Содержание
ГОСТ 8510-86 Сортамент уголков стальных неравнополочных
ГОСТ 8510-86 устанавливает сортамент стальных горячекатаных неравнополочных (неравнобоких) уголков.
Краткая и полная версии сортамента.
Краткая учебная версия
Размеры и геометрические характеристики сечения:
B — размер длинной полки;
b — размер короткой полки;
d — толщина стенки;
A — площадь поперечного сечения;
m — масса погонного метра;
Ix — момент инерции уголка относительно оси x;
Iy — момент инерции уголка относительно оси y;
x0, y0 — расстояния до главных осей;
i — радиусы инерции.
Примеры решения задач >
Краткая теория >
Полная версия сортамента
Страница 1. Форма профиля и обозначения размеров поперечного сечения неравнополочных уголков.
Страница 2. Размеры, площадь поперечного сечения и справочные величины для неравнополочных уголков №№2,5/1,6-7,5/5.
Страница 3. Угол наклона осей и масса 1 метра неравнополочных уголков №№2,5/1,6-7,5/5.
ГОСТ 8510-86 Страница 4. Размеры, площадь поперечного сечения и справочные величины для неравнополочных уголков №№8/5-20/12,5.
Страница 5. Угол наклона осей и масса 1 метра неравнополочных уголков №№8/5-20/12,5.
Страница 6. Условные обозначения и предельные отклонения по ширине и толщине полок неравнополочных уголков.
Страница 7. Примечания к предельным отклонениям по ширине и толщине полок неравнополочных уголков.
ГОСТ 8510-86 Страницы 8-10. Информационные и выходные данные стандарта на стальные неравнополочные уголки.
Другие сортаменты >>
Сохранить или поделиться с друзьями
Вы находитесь тут:
Уважаемые студенты!
На нашем сайте можно получить помощь по техническим и другим предметам:
✔ Решение задач и контрольных
✔ Выполнение учебных работ
✔ Помощь на экзаменах
Подробнее
Стоимость мы сообщим в течение 5 минут
на указанный вами адрес электронной почты.
Если стоимость устроит вы сможете оформить заказ.
НАБОР СТУДЕНТА ДЛЯ УЧЁБЫ
На нашем сайте можно бесплатно скачать:
— Рамки A4 для учебных работ
— Миллиметровки разного цвета
— Шрифты чертежные ГОСТ
— Листы в клетку и в линейку
Сохранить или поделиться с друзьями
Помощь с решением
ВЫБЕРИТЕ РАЗДЕЛ МЕХАНИКИ
- Техническая механика (техмех)
- Теоретическая механика (теормех)
- Сопротивление материалов (сопромат)
- Строительная механика (строймех)
- Теория механизмов и машин (ТММ)
- Детали машин и ОК (ДМ)
Поиск формул и решений задач
Сортамент уголок неравнополочный
Вернуться на страницу «Уголок металлический»
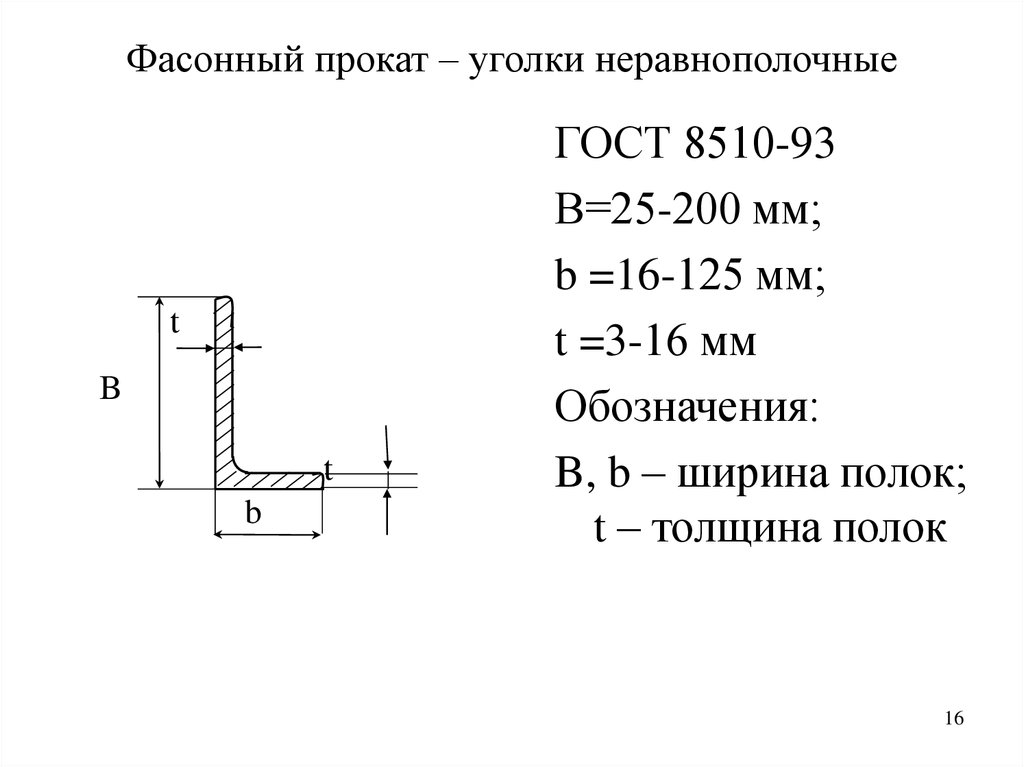
ГОСТ 8510-86
Горячекатаные неравнополочные уголки
b — ширина полки; t — толщина полки;
R — радиус внутреннего закругления;
r — радиус закругления полок;
F- площадь поперечного сечения;
I — момент инерции;
Ixy — центробежный момент инерции;
i — радиус инерции;
x0, y0 — расстояние от центра тяжести до наружной грани полки.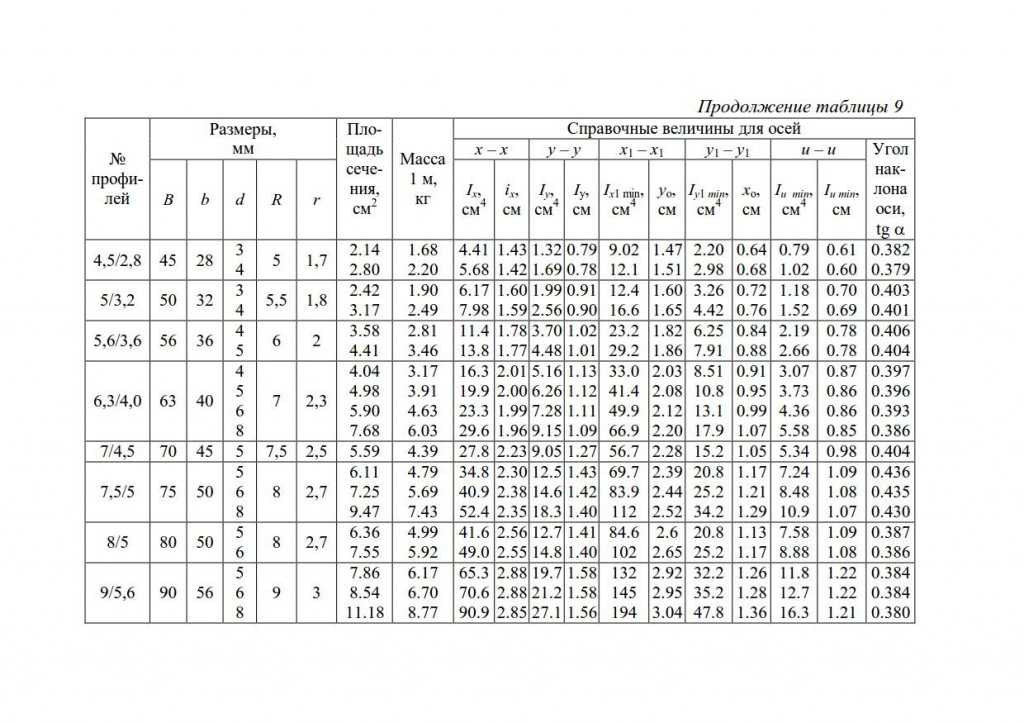
| Номер уголка | мм | Площадь поперечного сечения, см2 | Справочные величины для осей | x0, | y0, | Jxy | Угол наклона оси, tg α | Масса1 м уголка, кг | ||||||||||||
| в | b | t | R | r | x — x | у — у | u — u | |||||||||||||
| Jx, см4 | Wx, см3 | ix , мм | Jу, см4 | Wу, см3 | iу , мм | Iu min, см4 | Wu, см3 | iu min, мм | мм | мм | см4 | |||||||||
| L25×16×3 | 25 | 16 | 3 | 3,5 | 1,2 | 1,16 | 0,7 | 0,43 | 7,8 | 0,2 | 0,19 | 4,4 | 0,1 | 0,16 | 3,4 | 4,2 | 8,6 | 0,2 | 0,392 | 0,91 |
| L30×20×3 | 30 | 20 | 3 | 3,5 | 1,2 | 1,43 | 1,3 | 0,62 | 9,4 | 0,4 | 0,3 | 5,6 | 0,3 | 0,25 | 4,3 | 5,1 | 10 | 0,4 | 0,427 | 1,12 |
| L30×20×4 | 30 | 20 | 4 | 3,5 | 1,2 | 1,86 | 1,6 | 0,82 | 9,3 | 0,6 | 0,39 | 5,5 | 0,3 | 0,32 | 4,3 | 5,4 | 10,4 | 0,5 | 0,421 | 1,45 |
| L32×20×3 | 32 | 20 | 3 | 3,5 | 1,2 | 1,49 | 1,5 | 0,72 | 10,1 | 0,5 | 0,3 | 5,5 | 0,3 | 0,25 | 4,3 | 4,9 | 10,8 | 0,5 | 0,382 | 1,17 |
| L32×20×4 | 32 | 20 | 4 | 3,5 | 1,2 | 1,94 | 1,9 | 0,93 | 10 | 0,6 | 0,39 | 5,4 | 0,3 | 0,33 | 4,3 | 5,3 | 11,2 | 0,5 | 0,374 | 1,52 |
| L40×25×3 | 40 | 25 | 3 | 4 | 1,3 | 1,89 | 3,1 | 1,14 | 12,7 | 0,9 | 0,49 | 7 | 0,6 | 0,41 | 5,4 | 5,9 | 13,2 | 1 | 0,385 | 1,48 |
| L40×25×4 | 40 | 25 | 4 | 4 | 1,3 | 2,47 | 3,9 | 1,49 | 12,6 | 1,2 | 0,63 | 6,9 | 0,7 | 0,52 | 5,4 | 6,3 | 13,7 | 1,2 | 0,281 | 1,94 |
| L40×25×5 | 40 | 25 | 5 | 4 | 1,3 | 3,03 | 4,7 | 1,82 | 12,5 | 1,4 | 0,77 | 6,8 | 0,9 | 0,64 | 5,3 | 6,6 | 14,1 | 1,4 | 0,374 | 2,37 |
| L40×30×4 | 40 | 30 | 4 | 4 | 1,3 | 2,67 | 4,2 | 1,54 | 12,5 | 2 | 0,91 | 8,7 | 1,1 | 0,75 | 6,4 | 7,8 | 12,8 | 1,7 | 0,544 | 2,26 |
| L40×30×5 | 40 | 30 | 5 | 4 | 1,3 | 3,28 | 5 | 1,88 | 12,4 | 2,4 | 1,11 | 8,6 | 1,3 | 0,91 | 6,4 | 8,2 | 13,2 | 2 | 0,539 | 2,46 |
| L45×28×3 | 45 | 28 | 3 | 5 | 1,7 | 2,14 | 4,4 | 1,45 | 14,8 | 1,3 | 0,61 | 7,9 | 0,8 | 0,52 | 6,1 | 6,4 | 14,7 | 1,4 | 0,382 | 1,68 |
| L45×28×4 | 45 | 28 | 4 | 5 | 1,7 | 2,8 | 5,7 | 1,9 | 14,2 | 1,7 | 0,8 | 7,8 | 1 | 0,67 | 6 | 6,8 | 15,1 | 1,8 | 0,379 | 2,2 |
| L50×32×3 | 50 | 32 | 3 | 5,5 | 1,8 | 2,42 | 6,2 | 1,82 | 16 | 2 | 0,81 | 9,1 | 1,2 | 0,68 | 7 | 7,2 | 16 | 2 | 0,403 | 1,9 |
| L50×32×4 | 50 | 32 | 4 | 5,5 | 1,8 | 3,17 | 8 | 2,38 | 15,9 | 2,6 | 1,05 | 9 | 1,5 | 0,88 | 6,9 | 7,6 | 16,5 | 2,6 | 0,401 | 2,4 |
| L56×36×4 | 56 | 36 | 4 | 6 | 2 | 3,58 | 11,4 | 3,01 | 17,8 | 3,7 | 1,34 | 10,2 | 2,2 | 1,13 | 7,8 | 8,4 | 18,2 | 3,7 | 0,406 | 2,81 |
| L56×36×5 | 56 | 36 | 5 | 6 | 2 | 4,41 | 13,8 | 3,7 | 17,7 | 4,5 | 1,65 | 10,1 | 2,7 | 1,37 | 7,8 | 8,8 | 18,7 | 4,5 | 0,404 | 3,46 |
ОСТАЛЬНЫЕ СЕЧЕНИЯ СМОТРИМ ЗДЕСЬ:
L25-L56 , L63-L75 , L80-L100 , L110-L200
СКАЧАТЬ ПОЛНУЮ ВЕРСИЮ ДОКУМЕНТА
СКАЧАТЬ ФАЙЛ НА ЯНДЕКС. ДИСК
ДИСК
СКАЧАТЬ ФАЙЛ НА GOOGLE.ДИСК
При использовании сортамента следует учитывать, что одни позиции популярны и их можно купить практически на любой базе металлопроката, а некоторые позиции редки и достать их трудно, особенно в регионах. Также следует учитывать разброс цен, т.к. иногда выгоднее закладывать более дешевые балки, что окупается даже не смотря на некоторый перерасход металла.
В таблице представлены цены на начало 2018 года.
Уголок неравнополочный ГОСТ 8510
| А ГРУПП, ООО | ДИПОС, ГК | ТК СТАЛЬ-ИНТЕКС ТРЕЙД, ООО | ЕВРАЗ МЕТАЛЛ ИНПРОМ, ОАО | АРИЭЛЬ МЕТАЛЛ, ОАО | МЕТАЛЛ-СЕРВИС, ОАО | МЕТАЛЛО-ТОРГ, АО | МЕТАГОР, ООО | АМГ, ООО | |
| 40х40х4,0 мм | 46 990 | 46 990 | |||||||
| 45х45х5,0 мм | 41 790 | ||||||||
| 50x50x4,0 мм | 46 490 | 46 800 | 43 990 | ||||||
| 50х50х5,0 мм | 44 500 | 46 500 | 44 990 | 45 490 | 46 800 | 46 500 | 43 990 | ||
| 63х63х5,0 мм | 4 6000 | 44 990 | 45 490 | 46 800 | 45 490 | ||||
| 63х63х6,0 мм | 46 000 | 45 490 | 46 800 | 46 000 | 45 990 | ||||
| 70х70х6,0 мм | 48 490 | 45 490 | |||||||
| 75х75х5,0 мм | 50 000 | 47 990 | 48 700 | 50 000 | 46 490 | ||||
| 75х75х6,0 мм | 47 000 | 47 250 | 46 490 | 46 990 | 48 700 | 47 250 | 46 490 | ||
| 75x75x8,0 мм | 47 250 | 46 990 | 47 250 | 46 990 | |||||
| 80х80х6,0 мм | 48 990 | 46 490 | |||||||
| 80х80х8,0 мм | 48 990 | 46 490 | |||||||
| 90х90х6,0 мм | 45 000 | 49 490 | 48 700 | 43 990 | |||||
| 90х90х7,0 мм | 45 000 | 48 490 | 48 700 | 44 990 | |||||
| 90х90х8,0 мм | 49 490 | 48 700 | 46 490 | ||||||
| 100х100х7,0 мм | 49 000 | 51 500 | 49 990 | 50 700 | 48 000 | 46 990 | |||
| 100х100х8,0 мм | 46 500 | 51 500 | 49 490 | 49 990 | 50 700 | 48 000 | 45 990 | ||
| 100х100х10,0 мм | 47 000 | 51 500 | 50 990 | 50 700 | 49 900 | 46 490 | |||
| 110х110х7,0 мм | 51 500 | 51 500 | |||||||
| 110х110х8,0 мм | 48 000 | ||||||||
| 125х125х8,0 мм | 47000 | 51500 | 50500 | 46490 | 51490 | 53700 | 51500 | 46490 | |
| 125х125х9,0 мм | 46500 | 47000 | 45990 | 47490 | 46500 | 45990 | |||
| 125х125х10,0 мм | 46500 | 51500 | 46990 | 49990 | 54000 | 51500 | 45990 | ||
| 125х125х12,0 мм | 49990 | 47990 | |||||||
| 140х140х9,0 мм | 57500 | 55880 | 57300 | 57300 | 58100 | 57500 | 57300 | ||
| 140х140х10,0 мм | 57300 | 57500 | 57990 | 57300 | 58100 | 57990 | |||
| 140x140x12,0 мм | 58100 | ||||||||
| 140x140x14,0 мм | 41490 | ||||||||
| 160х160х10,0 мм | 57300 | 57500 | 57300 | 57300 | 58100 | 57500 | 57300 | ||
| 160х160х12,0 мм | 57300 | 57500 | 55880 | 57300 | 57300 | 58100 | 57300 | ||
| 160х160х14,0 мм | 58100 | ||||||||
| 160х160х16,0 мм | 57300 | 57300 | 57300 | 58100 | |||||
| 160х160х20,0 мм | 57300 | ||||||||
| 180х180х11,0 мм | 59550 | 59550 | 59550 | 60100 | 59550 | ||||
| 180x180x12,0 мм | 59550 | 59550 | 60100 | 59550 | |||||
| 200х200х12,0 мм | 57300 | 57500 | 57300 | 58100 | 57300 | ||||
| 200х200х14,0 мм | 57500 | 54380 | 57300 | 57300 | 58100 | 57300 | |||
| 200х200х16,0 мм | 57300 | 57300 | 57300 | 58100 | 50490 | ||||
| 200х200х20,0 мм | 57300 | 57300 | 58100 | 57300 |
Как сшить скошенные углы разной длины — Sie Macht
Закрепите этот пост, чтобы сохранить его на потом!
Знаете ли вы, что культовые жакеты Chanel из букле имеют скошенные углы?
Если это достаточно хорошо для Коко, это достаточно хорошо для меня — и для вас!
В этой статье вы узнаете, как сделать ОСОБЫЙ вид скошенного уголка — угол, в котором сходятся сгибы разной длины.
Но что это значит? Вот пример, который прояснит ситуацию:
Центральный передний край юбки может быть загнут на изнаночную сторону на 1 дюйм, а кромка юбки может быть загнута на 2 дюйма. Перекрытие, созданное складками, будет 1 на 2 дюйма. (На случай, если вы не подберете то, что я бросаю, 1 дюйм и 2 дюйма — это неравных длин .)
Я научилась шить скошенные углы разной длины, потому что хотела, чтобы кромка этого радужного фланелевого платья была приподнятой (повторение коллекции Darling Ranges от Megan Nielsen). Честно говоря, я удивлен, что ателье Шанель не позвонило (ха!).
Давайте узнаем, как подшивать неровные скошенные углы. После того, как вы освоите эту технику, возможно, Chanel станет для вас тоже горяча.
Этот пост содержит партнерские ссылки, выбранные для вас. Если вы нажмете и совершите покупку, я могу получить комиссию без каких-либо дополнительных затрат для вас. Партнерская реклама — это основной способ получения дохода от Sie Macht, и я благодарю вас за вашу поддержку! 💙
Что такое скошенный угол?
Со скошенным углом, 9 слоев ткани0011 соединяет вместе (со швом) вместо того, чтобы перекрывал и создавал объем.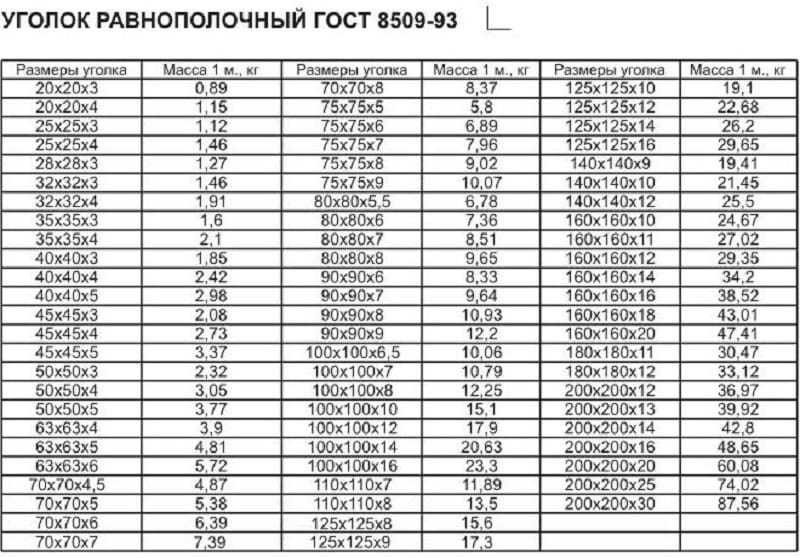 Вы можете срезать углы под любым углом и любой длины .
Вы можете срезать углы под любым углом и любой длины .
Посмотрите эти образцы бумаги; ткань работает ТАКИМ ОБРАЗОМ (и, TBH, довольно весело делать эти дурацкие маленькие фигурки):
а.) Острый угол равной длины
b.) Острый угол, неравные длины
c.) Прямоугольные, разной длины
d.) Прямой угол, равные длины
д.) Тупой угол равной длины
f.) Тупой угол, неравные длины
СВЯЗАННЫЕ: Платье Rainbow Darling Ranges: фланель Encore
Когда использовать скошенный угол
Скошенные углы идеально подходят для любого места, где ткань делает изгиб, острый или широкий.
Практически созданы следующие варианты использования скошенных углов:
- Угол кардигана или жакета
- Разрезанный низ
- Угол подола юбки
- Шлица куртки
Скошенный угол можно сшить из любой ткани, тканой или трикотажной.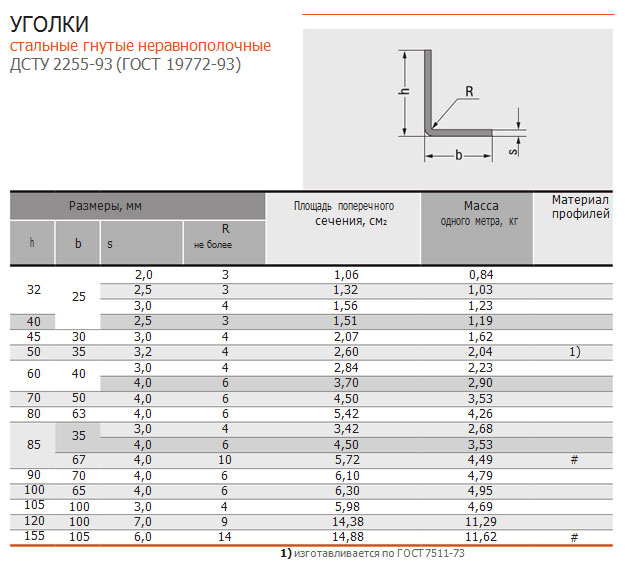 Если шаблон требует угол, вы можете его срезать!
Если шаблон требует угол, вы можете его срезать!
Два меня, есть две основные причины зашить скошенный угол:
- Они выглядят профессионально . Это техника, которая ОПРЕДЕЛЕННО повышает уровень моды DIY от «домашнего» до «ручного».
- Они уменьшают объем углов, где сталкиваются два сложенных края. По крайней мере, с двумя сложенными краями у вас получится четыре слоя ткани.
За многие годы шитья и чтения о шитье, а также просмотра видео о шитье я понял, что нужно уменьшать объем, когда можно .
СВЯЗАННЫЕ: Исследуйте швейные ресурсы Sie Macht — руководства, учебные пособия и многое другое
Что нужно, чтобы сшить идеальный угол
Для сшивания скошенных углов вам потребуются следующие швейные принадлежности:
- Мел или другой инструмент для разметки
- Утюг
- Линейка
- Ножницы или резак
- Нить
- Токарный станок
- Швейная машина
- Булавки
- ¼ дюйма от линии строчки
- Ближе к внешнему углу
- Сверла
- Концевые фрезы
- Краны
- Развертки
- Резьбовые фрезы
- Твердосплавные стержни
- Боры
- Продукты охлаждающей жидкости
- Инструменты для скругления углов
- Инструменты для снятия фаски и зенкеры
- Двойные угловые фрезы
- Ключевые фрезы
- резаки типа «ласточкин хвост»
- Инструменты для гравировки
- Цанги и цанговые уплотнения
- Державки и аксессуары
- Приводные инструменты для токарных станков Haas
- Блоки токарных станков Haas
- Редукционные рукава
- Чип вентиляторы
- Установки MQL и AirBlast
- -проект сделки.
 Вы также можете попрактиковаться с бумагой (для большего эффекта оригами, если вам это нравится).
Вы также можете попрактиковаться с бумагой (для большего эффекта оригами, если вам это нравится).Как сшить скошенные углы разной длины
Эта техника адаптирована из «Секретов шитья в модной индустрии», одной из моих любимых книг по шитью.
Если ваши два сложенных края неравны по длине, продолжайте читать, чтобы узнать, как срезать их под углом.
1.) Обработайте необработанные края ткани, из которых будет скошенный угол. Это может быть крошечная складка (¼ дюйма), зигзагообразная строчка, обметка или розовая отделка. Выбор швеи!
2.) Положите ткань изнаночной стороной вверх. Готовые края сложите в нужном порядке на изнаночную сторону. Например, если бы я шила вышеупомянутую юбку, я бы сначала сделала центральную складку спереди, а затем подогнула кромку.
3.) Слегка прижмите утюгом к этому не скошенному углу (не беспокойтесь о торчащих краях в этой точке). Мы запоминаем основные складки.
4.) Переверните ткань и положите ее лицевой стороной вверх. Развернуть уголок. У вас должны получиться ярко выраженные линии сгиба, благодаря мягкому железному прессу.
Развернуть уголок. У вас должны получиться ярко выраженные линии сгиба, благодаря мягкому железному прессу.
5.) Сложите готовые края вправо в порядке , обратном складыванию . Итак, продолжая пример с юбкой, здесь я сначала подгибаю подол, а затем сгибаю по центру переда.
6.) С помощью инструмента для разметки проведите диагональную линию от нижнего внешнего угла пересекающихся складок к верхнему внутреннему углу. Немного перерисуйте (от 1/16 до 1/8 дюйма) на изнаночную сторону ткани.
7.) Отогните верхнюю складку по диагональной линии. Пальцем надавите на диагональную складку. Вы отрываете верхнюю складку, чтобы посмотреть на нижнюю.
8.) Проведите маркером вдоль края диагональной складки, проведя диагональную линию от нижнего внешнего угла к верхнему внутреннему углу (перерисовка поможет вам 9).0011 найти конечную точку этой строки). Теперь должна быть диагональная линия на верхнем сгибе и диагональная линия на нижнем сгибе.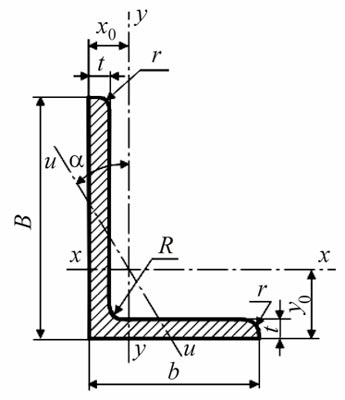 В случае примера с юбкой есть линия по центру спереди и такая же линия по краю.
В случае примера с юбкой есть линия по центру спереди и такая же линия по краю.
9.) Разверните уголок изнаночной стороной вверх и посмотрите на две диагональные линии. Используя поверочную линейку и инструмент для разметки, соедините линии от готовой кромки к готовой кромке. (Разве не дико, как они собираются вместе? Это похоже на волшебство!) Эта линия является вашей линией сшивания для создания митры.
10.) Создадим припуски на швы. Используя линейку, нарисуйте линию, которая равна:
11.) Отрежьте внешний угол по линии припуска на шов. (Вас может пугать отрезание ткани, но это правильно!)
12.) Лицевые стороны вместе, сложите строчку пополам. Когда вы складываете леску, верхняя часть лески и нижняя часть лески должны точно накладываться друг на друга. Проткните булавкой линию стежка с одной стороны ткани на другую, чтобы подтвердить выравнивание.
Это немного трудно обнаружить, но через желтую строчку воткнута булавка.
13.) Прошейте вдоль линии строчки, чтобы получился угловой шов; обратная строчка с обоих концов.
14.) На изнаночной стороне раскройте скошенный шов и разутюжьте. Обрежьте угол, чтобы убрать объем.
Вы можете увидеть обрезанный угол в правом нижнем углу.
15.) Выверните скошенный угол на лицевую сторону. (Для создания острого острия здесь полезен токарный станок.) Аккуратно нажмите на правую сторону.
16.) Пришейте неравные швы! И готово. Отличная работа!
Отстрочка — это только один из вариантов закрепления краев.
Заключительные мысли о шитье скошенных углов
Это одна из тех техник шитья, освоив которую, вы ищете возможности применить ее на практике. Сшивание скошенных углов позволяет почувствовать себя профессионалом; они опрятны и требуют некоторой умственной работы, чтобы сделать все правильно.
Первое, о чем следует помнить при шитье скошенных углов, особенно когда края неровные, это СНАЧАЛА ПОПРАКТИКоваться. Лучше сделать прогонку бумагой или обрезками ткани, чем отрезать не ту часть своего угла.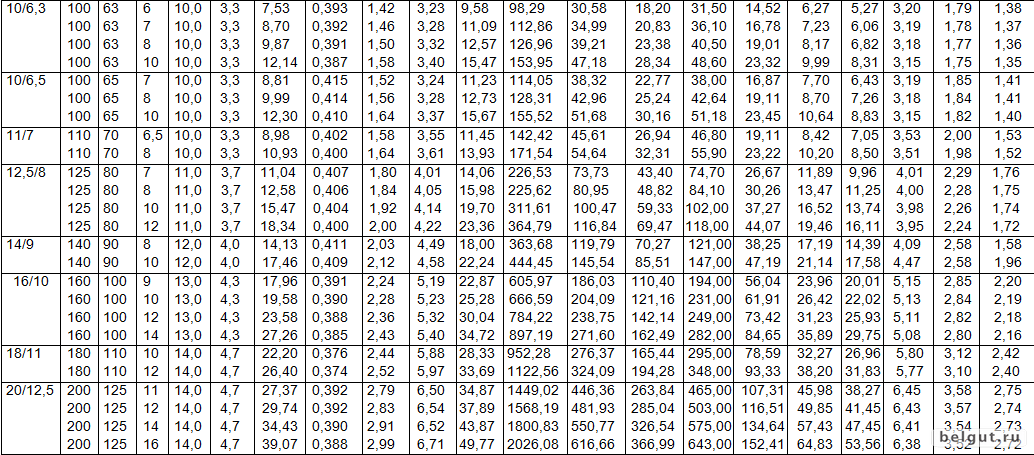
НА САМОМ ДЕЛЕ…
ДУН-ДУН-ДУУУУН…
Именно это я и сделала с одним уголком своего радужного фланелевого платья! Я *думал*, что знаю, что мне нужно, чтобы обрезать припуски на швы. Но из-за того, что мой угол был сложен неправильно, я отрезал слишком много/не тот участок ткани. (Думаю, мне не удалось изменить порядок складывания при складывании на правую сторону.)
Как видно по фотографиям, я вернулась с этого тупоголового переезда и, несмотря на это, сшила красивую неравномерную митру. (Если хотите увидеть, как я закрепила отрезанный угол ткани, ставьте ЛК в комментариях!)
Как бы то ни было, когда я говорю вам сначала попрактиковаться в митре, я говорю по опыту.
К вам: Вы пришили скошенный уголок? Как прошло? Где вы получили инструкцию? Если вы еще не пробовали эту технику, то почему бы и нет? Поделись, пожалуйста, с друзьями-швеями!
Руководство по выбору концевой фрезы
| Инструменты RedLine
Ссылки на продукты
Loading. ..
..
Концевая фреза — это режущий инструмент, используемый для промышленного фрезерования. Он отличается от сверл своим применением, геометрией и изготовлением. В то время как сверло может резать только в осевом направлении, концевая фреза может резать во всех направлениях.
Концевые фрезы используются при фрезеровании, например при профильном фрезеровании, копировальном фрезеровании, торцевом фрезеровании, врезании, контурной обработке, прорезании пазов, сверлении и развертывании.
Существует несколько широких категорий концевых фрез.
Обратитесь к нашим основам концевых фрез и руководству по выбору, чтобы узнать о нескольких широких категориях и о том, как их лучше всего использовать.
Типы концевых фрез
Квадратные концевые фрезы
Квадратные концевые фрезы имеют профиль под углом 90 градусов. Они используются для всестороннего фрезерования.
См. Выбор
Концевые фрезы Weldon
Концевые фрезы Weldon с хвостовиком производятся с плоской поверхностью Weldon для предотвращения проскальзывания.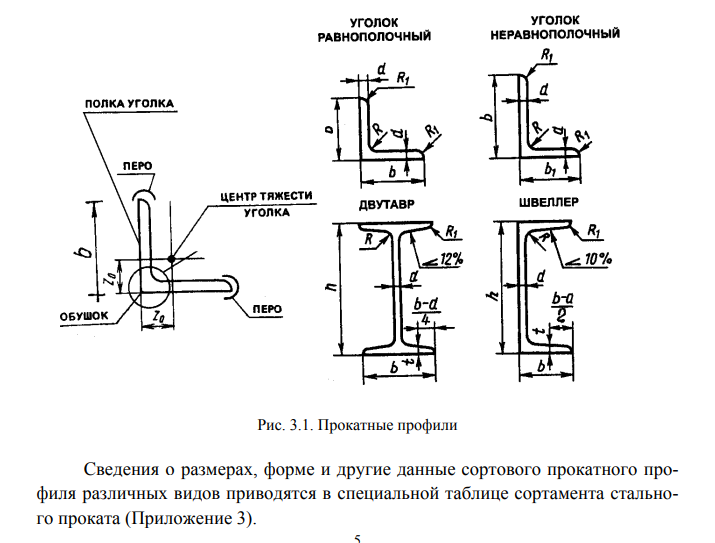
См. Выбор
Сферические концевые фрезы
Сферические концевые фрезы (с сферическим концом) имеют круглую режущую поверхность, используемую для фрезерования контурных поверхностей.
См. Выбор
Радиусные концевые фрезы
Угловые радиусные концевые фрезы имеют закругленный угол для обработки заданного радиуса.
См. Выбор
Концевые фрезы Finisher
Концевые фрезы Finisher обеспечивают гладкую и полированную поверхность за один проход. Не подходит для погружной резки.
См. Выбор
Концевые фрезы
Сверлильные фрезы используются для центровки, сверления, фрезерования и зенкерования. Не рекомендуется для сверления стали.
См. Выбор
Концевые фрезы для черновой обработки
Концевые фрезы для черновой обработки, также известные как боровые фрезы, используются для удаления большого количества материала за один проход.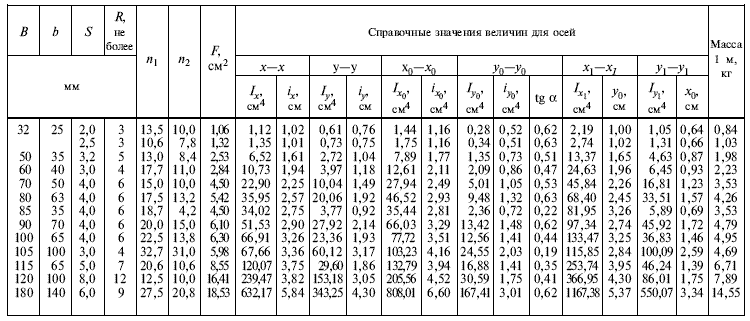 Черновые концевые фрезы доступны с прямым и мелким шагом.
Черновые концевые фрезы доступны с прямым и мелким шагом.
См. Выбор
Концевые фрезы для скругления
Концевые фрезы для скругления углов используются для фрезерования круглых кромок. Конец инструмента усилен для уменьшения выкрашивания.
См. Выбор
Концевые фрезы для подрезки
Концевые фрезы для подрезки также известны как фрезы для леденцов. Это универсальные инструменты, которые можно использовать во многих случаях.
См. Выбор
Устройство концевой фрезы
Диаметр фрезы: Диаметр теоретического круга, образованного режущими кромками при вращении инструмента.
Диаметр хвостовика: Ширина хвостовика, удерживаемого в державке.
Общая длина: Общая длина инструмента между двумя осевыми концами.
Длина резания/длина канавки: Функциональная глубина резания при осевой ориентации инструмента.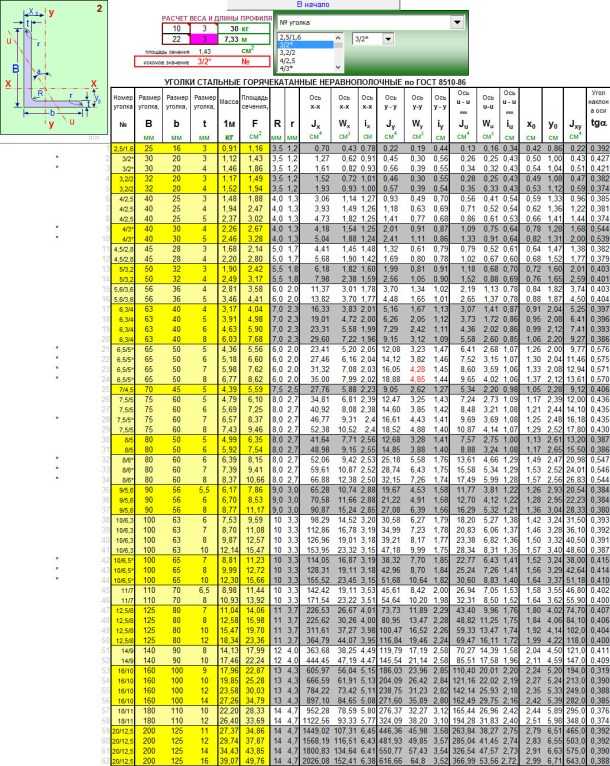
Длина ниже хвостовика: Также называется вылетом и представляет собой длину от шейки до конца режущего конца инструмента.
Диаметр шейки: Диаметр горлышка.
Угол спирали: Угол, измеренный от центральной линии инструмента и прямой линии, касательной вдоль режущей кромки.
Канавки: Спиральные режущие канавки в инструменте. Меньшее количество канавок обеспечивает более крупную стружку и большую глубину резания, но они слабее и лучше всего подходят для пластика и алюминия. Большее количество канавок повышает прочность инструмента, но уменьшает глубину резания, обеспечивая более гладкую резку, которая больше подходит для более твердых материалов.
Переменная спираль: Концевая фреза с изменяемой спиралью использует неравное расстояние между зубьями для уменьшения гармоник, что может значительно увеличить срок службы инструмента и улучшить качество обработки детали.
Переменный шаг : Относится к неравному расстоянию между режущими кромками.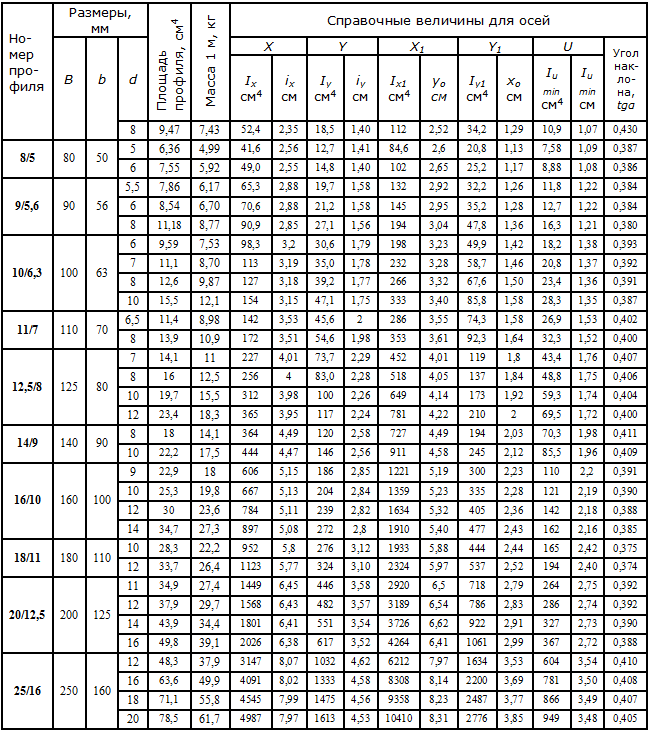 У стандартного инструмента с 4 канавками режущие кромки расположены под углом 90 градусов друг к другу. Создавая концевую фрезу с неравномерным шагом, который больше или меньше 90 градусов, изменяются силы резания, что приводит к снижению вибрации, увеличению скорости подачи и улучшению качества обработки деталей.
У стандартного инструмента с 4 канавками режущие кромки расположены под углом 90 градусов друг к другу. Создавая концевую фрезу с неравномерным шагом, который больше или меньше 90 градусов, изменяются силы резания, что приводит к снижению вибрации, увеличению скорости подачи и улучшению качества обработки деталей.
Типы канавок
Канавки представляют собой режущую поверхность корпуса инструмента. Это полость, которая закручивается по спирали вдоль оси корпуса инструмента. Небольшое количество канавок обеспечивает больше пространства для стружки, что позволяет быстрее снимать материал, но делает инструмент менее прочным. Большее количество канавок увеличивает прочность инструмента и лучше подходит для резки более твердых материалов.
Однолезвийный: Используется для высокоскоростной обработки при съеме больших объемов материала, часто из пластика или углепластика.
Две канавки: Используется для удаления больших объемов материала при прорезании пазов и карманов в цветных материалах.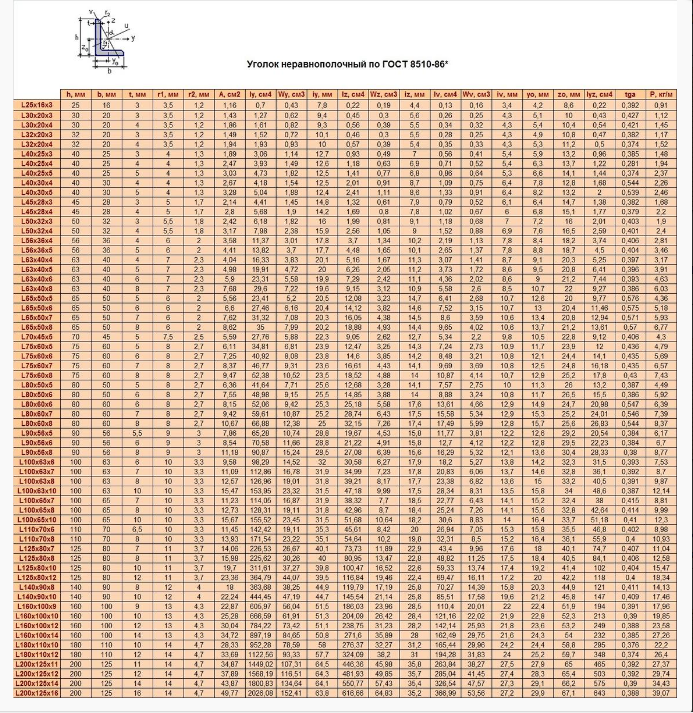
Трехзубая: То же расстояние между канавками, что и у двухзубой концевой фрезы, но они прочнее. Используется для черных и цветных металлов.
Четырехзубая фреза : Более прочная, чем трехзубая концевая фреза, что позволяет работать с более высокими скоростями подачи. Они имеют меньше места для канавок, чем концевые фрезы с 3 канавками, и производят меньшую стружку. Они чаще всего используются при резке черных металлов.
Пятизубая: Имеют меньшее расстояние между зубьями, чем у четырехзубых концевых фрез, что обеспечивает большую прочность, чем у четырехзубых концевых фрез. Они лучше подходят для высокоэффективного фрезерования твердых материалов.
Шесть зубьев и больше: Это концевые фрезы для чистовой обработки, обеспечивающие очень чистую обработку. Они также широко используются в динамической или высокоэффективной обработке (HEM).
Подложка режущего инструмента
Твердый сплав: Более жесткий, чем быстрорежущая сталь (HSS), и может работать в 2-3 раза быстрее. Они также чрезвычайно термостойки и хорошо работают с чугуном и цветными металлами.
Они также чрезвычайно термостойки и хорошо работают с чугуном и цветными металлами.
Быстрорежущая сталь (HSS): Используется для общего фрезерования.
Ванадиевая быстрорежущая сталь (HSSE): Имеют лучшую износостойкость, чем HSS. Хорошо подходит для нержавеющей стали и алюминия.
Покрытия и отделки
Покрытия играют решающую роль в производительности вашего режущего инструмента, однако геометрия инструмента не менее важна для успеха. Это лучшие покрытия для данного применения:
| P — Steels | ||
| Best Coatings: | AlCrN | Aluminum Chromium Nitride |
| | AlTiNX | Aluminum Titanium Nitride Xtreme |
| | TiAlNX | Титан-алюминий нитрид Xtreme |
| | AlTiN | Aluminum Titanium Nitride |
| Alternatives: | TiCN | Titanium Carbo-Nitride |
| | TiN | Нитрид титана |
| | CrC | Chromium Carbide |
| M — Stainless Steels | ||
| Best Coatings: | AlCrN | Aluminum Chromium Nitride |
| | AlTiNX | Алюминий Титан-нитрид Xtreme |
| | TiAlNX | Titanium Aluminum Nitride Xtreme |
| | AlTiN | Aluminum Titanium Nitride |
| Alternatives: | TiCN | Titanium Carbo-Nitride |
| | CrC | Карбид хрома |
| K — Cast Irons | ||
| Best Coatings: | AlTiNX | Aluminum Titanium Nitride Xtreme |
| | TiAlNX | Титан Алюминий Нитрид Xtreme |
| | AlTiN | Алюминий Нитрид Титана |
| Alternatives: | AlCrN | Aluminum Chromium Nitride |
| | TiCN | Titanium Carbo-Nitride |
| | TiN | Нитрид титана |
| N — Цветной металл | ||
| Best Coatings: | ZrN | Zirconium Nitride |
| | TiCN | Titanium Carbo-Nitride |
| | TiB2 | Диборид титана |
| | 2 DLC 16 | Diamond Like Carbide |
| S — High Temp Alloys | ||
| Best Coatings: | AlCrN | Aluminum Chromium Nitride |
| | AlTiNX | Алюминий Нитрид Титана Xtreme |
| | TiAlNX | Titanium Aluminum Nitride Xtreme |
| | AlTiN | Aluminum Titanium Nitride |
| Alternatives: | TiCN | Titanium Carbo-Nitride |
| | CrC | Карбид хрома |
Высокоэффективное фрезерование0053
HEM — это метод фрезерования, получивший значительную популярность благодаря повышению эффективности цеха, увеличению срока службы инструмента, повышению производительности и экономии затрат. Большинство пакетов CAM предлагают модули, которые генерируют траектории инструмента HEM. В HEM используется меньшая радиальная глубина резания и большая осевая глубина резания. Это позволяет использовать всю длину резания инструмента, распределяя тепло и износ по поверхности, что увеличивает срок службы инструмента. Он также работает по теории радиального утончения стружки. В этом методе меньшая радиальная глубина резания позволяет повысить эффективность удаления стружки. Затем приложение CAM может увеличивать нагрузку на инструмент на протяжении всего процесса черновой обработки, что приводит к агрессивной скорости съема материала. RedLine Tools предлагает широкий ассортимент концевых фрез, идеально подходящих для этой методики.
Большинство пакетов CAM предлагают модули, которые генерируют траектории инструмента HEM. В HEM используется меньшая радиальная глубина резания и большая осевая глубина резания. Это позволяет использовать всю длину резания инструмента, распределяя тепло и износ по поверхности, что увеличивает срок службы инструмента. Он также работает по теории радиального утончения стружки. В этом методе меньшая радиальная глубина резания позволяет повысить эффективность удаления стружки. Затем приложение CAM может увеличивать нагрузку на инструмент на протяжении всего процесса черновой обработки, что приводит к агрессивной скорости съема материала. RedLine Tools предлагает широкий ассортимент концевых фрез, идеально подходящих для этой методики.
Мы надеемся, что это руководство по выбору концевой фрезы поможет вам найти правильные инструменты для вашей работы.
Купить сейчас
Для получения технической информации и информации по применению , включая скорости подачи, прорезание кромок, торцовку, винтовое врезание под углом, прямолинейные наклоны, регулировку длинного вылета, устранение конусности стенки при чистовой обработке, регулировку концевой фрезы с шаровым узлом, чистовую обработку поверхности.