформируемых алюминиевых сплавов.
- "ЭВЧ". Вольфрамовые изделия для выполнения сварки в защитной среде (в аргоновой). Они не очень любимы профессионалами, так как данные электроды не обеспечивают качественное зажигание дуги.

Так как все описанные стержни стоят совсем недешево, домашние умельцы создали метод самостоятельного производства сварочных изделий. Вы можете сделать электроды по алюминию своими руками, сэкономив немалые деньги. Процесс их изготовления выглядит так:
- берут 3–4-миллиметровую проволоку из алюминия и режут ее на куски по 250–350 миллиметров;
- измельчают обычный мел в порошок, а затем соединяют его с жидким стеклом (иначе говоря – с силикатным клеем) и перемешивают эти компоненты до получения пастоподобной консистенции.
Сделанную смесь после этого наносят на проволоку слоем около 1,5–2 мм и сушат до полного затвердевания изделия. Ваш самодельный электрод готов!
tutmet.ru
Сварка алюминия электродом в домашних условиях
Многие бытовые вещи сегодня изготавливаются из алюминия или его сплавов. Такие изделия легкие, прочные и относительно дешевые, но часто приходиться их ремонтировать. А качественное восстановление возможно только с применением сварки.
Как осуществляется сварка алюминия электродом, что нужно знать о технологии, материалах и способах такого вида работ. Об этом далее в нашей статье.
Особенности сварки электродами
Алюминий — очень непростой металл для сваривания. Неправильный подход к технологии приведет к некачественному сварному шву и изделие будет испорчено.
Сварка алюминия в домашних условиях инвертором требует соблюдения двух основных правил.
- Варить «крылатый» металл нужно только с использованием специальных расходников.
- Аппарат настраивают на постоянный ток с обратной полярностью.
Приемы сварки, использование присадок и подготовка материалов также важны. Но нарушение этих двух главных правил приведет к браку.
Электроды для алюминия существуют различных марок, их подбирают в зависимости от того, какие детали будут свариваться.
- ESAB с маркировкой «ОК» 96.20, 96.10 или же 96.50. подходят для сваривания изделий из алюминия, а так же его сплавов с магнием или марганцем.
- Расходники марки «ОЗАНА» — применяют для сварки по алюминию марок А0 (металл с небольшими добавлениями титана, меди, цинка и прочих). «ОЗАНА 2» позволяют сваривать детали и в вертикальном положении.
- «УАНА» также используют для алюминиевого сплава и литья.
Можно поискать электроды и других производителей.
Ранее при недоступности специальных расходников для сварки цветных металлов использовали самодельные виды.
Для этого брали алюминиевую проволоку, которую нарезали по длине электрода (250-300 миллиметров). Со стальных расходников соскребали обмазку, ее измельчали и перемешивали с мелом.
Затем такую консистенцию смешивали с силикатным клеем и наносили на алюминиевые стержни из проволоки. Просушив их, использовали для сварочных работ.
Кроме специальных электродов нужен сварочный аппарат, который обеспечит нужный ток и его мощность.
Современные ММА инверторы обладают нужными качествами для проведения сварочных работ по алюминию. Максимальная мощность должна составлять 250-300 Ампер.
Главное требование в том, что такое оборудование должно перенастраиваться на постоянный ток.
Итак, как варить алюминий электродом и что нужно знать?
Подготовительные работы
Сварка алюминия электродом более требовательна к подготовке. Перед работами нужно тщательно подготовить детали и расходники.
Электроды перед использованием должны быть хорошо просушены. Чаще всего используется прожарка в печи. Это делается для получения качественного сварного соединения.
Поверхности свариваемых деталей нужно тщательно очистить от загрязнения и, главное, от оксидов, которые в любом случае образуются на металле от контакта с атмосферным кислородом. Также алюминий нужно обезжирить, используя для этого ацетон.
Заготовки или изделие нужно перед сваркой прогреть до соответствующих температур. Для средних по толщине заготовок показатель нагрева составляет 250-300 градусов. Более массивные изделия нагревают до температуры в 400°.
Для сварки алюминия нужно подготовить и место. Металл при варке очень текучий, и, чтобы избежать его протекания, нужно сделать подставку из тугоплавкого материала.
Проведя все подготовительные мероприятия, приступают к непосредственной сварке.
Технология сварки
Стоит помнить, что покрытыми электродами варят алюминиевые изделия толщиной не менее 4 миллиметров. При этом такие конструкции и детали не должны нести ответственных нагрузок.
Как не старайся, но технология сварки электродами не дает отличного качества соединения. Внутри шва все равно образуются поры, которые снизят прочность сварного шва. А после окончания процесса не получиться полностью удалить шлак, он в дальнейшем способствует образованию коррозии.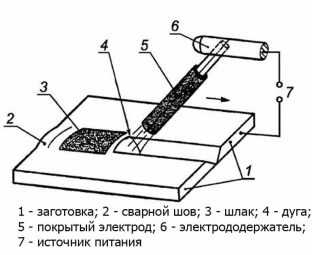
- Изначально нужно перенастроить инвертор на постоянный ток (AC) и сменить полярность. Для этого кабель держателя подключают на плюс, а массу — на минус.
- Регулируют и силу тока. При сварке алюминия его устанавливают исходя из расчета — 25-30 ампер на каждый миллиметр диаметра электрода.
- После поджигания дуги нужно установить положение электрода в пределах 60-80 градусов к поверхности (лучше всего 90, но тогда будет перекрыт обзор).
- Скорость ведения шва нужно соблюдать соответственно скорости плавления расходника (она выше, чем у обычных стальных электродов).
- Расстояние кончика электрода от поверхности выдерживают в 1,5-2 миллиметра. Если слишком глубоко утопить его, то шов будет всплывать и расплескиваться по металлу. При большом расстоянии металл попросту не провариться должным образом.
- Длину соединения нужно определить на один электрод. При этом не нужно делать поперечных движений, как при сварке стали.
Зачем соблюдать длину шва только на один электрод? Все дело в свойстве алюминия, по окончанию сварки в конце образуется накопление шлака. Зажечь дугу в этом месте будет невозможно, придется сделать отступление, а это не укрепит сваренный металл. Такое же образование будет и на кончике самого электрода.
- Расплавленный алюминий — очень текучий материал. Для того, чтоб он не вытекал из сквозных соединений, шов ведут в один слой, при этом также заготовки располагают на подставках из тугоплавкого металла.
- Когда шов пройден, нужно сразу же удалить шлак, используя для этого жесткую щетку по металлу. Изделие также потребуется промыть в горячей воде.
- Чтобы свариваемый алюминий не треснул, нужно обеспечить постепенное остывание. Для этого детали можно поместить в печь, где они нагревались, и оставить до полного охлаждения.
- Также, во избежание деформаций металла, не стоит располагать слишком близко друг к другу сварные соединения.
Ни в коем случае нельзя охлаждать сварные швы алюминия в холодной воде. Это гарантированно поспособствует растрескиванию!
Если Вы не имеете достаточно опыта в сварке, то желательно изначально просто потренироваться на какой-нибудь ненужной детали. В целом сами приемы сварки такие же, как и при работе со сталью, и при наличии опыта не составит труда положить шов по алюминию.
Другие способы сварки
Более качественно можно сделать сварку алюминия в домашних условиях инвертором с функцией тиг.
Функция TIG предусматривает дополнительное использование аргона, как защиты от кислорода. Вследствие этого не образуется оксид алюминия. И шов получается намного прочнее.
При этом используют вольфрамовый стержень в качестве электрода.
Сваривание в аргоновой атмосфере проводят на переменном токе. Преимущество этой технологии во-первых, в качественном шве, а во-вторых, можно варить тонкостенные (тоньше 4-х миллиметров) конструкции.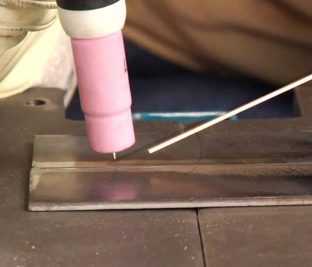
Нужная прочность при аргоновом способе достигается и за счет использования специальных присадок. Их приобретают дополнительно в виде проволоки.
Присадка подается в зону сварки во время сварочного процесса.
Также, благодаря распространению относительно недорогих аппаратов, стала доступна сварка алюминия в домашних условиях и полуавтоматом.
Полуавтомат сваривает детали за счет расплавления специальной проволоки (в данном случае — алюминиевой) в аргоновой среде.
Проволока уже имеет в своем составе необходимые присадочные элементы, а аргон не допускает попадание кислорода в сварочную ванну.
С помощью такой технологии в домашней мастерской можно соединять очень тонкие детали. Причем качество такого соединения очень высоко.
Единственный недостаток использования таких аппаратов на бытовом уровне — это их довольно высокая цена. Обычный ММА (ручная электродуговая сварка) прибор обойдется в два раза дешевле. К тому же дополнительно придется приобретать и газ (аргон или гелий), присадки, вольфрам.
Несмотря на недостаточное совершенство сварки алюминия электродами, это самый доступный способ быстро соединить или починить изделия из этого металла. К тому же инверторы ММА чаще всего используют для сварки стали, которые и придется варить в большинстве случаев.
Использование аппаратов аргонодуговой сварки в домашнем хозяйстве более целесообразно, если Вам приходится часто работать с цветными металлами. Для сварки алюминия в единичных случаях лучше использовать способ варки электродами, а если соединение нужно качественное, то лучше обратиться к профессионалу.
А что Вы сможете добавить к материалу этой статьи? Имеете ли Вы опыт сварки алюминия электродами, насколько важно соблюдение всех перечисленных технологий? Если Вы можете что-то добавить — оставьте свои комментарии к этой статье.
wikimetall.ru
Виды электродов для сварки изделий из алюминия в домашних условиях и их марки
Электроды для сварки алюминия являются стержнями из металла, которые покрыты специализированной смесью. Они довольно редко применяются на больших предприятиях. С их помощью сваривают алюминий в домашнем хозяйстве, в маленьких цехах и при довольно сложных работах за пределами производственных мощностей. Применение подобных электродов дает возможность избежать появления пленки из оксидов на металле. Она очень затрудняет проведение сварочных работ.
Основные особенности сварки алюминия электродом
Давно известно, что сваривать алюминиевые детали очень тяжело. Ученые объясняют это присутствием на них плохо сплавляющейся пленки из оксидов. Чтобы сварка была наиболее качественной, необходимо тщательно очистить соединяемую поверхность от грязи и пленки оксидов.
Для эффективной очистки поверхности алюминия, перед выполнением сварочных работ, часто применяют любой органический растворитель или ванну из щелочи. Обработка в ванне из щелочи считается самым эффективным методом очистки изделий из алюминия. Сделать такой раствор своими руками довольно просто.
Для щелочной ванны необходимо:
- не больше литра воды;
- 50 грамм карбоната натрия;
- 30 грамм жидкого стекла;
- 50 грамм тринатрийфосфата.
 Раствор, который был получен смешиванием этих компонентов, необходимо нагреть до 70 градусов. После этого стоит помещать в него изделия из металла.
Раствор, который был получен смешиванием этих компонентов, необходимо нагреть до 70 градусов. После этого стоит помещать в него изделия из металла.
По окончании очистки и обезжиривания изделий, необходимо перейти к следующему этапу. Он заключается в удалении пленки оксидов. При невыполнении этого условия, сваривать подобные детали очень плохо, а их соединение будет ненадежным и низкого качества. Чтобы удалить пленку оксидов своими руками, можно применять напильники, щетки для металла или болгарку. После этого процесса поверхность свариваемых изделий дополнительно покрывают растворителем.
После окончания всех работ по подготовке алюминия необходимо начинать сварку изделий. Для этой цели наиболее подходит инвертор и применение специализированных электродов для сваривания алюминия. Электроды, чтобы была хорошая горящая дуга и отличный сварочный шов, стоит погреть в печи, при температуре не менее 210 градусов. Средняя продолжительность прогревания обязана составлять около 3 часов.
Для сваривания алюминия стоит применять надежный источник постоянного тока с обратной полярностью. Применяя специальные электроды для варки алюминия, необходимо подбирать правильную силу тока. Специалисты рекомендуют, чтобы его сила составляла около 28 ампер на миллиметр диаметра электродов.
Стоит учесть еще один момент, позволяющий добиваться качественных и надежных сварочных швов. Он заключается в том, что перед сваркой изделие прогревают с помощью газовой горелки. Максимальная температура, до которой стоит прогреть алюминиевые изделия, очень сильно зависит от их размера. Насколько больше этот показатель, тем до большей температуры необходимо нагревать алюминиевые изделия.
Качество сварного шва изделий из алюминия зависит и от скорости их охлаждения. Соединение будет лучше, если охлаждать его медленно. Подобные технические методы позволяют отлично сплавить алюминий при варке на малых токах, избежать деформации свариваемых изделий и появления на швах кристаллизационных образований.
Сварка алюминиевых деталей выполняется в таком порядке:
- До начала варки, если нужно сваривать изделия большой толщины, место соединения стоит нагреть газовой горелкой.
- Сделанный шов необходимо хорошо почистить от шлака.
- Почищенный шов обработать водой с температурой не менее 50 градусов.
- После полного остывания сварочный шов зачищается от оставшихся шлаков щеткой по металлу. Когда это не делается, оставшийся шлак на шве может привести к его быстрому разрушению.
Как варить алюминий электродом
Сваривать алюминиевые детали можно при помощи разного вида электродов. К ним относятся угольные, вольфрамовые и графитовые электроды. Чтобы выбрать определенный тип, необходимо учитывать некоторые факторы. Прежде всего, это метод варки, который будет применяться.
Варка, выполняемая при помощи ручной дуговой техники, предполагает сварку алюминия угольным электродом, а иногда и стальным прутком со специализированным напылением, которое является присадкой. Подобную варку производят при помощи прямого тока с обратной полярностью. Наиболее часто она применяется при сварке изделий из алюминия малой толщины, при переделывании брака, который был найден в алюминиевых отливках. Для варки с применением такой техники используются инверторы.
Дуговая варка, выполняемая по автоматической технике, очень хорошо себя зарекомендовала при сварке встык изделий из алюминия, которые имеют толщину не более 5 миллиметров. Электродом является обычная проволока из алюминия, а сварка делается под флюсом, который обладает маленькой проводимостью электрического тока. Подобный флюс состоит из карбоксиметилцеллюлоза, смешанного с простой водой. После смешивания он перетирается при помощи сита, и нагревается более 6 часов при температуре около 300 градусов.
Варка при помощи защитных газов, для которой нужна проволока из алюминия, применяется для сварки изделий средней толщины. Чтобы зажечь и поддерживать сварочную дугу в нормальном состоянии при работе подобной техникой, нужно иметь электроды из вольфрама. Подобная варка способна производиться в автоматическом или ручном режиме. Для этого используется импульсная или погруженная электрическая дуга. Подобная варочная дуга, созданная с помощью электрода из вольфрама, выделяется хорошей стабильностью, что позволяет получить надежные и долговечные швы.При таком способе также лучше варить инвертором.
Плазменная варка отличается большой скоростью выполнения работ и происходит с использованием вольфрамовых электродов и специальной проволоки из алюминия. При таком типе сварки нужен источник переменного электрического тока. Максимальный диаметр электродов из вольфрама достигает 1,6 миллиметров. В роли защитного газа при такой варке используют аргон, иногда смешанный с гелием.
Самые распространенные виды электродов
 На рынке представлен огромный выбор электродов, при помощи которых делается сварка изделий из алюминия, но существуют некоторые марки, наиболее часто применяемые.
На рынке представлен огромный выбор электродов, при помощи которых делается сварка изделий из алюминия, но существуют некоторые марки, наиболее часто применяемые.
Щелочно-солевой маркой ОК сваривается технический алюминий, а иногда детали с примесями магния и марганца. Такие электроды обладают большой гигроскопичностью, именно поэтому их необходимо держать в помещениях с наименьшим уровнем влажности.Марка ОЗАНА необходима для сварки или наплавки изделий практически всех типов алюминия.
Марка ОЗА сделана из сварочной проволоки из алюминия. Они используются для варки изделий, изготовленных из алюминия или его сплавов с кремнием. Марка УАНА необходима для варки деталей из литейных, а также деформируемых сплавов алюминия. Электроды ЭВЧ являются вольфрамовыми электродами для сварки алюминия, а варка с их применением делается в защитной среде из газа аргона. Эти электроды очень плохо обеспечивают качественное зажигание электрической дуги, именно поэтому не пользуются популярностью у специалистов.
Изготовление электродов в домашних условиях
 Электроды, которые используются для варки алюминиевых изделий, обойдутся довольно дорого. Вот поэтому многие сварщики хотят их изготовить своими руками. В сети можно найти большое количество видео, которые подробно описывают процесс производства электродов для алюминия и его сплавов в домашних условиях. Для того чтобы их сделать, стоит воспользоваться подробным описанием, приведенным ниже.
Электроды, которые используются для варки алюминиевых изделий, обойдутся довольно дорого. Вот поэтому многие сварщики хотят их изготовить своими руками. В сети можно найти большое количество видео, которые подробно описывают процесс производства электродов для алюминия и его сплавов в домашних условиях. Для того чтобы их сделать, стоит воспользоваться подробным описанием, приведенным ниже.
Проволока из алюминия диаметром не более 4,5 миллиметров, нарезается кусками по 30 сантиметров. Чтобы сделать обмазку для электродов, нужно измельчить простой мел и перемешать этот порошок с жидким стеклом. Всю эту смесь необходимо сделать полностью однородной и обмазать ей приготовленные куски проволоки из алюминия. Подобную обмазку из мела и жидкого стекла следует наносить на проволоку из алюминия слоем до 2 миллиметров. Далее изготовленный электрод просушивают до абсолютного затвердевания всей его поверхности.
Следуя этой простой инструкции можно изготовить своими руками хорошие электроды для варки алюминиевых изделий, а многочисленные видео из сети смогут в этом помочь. Даже несмотря на такой простой способ производства, подобные электроды способны выполнять варку алюминиевых изделий с большой эффективностью и получить хорошие сварочные швы.
instrument.guru
какие катоды нужны для сварки металла
Алюминий - не самый простой металл для сварки, поэтому электроды для сварки алюминия выбираются с целью обеспечения наилучшего качества и долговечности соединения. Исходным пунктом является верный выбор технологии сварки - плавящимся (метод MIG/MAG) или неплавящимся (TIG/WIG) электродом, а также наличие соответствующего оборудования.
Как известно, данный метод представляет собой использование плавящегося электрода, который работает в среде защитного газа (аргона). В этом случае подается в зону соединения по коаксиально расположенной в сопле трубке, которая со всех сторон омывается потоком аргона. Рабочая температура в сварочной зоне достигает 1500 0 С, поэтому при использовании метода MIG/MAG для соединения тонкостенных алюминиевых конструкций следует помнить о возможности их тепловой деформации.
Основными режимами, используемыми на практике, являются:
В современных сварочных аппаратах все вышеперечисленные режимы могут программироваться заранее.
Таким образом, при выборе плавящихся электродов к технологии MIG/MAG необходимо предварительно изучить технические возможности оборудования для электродуговой сварки алюминия и установить требования, касающиеся качества конечного шва.
Выбираем плавящиеся электроды
Электроды по алюминию для электродуговой сварки выбирают с учетом:
- Фактора полярности тока (алюминий по методу MIG/MAG варится только на обратной полярности).
- Расчета сечения в зависимости от используемой силы тока: на каждый квадратный миллиметр поперечного сечения электрода должно приходиться не более 25 А сварочного тока.
- Предварительного подогрева до 300-400 0 С (более высокие значения - для сварки изделий с большей толщиной) снижает расход материала и увеличивает стабильность процесса.
- Наличия или отсутствия сварочного флюса. Для соединения алюминиевых конструкций небольшой толщины такой флюс в виде обмазки можно подготовить и самостоятельно. Для этого карбоксилметилцеллюлозу (аморфное вещество, известное как пищевая добавка Е-466) замешивают в воде до вязкой консистенции, после чего наносят на электрод и прогревают его при температуре 250-300 0 С.
В зависимости от вида электродуговой сварки могут быть использованы и другие виды сварочных электродов. Например, для заварки дефектов в алюминиевых отливках, при ликвидации повреждений в алюминиевых дисках, а также при работах с алюминиевыми заготовками малой толщины электрод для алюминия может быть из угольного стержня. Используется только ручная сварка, которая должна проводиться на прямой полярности.
Применение находят следующие исполнения плавящихся электродов:
- Щелочно-солевые типа ОК (для алюминия подходят виды 96.20, 96.10 и 96.50). Такие электроды особенно эффективны при неразъемных соединениях алюминиево-магниевых сплавов типа АМг и АМц, а также силуминов. Для сварки дюралюминов эти исполнения непригодны. Отличаются повышенной гигроскопичностью, поэтому их следует хранить только в сухих помещениях и только в заводской упаковке;
- ОЗАНА, весьма популярные в среде пользователей. Имеют две модификации. ОЗАНУ-1 используют для сварки алюминия технической чистоты (марок АД, А0, АД33 и т.п.). .ОЗАНА-2 - класс, который предназначается для работ с кремнисто-алюминиевыми сплавами. Ими также можно вести сварку как вертикальных, так и горизонтально расположенных швов;
- Проволочные ОЗА на основе сварочной алюминиевой проволоки СвА. Считаются наиболее универсальными видами, предназначенных для сварки алюминия.
Плавящийся электрод можно изготовить и своими руками. Для этого подходящую по диаметру алюминиевую проволоку разрезают на мерные прутки длиной 250-300 мм. Далее готовят поверхностную обмазку из мелко толченого мела и силиката натрия (жидкого стекла). Когда состав достигнет равномерной слабовязкой консистенции, его наносят на поверхность отрезанных прутков. Толщина обмазки не должна быть менее 1,5 мм. После тщательного просушивания самодельный электрод
metalwok.ru