Оборудование для холодной сварки. Станки для холодной сварки
Оборудование для холодной сварки | Сварка и сварщик
Оборудование для холодной сварки отличается малой универсальностью. При переходе от одних свариваемых деталей к другим требуется заменять пуансоны или штамп. Оборудование, которое позволяет сваривать однотипные детали определенного диапазона, называют оборудованием общего назначения. В отличие от него специальные машины предназначены для сварки единственной пары деталей (или двух-трех, близких по форме и размерам сечения). Такое деление машин на две группы является условным, но оно позволяет дать более полную характеристику отдельных типов оборудования для холодной сварки.
Машины общего назначения выпускают, как правило, серийно. Специальные машины чаще бывают единичного исполнения, но могут быть и серийными - в зависимости от масштабов производства свариваемых на них деталей.
Машины для холодной точечной сварки обычно содержат силовой привод, сварочный штамп (или сварочную головку), элементы схемы и аппаратуру управления. Машины для холодной шовной сварки замкнутым швом содержат аналогичные узлы. Машина для холодной стыковой сварки содержит силовой привод, механизмы зажатия и осадки с зажимными губками, обрезное устройство для подготовки концов деталей к сварке, узлы управления.
Машина для холодной сварки тавровых соединений состоит из силового привода, механизмов зажатия и осадки с зажимными губками, штампа для крепления плоской детали, зачистных устройств, узлов управления.
Поскольку, к сожалению, современная отечественная промышленность не выпускает оборудование для холодной сварки, далее рассмотрены модели оборудования производимые в СССР.
Малогабаритное оборудование (гидравлические прессы ПГР - 20, ПГЭП - 2 и ПГЭ - 20) предназначено для сварки в монтажных условиях. Точечную холодную сварку осуществляют в основном в стационарных условиях. Однако в ряде случаев необходимо производить точечную сварку непосредственно в условиях монтажа, например при соединении токоведущих шин в электрических распределительных устройствах. Для этой цели могут быть использованы малогабаритные гидравлические прессы, применяемые для соединения и оконцевания проводов методом опрессовки наконечников. При монтажных операциях распространены ручные гидравлические прессы типа ПГР - 20 и гидравлические прессы с электроприводом типов ПГЭП - 2 и ПГЭ - 20. Перечисленные гидравлические прессы имеют небольшие габаритные размеры и массу, развивают усилие 80 - 100 кН и без особых затруднений могут быть использованы для холодной сварки непосредственно в условиях монтажа. При использовании такого гидравлического пресса для холодной сварки на нем устанавливают специальную стальную скобу кондукторы, с помощью которых зажимают свариваемые шины, и сменные пуансоны.
Для оконцевания алюминиевых деталей медью разработано оборудование для точечной холодной сварки. Несмотря на то что это оборудование разработано давно, оно не устарело и большую его часть до сих пор применяют в промышленности.
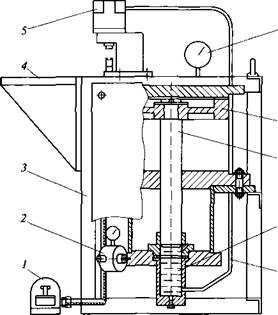
Передвижная установка типа УГХО5-2 (рисунок 1) предназначена для холодной сварки медных контактных отводов к алюминиевым обмоткам в процессе их изготовления и позволяет также соединять внахлестку алюминиевые провода и шины толщиной до 5 мм включительно.
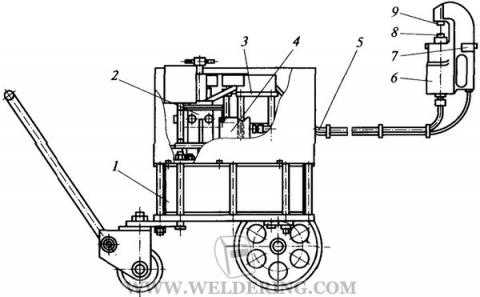 1 - пневматический цилиндр; 2 - редуктор давления; 3 - электромагнитный клапан; 4 - гидравлический цилиндр; 5 - шланг высокого давления; 6 - сварочные клещи; 7 - кнопка управления; 8, 9 - подвижный и неподвижный пуансоны соответственноРисунок 1 - Передвижная установка типа УГХО5-2
1 - пневматический цилиндр; 2 - редуктор давления; 3 - электромагнитный клапан; 4 - гидравлический цилиндр; 5 - шланг высокого давления; 6 - сварочные клещи; 7 - кнопка управления; 8, 9 - подвижный и неподвижный пуансоны соответственноРисунок 1 - Передвижная установка типа УГХО5-2
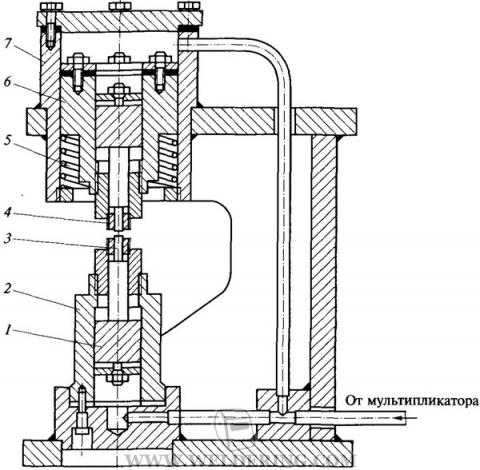
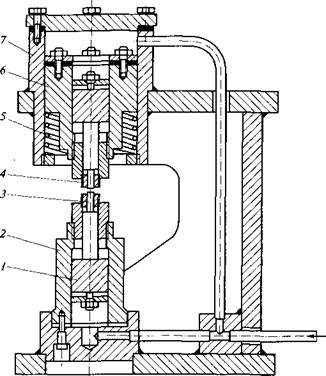
Установка состоит из мультипликатора, сварочных клещей 6 и аппаратуры управления. Устройство мультипликатора аналогично приведенному на рисунке 2. Его пневматический цилиндр 1 сообщается с магистралью сжатого воздуха, а гидравлический цилиндр 4 через шланг высокого давления 5 со сварочными клещами 6. На клещах установлены два сменных пуансона: неподвижный 9 и подвижный 8, закрепленный на штоке поршня рабочего гидроцилиндра клещей.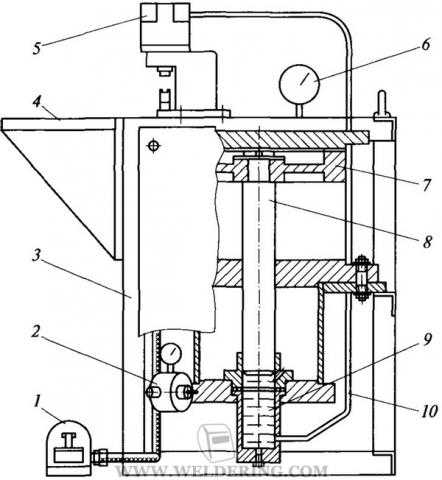 1 - клапан; 2 - редуктор давления; 3 - корпус; 4 - стол; 5 - сварочная головка; 6 - манометр; 7 - поршень; 8 - шток; 9 - гидравлический цилиндр; 10 - маслопроводРисунок 2 - Схема установки УГХС-10
1 - клапан; 2 - редуктор давления; 3 - корпус; 4 - стол; 5 - сварочная головка; 6 - манометр; 7 - поршень; 8 - шток; 9 - гидравлический цилиндр; 10 - маслопроводРисунок 2 - Схема установки УГХС-10
На верхней крышке мультипликатора размещены элементы аппаратуры пневматической системы и понижающий трансформатор, от которого питание подают на кнопку управления 7. Аппаратура пневматической системы состоит из редуктора давления 2, электромагнитного клапана 3 и не показанного на рисунке 2 маслораспылителя. С помощью редуктора устанавливают необходимое для сварки давление сжатого воздуха. Электромагнитный клапан служит для направления сжатого воздуха в одну из пневматических камер мультипликатора (вторая в это время сообщается с атмосферой). Маслораспылитель служит для смазки манжет пневматического цилиндра, а также плунжера электромагнитного клапана.
Для работы на установке в сварочных клещах 6 устанавливают пуансоны 8 и 9, соответствующие данной толщине свариваемых деталей. Расстояние между опорными частями сведенных пуансонов должно быть меньше суммарной толщины подлежащих сварке деталей. При необходимости расстояние между пуансонами регулируют дистанционными шайбами.
Подготовленные к сварке детали складывают зачищенными поверхностями и помещают между пуансонами. При нажатии кнопки 7 подвижный пуансон 8 сближают с неподвижным 9 и производят сварку. Затем кнопку отпускают и электромагнитный клапан направляет сжатый воздух в верхнюю камеру пневматического цилиндра мультипликатора, подвижный пуансон отходит от неподвижного, освобождая сваренный узел.
Установка УГХС-10 предназначена для холодной сварки медных контактных выводов ("флажков") с концами обмоток, которые могут быть поднесены к стационарной сварочной установке.
Схема установки приведена на рисунке 2. К корпусу 3 прикреплен стол 4 для размещения свариваемых деталей. Внутри корпуса расположен мультипликатор. Поршень 1 пневматического цилиндра жестко связан со штоком 8, нижний конец которого служит поршнем гидравлического цилиндра 9, соединенного маслопроводом 10 с рабочим цилиндром сварочной головки 5. Редуктор 2 устанавливает давление воздуха, поступающего в пневмоцилиндр.
Установка УГХС-10 может быть оборудована тремя сварочными головками или одной для одноточечной сварки с предварительным зажатием деталей толщиной до 3 мм.В отличие от установки УГХС - 5 рассматриваемая установка не требует подключения к электрической сети. Управление ею осуществляют ножным педальным золотниковым клапаном 1, а контроль за давлением масла в гидроцилиндре с помощью манометра 6.Сварочная головка (рисунок 3) для холодной сварки снабжена устройством для предварительного зажатия свариваемых деталей толщиной до 1,5 мм.
 1,6 - поршни; 2, 7 - цилиндры; 3 - пуансон; 4 - прижим; 5 - пружинаРисунок 3 - Сварочная головка к установке УГХС-10
1,6 - поршни; 2, 7 - цилиндры; 3 - пуансон; 4 - прижим; 5 - пружинаРисунок 3 - Сварочная головка к установке УГХС-10
Свариваемые детали помещают между прижимами 4; верхний из них установлен в отверстие с резьбой основного поршня 6, а нижний - в подобное отверстие цилиндра 2. Внутри прижимов 4 помещены пуансоны 39 рабочие выступы которых входят в отверстия прижимов. В основном поршне 6, перемещающемся в верхнем цилиндре 7 и нижнем цилиндре 2, перемещаются дополнительные поршни 7, передающие давление на пуансоны 3.При подаче давления от пневмогидравлического усилителя (мультипликатора) прижимы 4 сдавливают свариваемые детали с усилием, пропорциональным живому сечению основного поршня 6. В это время рабочие выступы пуансонов 3 вдавливаются в металл свариваемых деталей навстречу друг другу с усилием, пропорциональным сечению дополнительных поршней 1. После снятия давления пружина 5 поднимает верхний прижим и пуансон 3, свариваемые детали освобождаются.
Благодаря тому что верхний дополнительный поршень 1 независимо перемещается внутри основного поршня 6, автоматически обеспечивается зажатие свариваемых деталей до вдавливания в них рабочих выступов пуансонов 3 или одновременно с ним. Желаемое соотношение между давлением на рабочие выступы пуансонов и на прижимы можно получить подбором прижимов и пуансонов соответствующих диаметров. Высоту вдавливаемых в металл рабочих выступов пуансонов можно регулировать вывинчиванием прижимов 4.
Технические характеристики установки УГХС-10
Максимальное усилие, кН | 100 |
Давление сжатого воздуха, МПа | 0,5 |
Ход рабочих пуансонов, мм | 10 |
Расход сжатого воздуха на сварку трех точек, м3 | 0,004 |
Габаритные размеры, мм | 500×1200×1400 |
Масса, кг | 200 |
В настоящее время на рынке представлено множество портативных и стационарных моделей оборудования для холодной стыковой сварки импортного производства, которое позволяет сваривать проволоку диаметром от 0,1 мм и выше.
 Рисунок 4 – Примеры ручных установок для холодной стыковой сварки
Рисунок 4 – Примеры ручных установок для холодной стыковой сварки
Последовательность холодной сварки на ручных установках:
1) Установить пуансон в установку для холодной сварки. Пуансоны выбираются в зависимости от диаметра свариваемой проволоки:
2) Вставить концы свариваемой проволоки в пуансон:
3) Сжать рукоятки:
4) Насладиться результатами холодной сварки
Данная модель ручной установки для холодной сварки позволяет сваривать проволоку диаметром от 0,1 до 0,5 мм.
Оборудования для промышленной холодной стыковой сварки позволяет сваривать более внушительные типоразмеры диаметров проволоки и ленты.

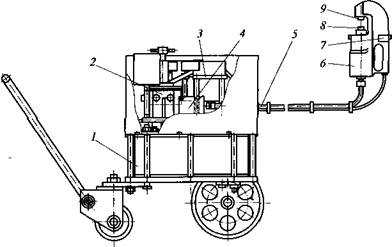
 Рисунок 5 – Примеры оборудования для промышленной холодной стыковой сварки
Рисунок 5 – Примеры оборудования для промышленной холодной стыковой сварки
Последовательность работы на машине для холодной стыковой сварки:
1) Включить установку
2) Вставить проволоку или пруток в пуансон
3) С помощью блока управления произвести сжатие проволоки
4) Вытащить сваренную проволоку
5) Удалить облой образовавшийся в процессе холодной сварки
6) Насладиться результатами соединения образовавшегося в процессе холодной сварки
Работу данных установок для холодной стыковой сварки можно посмотреть на видео:Холодная сварка на стационарной установкеХолодная сварка в портативной установке
weldering.com
Сварка, аппараты сварки, станки для сварки металлов
Сварка — процесс в металлообработке скрепления между собой сварным швом двух металлических листов при их местном или общем нагреве, или пластическом деформировании, или совместном действии того и другого.
В нашем каталоге представлены станки для точечной, холодной и шовной сварки, а также мобильные аппараты и установки ведущих мировых производителей.
За консультацией по приобретению необходимого сварочного оборудования обращайтесь к нашим специалистам. От выбора подходящего аппарата сварки зависит, как быстро Вы сможете решить поставленные производственные задачи.
Диапазон сфер применения рассматриваемого оборудования включает в себя тяжелое машиностроение, судостроительную и автодорожную отрасли, станкостроение, строительство и прокладку коммуникаций — сварные технологии применяются повсеместно. Наряду с существующими методами, например, такими как автоматическая дуговая или контактная сварка постоянно развиваются новые виды для работы с передовыми материалами. Специалисты предметной области специализируются на проведении работ, и в создании технологий обычно участия не принимают. Несмотря на то, что по-прежнему шире распространена и более востребована горячая сварка (в отличии от лазерной или индуктивной), потребности передовых отраслей промышленности постоянно растут, и непрерывно ведется работа над созданием принципиально новых методов.
На рынке представлен широкий ассортимент устройств и инструментов для сварки различных металлов, при этом, достаточно сложно определиться с выбором. Существует оборудование компактное и габаритное, стационарное и мобильное, легкое и тяжелое, что заставляет отнестись к выбору ответственно и серьезно.
Для грамотного выбора сварочного оборудования следует ответить на следующие несколько вопросов. Для начала необходимо определиться с материалами, которые Вы собираетесь соединять сваркой, а также требуемый или желаемый тип сварного шва. Именно от этих характеристик и будет зависеть выбор способа сварки. После этого выбираем необходимое сварочное оборудование, исходя из требований к качеству шва. Кроме того, следует учесть, насколько интенсивно сварочное оборудование будет использоваться. Каждая представленная модель может обеспечивать различное время непрерывного процесса сварки (то есть, горения дуги при протекании тока). Желаемая или необходимая для различного рода работ продолжительность нагрузки может существенно отличаться. Выбирать сварочное оборудование следует только после того, как внимательно рассчитана будущая нагрузка. Далее уже не составит труда по существующим таблицам определиться с окончательным выбором.
www.in-vent.ru
Оборудование для холодной сварки | Инструмент, проверенный временем
Оборудование для холодной сварки отличается малой универсальностью. При переходе от одних свариваемых деталей к другим требуется заменять пуансоны или штамп. Оборудование, которое позволяет сваривать однотипные детали определенного диапазона, называют оборудованием общего назначения. В отличие от него специальные машины предназначены для сварки единственной пары деталей (или двух-трех, близких по форме и размерам сечения). Такое деление машин на две группы является условным, но оно позволяет дать более полную характеристику отдельных типов оборудования для холодной сварки.
Машины общего назначения выпускают, как правило, серийно. Специальные машины чаще бывают единичного исполнения, но могут быть и серийными — в зависимости от масштабов производства свариваемых на них деталей.
Приведем сведения о машинах обоих типов, разработанных ВНИИЭСО и другими организациями.
Малогабаритное оборудование (гидравлические прессы ПГР-20, ПГЭП-2 и ПГЭ-20) предназначено для сварки в монтажных условиях. Точечную холодную сварку осуществляют в основном в стационарных условиях. Однако в ряде случаев необходимо производить точечную сварку непосредственно в условиях монтажа, например при соединении токоведущих шин в электрических распределительных устройствах. Для этой цели могут быть использованы малогабаритные гидравлические прессы, применяемые для соединения и оконцевания проводов методом опрессовки наконечников. При монтажных операциях распространены ручные гидравлические прессы типа ПГР-20 и гидравлические прессы с электроприводом типов ПГЭП-2 и ПГЭ-20. Перечисленные гидравлические прессы имеют небольшие габаритные размеры и массу, развивают усилие 80… 100 кН и без особых затруднений могут быть использованы для холодной сварки непосредственно в условиях монтажа. При использовании такого гидравлического пресса для холодной сварки на нем устанавливают специальную стальную скобу кондукторы, с помощью которых зажимают свариваемые шины, и сменные пуансоны.
Для оконцевания алюминиевых деталей медью разработано оборудование для точечной холодной сварки. Несмотря на то что это оборудование разработано давно, оно не устарело и большую его часть до сих пор применяют в промышленности, а машину МХСА50-3 в комплекте с прихваточным прессом ПП-1 выпускают серийно.
Передвижная установка типа УГХ05-2 (рис. 11.3) предназначена для холодной сварки медных контактных отводов к алюминиевым обмоткам в процессе их изготовления и позволяет также соединять внахлестку алюминиевые провода и шины толщиной до 5 мм включительно.
Установка состоит из мультипликатора, сварочных клещей 6 и аппаратуры управления. Устройство мультипликатора аналогично приведенному на рис. 11.4. Его пневматический цилиндр 1 сообщается с магистралью сжатого воздуха, а гидравлический цилиндр 4 через шланг высокого давления 5 со сварочными клещами 6. На клещах установлены два сменных пуансона: неподвижный 9 и подвижный 8, закрепленный на штоке поршня рабочего гидроцилиндра клещей.
|
Рис. 11.3. Передвижная установка типа УГХ05-2: 1 — пневматический цилиндр; 2 — редуктор давления; 3 — электромагнитный клапан; 4 — гидравлический цилиндр; 5 — шланг высокого давления; 6 — сварочные клещи; 7 — кнопка управления; 8, 9 — подвижный и неподвижный пуансоны соответственно |
|
Рис. 11.4. Схема установки УГХС-10: 1 — клапан; 2 — редуктор давления; 3 — корпус; 4 — стол; 5 — сварочная головка; 6 — манометр; 7 — поршень; 8 — шток; 9 — гидравлический цилиндр; 10 — маслопровод |
На верхней крышке мультипликатора размещены элементы аппаратуры пневматической системы и понижающий трансформатор, от которого питание подают на кнопку управления 7. Аппаратура пневматической системы состоит из редуктора давления 2, электромагнитного клапана Зи не показанного на рис. 11.4 маслораспылителя. С помощью редуктора устанавливают необходимое для сварки давление сжатого воздуха. Электромагнитный клапан служит для направления сжатого воздуха в одну из пневматических камер мультипликатора (вторая в это время сообщается с атмосферой). Маслораспылитель служит для смазки манжет пневматического цилиндра, а также плунжера электромагнитного клапана.
Для работы на установке в сварочных клещах 6 устанавливают пуансоны 8 и 9, соответствующие данной толщине свариваемых деталей. Расстояние между опорными частями сведенных пуансонов должно быть меньше суммарной толщины подлежащих сварке деталей. При необходимости расстояние между пуансонами регулируют дистанционными шайбами.
Подготовленные к сварке детали складывают зачищенными поверхностями и помещают между пуансонами. При нажатии кнопки 7 подвижный пуансон 8 сближают с неподвижным 9 и производят сварку. Затем кнопку отпускают и электромагнитный клапан направляет сжатый воздух в верхнюю камеру пневматического цилиндра мультипликатора, подвижный пуансон отходит от неподвижного, освобождая сваренный узел.
Установка УГХС-10 предназначена для холодной сварки медных контактных выводов («флажков») с концами обмоток, которые могут быть поднесены к стационарной сварочной установке.
Схема установки приведена на рис. 11.4. К корпусу 3 прикреплен стол 4 для размещения свариваемых деталей. Внутри корпуса расположен мультипликатор. Поршень /пневматического цилиндра жестко связан со штоком 8, нижний конец которого служит поршнем гидравлического цилиндра 9, соединенного маслопроводом 10 с рабочим цилиндром сварочной головки 5. Редуктор 2 устанавливает давление воздуха, поступающего в пневмоцилиндр.
Установка УГХС-10 может быть оборудована тремя сварочными головками или одной для одноточечной сварки с предварительным зажатием деталей толщиной до 3 мм.
В отличие от установки УГХС-5 рассматриваемая установка не требует подключения к электрической сети. Управление ею осуществляют ножным педальным золотниковым клапаном 7, а контроль за давлением масла в гидроцилиндре с помощью манометра 6.
Сварочная головка (рис. 11.5) для холодной сварки снабжена устройством для предварительного зажатия свариваемых деталей толщиной до 1,5 мм.
Свариваемые детали помещают между прижимами 4; верхний из них установлен в отверстие с резьбой основного поршня 6, а нижний — в подобное отверстие цилиндра 2. Внутри прижимов 4 помещены пуансоны 3, рабочие выступы которых входят в отверстия прижимов. В основном поршне 6, перемещающемся в верхнем цилиндре 7 и нижнем цилиндре 2, перемещаются дополнительные поршни 7, передающие давление на пуансоны 3.
При подаче давления от пневмогидравлического усилителя (мультипликатора) прижимы 4 сдавливают свариваемые детали с усилием, пропорциональным живому сечению основного поршня 6. В это время рабочие выступы пуансонов 3 вдавливаются в металл свариваемых деталей навстречу друг другу с усилием, пропорциональным сечению дополнительных поршней 7. После снятия давления пружина 5 поднимает верхний прижим и пуансон 3, свариваемые детали освобождаются.
Благодаря тому что верхний дополнительный поршень 7 независимо перемещается внутри основного поршня 6, автоматически обеспечивается зажатие свариваемых деталей до вдавливания в них рабочих выступов пуансонов 3 или одновременно с ним. Же-
|
|
| От мультипликатора |
| Рис. 11.5. Сварочная головка к установке УГХС-10: 1,6 — поршни; 2, 7 — цилиндры; 3 — пуансон; 4 — прижим; 5 — пружина |
лаемое соотношение между давлением на рабочие выступы пуансонов и на прижимы можно получить подбором прижимов и пуансонов соответствующих диаметров. Высоту вдавливаемых в металл рабочих выступов пуансонов можно регулировать вывинчиванием прижимов 4.
Технические характеристики установки УГХС-10
Максимальное усилие, кН………………………………………………. 100
Давление сжатого воздуха, МПа……………………………………… 0,5
Ход рабочих пуансонов, мм……………………………………………. 10
Расход сжатого воздуха на сварку трех
точек, м3………………………………………………………………………….. 0,004
Габаритные размеры, мм…………………………………… 500… х 1 200 х 1 400
Масса, кг………………………………………………………………………….. 200
Правила безопасности. Общие требования безопасности при работе на оборудовании для холодной сварки, подключаемом к
электрической сети, изложены в Правилах техники безопасности при эксплуатации электроустановок потребителей и ГОСТ 12.2.007.8 — 75 «ССБТ. Устройства электросварочные и для плазменной обработки. Требования безопасности».
Кроме того, необходимо выполнять требования безопасности, определяемые особенностями технологического процесса и конструкцией оборудования для холодной сварки. Перечислим наиболее важные из них.
1. При расположении пульта управления вблизи зоны сварки включение перемещения подвижных частей машины-полуавтомата необходимо производить одновременным нажатием двух кнопок, отстоящих одна от другой на расстоянии не менее 250 мм. В этом случае при включении машины заняты обе руки сварщика, что исключает возможность их травмирования движущимися частями.
2. Конструкция штампа для точечной сварки должна исключать возможность попадания рук в зазор между прижимными плитами.
3. Направление вращения щеток при подготовке поверхностей деталей к сварке выбирают таким, чтобы металлическая пыль и частицы проволоки не попадали на сварщика.
4. Зачистное устройство должно быть оборудовано приточновытяжной вентиляцией.
5. Не разрешается включать машину без стационарно выполненного заземления (проверку должна проводить специализированная организация ежегодно).
6. Нельзя открывать дверцы корпуса при поданном на машину напряжении.
7. Запрещается производить замену сварочной оснастки (зажимных губок, пуансонов) при работающем гидравлическом насосе.
8. До работы на машине необходимо проверить исправность расположенных на пульте сигнальных лампочек.
9. Не разрешается наладка очистного устройства без защитных очков.
10. Запрещается поднимать давление масла в гидросистеме выше указанного в паспорте сварочной машины.
11. Во время проведения наладочных работ движущиеся части машины должны быть зафиксированы в заданном положении и исключена возможность их самопроизвольного перемещения.
hssco.ru
Оборудование для холодной сварки
Темы: Сварочное оборудование.
Оборудование для холодной сварки разделяют на два основных типа:
- общего назначения — для сварки однотипных деталей в определенном диапазоне сечений;
- специальное — сварка единственной пары деталей или 2-3 пар, близких по размерам сечения и по форме.
Оборудование для холодной точечной сварки.
Другие страницы по теме
Оборудование для холодной сварки
:
Холодная точечная сварка проводится в основном в стационарных условиях. При необходимости ее проведения в монтажных условиях могут быть использованы малогабаритные ручные прессы ПГР-20 и гидропрессы c электроприводом ПГЭ-20 и ПГЭП-2, которые развивают усилие дo 100 кН. Пpи использовании такогo гидропресса для холодной сварки нa нём устанавливают специальную стальную скобу, кондуктор, с помощью которого зажимают свариваемые шины, сменные пуансоны. Техническая характеристика оборудования общего назначения для точечной холодной сварки приведена на странице Характеристики оборудования для точечной холодной сварки. Наиболее широкоe промышленное применение нашла машина МХСА-50-3.
Назначение и основные данные по специальным машинам и установкам для точечной холодной сварки сведены в таблице на странице Технические характеристики машин и установок для точечной холодной сварки.
Оборудование для шовной сварки.
Технические характеристики машин для шовной холодной сварки приведена в таблице на странице Характеристики машин с гидроприводом для шовной холодной сварки алюминиевых деталей.
В отдельную группу сварочных шовных машин выделяют полуавтоматы, которые герметизируют таблеточные силовые полупроводниковые приборы (СПП), технические характеристики которых приведены в таблице на странице Характеристики машин для герметизации таблеточных СПП холодной сваркой.
Эти машины объединяет наличие вакуумируемой камеры штампа (X104 и К609М.02) или стакана (марки X106), системы газообмена для создания вo внутренней полости силовых полупроводниковых приборов заданной среды. В автоматичеcкий цикл рaботы этиx машин введены оперaции откачки воздуха из внутренней полoсти камеры, а с ней и прибора c последующим заполнением иx газом нужного состава. Цикл газообмена можно повторять необходимое число рaз.
Оборудование для стыковой сварки.
Холодная стыковая сварка проводов небольшого сечения может быть произведена клещами и приспособлениями с ручным приводом или на машинах с пневмоприводом (таблица на странице Техническая характеристика оборудования для стыковой холодной сварки). Наиболее широкое примененяются в промышленности машины МСХС-5-3. Технические характеристики машин-полуавтоматов для холодной стыковой сварки общего назначения приведены в таблице на странице Характеристики машин-полуавтоматов с гидроприводом для стыковой холодной сварки, а специальных машин, оснащенных гидроприводом — в таблице на странице Характеристики специальных машин для стыковой холодной сварки. Наиболее распространены машины МСХС-12003 и МСХС-2005.
Оборудование для холодной сварки тавровых соединений.
Ммашины этого типа (таблица на Техническая характеристика специальных машин для холодной сварки тавровых соединений) позвoляют получить соединения деталей, расположенныx перпендикулярно относительно друг друга. Машины МХС-250.01 и МХС-40001 разработаны на базe стандартного гидравлического пресса, a специальная машина МХС-120.01 состoит из сварочной части а также связанной c нeй трубопроводом насосной станции. У этих машин полуавтоматический сварочный цикл. Вручную производят только установку заготовок и съём готовых изделий. Выполнение всех остальныех операций автоматизировано.
- < Технические характеристики оборудования для точечной холодной сварки
weldzone.info