Сварка нержавейки сваркой тиг. Сварка тиг нержавейки
Технология сварки нержавеющей стали аргоном
Нержавейка – это сталь с добавлением легирующих металлов (преимущественно хрома и никеля). Благодаря лигатурам полученный материал обладает повышенной стойкостью к коррозии, высокой прочностью и рядом других преимуществ. Однако с другой стороны все это затрудняет работу с металлом, так он хуже поддается механической обработке и достаточно сложный для сваривания.
 Чтобы получить качественный шов и надежное соединение, сварщик должен соблюдать все рекомендации и технологические процессы.
Чтобы получить качественный шов и надежное соединение, сварщик должен соблюдать все рекомендации и технологические процессы.
Существует несколько способов качественно сварить нержавеющую сталь, но сегодня мы рассмотрим как происходит tig сварка нержавейки и полуавтоматом в среде аргона. Аргон – это защитный газ, применяемый в полуавтоматических сварках и тиг аппаратах. Основная его особенность – обеспечение низкого уровня разбрызгивания и создание практически идеальной ванны, в которой при должной сноровке можно получить шов высокого качества. Оба способа гарантируют получение ровного и качественного соединения, полученные в аргонодуговой сваркой швы, можно прировнять к произведениям искусства.
Особенности и трудности сварки нержавейки аргоном
При сварке нержавейки мы сталкиваемся с рядом трудностей, объясняемых особенностями металла. Так, например нельзя допускать перегрев шва, в противном случае могут образовываться сплавы с повышенной плавкостью, что затруднит дальнейшую обработку. Однако это не самый большой недостаток перегрева, ведь если допустить прогрев свыше 500 градусов, то металл может потерять свои антикоррозийные свойства. Это происходит по причине окислов хрома и избежать эффекта можно либо не допуская перегрев, либо охлаждая заготовку. Чаще всего решение приходит в виде снижении на 1/5 силы тока, от значений, подходящих для аналогичных по толщине сталей без лигатур.
Еще одна сложность с которой столкнется сварщик – высокий коэффициент линейного расширения. Это означает, что металл стремится к усадке, вследствие чего на только что созданном шве могут возникнуть трещины. Поэтому очень важно следить за выдержкой зазоров, для каждого положения их можно узнать в ГОСТ по свариванию нержавеющих сталей.
Очередная особенность нержавейки – повышенное электрическое сопротивление. Подразумевается, что сварка металла будет происходить с применением аналогичных высоколегированных сплавов, которые обладают схожими свойствами. Однако высокий уровень электрического сопротивления приводит к тому, что перегрев может происходить не только с заготовкой, но и с припоем.Получается, что если аргонная сварка ваш окончательный выбор, то стоит внимательно следить за:
- температурой металла;
- температурой припоя;
- зазором между свариваемыми деталями;
- силой тока.
Подготовка нержавейки
Сварка аргоном нержавейки, как и любого другого металла, подразумевает предварительную подготовку. Чтобы правильно подготовить металл необходимо:
- зачистить наждачной бумагой или другим абразивным материалом места, где будет производиться сварка;
- обезжирить зачищенные участки ацетоном или растворителем;
- если сваривается тонкий металл, около 1 мм, то сварной участок можно предварительно прогреть газовой горелкой до 200 – 300 градусов, это снизит напряжение в металле и позволит избежать трещин;
- последний, но не менее важный пункт – выставление зазоров.
Также не стоит забывать про подготовку припоя, он выбирается согласно толщине металла. Не менее важно подготовить место проведения сварочных работ, а также защитную одежду. Про настройки сварочных аппаратов поговорим далее.
Технология TIG сварки
Аргонодуговая сварка по TIG технологии выполняется неплавящимся электродом из вольфрама. Работа может проводится на переменном или постоянном токе. Главной составляющей является – горелка. В ней закреплен неплавящийся вольфрамовый стержень и сопло, подающее защитный газ. Проволока или в данном случае – припой, он подносится вручную к месту образования дуги. Движение горелки, как и подача припоя, контролируется сварщиком. Особенностью формирования шва таким способом является тот факт, что поперечных движений, как при других технологиях сварки – нет. Горелка, как и припой перемещается строго вдоль оси шва.
Строгие линейные движения в одном направлении позволяют не выводить сварочную ванну из защитной среды и сохранять ее от окислений и разбрызгивания. Чтобы получить максимально ровное соединение, аргон должен подаваться с обеих сторон шва. Это значительно увеличивает расход газа, но и сварка нержавеющей стали происходит более качественно.
Еще одной особенностью тиг сварки является неплавящийся вольфрамовый электрод. Он нужен, для формирования и подержания дуги, однако касаться им метала или помогать класть припой – нельзя. Розжиг производится без чирканья или точечного касания. В некоторых случаях используют специальную пластину из графита или угля. На которой разжигают дугу, а затем переносят ее на место сваривания.
Чтобы лучше понять, как происходит тиг сварка нержавейки, давайте разберем основные принципы настройки и управления горелкой, для сваривания двух пластин, толщиной 1 мм в нижнем положении.
- Сперва разберемся с припоем, для этого нам нужно знать маркировку металла, а затем подобрать припой с чуть большим количеством примесей, чем у свариваемого сплава.
- Теперь выставляем постоянный ток, прямой полярности.
- Сила тока 30 – 50 А, напряжение не больше 28 В, скорость сварки 12 – 28 см/минуту, а расход аргона 3-5 литров.
- Толщина припоя выбирается индивидуально, от 0.8 до 1.6 мм.
В данном диапазоне настроек вы сможете качественно приварить две пластины, толщиной 1 мм, но если вы хотите потренироваться, то лучше начинать с более толстых сталей 3-4 мм.Когда мы выставили все необходимые параметры, и зазоры можно приступать к свариванию. Подносим горелку, зажигаем дугу и постепенно подносим припой. Саму горелку ведем под углом 70 – 80 градусов, а припой на более остром угле 10-15 градусов.
Полезный совет – отключайте подачу аргона не сразу, а спустя 4 – 10 секунд после отключения тока, иначе неостывшая сварная ванна может окислиться!
Работа полуавтоматом в среде аргона
Предыдущий способ отлично подходит для сваривания изделий применяемых в пищевой промышленности, для случаев, когда важен внешний вид соединений, но он имеет один значительный минус – низкая скорость работы. В этом плане сварка нержавейки полуавтоматом в среде аргона выглядит более привлекательно. Она позволяет сваривать детали не хуже, чем TIG методом, но с большей скоростью. Еще одно преимущества полуавтомата – доступность работы с толстыми металлами.
Работа полуавтоматом имеет ряд особенностей. Например проволока для сваривания, должна быть с примесью никеля, как и сама нержавейка. Можно работать и обычным материалом, но качество будет несопоставимо. Также, не стоит забывать про то, что проволока с никелем плавится быстрей, это нужно учитывать при настройках аппарата.
Теперь про защитный газ, здесь мы также применяем аргон. Расход газа устанавливается на уровне от 6 до 12 литров в минуту. В отличие от предыдущего варианта, в некоторых случаях можно использовать не чистый аргон. Например для работы с толстыми нержавеющими сталями допустимо использовать 2% углекислоты. Некоторые сварщики используют различные вариации углекислоты и аргона, вплоть до соотношения, в которых на аргон приходится 70%, а на углекислоту – 30%. Таким образом можно снизить стоимость работ, в случаях когда внешний вид соединения не особо важен.
Аргоновая сварка нержавейки полуавтоматом может происходить с использованием следующих технологий:
- короткой дуги;
- импульсного режима.
При использовании короткой дуги мы можем без труда сваривать тонкие металлы, ведь данная технология минимизирует риск прожига детали. Наиболее точным является импульсный метод. Он наиболее контролируем и гарантирует высокое качество работ. Импульсным, он назван потому, что металл подается в сварочную ванну каплями. Используя данный метод сварщик может полностью исключить разбрызгивание металла, снизить расход проволоки. Импульсный метод идеален для работы с металлами средней толщины и толстыми нержавеющими сплавами.
Заключение
Несмотря на все трудности сваривания нержавейки, при правильном подходе любой, даже начинающий сварщик сможет выполнить качественный шов. Мы описали как настроить сварочный ток, как расположить свариваемый материал, как подобрать проволоку, припой и другие особенности работы с полуавтоматом и TIG методом. Следуйте описанным технологиям, соблюдайте меры предосторожности и тогда сварка нержавейки не вызовет у вас трудностей.
svarkagid.ru
TIG сварка нержавейки для чайников. Часть 1
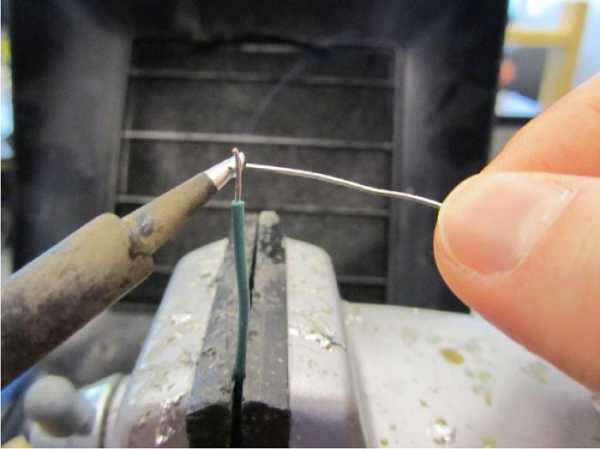
Это статья из серии экспресс-уроков Свар-EXPRESS. Тема урока: Выбор присадочного материала, газовая защита, настройка аппарата для сварки тонкого металла Для демонстрации используется сварочный аппарат AuroraPro Inter TIG 200 AC\DC Pulse| Инженер-сварщик Евгений Евсин |
 Газовая защита
Я решил использовать для сварки газовую линзу – это приспособление, которое устанавливается на горелку. Она отличается от простого сопла тем, что у нее имеется сеточка, которая равномерно распределяет защитный газ, создает свободный ламинарный поток, тем самым создавая более качественную защиту для сварочной ванны, нежели без нее и значительно уменьшает расход газа.
Газовая защита
Я решил использовать для сварки газовую линзу – это приспособление, которое устанавливается на горелку. Она отличается от простого сопла тем, что у нее имеется сеточка, которая равномерно распределяет защитный газ, создает свободный ламинарный поток, тем самым создавая более качественную защиту для сварочной ванны, нежели без нее и значительно уменьшает расход газа.

Также под эти газовые линзы существуют сопла разных диаметров. У меня используется сопло под №5. Чем больше диаметр сопла, тем газовая защита будет лучше. Выбранное сопло отлично подходит для того, чтобы куда-то забираться, например, для сварки внутренних угловых швов. Я использую вольфрамовый электрод серого цвета, это универсальный электрод, который хорошо подходит для сварки всех распространенных металлов. Диаметр электрода для сварки я использую 1 мм для металла 0,8-1,5 мм при токе до 50А, если сварочный ток выше – необходимо использовать больший диаметр (1,6 мм и более). Еще одним из плюсов использования газовой линзы является то, что вольфрамовый электрод можно вытаскивать даже больше 10 мм не опасаясь, что он будет плохо защищен.
Сварка тонкого металла Для сварки тонкой нержавейки используем подкладную медную пластинку, чтобы отводить тепло, защищать металл с обратной стороны шва и для жесткой фиксации пластинок, т.к. в процессе сварки их коробит. Для сварки металла толщиной 1 мм я выставлю ток 35 Ампер и заварку кратера 3 секунды.

Очень важная настройка – Post flow – это газ после сварки. Здесь я настроил 4 секунды, этого количества времени должно хватить для того, чтобы металл в сварочной ванне остыл под воздействием защитного газа.

В случае, когда есть возможность четко зафиксировать детали, и когда кромки металла очень хорошо прилегают друг к другу, мы можем использовать сварку без присадочного материала. В следующей части – продолжение рассказа. Впереди – особенности TIG сварки труб из нержавеющей стали, работа с массивными деталями, пульсовый режим.
В следующей части – продолжение рассказа. Впереди – особенности TIG сварки труб из нержавеющей стали, работа с массивными деталями, пульсовый режим.
Выбрать сварочный аппарат вы можете на нашем сайте
Смотрите данную статью в видео-ролике:
evrotek.spb.ru
Сварка нержавейки сваркой тиг
Блог находчивого сварщика
В новом эпизоде «Время сварки@6 - TIG сварка нержавеющей стали для начинающих» вы узнаете основы сварки нержавеющей стали. Сначала узнайте простой способ, как определить, с каким материалом вы работаете: нержавеющая сталь или обычная сталь.
Зная марку материала, вы сможете выбрать правильный присадочный металл. Чтобы сделать это, вы можете скачать график выбора присадочного металла. Также в этом эпизоде вы увидите разницу сварки нержавеющей стали с продувкой с обратной стороны шва и без неё.
Добро пожаловать на «Время сварки»! Я мистер ТИГ.
Наш сегодняшний выпуск – это первое из серии видео, посвященных сварке нержавеющей стали. Итак, что такое нержавеющая сталь, и чем она отличается от обычной стали? По определению ясно, что она содержит в своем составе хром. Для получения нержавеющей стали берется обычная мягкая сталь и к ней добавляется около 12% хрома, вследствие чего она становится тверже и получает защиту от коррозии. С такой сталью даже проще работать, если вы, конечно, свариваете ее правильно.
При работе с нержавеющей сталью легко контролировать размер сварочной ванны, она очень хорошо просматривается, и вы всегда знаете, на какую глубину добавлять присадочный материал. Нужно сказать, что существует огромное количество видов нержавеющей стали. Мы составили специальную таблицу с рекомендациями по работе с каждым из них. Вот эта таблица. Я хочу выбрать несколько вариантов. Здесь целый список. Тут есть 304, 310, 316, 321 сталь. Эта таблица большая. Сейчас мы рассмотрим, как выбрать сталь для вашей работы. Начнем мы с самого распространенного варианта. Эту сталь обычно называют 304. Необходимо отметить, что в нашей таблице также представлены рекомендации по использованию присадочных металлов к каждому наименованию стали. Я выберу несколько вариантов. Мы будем сваривать нержавеющую сталь 304 с 304 . Таблица советует мне использовать материал 308L в качестве присадочного металла.
stainless_steel_welding_filler_metal_selection_chart.pdf
Кстати, вы также можете сваривать обычную сталь с нержавеющей. Просто посмотрите в таблицу, и увидите, какую использовать присадку. Так как это первое из этой серии видео, сегодня мы будем сваривать 304 сталь. Еще мы поговорим о том, как узнать, с нержавеющей ли сталью вы работаете. У вас может быть нержавеющая сталь, возможно это 304, но вы не уверены в этом на все 100 процентов. Хороший способ выяснить, нержавеющая ли у вас сталь – это проверить образец вашего металла на магнит.
У меня два образца. Один выглядит немного более блестящим, и, оттого, более похожим на нержавеющую сталь. Очень удобно проверять магнитом. Взять обычный магнит и посмотреть, притянет ли он образец. В данном случае магнит не притягивает. Это позволяет с большой вероятностью сказать, что здесь у нас нержавеющая сталь, в которой много хрома. Образец номер два может быть как нержавеющей, так и мягкой сталью. Давайте проверим. Итак, это обычная сталь. Это была быстрая проверка. Существует много других способов. Например, вы можете попробовать зачистить образцы, - наметанный глаз заметит разницу по искрам. Впрочем, магнит обычно является самым лучшим вариантом.
Один из моментов, на который мне нужно обратить внимание – это хром. После того, как вы приступите к работе, и у вас образуется сварочная ванна, что произойдет, если кислород попытается воздействовать с хромом? Вот наша TIGгорелка. На ней стоит газовая линза и вольфрамовый электрод, который выступает примерно на полсантиметра. Это будет нашим стандартом. Я также буду использовать хорошую газовую защиту. Материал установлен и закреплен по обоим концам. При сварке я буду постоянно добавлять присадочный металл. Закончив свою работу, я переверну деталь, и вы увидите глубину проплавления.
Если я буду использовать газовую защиту с обратной стороны шва или проведу продувку, то сварка с обратной стороны будет выглядеть просто замечательно. Если же вы не пользуетесь газовой защитой с обратной стороны, то вы обнаружите, что сварка идет тяжелее. На обратной стороне шва будут образовываться оксиды. Эти оксиды обязательно сократят срок службы вашей сварки. Если вы, к примеру, варите детали дорогой выхлопной системы гоночного автомобиля, то в этом случае ваша сварка прослужит намного меньше. Впрочем, как и во всех остальных случаях.
Итак, подведем итог: нержавеющая сталь – это отличный материал, который подходит для многих целей и является простым в работе. Сейчас мы приступим. Первую половину этой пластины я проварю без газовой защиты с обратной стороны шва, а вторую с защитой.
Итак. Дуга разгорается очень чисто. Вы видите эту ванну, она по-настоящему яркая. Я понемногу добавляю присадочный металл. Вижу, как ванна начинает проникать в металл. Напоминаю, что эта сварка производится без газовой защиты с обратной стороны. По всей вероятности, на обратной стороне будут оксиды. Немного позже я вам их покажу. Верхняя же сторона варится достаточно хорошо. Заканчиваю сварку. Сейчас я уменьшаю силу тока и проверяю, чтобы кратер был правильно заварен. Вот и все.
ОК, дуга разгорается, образовывается ванна. Отличная чистая сварка. В данном случае на обратной стороне производится поддув аргоном. Сварка выходит намного чище, и мне также намного легче ее контролировать. Я знаю, что в работе не будет никаких сюрпризов. Немного присадочного металла. Очень стабильная и яркая сварка. Скоро я закончу – надо сначала только убедиться, что я не сделаю кратер, и добавить немного еще присадочного металла в самом конце. Как вы видите, я использую диаметр присадочной проволоки 1,2 мм, материал 308L. Я прекращаю варить, уменьшая понемногу силу тока. Вот так.
Давайте посмотрим на то, что у нас получилось. Вот здесь мы добавляли присадочный металл. Мы использовали аргон и не использовали продувку. Вы наверно заметили, что здесь что-то вроде лини ожога. Грязной линии. Перейдем же к этой сварке. Мы использовали одновременно газ и продувку. Здесь тоже есть такая линия. Мы позже избавимся от нее. Сейчас мы просто сравниваем сварку с продувкой и без нее. Сейчас я переверну деталь, и вы сразу увидите разницу. Вот здесь много оксидов. Задняя сторона проварена плохо. Из-за этих оксидов хрома будут образовываться трещины. С такой сваркой вам не получить хорошего качества, не важно, варите ли вы выхлопную систему или что-то другое. Она просто не будет такой же долговечной как вот эта. Вы видите, что здесь мы получили отличное проплавление. Существует много видов продувки. Мы обсудим их в следующих выпусках.
Вот и все на сегодня. Спасибо за то, что смотрели «Время сварки». Я мистер ТИГ. Подписывайтесь на видеоканал – Смарт Техникс и следите за новыми роликами!
www.smart2tech.ru
Время сварки@6 - TIG сварка нержавеющей стали для начинающих
В новом эпизоде «Время сварки@6 - TIG сварка нержавеющей стали для начинающих» вы узнаете основы сварки нержавеющей стали. Сначала узнайте простой способ, как определить, с каким материалом вы работаете: нержавеющая сталь или обычная сталь.
Зная марку материала, вы сможете выбрать правильный присадочный металл. Чтобы сделать это, вы можете скачать график выбора присадочного металла. Также в этом эпизоде вы увидите разницу сварки нержавеющей стали с продувкой с обратной стороны шва и без неё.
Добро пожаловать на «Время сварки»! Я мистер ТИГ.
Наш сегодняшний выпуск – это первое из серии видео, посвященных сварке нержавеющей стали. Итак, что такое нержавеющая сталь, и чем она отличается от обычной стали? По определению ясно, что она содержит в своем составе хром. Для получения нержавеющей стали берется обычная мягкая сталь и к ней добавляется около 12% хрома, вследствие чего она становится тверже и получает защиту от коррозии. С такой сталью даже проще работать, если вы, конечно, свариваете ее правильно.
При работе с нержавеющей сталью легко контролировать размер сварочной ванны, она очень хорошо просматривается, и вы всегда знаете, на какую глубину добавлять присадочный материал. Нужно сказать, что существует огромное количество видов нержавеющей стали. Мы составили специальную таблицу с рекомендациями по работе с каждым из них. Вот эта таблица. Я хочу выбрать несколько вариантов. Здесь целый список. Тут есть 304, 310, 316, 321 сталь. Эта таблица большая. Сейчас мы рассмотрим, как выбрать сталь для вашей работы. Начнем мы с самого распространенного варианта. Эту сталь обычно называют 304. Необходимо отметить, что в нашей таблице также представлены рекомендации по использованию присадочных металлов к каждому наименованию стали. Я выберу несколько вариантов. Мы будем сваривать нержавеющую сталь 304 с 304 . Таблица советует мне использовать материал 308L в качестве присадочного металла.
stainless_steel_welding_filler_metal_selection_chart.pdf
Кстати, вы также можете сваривать обычную сталь с нержавеющей. Просто посмотрите в таблицу, и увидите, какую использовать присадку. Так как это первое из этой серии видео, сегодня мы будем сваривать 304 сталь. Еще мы поговорим о том, как узнать, с нержавеющей ли сталью вы работаете. У вас может быть нержавеющая сталь, возможно это 304, но вы не уверены в этом на все 100 процентов. Хороший способ выяснить, нержавеющая ли у вас сталь – это проверить образец вашего металла на магнит.
У меня два образца. Один выглядит немного более блестящим, и, оттого, более похожим на нержавеющую сталь. Очень удобно проверять магнитом. Взять обычный магнит и посмотреть, притянет ли он образец. В данном случае магнит не притягивает. Это позволяет с большой вероятностью сказать, что здесь у нас нержавеющая сталь, в которой много хрома. Образец номер два может быть как нержавеющей, так и мягкой сталью. Давайте проверим. Итак, это обычная сталь. Это была быстрая проверка. Существует много других способов. Например, вы можете попробовать зачистить образцы, - наметанный глаз заметит разницу по искрам. Впрочем, магнит обычно является самым лучшим вариантом.
Один из моментов, на который мне нужно обратить внимание – это хром. После того, как вы приступите к работе, и у вас образуется сварочная ванна, что произойдет, если кислород попытается воздействовать с хромом? Вот наша TIGгорелка. На ней стоит газовая линза и вольфрамовый электрод, который выступает примерно на полсантиметра. Это будет нашим стандартом. Я также буду использовать хорошую газовую защиту. Материал установлен и закреплен по обоим концам. При сварке я буду постоянно добавлять присадочный металл. Закончив свою работу, я переверну деталь, и вы увидите глубину проплавления.
Если я буду использовать газовую защиту с обратной стороны шва или проведу продувку, то сварка с обратной стороны будет выглядеть просто замечательно. Если же вы не пользуетесь газовой защитой с обратной стороны, то вы обнаружите, что сварка идет тяжелее. На обратной стороне шва будут образовываться оксиды. Эти оксиды обязательно сократят срок службы вашей сварки. Если вы, к примеру, варите детали дорогой выхлопной системы гоночного автомобиля, то в этом случае ваша сварка прослужит намного меньше. Впрочем, как и во всех остальных случаях.
Итак, подведем итог: нержавеющая сталь – это отличный материал, который подходит для многих целей и является простым в работе. Сейчас мы приступим. Первую половину этой пластины я проварю без газовой защиты с обратной стороны шва, а вторую с защитой.
Итак. Дуга разгорается очень чисто. Вы видите эту ванну, она по-настоящему яркая. Я понемногу добавляю присадочный металл. Вижу, как ванна начинает проникать в металл. Напоминаю, что эта сварка производится без газовой защиты с обратной стороны. По всей вероятности, на обратной стороне будут оксиды. Немного позже я вам их покажу. Верхняя же сторона варится достаточно хорошо. Заканчиваю сварку. Сейчас я уменьшаю силу тока и проверяю, чтобы кратер был правильно заварен. Вот и все.
ОК, дуга разгорается, образовывается ванна. Отличная чистая сварка. В данном случае на обратной стороне производится поддув аргоном. Сварка выходит намного чище, и мне также намного легче ее контролировать. Я знаю, что в работе не будет никаких сюрпризов. Немного присадочного металла. Очень стабильная и яркая сварка. Скоро я закончу – надо сначала только убедиться, что я не сделаю кратер, и добавить немного еще присадочного металла в самом конце. Как вы видите, я использую диаметр присадочной проволоки 1,2 мм, материал 308L. Я прекращаю варить, уменьшая понемногу силу тока. Вот так.
Давайте посмотрим на то, что у нас получилось. Вот здесь мы добавляли присадочный металл. Мы использовали аргон и не использовали продувку. Вы наверно заметили, что здесь что-то вроде лини ожога. Грязной линии. Перейдем же к этой сварке. Мы использовали одновременно газ и продувку. Здесь тоже есть такая линия. Мы позже избавимся от нее. Сейчас мы просто сравниваем сварку с продувкой и без нее. Сейчас я переверну деталь, и вы сразу увидите разницу. Вот здесь много оксидов. Задняя сторона проварена плохо. Из-за этих оксидов хрома будут образовываться трещины. С такой сваркой вам не получить хорошего качества, не важно, варите ли вы выхлопную систему или что-то другое. Она просто не будет такой же долговечной как вот эта. Вы видите, что здесь мы получили отличное проплавление. Существует много видов продувки. Мы обсудим их в следующих выпусках.
Вот и все на сегодня. Спасибо за то, что смотрели «Время сварки». Я мистер ТИГ. Подписывайтесь на видеоканал – Смарт Техникс и следите за новыми роликами!
www.smart2tech.ru
Сварка алюминия и нержавейки: аргоном, TIG сварка

В наши дни эти практичные и уникальные материалы применяются в подавляющем большинстве сфер. Нет такой отрасли, где не использовались бы детали из этих материалов. Однако, до недавних пор работа с алюминием и нержавейкой представляла некоторые трудности всем частным лицам и ИП ввиду трудности сваривания при изготовлении или ремонте деталей из данного материала. Сегодня же, благодаря развитию науки и применению передовых технологий, каждый желающий может воспользоваться услугами, по работе с алюминием и нержавейкой.

Сварка аргоном алюминия
Данный вид сварки незаменим в кораблестроении, а также при создании цистерн, резервуаров и всего прочего, предназначенного для эксплуатации под водой, или хранения воды. Кроме того, алюминиевые сплавы, отличаясь высокими показателями прочности и легкостью, широко применяются при производстве самых различных деталей, предназначенных для использования в различных отраслях:
- При производстве транспорта;
- В судостроении;
- В промышленности и т.д.
Сварка аргоном алюминия дает высокий уровень прочности сваривания (коэффициент удельной прочности), не подвержена коррозии и что особенно важно – не допускает перегрева детали. Как известно, сплавы алюминия имеют крайне высокую теплопроводимость и сварка деталей обычным способом может привести к её деформации и порче.

TIG сварка нержавейки
Не менее сложен процесс сваривания элементов из нержавейки. Сталь, в которую добавлен хром отличается большей стойкостью, и используется даже в оружейном деле, однако, обрабатывать его значительно сложнее. TIG сварка нержавейки позволяет успешно сварить даже очень тонкие материалы и при этом дает соединение высокого качества. Выполняется TIG среди аргона, при помощи тока постоянной полярности.
Изделия производимые из алюминия или нержавейки в современном мире есть практически в каждой отрасли. Производство алюминиевых конструкций давно стало прибыльным и востребованным занятием.
Основные причины, по которым эти материалы получили столь широкое распространение:
- Не подверженность коррозии;
- Легкость материала;
- Высокий уровень практичности.
Алюминий, кроме того, отличает ряд свойств, которые делают этот материал уникальным. Например, долговечность – изделия из него спокойно эксплуатируют более 80-ти лет. Материал имеет особенные конструктивные свойства, благодаря которым становится возможным выполнение самых сложных задач и создание изделий практически любой нужной формы. Но важнее всего то, что эти материалы не содержат примесей тяжелых металлов, и являются полностью безопасными для человека.
svarkagid.com
www.samsvar.ru
Сварка нержавеющей стали - технологии и особенности
Почему нержавеющая сталь не ржавеет?
В 1913 году английский металлург Гарри Бреарли, работая над проектом по улучшению оружейных стволов, случайно обнаружили, что добавление хрома в низкоуглеродистую сталь придает ей способность сопротивляться кислотной коррозии.
Все нержавеющие стали содержат железо в качестве основного элемента и хром в количестве от 11% до 30%. Добавление не менее 12% хрома в сталь делает её коррозионностойкой. Содержащийся в стали хром при взаимодействии с кислородом из атмосферы образует тонкий, невидимый слой оксида хрома, называемый оксидной пленкой. Размеры атомов хрома и их оксидов схожи, поэтому они примыкают вплотную друг к другу на поверхности металла, образуя стабильный слой толщиной всего в несколько атомов.
Если поверхность нержавеющей стали порезать или поцарапать оксидная пленка разрушается, создаются новые оксиды, восстанавливающие поверхность и защищающие ее от окислительной коррозии. Железо, с другой стороны, поэтому и ржавеет быстро, потому что атомы железа гораздо меньше, чем атомы их оксидов, и оксиды образуют рыхлый, а не плотный слой.
Кроме железа, углерода и хрома, современные нержавеющие стали могут также содержать другие элементы, такие как никель, ниобий, молибден, титан. Никель, молибден, ниобий и хром повышают коррозионную стойкость и другие физико-механические свойства нержавеющей стали. Добавление никеля в состав уменьшает теплопроводность и снижает электропроводность стали.
Типы нержавеющей стали
Существуют три основных типа нержавеющей стали - аустенитного, ферритного и мартенситного класса. Эти три типа стали определяются их микроструктурой, преобладающей кристаллической фазой.
- Аустенитные стали:Аустенитные стали имеют аустенит в качестве основной фазы. Это сплавы, содержащие хром и никель (иногда марганец и азот). Наиболее известная нержавеющая сталь аустенитного класса, 304 сталь, иногда её называют T304. Тип 304 –нержавеющая сталь с содержанием хрома 18-20% и 8-10% никеля. Такое содержание элементов делает сталь немагнитной и придает ей высокую коррозионную стойкость, прочность и пластичность. Благодаря этому они широко используются в разных отраслях промышленности.
- Ферритные стали:Ферритные стали имеют феррит в качестве основной фазы. Эти стали содержат железо и хром. Основной тип стали – сталь 430 с содержанием хрома 17%. Ферритные стали менее пластичны, чем аустенитные стали. Не закаляются путем термической обработки и используются, как правило, в агрессивных средах.
- Мартенситные стали:Характерную микроструктуру мартенсита впервые наблюдал немецкий микроскопист Адольф Мартенс в 1890 году. Мартенситные стали - низкоуглеродистые стали основным типом которых является 410 сталь с содержанием 12% хрома и 0,12% углерода. Мартенсит придает стали высокую твердость, но и снижает ее жесткость и делает металл хрупким. Поэтому эти типы стали используют в слабоагрессивной среде, например при изготовлении столовых приборов и режущего инструмента.
Сварка нержавеющей стали
Нержавеющая сталь может свариваться с помощью различных методов дуговой сварки, таких как ручная дуговая сварка MMA, аргонодуговая сварка вольфрамовым электродом TIG и полуавтоматическая сварка MIG/MAG.
Сварка нержавеющих сталей немного более сложный процесс, чем сварка обычной углеродистой стали. Физические свойства нержавеющей стали отличаются от обычной стали, что и делает процесс сварки более трудным и требует предварительного нагрева.
Этими различиями являются такие свойства нержавеющей стали:
- - Низкая температура плавления
- - Низкий коэффициент теплопроводности
- - Высокий коэффициент теплового расширения
Стали с содержанием углерода менее 0,20%, обычно не требуют предварительного нагрева. При сварке нержавеющих сталей с уровнем углерода более 0,20% может потребоваться предварительный подогрев. Изделия с толщиной металла более 30 мм, следует также при сварке подогревать. Температуры 150 °С, как правило, достаточно.
Ручная дуговая сварка MMA нержавейки
Для ручной дуговой сварки нержавеющей стали существует два основных типа электродов. Электроды первого типа, с основным покрытием, используются только на постоянном токе на обратной полярности («+» на электроде). В качестве основного покрытия наиболее часто используются основном карбонаты кальция и магния.
Электроды второго типа – с рутиловым покрытием, в основном из двуокиси титана, могут быть использованы при сварке на переменном токе и постоянном токе обратной полярности. Они значительно превосходят электроды с основным покрытием, благодаря стабильности горения дуги и уменьшенному разбрызгиванию при сварке.
Оба типа электродов хорошо используются во всех пространственных положениях. Тем не менее, электроды с рутиловым покрытием, как замечают сварщики, работают лучше в нижнем положении. Покрытые электроды для дуговой сварки должны храниться при нормальной комнатной температуре в сухом месте.
Аргонодуговая сварка TIG нержавеющей стали
Аргонодуговая сварка TIG широко используется для сварки тонких листов из нержавеющей стали. В качестве защитного сварочного газа наиболее часто используется 100% аргон. Для автоматической сварки иногда применяют аргонно-гелиевую смесь.
Аргонодуговая сварка может быть без подачи присадочной проволоки (для сварки тонкого металла), так и с подачей, вручную или автоматической.
Полуавтоматическая сварка MIG MAG
Процесс полуавтоматической сварки MIG MAG широко используется для толстых материалов, так как это позволяет увеличить производительность благодаря скорости сварки. Используемый защитный сварочный газ - смесь аргона и углекислоты в соотношении 98%Ar / 2%CO2. Вместо углекислоты может использоваться кислород. Содержание кислорода увеличивает смачиваемость по краям сварочного шва.
При полуавтоматической сварке нержавейки используются несколько процессов, таких как сварка короткой дугой, сварка со струйным переносом и импульсная сварка. Сварка короткой дугой применяется при сварке тонкого металла, струйный перенос – для сварки более толстых изделий.
Преимуществом импульсного процесса сварки является то, что он является наиболее управляемым процессом. Металл сварочной проволоки переходит в сварочную ванну благодаря подаваемым импульсам. Каждый импульс – одна сварочная капля. Благодаря этому снижается средний ток горения дуги, следовательно, и тепловложение, что очень важно при сварке нержавейки. Уменьшается зона термического влияния. Подробнее про сварочный полуавтомат для сварки нержавеющей стали можно посмотреть здесь.
Кроме того, при импульсной сварке практически отсутствуют сварочные брызги, что значительно экономит сварочные материалы (сварочная проволока для нержавейки - дорогой продукт) и увеличивает производительность, сокращая время на зачистку сварочного шва.
Надеемся, что данная статья будет полезна для вас.
© Смарт Техникс
Данная статья является авторским продуктом, любое её использование и копирование в Интернете разрешена с обязательным указанием гиперссылки на сайт www.smart2tech.ru
Сварочное оборудование для сварки нержавеющей стали
Видео по сварке нержавеющей стали:
Время сварки@6 - TIG сварка нержавеющей стали для начинающих
Время сварки@8 - Сварка выхлопных систем из нержавеющей стали
www.smart2tech.ru
тиг сварка нержавейки видео Видео
...
8 меc назад
В этом видео мы разберем сварку тонкой нержавейки. Помощь в развитие канала,на( покупку и обзор электродов)к...
...
3 лет назад
Продолжение серии уроков по ТИГ сварке для начинающих сварщиков. Переходим к практическим упражнениям....
...
7 меc назад
Ссылка на видео сварки шва ниже https://www.youtube.com/watch?v=dtz4SXczr5g Поддержать канал https://money.yandex.ru/to/41001247483554.
...
2 лет назад
Для тех начинающих кому интересна электросварка. Сварка нержавейки толщиной 0,8 мм или 1 мм без присадочной...
...
3 лет назад
Сварка нержавстальных, титановых труб методом автоматической орбитальной сваркой, сварка алюминия, Высоко...
...
8 меc назад
Сайт http://www.smart2tech.ru ВК: http://www.vk.com/smart.welding Твиттер: http://www.twitter.com/CloosWelding Видеоканал "Время сварки" Эпизод 16 «TIG ...
...
6 меc назад
Купить Сварочный аппарат AURORA PRO INTER TIG 200 AC/DC PULSE Mosfet: https://goo.gl/uWGUrz Продолжение серии уроков по ТИГ сварке для...
...
3 лет назад
Аргонодуговая сварка нержавейки или как правильно подобрать материал для аргоновой сварки. Скачать таблиц...
...
6 меc назад
Купить AURORA PRO INTER TIG 200 AC/DC PULSE Mosfet: https://goo.gl/uWGUrz Продолжение серии уроков по ТИГ сварке для начинающих сварщико...
...
1 лет назад
Сварка нержавейки без присадки. Ток прихватки-90А , основной-60А, заварка кратора на 0 (отключена) . Пос продувк...
...
2 лет назад
Горелки здесь -http://alipromo.com/redirect/cpa/o/or7ejumgwb5h41290qejeuojuuk2fd5s/ К Форсажу 161 подключил аргоновую горелку и попробовал...
...
3 лет назад
Влияние качества аргона на сварочного шва Сайт для тех, кому небезразлична сварка - "Сварка и сварщик" http://we...
...
2 меc назад
Качественное оборудование для аргонодуговой сварки https://clck.ru/DiHJS В этом видео я расскажу и покажу как получи...
...
10 меc назад
В этом видио вы увидите с чего начать новичку,что бы на учится варить аргоно дуговой сваркой!!! Помощь в разв...
...
1 лет назад
Иногда работа подваливает в совершенно неожиданном ключе, а именно возникает востребованность произвести...
...
2 лет назад
TIG сварка нержавейки обычным инвертором. Изготовление баллона для газовой горелки. Аргонная сварка - держа...
...
3 лет назад
Новый видео курс посвящён азам аргонодуговой сварки. Первые три части видео - теория. Из первой главы Вы...
inlove.kz
TIG сварка - Блог находчивого сварщика
В новом эпизоде «Время сварки@6 - TIG сварка нержавеющей стали для начинающих» вы узнаете основы сварки нержавеющей стали. Сначала узнайте простой способ, как определить, с каким материалом вы работаете: нержавеющая сталь или обычная сталь.
Зная марку материала, вы сможете выбрать правильный присадочный металл. Чтобы сделать это, вы можете скачать график выбора присадочного металла. Также в этом эпизоде вы увидите разницу сварки нержавеющей стали с продувкой с обратной стороны шва и без неё.
Добро пожаловать на «Время сварки»! Я мистер ТИГ.
Наш сегодняшний выпуск – это первое из серии видео, посвященных сварке нержавеющей стали. Итак, что такое нержавеющая сталь, и чем она отличается от обычной стали? По определению ясно, что она содержит в своем составе хром. Для получения нержавеющей стали берется обычная мягкая сталь и к ней добавляется около 12% хрома, вследствие чего она становится тверже и получает защиту от коррозии. С такой сталью даже проще работать, если вы, конечно, свариваете ее правильно.
При работе с нержавеющей сталью легко контролировать размер сварочной ванны, она очень хорошо просматривается, и вы всегда знаете, на какую глубину добавлять присадочный материал. Нужно сказать, что существует огромное количество видов нержавеющей стали. Мы составили специальную таблицу с рекомендациями по работе с каждым из них. Вот эта таблица. Я хочу выбрать несколько вариантов. Здесь целый список. Тут есть 304, 310, 316, 321 сталь. Эта таблица большая. Сейчас мы рассмотрим, как выбрать сталь для вашей работы. Начнем мы с самого распространенного варианта. Эту сталь обычно называют 304. Необходимо отметить, что в нашей таблице также представлены рекомендации по использованию присадочных металлов к каждому наименованию стали. Я выберу несколько вариантов. Мы будем сваривать нержавеющую сталь 304 с 304 . Таблица советует мне использовать материал 308L в качестве присадочного металла.
stainless_steel_welding_filler_metal_selection_chart.pdf
Кстати, вы также можете сваривать обычную сталь с нержавеющей. Просто посмотрите в таблицу, и увидите, какую использовать присадку. Так как это первое из этой серии видео, сегодня мы будем сваривать 304 сталь. Еще мы поговорим о том, как узнать, с нержавеющей ли сталью вы работаете. У вас может быть нержавеющая сталь, возможно это 304, но вы не уверены в этом на все 100 процентов. Хороший способ выяснить, нержавеющая ли у вас сталь – это проверить образец вашего металла на магнит.
У меня два образца. Один выглядит немного более блестящим, и, оттого, более похожим на нержавеющую сталь. Очень удобно проверять магнитом. Взять обычный магнит и посмотреть, притянет ли он образец. В данном случае магнит не притягивает. Это позволяет с большой вероятностью сказать, что здесь у нас нержавеющая сталь, в которой много хрома. Образец номер два может быть как нержавеющей, так и мягкой сталью. Давайте проверим. Итак, это обычная сталь. Это была быстрая проверка. Существует много других способов. Например, вы можете попробовать зачистить образцы, - наметанный глаз заметит разницу по искрам. Впрочем, магнит обычно является самым лучшим вариантом.
Один из моментов, на который мне нужно обратить внимание – это хром. После того, как вы приступите к работе, и у вас образуется сварочная ванна, что произойдет, если кислород попытается воздействовать с хромом? Вот наша TIGгорелка. На ней стоит газовая линза и вольфрамовый электрод, который выступает примерно на полсантиметра. Это будет нашим стандартом. Я также буду использовать хорошую газовую защиту. Материал установлен и закреплен по обоим концам. При сварке я буду постоянно добавлять присадочный металл. Закончив свою работу, я переверну деталь, и вы увидите глубину проплавления.
Если я буду использовать газовую защиту с обратной стороны шва или проведу продувку, то сварка с обратной стороны будет выглядеть просто замечательно. Если же вы не пользуетесь газовой защитой с обратной стороны, то вы обнаружите, что сварка идет тяжелее. На обратной стороне шва будут образовываться оксиды. Эти оксиды обязательно сократят срок службы вашей сварки. Если вы, к примеру, варите детали дорогой выхлопной системы гоночного автомобиля, то в этом случае ваша сварка прослужит намного меньше. Впрочем, как и во всех остальных случаях.
Итак, подведем итог: нержавеющая сталь – это отличный материал, который подходит для многих целей и является простым в работе. Сейчас мы приступим. Первую половину этой пластины я проварю без газовой защиты с обратной стороны шва, а вторую с защитой.
Итак. Дуга разгорается очень чисто. Вы видите эту ванну, она по-настоящему яркая. Я понемногу добавляю присадочный металл. Вижу, как ванна начинает проникать в металл. Напоминаю, что эта сварка производится без газовой защиты с обратной стороны. По всей вероятности, на обратной стороне будут оксиды. Немного позже я вам их покажу. Верхняя же сторона варится достаточно хорошо. Заканчиваю сварку. Сейчас я уменьшаю силу тока и проверяю, чтобы кратер был правильно заварен. Вот и все.
ОК, дуга разгорается, образовывается ванна. Отличная чистая сварка. В данном случае на обратной стороне производится поддув аргоном. Сварка выходит намного чище, и мне также намного легче ее контролировать. Я знаю, что в работе не будет никаких сюрпризов. Немного присадочного металла. Очень стабильная и яркая сварка. Скоро я закончу – надо сначала только убедиться, что я не сделаю кратер, и добавить немного еще присадочного металла в самом конце. Как вы видите, я использую диаметр присадочной проволоки 1,2 мм, материал 308L. Я прекращаю варить, уменьшая понемногу силу тока. Вот так.
Давайте посмотрим на то, что у нас получилось. Вот здесь мы добавляли присадочный металл. Мы использовали аргон и не использовали продувку. Вы наверно заметили, что здесь что-то вроде лини ожога. Грязной линии. Перейдем же к этой сварке. Мы использовали одновременно газ и продувку. Здесь тоже есть такая линия. Мы позже избавимся от нее. Сейчас мы просто сравниваем сварку с продувкой и без нее. Сейчас я переверну деталь, и вы сразу увидите разницу. Вот здесь много оксидов. Задняя сторона проварена плохо. Из-за этих оксидов хрома будут образовываться трещины. С такой сваркой вам не получить хорошего качества, не важно, варите ли вы выхлопную систему или что-то другое. Она просто не будет такой же долговечной как вот эта. Вы видите, что здесь мы получили отличное проплавление. Существует много видов продувки. Мы обсудим их в следующих выпусках.
Вот и все на сегодня. Спасибо за то, что смотрели «Время сварки». Я мистер ТИГ. Подписывайтесь на видеоканал – Смарт Техникс и следите за новыми роликами!
www.smart2tech.ru
Время сварки@6 - TIG сварка нержавеющей стали для начинающих
В новом эпизоде «Время сварки@6 - TIG сварка нержавеющей стали для начинающих» вы узнаете основы сварки нержавеющей стали. Сначала узнайте простой способ, как определить, с каким материалом вы работаете: нержавеющая сталь или обычная сталь.
Зная марку материала, вы сможете выбрать правильный присадочный металл. Чтобы сделать это, вы можете скачать график выбора присадочного металла. Также в этом эпизоде вы увидите разницу сварки нержавеющей стали с продувкой с обратной стороны шва и без неё.
Добро пожаловать на «Время сварки»! Я мистер ТИГ.
Наш сегодняшний выпуск – это первое из серии видео, посвященных сварке нержавеющей стали. Итак, что такое нержавеющая сталь, и чем она отличается от обычной стали? По определению ясно, что она содержит в своем составе хром. Для получения нержавеющей стали берется обычная мягкая сталь и к ней добавляется около 12% хрома, вследствие чего она становится тверже и получает защиту от коррозии. С такой сталью даже проще работать, если вы, конечно, свариваете ее правильно.
При работе с нержавеющей сталью легко контролировать размер сварочной ванны, она очень хорошо просматривается, и вы всегда знаете, на какую глубину добавлять присадочный материал. Нужно сказать, что существует огромное количество видов нержавеющей стали. Мы составили специальную таблицу с рекомендациями по работе с каждым из них. Вот эта таблица. Я хочу выбрать несколько вариантов. Здесь целый список. Тут есть 304, 310, 316, 321 сталь. Эта таблица большая. Сейчас мы рассмотрим, как выбрать сталь для вашей работы. Начнем мы с самого распространенного варианта. Эту сталь обычно называют 304. Необходимо отметить, что в нашей таблице также представлены рекомендации по использованию присадочных металлов к каждому наименованию стали. Я выберу несколько вариантов. Мы будем сваривать нержавеющую сталь 304 с 304 . Таблица советует мне использовать материал 308L в качестве присадочного металла.
stainless_steel_welding_filler_metal_selection_chart.pdf
Кстати, вы также можете сваривать обычную сталь с нержавеющей. Просто посмотрите в таблицу, и увидите, какую использовать присадку. Так как это первое из этой серии видео, сегодня мы будем сваривать 304 сталь. Еще мы поговорим о том, как узнать, с нержавеющей ли сталью вы работаете. У вас может быть нержавеющая сталь, возможно это 304, но вы не уверены в этом на все 100 процентов. Хороший способ выяснить, нержавеющая ли у вас сталь – это проверить образец вашего металла на магнит.
У меня два образца. Один выглядит немного более блестящим, и, оттого, более похожим на нержавеющую сталь. Очень удобно проверять магнитом. Взять обычный магнит и посмотреть, притянет ли он образец. В данном случае магнит не притягивает. Это позволяет с большой вероятностью сказать, что здесь у нас нержавеющая сталь, в которой много хрома. Образец номер два может быть как нержавеющей, так и мягкой сталью. Давайте проверим. Итак, это обычная сталь. Это была быстрая проверка. Существует много других способов. Например, вы можете попробовать зачистить образцы, - наметанный глаз заметит разницу по искрам. Впрочем, магнит обычно является самым лучшим вариантом.
Один из моментов, на который мне нужно обратить внимание – это хром. После того, как вы приступите к работе, и у вас образуется сварочная ванна, что произойдет, если кислород попытается воздействовать с хромом? Вот наша TIGгорелка. На ней стоит газовая линза и вольфрамовый электрод, который выступает примерно на полсантиметра. Это будет нашим стандартом. Я также буду использовать хорошую газовую защиту. Материал установлен и закреплен по обоим концам. При сварке я буду постоянно добавлять присадочный металл. Закончив свою работу, я переверну деталь, и вы увидите глубину проплавления.
Если я буду использовать газовую защиту с обратной стороны шва или проведу продувку, то сварка с обратной стороны будет выглядеть просто замечательно. Если же вы не пользуетесь газовой защитой с обратной стороны, то вы обнаружите, что сварка идет тяжелее. На обратной стороне шва будут образовываться оксиды. Эти оксиды обязательно сократят срок службы вашей сварки. Если вы, к примеру, варите детали дорогой выхлопной системы гоночного автомобиля, то в этом случае ваша сварка прослужит намного меньше. Впрочем, как и во всех остальных случаях.
Итак, подведем итог: нержавеющая сталь – это отличный материал, который подходит для многих целей и является простым в работе. Сейчас мы приступим. Первую половину этой пластины я проварю без газовой защиты с обратной стороны шва, а вторую с защитой.
Итак. Дуга разгорается очень чисто. Вы видите эту ванну, она по-настоящему яркая. Я понемногу добавляю присадочный металл. Вижу, как ванна начинает проникать в металл. Напоминаю, что эта сварка производится без газовой защиты с обратной стороны. По всей вероятности, на обратной стороне будут оксиды. Немного позже я вам их покажу. Верхняя же сторона варится достаточно хорошо. Заканчиваю сварку. Сейчас я уменьшаю силу тока и проверяю, чтобы кратер был правильно заварен. Вот и все.
ОК, дуга разгорается, образовывается ванна. Отличная чистая сварка. В данном случае на обратной стороне производится поддув аргоном. Сварка выходит намного чище, и мне также намного легче ее контролировать. Я знаю, что в работе не будет никаких сюрпризов. Немного присадочного металла. Очень стабильная и яркая сварка. Скоро я закончу – надо сначала только убедиться, что я не сделаю кратер, и добавить немного еще присадочного металла в самом конце. Как вы видите, я использую диаметр присадочной проволоки 1,2 мм, материал 308L. Я прекращаю варить, уменьшая понемногу силу тока. Вот так.
Давайте посмотрим на то, что у нас получилось. Вот здесь мы добавляли присадочный металл. Мы использовали аргон и не использовали продувку. Вы наверно заметили, что здесь что-то вроде лини ожога. Грязной линии. Перейдем же к этой сварке. Мы использовали одновременно газ и продувку. Здесь тоже есть такая линия. Мы позже избавимся от нее. Сейчас мы просто сравниваем сварку с продувкой и без нее. Сейчас я переверну деталь, и вы сразу увидите разницу. Вот здесь много оксидов. Задняя сторона проварена плохо. Из-за этих оксидов хрома будут образовываться трещины. С такой сваркой вам не получить хорошего качества, не важно, варите ли вы выхлопную систему или что-то другое. Она просто не будет такой же долговечной как вот эта. Вы видите, что здесь мы получили отличное проплавление. Существует много видов продувки. Мы обсудим их в следующих выпусках.
Вот и все на сегодня. Спасибо за то, что смотрели «Время сварки». Я мистер ТИГ. Подписывайтесь на видеоканал – Смарт Техникс и следите за новыми роликами!
www.smart2tech.ru