Как самостоятельно сделать угловую струбцину для сварки. Струбцины угловые для сварки
Угловая струбцина для сварки. Швы радуют глаз
 Кажущиеся на первый взгляд простые сварочные работы, как правило, нуждаются в достаточно профессиональном и ответственном подходе. Поскольку для выполнения качественных и надёжных работ, понадобятся особые инструменты. Таким инструментом может стать угловая струбцина для сварки, которая даёт возможность проводить сварочные работы гораздо проще и быстрее.
Кажущиеся на первый взгляд простые сварочные работы, как правило, нуждаются в достаточно профессиональном и ответственном подходе. Поскольку для выполнения качественных и надёжных работ, понадобятся особые инструменты. Таким инструментом может стать угловая струбцина для сварки, которая даёт возможность проводить сварочные работы гораздо проще и быстрее.
Угловая струбцина является неким универсальным фиксатором, скрепляющим обрабатываемые поверхности при сварке. Такое приспособление крепко сжимает необходимые элементы под определённым углом и тем самым делает процесс сварки и обработки материалов удобнее. Это первое по важности оборудование для любого сварщика, без которого невозможно обойтись, не причинив ущерба производительности и крайнего неудобства в работе. Струбцины могут быть разных размеров и форм. Особенно удобными считаются быстрозажимные варианты. В целом для постоянного осуществления сварочных работ профессионалы рекомендуют иметь набор струбцин разной конфигурации.

Конструкция угловой струбцины для сварки
Зачастую струбцины выпускаются в нескольких модификациях и предназначены для сварки металлических труб под определённым углом (от 30 до 90 градусов). Могут изготавливаться в разных видах в зависимости от ширины труб, их количества и угла сварки.
Отличительными особенностями любой угловой струбцины являются:
- толщина губки – прижимные губки имеют большую толщину для повышения степени жёсткости соединений. Как результат: сварочный шов не выгибается во время проведения сварки;
- материал изготовления прижимных винтов – в процессе сварки часто происходит разбрызгивание расплавленных частиц металла, которые оседают на близлежащих поверхностях. При попадании на резьбовые части может происходить их спайка и как следствие выход со строя струбцины. Во избежание этого на них устанавливаются медные либо омедненные прижимные винты. Медь, в свою очередь, не даёт прилипать брызгам и увеличивает период эксплуатации сварочного оборудования;
- рабочая поверхность – для работы электродами под необходимыми углами в местах стыковки деталей струбцина увеличивает рабочую зону.

Сама струбцина состоит из подвижного элемента и основной рамы. Подвижная часть обычно оснащается дополнительными специальными зажимами – винтом или рычагом, регулирующими степень сжатия деталей. С помощью подвижного элемента контролируется расстояние между инструментом и губками.
Благодаря максимальной подвижности конструкции устройства струбцина может удерживать материалы разного размера и сечения. А при использовании нескольких угловых устройств можно сформировать любые расположения конструкций для более комфортной и оперативной сварки. В большинстве своём зажимные элементы рассчитаны для сварки материала с максимальным диаметром 390 мм.Угловая струбцина для сварки имеет Т-образную форму ручки, которая позволяет передавать образующееся при работе зажимное усилие на обрабатываемые детали. А чугунные скобы при проведении сварочных работ способны выдерживать даже самый высокий нагрев.
Выбирая струбцину углового типа необходимо учитывать вид планируемых работ. Так, к примеру, G-струбцины обычно применяются для фиксации заготовок небольшой толщины. При необходимости осуществления монтажа металлических изделий, имеющих большую толщину, стоит воспользоваться угловой струбциной F-формы, оснащённой регулируемым зажимным элементом.
Струбцина может устанавливаться в любых типах помещений в мастерских или гаражах на рабочем столе с ровной поверхностью.
Делаем струбцину своими руками
Большинство моделей имеют стандартный угол крепления в 90 градусов, но выпускаются также устройства с возможностью изменения угла. Стоимость их на рынке на порядок выше, поэтому иногда есть смысл сделать конструкцию своими руками.
Струбцина углового типа довольно проста по своей конструкции и для многих будет несложно собрать её даже в домашних условиях.
Оптимальным материалом при изготовлении самодельной струбцины считается железо.
Для самостоятельного изготовления струбцины необходимо сделать следующее:
- Создать основание конструкции – для формирования основания устройства желательно использовать листовой металл с толщиной от 8 мм до 10 мм. Фиксирующим элементом послужит уголок нужного размера. Крепление деталей лучше делать с помощью электросварки, поскольку резьбовое крепление будет менее надёжным.
- Установить зажим – чтобы сделать винтовой зажим рекомендуется использовать 2 или 3 гайки, которые свариваются между собой. При этом лучше изготовить кронштейн с центральным резьбовым отверстием толщиной от 30 мм до 40 мм. Крепиться он с помощью болтов, чтобы в случаях срыва резьбы его можно было бы поменять.
- Сформировать угол – особое внимание в струбцине углового типа необходимо уделить расположению зажимочных скоб. При сваривании уголки должны идеально подходить один к другому. В этих целях один из уголков приваривается к зажиму, на который потом накладывается второй уголок, прижимается и приваривается к скобе.
- Проверить движение основания – по боковым поверхностям конструкции необходимо установить направляющие, которые позволят перемещать внутреннее основание струбцины. Для этого вырезается паз с шириной от 8 мм до 10 мм по биссектрисе углового устройства.
- Просверлить отверстия – с помощью сверла в верхнем основании струбцины, в которое устанавливается болт, закручивающийся гайкой с шайбой. Перемещение оснований по отношению друг к другу должно быть свободным, поэтому лучше, чтобы резьба на болте не доходила до головки. Головка может также крепиться на основании с помощью кронштейна.
Во время эксплуатации такого стандартного варианта струбцины в виду ограничения положения устройства под прямым углом, рано или поздно может возникать вопрос об его узкой направленности в работе. Исправить это можно, разместив в месте ранее неподвижного элемента, разъёмного болтового соединения. В качестве варианта может быть установлен зажимной регулировочный винт, благодаря которому появиться возможность выбора необходимого угла с его последующей фиксацией.
Учитывая, все вышесказанное следует помнить, что для получения профессионального сварочного соединения, необходим качественный инструмент, позволяющий упрощать работу и не допускать появление не состыковок и подгонов.
proinstrumentinfo.ru
Угловая струбцина своим руками
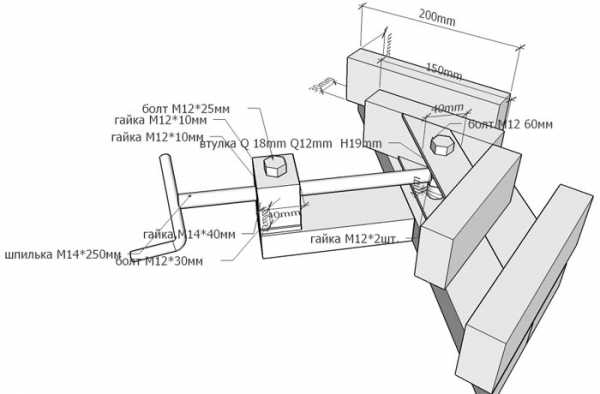
Приспособление для сварки или угловая струбцина своим руками.Всем доброго времени. Сегодня я хочу рассказать, как один парень собрал своими руками, очень необходимое приспособление в помощь сварщику. А называется эта приспособа угольная струбцина. Сама струбцина будет состоять из нескольких деталей которые в конце будут собраны воедино. И так для изготовления первой детали автор взял кусок листового металла размеры 4 мм., 200 мм., 310 мм. И два куска профильной трубы 20 на 40 и длинной 200 мм.
Сама струбцина будет состоять из нескольких деталей которые в конце будут собраны воедино. И так для изготовления первой детали автор взял кусок листового металла размеры 4 мм., 200 мм., 310 мм. И два куска профильной трубы 20 на 40 и длинной 200 мм.
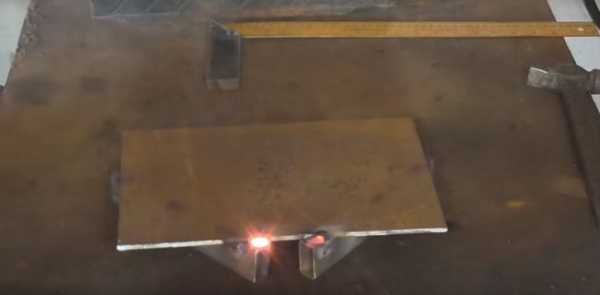
 Положив трубу на лист под углом 90 градусов, автор приварил трубу с наружной стороны.Перевернув деталь проварил во всех доступных местах.
Положив трубу на лист под углом 90 градусов, автор приварил трубу с наружной стороны.Перевернув деталь проварил во всех доступных местах.
 После сварки он отрежет углы, на этой детали они лишние, а для изготовления второй детали будут в самый раз.
После сварки он отрежет углы, на этой детали они лишние, а для изготовления второй детали будут в самый раз.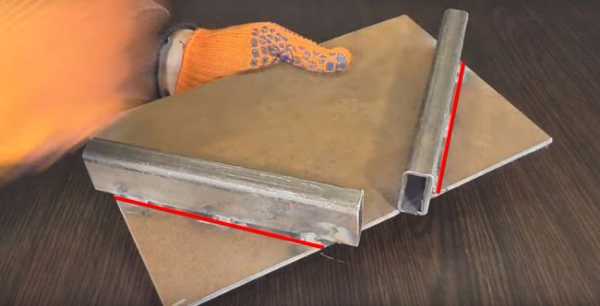
 Затем он возьмёт эти отрезанные уголки и пару кусков профильной трубы 20 на 40 длина 140 мм и изготовит вторую деталь.
Затем он возьмёт эти отрезанные уголки и пару кусков профильной трубы 20 на 40 длина 140 мм и изготовит вторую деталь.
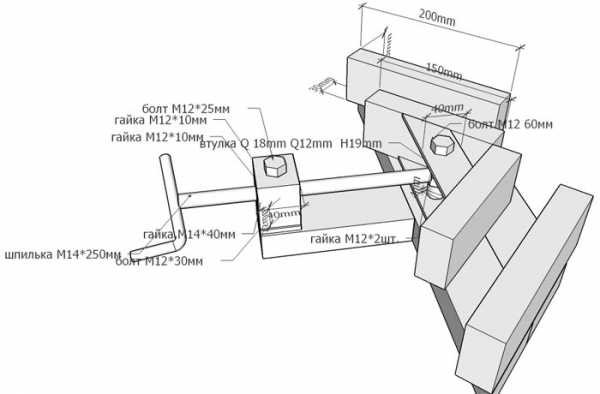
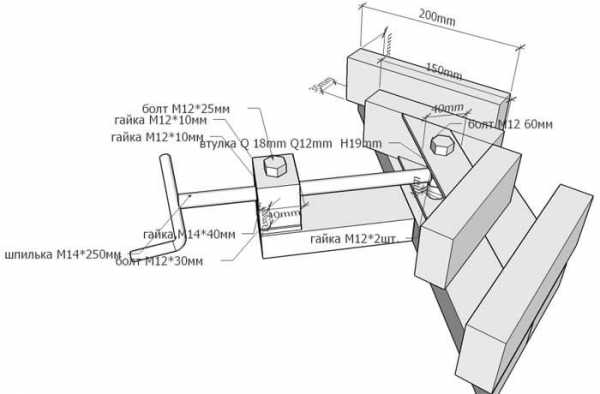
 Уложив куски трубы во внутрь первой детали таким образом, он возьмёт уголки и вложив их в середину приварит к трубе, один снизу, а второй сверху.Далее автор приступил к изготовлению третьей детали. Для этого он взял ещё кусок профильной трубы 20 на 40 длинной 150 мм и отметив на ней середину, сделал сквозное отверстие диаметром 10 мм.Далее он взял болт и две гайки одну из гаек автор накрутил на болт, затем одел на болт трубу и плотно прижав второй гайкой.Приварил гайки к трубе в этом положении.После сварки болт должен свободно выкрутиться.
Уложив куски трубы во внутрь первой детали таким образом, он возьмёт уголки и вложив их в середину приварит к трубе, один снизу, а второй сверху.Далее автор приступил к изготовлению третьей детали. Для этого он взял ещё кусок профильной трубы 20 на 40 длинной 150 мм и отметив на ней середину, сделал сквозное отверстие диаметром 10 мм.Далее он взял болт и две гайки одну из гаек автор накрутил на болт, затем одел на болт трубу и плотно прижав второй гайкой.Приварил гайки к трубе в этом положении.После сварки болт должен свободно выкрутиться.

 А также взял кусок профильной трубы 25 на 25 срезав с неё одну стенку, отрезал её такой же длинны, как и кусок полдюймовой трубы.В центре этой заготовки, автор сделал отверстие 10 мм.Затем взял шпильку М 10, накрутил на неё гайку, одел раннее приготовленную П-образную заготовку и накрутил вторую гайку с небольшим зазором, так чтобы заготовка могла вращаться на шпильке.И приварил гайки к шпильке.
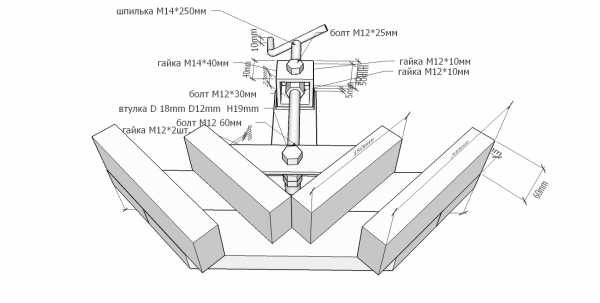
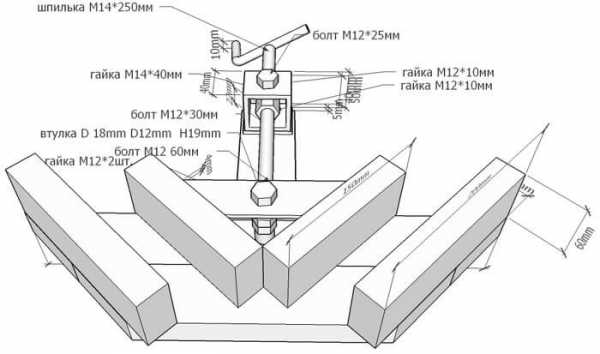
А также взял кусок профильной трубы 25 на 25 срезав с неё одну стенку, отрезал её такой же длинны, как и кусок полдюймовой трубы.В центре этой заготовки, автор сделал отверстие 10 мм.Затем взял шпильку М 10, накрутил на неё гайку, одел раннее приготовленную П-образную заготовку и накрутил вторую гайку с небольшим зазором, так чтобы заготовка могла вращаться на шпильке.И приварил гайки к шпильке. Затем кусок полдюймовой трубы автор приварит к П-образной заготовке, как показано на фото ниже.Затем в уголках второй детали он сделает отверстия.Теперь автор вторую и третью детали соединит с помощью стального пальца и обварит его.Далее профильную трубы с гайками оденет на шпильку и приварит её к первой детали. Вот так.Такая вот получилась у автора струбцина.
Затем кусок полдюймовой трубы автор приварит к П-образной заготовке, как показано на фото ниже.Затем в уголках второй детали он сделает отверстия.Теперь автор вторую и третью детали соединит с помощью стального пальца и обварит его.Далее профильную трубы с гайками оденет на шпильку и приварит её к первой детали. Вот так.Такая вот получилась у автора струбцина.
 Ну и как обычно тест новоиспечённого инструмента.
Ну и как обычно тест новоиспечённого инструмента. Две заготовки обрезанные под углом 45 градусов.Можно регулировать зазор свариваемых деталей.Всем спасибо и до новой встречи.
Две заготовки обрезанные под углом 45 градусов.Можно регулировать зазор свариваемых деталей.Всем спасибо и до новой встречи.Видео самодельной струбцины:
Источник Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.usamodelkina.ru
как сделать своими руками простейшие угловые тиски
Среди множества важных приспособлений на сварочном столе можно найти струбцины для сварки. Они позволяют увеличить скорость сборки узлов и выполнить их с соблюдением основных размеров согласно чертежу.
Выпускаются промышленные образцы разнообразных по форме струбцин, но в домашних условиях вполне реально изготовить надежную и удобную струбцину для сварочных работ самостоятельно.

Большой выбор
Струбцины выпускают не только для сварки, они применяют в столярном деле. Для слесарных работ тоже производят аналогичные приспособления. Удобная угловая струбцина для сварочных работ – это незаменимый инструмент, без которого иногда просто не обойтись.
Струбцины отличаются по формам и размерам, могут предназначаться для определенного размера заготовок или применяться как тиски для сварки с надежной фиксацией деталей.
Существуют также струбцины, предназначенные для сварки трубопроводов. Это конструкции на шарнирах и винтах, позволяющие зажимать трубу определенного диаметра.
На струбцинах может использоваться кулачковый фиксатор заготовки или винт, помогающий отрегулировать расстояние между зажимами. На сварочном столе должны присутствовать несколько типов и размеров струбцин, в зависимости от выполняемых операций и размеров деталей. Самая простая и надежная самодельная конструкция сварочной струбцины – это угловое приспособление, сделать которое достаточно просто.
Конструкционные особенности углового зажима
Угловые струбцины предназначены для соединения трубной заготовки, различной по конфигурации, под разнообразными углами. Это может быть сборка рамной конструкции для калитки, готовых узлов трубопровода или отопительных регистров.
В зависимости от угла соединения струбцины для сварки могут быть с постоянным градусом стыка, или с возможностью выставления различных углов. Аспекты, на которые необходимо обращать внимание, разрабатывая эскиз и выполняя чертежи:
- для более надежной стыковки и фиксации деталей необходимо подбирать достаточную толщину прижимных губок. Это позволит избежать больших деформаций при сварке конструкции;
- следует обращать внимание на прижимные винты. Лучшим вариантом для струбцины будут гайки, и прижимные детали из меди или обмедненной стали с винтовой резьбой. Такое прижимное устройство прослужит дольше. При отсутствии винтовой резьбы, можно использовать метрическую, но с наиболее большим шагом;
- величину рабочей поверхности при стыковке и сварке деталей. Лучший вариант – это возможность сварки с 3 сторон узла, находящегося в зажатом положении.
Конструкция струбцины представляет собой основу с упорами. Упоры могут фиксироваться под определенным углом или с возможностью регулировки градуса стыковки.
Для фиксации на основу наваривается гайка с вкрученным в нее винтом. Такая конструкция позволяет закреплять заготовки различные по размерам. Стандартно для нормальных условий работы принят максимальный размер 400 мм. Для больших размеров необходимо будет применять стапеля.
Вариации конструкции
На конце винта, в зависимости от фантазии мастера, можно изготовить штурвал для зажима деталей. Но самая простая и распространенная конструкция струбцины – это приваренная или зафиксированная другими способами перемычка небольшого размера из квадратной трубы или прутка.
Для фиксации небольших деталей во время сварки вполне достаточно сделать простейшую струбцину в форме английской буквы G. Для этого можно из профиля с помощью подрезов и загибов выполнить основную раму данной конфигурацией. На верхней части приваривают гайку с винтом, и самая простая струбцина готова.
Несмотря на свою простоту, она будет надежно фиксировать небольшие детали, помогать в работе со сваркой. Винт лучше брать с подвижным пятаком на одном краю, чтобы надежно фиксировать заготовки, не двигая их при затяжке.
Наиболее распространенной является струбцина с возможностью регулировки в зависимости от размеров заготовки. Это приспособление требует установки его на жесткую поверхность рабочего стола для сварки или на металлический верстак мастера.
F- образная форма
Для того чтобы облегчить работу, потребуется приготовить несколько простых струбцин. Заранее надо подготовить небольшие обрезки любого профиля, гайку с винтом и крепежные болты. Угловые струбцины для сварки изготавливают в 2 этапа.
Основание
Понадобятся три обрезка профильной трубы. Профиль можно использовать любой, который есть под рукою, но лучше взять с разными размерами полок. К примеру, труба 25/60 может послужить отличной заготовкой для основания.
Отрезают детали длиной 300, 200, 100 мм. Распределяют меньший отрезок посередине длинного и прихватывают их. Получилось основание 180 мм по ширине.
От большего края размечают и зарезают углы под 450. Отрезок профиля длинной около 150 мм приваривают посередине длинной части основы. На эту деталь будет крепиться гайка с зажимным винтом.
Отрезают уголок или профиль по длине скоса на основании и прихватывают отрезки к торцу основания. Данные части конструкции служат как направляющие заготовки и как упоры при фиксации.
Проваривают все стыки и хорошо зачищают их болгаркой с зачистным камнем. Основание угловой струбцины для сварки готово, можно переходить к финальной части сборки.
Прижим
Остается изготовить прижим. Для этого на конце прямого обрезка, отходящего от основания, на достаточном расстоянии приваривают гайку с накрученным винтом. Для предотвращения повреждения резьбы при сварке винт необходимо хорошо смазать солидолом или другой густой смазкой.
Теперь отрезают две детали по 100 мм, концы зарезают под 450, стыкуют и проваривают деталь. Это будет поджимная планка. Ее можно сделать из уголка или профиля. Можно загнуть ее полукругом. В любом варианте, важно чтобы она надежно фиксировала части конструкции.
На небольшом расстоянии от внутреннего угла прижима приваривают стальную пластину толщиной 4-5 мм. Затем прожигают отверстие для прохода конца винта.
Зачищают стыки болгаркой. Вставляют конец винта в отверстие в пластине, и на его край приваривают фиксатор. На другой конец приваривают рукоятку для вращения.
Конструкция струбцины для сварки в угловом варианте готова. Это наиболее простой вариант струбцины, который несложно выполнить своими руками. Можно сделать приспособление с несколькими винтами фиксации или с изменяемым углом стыковки заготовок.
Изготовить угловые тиски для сварщика достаточно просто. Теперь остается прикрепить струбцину жестко с помощью электросварки к столу или верстаку. Можно просверлить отверстия в сварочном столе и зажать струбцину для сварки с помощью болтового соединения.
Самая распространенная струбцина позволит соединить детали под прямым углом для врезки стоевых или для сборки калитки или ворот.
svaring.com
как выбрать и использовать на практике?
Время чтения: 4 минуты
Мы привыкли думать, что для сварки нужен только аппарат, электроды и ваши собственные золотые руки. Ну и газовый баллон с припоем , на крайний случай. И эта мысль справедлива, но только в случае с домашней сваркой. Если мы говорим о профессиональной заводской сварке, то множество работ не обходится без специальных приспособлений. Различные сварочные зажимы, струбцины и тиски используются постоянно, чтобы упростить, а значит ускорить работу сварщика.

При этом сварочная струбцина (в частности угловая) используется чаще всего. Ручная струбцина незаменима при работе со сложными металлическими конструкциями и при сварке в неудобном положении, когда нет возможности точно состыковать детали «на глаз». В этой статье мы подробно расскажем, что собой представляет угловая струбцина, как ее выбрать и использовать.
Содержание статьи
Общая информация
Угловые струбцины для сварочных работ применяются для фиксации деталей под определенным углом для их последующей сварки.Простейший аналог угловой струбцины — это угольник для сварки. Но главное отличие струбцины от угольника заключается в том, что угольник позволяет лишь состыковать детали без их фиксации. Поэтому струбцина считается более удобным приспособлением.
 Угловой зажим для сварки может быть изготовлен из различных материалов и предназначаться для сварки под любым углом. На данный момент не существует универсальной недорогой струбцины, которую можно было бы использовать при любой сварке. Поэтому сварщики приобретают набор из нескольких струбцин, чтобы варить под разным углом. При работе со струбциной не важен материал, из которого сделана деталь, и ее сечение.
Угловой зажим для сварки может быть изготовлен из различных материалов и предназначаться для сварки под любым углом. На данный момент не существует универсальной недорогой струбцины, которую можно было бы использовать при любой сварке. Поэтому сварщики приобретают набор из нескольких струбцин, чтобы варить под разным углом. При работе со струбциной не важен материал, из которого сделана деталь, и ее сечение.
Конструкция
Струбцины угловые имеют очень простую конструкцию, в действие их приводит физическая сила, поэтому на первый взгляд ломаться нечему. Но это не всегда верное утверждение. Надежность струбцины зависит не от простоты ее конструкции, а от материалов, из которых она сделана.

Приспособление состоит из двух ключевых элементов — подвижной части и рамы. На подвижной части располагаются сами зажимы и зажимные винты. С помощью винтов можно регулировать, насколько сильно должны быть зафиксированы детали. На зажимах располагаются зажимные губки. Угловая струбцина для сварки зачастую способна фиксировать детали с размером не более 40 сантиметров.
Как выбрать и использовать
При выборе ориентируйтесь на те работы, которые предположительно будете выполнять. Ведь струбцина фиксирует детали только под определенным углом. И если вам нужно варить под углом в 90 градусов, а струбцина способна зафиксировать только под 60 градусов, то толка от такого приспособления будет мало. Лучше заранее знать фронт предстоящих работ. Если это невозможно, то приобретите сразу комплект со струбцинами для сварки под различными углами.
Также обратите внимание на толщину зажимных губок. Чем толщина больше, тем лучше они фиксируют детали. Это очень важный параметр, ведь при надежной фиксации сварочный шов не будет деформироваться. Отдельно обратите внимание, из чего сделаны винты. Желательно, чтобы в качестве материала был использована медь или материал с медным покрытием.

Так при разбрызгивании во время сварки металл от детали будет оседать на винтах, но не сможет их испортить. Эта проблема часто встречается у дешевых струбцин, где на резьбу попадает расплавленный металл и приспособлением просто невозможно больше пользоваться.
Это основные нюансы, но которые стоит обратить внимание при покупке струбцины для сварки своими руками. Отдельный вопрос — как использовать тиски для сварки прямых труб или любых других изделий? Ниже видео, в котором наглядно показано (6:00—10:00), как применять угловую струбцину.Конечно, вместо струбцин можно использовать более бюджетный вариант — уголок для сварки. Но он позволяет лишь расположить детали под нужным углом, без фиксации. Сварщик должен самостоятельно держать детали и следить за их положением. В случае с угловой струбциной этот процесс происходит куда проще и быстрее. Так что рекомендуем вам не экономить и купить набор качественных струбцин.
Вместо заключения
Теперь вы знаете все про угловые струбцины для сварки. Это очень простое, недорогое и удобное приспособление, которое не только упростит вашу работу, но еще и позволит улучшить качество сварных соединений за счет правильной стыковки. А вы когда-нибудь использовали угловую струбцину в своей практике? Расскажите об этом в комментариях ниже. Желаем удачи в работе!
[Всего голосов: 0 Средний: 0/5]svarkaed.ru
Угловая струбцина для сварки своими руками: чертежи

Сварочный процесс отличается трудоемкостью и большой затратой времени. Для того, чтобы облегчить и ускорить работу, существуют такие специальные приспособления, как уголки, упоры и струбцины. В данной статье мы поговорим про угловые струбцины для сварки и о том, как их можно сделать в домашних условиях.
Содержание статьи
Что такое струбцина?
Струбцина представляет собой универсальное приспособление, которое служит для закрепления металлических конструкций определенным образом, что существенно упрощает сварочный процесс. Тиски угловые позволяют закрепить металлоконструкцию под определенным углом в необходимом и — что не менее важно — в удобном положении для работы. Конструкции струбцин могут быть разнообразные в зависимости от того, как именно необходимо закрепить деталь. Они могут быть разных размеров и форм. Всегда полезно иметь под рукой несколько вариантов струбцин, так как во время работы может понадобиться скрепление деталей различной конфигурации.
Конструкция
Существует огромное количество струбцин, которые отличаются друг от друга формой, размерами, стоящей перед ними задачей. К примеру, струбцина для работы с трубами предназначена для сварки последних под различными углами, к примеру, 90 градусов. Без применения зажимов соблюдение точного угла при работе будет затруднительным. Угловые струбцины производятся разного вида, исходя из ширины скрепляемых труб и угла, под которым эти трубы будут свариваться.

Угловые зажимы отличаются по следующим признакам:
- толщина губок. Чем больше толщина прижимных губок, тем надежнее зажимаются трубы и сварочный шов не выгибается и не выламывается.
- материал изготовления прижимных винтов. Во время сварочных работ расплавленный металл может разбрасываться во все стороны, прижимные винты не исключение. При попадании расплавленного металла на резьбу винта может произойти спайка, что приведет резьбу в негодность. Чтобы этого избежать, делают омедненные винты. Медь не позволяет брызгам застывать на поверхности винта, тем самым сохраняя его работоспособность.
- рабочая поверхность. Струбцина может увеличить рабочую зону при работе электродом под определенным углом.
Угловые тиски для сварки труб состоят из подвижной и основной частей. Для регулирования степени сжатия подвижная часть оснащается винтом. С его помощью можно регулировать расстояние между прижимными губками и деталью. Подвижность конструкции обеспечивает работу с деталями различной формы и сечения.
При выборе струбцины следует обращать внимание на вид выполняемых работ. К примеру G — струбцины используются при работе со стальными деталями малой толщины. Для работы с деталями большой толщины следует применять F — струбцины.
Угловая струбцина своими руками
Стоимость фиксатора на рынке велика, поэтому есть смысл сделать угловую струбцину для сварки своими руками. Для многих эта задача будет посильной, ведь такой фиксатор можно сделать даже из мусора, который годами лежит в сарае и который по-хозяйски просто жалко выбрасывать.
Угловые струбцины просты в своей конструкции, что позволяет сделать их даже в домашних условиях.
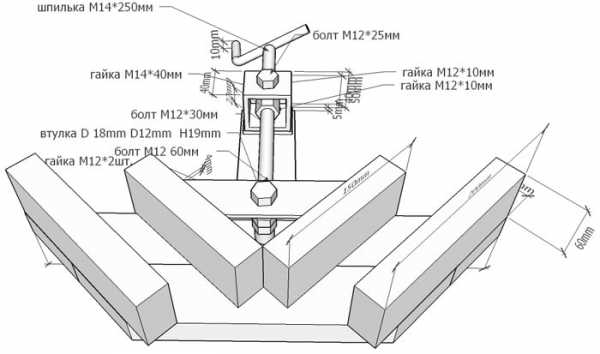
Первым делом следует выполнить набросок или чертеж фиксатора, нанести на него основные размеры, это поможет при дальнейшей работе. При выборе материала следует обращать внимание на железо. Железо — самый оптимальный вариант.
- Для того, чтобы сформировать основание, необходим листовой металл от 8 до 10 миллиметров. Для фиксации можно использовать уголок нужного размера. Соединение намного лучше производить электросваркой.
- Делаем винтовой зажим. Можно взять две гайки и сварить их между собой. Кронштейн с центральным резьбовым отверстием делается в пределах 30 — 40 миллиметров. Крепление лучше делать на болтах, чтобы была возможность его поменять в случае срыва резьбы.
- Важно уделить большое внимание расположению зажимных губ. Угол должен быть соблюден идеально, иначе желаемый угол 90 градусов при работе выходить не будет. Сначала следует приварить один уголок к зажиму, к которому накладывается второй уголок. После все это прижимается и приваривается к скобе.
- По боковым поверхностям струбцины нужно установить направляющие, чтобы внутреннее основание могло перемещаться. По биссектрисе изготавливаемого фиксатора вырезается паз в пределах 8 — 10 миллиметров
- Далее необходимо в верхнее основание изготавливаемого прижимного устройства закрутить болт. Лучше, чтобы резьба на болте не доходила до его головки, это позволит свободно перемещаться основаниям по отношению друг к другу.
Можно изготовить более подвижный вариант струбцины, где прижатие свариваемых деталей будет происходить не только под углом 90 градусов. Угол прижатие можно будет регулировать.
В заключение
Исходя из вышесказанного, применение струбцин может облегчить работу сварщика, избавляя его от постоянной надобности подгонять соединяемые детали несколько раз подряд. Тиски угловые несложно сделать дома, что позволит сэкономить деньги на их покупке. Самодельные фиксаторы ни в чем не уступают фабричным моделям и вполне способны составить им конкуренцию.
[Всего голосов: 0 Средний: 0/5]
svarkaed.ru
Струбцины: угловые, универсальные, для сварки встык, усиленные - Архив
Сейчас уже на самых галимых струбцинах за 100 руб стоит ходовая резьбаВот и имеем ходовую резьбу, возможность зверски зажать, но хлипкую конструкцию которая всё портит - и угол не держит и соскальзывает т.к. нет ровных плоскостей и сама себя раздавливает при сильной затяжке. Смысла тогда в ходовой резьбе в тех струбцинках никакого, кроме развода потребителя "маркетингового хода". Да и ходовая резьба, ходовой резьбе рознь.
Это струбцины и уже не раз обсуждалось, что для зверского закручивания они не предназначены, даже грани под ключ на концах винтов для некоторых пользователей - зло. Надо зажимать, чтоб труба плющилась - берём тиски, но это совсем другая история...
ремонтировать там точно ничего не нужно будет.
Это же не для дерева струбцины, а для процесса соединения труб сваркой. От сварки бывают брызги. В некоторых ситуациях, даже у профессионалов, может налипнуть на винт так, что только шлифмашинкой можно поправить и не всегда удачно. После n-ного количества раз винт приходит в негодность (где-то заедает, где-то прослабляется и т.д.). Очень обидно иметь неисправный инструмент из-за копеечной детали - винта. Доля ЗИП, с учётом всех перепитий и замены может составить половину стоимости нового изделия. Вот она экономическая целесообразность, проще новую струбцину купить, чем играться со старой.
Не каждый готов платить за "шашечки" в виде ходового винта, когда надо просто "ехать".
Как говорится "Любой каприз за Ваши деньги":
Нате:
А за барабанами струбцинами для настоящих пацанов, это к Страдивари Земскову надо обращаться, турники он давно осилил
Сообщение отредактировал Lohus: 22 Сентябрь 2017 08:32
Если ошибку можно исправить – значит ты ещё не ошибся.
websvarka.ru
Угловая струбцина для сварки - изготовление своими руками
Струбцины причисляются к вспомогательному инструменту при проведении сварочных и иных видах работ. Они обеспечивают плотное сжимание заготовок друг с другом, фиксацию деталей на основании при обрабатывании. Разные типы подобных приспособлений возможно увидеть в любой мастерской. Для того чтобы фиксировать угол между конструктивными частями, мастера применяют угловую струбцину. Для экономии собственных денежных средств они делают данное приспособление собственноручно.
Струбцина угловая изготавливается из дюралюминия, ввиду этого располагает большой прочностью. Приспособление удобно тем, что на нем есть особые установочные отверстия, посредством которых его возможно фиксировать на верстаке. Обычно самодельная струбцина применяется при сборке мебельных предметов. Кроме того, ее возможно использовать для проведения плотницких, токарных, слесарных и сварочных работ как на производстве, так и в бытовых условиях.

Конструктивные особенности
Угловая струбцина для сварки предоставляет возможность сваривать детали из металла под различными углами. Заводские инструменты выпускаются в различных модификациях. Их возможно применять для того, чтобы соединять трубные изделия под углом от 30 до 90 градусов.
Конструктивные особенности струбцин для сварочных работ таковы:
- Зажимные губки располагают большой толщиной. Ввиду этого изделия соединяются более жестко, сварной шов при выполнении сваривания не подвергается выгибанию;
- Применяются зажимные винты из меди, предотвращающие спайку резьбы приспособления при ее соприкосновении с каплями расплавившейся стали. Благодаря этому период эксплуатации инструмента становится значительно больше;
- Струбцина для сварки увеличивает рабочую область. Это позволяет выполнять сварочные работы под нужными углами на местах соединения деталей.
Конструкция инструмента включает в себя рамное основание, передвижной агрегат. Зачастую данный агрегат оснащается прижимным винтом. Он предоставляет возможность изменять степень сжатия деталей.
Ввиду неплохой подвижности струбцина обеспечивает фиксацию металлических деталей разного сечения, размера. Для увеличения удобства сваривания и производительности возможно применять несколько струбцин различной конфигурации. Большая часть изготавливаемых приспособлений предназначается для соединения деталей из металла, радиус которых не больше 19,5 сантиметра.
На сварочных струбцинах углового типа имеются особые рукояти в форме буквы «Т». Они позволяют сообщать усилие, которое формируется при обработке, на обрабатываемые детали. Чугунные скобы способны выполнять свою задачу даже в высокотемпературных условиях.
При выборе приспособления необходимо принимать во внимание вид работ, которые вы намереваетесь проводить.
- G-струбцины обычно применяются для жесткой фиксации стальных деталей, которые располагают маленькой толщиной.
- F-струбцины, располагающие прижимным устройством, которое можно регулировать, используются при обрабатывании стальных деталей, имеющих большую толщину.

Быстрозажимные инструменты возможно устанавливать в гаражных помещениях и мастерских на специальных столах, которые имеют ровную столешницу.
Предлагаем посмотреть видео с подборкой самодельных угловых тисков, которые сделаны своими руками.
Как самостоятельно сделать струбцину
Большая часть подобных приспособлений обладает углом фиксации в 90 градусов. Однако сегодня производятся изделия, в которых возможно изменять угол крепления. Стоят они несколько дороже, ввиду этого рекомендуется делать угловую струбцину своими руками, используя чертежи или без них.
Такой инструмент конструктивно прост, практически каждый домашний умелец сможет изготовить его без особого труда. Самый подходящий материал для создания струбцины – железо.

Изготовление приспособления осуществляется по такому алгоритму:
- Создание конструкционного основания. Для изготовления основной части приспособления рекомендуется применять листовое железо, имеющее толщину от 8 до 10 миллиметров. Фиксационным компонентом является уголок необходимой величины. Фиксацию элементов желательно выполнять посредством электросварки, потому как использование резьбы не так надежно.
- Установка прижима. Для изготовления прижимного винта нужно применять две либо три гайки, которые соединяются друг с другом сваркой. Нужно сделать кронштейн, имеющий по центру резьбовое отверстие толщиной от 30 до 40 миллиметров. Фиксируется кронштейн посредством болтов. Если резьба сорвется, ее возможно будет легко заменить.
- Формирование угла. Особенное внимание нужно обращать на положение прижимных скоб. При соединении уголки должны точно подходить друг к другу. Для обеспечения идеального соединения 1 уголок сваривается с прижимом. После этого на него кладется второй уголок, который прижимается к скобе и сваривается с ней.
- Проверка подвижности основной части. По бокам инструмента нужно монтировать направляющие, которые предоставляют возможность передвигать внутреннее основание приспособления. Для этого осуществляется вырезание паза, имеющего ширину от восьми до десяти миллиметров по биссектрисе углового устройства.
- Сверление отверстий. С помощью сверлильного инструмента в верхнем основании приспособления, в которое закручивается болт с гайкой и шайбой, создаются отверстия. Основания должны свободно перемещаться относительно друг друга. Рекомендуется использовать болт, у которого резьба не доходит до головки. Кроме того, головку можно фиксировать на основании с помощью кронштейна.

Также угловую струбцину можно сделать по такой схеме:
- Вырезание из листа металла трех полос различной длины (100, 250, 500 мм), одинаковой ширины (40 мм).
- Подготовка двух пластинок в форме прямоугольника.
- Приваривание пластинки к основанию инструмента.
- Приваривание второй пластинки к той стороне инструмента, которая поменьше.
- Сваривание шайб друг с другом.
- Приложение гаек к передвижному компоненту. Стержень, который выкручивается, должен располагаться параллельно основной части приспособления.
- Сварка выполняется с наружной стороны первого листа в форме прямоугольника.
- Передвижной элемент фиксируется внутри приспособления по краям.
- Приваривание шайб к стержню (плашмя).
При использовании обыкновенной струбцины могут возникнуть сложности с выполнением определенных работ. Обусловлено это ограниченным расположением приспособления. Оно может располагаться только под углом 90 градусов. Для устранения данного ограничения нужно разместить в инструменте разъемное болтовое соединение. Возможно использовать прижимной регулируемый винт. Посредством его можно будет выбирать нужный угол, осуществлять закрепление.

Стоит не забывать, что для создания правильного сварного соединения требуется высококачественный инструмент, предоставляющий возможность облегчать сваривание, предотвращать возникновение не состыковок, подгонов.
Чтобы процесс изготовления стал более понятен, рекомендуем изучить видео урок по созданию этого приспособления.
oxmetall.ru