Линейки разметочные и слесарные ЛР, ЛСМ, ЛРИ(Код товара: 131-39-305). Слесарная линейка
Линейка разметочная,Слесарная линейка
Разметочная слесарная линейка измеряет внутренние и наружные размеры.
Слесарная линейка используется при выполнении разметочных работ.
Разметочная линейка серии ЛР, ЛРИ, ЛСМ применяется в машиностроении. Она обладает высокой износостойкостью.
У линеек имеют 2 шкалы с ценой деления 1 и 0,5 мм на участке 100 мм.
Линейки изготавливаются из нержавеющей стали, выпускаются с глубокой насечкой, имеют цветные декады.
Разметочная слесарная линейка- цена производителя. Купить линеку можно по телефонам, указанным выше на сайте.
| Тип | |||||
| Диапазон, мм | Цена деления, мм | Ширина, мм | Толщина, мм | Погрешность, мм | |
| ЛСМ-300 | 0-300 | 0,5 и 1 | 24-25 | 0,9-1,1 | ±0,25 |
| ЛСМ-500 | 0-500 | 0,5 и 1 | 29-30 | 1,1-1,3 | ±0,30 |
| ЛСМ-1000 | 0-1000 | 0,5 и 1 | 31-33 | 1,4-1,6 | ±0,40 |
| ЛСМ-2000 | 0-2000 | 0,5 и 1 | 38-42 | 1,8-2,2 | ±0,50 |
| ЛР-300 | 0-300 | 0,5 и 1 | 24-25 | 0,9-1,1 | ±0,25 |
| ЛР-500 | 0-500 | 0,5 и 1 | 29-30 | 1,1-1,3 | ±0,30 |
| ЛР-1000 | 0-1000 | 0,5 и 1 | 31-33 | 1,4-1,6 | ±0,40 |
| ЛР-2000 | 0-2000 | 0,5 и 1 | 38-42 | 1,8-2,2 | ±0,50 |
| ЛРИ-300 | 0-300 | 0,5 и 1 | 24-25 | 0,9-1,1 | ±0,10 |
| ЛРИ-500 | 0-500 | 0,5 и 1 | 29-30 | 1,1-1,3 | ±0,15 |
| ЛРИ-1000 | 0-1000 | 0,5 и 1 | 31-33 | 1,4-1,6 | ±0,20 |
| ЛРИ-2000 | 0-2000 | 0,5 и 1 | 38-42 | 1,8-2,2 | ±0,30 |
microtech-ru.ru
|
К слесарным инструментам относятся: зубило, крейцмейссель, канавочник, пробойник, слесарные молотки, выколотки, кернер, напильники, надфили, плоские гаечные ключи, ключ универсальный гаечный, торцевой, накладной, рычажный для труб, крюковый для труб, цепной трубный, разного рода щипцы, плоскогубцы, круглозубцы, дрели ручные и верстачные, сверла, развертки, метчики слесарные, плашки, слесарные ручные тиски, отвертки, струбцины, захваты, плита для гибки труб, труборез, ручные ножницы для жести, оправка с клинком для разрезания материала, воротки и оправки для плашек, шаберы и инструменты для наведения декоративного рисунка, плита для притирки и притиры, паяльники, паяльная лампа, пневматический молоток, съемник для подшипников, плита для разметки, разметочный инструмент и винтовые хомуты. К основным станкам, вспомогательному оборудованию и приспособлениям, применяемым при слесарных работах, относятся: токарные, фрезерные, строгальные, сверлильные, шлифовальные станки, винтовой пресс, кузнечный горн с наковальней и комплектом кузнечного инструмента, оборудование и инструмент для пайки, механической клепки и термической обработки, ручная таль, тиски настольные, тара для готовых изделий, деталей и отходов, а также материалы для чистки. Вспомогательным слесарным инструментом и вспомогательными материалами являются: ручная щетка, металлическая щетка для очистки напильников, инструмент для разметки, материалы для чистки, мел, накладки на щеки тисков, колодки деревянные, масла и смазки, маркеры стальные – цифровые и буквенные, рашпиль для древесины, монтерский нож, деревянный молоток, резиновый молоток, наждачное полотно, кисти, ложка для растапливания олова, тигель для растапливания легкоплавких сплавов цветных металлов, лента масляная и изоляционная, сурик, краски. Слесарные верстаки могут быть разной конструкции, одно– и двухместные, постоянные и передвижные. Они могут быть выполнены из древесины или металла; изготавливают также комбинированные верстаки – из древесины и металла. Плита слесарного верстака всегда изготавливается из твердой древесины. В нижней части стола (под плитой) находится выдвижной ящик Одноместный слесарный верстак имеет обычно следующие размеры: длина 1200 мм, ширина 800 мм, высота 800–900 мм. Верстаки многоместные (рис. 4) устанавливаются на больших слесарных участках или в слесарных цехах. Длина двухместного стола составляет 3000–3200 мм. Расстояние между осями тисков на двух– или многоместных верстаках составляет 1250–1500 мм. Если слесарный участок не имеет естественного верхнего освещения, слесарный верстак должен быть установлен вблизи окон таким образом, чтобы естественное освещение (через окна) падало прямо или под углом с левой стороны от рабочего места.
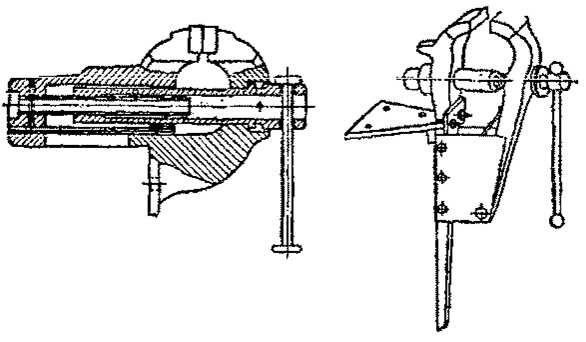
Рис. 4. Верстак слесарный двухместный Слесарные тиски по конструктивному исполнению разделяют на параллельные с подвижной задней или передней щекой и стуловые (рис 5).
Рис. 5. Слесарные тиски: а – параллельные; б – стуловые К группе параллельных слесарных тисков относятся стационарные, поворотные, передвижные и переносные тиски. Ручные слесарные тиски относятся к группе стуловых тисков. Параллельные слесарные тиски отличаются от стуловых прежде всего взаимным расположением щек: в параллельных слесарных тисках щеки расходятся параллельно и охватывают предмет всей поверхностью; щеки стуловых тисков расходятся под углом, и предмет закрепляется только нижней поверхностью щек. Стуловые тиски изготовляют из стальных поковок, благодаря чему они стойки к ударам. Используются в кузнечном деле, реже – в слесарном. Слесарные параллельные тиски изготовляют из чугуна, поэтому они нестойки к ударам. Сменные рифленые губки щек выполняют из стали и закаливают. Параллельные тиски используются в основном для слесарных работ и служат для выполнения операций, связанных с ручной обработкой металла напильниками, пилами, зубилом или другим инструментом без значительных усилий и ударов. Они применяются также в случаях, когда обрабатываемый предмет должен быть надежно закреплен без повреждения зажимаемой поверхности. Это обеспечивается зажимом по всей поверхности щек и применением сменных накладок из мягкого металла. Параллельные тиски состоят из следующих деталей: неподвижной и подвижной щек, основания, резьбовой втулки, винта. Неподвижная щека у неповоротных тисков составляет с основанием единое целое. В основании имеются отверстия для прикрепления тисков к столу. Неподвижная щека Стуловые тиски состоят из неподвижной и подвижной щек, кронштейна и обоймы, служащих для прикрепления тисков к столу, втулки с внутренней резьбой, винта, заканчивающегося шаровой головкой, и рукоятки. Величину тисков определяют ширина губок, щек, наибольшее расстояние, на которое они могут расходиться, а также вес тисков. Боковые накладки, выполненные из мягких металлов (медь, алюминий, свинец), древесины, резины, искусственных и подобных материалов, значительно отличаются по твердости от материалов обрабатываемых предметов. Они предохраняют поверхности этих предметов от повреждений или изменения формы. Боковые накладки применяются только для губок щек параллельных тисков. Винтовой зажим (струбцина) – это вспомогательное слесарное приспособление, изготовленное из стали. Конструкция зажимов бывает различной в зависимости от их назначения. Зажатие обрабатываемых или собираемых деталей осуществляется с помощью винта (рис. 6). В зависимости от характера операций (обработки, сборки) струбцины выполняют роль либо основного зажима, либо дополнительного при обработке детали в тисках. Используются при мелких слесарных работах. Ключи служат для завертывания и отвертывания гаек и болтов, а также для того чтобы держать болт при довертывании гаек. Различают два вида ключей: нерегулируемые и разводные универсальные. Рис. 6. Винтовые слесарные зажимы Нерегулируемые ключи имеют постоянный размер зева под шестигранник гайки или болта, в то время как универсальные разводные ключи имеют изменяемое в определенных границах раскрытие зева ключа.
Ключи универсальные делятся на разводные с головкой (рис. 7, з, и), рычажные (рис. 7,к), а также специальные. В группу специальных ключей входят ключи с трещоткой для гаек, ключи кривошипные, ключи для болтов с шестигранным или четырехгранным гнездом, трубные, крюковые, рычажные и цепные ключи, а также торцевые ключи со сменными головками.
Щипцы служат для вспомогательных слесарных работ. Ими можно гнуть тонкие металлические материалы, а также удерживать детали при обработке и сборке, отвинчивать и завинчивать гайки малых размеров. В зависимости от назначения и конструкции различают следующие виды щипцов: плоскозубцы обычные (рис. 8, а), плоскозубцы комбинированные, круглозубцы (рис. 8, б), регулируемые прямые и изогнутые (рис. 8, в) щипцы, острогубцы (кусачки) плоские и торцевые, кусачки шарнирные. В группу щипцов входят также универсальные клещи для труб и клещи для гвоздей (рис. 8, г).
Съемник – это слесарный инструмент для съема с валов зубчатых колес, муфт, шкивов, подшипников, рычагов и т. д. Съемник для подшипников состоит из двух или трех прихватов (щек) и обоймы, соединяющей плечи прихватов, втулки с внутренней резьбой, а также из винта с шестигранной или квадратной головкой или рукояткой. Слесарная ручная щековая таль относится к слесарному вспомогательному оборудованию и используется для подъема и перемещения тяжелых деталей или материалов. Направление перемещения может быть произвольным. Тали используются также на ремонтно-сбороч-ных работах. Грузоподъемность талей – до 1,5 т. На строгальном станке выполняется черновая обработка плоских поверхностей изделий с целью сокращения до минимума ручной обработки этих поверхностей напильником. Поперечно-строгальный станок состоит из литой станины, стола и ползуна. В станине расположены механизмы привода. Ползун, находящийся в верхней части станины, с помощью специального механизма приводится в возвратно-поступательное движение по направляющим станины (рабочий и холостой ход). На конце ползуна находится поворотная головка суппорта с державкой для строгального резца. На вертикальных направляющих станины на кронштейне установлен стол станка, который приводится в движение с помощью ходового винта. На столе крепятся параллельные тиски или зажимное приспособление для зажатия обрабатываемых деталей. Отвертки служат для вывинчивания и завинчивания шурупов И винтов с головками различных форм, имеющими диаметральные шлицы (пропилы). Стандартные отвертки делятся на проволочные и с деревянными рукоятками.
Лезвие отверток должно быть параллельно граням шлицы винта или шурупа и входить в него на всю глубину с небольшим зазором. Лезвие заостренной формы сминает шлиц, портит винт и затрудняет работу, поэтому такая форма лезвия отвертки нежелательна.
Зубила применяют для рубки металла и отрубки плоскостей. Крейцмессели используют для прорубания канавок, а иногда отверстий и пазов.
Вспомогательные инструменты и материалы в зависимости от потребностей технологического процесса и условий производства имеют разное назначение. Они служат для очистки поверхностей предметов или инструментов для их консервации, смазки, окраски и т. д. С помощью вспомогательных материалов можно придать изделию эстетичный, приятный внешний вид. Вспомогательный инструмент может применяться при обработке изделия, разборке или сборке его, а также иметь другое назначение в зависимости от необходимости и характера выполняемых операций.
Поверочный инструмент применяют при монтаже для проверки точности установки отдельных деталей и узлов и правильности сборки всей машины. К поверочным инструментам относятся: поверочная линейка, ватерпас, рамочный ватерпас, отвес, масштабная линейка, кронциркуль, нутром ер, штангенциркуль, щупы, рейсмус.
К универсальным измерительным инструментам для контроля размеров, используемым в слесарном деле, относятся складная мерная металлическая линейка или металлическая рулетка, штангенциркуль универсальный, кронциркуль нормальный для наружных замеров, нутромер нормальный для измерения диаметра, простой штангенглубиномер, угломер универсальный, угольник на 90°, а также циркули (рис. 1). К простым специальным инструментам для контроля размеров, используемым в слесарном деле, относятся линейка угловая с двух сторонним скосом, линейка прямоугольная, шаблон резьбовой, щуп, пробка сборная односторонняя, пробка двухсторонняя предельная, скоба предельная односторонняя и скоба предельная двухсторонняя (рис. 2). Универсальный штангенциркуль – это мерный инструмент, служащий для внутренних и наружных измерений длины, диаметра и глубины. Он состоит из направляющей штанги, выполненной заодно с губкой, имеющей две опорные поверхности (нижнюю – для наружных и верхнюю – для внутренних замеров), ползуна, который составляет одно целое с нижней подвижной губкой для наружных измерений и верхней подвижной губкой – для внутренних измерений, зажимной рамки и выдвигающейся рейки глубиномера. На направляющей штанге нанесены миллиметровые деления.
На нижней части ползуна даны деления нониуса. Штангенциркули односторонние и двухсторонние отличаются от штангенциркуля универсального конструкцией. Диапазон измерений штангенциркулей разных размеров от 0 до 2000 мм. Нониус – это деления, нанесенные на нижней части ползуна штангенциркуля. При отсчете при помощи нониуса к числу целых делений штанги, расположенных ниже нуля шкалы нониуса, следует прибавить число десятых или сотых долей миллиметра, которое соответствует числу интервалов на шкале нониуса до штриха этой шкалы, совпадающего с одним из штрихов шкалы штанги. В зависимости от градуировки нониуса штангенциркулем можно измерять размеры с точностью 0,1, 0,05 или 0,02 мм.
Штангенциркуль с точностью измерений до 0,05 мм имеет нониус с двадцатью делениями на длине 19 мм, т. е. расстояние между делениями нониуса составляет 0,95 мм. Штангенциркуль с точностью измерений до 0,02 мм имеет нониус с пятьюдесятью делениями на длине 49 мм, т. е. расстояние между делениями равно 0,98 мм. Кронциркуль – это мерный инструмент, используемый в слесарном деле для снятия и переноса размеров детали на масштаб. Различают следующие виды кронциркулей и нутромеров: нормальные для наружных или внутренних замеров; пружинные для наружных или внутренних замеров. В кронциркуле может быть шкала для внутренних замеров. Циркуль служит для вычерчивания окружностей, кривых линий или для последовательного переноса положения точек на линии при разметке деталей. Различают пружинные циркули и циркули с дуговым установом. Шаблон угла, называемый угольником, служит для проверки или вычерчивания углов на плоскости обрабатываемого изделия. Угольники бывают плоские (обычные и лекальные), а также плоские с широким основанием. Угольник на 90° – это стальной шаблон прямого угла. Часто, используются стальные угольники с углом 120°, 45° и 60°. Прямоугольные и граненые линейки являются простым слесарным вспомогательным инструментом для проверки плоскостности или прямолинейности поверхности. К прямоугольным линейкам относятся сплошные прямоугольные, с широкой рабочей поверхностью двутаврового сечения и линейки-мостики с широкой рабочей поверхностью. Граненые линейки бывают с двухсторонним скосом, трехгранные, четырехгранные. Граненые линейки выполняются с высокой точностью. К шаблонам, которые часто использует слесарь, относятся угольники, шаблоны для резьбы, щупы, шаблоны для фасонных поверхностей. Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте: |
 В процессе монтажа машин выполняется большой объем разборочно-сборочных работ, для которых необходимо иметь в достаточном ассортименте монтажные и поверочные инструменты, а также вспомогательные приспособления.
В процессе монтажа машин выполняется большой объем разборочно-сборочных работ, для которых необходимо иметь в достаточном ассортименте монтажные и поверочные инструменты, а также вспомогательные приспособления. для инструмента. В зависимости от конструкции стола с правой (или левой) стороны ящика располагается шкафчик с полочками.
для инструмента. В зависимости от конструкции стола с правой (или левой) стороны ящика располагается шкафчик с полочками.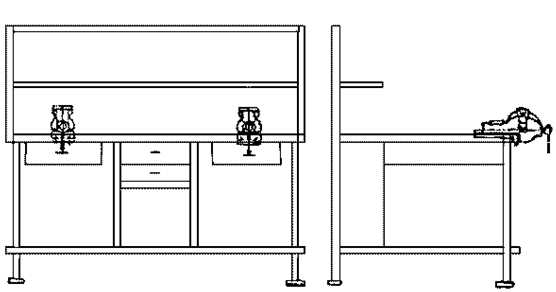
 имеет втулку с нарезанной внутри резьбой. Винт, имеющий прямоугольную или трапецеидальную резьбу, проходит через гладкое отверстие в подвижной щеке и ввинчивается в резьбовую втулку неподвижных щек. На утолщенной цилиндрической части винта имеется отверстие, в которое вставляется рукоятка. Ввинчивая или вывинчивая винт, можно сводить или разводить щеки тисков.
имеет втулку с нарезанной внутри резьбой. Винт, имеющий прямоугольную или трапецеидальную резьбу, проходит через гладкое отверстие в подвижной щеке и ввинчивается в резьбовую втулку неподвижных щек. На утолщенной цилиндрической части винта имеется отверстие, в которое вставляется рукоятка. Ввинчивая или вывинчивая винт, можно сводить или разводить щеки тисков. Нерегулируемые ключи делятся на плоские односторонние и двусторонние (рис. 7, а и б), накладные односторонние прямые и двухсторонние выгнутые (рис. 7, в и г), прямые и изогнутые торцевые (рис. 7, д и е), а также крюковые (рис. 7, ж).
Нерегулируемые ключи делятся на плоские односторонние и двусторонние (рис. 7, а и б), накладные односторонние прямые и двухсторонние выгнутые (рис. 7, в и г), прямые и изогнутые торцевые (рис. 7, д и е), а также крюковые (рис. 7, ж). Рис. 7. Ключи гаечные
Рис. 7. Ключи гаечные
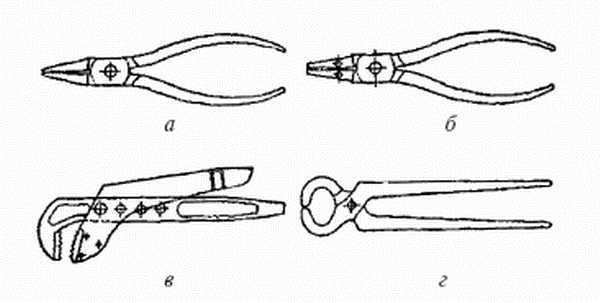 Рис. 8. Слесарные щипцы
Рис. 8. Слесарные щипцы Напильники применяют для опиловки металла. По числу насечек на 1 см длины напильники делятся на драчевые н личные, или бархатные. Кроме того, напильники отличаются по форме профиля: плоские, трехгранные, квадратные, полукруглые, круглые и др. Для мелких и точных работ применяют надфили. В наборе инструментов для монтажа машины необходимо иметь несколько напильников различных типов и профилей и слесарную ножовку.
Напильники применяют для опиловки металла. По числу насечек на 1 см длины напильники делятся на драчевые н личные, или бархатные. Кроме того, напильники отличаются по форме профиля: плоские, трехгранные, квадратные, полукруглые, круглые и др. Для мелких и точных работ применяют надфили. В наборе инструментов для монтажа машины необходимо иметь несколько напильников различных типов и профилей и слесарную ножовку.
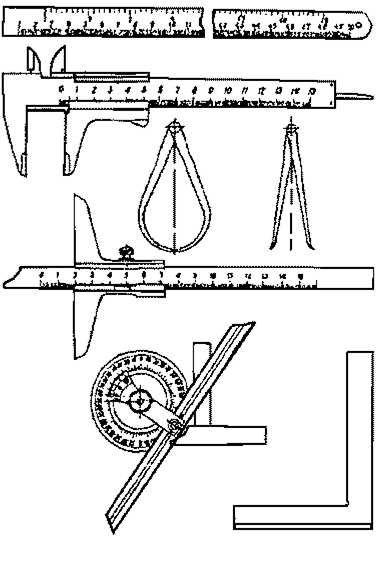 Рис. 1. Универсальные измерительные инструменты: а – мерная металлическая линейка; б -штангенциркуль; в – кронциркуль нормальный; г – нутромер нормальный д – штангенглубиномер; е – угломер универсальный; ж – угольник плоский на 90'
Рис. 1. Универсальные измерительные инструменты: а – мерная металлическая линейка; б -штангенциркуль; в – кронциркуль нормальный; г – нутромер нормальный д – штангенглубиномер; е – угломер универсальный; ж – угольник плоский на 90'
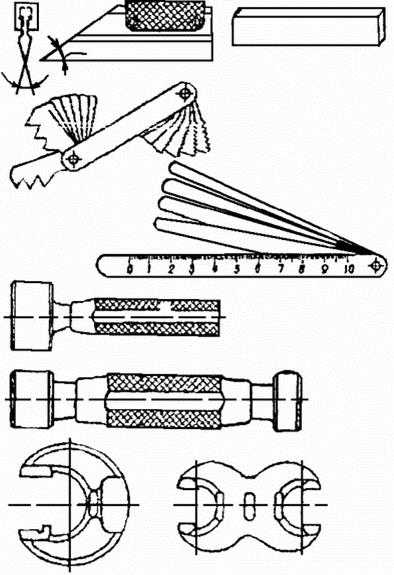 Рис. 2. Простые специальные инструменты для контроля размеров: а – линейка угловая с двухсторонним скосом; б – линейка прямоугольная; в -шаблон резьбовой; г – щуп; д – пробка сборная односторонняя; е – пробка сборная двухсторонняя предельная; ж – скоба предельная односторонняя; з – скоба предельная двухсторонняя
Рис. 2. Простые специальные инструменты для контроля размеров: а – линейка угловая с двухсторонним скосом; б – линейка прямоугольная; в -шаблон резьбовой; г – щуп; д – пробка сборная односторонняя; е – пробка сборная двухсторонняя предельная; ж – скоба предельная односторонняя; з – скоба предельная двухсторонняяzdamsam.ru
слесарная+линейка — с французского на русский
m
1. калибр; шаблон; лекало 2. калибр, внутренний диаметр
{{tilde}}calibre{{/tilde}} à 60° — калибр для проверки метрической резьбы
{{tilde}}calibre{{/tilde}} d'affûtage — калибр для проверки углов заточки
{{tilde}}calibre{{/tilde}} d'alésages — калибр для проверки отверстий, калибр-пробка
{{tilde}}calibre{{/tilde}} d'angle — угловой шаблон
{{tilde}}calibre{{/tilde}} d'angle égal — угольник для проверки равенства углов
{{tilde}}calibre{{/tilde}} à l'angle du profil — калибр для проверки угла профиля (резьбы)
{{tilde}}calibre{{/tilde}} d'arbres — калибр для проверки валов, калибр-скоба
{{tilde}}calibre{{/tilde}} pour arbres cannelés — калибр для проверки профиля шлицевых валов
{{tilde}}calibre{{/tilde}} de contrôle — контрольный калибр
{{tilde}}calibre{{/tilde}} à coulisse — штангенинструмент
{{tilde}}calibre{{/tilde}} à coulisse à becs doubles — штангенциркуль с двусторонними губками
{{tilde}}calibre{{/tilde}} à coulisse pour dents d'engrenages — штангензубомер
{{tilde}}calibre{{/tilde}} à coulisse de profondeur — штанген-глубиномер
{{tilde}}calibre{{/tilde}} courant — рабочий калибр
{{tilde}}calibre{{/tilde}} en deux pièces — составной калибр
{{tilde}}calibre{{/tilde}} pour diamètre — калибр-пробка
{{tilde}}calibre{{/tilde}} à dimensions fixes — нормальный калибр
{{tilde}}calibre{{/tilde}} à dimensions variables — предельный калибр
{{tilde}}calibre{{/tilde}} double — двусторонний (предельный) калибр
{{tilde}}calibre{{/tilde}} à entaille — калибр-скоба
{{tilde}}calibre{{/tilde}} à entaille double — двусторонний (предельный) калибр-скоба
{{tilde}}calibre{{/tilde}} à entaille simple — односторонний калибр-скоба
{{tilde}}calibre{{/tilde}} entre — проходной калибр, калибр ПР
{{tilde}}calibre{{/tilde}} n'entre pas — непроходной калибр, калибр НЕ
{{tilde}}calibre{{/tilde}} à épaulement — калибр с заплечиками (с ограничителем)
{{tilde}}calibre{{/tilde}} du fil — диаметр [толщина] проволоки
{{tilde}}calibre{{/tilde}} fileté — резьбовой калибр
{{tilde}}calibre{{/tilde}} fileté à limites — предельный резьбовой калибр
{{tilde}}calibre{{/tilde}} fixe — нормальный калибр
{{tilde}}calibre{{/tilde}} de forme — лекало; фасонный шаблон
{{tilde}}calibre{{/tilde}} à fourche — калибр-скоба
{{tilde}}calibre{{/tilde}} Johansson — плоско-параллельные концевые меры длины, плитки Иогансона
{{tilde}}calibre{{/tilde}} à limites — предельный калибр
{{tilde}}calibre{{/tilde}} mâchoire — калибр-скоба
{{tilde}}calibre{{/tilde}} mâchoire avec comparateur — калибр-скоба с индикатором, индикаторный калибр-скоба
{{tilde}}calibre{{/tilde}} mâchoire double — двусторонний (предельный) калибр-скоба
{{tilde}}calibre{{/tilde}} mâchoire d'extérieur — калибр-скоба
{{tilde}}calibre{{/tilde}} mâchoire à fourches — калибр-скоба
{{tilde}}calibre{{/tilde}} mâchoire réglable — регулируемый калибр-скоба
{{tilde}}calibre{{/tilde}} maxi — предельный непроходной калибр
{{tilde}}calibre{{/tilde}} MAXI-MINI — предельный калибр
{{tilde}}calibre{{/tilde}} maxi-mini — предельный калибр
{{tilde}}calibre{{/tilde}} mini — предельный проходной калибр
{{tilde}}calibre{{/tilde}} neuf — рабочий калибр
{{tilde}}calibre{{/tilde}} normal — контрольный калибр
{{tilde}}calibre{{/tilde}} normalisé — стандартный калибр
{{tilde}}calibre{{/tilde}} ordinaire — штангенциркуль
{{tilde}}calibre{{/tilde}} ordinaire de mesure extérieure — штангенциркуль для наружных измерений
{{tilde}}calibre{{/tilde}} ordinaire de mesure intérieure — штангенциркуль для внутренних измерений
{{tilde}}calibre{{/tilde}} ouvert — калибр-скоба
{{tilde}}calibre{{/tilde}} de perçage — калибр для проверки отверстий, калибр-пробка
{{tilde}}calibre{{/tilde}} en une pièce — цельный калибр
{{tilde}}calibre{{/tilde}} pour pièces femelles — калибр-пробка
{{tilde}}calibre{{/tilde}} pour pièces mâles — калибр-скоба; калибр-кольцо
{{tilde}}calibre{{/tilde}} plat — плоский калибр; шаблон
{{tilde}}calibre{{/tilde}} plat double — двусторонний шаблон; двусторонний плоский калибр
{{tilde}}calibre{{/tilde}} plat simple — односторонний шаблон; односторонний плоский калибр
{{tilde}}calibre{{/tilde}} de profil — лекало; угловой шаблон
{{tilde}}calibre{{/tilde}} de profondeur — глубиномер
{{tilde}}calibre{{/tilde}} de réception — приёмный калибр
{{tilde}}calibre{{/tilde}} à rouleaux — резьбовой калибр-скоба с измерительными роликами
{{tilde}}calibre{{/tilde}} simple — 1. штангенциркуль 2. шаблон
{{tilde}}calibre{{/tilde}} en T pour mesures de profondeur — штангенглубиномер
{{tilde}}calibre{{/tilde}} de taraudage — калибр для контроля внутренней резьбы
{{tilde}}calibre{{/tilde}} en tôle mince — тонколистовой шаблон
{{tilde}}calibre{{/tilde}} de tolérance — предельный калибр
{{tilde}}calibre{{/tilde}} de tolérance d'extérieur — предельный калибр-скоба
{{tilde}}calibre{{/tilde}} à traits — штриховой измерительный инструмент (напр. линейка)
{{tilde}}calibre{{/tilde}} de tuyau — диаметр трубы (в свету)
{{tilde}}calibre{{/tilde}} usagé — приёмный калибр
{{tilde}}calibre{{/tilde}} vérificateur — контрольный калибр
{{tilde}}calibre{{/tilde}} de vérification — контрольный калибр
{{tilde}}calibre{{/tilde}} à vis — резьбовой калибр
{{tilde}}calibre{{/tilde}} de vissage — резьбовой калибр
translate.academic.ru
слесарная+линейка — с французского на русский
m
1. система; способ; метод 2. система; устройство; установка
{{tilde}}système{{/tilde}} d'ablocage — 1. способ (за)крепления 2. приспособления для (за)крепления
{{tilde}}système{{/tilde}} absolu de mesure — абсолютная система мер
{{tilde}}système{{/tilde}} d'alarme — система аварийной сигнализации
{{tilde}}système{{/tilde}} alésage — система отверстия
{{tilde}}système{{/tilde}} de l'alésage normal — система отверстия, в которой нижний предельный размер совпадает с номинальным
{{tilde}}système{{/tilde}} d'alignement — способ [метод] выравнивания [рихтовки]
{{tilde}}système{{/tilde}} d'alimentation — система питания; питающий механизм, питающее устройство; система подачи
{{tilde}}système{{/tilde}} d'alimentation automatique — автоматическая [непрерывная] система подачи [питания]
{{tilde}}système{{/tilde}} arbre — система вала
{{tilde}}système{{/tilde}} d'arbre normal — система вала, в которой верхний предельный размер совпадает с номинальным
{{tilde}}système{{/tilde}} d'arrêt — система стопорения
{{tilde}}système{{/tilde}} d'articulation — способ сочленения
{{tilde}}système{{/tilde}} d'articulations — система рычагов и тяг
{{tilde}}système{{/tilde}} d'aspiration de poussières — система отсасывания пыли, система пылеудаления
{{tilde}}système{{/tilde}} asservi — см. {{ref}}système d'asservissement{{/ref}}
{{tilde}}système{{/tilde}} asservi à relais — релейная система регулирования; релейная следящая система
{{tilde}}système{{/tilde}} d'asservissement — система автоматического регулирования; следящая система
{{tilde}}système{{/tilde}} assisté — вспомогательная система; вспомогательное устройство
{{tilde}}système{{/tilde}} asiatique — астатическая система
{{tilde}}système{{/tilde}} d'attaches — система захватов (грузоподъёмного устройства)
{{tilde}}système{{/tilde}} autorégulateur — самонастраивающаяся система, система саморегулирования
{{tilde}}système{{/tilde}} auxiliaire — вспомогательная система
{{tilde}}système{{/tilde}} d'avance pilotée — система регулируемой подачи
{{tilde}}système{{/tilde}} bielle-manivelle — кривошипно-шатунный механизм
{{tilde}}système{{/tilde}} de biellettes — система тяг
{{tilde}}système{{/tilde}} bride et clame — способ (за)крепления при помощи фланца и скобы
{{tilde}}système{{/tilde}} avec cales et comparateur — система (измерений) при помощи мерительных плиток и компаратора
{{tilde}}système{{/tilde}} centésimal — десятичная система (единиц измерения)
{{tilde}}système{{/tilde}} centimètre-gramme-seconde — система единиц сантиметр-грамм-секунда, система СГС
{{tilde}}système{{/tilde}} à la chaîne — поточная система; конвейер
{{tilde}}système{{/tilde}} de charges — система нагрузок
{{tilde}}système{{/tilde}} de codification — система кодирования
{{tilde}}système{{/tilde}} de commande — 1. система регулирования; система управления 2. система привода
{{tilde}}système{{/tilde}} de commande à action directe — система прямого регулирования; система прямого [непосредственного] управления
{{tilde}}système{{/tilde}} de commande automatique — система автоматического регулирования; система автоматического управления
{{tilde}}système{{/tilde}} de commande numérique — система цифрового управления
{{tilde}}système{{/tilde}} de commande à programme — система программного регулирования; система с программным управлением
{{tilde}}système{{/tilde}} de contrôle — система контроля; система управления
{{tilde}}système{{/tilde}} de contrôle automatique — система автоматического контроля; система автоматического управления
{{tilde}}système{{/tilde}} de contrôle entre phases — система межоперационного контроля
{{tilde}}système{{/tilde}} de contrôle unique — система контроля по готовому изделию
{{tilde}}système{{/tilde}} de contrôle volant — система последовательного пооперационного контроля (включённого в производственный поток)
{{tilde}}système{{/tilde}} de coordonnées — система координат
{{tilde}}système{{/tilde}} de copiage bidimensionnel — способ обработки двухразмерным [плоскостным] копированием
{{tilde}}système{{/tilde}} de copiage tridimensionnel — способ обработки трёхразмерным [объёмным] копированием
{{tilde}}système{{/tilde}} cristallin cubique centré — объёмно-центрированная кубическая кристаллическая решётка
{{tilde}}système{{/tilde}} cristallin cubique à faces centrées — гранецентрированная кубическая кристаллическая решётка
{{tilde}}système{{/tilde}} à la croix de Malte — мальтийский механизм
{{tilde}}système{{/tilde}} cyclique — циклическая система
{{tilde}}système{{/tilde}} de déclenchement — пусковое устройство
{{tilde}}système{{/tilde}} déformable — деформируемая (механическая) система
{{tilde}}système{{/tilde}} détecteur — следящая система
{{tilde}}système{{/tilde}} de disposition de vues — способ расположения видов [проекций] (на чертеже)
{{tilde}}système{{/tilde}} de distribution — распределительная система
{{tilde}}système{{/tilde}} dynamique — динамическая система
{{tilde}}système{{/tilde}} E — см. {{ref}}système de la ligne enveloppe{{/ref}}
{{tilde}}système{{/tilde}} électrique — электрическая система
{{tilde}}système{{/tilde}} électro-hydraulique — электрогидравлическая система
{{tilde}}système{{/tilde}} électromagnétique — электромагнитная система; электромагнитное устройство
{{tilde}}système{{/tilde}} électromécanique — электромеханическая система
{{tilde}}système{{/tilde}} électronique — электронная система
{{tilde}}système{{/tilde}} enregistreur — 1. регистрирующая система 2. записывающий прибор
{{tilde}}système{{/tilde}} d'équations — система уравнений
{{tilde}}système{{/tilde}} d'équilibre — равновесная система
{{tilde}}système{{/tilde}} équivalent — эквивалентная система
{{tilde}}système{{/tilde}} étanche — герметичная [герметизированная] система
{{tilde}}système{{/tilde}} d'étanchéité — система герметизации
{{tilde}}système{{/tilde}} d'évacuation des déchets — система удаления отходов
{{tilde}}système{{/tilde}} fermé — замкнутая [закрытая] система
{{tilde}}système{{/tilde}} de filetage — тип резьбы
{{tilde}}système{{/tilde}} de fixation — крепёжное устройство
{{tilde}}système{{/tilde}} de forces — система сил
{{tilde}}système{{/tilde}} de forces concourantes — сходящаяся система сил
{{tilde}}système{{/tilde}} des forces extérieures — система внешних сил
{{tilde}}système{{/tilde}} des forces intérieures — система внутренних сил
{{tilde}}système{{/tilde}} des forces réduit — приведённая система сил
{{tilde}}système{{/tilde}} de forces situées dans un même plan — система сил на плоскости
{{tilde}}système{{/tilde}} de freinage — система торможения; тормозная система
{{tilde}}système{{/tilde}} général d'ajustement I.S.О. — сводная таблица посадок в системах отверстия и вала, принятых ИСО
{{tilde}}système{{/tilde}} Giorgi rationalisé — рациональная система единиц измерения Джиорджи, система МКС с добавлением одной из электрических единиц
{{tilde}}système{{/tilde}} de goupillage — система закрепления штифтами или шплинтами
{{tilde}}système{{/tilde}} de graissage — система смазки
{{tilde}}système{{/tilde}} holonome — голономная система
{{tilde}}système{{/tilde}} homocinétique — система передачи с равными угловыми скоростями
{{tilde}}système{{/tilde}} hydraulique d'avance — гидравлическое устройство [гидравлический механизм] подачи
{{tilde}}système{{/tilde}} hydro-électrique — гидроэлектрическая система, гидроэлектрическое устройство
{{tilde}}système{{/tilde}} hydropneumatique — гидропневматическая система, гидропневматическое устройство
{{tilde}}système{{/tilde}} hyperstatique — статически неопределимая система
{{tilde}}système{{/tilde}} industriel de mesures — техническая система единиц измерения
{{tilde}}système{{/tilde}} international des filetages — международная система резьб
{{tilde}}système{{/tilde}} international de tolérances — международная система допусков
{{tilde}}système{{/tilde}} international d'unités — международная система единиц измерения
{{tilde}}système{{/tilde}} invariable — постоянная система (материальных точек)
{{tilde}}système{{/tilde}} inverseur — реверсивный механизм; реверсирующее устройство
{{tilde}}système{{/tilde}} irréversible — нереверсируемая система (зубчатой передачи)
{{tilde}}système{{/tilde}} isostatique — статически определимая система
{{tilde}}système{{/tilde}} de leviers — система рычагов
{{tilde}}système{{/tilde}} à liaisons dépendant du temps — реономная система
{{tilde}}système{{/tilde}} de la ligne enveloppe — способ оценки чистоты поверхности по выступам
{{tilde}}système{{/tilde}} de la ligne moyenne — способ оценки чистоты поверхности по средней линии профиля выступов
{{tilde}}système{{/tilde}} linéaire — линейная система
{{tilde}}système{{/tilde}} Longueur-Force-Temps — система единиц измерения длина-сила-время
{{tilde}}système{{/tilde}} Longueur-Masse-Temps — система единиц измерения длина-масса-время
{{tilde}}système{{/tilde}} de lubrification — система смазки
{{tilde}}système{{/tilde}} matériel — система материальных точек, материальная система
{{tilde}}système{{/tilde}} matériel à liaisons — несвободная механическая система
{{tilde}}système{{/tilde}} mécanique — механическая система
{{tilde}}système{{/tilde}} mécanique invariant — консервативная механическая система
{{tilde}}système{{/tilde}} mètre-kilogramme-seconde-ampère — система единиц измерения метр-килограмм-секунда-ампер
{{tilde}}système{{/tilde}} métrique — метрическая система (мер)
{{tilde}}système{{/tilde}} métrique décimal — метрическая система (мер)
{{tilde}}système{{/tilde}} multiple — многокомпонентная система,
{{tilde}}système{{/tilde}} non équilibré — неуравновешенная [неравновесная] система; несимметричная система
{{tilde}}système{{/tilde}} non holonome — неголономная система
{{tilde}}système{{/tilde}} normal — нормальная система
{{tilde}}système{{/tilde}} normalisé de tolérances — стандартная система допусков
{{tilde}}système{{/tilde}} de numération — система счисления; система нумерации (в программном управлении)
{{tilde}}système{{/tilde}} d'obturation — перекрывающая система; система перекрытия (напр. краном)
{{tilde}}système{{/tilde}} optique — оптическое устройство; оптическая система
{{tilde}}système{{/tilde}} optique de mesure — оптическое измерительное устройство
{{tilde}}système{{/tilde}} ouvert — незамкнутая [открытая] система
{{tilde}}système{{/tilde}} pièce fixe — система (механической) обработки неподвижной детали (подвижным инструментом)
{{tilde}}système{{/tilde}} pièce mobile — система (механической) обработки подвижной детали (неподвижным инструментом)
{{tilde}}système{{/tilde}} piston-bielle-manivelle — кривошипно-шатунный механизм
{{tilde}}système{{/tilde}} plan-trait-point — система шести опорных точек (при установке обрабатываемой детали)
{{tilde}}système{{/tilde}} pluristable — система со многими устойчивыми состояниями
{{tilde}}système{{/tilde}} pneumatique — пневматическое устройство; пневматическая система
{{tilde}}système{{/tilde}} porteur — несущая конструкция
{{tilde}}système{{/tilde}} de positionnement de l'outil — способ установки [закрепления] инструмента
{{tilde}}système{{/tilde}} pratique de mesure — практическая система единиц измерения
{{tilde}}système{{/tilde}} à programme — система с программным управлением
{{tilde}}système{{/tilde}} à pulvérisation — устройство с распылением или разбрызгиванием
{{tilde}}système{{/tilde}} de référence — система отсчёта
{{tilde}}système{{/tilde}} de référence conjugué — сопряжённая система отсчёта (напр. при обработке копированием)
{{tilde}}système{{/tilde}} de référence de la table — система отсчёта от рабочей поверхности стола
{{tilde}}système{{/tilde}} de refroidissement — система охлаждения
{{tilde}}système{{/tilde}} de réglage — система регулирования
{{tilde}}système{{/tilde}} de réglage automatique — система автоматического регулирования, САР
{{tilde}}système{{/tilde}} de réglage autonome — автономная система (автоматического) регулирования
{{tilde}}système{{/tilde}} à réglage micrométrique — система [устройство] микрометрического регулирования
{{tilde}}système{{/tilde}} réglé — регулируемая система
{{tilde}}système{{/tilde}} de règle-étalon avec viseur optique — контрольная линейка с оптическим устройством
{{tilde}}système{{/tilde}} de régulation — система регулирования
{{tilde}}système{{/tilde}} de représentation de projections — способ построения видов [проекций] (на чертеже)
{{tilde}}système{{/tilde}} de représentation de vues — способ построения видов [проекций] (на чертеже)
{{tilde}}système{{/tilde}} réticulé — 1. решётчатая конструкция 2. пространственная решётка
{{tilde}}système{{/tilde}} à retour rapide — система [устройство] с ускоренным обратным ходом
{{tilde}}système{{/tilde}} réversible — реверсируемая система
{{tilde}}système{{/tilde}} roue et vis sans fin — червячная передача
{{tilde}}système{{/tilde}} à ruban magnétique — система с записью на магнитной ленте
{{tilde}}système{{/tilde}} du salaire à prime — премиальная система заработной платы
{{tilde}}système{{/tilde}} du salaire primitif — система прямой (повременной или сдельной) оплаты труда
{{tilde}}système{{/tilde}} de sécurité — система техники безопасности
{{tilde}}système{{/tilde}} Sellers — резьба Селлерса
{{tilde}}système{{/tilde}} de serrage incorporé — система встроенного зажима (для ускорения установки детали)
{{tilde}}système{{/tilde}} de servo-commande — сервоуправление; следящая система
{{tilde}}système{{/tilde}} sexagésimal — шестидесятеричная система единиц измерения
{{tilde}}système{{/tilde}} sinus — синусный прибор (напр. синусная линейка)
{{tilde}}système{{/tilde}} à six contacts ponctuels — система шести опорных точек (при установке обрабатываемой детали)
{{tilde}}système{{/tilde}} stable — устойчивая [стабильная] система
{{tilde}}système{{/tilde}} statiquement déterminé — статически определимая система
{{tilde}}système{{/tilde}} statiquement équilibré — статически уравновешенная система
{{tilde}}système{{/tilde}} statiquement indéterminé — статически неопределимая система
{{tilde}}système{{/tilde}} de symbolisation — система условных обозначений
{{tilde}}système{{/tilde}} symétrique — симметричная [уравновешенная] система
{{tilde}}système{{/tilde}} de télécommande — система телеуправления
{{tilde}}système{{/tilde}} de télécommande radio-electrique — система радиотелеуправления
{{tilde}}système{{/tilde}} télémécanique — телемеханическая система, система телеуправления
{{tilde}}système{{/tilde}} de télémesure — телеметрическая [телеизмерительная] система
{{tilde}}système{{/tilde}} de télémétrie — см. {{ref}}système de télémesure{{/ref}}
{{tilde}}système{{/tilde}} de télétransmission — синхронно-следящая передача
{{tilde}}système{{/tilde}} tendeur — натяжное устройство
{{tilde}}système{{/tilde}} de tiges — рычажная система
{{tilde}}système{{/tilde}} des tolérances à limites international — международная система предельных допусков
{{tilde}}système{{/tilde}} à transfert rectiligne — прямолинейная поточная линия
{{tilde}}système{{/tilde}} de travail à la chaîne — поточный метод производства
{{tilde}}système{{/tilde}} de turbopompes — турбонасосный агрегат
{{tilde}}système{{/tilde}} à un degré de liberté — система с одной степенью свободы
{{tilde}}système{{/tilde}} d'unités de mesure — система единиц измерения
{{tilde}}système{{/tilde}} de verrouillage — система блокирования
{{tilde}}système{{/tilde}} vibrant — вибрирующее устройство
{{tilde}}système{{/tilde}} vis sans fin-roue tangente — червячная передача; червячный механизм
{{tilde}}système{{/tilde}} vis-écrou — винтовая пара
translate.academic.ru
Контрольно-измерительные инструменты в слесарном деле - Слесарные работы
Контрольно-измерительные инструменты в слесарном делеКатегория:
Слесарные работы - общее
Контрольно-измерительные инструменты в слесарном делеПомимо основных рабочих инструментов, слесарь должен иметь также необходимые контрольно-измерительные инструменты для определения и проверки размеров. К таким инструментам относятся масштабная (измерительная) линейка, рулетка, штангенциркуль, кронциркуль, нутромер, угольники, малки.
Рис. 1. Масштабная (измерительная) линейка с миллиметровыми (верхняя шкала) и дюймовыми (нижняя шкала) делениями
Масштабная (измерительная) линейка (рис. 1, а) применяется для измерения наружных и внутренних линейных размеров и расстояний. На нее нанесены деления — Штрихи — обычно через каждый миллиметр, а иногда через полмиллиметра. Кроме тсго, иногда наносится дюймовая шкала.
щим образом. Целые миллиметры отсчитываются по делениям, нанесенным на штанге. Если нулевое деление нониуса точно совпадает с каким-либо делением на штанге, то это значит, что губки штангенциркуля раздвинуты точно на указанную данным делением штанги величину. Если же нулевое деление нониуса не совпадает ни с каким делением на штанге, то поступают следующим образом: отсчитывают число целых миллиметров по штанге, как указано выше; затем определяют, какое деление нониуса совпадает с любым делением на штанге. Совпавшее деление нониуса укажет число десятых долей миллиметра.
На рис. 4 показано, как надо пользоваться штангенциркулем.
Ниже приводятся примеры измерений штангенциркулем для тренировочных упражнений.
Пример 1. Поставить на штангенциркуле размер 35 мм. Целые миллиметры отсчитываются по совпадению нулевого деления нониуса с делениями на штанге штангенциркуля. Устанавливают нулевое деление нониуса точно против 35-го деления штанги. Полученный раствор губок будет равен 35 мм.
Пример 2. Поставить на штангенциркуле размер 25,4 мм. Для этого устанавливают нулевое деление нониуса против 25-го деления штанги, затем передвигают подвижную губку вправо до совпадения четвертого деления нониуса с ближайшим делением штанги. Полученное расстояние между губками будет 25,4 мм.
Пример 3. Измерить диаметр валика. Наружные поверхности измеряются длинными губками штангенциркуля. Измеряемый предмет, легко нажимая, помещают между измерительными поверхностями губок. Это положение закрепляют стопорным винтом. Размер определяется показанием нониуса. Предположим, нулевое деление нониуса оказалось между 12 и 13-м делениями штанги и с делением на штанге совпадает, допустим, 7-е деление нониуса. Тогда диаметр валика равен 12,7 мм.
Пример 4. Измерить диаметр отверстия. Внутренние размеры деталей измеряют короткими губками штангенциркуля. Вставив губки в отверстие, их раздвигают до легкого соприкосновения со стенками отзерстия; установленное положение закрепляют стопорным винтом. По нониусу читают результаты измерения. Допустим, нулевое деление нониуса оказалось между 30 и 31-м делениями штанги, а с делением на штанге совпало 3-е деление нониуса,— измеренный диаметр отверстия равен 30,3 мм.
Пример 5. Измерить глубину уступа детали. Глубину измеряют стержнем глубиномера штангенциркуля. Торцовую часть штанги ставят на измеряемую деталь, затем перемещают подвижную губку вниз, пока конец глубиномера не упрется в дно или уступ детали. Отсчет измерения делается так же, как и в предыдущих примерах.
Кронциркуль и нутромер служат для измерения линейных размеров с последующим их отсчетом по масштабной линейке. Наружные размеры измеряются кронциркулем, внутренние—нутромером. Различие между кронциркулем и нутромером состоит только в форме их ножек. Кронциркуль имеет кривые ножки, а нутромер — прямые, с изогнутыми наружу концами. Ножки кронциркуля и нутромера закреплены на одной оси так, что могут вокруг нее вращаться обязательно с некоторым, не очень большим трением, не спадая после замера.
Кронциркуль и нутромер изготовляют из стали У7—У8; их измерительные концы на длине около 20 мм закаливают.
При измерении детали кронциркулем или нутромером берут инструмент правой рукой за шарнирную часть и раздвигают ножки приблизительно на проверяемый размер. Затем легкими ударами сближают ножки так, чтобы они прикасались губками к поверхности измеряемой детали без качки и без просвета. При этом инструмент надо держать строго перпендикулярно к оси измеряемой детали.
Рис. 2. Кронциркуль (а) обыкновенный и пружинный, нутромер (б) обыкновенный и пружинный
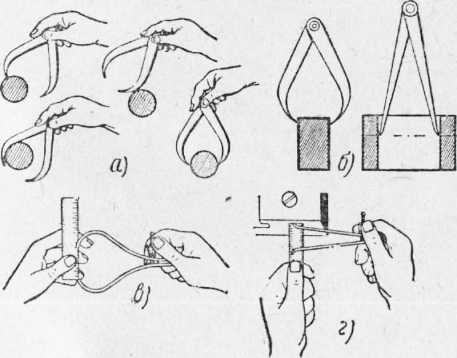
Рис. 3. Приемы измерения кронциркулем и нутромером: а — приемы установки кронциркуля на размер детали, б — измерение кронциркулем и нутромером, в — определение размера кронциркулем по масштабной линейке, г — определение размера нутромером по масштабной линейке
После снятия размера с детали кронциркуль или нутромер осторожно прикладывают к масштабной линейке так, чтобы одна ножка упиралась в торец линейки. Слегка поддерживая эту ножку мизинцем левой руки, накладывают вторую ножку на линейку и отсчитывают полученный размер.
Преимущество пружинных кронциркуля и нутромера заключается в том, что их ножки разводят не непосредственно рукой, а с помощью установочного винта и гайки. При этом раствор ножек не сбивается в случае неосторожного удара.
С помощью кронциркуля и нутромера можно делать замеры с точностью + 0,5 мм. Приемы измерения показаны на рис. 15, Проверочная линейка применяется для проверки плоскостей на прямолинейность. При обработке плоскостей чаще всего пользуются проверочной лекальной линейкой (рис. 4), имеющей ножеобразную форму и скошенный под углом 45° конец, что дает возможность проверять прямолинейность деталей с углами. Продольные полукруглые канавки на боковых плоскостях линейки облегчают захват линейки рукой при работе. Длина лекальных линеек от 75 до 500 мм. Изготовляются они из угле- i родистой или легированной стали.
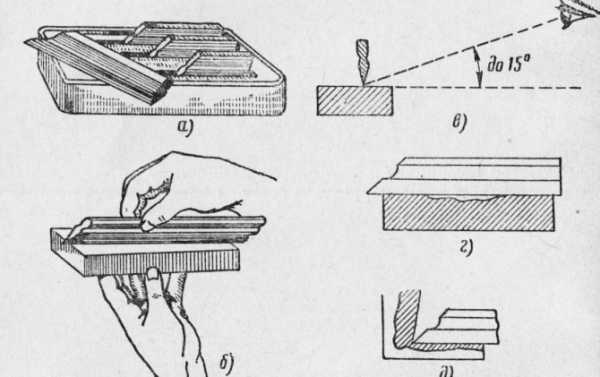
Рис. 4. Лекальная линейка и приемы проверки ею обрабатываемой поверхности: а — набор лекальных линеек, б — прием наложения линейки, в — положение глаза при проверке поверхности линейкой, г — проверка линейкой открытой поверхности, д — проверка поверхности в углах
Для проверки прямолинейности линейку накладывают на проверяемую поверхность и ведут проверку против света. Если на плоскости имеются какие-либо неровности, свет будет пробиваться в промежутки между линейкой и впадинами на плоскости.
Проверочное тонкое ребро линейки закруглено под радиусом 0,1—0,2 мм, что позволяет линейку наклонять до 30° и таким образом лучше видеть световую щель между нею и проверяемой поверхностью.
Угольники (рис. 5) применяются для проверки наружных и внутренних прямых углов. Существуют цельные угольники изготовленные из одного куска металла, и составные, сделанные из двух частей. Стороны угольника имеют разную длину. Дайна короткой стороны равна примерно 2/3 длинной стороны.
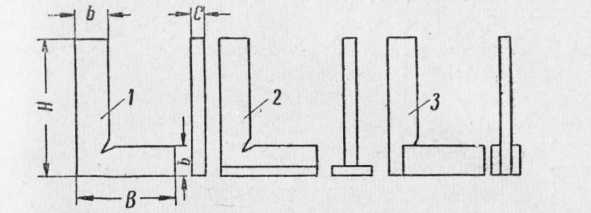
Рис. 5. Угольники: 1 — угольник 90° нормальный, 2 — угольник 90° с Т-образной полкой, 3 — угольник 90° с утолщенной полкой (аншлажный)
Угольники изготовляют из углеродистой инструментальной стали У8 или легированной инструментальной ХГ и подвергают закалке.
Для проверки прямых углов угольник накладывают на проверяемую деталь (рис. 6). При проверке наружного угла угольник накладывают на деталь его внутренней частью, а при проверке внутреннего угла — наружной частью. Наложив угольник одной стороной на деталь, слегка прижимают его этой стороной к одной из сторон детали; другую сторону угольника совмещают с обрабатываемой стороной детали и по образовавшемуся просвету судят о правильности прямого угла.
Малки предназначаются для контроля и перенесения углов различной величины на размечаемую поверхность. Существуют малки простые и двойные.
Простая малка состоит из обоймы и линейки, помещенной на шарнире между двумя планками обоймы.
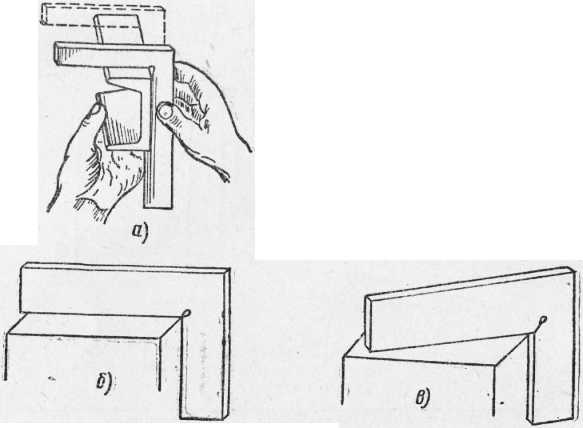
Рис. 6. Проверка угольником обрабатываемых поверхностей: а — прием проверки, б — правильное положение угольника в — неправильное
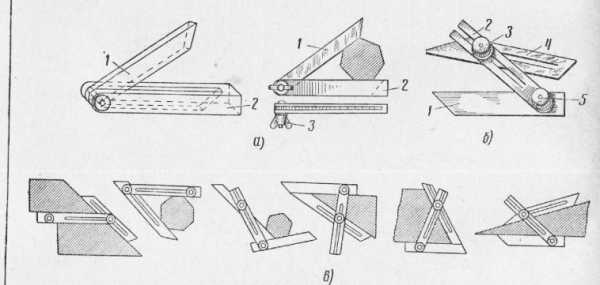
Рис. 7. Малки и способы их применения
Малку устанавливают на требуемый по образцу детали, по угловым плиткам или по транспорту Простой малкой можно переносить одновременно только один угол.
Двойная малка состоит из трех линеек, поэтому ею можно переносить одновременно два разных угла.
Читать далее:
Организация труда и рабочего места слесаря
Статьи по теме:
pereosnastka.ru
Измерительные слесарные инструменты | Инструментарий слесаря | Слесарные работы | Читать онлайн, без регистрации
Измерительные слесарные инструменты
Измерительные инструменты (рис. 1) обычно составляют предмет особой заботы слесаря, поскольку от того, в исправном ли состоянии они находятся, зависит результат работы зачастую не одного дня.
Рис. 1. Измерительные инструменты: а – штангенциркуль: 1 – измерительные губки; 2 – рамка с измерительными губками; 3 – штанга; 4 – нониус; 5 – стопорный винт; б – микрометр: 1 – полукруглая скоба; 2 – пятка; 3 – микрометрический винт; 4 – стопорный винт; 5 – втулка-стебель; 6 – барабан; 7 – трещотка; 8 – измеряемая деталь.
Рис. 1 (продолжение). Измерительные инструменты: в – угломер: 1 – полудиск со шкалой; 2 – подвижный сектор с нониусом, 3 – стопорный винт; 4 – линейка; 5 – измеряемая деталь.
Точность, которая требуется при слесарной сборке какого-нибудь механического узла, колеблется обычно в пределах от 0,1 до 0,005 мм. Точность измерения – это та ошибка, которая неизбежна при использовании в качестве измерителя того или иного инструмента.
Поэтому ни один слесарь не станет, например, пользоваться измерительной линейкой для того, чтобы точно подогнать вал под втулку: линейка просто не дает необходимой точности, которая требуется при выполнении этой операции.
Но даже если инструмент выбран правильно, абсолютно точного измерения получить все равно не удастся. Погрешность при измерении существует всегда, слесарь же должен стремиться свести ее к минимуму. Чем меньше погрешность, тем выше точность измерения.
Самый простой способ уменьшения погрешности – провести измерение не один раз, а несколько, затем вычислить среднее арифметическое из результатов каждого замера.
Как правило, увеличение погрешности чаще всего вызывается ошибками, которых вполне можно избежать. Самые распространенные ошибки, снижающие точность измерений, следующие:
– использование поврежденного измерительного инструмента;
– загрязненность рабочих поверхностей измерительного инструмента;
– неправильное положение нулевой отметки на шкале и нониусе;
– неправильная установка инструмента относительно детали;
– измерение нагретой или охлажденной детали;
– измерение нагретым или охлажденным инструментом;
– неумение пользоваться инструментом;
– неправильно выбранная база измерения.
Линейные размеры металлических деталей и самого инструмента меняются очень ощутимо при нагревании или охлаждении металла, поэтому для измерений выбран следующий температурный стандарт – производить их следует при 20 °C.
Измерительная линейка. Для линейных измерений не слишком высокой точности слесари применяют обычно металлическую измерительную линейку – стальную полированную полосу с нанесенными на нее отметками. Поскольку металлические детали чаще всего невелики, то и длина линейки не должна превышать 200–300 мм (в редких случаях можно использовать линейку длиной до 1000 мм). Цена деления равна 1 мм, соответственно и точность измерения также равна 1 мм. Такой точности в слесарных работах, как правило, недостаточно. Поэтому слесари пользуются другими, более точными инструментами.
Штангенциркуль (рис. 1, а). Он состоит из негнущейся металлической линейки (штанги), на которую нанесена измерительная шкала с ценой деления 0,5 мм. На передней части линейки расположены две измерительные губки; вдоль линейки перемещается металлическая рамка, снабженная двумя измерительными губками. Рамка обладает еще одной измерительной шкалой – нониусом, который имеет цену деления 0,02 мм. Движение рамки по штанге можно застопорить с помощью специального винта. По основной шкале на штанге отсчитываются показания с точностью до миллиметров, по нониусу показания уточняются до десятых долей миллиметра.
Более точные показания замеров может дать микрометр (рис. 1, б) – точность до сотых долей миллиметра. Те, кто впервые слышат название этого измерительного инструмента, часто допускают ошибку, считая, что с помощью микрометра можно измерять размеры с точностью до микронов. Прежде всего, такая точность при слесарных работах, особенно в условиях домашней мастерской, никогда не требуется. Во-вторых, микрон – это одна миллионная часть метра, а микрометр дает возможность измерять с точностью только до одной десятитысячной части метра.
Основная часть микрометра – винт с очень точной резьбой, он называется микрометрическим винтом. Торец этого винта является измерительной поверхностью. Винт может выдвигаться и зажимать измеряемую деталь, которую следует помещать между пяткой полукруглой скобы и торцом микрометрического винта. На втулке-стебле проведена продольная линия, на которой сверху и снизу расположены две шкалы: одна указывает миллиметры, вторая – их половины. На конической части барабана, вращающегося вокруг втулки-стебля, нанесены 50 делений (нониус), служащих для отсчета сотых долей миллиметра. Отсчет размера снимается сначала по шкале на втулке-стебле, а затем по нониусу на коническом барабане. Так как излишний нажим винта на измеряемую деталь может привести к неточности измерения, для регулировки нажима микрометр имеет трещотку. Она соединена с винтом так, что при увеличении измерительного усилия выше нормы винт поворачивается с характерными щелчками. Стопорный винт фиксирует полученный размер.
Для измерения углов деталей предназначен угломер (рис. 1, в). Он представляет собой полудиск с измерительной шкалой, на котором закреплены линейка и передвижной сектор с нанесенным на нем нониусом. Передвижной сектор можно закреплять на полудиске стопорным винтом. К сектору прикреплены также угольник и съемная линейка.
Для измерения угла детали ее нужно приложить одной гранью к съемной линейке угломера, а подвижную линейку сдвинуть таким образом, чтобы между гранями детали и сторонами обеих линеек образовался равномерный просвет. Затем нужно закрепить сектор с нониусом стопорным винтом и снять показания сначала по основной шкале, затем по нониусу.
Для измерения величины зазора в слесарных работах используетсящуп – набор тонких пластин, закрепленных в одной точке. Каждая из них имеет известную толщину. Собирая из пластин щуп определенной толщины, можно измерить величину зазора. При этом измерении следует осторожно обращаться с тонкими металлическими пластинами наборного щупа, поскольку они легко ломаются при незначительном усилии. В то же время пластины должны входить в зазор туго и на всю длину, это обеспечит точность измерения.
Вот, пожалуй, и весь измерительный инструмент, который может понадобиться домашнему слесарю. А чтобы он служил как можно дольше и не приводил к неоправданным ошибкам при измерениях, необходимо позаботиться о правильном его хранении: штангенциркуль и угломер настоящий слесарь носит всегда в специальном кожаном футляре и оберегает их от ударов, не говоря уже о микрометре; щуп лучше всего хранить в жестком футляре.
velib.com
Поверочные плиты и линейки - Шабрение плоской поверхности - Совершенствование навыков выполнения слесарных и токарных работ
Поверочными плитами и линейками проверяют качество шабрения.
По форме поверочные плиты бывают квадратные и прямоугольные. Размеры плит от 200X210 мм до 1000X1500 мм.
Плиту квадратной или прямоугольной формы определенного размера отливают из серого чугуна. Плиту делают пустотелой для облегчения; ребра жесткости увеличивают ее прочность. Рабочая поверхность плиты ровная, хорошо обработанная. За две ручки плиту поднимают. Плиты малых размеров устанавливают на верстаках; плиты больших размеров — на специальных металлических подставках.
Поверочные плоские, угловые и призматические чугунные линейки изготовляют длиной от 500 до 3000 мм и шириной от 40 до 100 мм.
Поверочные линейки, используемые при шабрении
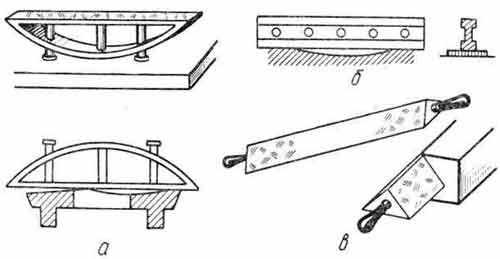
а — плоская; б — плоская двутавровая; в — угловая.
Поверочные линейки, так же как и плиты, отливают пустотелыми, а рабочую их поверхность тщательно обрабатывают.
Поверочную плиту используют при шабрении изделий с широкими поверхностями; поверочную плоскую линейку — при шабрении длинных узких поверхностей.
| Поверочная плита |
Неровности на обрабатываемой поверхности видны после ее соприкосновения с окрашенным поверочным инструментом.
Поверочные плиты и линейки необходимо оберегать от коррозии, попадания на них грязи и стружек, от ударов. При работе надо пользоваться всей поверхностью поверочной плиты. Окончив работать, поверочную плиту очищают, смазывают и закрывают деревянной крышкой. Линейки хранят в специальных футлярах.
Вопросы
- Из какого металла изготовляют поверочные плиты и линейки?
- Как устроена поверочная плита?
- Для чего служит поверочная плита?
- Для чего используют поверочную линейку?
- Как хранят поверочные плиты и линейки?
Приемы шабрения
Шабрят поверхность следующим образом: тщательно насухо протирают тряпками рабочую поверхность поверочной плиты и наносят на нее тонкий и ровный слой краски, тщательно вытирают поверхность, которую нужно шабрить (например, чугунную плитку), накладывают на окрашенную поверхность поверочной плиты и передвигают плитку вкруговую два-три раза, легко нажимая. Окрашенную таким образом плитку зажимают в тисках и шабером соскабливают окрашенные места. Шабрение заключается в постепенном снятии окрашенных выступов.
Плоские поверхности обрабатывают плоским шабером с прямолинейными режущими кромками. Правой рукой берут за рукоятку, а левой рукой нажимают шабер, как показано на рисунке ниже.
Приемы шабрения плоской поверхности
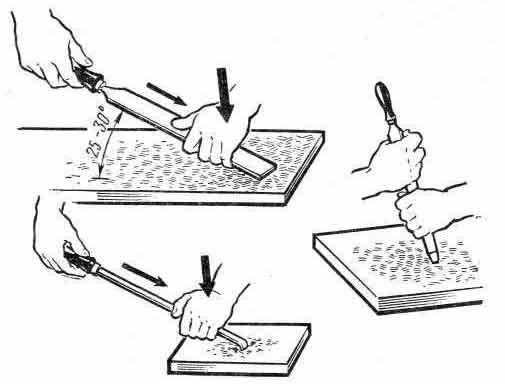
Шабер устанавливают под углом 25 — 30° к обрабатываемой поверхности. Шабрить надо не сгибаясь, сохраняя свободное положение корпуса.
Рабочим ходом является движение вперед (от себя). При холостом ходе (движении назад) шабер надо приподнимать. При рабочем ходе шабер снимает слой металла толщиной до 0,01 мм. Шабер нужно двигать вперед каждый раз на 12 — 15 мм в различных направлениях. Чтобы получить более гладкую поверхность, шабрят в три этапа (черновое, получистовое и чистовое).
При черновом шабрении удаляют следы и риски первичной обработки. Работают шабером шириной 20 — 30 мм. При этом направление рабочего хода шабера каждый раз изменяют так, чтобы следы шабера от последующего прохода пересекали следы предыдущего.
При получистовом шабрении снимают наиболее выступающие места, выявленные после проверки на краску. Работают плоским шабером шириной 12 — 15 мм.
Чистовым шабрением получают поверхности очень точных изделий. В этом случае применяют шаберы шириной 5 — 12 мм. Каждый раз после удаления шабером покрытых краской мест поверхность очищают щеткой и тщательно вытирают тряпкой.
Обрабатываемую плитку снова накладывают на поверочную плиту, снимают и образовавшиеся пятна снова шабрят. Так продолжают до тех пор, пока количество пятен на поверхности при проверке на краску не достигнет установленной нормы.
Вопросы
- Что нужно сделать с поверхностью перед шабрением?
- Каким шабером обрабатывают плоскую поверхность?
- Что называется рабочим ходом шабера?
- Как устанавливают шабер на обрабатываемую поверхность?
«Слесарное дело», И.Г.Спиридонов,Г.П.Буфетов, В.Г.Копелевич
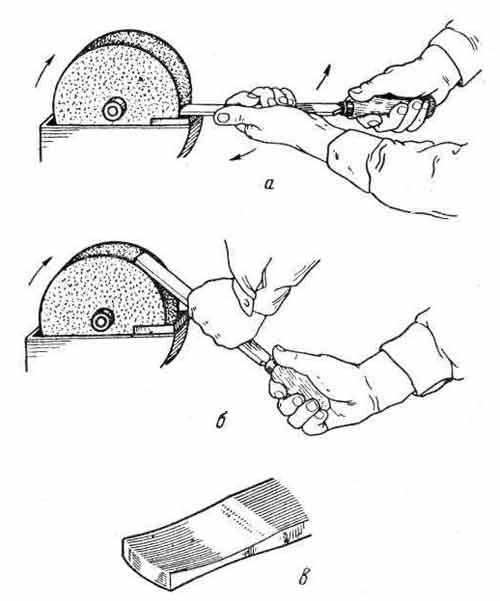
В процессе работы шаберы тупятся; поэтому их затачивают на электроточилах с корундовым кругом. Заточку ведут торцовой или боковой поверхностью круга. Вначале затачивают торец, а затем грани шабера. Заточка плоского шабера а — торца; б — грани; в — заточенные режущие кромки. После этого шабер доводят. При заточке нажимать шабер надо сильно. Заточку следует вести с…

У пришабренной поверхности штрих должен быть мелкий и равномерный. Поверхность не должна иметь царапин и глубоких следов шабера. Количество и точность шабрения проверяют подсчитав количество пятен краски на площади 25Х25мм. Проверяют поверхность путем наложения на нее квадратной поверочной рамки. Рамку можно сделать из тонкого листового металла или из картона в учебных мастерских школы. Количество пятен…
Шабрение — это слесарная операция, при которой режущим инструментом — шабером с поверхности изделия снимают (соскабливают) мельчайшие стружки. Шабрят, как правило, после обработки резцом, напильником или другим режущим инструментом. Шабрят чаще всего тогда, когда нужно пригнать поверхности двух деталей так, чтобы они прилегали друг к другу наиболее плотно. Так, шабрят направляющие станин токарных станков, суппортов,…
www.ktovdome.ru