Самодельные сварочные аппараты, полуавтоматы, схемы. Самодельный полуавтомат схемы
Самодельные полуавтоматы | Самодельные сварочные аппараты, полуавтоматы, схемы.
Настало время предоставить вам еще одну схему сварочного полуавтомата Svapka.Ru Vol 5.0Эта схема основана на схеме Svapka.Ru Vol 4.0 с небольшими модификациями. В отличии от последней из нее удален блок управления током (симисторы и электронный блок управления переключения ступеней). Вместо него для регулирования тока используется галетный переключатель SA1. Ток коммутируется по первичке симистором BTA41-600.
мая 2012 Опубликовано в: Самодельные полуавтоматы Посмотров: 40 147
Представляю новую схему сварочного полуавтомата Svapka.Ru Vol 4.0.Эта схема разработана на основе схемы Svapka.Ru Vol 3.0 и отличается от последней отсутствием автоматического, триггерного и таймерного режима. То есть в схеме реализовано управление ступенями трансформатора с помощью симисторов и также присутствует один ручной режим, у которого есть два под режима, с задержками пред-газ, пос-газ и без них.
марта 2012 Опубликовано в: Самодельные полуавтоматы Посмотров: 24 912
Предлагаю новую схему сварочного полуавтомата. Это модификация схемы опубликованной здесь.
Отличительной особенностью данной схемы является применение одного источника напряжения 12 вольт и в качестве логических элементов в блоке управления используются микросхемы КМОП серии, а именно К561ТЛ1.
В данной схеме используется 2 режима сварки ручной и автоматический.
января 2012 Опубликовано в: Самодельные полуавтоматы Посмотров: 73 563
Предлагаю схему сварочного полуавтомата, упрощенный вариант схемы, которая опубликована здесь..
Работает схема следующим образом:
При нажатии кнопки управления срабатывает реле К1. Своими контактами к1.1, К1.2, К1.3 одновременно включает двигатель подачи проволоки, подачу газа и сварочный ток.
сентября 2011 Опубликовано в: Самодельные полуавтоматы Посмотров: 72 579
Предлагаю еще одну схему сварочного полуавтомата. По принципу работы, она похожа на эту схему. Прочитайте и поймете как работает эта схема.
Отличие от этой схемы в том, что используется всего 2 реле и весь блок управления сделан на логике, + таймер NE555 для автоматической выдержки времени сварки.
марта 2011 Опубликовано в: Самодельные полуавтоматы Посмотров: 41 125
Представляем вариацию на тему «Сварочный полуавтомат»
Схема сварочного полуавтомата опубликованная в этой статье в принципе похожа на схемы опубликованные ранее на нашем сайте Еще одна схема сварочного полуавтомата и Схема простого самодельного сварочного полуавтомата Различия в схемах лишь в том, что для управления скоростью подачи сварочной проволоки используется ШИМ регулятор с обратной связью, который обеспечивает равномерную (заданную) скорость сварочной проволоки во время сварки.
марта 2010 Опубликовано в: Самодельные полуавтоматы Посмотров: 38 436
Многие задаются вопросом, как же сделать сварочный полуавтомат своими руками и что бы он обладал хорошими характеристиками, имел достаточно функционала и работал надёжно долгие годы.
На в самом деле всё просто. Для этого нужно знать немного о принципе работы сварочного полуавтомата и немного терпения.
марта 2010 Опубликовано в: Самодельные полуавтоматы Посмотров: 119 623
Представляем еще одну схему сварочного полуавтомата для сварки металла в среде углекислого газа.
Эта схема сварочного полуавтомата была разработана нами давно. Сварочные аппараты, собранные по этой схеме, работают до сих пор и ни разу не ломались.
марта 2010 Опубликовано в: Самодельные полуавтоматы Посмотров: 56 621
Представляем вам еще одну схему сварочного полуавтомата с регулировкой тока по первичной обмотке.
Вариантов регулирования сварочного тока очень много, есть вариант в тиристорном исполнении по первичной обмотке, тиристорная по вторичной, галетная по первичной и так далее. Мы предоставляем вам свою схему регулирования тока сварочного трансформатора.
января 2010 Опубликовано в: Самодельные полуавтоматы Посмотров: 80 481
Представляем вам еще одну схему самодельного сварочного полуавтомата.
Раньше это схема была опубликована на сайте Самодельная сварка, но так как сайт переехал сюда, то публикуем ее здесь.
января 2010 Опубликовано в: Самодельные полуавтоматы Посмотров: 40 711
Представляем вам схему самодельного сварочного аппарата, собранного в домашних условиях и показавшего не плохие результаты.Данная схема работает в ручном режиме сварки и автоматическом (точеном), то есть можно варить точками.
декабря 2009 Опубликовано в: Самодельные полуавтоматы Посмотров: 117 559
svapka.ru
Самодельные сварочные аппараты полуавтоматы, схемы, устройство и детали
Самодельные сварочные аппараты полуавтоматы схемы могут иметь в целом принципиально похожие. Такой аппарат может стать вполне приемлемой альтернативой своему аналогу, произведенному в заводских условиях. Цена фирменных сварочных полуавтоматов в специализированных магазинах и торговых центрах достаточно высока, и выложить такую сумму безболезненно сможет далеко не каждый.
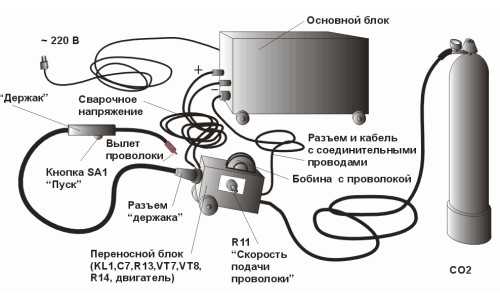
Рисунок 1. Устройство сварочного полуавтомата.
Между тем схема устройства позволяет использовать при его сборке многие узлы, оставшиеся от других агрегатов, что радикально снижает стоимость всей конструкции. Самодельные сварочные аппараты полуавтоматы несложно собираются в условиях домашней мастерской или гаража, и могут оказать неоценимую помощь при ремонте автомобильного кузова или сварном соединении тонкого листового металла.
Устройство сварочного полуавтомата
Этот аппарат имеет в своей основе инвертор, который преобразует переменный ток в постоянный. На вторичной обмотке с этой целью ставятся диодные выпрямители соответствующей мощности. Туда же ставится дроссель и конденсатор. Инвертор вполне можно намотать своими руками, для этого требуются лишь время, терпение и подходящая медная проволока в нужном количестве. Если ее диаметр будет составлять 0,8 мм, то сварка будет производиться током порядка 160 А, а сам инвертор иметь мощность 6 кВт. Стоит помнить, что если используется алюминиевая проволока, то для достижения таких показателей она должна иметь большую толщину.
Рисунок 2. Принципиальная схема сварочного аппарата.
Важными характерными отличиями сварочного полуавтомата от других видов подобных аппаратов является наличие механизма, подающего сварочную проволоку в зону, где производится сварка. Кроме того, полуавтоматы могут подавать в эту зону струю углекислого газа, что создает защиту процесса от воздействия кислорода и азота, содержащихся в окружающей атмосфере. В качестве емкости для подачи такого газа вполне можно использовать старый углекислотный огнетушитель. Подавать же проволоку успешно сможет автомобильный двигатель от стеклоочистительной системы.
Сварочные аппараты полуавтоматы схемы, детали и их изготовление
Необходимо отметить, что схема комплектующих (рис. 1) не содержит в своем составе ничего особо сложного. Нужно только правильно сделать дроссель, и выбрать подходящий конденсатор. Последний должен иметь мощность не менее 63 Вт и быть рассчитанным на 22-25 мкФ. Для дросселя требуется многожильный медный провод сечением 5 мм или более и длиной 20 м. Его нужно намотать 15 витков в одну сторону, по движению часовой стрелки, затем перевести витки на другую сторону сердечника и намотать столько же витков в противоположном направлении. Сердечник можно взять от силового трансформатора, снятого со старого телевизора. Тогда зажигание электрической дуги будет вполне надежным.
В схеме самодельного полуавтомата огромную роль играют тиристоры, которые придется приобрести отдельно. Это полупроводниковые детали, которыми возможно управлять с помощью электрических цепочек, способных сдвигать фазу.
Рисунок 3. Схема источника питания инверторного сварочного аппарата.
Причем схема предусматривает работу каждого из них только в соответствующем полупериоде сетевого напряжения, который формируется на аноде(рис. 2). Нельзя не отметить, что приведенная схема для сварочных полуавтоматов не является обязательной, возможны и иные варианты (рис.3).
А трансформатор для сварочного полуавтомата можно намотать на статор от пришедшего в негодность электродвигателя. В качестве первичной обмотки на него надо намотать медный провод сечением 1,9 мм в изоляции из стеклоткани, в количестве 220 витков. Вторичной обмоткой могут стать 56 витков медной шины сечением 6 см. Выпрямительный мост собирается из диодов, рассчитанных на воздействие тока не менее 100 А. Для предотвращения перегрева при работе полуавтомата каждый из них монтируется на радиаторе, имеющем площадь отдачи тепла не менее 2 м кв. Желательно сочетать при сборке катодный и анодный теплоотводы.
Периферийные устройства полуавтоматов
Возможность использования подачи непосредственно к месту наложения сварного шва углекислого газа и сварной проволоки является выгодным отличием полуавтоматов от других видов сварочных аппаратов. Их механизмы тоже не так сложно сделать самостоятельно. Газ подается через шланг, снабженный специальным пистолетом, функция которого состоит не только в подаче его на место сварки.
Схема его устройства включает одновременное замыкание электрической цепи и запуск механизма, открывающего электрический клапан. Такой пистолет желательно приобрести готовым, ибо неполадки в нем могут привести к неприятным последствиям.
Подачу сварной проволоки осуществляет специальный механизм, схема которого не отличается большой сложностью. Канал для подачи проволоки можно сделать из оболочки провода автомобильного спидометра, имеющего диаметр 1,2 мм. С одного его конца медным припоем крепится направляющая стальная трубка, имеющая внешнюю резьбу М4, а противоположный вставляется в канал пистолета. Питание такого полуавтомата включается с помощью реле, снятое с системы включения дальнего света фар автомобиля.
В целом стоит признать, что схема устройства сварочного полуавтомата вполне доступна для самостоятельной сборки с применением подручных средств и механизмов.
Схема самодельного сварочного полуавтомата. | Самодельные сварочные аппараты, полуавтоматы, схемы.
Представляем вам схему самодельного сварочного аппарата, собранного в домашних условиях и показавшего не плохие результаты.
Данная схема работает в ручном режиме сварки и автоматическом (точеном), то есть можно варить точками.
Перебрав много схем сварочных аппаратов мы пришли к выводу, что сварочный полуавтомат должен работать следующим образом:
- при нажатии кнопки управления сначала должен податься углекислый газ, это делается для того, что бы горелка наполнилась газом.
- после задержки 1..3 секунды автоматически включается ток сварки и подача проволоки.
- после отпускания кнопки управления отключается подача проволоки.
- затем через 1…3 сек отключается подача углекислого газа, это нужно для того, что бы расславленный метал не окислился при остывании, и отключается сварочный ток.
В результате такой работы сварочного полуавтомата шов получается качественный.
Исходя из этих требований нами была разработана схема сварочного полуавтомата, представленная на рисунке.
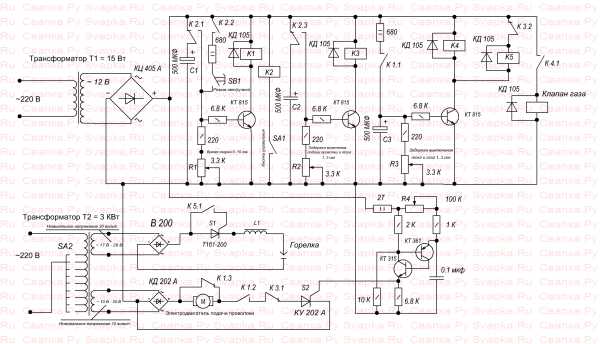
Схема работает следующим образом:
1. Ручной режим.
Переключатель SB1 в замкнутом состоянии.
При нажатии кнопки управления SA1 срабатывает реле К2, своими контактами К 2.1, К 2.2, К 2.3 включает реле К1 и К3.
Реле К1 контактами К1.1 включает подачу углекислого газа, К1.2 включает цепь питания электродвигателя, К1.3 отключает тормоз двигателя.
В это же время реле К3 своими контактами К3.1 отключает цепь питания двигателя и К3.2 отключает реле К5, которое отвечает за включение тока сварки, на время заданное резистором R2 (1…3 сек).
На данном этапе подается газ, двигатель подачи проволоки и ток сварки отключены.
Далее.. после разряда конденсатора С2 через цепь резистора R2 отключается реле К3 и своими контактами К3.1 включает двигатель подачи проволоки и контактами К3.2 включает реле К5, которое своими контактами К5.1 включает ток сварки.
В это время идет процесс сварки.
Далее.. При отпускании кнопки управления SA1 реле К2 отключается, своими контактами К 2.1, К 2.2 отключает реле К1.
Реле К1 контактами К1.2 отключает двигатель подачи проволоки, контактами К1.3 включает тормоз двигателя (так как любой двигатель имеет инертность – это необходимо, что бы после окончания сварки сварочная проволока моментально останавливалась), контакты К1.1 размыкают цепь питания конденсатора С3.
На данном сварка прекращена, двигатель подачи проволоки остановлен, ток сварки включен и подача углекислого газа продолжается.
Далее.. после разряда конденсатора С3 через резистор R3 (1…3 сек) отключается реле К4 отвечающее за подачу газа и реле К5 отвечающее за включение тока сварки.
2. Автоматический режим.
Переключатель SB1 в разомкнутом состоянии.
При нажатии кнопки управления SA1 все процессы в схеме происходят, так же как и в ручном режиме, только время сварки задается не удержанием кнопки управления SA1, а цепочкой С1R1 (1…10 сек).
Для чего нужен автоматический режим? Представьте, что нужно приварить крыло автомобиля. Если использовать ручной режим, то сварные швы по размеру будут разными и придется долго выравнивать все неровности.
Другое дело это автоматический режим, вам нужно будет настроить время сварки и силу тока, попробовать на какой нибудь опытной детали и можно варить не задумываясь о времени сварки. В этом случае все сварные швы будут одинаковые (точки).
Работает все просто, нажимаете на кнопку управления, держите ее и варите, схема после определенного времени, заданного резистором R1 отключит процесс сварки.
В аппарате можно использовать любые реле на ток коммутации (К1 и К3) – 5..10А, остальные реле (К2, К4, К5) – 400 мА.
Все элементы схемы не критичны, вместо силовых диодов можно использовать любые на ток 200 А, Тиристор управления сварочным током тоже любой на ток 200 А.
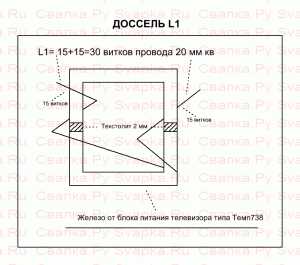
Для сглаживания пульсации и уменьшения брызг во время сварки нужно использовать сглаживающий дроссель L1. ( сварочный дроссель ) В качестве магнитопровода сварочного дросселя использован сердечник от лампового телевизора. В зазоры магнитопровода вставлены пластины из текстолита толщиной 2 мм. Способ намотки сварочного дросселя показан на рисунке.
 Сварочный трансформатор мощностью 3 кВт намотан на кольцевом магнитопроводе и имеет следующие характеристики:
Сварочный трансформатор мощностью 3 кВт намотан на кольцевом магнитопроводе и имеет следующие характеристики:
Сначала наматывается первичная обмотка трансформатора, делаются отводы начиная с напряжения 160 в, далее 170 в, 180 в , 190 в, 200 в, 210 в, 220, в, 230 в, 240 в. проводом из меди сечением 5 мм. кв.
Вторичная обмотка наматывается по верх первичной проводом из меди сечением 20 мм. кв. Номинальное напряжение обмотки 20 вольт.
Таким образом мы имеем сварочный трансформатор с жесткой характеристикой (что очень важно для сварочного полуавтомата) и имеем 6 ступеней регулирования сварочного тока в форсированном режиме, 1 ступень нормальной работы трансформатора (220 в. превичная, 20 вольт вторичная) и 2 ступени пассивного режима работы трансформатора.
Ступени регулирования тока вторичной обмотки:
17 в, 19 в, 20 в, 22 в, 23 в, 24 в, 25 в, 27 в, 28 вольт.
Двигатель подачи сварочной проволоки можно использовать любой редуктор стеклоочистителя автомобиля например от ВАЗ 2110.
Важно отметить, при проектировании протяжного механизма нужно учитывать, что максимальная скорость протяжки проволоки должна обеспечиваться на уровне 11 метров в минуту, минимальная 0.7 метра в минуту. Для этого нужно рассчитать диаметр ведущего колеса механизма подачи проволоки.
Клапан газа можно использовать от клапана подачи воды от омывателя заднего стекла автомобиля ВАЗ 2109. Другие типы клапанов автомобилей использовать не рекомендуется, например воздушный от ВАЗ 2105, так как после некоторого времени работы они начинают пропускать (нарушается герметичность клапана).
Данный сварочный полуавтомат работает уже 3 года, зарекомендовал себя очень надежным.
Ответы на комментарии:
Топология печатной платы, не хотел выкладывать из за того что ни чего не понятно.. но заставили..
В качестве реле К1, К2, К3 можно использовать реле типа HJQ-22F-3Z с тремя группами контактов.
На фото такое же реле, только с четырьмя группами контактов HJQ-22F-4Z (показываю как выглядит).

_____________________________________________________________________________________
Так как сам сварочный полуавтомат был утрачен, то по моей просьбе фото этого сварочного аппарата были любезно предоставлены посетителем сайта Андреем, который повторил эту схему.
Большое спасибо ему за это.
Внешний вид полуавтомата:

Компоновка, вид сверху:

Компоновка, вид сбоку:

Компоновка, вид сбоку, вид подающего механизма:

Протяжный механизм:

Плата управления сварочным полуавтоматом:

Диодный мост, дроссель, трансформатор питания схемы управления:

Автор фото полуавтомата: Андрей.
___________________________________________________________________________
Фото блока управления и печатная плата присланная посетителем сайта Николаем (комментарий 100)
Печатную плату в формате программы Sprint-layout 5 можно скачать по этой ссылке ( Количество скачиваний: 1775 )
____________________________________________________________________________
Автор схемы: Admin Svapka.Ru
svapka.ru
Как сделать сварочный полуавтомат?.. нет ни чего проще
Многие задаются вопросом, как же сделать сварочный полуавтомат своими руками и что бы он обладал хорошими характеристиками, имел достаточно функционала и работал надёжно долгие годы.
На в самом деле всё просто. Для этого нужно знать немного о принципе работы сварочного полуавтомата и немного терпения.Итак начнем.
Для начала определимся с типом и мощностью сварочного трансформатора применяемого в сварочных полуавтоматах.
Как нам известно при использовании сварочной проволокой диаметром 0,8 мм сварочный ток достигает ~160 ампер. Отсюда следует, что трансформатор должен быть мощностью от 3000 вт.
Далее определяемся с типом трансформатора. Самыми лучшими характеристика обладают сварочные трансформаторы намотанные на тороидальном сердечнике (кольцо, бублик, тор)
Выбираем этот тип сварочного трансформатора, в отличии от П и Ш образных трансформаторов при одинаковой мощности они имеют меньший вес, что важно для такой конструкции, как сварочный полуавтомат.
Далее определяемся с регулированием сварочного тока. Есть два способа регулирования, по первичной и вторичной обмотке сварочного трансформатора.
Регулирование сварочного тока по первичной обмотке трансформатора с использованием тиристорной схемы регулирования имеет ряд недостатков, такие как повышенная пульсация сварочного напряжения в момент перехода фаз через тиристоры в первичной обмотке. (лечится установкой дросселя и конденсатора большой емкости в цепь сварочного тока)
Регулирование тока по первичной обмотке с использованием коммутирующих элементов (реле, галетные переключатели) не имеет таких недостатков, как тиристорная схема управления, и предпочтительней для использования в подобных схемах сварочных аппаратов.
Регулирование тока по вторичной обмотке сварочного трансформатора имеет также повышенную пульсацию сварочного напряжения в схемах с применением тиристоров. Применение коммутирующих схем (переключатели, мощные реле) ведет к дороговизне элементов и утяжелении конструкции сварочного аппарата в целом.
Отсюда следует, что регулировку тока нужно реализовывать по первичной обмотке (какую именно, решать вам)
В цепи питания сварочной дуги (вторичная обмотка) нужно обязательно устанавливать сглаживающий сварочный дроссель и конденсатор повышенной емкости от 50000 Мкф. для сглаживания пульсаций сварочного тока, не зависимо от применяемой схемы регулирования сварочного напряжения.
Дальше определяемся с регулятором подачи сварочной проволоки. Для сварочного полуавтомата рекомендуется использовать ШИМ регулятор с обратной связью.
Для чего нужен ШИМ? Во первых он стабилизирует скорость проволоки(на заданном уровне) в зависимости от нагрузки оказываемой трением проволоки в рукаве и реагирует на просадку (уменьшение) сетевого напряжения во время сварки.
Откуда запитать ШИМ регулятор, от отдельного трансформатора или намотать дополнительную обмотку на сварочный трансформатор? Тут разницы особой нет, если запитывать от отдельного трансформатора, то это увеличит вес аппарата. А если намотать дополнительную обмотку на сварочный трансформатор, то вы выиграете в весе и немного с экономите.
Возьмем к примеру такую ситуацию, вы варите на самом маленьком токе, значит и скорость проволоки тоже маленькая и напряжение нужное для регулирования двигателя подачи проволоки тоже незначительное, если варите на максимальном токе, то и напряжение нужное для двигателя максимальное, тем самым намотав обмотку запитывающую цепь регулятора подачи проволоки на сварочном трансформаторе, мы обеспечим нужный режим работы для регулятора. И отсюда следует, что потребности в дополнительном трансформаторе для двигателя подачи сварочной проволоки нет.
Какой выбрать редуктор для подачи сварочной проволоки? Вариантов много, самый распространенный это редуктор стеклоочистителя от автомобилей семейства ВАЗ.
Расчет диаметра ведущего колеса механизма подачи сварочной проволоки. Как нам известно, что скорость подачи сварочной проволоки в сварочном аппарате должна быть в пределах 0,7…11 метров в минуту при сварке проволокой 0.8 мм.
Так как передаточное отношение выбранного редуктора и скорость вращения якоря двигателя нам не известна, нужно рассчитать диаметр ведущего колеса механизма подачи проволоки, что бы он обеспечивал необходимую скорость подачи проволоки.
Делается это опытным путем. На вал редуктора с помощью пластилина прикрепляется спичка. Потом на двигатель редуктора подается максимальное напряжение, которое выдает ШИМ регулятор, например 20 вольт. . Подсчитываем количество оборотов, которые сделал двигатель за 1 минуту.
Например двигатель сделал 100 оборотов, подставив в формулу, мы рассчитаем нужный размер (радиус) ведомого колеса механизма подачи проволоки:
100 – количество оборотов двигателя, сделанных за 1 минуту.
1100 – 11 метров переведенные в см.
Или упрощенная формула для скорости 11 м/мин:
где N количество оборотов двигателя, сделанных за 1 минуту.
Таким образом у нас получилось, что радиус ведомого колеса равен 1.75 см или диаметр равен 3,5 см, при котором обеспечивается нужная максимальная скорость подачи проволоки (11 метров в минуту) при данном напряжении (20 вольт).
В качестве клапана газа для нашего сварочного аппарата, рекомендуем использовать клапан подачи воды на омыватель заднего стекла ВАЗ2108, так как он зарекомендовал себя очень надежным.
Каким должен быть функционал сварочного полуавтомата? Сварочный полуавтомат должен обязательно иметь самый минимум функций, а именно:
- при нажатии кнопки управления сначала должен податься углекислый газ, это делается для того, что бы горелка наполнилась газом.
- после задержки 1..3 секунды автоматически включается ток сварки и подача проволоки.
- после отпускания кнопки управления отключается подача проволоки и сварочный ток (одновременно).
- затем через 1…3 сек отключается подача углекислого газа, это нужно для того, что бы расславленный метал не окислился при остывании.
Как видите, из выше изложенного видно, что сварочный полуавтомат – это просто, было бы желание и возможность реализовать все это в домашних условиях.
P.S. На нашем сайте опубликовано много схем сварочных полуавтоматов. Все они разные и различаются по принципу регулирования сварочного тока, функциональности, простоте (сложности) повторения.В связи с этим хотелось бы добавить, что каждый сам для себя может выбрать, что ему действительно нужно, и сделать, что то свое на основе приведенных здесь схем сварочных аппаратов.
********************************************
Ответ на комментарий:
Регулятор подачи сварочной проволоки на TL494
Схема из журнала «Радиоаматор-Электрик» №3 2006 г. стр 28-29 Схема похоже не рабочая!!!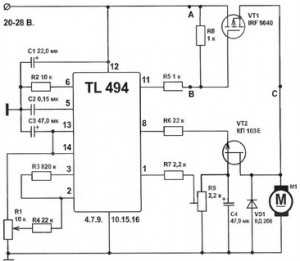
Схема торможения двигателя.
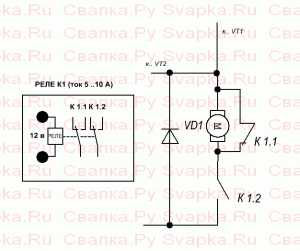 Реле К1 подключаем в цепь коммутации подачи проволоки.
Реле К1 подключаем в цепь коммутации подачи проволоки.
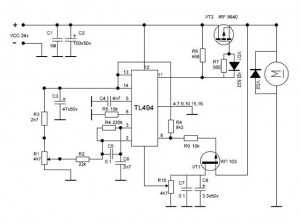
Еще одна схема регулятора подачи проволоки на TL494 (доработанный вариант схемы из журнала «Радиоаматор-Электрик»)
Повторил эту схему.. не работает!!!! © Admin
У кого работает, пишите в комментарии.
Ссылка на статью: Как сделать сварочный полуавтомат?.. нет ни чего проще
Статью написал Admin: Svapka.Ru
svapka.ru
Простой и надежный сварочный полуавтомат — Меандр — занимательная электроника
Читать все новости ➔
Поделюсь с пользователями данного сайта секретом, как сделать простой и надежный сварочный полуавтомат. Аппарат заслужил наивысшую оценку, поэтому не пожелеете если соберете такой и себе. Чтобы повторить устройство не надо особых знаний по электротехнике, а схема не содержит дорогих и дефицитных деталей.
 Сварочный полуавтомат своими руками
Сварочный полуавтомат своими руками
 Сварочный полуавтомат своими руками
Сварочный полуавтомат своими руками
 Сварочный полуавтомат своими руками
Сварочный полуавтомат своими руками Вот и схема, максимально упрощеная, без лишних наворотов, проверена годами.
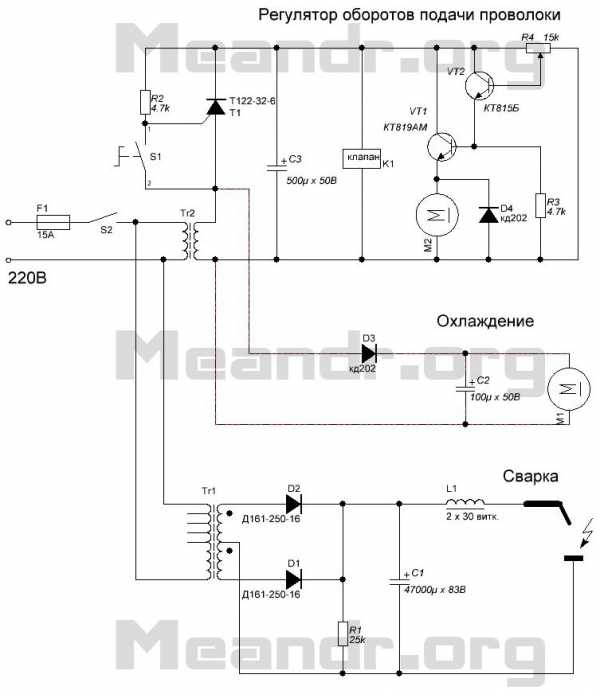
Трансформатор Tr1 - ЛАТР на 10А, Первичная обмотка без изменений, только тводы для регулировки тока через 15 витков. Вторичная - две обмотки по 30 витков из медной шины 6х3 мм.
Дроссель L1 намотан на сердечнике от трансформатора ТС-270 от телевизора, медной шиной 6х3.5 мм в две обмотки по 30 витков (каждая обмотка в два слоя по 15 витков).
Трансформатор Tr2 - любой 12-14В, 3А.
Мотор М2 - мотор подачи проволоки, использован от дворников ВАЗ классика.
Клапан К1 - клапан омывателя ВАЗ 2108
Мотор М1 - кулер от компьютерного блока питания, нужен для охлаждения при работе на больших токах.
Переменным резистором R4 регулируется скорость подачи проволоки.
РЕЛЕ ВКЛЮЧЕНИЯ СИЛОВОГО ТРАНСА НЕ СТАВИЛ! Прекрасно обхожусь без него, никаких дуг после остановки подачи нет!РЕЛЕ ТОРМОЗА ДВИГАТЕЛЯ ПОДАЧИ НЕ СТАВИЛ! Это лишнее роскошество и затраты, после отпускания кнопки, и без тормоза останавливается за пол секунды! Были бы с этим неудобства, давно бы все это добавил! Годами много всего переварил шов получается отличный. Заборы варю без газа, а ответственные места варю с газом, из углекислотного огнетушителя с редуктором) Об Этом и о механизме подачи в следующей статье.
Общий вид:
 Сварочный полуавтомат своими руками
Сварочный полуавтомат своими руками Силовой трансформатор намотан на ЛАТР 10А
 Сварочный полуавтомат своими руками
Сварочный полуавтомат своими руками Силовые диоды 250А на радиаторах, всегда чуть теплые.
Возможно, Вам это будет интересно:
meandr.org
Самодельные сварочные аппараты, полуавтоматы, схемы.
При компоновке нужно стараться добиться минимальных размеров, и что бы ни чего в аппарате друг другу не мешало. Расположение протяжного механизма было выбрано горизонтальным. расположение дросселя и диодного моста на против вентиляторов. блок реле был установлен с задней стороны. Это расположение было выбрано для удобства если вдруг что то случится с реле. Достаточно открыть заднюю стенку корпуса и блок реле как на ладони.
февраля 2012 Опубликовано в: Сварочный полуавтомат Svapka.Ru Vol 3.0 от А до Я Посмотров: 8 599
Предлагаю новую схему сварочного полуавтомата. Это модификация схемы опубликованной здесь.
Отличительной особенностью данной схемы является применение одного источника напряжения 12 вольт и в качестве логических элементов в блоке управления используются микросхемы КМОП серии, а именно К561ТЛ1.
В данной схеме используется 2 режима сварки ручной и автоматический.
января 2012 Опубликовано в: Самодельные полуавтоматы Посмотров: 73 567
Нашел на днях чертежи самодельной горелки и евро-разъема к ней, который применялся в одном из аппаратов фирмы Kemppi.
Рисовали это давно, когда в магазинах не продавались готовые горелки и делали все сами.
По этим чертежам я тоже делал самодельную горелку, но к сожалению ее уже нет. Было бы более наглядней видно что куда цепляется.
декабря 2011 Опубликовано в: Отдельные блоки Посмотров: 12 510
Схема сварочного полуавтомата предоставленная посетителем сайта sem.
Сварочный полуавтомат собран по такой схеме, ни чего сложного в изготовлении, главное начать
Работает полуавтомат следующим образом:
При подключении полуавтомат к сети, загорается светодиод, который установлен на горелке. При нажатии кнопки управления этот светодиод гаснет. Далее включаются реле К1, К2 и К3.
ноября 2011 Опубликовано в: Самодельные от посетителей сайта Посмотров: 31 006
Схема сварочного аппарата MMA предоставленная посетителем сайта deda.
Отличительная особенность данного аппарата,- это крутоспадающая VA – характеристика, минимум потери мощности, высокий КПД, дешевизна изготовления, малый вес.. Для сварки током обратной полярности (например электродами МР3), нужно верхний по схеме вывод Р1 и «держак» переключить на +аппарата, а стол (деталь) на -. Сваривает 3мм электродом, вес- 13 кг, ток сварки максимальный- 115-130А., ток К.З.- до 250А.
ноября 2011 Опубликовано в: Самодельные от посетителей сайта Посмотров: 19 262
Пришло время поговорить о споттере. Споттер это разновидность контактной сварки. Отличается от последней тем, что у него нет сварочных клещей. Применяется данный тип сварки в основном при ремонте кузовов автомобилей. Один провод подсоединяется не посредственно на свариваемую деталь. Другой с помощью специального электрода (обратного молотка) приваривается в деформированное место кузова. После завершения работ по вытягиванию деформированного участка кузова, этот специальный электрод легко отсоединяется скручиванием.
ноября 2011 Опубликовано в: Самодельные от посетителей сайта Посмотров: 92 919
Еще одна схема полуавтомата любезно предоставленная посетителем сайта Александром.
Схема была сначала опубликована в комментарии, потом оформлена отдельной статьей с согласия автора. Что из этого получилось смотрите дальше..
ноября 2011 Опубликовано в: Самодельные от посетителей сайта Посмотров: 35 621
Схема сварочного полуавтомата присланная посетителем сайта назвавшимся под именем Саныч.
Схема очень простая, повторить ее сможет даже не опытный радиолюбитель.
октября 2011 Опубликовано в: Самодельные от посетителей сайта Посмотров: 112 014
Предлагаю схему сварочного полуавтомата, упрощенный вариант схемы, которая опубликована здесь..
Работает схема следующим образом:
При нажатии кнопки управления срабатывает реле К1. Своими контактами к1.1, К1.2, К1.3 одновременно включает двигатель подачи проволоки, подачу газа и сварочный ток.
сентября 2011 Опубликовано в: Самодельные полуавтоматы Посмотров: 72 583
Предлагаю еще одну схему сварочного полуавтомата. По принципу работы, она похожа на эту схему. Прочитайте и поймете как работает эта схема.
Отличие от этой схемы в том, что используется всего 2 реле и весь блок управления сделан на логике, + таймер NE555 для автоматической выдержки времени сварки.
марта 2011 Опубликовано в: Самодельные полуавтоматы Посмотров: 41 129
Бывает, соберешь сварочный аппарат, всё устраивает, варит отлично, не греется, но в момент поджигания дуги (в момент касания электрода к свариваемой детали происходит короткое замыкание КЗ) сеть проседает очень сильно, появляется эффект мигания света у соседей или у вас выбивает пробки, что еще хуже.
июля 2010 Опубликовано в: Самодельные аппараты Посмотров: 20 764
Представляем вариацию на тему «Сварочный полуавтомат»
Схема сварочного полуавтомата опубликованная в этой статье в принципе похожа на схемы опубликованные ранее на нашем сайте Еще одна схема сварочного полуавтомата и Схема простого самодельного сварочного полуавтомата Различия в схемах лишь в том, что для управления скоростью подачи сварочной проволоки используется ШИМ регулятор с обратной связью, который обеспечивает равномерную (заданную) скорость сварочной проволоки во время сварки.
марта 2010 Опубликовано в: Самодельные полуавтоматы Посмотров: 38 437
Многие задаются вопросом, как же сделать сварочный полуавтомат своими руками и что бы он обладал хорошими характеристиками, имел достаточно функционала и работал надёжно долгие годы.
На в самом деле всё просто. Для этого нужно знать немного о принципе работы сварочного полуавтомата и немного терпения.
марта 2010 Опубликовано в: Самодельные полуавтоматы Посмотров: 119 626
Представляем еще одну схему сварочного полуавтомата для сварки металла в среде углекислого газа.
Эта схема сварочного полуавтомата была разработана нами давно. Сварочные аппараты, собранные по этой схеме, работают до сих пор и ни разу не ломались.
марта 2010 Опубликовано в: Самодельные полуавтоматы Посмотров: 56 625
В этой статье попытаюсь вам рассказать, как рассчитать трансформатор для сварочного аппарата.
На самом деле ни чего сложного здесь нет. Этот расчет относится как к простым (П и Ш образным) так и к тороидальным трансформаторам.
января 2010 Опубликовано в: Разное Посмотров: 133 877
Представляем вам еще одну схему сварочного полуавтомата с регулировкой тока по первичной обмотке.
Вариантов регулирования сварочного тока очень много, есть вариант в тиристорном исполнении по первичной обмотке, тиристорная по вторичной, галетная по первичной и так далее. Мы предоставляем вам свою схему регулирования тока сварочного трансформатора.
января 2010 Опубликовано в: Самодельные полуавтоматы Посмотров: 80 492
Представляем вам еще одну схему самодельного сварочного полуавтомата.
Раньше это схема была опубликована на сайте Самодельная сварка, но так как сайт переехал сюда, то публикуем ее здесь.
января 2010 Опубликовано в: Самодельные полуавтоматы Посмотров: 40 714
По всем характеристикам тороидальные трансформаторы превосходят П и Ш образные трансформаторы примерно в 1.5.. 2 раза. Также по весу торы в намного легче.
В связи с этим лучше делать тороидальный трансформатор для сварочных аппаратов.
О изготовлении тороидального трансформатора в домашних условиях пойдет речь в нашей статье.
января 2010 Опубликовано в: Отдельные блоки Посмотров: 160 124
При конструировании сварочного полуавтомата всегда возникает вопрос, какие силовые диоды использовать в диодном мосте?
Можно конечно купить дорогие диоды типа В200 собрать из них полноценный выпрямительный мост, собрать сварочный полуавтомат с большим запасом по току и пользоваться долгое время не задумываясь ни о чем.
января 2010 Опубликовано в: Отдельные блоки Посмотров: 68 549
Представляем вам схему самодельного сварочного аппарата, собранного в домашних условиях и показавшего не плохие результаты.Данная схема работает в ручном режиме сварки и автоматическом (точеном), то есть можно варить точками.
декабря 2009 Опубликовано в: Самодельные полуавтоматы Посмотров: 117 568
svapka.ru
Аппарат для полуавтоматической сварки – своими руками. Механизм протяжки проволоки и источник питания для него | ProElectrika.com
Как выбрать сварочный полуавтомат – собрать своими руками. Вот и загорелся идеей собрать полуавтоматический сварочный аппарат (сварка проволокой в газовой среде) инверторного типа. Все элементы должны разместиться в корпусе от компьютера.Начитавшись теории (на одном отличном форуме сайта electrik.org), решил начать.
Первым делом хочу сказать, чем отличается сварочный аппарат полуавтомат от агрегата для дуговой сварки (электродами): для ручной сварки важно постоянство тока в нагрузке, для автоматической же важно стабильное напряжение. Это так, грубо говоря. Мой будущий аппарат должен быть универсальным, т.е. автомат + дуговая сварка ( MAG/MMA).
Механика “лентопротяжки”
Сборку решил начать с “проволоко-протяжного” механизма. Для сборки механических частей протяжки проволоки потребовались 2 подшипника типоразмера 6202, электродвигатель от стеклоочистителя автомобиля (любой, желательно как можно меньших габаритов), также нужно проверить, что бы он вращался в одну сторону, а не “туда-сюда”. Ну и знакомый токарь выточил ролик диаметром 25мм, накручиваемый на резьбу вала электродвигателя. Все нестандартные детали самодельные, особой сложности их изготовление не вызывает.
 Механизм подачи проволоки представляет собой две пластины с закрепленными на них подшипниками, между которыми находится ролик вала двигателя. Пластины сжимаются пружиной, тем самым прижимая подшипники к ролику. Между одним из них и вращающимся роликом будет протягиваться проволока, продетая в “направляющие” по обе стороны роликов (уголки с отверстиями 2 мм). Всё это дело смонтировано на пластина текстолита толщиной 5 мм. и расположено так, что бы выход проволоки был точно напротив разъема для подключения сварочного рукава, закрепленного на передней стенке корпуса.На этом же текстолите будет располагаться и бобина с проволокой. Для этого был выточен вал под внутреннее отверстие катушки, установленный перпендикулярно пластине с резьбой на краю для фиксации последней.Конструкция в принципе проста и надежна, примерно такая же применяется в промышленных аппаратах. Размеры деталей механизма рассчитывались для обычной катушки, но варить наверное буду без газа, благо в продаже достаточный выбор специальной сварочной проволоки.
Механизм подачи проволоки представляет собой две пластины с закрепленными на них подшипниками, между которыми находится ролик вала двигателя. Пластины сжимаются пружиной, тем самым прижимая подшипники к ролику. Между одним из них и вращающимся роликом будет протягиваться проволока, продетая в “направляющие” по обе стороны роликов (уголки с отверстиями 2 мм). Всё это дело смонтировано на пластина текстолита толщиной 5 мм. и расположено так, что бы выход проволоки был точно напротив разъема для подключения сварочного рукава, закрепленного на передней стенке корпуса.На этом же текстолите будет располагаться и бобина с проволокой. Для этого был выточен вал под внутреннее отверстие катушки, установленный перпендикулярно пластине с резьбой на краю для фиксации последней.Конструкция в принципе проста и надежна, примерно такая же применяется в промышленных аппаратах. Размеры деталей механизма рассчитывались для обычной катушки, но варить наверное буду без газа, благо в продаже достаточный выбор специальной сварочной проволоки.

Общий вид конструкции на данный момент представлен на рисунках ниже. Компьютерный корпус усилен двумя уголками по сторонам, на которых будет монтироваться электронная часть аппарата. На задней стенке корпуса смонтированы блок питания и регулятор частоты вращения электродвигателя.

Выбор источника питания для схемы подачи сварочного инвертора-полуавтомата
В качестве для запитки протяжного механизма самодельного сварочного аппарата было решено выбрать импульсный источник питания. Во первых, габариты компьютерного корпуса не такие большие, что бы размещать там трансформатор (он должен быть не менее 100Вт), во вторых – вес изделия также играет немаловажную роль.
Итак, импульсный блок питания собирался по стандартной схеме с задающим генератором на UC3844.
Данный источник обеспечивает в нагрузке ток 3А при напряжении 15B. Транзистор VT1 и диод VD4 установлены на пластинчатые радиаторы размером 100*40 мм. В качестве микросхемы лучше использовать UC 3844, а не 3842 или 3845 – с этими элементами в один прекрасный момент почему то происходит пробой транзистора. Скорее всего дело в том, что у 3844 амплитуда импульсов на выходе стабилизирована, а у других МС – нет. Стабилизация выходного напряжения выполнена на стабилитроне VD1, но для более стабильного напряжения на выходе вместо VD1 можно собрать узел на TL431. Резистор R7 ограничивает выходной ток.
Печатная плата источника питания выполнена в программе Sprint Layout 6 и изготовлена по так называемой “лазерно-утюжной” технологии.
После интенсивного прогона под нагрузкой выяснилось, что элементы VT1, VD4 и трансформатор T1 просто “закипают”. Наверное, придется вернуться к простой и надежной трансформаторной схеме питания… А этот БП можно с успехом задействовать в качестве “дежурки” основной схемы полуавтомата
Регулятор оборотов электродвигателя протяжного механизма
Для выбора оптимального режима сварки необходима регулировка скорости движения проволоки, т.е. регулятор оборотов электродвигателя. Была выбрана схема на таймере МС 555 (ВИ1).
Транзистор VT1 установлен на пластину 20*60*2 мм. Его можно заменить любым аналогичным, например 520, 630 … но при этом возможно придется увеличить радиатор. При использовании транзистора IRFP3710 радиатор не требуется. Резистор регулировки R4 должен быть нелинейным (группа “В”). Питание на реле K2 будет подаваться с платы управления. Печатная плата устройства выполнена так же, как и на импульсный источник питания.
Альтернатива
В качестве источника питания протяжки вполне возможно использование трансформатора. В принципе, это самый простой и надежный вариант питания электродвигателя. При этом оптимальнее всего применить тиристорную схему управления скоростью движения проволоки. Ниже приведена электросхема управления двигателем подачи, которым должен быть оборудован наш самодельный сварочный полуавтомат своими руками.
Заметим, что в этой схеме нет сглаживающего конденсатора, это особенность управления тиристором. В качестве диодного моста применим любой с током не менее 10А, или собранный из диодов Д242, 243, 248 с любой буквой. Вместо КТ361 – КТ315 применимы пары КТ502 – КТ503, КТ814 – КТ815. В качестве тиристора применен BTB16 в плоском корпусе, вместо него можно использовать КУ202 с любой буквой. Трансформатор должен иметь мощность не менее 100Вт.
Все статьи по сборке этой сварики:
proelectrika.com