Фрезерные столы своими руками (чертежи, видео и схемы). Столы для станка
Вакуумный стол для ЧПУ своими руками: пошаговая инструкция
Для работы на фрезеровочном станке с ЧПУ с деталями больших размеров необходим большой вакуумный стол. Такое оборудование очень дорогое в связи со сложностью транспортировки и не всегда подходит для определенных задач, но можно сконструировать стол самостоятельно, под индивидуальный размер и потребности.
Вакуумные столы для ЧПУ предназначены для станков фрезерной работы с крупными листами дерева или металла. Большинство станков с ЧПУ используют криволинейную обработку. Для работы на фрезерных станках нужна поверхность, которая надежно фиксирует обрабатываемые детали. Вакуумный стол прижимает изделия к поверхности, не давая им перемещаться, делая работу на фрезерном станке более точной, комфортной. Кроме того, полноценное оборудование обеспечивает нагрев до нужной температуры. Он более универсальный, чем магнитный стол, подходящий только для обработки металлических изделий.
Довольно часто фрезерные станки с ЧПУ идут в комплекте с вакуумным столом, однако при его отсутствии или недостаточно большом размере требуется другой прибор. В этом случае можно купить подержанное устройство сомнительного качества или изготовить его самостоятельно.
Необходимые материалы и инструменты
Чтобы изготовить вакуумный стол для фрезерного станка, необходимо найти все комплектующие. Для создания функционального оборудования понадобится:
- деревянный или металлический лист соответственного размера;
- металлопрофиль;
- вакуумный насос;
- нагревательный элемент;
- блок управления.
Из инструмента потребуется: дрель, отвертка, гаечные ключи, паяльник. Остальные инструменты используются опциально, при наличии.

Этапы изготовления
После приобретения всех необходимых материалов и инструментов, можно перейти к самостоятельной сборке стола.
Изготовление рабочей поверхности и короба
В начале изготовления вакуумного стола для ЧПУ своими руками нужно создать рабочую поверхность. Для этого берется заранее заготовленный лист материала. В нем аккуратно, в шахматном порядке при помощи дрели или шуруповерта высверливаются дырки. Позже с тыльной части поверхность будет примыкать к вакуумному насосу, служащему для надежного закрепления изделий. Для повышения надежности конструкции устанавливаются перегородки. Они не дают столу деформироваться в процессе эксплуатации.
Коробка
Наиболее значимой здесь является высота, так как стол конструируется под станок с числовым программным управлением. Из металлических и деревянных частей собирается устойчивая конструкция для закрепления рабочей поверхности. Поверхность над рабочей зоной будет исполнять роль держателя для нагревательного элемента. Желательно, чтобы короб был разборным: это облегчит, дальнейшую работу, наладку оборудования или транспортировку стола в дальнейшем.
Рабочий стол должен быть максимально устойчивым и надежным. Поэтому в конструкции желательно избегать недолговечных или подвижных соединений. Для облегчения перестановок инструмента можно использовать ножки регулируемой высоты. Это позволит работать на неровной поверхности, обеспечивая устойчивость.
Нагревательный элемент
Вакуумная формовка пластика также требует наличия специального стола. При работе на изделие действует вакуумное поле и нагревательный элемент, разогревающий пластик до необходимой температуры. Для этого над столом устанавливается нагревательная панель. В качестве нагревательного элемента лучше всего зарекомендовала себя нихромовая нить. Однако из-за дороговизны материала, а также сложности с поиском его в свободной продаже при самостоятельном изготовлении обычно используются галогеновые лампы.
Среди преимуществ использования следует отметить равномерный нагрев, а также качественное освещение рабочей области.
В качестве заготовки берется лист металла. В нем также высверливаются отверстия для ламп, после чего следует закрепление нагревательных элементов и монтаж электрической части. Все лампы требуется соединить параллельно. При более сложной конструкции электрическая часть выводится на контроллер или отдельные выключатели для нагрева определенных частей рабочей зоны. Соединение происходит при помощи пайки и медных проводов. Для сокращения проводки, более приятного вида, удобства работы и большей надежности проводки рекомендуется использовать печатную плату или несколько небольших плат. Конструкция световой панели также должна быть разборной для обслуживания.

Вакуумный насос
Самый важный элемент оборудования. Служит для создания вакуума и надежной фиксации детали. Лучше всего использовать специализированный генератор вакуума с манометром. При отсутствии специализированного вакуумного насоса подойдут несколько вакуумных вентиляторов. Возможна замена промышленными вакуумными пылесосами, однако на практике их эффективность ниже.
При подключении важно максимально снизить приток воздуха, то есть произвести изоляцию от входа до рабочей поверхности. Манометр нужен для измерения результатов: слишком сильный вакуум может повредить деталь, рабочую поверхность или оборудование. При более сложной конструкции столов регуляторы нагревательной части и манометр устанавливается в блок управления.
Блок управления
Электронная часть вакуумного стола нужна для эффективной регулировки нагрева рабочей зоны и создания более стабильной фиксации деталей. Вариантов реализации блока управления много, самую большую роль здесь играет фрезерный станок и числовое программное управление, установленное в рабочее оборудование. Наиболее оптимальный выбирается исходя из задач, бюджета, доступности конкретных элементов. Для оптимальной работы требуется микроконтроллер с дисплеем и по одному реле на каждый блок управления.
Для комфортной работы используются датчики температуры и давления. При минимальной комплектации требуется по одному датчику и 2 реле: одно для включения/выключения насоса, другое – для контроля нагревательной панели. Для разграничения рабочей области, использования зажима и нагрева только для части стола необходимо использовать большее количество реле и соответственно более производительный контроллер. Установка надежного блока управления сделает работу более комфортной, позволит не отвлекаться на показатели манометра.

Отличие заводского оборудования от индивидуального
Создание рабочего оборудования позволяет адаптировать инструмент под индивидуальные нужды. Самостоятельно сконструированные вакуумные столы можно подогнать под необходимые размеры и включить в него все функции начиная от фрезерной обработки заканчивая формовочными работами. Основными преимуществами такого стола являются:
- экономия средств;
- индивидуальные размеры и функциональные особенности;
- простота в обслуживании ввиду доступности запчастей.
Основными недостатками являются большая затрата времени и сил, менее высокая надежность по сравнению с заводскими аналогами и отсутствие гарантийного обслуживания.
vseochpu.ru
Координатный стол для фрезерного и сверлильного станка
Модернизация фрезерного металлообрабатывающего станка увеличит технический потенциал, и значительно расширит его производительные возможности. Один из возможных вариантов модернизации заключается в установке на фрезерный станок координатного мини-стола. Используя координатный стол для фрезерного агрегата, производитель может значительно уменьшить трудоёмкость.
Характеристика
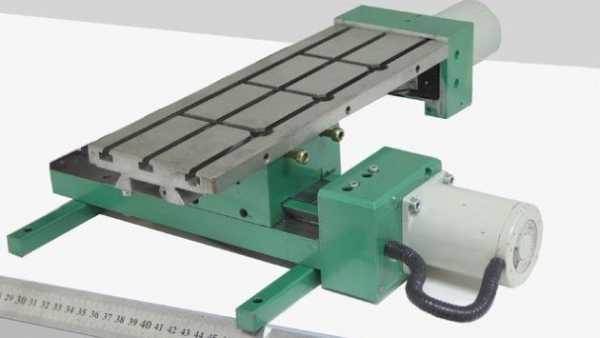
Устройство координатного стола представляет собой дополнительную конструкцию к станку, позволяющую перемещать закреплённую на нём деталь по необходимой траектории. Установку можно использовать как для фрезерного агрегата, так и для сверлильного. Координатный стол бывает двух видов – промышленный заводской или небольшой самодельный.
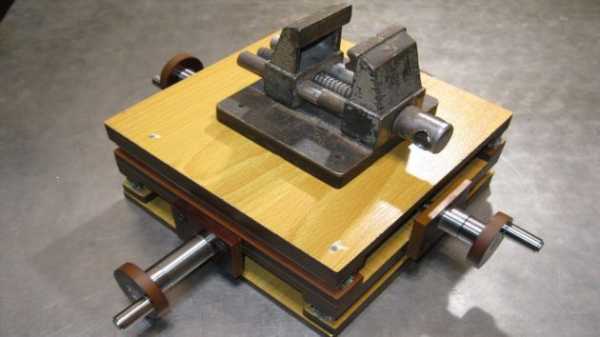
Самодельный координатный стол
Приводить в движение столик можно с помощью механического воздействия вручную, с помощью электроприводов или с помощью компьютерных систем управления. При использовании числового программного управления, производство получается максимально автоматизированным, а точность обработки детали варьируется в области нескольких микрометров.
Разновидность
В заводском исполнении координатная деталь, установленная на фрезерный или сверлильный станок, включает в себя:
- несущую опору;
- приводы управления;
- систему фиксации детали;
- автоматизированную систему управления.
Фиксации детали разделяется на три вида:
- вакуумная;
- с помощью массы самой детали;
- механическая.
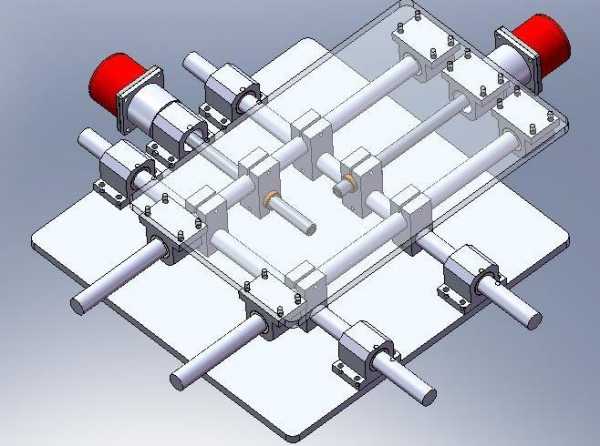
Координатный стол с механической фиксацией
Координатные сооружения имеют несколько различных схем исполнения, но есть две основные это:
- портальная;
- крестовая.
Крестовая схема используется для обработки объёмных деталей, что решается путём использования дополнительных конструкций с тремя степенями свободы. Это означает, что обрабатываемая заготовка имеет возможность перемещаться по X, Y, и Z координатам. В подобном исполнении координатное сооружение устанавливается на фрезерный станок.
Портальная схема – это поворотный стол, который используется для работы с плоскими деталями, в частности, для сверления, с жестко закрепленным рабочим органом, когда необходимо перемещение по вертикальной оси.
На предприятиях по изготовлению крупногабаритных изделий устанавливаются длинные координатные алюминиевые сооружения. Благодаря этому увеличивается функциональность используемых станков, потому как на рабочем верстаке есть возможность закрепить оборудование, такое как:
- специальный разъём для инструментов;
- привод охлаждения;
- привод смазки;
- нейтрализацию вредных газов и испарений;
- привод удаления пыли и стружки.
Особенности несущей конструкции
Исполнение координатных установок для фрезерного и сверлильного станка отличается по материалу, из которого сделана несущая конструкция. Если это металлические массивные детали, то необходимо использовать более жесткую конструкцию, которая может состоять из литого металла.
Более жесткие конструкции еще используются для обеспечения необходимой четкости перемещения рабочего предмета на станках с ЧПУ, так как скорость перемещения обрабатываемой детали на подобном производстве может достигать нескольких метров в секунду.
Материал, который используется для изготовления координатных установочных площадок, выбирают следующий:
- сталь;
- чугун;
- алюминиевые сплавы.
Конструкции, состоящие из алюминиевых сплавов, рассчитаны на небольшие нагрузки и часто идут на оснащение сверлильных станков, где подразумевается только вертикальное перемещение обрабатываемой детали.
Преимуществами подобного приспособления является:
- технологичность;
- бюджетность;
- малый вес конструкции.
Механизмы для передачи движения
Заводские и самодельные координатные мини-площадки приводятся в движение механическим способом. Если производство связано с высокоточными процессами, то в таких случаях используются электродвигатели.
Типы передач для преобразования вращательного движения в поступательное, а еще для перемещения детали относительно рабочего элемента, разделяются по способу реализации.
Их разделяют на:
- шестерёночные;
- ремённые;
- винтовые.
Параметры, которые влияют на подбор типа передачи:
- скорость перемещения площадки с заготовкой, закрепленной на его поверхности;
- мощность электродвигателя;
- точность обработки.
Оптимальным вариантом относительно коэффициента полезного действия и обеспечения точности перемещения детали обладает шарико-винтовая передача, которая еще имеет ряд других особенностей:
- отсутствие рывков при перемещении;
- отсутствие шума;
- малый люфт.
Одним из недостатков подобного исполнения передачи является невозможность перемещать координатный стол с высокой скоростью. Второй недостаток – высокая стоимость.

Высокая стоимость один из минусов данной передачи
Дополнительные варианты
Более дешёвым будет использование ременной передачи, но пропорционально с уменьшением стоимости возрастают и недостатки:
- повышенный износ;
- необходимость частого технического обслуживания;
- высокая вероятность обрыва ремня;
- низкая точность.
Высокую точность и быстрое перемещение детали на фиксированной площадке, можно обеспечить при использовании зубчатой передачи, но в таком механизме нужно быть готовым к появлению люфта через некоторое время после начала эксплуатации.
Одним из лучших вариантов передачи движения от двигателя на координатную мини-установку, является использование прямого привода, который состоит из:
- линейного двигателя;
- сервоусилителя.

Сервоусилитель
Преимуществом этих приводов является отсутствие нужды применять механические передачи. Такое исполнение позволяет напрямую передавать движение с двигателя на элементы координатного стола.
Преимущества еще заключаются в увеличении скорости и точности обработки детали. В силу того, что отсутствуют вспомогательные передачи в схеме стола, сокращается количество последовательно соединенных элементов, а это уже, в свою очередь, в лучшую сторону влияет на надёжность координатной установки.
Выводы
Заметно, по отношению к другим видам передач, снижается и погрешность, которая находится на уровне единиц микрометров. Прямой привод характеризуется высокими показателями торможения и разгона.
Вследствие того, что в прямом приводе нет деталей, которые подвергаются трению, координатная алюминиевая установка меньше подвержена износу, что положительно сказывается на ее долговечности.
Один из немногих, но при этом самых существенных недостатков прямого привода – его цена. Высокая стоимость при массовом высокоточном производстве оправдана и окуплена.
Видео по теме: Самодельный координатный столик
promzn.ru
Стол для сверлильного станка своими руками
Координатный стол для сверлильного станка помогает сделать работу агрегата точной, плавно перемещать обрабатываемую деталь в нужное положение, избегать скачков, перекручивания детали. Эффективность работы на станке любого типа значительно увеличивается при использовании координатного столика, особенно сделанного своими руками.
Координатный стол делает сверление быстрее, проще и более точным.Если у человека есть под рукой набор инструментов и материалов, подобное оборудование легко выполнить самостоятельно.
Виды и назначение
Столы под сверлильные станки бывают нескольких разных видов, могут изготавливаться из различных материалов и функционировать на отличных между собой принципах. Это простое фиксирующее устройство, с помощью него обрабатываемая деталь закрепляется в необходимом положении.
Модель координатного стола
С помощью стола в процессе обработки деталь способна менять положение и свой угол, манипуляция позволяет выполнять разные виды обработки без снятия или перемещения детали. Способы фиксации оборудования бывают следующие:
- с использованием вакуума и перепада давления;
- механическими приспособлениями;
- деталь удерживается на столике самостоятельно за счет своего большого веса.
Для любителей, собирающихся сделать стол для сверлильного станка своими руками, более всего подходит второй вариант фиксации.
Закрепляемая заготовка в разных установках имеет неодинаковое количество степеней свободы – двумя или тремя. В первом случае она способна передвигаться только по X и Y координатам, во втором добавляется способность перемещения вверх, вниз или по Z координате. Для домашнего использования двух степеней свободы вполне достаточно.
Использование оборудования
Перед началом эксплуатации координатного основания мастер обязан изучить правила безопасности, особенности оборудования, а также требования к освещению в помещении, где проходит работа.
Приведение столика в действие реализуется основными путями:
- механическое передвижение;
- использование электрического привода;
- установка ЧПУ оборудования.
Первый или второй вариант при его реализации своими руками будет наиболее подходящим.
Отдельно стоит упомянуть о таких вариантах конструкции, как поворотный стол и крестовинный.
Первый способен вращаться вокруг собственной оси и является максимально удобным вариантом, если нужно обрабатывать детали с осевой симметрией, круглые и дискообразные заготовки.
Крестовый стол для сверлильного станка более распространен в повседневном использовании и предоставляет способность перемещать обрабатываемую заготовку в двух направлениях: по X и Y.
Материал для основания
Перед началом создания устройства нужно подумать, какие именно использовать материалы и запчасти. Предварительная подготовка необходима чтобы они могли дать будущему творению следующие характеристики:
- Нормальный рабочий вес, чтобы один человек мог без ощутимого труда работать с таким столом.
- Простота и универсальность установки. Хорошее изделие обязано подходить под разные типы сверлильного оборудования.
- Максимальная экономия средств на изготовлении. Если разработка окажется слишком дорогой, то не проще ли купить уже готовый предмет.
Чаще всего этим требованиям удовлетворяют такие распространенные и экономные варианты:
- сталь;
- металл;
- чугун;
- алюминий;
- дюраль.
Если стол нужен в основном для сверления мягких материалов (дерево, пластик), то алюминий будет лучшим вариантом. Он предельно легок и обладает достаточной прочностью.
Если же придется работать с металлами, сверлить серьезные детали на относительно большую глубину, то понадобится что-то более прочное – сталь, чугун, железо. Это тяжелые материалы, но и выдерживаемые ими нагрузки впечатляют.
Направляющие
Особе значение в конструкции разрабатываемого устройства играют так называемые направляющие – компоненты, по которым происходит перемещение стола в необходимых направлениях.
Чем качественнее они сделаны, тем более точно специалист будет работать на станке, выставлять положение обрабатываемой заготовки и легче ее перемещать в нужное место, применять присадочные материалы и выполнять прочие необходимые действия.
Используются направляющие двух типов: цилиндрического типа и рельсового. Какой из них более работоспособный сказать сложно – при качественной реализации оба варианты показывают себя в работе достойно.
Чтобы скольжение направляющих было максимально плавным и точным, приходится применять специальные каретки и подшипники. Если требования к точности оборудования не слишком высоки, то вполне подойдут подшипники качения, в противном же случае нужно использовать подшипники скольжения.
Подшипники качения будут создавать небольшой люфт хода, но при выполнении типичных задач это не является большой помехой.

Для плавного скольжения направляющих возможно использование подшипников качения
Делая изделие своими руками, нужно выбирать тот вариант, который больше всего подойдет под выполнение будущих задач.
Механизм передачи движения
Важнейшей частью будущего устройства, неважно, будет ли это поворотный стол для сверлильного станка или же крестовый вариант, является механизм передачи движения от ручек управления на аппарат.
Лучше всего делать привод с механическим типом передвижения, они управляемые вручную. В такой способ специалисты могут добиться большей точности движений, высокого качества выполняемой работы.
Компонентами механизма передачи движения выступают:
- рейки и зубчатые колеса, шестерни;
- ременные механизмы;
- шарико-винтовые передачи.

Шарико-винтовые передачи
Специалисты советуют выбирать последний вид механизма, особенно если речь идет о крестовинном столе, он обладает многими существенными преимуществами:
- предельно небольшой люфт системы;
- перемещение изделия происходит очень плавно, без рывков;
- работает шарико-винтовая передача тихо;
- при значительных рабочих нагрузках она показывает высокую устойчивость.
Минусом механизма специалисты называют невозможность добиться высокой скорости работы, но если рассматривается стол крестовинный для сверлильного станка, то здесь большая скорость обычно и не требуется.
Чтобы сэкономить, мастеру необходимо попытаться реализовать ременные передачи. Они просты и доступны, но обладают минусами:
- малая точность;
- быстрый износ;
- риск обрыва ремня при нагрузках.
В качестве заключения отметим, что если человек решил изготовить стол для сверлильного станка своими руками, то в этом нет ничего принципиально нереального. Элементарный набор материала и инструмента поможет быстро реализовать поставленную задачу. Задача для специалиста – выбрать правильный вид конструкции и качественно изготовить все ответственные узлы будущего приспособления.
Видео по теме: Как сделать координатный стол и фрезерную стойку своими руками
promzn.ru
Поворотный стол для фрезерного станка с ЧПУ
Базовая комплектация любого оборудования предполагает набор обязательных функций, но часто для выполнения некоторых операций этого мало. Дополнительная оснастка расширяет возможности. Одним из видов таких приспособления является поворотный стол для фрезерного станка. Фиксируется он на основу главной конструкции и позволяет обрабатывать сложные фасонные детали. В зависимости от целей выбирается размер и марка поворотного стола. При этом важно учитывать совместимость оборудования. Хотя в большинстве случаев таких проблем не возникает, поскольку отраслевые стандарты максимально унифицированы и позволяют легко использовать изделия сторонних производителей.
Устройство поворотного стола
 Не зависимо от класса и сложности изделия принципиальная схема работы у всех одинаковая. К базовым элементам устройства относятся:
Не зависимо от класса и сложности изделия принципиальная схема работы у всех одинаковая. К базовым элементам устройства относятся:
- Основание. Аналог станины станка. Обязательно предусмотрена система крепления к станку.
- Планшайба. Поворотная часть устройства. В центре детали отверстие (прямое, но чаще конус Морзе). На рабочей плоскости Т-образные пазы для фиксации обрабатываемой заготовки или зажимного механизма. В современных моделях может использоваться оригинальная система закрепления детали. После установки заготовки планшайба обязательно надежно фиксируется в нужном положении.
- Управление. Планшайба может вращаться вокруг центральной оси с помощью механической рукоятки либо электродвигателем. Станки с ЧПУ и поворотные столы специальной конструкции в современном исполнении программируются.
Принцип работы оснастки
Главной задачей поворотного стола является обработка деталей такими способами, которые невозможны на обычном фрезерном или токарном станке. Устройство позволяет реализовать достоинства вышеперечисленного оборудования. На токарном станке изготавливают детали в виде тела вращения. Невозможно оставить необработанной, часть заготовки выходящий за периметр резания, а необходимость такая есть. На фрезерном станке неподвижная деталь обрабатывается координатным векторам. Установив поворотный стол можно делать незаконченные тела вращения и растачивать отверстия, которые невозможно установить в токарный станок.
На видео показано, как работает автоматическай поворотный стол для 5ти координатного ЧПУ станка.
Достигается такой результат тем, что обрабатываемая деталь закреплена не на станине фрезерного станка, а в устройстве, которое дает возможность заготовке иметь ось вращения. Это и стало основным принципом работы поворотного стола. Программируемое оборудование позволяет изготавливать сложные по форме детали не на дорогих обрабатывающих центрах, а используя обычный фрезерный станок, но с этим замечательным приспособлением.
Классификация оборудования
Принято разделять поворотные столы по нескольким параметрам. Во-первых, по рабочему положению. Оснастка может быть горизонтальной, вертикальной и универсальной, то есть работать ей можно в двух плоскостях.
Во-вторых, по габаритам. В расчет принимают размер планшайбы. Он может варьировать от ∅ 110 мм до ∅ 630 мм. Возможны столы других размеров, но это специальные изделия, выполненные под заказ или для определенных операций.
В-третьих, по способу регулировки и настройки. Оснастка может быть оснащена простой механической ручкой, приводом от главного станка и оборудована собственным электродвигателем.
И наконец, в-четвертых, поворотный стол с расширенным функционалом. Например, он может иметь не одну ось вращения, а две, вертикальную и горизонтальную.
Эксплуатационные характеристики
Разнообразие моделей различных производителей открывает широкие возможности выбора конкретного изделия для решения четко поставленных целей. Специфика предприятия обуславливает характеристики устанавливаемого поворотного стола. Для эксклюзивной высокоточной работы выбирают модели проверенных компаний наивысшего класса точности. Допуски у такого оборудования минимальны и составляют:
- Угол поворота — 1 сек;
- Прямолинейность рабочей поверхности — 3,0 мкм;
- Торцевое биение планшайбы — 1,5 мкм;
Однако такие поворотные столы не дешевы и на практике нет необходимости использовать их в обычном производстве. Большинство устройств этой категории предлагаются по более доступным ценам, но вполне приемлемыми характеристиками:
- Угол поворота — 1 мин;
- Прямолинейность рабочей поверхности — 10-20 мкм;
- Торцевое биение планшайбы — 12-20 мкм;
Центральное отверстие, как правило, выполнено в виде конуса Морзе №3 либо №4. Универсальный способ эффективно центровать заготовку. Подобным образом используются конуса Морзе практически во всех металлообрабатывающих станках.
Для каких работ используется поворотный стол
 Область применения в металлообработке чрезвычайно обширна. Изготовление сложных деталей, таких как фланцы с креплениями, элементы корпусов механизмов. Эффективная обработка отверстий в деталях, которые невозможно правильно ориентировать в патроне токарного станка. Заготовки, с определенными угловыми расстояниями. Фрезерование пазов, уступов. Сверление отверстий, на одинаковом расстоянии от центра детали с точно заданным углом относительно друг друга. Очень разумно применять оснастку при мелко- и среднесерийном производстве.
Область применения в металлообработке чрезвычайно обширна. Изготовление сложных деталей, таких как фланцы с креплениями, элементы корпусов механизмов. Эффективная обработка отверстий в деталях, которые невозможно правильно ориентировать в патроне токарного станка. Заготовки, с определенными угловыми расстояниями. Фрезерование пазов, уступов. Сверление отверстий, на одинаковом расстоянии от центра детали с точно заданным углом относительно друг друга. Очень разумно применять оснастку при мелко- и среднесерийном производстве.
Станки с ЧПУ и программируемые поворотные столы выполняют практически ту же работу, что и координатно-расточное оборудование и обрабатывающие центры.
Ограничения в обработке могут быть вызваны лишь размерами обрабатываемой детали. Вылет относительно точки фиксации регламентирован нормами и правилами работы. Чем крупнее деталь, тем больше должен быть диаметр планшайбы поворотного стола. Превышение рекомендованных значений недопустимо.
Установка оснастки на станок
Трудностей при фиксации на опорной плите фрезерного станка не должно возникнуть. Свободно перемещаемые крепежные болты в Т-образных пазах подводиться к ответным отверстиям или пазам и закручиваются гайки. Операция проста, но немалый вес устройства требует осторожность при транспортировке. Ставиться поворотный стол на полностью очищенную от стружки мусора поверхность. Прилегание должно быть полным. Следующим этапом работы будет настройка оснастки. Операция требует знаний, опыта и квалификации.
Есть несколько способов правильно позиционировать поворотный стол. Несложная работа, где нет необходимости соблюдать точность до микрона допускает настройку без специального инструмента. На пробной заготовке делается касание фрезой, затем поворачивают стол на 180° и повторяют работу режущего инструмента да аналогичного значения. Замеряют допуски и отклонения и на необходимую величину корректируют. Гораздо сложнее настроить оборудование для высокоточной работы. Качественно ее сделать могут лишь квалифицированные мастера с помощью специального инструмента. Ставятся упоры и концевики. Тестируется пробный образец и если требования по точности соблюдены, то начинают работу. В техническом задании указано количество необходимых замеров. Ответственные детали проверяются все. При выпуске партии изделий, замерять можно не каждую, а через рекомендуемое количество штук.
Преимущества и недостатки
Неудовлетворительная работа оснастки может быть обусловлена неправильным выбором модели, либо недостаточной квалификацией работника. Характеристики четко прописаны в сопроводительных документах и, как правило, гарантированны производителем. Отдельные случаи производственного брака решаются в индивидуальном порядке.
Достоинств же у поворотного стола предостаточно. Имея в арсенале такую оснастку можно освоить дополнительные виды работ или наладить выпуск новых изделий. Некоторые операции можно оптимизировать. Одним из вариантов применения поворотного стола является обработка сложных сварных конструкций. Часто обрабатываются они вручную. Времени уходит много, и качество оставляет желать лучшего. Настроив фрезерный станок с поворотным столом для подобной операции, геометрические размеры деталей становится на порядок точнее, а время на обработку сокращается многократно.
Окупаемость оснастки зависит от объемов производства и может варьировать в значительных пределах, но то, что предприятие выиграет в качестве выпускаемых изделий, сомнению не подлежит.
zewerok.ru
схемы, фото, чертежи стола для фрезера
Изготовить фрезерный стол своими руками, имея перед собой чертежи, необходимые материалы, крепления, не сложно. Некоторые считают, что лучше приобрести готовое изделие. Другие уверены, что самодельный стол позволяет точно адаптировать рабочую площадку под свои потребности, нюансы станка с ЧПУ или обычного ручного фрезера. Что выбрать, решать вам.
Содержание статьи
Основные элементы
Фото фрезерного стола, сделанного своими руками
Чтобы сделать себе стол для фрезера, необходимо для начала определиться с тем, какой именно он будет. Работа с фрезерным станком может отличаться в зависимости от ряда факторов, включая размеры самого станка.
Работа над столом для фрезерного станка с ЧПУ начинается с того, что вы выбираете, какой чертеж станет основой для изготовления. Не редко работа проводится без чертежей. Но тогда вы должны сами начертить параметры будущего стола, нарезать его элементы с помощью циркулярки. Выбрать компоненты, которые потребуются, чтобы сделать самодельный стол, следует на основе его основных элементов.
- Тип конструкции. Работа вне мастерской, а при постоянных перемещениях предусматривает выбор портативного стола под станок с ЧПУ или без программного управления. Если работа будет осуществляться в гараже, мастерской без необходимости переноски стола, следует выбрать стационарный стол под ваш фрезер. Есть агрегатный тип. Это вариант, когда расширяется столешница вашего фрезерного станка или изготавливается поворотный вариант конструкции.
- Столешница. Чтобы сделать верхнюю крышку вашего стола, используйте листы ДСП или МДФ. Эти материалы легко режутся с помощью циркулярки, потому работа не вызывает трудностей. Многие изготавливают самодельный стол, используя прессованную столешницу. Но важно понимать, что при работе в условиях повышенной сырости они быстро разбухают и приходят в негодность. Как вариант, можете выбрать пластик. Из полимерных листов создается отличная практичная столешница. Металл более прочный, но тяжелый материал. Если решили выбрать алюминий, обязательно покройте его защитным лаковым слоем.
- Паз и упор. Работа на фрезерном станке обычно предусматривает продольную обработку боковой части заготовок. Если вы хотите обрабатывать поперечные торцевые элементы, конструкция должна включать подвижный упор. Этот упор будет передвигаться в пазах. Паз послужит также в роли фиксации прижимных элементов конструкции.
- Установка фрезера. Используя самодельный стол, крепление ручного фрезера к столу может осуществляться непосредственно к нижней части столешницы или к съемной площадке. Первый вариант сделать проще, но если выбрать второй метод, вы получите некоторые преимущества в виде более легкого снятия фреза при смене режущих инструментов. В связи с этим монтажная пластина — более предпочтительный вариант, с которым придется повозиться немного дольше.
- Продольный упор. Данный упор выступает в роли направляющей для обрабатываемых деталей. Потому самое главное требование — упор обязан быть максимально ровным. Поскольку это самодельный стол, упор можете сделать с помощью Т-образного паза. В него вставляют прижимные устройства и иные компоненты, которые позволяют упростить работу на станке.
Все необходимые элементы можно вырезать с помощью циркулярки. Изготовить самодельный стол не проблема. Столешница, упор, направляющие, крепления четко указываются по размерам, если вы используете типовые чертежи. Взяв готовый чертеж, можно адаптировать самодельный стол под станок с ЧПУ под собственные потребности. Действуйте так, как будет лучше для вас. Отыскать сами чертежи не составит труда, а циркулярка наверняка есть в вашем арсенале электроинструментов, раз вы собираетесь делать стол под станок с ЧПУ.
Делаем своими руками
Чертеж и схема фрезерного стола
Чтобы сделать себе стол для ручного фрезера или станка с модулем ЧПУ, вам потребуются чертежи и необходимые элементы будущей конструкции, о которых мы рассказали выше.
Выбирая чертеж для будущей конструкции под фрезерный станок, обязательно ориентируйтесь на размеры вашего станка, а также на размеры доступного для размещения оборудования места. Делать большой стол под маленький станок с ЧПУ не имеет смысла, ровно, как и наоборот.
Вы всегда можете переделать чертеж, сделать какие-то поправки, опираясь на доступные материалы, особенности станка, наличие циркулярки и прочих нюансах. Если вам нужен хороший координатный стол под фрезер, его лучше приобрести заводского производства. Самодельный координатный стол изготовить довольно проблематично.
Предлагаем вам вариант небольшого стола, работа на котором позволит легко разместить небольшой настольный фрезер с ЧПУ или без модуля. Преимущество такой конструкции в том, что ее легко сделать своими руками, она имеет небольшие размеры, здесь используются не сложные крепления.
- Рабочий стол и боковые стойки рекомендуется изготовить из ламинированной фанеры. Материал должен быть достаточно толстым, чтобы выдержать нагрузки. Ориентировочные размеры столешницы будут 40 на 60 миллиметров. Не учитывая угловой упор, высота составит 35 см. Сам угловой упор имеет высоту 10 см. Вместо фанеры может использоваться металлическая или пластиковая пластина. Выполненная из таких материалов пластина более долговечная и меньше подвержена износу. Но металлическая пластина добавит вес, сделав стол не таким уж мобильным и легким.
- На поверхности столешницы изготовьте три паза, которые послужат для установки рельсов. Здесь могут быть установлены вспомогательные компоненты будущей рабочей поверхности, которые могут потребоваться вам для работы фрезеров или циркулярно фрезерным станком.
- Для повышения устойчивости конструкции крепления ножек, усильте с помощью ДСП или листов МДФ №22. Ножки стола нужно установить на некотором расстоянии, чтобы осталось место для фиксации шаблонов и прижимов струбцинами.
- Закрыть механизм станка можно путем закрытия нижней части передней панели листом фанеры или другого подобного материала.
- Под боковой упор должны быть выполнены пазы, по которым он сможет передвигаться. На требуемом месте упор фиксируется болтами и гайками. Причем лучше использовать гайки-барашки. В этом случае вы легко сможете снять упор и поставить на его место другой агрегат.
- Упор соединяется с патрубком, который необходим для удаления пыли, стружки при обработке. Для отвода отходов воспользуйтесь обычными гофрированными шлангами, которые широко применяются при организации канализации. Через хомут можно подключать домашний пылесос.
- Если у вас настольный станок, лучше предусмотреть наличие тумблера для включения и выключения станка. Если у вас не настольный, а простой ручной фрезер, такой тумблер не потребуется.
- Упор включает в себя два элемента, которые могут сдвигаться или раздвигаться по мере зависимости от размеров рабочего инструмента. Чтобы зафиксировать створки, используйте гайки-барашки. Данная конструкция позволит легко извлекать фрезерное устройство из станины и менять фрезы по мере необходимости.
- Какой материал использовать для монтажной поверхности под фрезерный станок с ЧПУ, решайте сами. Специалисты советуют брать текстолит или оргстекло.
Подобный стол под настольный или ручной фрезерный станок можно сделать с помощью циркулярки, электрического лобзика и стандартных инструментов. Координатный вариант стола намного сложнее, потому работа предусматривает использование соответствующих чертежей и материалов.
Какой стол выбрать вам — координатный или обычный самодельный под фрезер с ЧПУ или без него, решайте сами. Работа должна выполняться качественно, соблюдая все указанные размеры. Посмотрите видео инструкции, которые позволят определить, какой стол под ваш станок подойдет лучше всего.
tvoistanok.ru
Поворотные столы. Конструкция и схемы. Приспособления для металлорежущих станков |
Накладные поворотные столы устанавливаются на рабочий стол вертикального или радиальносверлильного станка и используются для обработки деталей, отверстия у которых расположены по окружности. На станках с многошпиндельной сверлильной головкой поворотные столы служат для позиционной обработки отверстий в деталях. В специальных многошпиндельных станках поворотные столы составляют неотъемлемую часть станка.
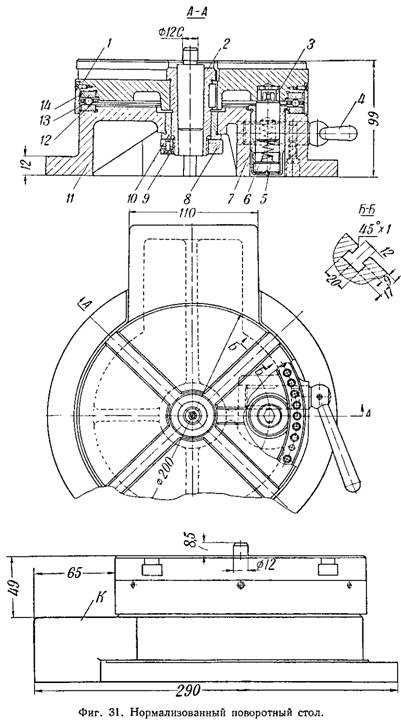
На фиг. 31 показан нормализованный стол сравнительно простой конструкции, получивший широкое применение.
Планшайба 1 стола установлена на пустотелом шпинделе 2, который вращается во втулке 10, запрессованной в литом корпусе стола 11. В этот же корпус запрессована втулка 7, в которой направляется реечный фиксатор 5, заскакивающий во втулку 3 под действием пружины 6.
Управление реечным фиксатором осуществляется через рукоятку 4. Для облегчения поворота планшайба 1 опирается на шарики 13, собранные в обойме 12 и заключенные между двумя кольцами 14.
Осевой зазор, необходимый для вращения шпинделя с планшайбой, регулируется гайкой 8 гайка стопорится винтом 9.
Центрирование рабочих приспособлений (наладок) на планшайбе производится с помощью цилиндрической цапфы пальца, вставленного в конусное гнездо шпинделя 2. Для фиксации углового положения в случае необходимости к корпусу наладки привинчивается шпонка, входящая в точный паз планшайбы. Закрепление наладок производится Т-образными болтами.
Для установки кронштейна с кондукторной плитой на корпусе стола предусмотрена площадка К.
Кольца шарикоподшипника 14 шлифуются после сборки с планшайбой и корпусом приспособления. Шарики расположены на плоскости, чем облегчается изготовление подшипника.
Столы применяются с диаметром планшайбы 200, 250, 350 и 400 мм. Общая высота столов не превышает 120 мм.
На фиг. 32 дан пример наладки делительного стола; для удобства установки и снятия обрабатываемой детали кондукторная плита выполнена откидной на шарнире.
На фиг. 33 показан поворотный стол диаметром 500 мм. Он устанавливается на наклонный стол типа У8-1, тогда получается универсальный поворотный стол с наклонами и делениями, или на тумбу радиальносверлильного станка. Стол обеспечивает точную индексацию фиксатором через 15, 30, 45, 60 и 90°, он также снабжен круговой шкалой с ценой деления 1°.
Для облегчения поворота и зажима планшайбы 2 в столе предусмотрен подъемно-зажимной механизм, сблокированный с фиксатором.
При повороте рукоятки 11 по часовой стрелке эксцентриковый валик 5 поднимает втулку 4, которая, в свою очередь, через упорный подшипник 3 поднимает планшайбу стола. При обратном повороте рукоятки планшайба и втулка 4 опускаются; кроме того, под действием эксцентрикового валика втулка 4 давит на чашку 6 и через нее поворачивает три рычага, связанные с тягами 7, через которые происходит прижим планшайбы к корпусу стола; усилие прижима регулируется винтами 8.
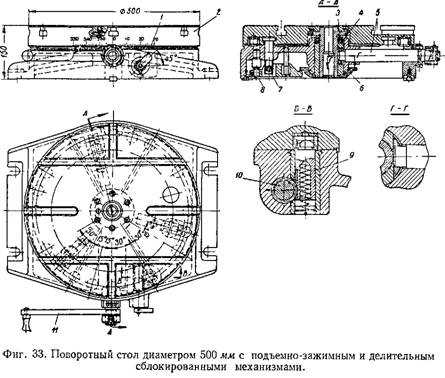
При повороте рукоятки 11 для подъема планшайбы перед очередным поворотом она, нажимая на рычажок, поворачивает реечный валик 10 и выводит фиксатор 9 из фиксирующей втулки. После поворота фиксатор заскакивает в очередное гнездо автоматически, под действием пружины.
На рабочей поверхности поворотной планшайбы имеются Т-образные пазы. Вес стола 140 кг. На фиг. 34 изображены схемы использования поворотных столов в сочетании с многошпиндельными головками для позиционной обработки одновременно нескольких деталей. На фиг. 34, а показана схема обработки многопереходного отверстия с использованием трех шпинделей. Отверстие последовательно сверлится, обрабатывается зенкером и зенковкой; позиция загрузочная. 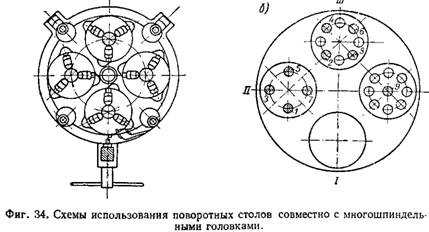
По схеме, приведенной на фиг. 34, б, обрабатываются девять близко расположенных отверстий. В позиции II производится сверление отверстий U 3, 5 и 7; в позиции III — отверстий 2, 4, 6 и 8; в позиции IV — отверстия 9; в позиции происходит съем готовой детали и установка очередной заготовки.
Обработка деталей на всех позициях производится одновременно. После каждого цикла стол поворачивается на 90°. При позиционной многошпиндельной обработке на круглых поворотных столах вспомогательное время сводится ко времени смены позиций и времени подвода и отвода инструмента.
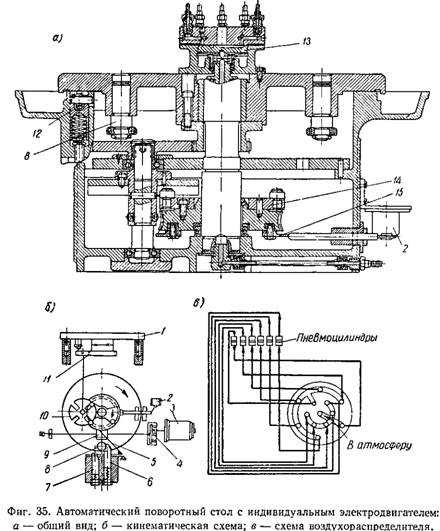
Для многошпиндельной обработки одновременно нескольких деталей на станках модели 2135 можно использовать автоматический поворотный стол АП650 (фиг. 35, а) имеющий индивидуальный электродвигатель.
Техническая характеристика поворотного стола
Диаметр планшайбы…………………………………………………………….. 630 мм
Высота стола до рабочей плоскости планшайбы 400 мм
Вес……………………………………………………………………….. 460 кг
Продолжительность цикла……………………………………….. 5,7 сек
Возможное число позиций………………………………………………….. 2, 3, 4, 5, 6
Электродвигатель:
тип……………………………………………………………… А032-4
мощность…………………………………………………….. 1 кВт
число оборотов в минуту ………………………………………………… 1440
Направление вращения планшайбы…………………………… по часовой стрелке
Наибольший вес приспособления…………………………….. 300 кг
Емкость маслобака …………………………………………………………………….. 20 л
Автоматический воздухораспределитель………………………… Нормальный, число
позиций 2—6
Стол обеспечивает деление окружности на любое количество частей в пределах от двух до шести (включительно). Настройка на необходимое число позиций производится с помощью пары сменных зубчатых колес 11. Поворот планшайбы 1 (фиг. 35, б) осуществляется электродвигателем 3, включение которого производится либо посредством кнопочной станции, либо конечным переключателем, управляемым от шпинделя станка.
От электродвигателя 3 движение передается через пару зубчатых колес 4 и червячную передачу 9 жестко связанному с червячным колесом диску-водилу 14 мальтийского креста 10. Диск-водило 14 представляет собой кулачок, посредством которого через систему рычагов 5 (показаны условно) производится управление доводящим фиксатором 7.
Цикл поворота и фиксации планшайбы протекает в следующем порядке. В начальный момент включения двигателя водило-кулачок через рычажную систему утапливает фиксатор 7 и обеспечивает возможность поворота планшайбы. Затем ближайший палец водила заходит в паз мальтийского креста и через зубчатую передачу 11 приводит планшайбу в движение. В конце поворота мальтийского креста палец 3, принадлежащий очередной позиции, нажимает на упор 6 и проходит мимо него, после чего под действием пружины упор 6 возвращается в исходное положение. В этот момент палец водила выходит из паза мальтийского креста, а продолжающий вращаться кулачок освобождает фиксатор 7; последний под действием пружины прижимает палец 8 к упору 6, фиксируя положение планшайбы. Одновременно конечный переключатель 2, управляемый кулачком 15, выключает электродвигатель. Для облегчения поворота планшайбы в корпус стола встроены четыре подпружиненных шариковых подшипника 12, частично воспринимающих на себя вес планшайбы с установленной на ней оснасткой и обрабатываемыми деталями.
Воздухораспределительная муфта 13 обеспечивает автоматическое раскрепление обработанных и зажим новых деталей, устанавливаемых в пневматических приспособлениях, размещенных на планшайбе (фиг. 35, в)
Автоматизация поворота и фиксации планшайбы стола может осуществляться с помощью пневмопривода. На фиг. 36 показана схема автоматического стола с пневмоприводом конструкции Киевского мотоциклетного завода.
В корпусе 1 закреплена ось 2, на которой вращается планшайба 6, жестко соединенная с делительным диском 7 и храповиком 3, числа зубьев которых равны между собой и соответствуют числу позиций стола. Внутри корпуса стола перемещается кольцо 4, связанное со штоком пневматического цилиндра 11. На кольце закреплены собачка 12, поджатая пружиной 3, и фиксатор 5. Управление пневмоцилиндром осуществляется от распределительного крана, сблокированного с механизмом перемещения шпинделя станка. При подаче воздуха по стрелке А поршень 10 перемещает кольцо влево и выводит фиксатор. При дальнейшем движении кольца влево собачка, захватив зуб храповика, поворачивает планшайбу в следующую позицию. После этого распределительный кран переключает направление подачи воздуха, и фиксатор, заскакивая в очередной паз диска, фиксирует положение планшайбы. Контакты 8 и 9 служат для остановки станка после обработки детали.
dlja-mashinostroitelja.info
Стол для сверлильного станка своими руками
Хотя сверлильные станки незаменимы в столярных мастерских, столики большинства из них предназначены скорее для работы с металлом. Исправить положение вещей поможет удобный накладной столик с упорами. Он предоставит возможности, которых лишен стандартный чугунный столик станка.
Начните со столика
1. Для основания А выпилите два куска фанеры 12x368x750 мм (мы взяли березовую фанеру, так как она более гладкая и практически не имеет дефектов. Можно также использовать МДФ). Склейте оба куска вместе и зафиксируйте их струбцинами, выровняв края (рис. 1).
2. Из твердого оргалита толщиной 6 мм выпилите верхние боковые В, переднюю С и заднюю D накладки по указанным в «Списке материалов» размерам. Разметьте вырез радиусом 10 мм на переднем крае детали D (рис. 1). Выпилите вырез и отшлифуйте его края (вырез поможет легко извлекать пластину-вкладыш Е). Теперь нанесите клей на заднюю сторону накладок из оргалита и приклейте их к фанерной плите-основе (фото А).
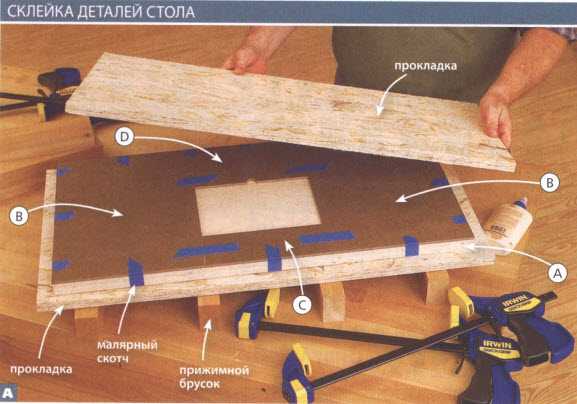
Нанеся клей на нижнюю сторону деталей В, С и D, разместите их на фанерной плите основания А. Для предотвращения сдвига соединяйте детали друг с другом и с основанием малярным скотчем. Затем сожмите склейку с помощью прокладок толщиной 19 мм и прижимных брусков сечением 40×80 мм.
3. Разметьте вырез радиусом 83 мм на заднем крае столика (рис. 1), выпилите его ленточной пилой или электролобзиком и гладко отшлифуйте.
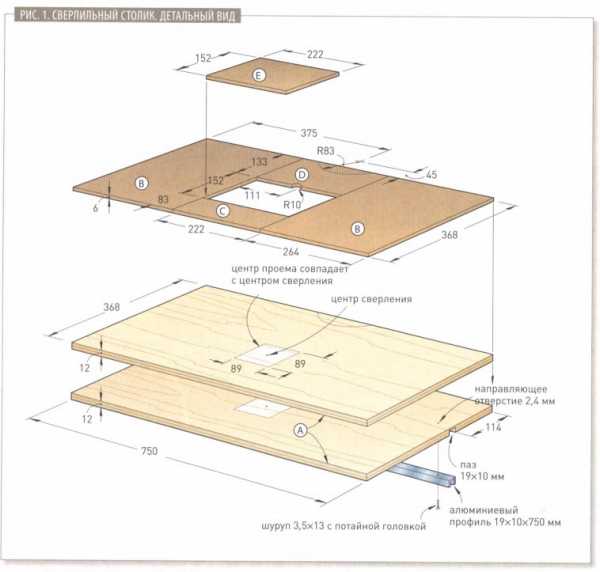
4. Чтобы определить положение центрального выреза размером 89×89 мм в плите-основании столика, вставьте в патрон сверлильного станка сверло диаметром 3 мм, выровняйте относительно него чугунный столик станка и зафиксируйте его. Положите сверху накладной столик и выровняйте его так, чтобы сверло было нацелено в середину проема для вкладыша Е, образованного деталями В, С и D. Если чугунный столик выступает за передний край накладного столика, сдвиньте последний вперед, выровняв оба края. Зафиксируйте положение накладного столика струбцинами. Теперь просверлите сквозное отверстие диаметром 3 мм в фанерной плите-основании столика А. Снимите столик и переверните его. Разметьте вырез 89×89 мм, центрируя его относительно 3-миллиметрового отверстия. Затем просверлите в углах отверстия диаметром 10 мм и с помощью электролобзика выпилите вырез. Теперь выпилите пластину- вкладыш Е по указанным размерам.
5. Если металлический столик вашего станка имеет сквозные пазы, выпилите на нижней стороне накладного столика паз для вставки алюминиевого направляющего профиля (рис.1). Если в металлическом столике станка нет сквозных пазов, просверлите два монтажных отверстия диаметром 6 мм. Расположите их примерно посередине расстояния между центром и задним краем столика и на максимально возможном удалении друг от друга. Затем вновь зафиксируйте сверху накладной столик и отметьте положение отверстий на его нижней стороне. Выпилите паз для алюминиевого профиля, проходящий через эти отверстия.
6. Переверните накладной столик и выпилите или отфрезеруйте на его верхней стороне пазы для направляющих алюминиевых профилей (рис.2). Центры пазов должны совпадать со стыками деталей В, С и D. Примечание. Для комфортной роботы при шлифовке с помощью абразивных барабанов рекомендуем дополнительно оснастить столик системой удаления ныли, описанной в статье «Пылеудаление для шлифовального столика».
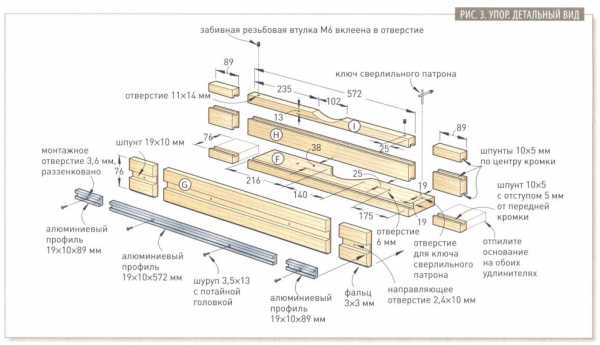
Теперь изготовьте упор
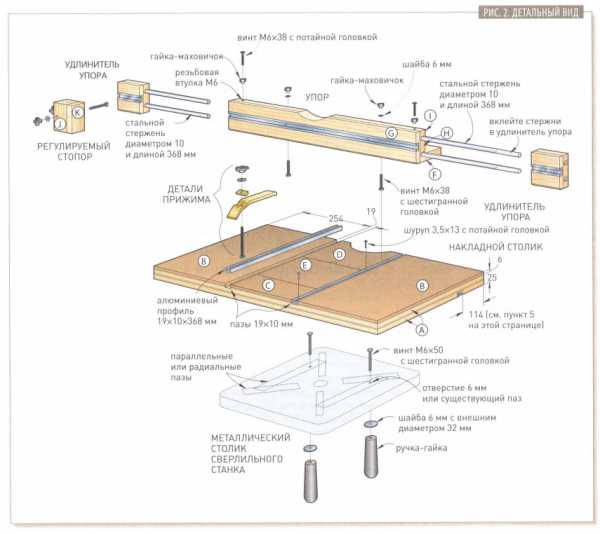
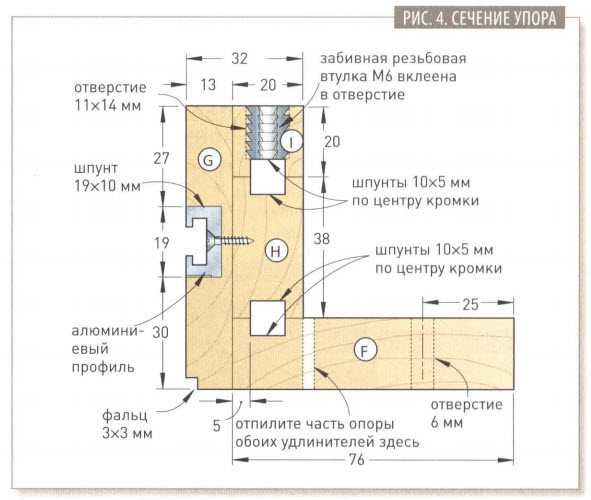
1. Выпилите по указанным размерам заготовки для опоры F, передней накладки G, нижней Н и верхней I деталей упора. Установите в пильный станок пазовый диск толщиной 10 мм и настройте продольный (параллельный) упор для выпиливания шпунтов точно посередине толщины деталей Н и I (рис. 3 и 4). Затем выпилите в этих деталях шпунты глубиной 5 мм и пометьте грани, которые прилегали к упору пильного станка. Выпиливая верхний и нижний шпунты на нижней летали, в обоих случаях направляйте заготовку вдоль упора одной и той же гранью. Теперь, не изменяя настроек, выпилите шпунт в заготовке опоры.
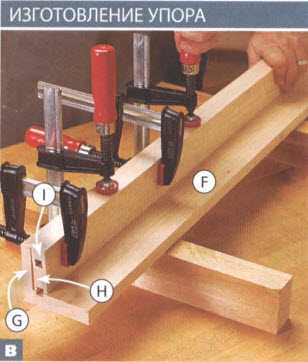
Прижимая детали помеченными гранями к задней стороне накладки G, склейте нижнюю Н и верхнюю I части упора друг с другом, с нижней опорой F и накладкой G. Струбцины должны сжимать склейку в двух направлениях.
2. Приклейте заготовку передней накладки G к заготовке опоры F (рис. 4). Убедитесь, что накладка приклеена к опоре точно под углом 90°. Когда клей высохнет, приклейте нижнюю Н и верхнюю I детали упора (фото В). Прежде чем клей высохнет, вставьте в квадратные отверстия стальные стержни диаметром 10 мм, пропустив их насквозь, чтобы удалить изнутри выдавленные излишки клея.
3. Выпилите на передней стороне накладки G шпунт 19×10 мм для установки направляющего алюминиевого профиля (рис. 4). Затем выпилите пылезащитный фальц 3×3 мм вдоль нижнего ребра накладки.
4. Ровно опилите один конец собранного упора, а затем распилите заготовку на три части (рис. 3), получив упор длиной 572 мм и два расширения-удлинителя по 89 мм. Затем отпилите на удлинителях часть опоры (рис. 4).
5. С помощью гибкого лекала разметьте полукруглые вырезы на верхнем крае упора и заднем крае опоры F (рис. 3). Выпилите вырезы электролобзиком или ленточной пилой и гладко отшлифуйте. Затем просверлите отверстия диаметром 6 мм для винтов, которыми упор крепится к столику, и отверстие для ключа сверлильного патрона в опоре, где указано.
6. Для установки резьбовых втулок в деталь I просверлите отверстия диаметром 11 мм, выходящие в верхнее квадратное отверстие упора (рис. 3 и 4). Нанесите на стенки этих отверстий эпоксидный клей и вставьте резьбовые втулки. Когда клей окончательно затвердеет, с помощью сверла диаметром 10 мм удалите его излишки, которые могли попасть в квадратные отверстия для стальных стержней. Дополнительные советы по установке резьбовых втулок приведены в «Совете мастера».
Совет мастера. Установка резьбовых втулок
В самодельных приспособлениях для мастерской часто используются различные винты для фиксации или регулировки. Чтобы они могли работать в деревянных и фанерных деталях, потребуются резьбовые втулки. Они выпускаются разных размеров (метрические — от М4 до М10). Существуют два основных типа — забивные и ввинчиваемые (футорки), как показано на левом фото внизу.

Используйте ввинчиваемые втулки в мягкой древесине и фанере, где крупные витки внешней резьбы легко сминают окружающую древесину. Просто просверлите отверстие, диаметр которого равен диаметру корпуса втулки-футорки, и вверните в него втулку. В твердой древесине, такой как дуб или клен, или когда втулка должна быть расположена у края детали и может расколоть древесину, просверлите отверстие диаметром чуть больше внешнего диаметра резьбы и вставьте в него втулку с эпоксидным клеем. Чтобы не испачкать клеем внутреннюю резьбу втулки, заклейте ее торец (фото справа вверху).
Забивные втулки с заусенцами на внешней стороне одинаково пригодны и для фанеры, и для твердой и мягкой древесины. Просверлите отверстие, диаметр которого равен диаметру корпуса втулки, и вставьте втулку с помощью струбцины или молотка и деревянного брусочка. В случаях, когда усилие прижимного винта вытягивает втулку из материала (например, винте ручкой-маховичком, фиксирующий стальные стержни удлинителей упора), просверлите отверстие такого диаметра, чтобы его стенок касались только кончики заусенцев, и вставьте в него втулку с эпоксидным клеем.
Завершение и сборка
1. Заклейте малярным скотчем дно пазов для установки алюминиевых профилей в столике и упоре. Затем нанесите на все детали отделочное покрытие (мы использовали полуматовый полиуретановый лак с межслойной шлифовкой наждачной бумагой зернистостью 220 единиц). Когда лак высохнет, удалите малярный скотч.
2. Через раззенкованные монтажные отверстия алюминиевых профилей просверлите направляющие отверстия в соответствующих деталях столика и упора. Нанесите на дно пазов эпоксидный клей, вставьте профили и закрепите их шурупами. Примечание. Некоторые направляющие профили имеют небольшой гребень вдоль одного внешнего края (рис. 4). Аля точного совмещения профилей в накладке упора а расширениях ориентируйте гребни в одном направлении во всех трех деталях.
3. Отпилите от стального стержня диаметром 10 мм четыре куска длиной 368 мм. Наждачной бумагой зернистостью 80 единиц грубо отшлифуйте один конец каждого стержня на длину 89 мм и с помощью эпоксидного клея закрепите эти концы в квадратных отверстиях удлинителей упора. Чтобы стержни оставались параллельными, вставьте их свободные концы в квадратные отверстия упора.
4. Чтобы сделать ручки-маховички для фиксации удлинителей упора (рис. 2), вверните винты длиной 32 мм с потайной головкой в гайки-маховички до половины. Нанесите под их головки эпоксидный клей, а затем вкрутите винты в гайки до конца.
5. Вставьте шестигранные головки двух винтов в нижний направляющий профиль накладного столика (рис. 2). Выровняйте накладной столик над металлическим столиком сверлильного станка и пропустите винты в сквозные пазы или отверстия. Добавьте шайбы и наверните пластиковые гайки-ручки.
Примечание. Пластиковые гайки-ручки имеют резьбовые отверстия глубиной около 16 мм. Возможно, вам потребуется укоротить 50-миллиметровые винты в соответствии с толщиной металлического столика вашего станка.
6. Вставьте шестигранные головки винтов в верхние направляющие профили. Совместите отверстия в основании упора с винтами, наденьте шайбы и закрепите упор гайками- маховичками. Вставьте стальные стержни удлинителей в квадратные отверстия упора и вверните фиксирующие винты с маховичками.
Добавьте регулируемый концевой упор-стопор
1. Чтобы сделать корпус упора-стопора J, выпилите из доски толщиной 19 мм два куска 51×73 мм и склейте их вместе лицом к лицу, выровняв торцы и кромки. Когда клей полностью высохнет, выпилите паз 6×5 мм посередине задней стороны корпуса (рис. 5).
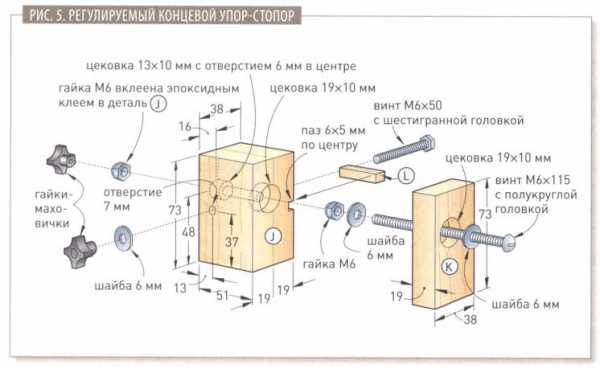
2. Выпилите по указанным размерам подвижный стопор К и приклейте его с помощью двухстороннего скотча к правой стороне корпуса J (рис. 5). Установите в патрон сверлильного станка сверло Форстнера диаметром 13 мм и высверлите в левой грани корпуса углубление-цековку глубиной 10 мм, как показано на рисунках и фото С. Затем, не сдвигая детали, установите сверло диаметром 6 мм и просверлите в центре углубления сквозное отверстие через обе детали.
3. Отделите стопор К от корпуса J. Сверлом Форстнера диаметром 19 мм высверлите в стопоре и корпусе углубления-цековки глубиной 10 мм точно над 6-миллиметровыми отверстиями (рис. 5). Для совмещения центров перед сверлением вставьте в отверстия шканты диаметром 6 мм. Затем, выровняв сверло диаметром 7 мм посередине 6-миллиметрового паза на задней стороне корпуса, просверлите сквозное отверстие, как указано на рисунке.

(Фото С) — Зафиксируйте детали, расположив стопор К внизу и прижав грань корпуса J с пазом к упору сверлильного столика. Высверлите углубление-цековку 13×10 мм в боковой грани корпуса. (Фото D) — Зафиксируйте подвижный стопор К на винте с помощью шайб и гайки, вставьте винт в отверстие корпуса J и вверните его в гайку, вклеенную эпоксидным клеем в углубление-цековку.
4. С помощью эпоксидного клея зафиксируйте гайку в 13-миллиметровом углублении-цековке корпуса J. Затем выпилите ползун L указанных размеров и вклейте в паз на задней стороне корпуса, вровень с его правой гранью (рис. 5).
5. Нанесите на все летали прозрачное отделочное покрытие. После просушки наденьте на винт с полукруглой головкой широкую 6-миллиметровую шайбу и вставьте его в отверстие стопора К. Наденьте на винт вторую шайбу, а затем наверните гайку. Затяните гайку так, чтобы стопор не покачивался, но винт мог вращаться. Теперь соедините стопор с корпусом J (фото D), вращая винт до соприкосновения обеих деталей.
6. С помощью эпоксидного клея зафиксируйте пластиковую гайку-маховичок на конце винта с полукруглой головкой. Вставьте винт с шестигранной головкой в отверстие корпуса J сзади, добавьте шайбу и гайку-маховичок спереди (рис. 5). Для использования регулируемого концевого упора- стопора сначала установите расстояние между корпусом и стопором около 12 мм. Двигая ползун с шестигранной головкой винта в направляющем алюминиевом профиле, с помощью рулетки или мерной линейки установите стопор на нужном расстоянии от сверла. Зафиксируйте его, затянув переднюю гайку-маховичок. Теперь точно отрегулируйте расстояние до сверла, вращая боковую гайку-маховичок. Стопорная гайка-маховичок и ползун L расположены точно по центру корпуса, поэтому вы сможете использовать регулируемый стопор справа и слева от сверла, просто перевернув его.
7. Соберите прижимы (рис. 2). Вставьте шестигранные головки их винтов в пазы направляющих алюминиевых профилей. Теперь сверлильный станок готов к настоящей работе и его по праву можно назвать столярным.


Возможно, Вас заинтересует:
stroyboks.ru










