Диаметр сверла под резьбу м6 (рекомендации). Сверло под м6
Как подобрать сверло под метчик: параметры
При работах с металлом часто возникает необходимость не только его паять, но и сверлить. В этом случае огромную роль играют правильные инструменты, и насколько они подходят друг к другу. И вот тут возникает момент, как подобрать сверло под метчик, чтобы работа была качественной.
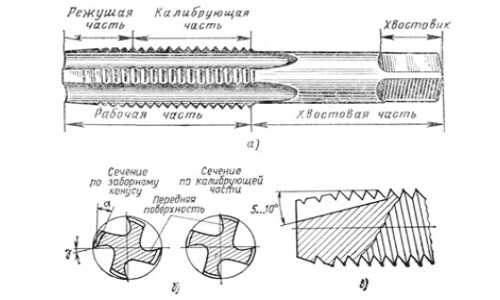
Схема метчика.
Но сначала разберем каждый инструмент по отдельности.
Сверла: их предназначение и разновидности
Сверло — это универсальный инструмент, так как используется повсеместно. Смотря с каким материалом иметь дело, можно использовать конический, спиральный, центровочный или перьевой вид.
Самым распространенным вариантом являются спиральные сверла. При помощи их создаются глубокие отверстия, а при самом рабочем процессе конструкция детали позволяет извлекать отработанную стружку, что помогает не засорять рабочую поверхность.
Если необходимо обработать центровые отверстия, то выбирают центровочный тип. Могут быть двухсторонними с «хвостиком» или с предохранительным конусом.
Нарезание резьбы метчиком.
Когда предполагается сверление труб, стальных листов или пластика, то лучше всего использовать конические модели. Кроме сверления, такое устройство осуществляет зачистку от заусенец и разрабатывает различные отверстия. За счет такого наконечника отсутствует проскальзывание изделия.
А вот для работ, связанных с древесиной, подбор сверла осуществляется в сторону цилиндрических вариантов. Оно поможет просверлить отверстия под шарниры при сборке мебели, к тому же есть возможность делать глухие отверстия с большим значением сечения.
Отдельно стоит отметить изделия, которые предназначены под резьбу, то есть в отверстия после них можно спокойно закручивать винты. Хотя аналогичным инструментом с таким предназначением является еще и метчик. Но это не значит, что они несопоставимы. Как раз под метчик и подбираются сверла соответствующих диаметров.
Вернуться к оглавлению
Использование метчика: особенности
Набор металлорежущего инструмента: а — сверла, б — зенкеры, в — развертки, г — метчики, д — плашки.
Метчик — режущий инструмент, посредством которого создаются отверстия с внутренней резьбой. Своего рода он выполняет функцию резьбонарезания.
Конструкция метчика представляется двумя частями: нарезающей и хвостовой. Первая часть имеет калибрующий и заборный фрагмент. «Хвостик» же предназначен для закрепления в патроне. При помощи рабочей части (винта с канавками) как раз и происходит сверление отверстия, в то время как заборная осуществляет насечку резьбы, а за счет калибрующей части происходит зачистка отверстия.
Резка материала происходит посредством режущих перьев, которые располагаются на резьбовой части метчика.
Канавки на основании помогают выводить отработанный материал. Некруглая форма задней части способствует тому, что детали избегают трения.
Метчиком можно выполнить трапецеидальную, метрическую, трубную и цилиндрическую резьбу. Такой процесс осуществим как руками, так и при помощи станков. В зависимости от назначения резьбу делают за один, два или четыре раза. На этот момент влияют:
- тип отверстия;
- шаг резьбы;
- необходимая шероховатость;
- механические свойства обрабатываемого металла.
Если необходимо работать с крупной резьбой, то подберите несколько метчиков. Ориентируясь на вид работы, инструмент может быть:
Рекомендуемые значения диаметров отверстий и стержней.
- Машинно-ручным или просто машинным. Соответственно, его используют при ручной или машинной резьбе. В таком случае подбор осуществляется среди таких видов: прямого, винтового или с укороченными канавками, через которые выводится стружка.
- Гаечные. Предназначаются для работ под гайки. Для подбора метчика обращают внимание на прямые модели или с изогнутым «хвостиком», на удлиненные.
- С вырезанной ниткой. Такой используется в обработке листовых деталей или при работе с пластичным металлом.
- Слесарные. Основное предназначение — ручная нарезка. Они являются элементом комплекта, в который входят чистовой, черновой и средний метчик. Черновой используется, если точность нарезки не принципиальна, средний — корректирует ее, а чистовой завершает всю работу. Выбор такого метчика рационален в случае, когда необходима резьба диаметром от 0,8 до 1,8 см.
- Конические. Заборная часть оснащена не полной резьбой, а вот калибрующая — полной. При помощи такого вида резьба наносится на сквозные отверстия.
- Плошечные. Заборный конус имеет большой размер. Используются для создания предварительной резьбы в плашках.
- Маточные. Имеют спираль с правой стороны в канавках. При их помощи в резьба зачищается.
- Бесканавочные. Приемный конус имеет более короткое основание, а также отсутствуют продольные канавки. Используя такой вид, производительность повышается, а сам инструмент реже ломается.
- Комбинированные. Посредством «шейки» соединяются две части — черновая и чистовая. При помощи использования такого метчика время на выполнение работ по резьбе значительно сокращается. Одним из таких примеров можно назвать сверло-метчик. Им можно выполнять и сверление, и нарезание.
- Специальные. Это инструменты узкой направленности. Сюда относят насадной, корабельный и тандем-метчик.
Вернуться к оглавлению
Параметры подбора сверла под метчик
Сверло-метчик — это такой инструмент, который помогает осуществить две операции одновременно: сверление отверстия и нарезания внутренней резьбы на нем.
Для того чтобы качественно осуществить всю работу, следует правильно подобрать сверло. На этот выбор во многом влияет необходимый диаметр отверстия и шаг.
Есть стандартная резьба, от которой отталкиваются при подборе сверл:
- размер нарезки М2, ориентировочный интервал — 0,45, значит, необходимый диаметр сверла — 1,5 мм;
- М3, ориентировочный интервал — 0,5, диаметр сверла — 2,5 мм;
- М4, интервал — 0,7, необходимый диаметр — 3,3 мм;
- М5, ориентировочный интервал — 0,8, необходимое сечение — 4,2 мм;
- М6, интервал — 1, необходимое сечение — 5 мм;
- М7, ориентировочный — 1,25, сечение — 6 мм;
- М8, ориентировочный — 1,25, диаметр — 6,7-6,8 мм;
- М9, ориентировочный интервал — 1,25, необходимое сечение — 7,7-7,8 мм;
- М10, ориентировочный интервал — 1,5, диаметр — 8,5 мм;
- М11, шаг — 1,5, необходимое сечение — 9,5 мм;
- М12, интервал — 1,75, сечение — 10,2-10,3 мм;
- М14, интервал — 2, сечение — 1,2 см;
- М16, шаг — 2, сечение — 1,4 см;
- М18, ориентировочный шаг -2,5, сечение- 15,5 см;
- М20, интервал — 2,5, необходимое сечение — 17,5 см;
- М22, интервал — 2,5, необходимое сечение — 19,5 см;
- М24, ориентировочный интервал -3, значение должно быть — 21 см;
- М27, шаг — 3, необходимое значение — 2,4 мм;
- М30, интервал — 3,5, параметр — 26,5 см;
- М33, шаг — 3,5, необходимый параметр — 29,5 см;
- М36, ориентировочный — 4, необходимое сечение — 32 мм.
Кроме вышеприведенных стандартных требований, могут возникать моменты, когда все-таки приходится отклонять от них.
moiinstrumenty.ru
Диаметр сверла под резьбу м6 (рекомендации) — Немного о ремонте и строительстве
Оглавление: Виды инструмента Подбор инструментов для работы Советы по исполнению работ Внутренние метрические резьбы, каковые нарезаются метчиками ручным либо машинным способом, имеют определенные параметры.
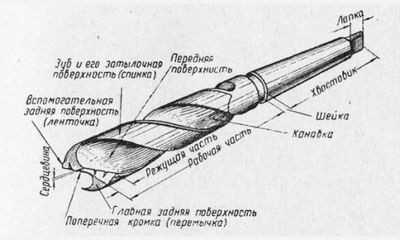
Схема устройства сверла.
Но легко знать эти параметры не хватает, необходимо верно подобрать сверло по диаметру для будущей резьбы и мочь просверлить под нее металл. Виды инструмента Сверла как инструмент для исполнения отверстий в материалах разного состава и твердости производятся различных видов: Виды сверл: а — спиральное бесцентровое, б — спиральное с центром и подрезателями, в — спиральное с винтовым центром, г — перовое центровое, д — центровое, е — буравчик, ж — раззенковка, з — пазовое, и — пробочное.
Цилиндрические спиральные — самый популярный вид инструмента. Используются для сверления многих разных материалов, начиная от изделий из древесины и заканчивая разными марками сталей.
Инструмент, прекрасно зарекомендовавший себя еще со времен СССР, выполнен из быстрорежущей стали марки Р6М5 либо Р18. Сверло из стали Р18 (в народе — рапид) имеет большой показатель твердости и есть весьма качественным, лишь отыскать его в продаже стало проблематично.
На данный момент показались изделия с маркировкой HSS, но они существенно уступают советским по рабочим чертям и, в большинстве случаев, изготавливаются в Китае. Цилиндрические спиральные с напылением либо напайками из жёстких материалов.
В случае если инструмент желтого цвета, то он имеет напыление из титаного сплава, это не усиливает его характеристики, а просто позволяет продолжить долговечность рабочей части. С той же целью производятся сверла с воронением, они имеют черный цвет.
Для обработки жёстких материалов либо легированных и закаленных сталей используются изделия с напайками из жёсткого сплава вольфрама с кобальтом ВК-9 либо ВК-10 (в народе — победитовые). Кобальт возможно введен в качестве легирующего элемента в состав быстрорежущей стали сверла, маркировка для того чтобы изделия — Р6М5К5.
Ступенчатые инструменты предназначены для исполнения отверстий в материалах маленькой толщины, к примеру, для листового металла. Одно такое изделие может просверлить пара отверстий различных диаметров в зависимости от количества ступеней на нем.
Кольцевые сверла используются для исполнения отверстий громадного диаметра с низкими требованиями к точности. Рабочая часть для того чтобы инструмента — коронка, которая «вгрызается» в материал, в нее — пустота.
Изделия весьма распространены в строительных работах, употребляются для обработки камня либо бетона. Плоские инструменты смогут употребляться лишь для изделий и сверления древесины из нее. зенковки и Центровки.
Первые помогают для исполнения углубления в металле, которое задаст верное направление рабочей части простого сверла. Зенковка нужна для обработки краев готовых отверстий (снятия фасок, заусенцев, исполнение потайных углублений для головки винта).
Возвратиться к оглавлению Подбор инструментов для работы Рекомендуемые значения стержней и диаметров отверстий. Значительно чаще для сверления отверстий под разные резьбы берут простые цилиндрические инструменты нужного диаметра.
Дабы выяснить, какого именно диаметра необходимо забрать сверло под внутреннюю резьбу, необходимо знать ее параметры: шаг и диаметр витков. К примеру, маркировка М6 х 1 свидетельствует, что это метрическая резьба диаметром 6 мм с шагом витков 1 мм, соответственно, подбирать инструмент для исполнения отверстия и метчик для нарезания.
Формула вычисления диаметра отверстия такая: Dр — b = do В данной формуле: Dр — диаметр резьбы, мм; b — ход витков, мм; do — диаметр отверстия. Под М6 х 1 необходимо просверлить отверстие: 6 — 1 = 5 мм.
Приведенная формула настояща для метрической резьбы с любым шагом витков. Для упрощения подбора диаметров отверстий в Таблице 1 указаны их значения для стандартного последовательности метрической резьбы.
Таблица 1 Параметры метрическойрезьбы М 1 М 2 М 3 М 4 М 4,5 М 5 М 6 М 8 М 10 do, мм 0,75 1,6 2,5 3,3 3,8 4,2 5,0 6,75 8,5 Параметры метрическойрезьбы М 12 М 14 М 16 М 18 М 20 М 22 М 24 М 27 М 30 do, мм 10,2 12,0 14,0 15,4 17,4 19,4 20,9 23,9 26,4 Таблица 2 Диаметр сверла, мм 5 10 25 50 Величина разбивки, мм 0,08 0,12 0,2 0,28 Инструмент любого размера мало разворачивает отверстие, в следствии чего в действительности оно получается пара большего диаметра. Для примера кое-какие показатели повышения размера отверстий возможно заметить из Таблицы 2. Возвратиться к оглавлению Советы по исполнению работ Схема сверления металла.
В совершенном случае работы по сверлению оптимальнее делать на особом станке, тогда возможно нужное значение диаметра из Таблицы 1. Но для того чтобы рода оборудование имеется далеко не у всех, исходя из этого значительно чаще сверлить металл приходится посредством простой ручной дрели. В этом случае стоит придерживаться некоторых рекомендаций: Инструмент должен быть верно заточен и не иметь отклонений от продольной оси (биения).
Угол заточки зависит от твердости обрабатываемого материала, чем жёстче металл, что необходимо просверлить, тем больший угол режущей части необходимо соблюсти. Наряду с этим его значение не имеет возможности быть больше 140?.
Как бы вы ни старались прочно и с уверенностью держать дрель в ходе сверления, разбивка отверстия будет выше, чем если бы эти работы выполнялись на станке. Значения разбивки, приведенные в Таблице 2, точно будут превышены в случае если сверлить металл дрелью.
В следствии этого резьбовые витки в профиле будут иметь вид скошенного конуса, а он должен быть остроконечным. В таком соединении будет повышенный люфт, надежность его вызывающа большие сомнения.
Чтобы не было таковой ситуации направляться для исполнения отверстия принимать сверло на 0,1 мм меньше, чем указано в Таблице 1. Эта самая десятая часть мм и уйдет на разбивку. Быть может, при нарезании метчик будет идти не весьма легко, но в случае если делать работу бережно, то резьба окажется полноценной и люфт в соединении исключается.
Перед тем как сверлить металл, необходимо произвести разметку и узнать правильное местонахождение отверстия. После этого это место нужно накернить, сделав достаточно глубокую насечку, в противном случае в начале сверления инструмент будет «гулять» по поверхности подробности.
В совершенстве оптимальнее углубить насечку центровкой, которая сделает в металле маленькое глухое отверстие, сверло из него никуда не уйдет. Обрабатываемая подробность должна быть прекрасно закреплена в эргономичном положении.
В случае если вам комфортно трудиться в положении стоя, держа дрель горизонтально, подробность направляться прочно зафиксировать в тисках. При в то время, когда это сделать нереально, ее лучше положить на горизонтальную поверхность невысоко над полом и закрепить посредством струбцины.
Сверлить возможно вертикально, сверху вниз, наставив сверло в намеченное место. На протяжении работы инструмент требует смазки.
оптимальнее для данной цели подойдет кусочек ветхого свиного сала, необходимо включить дрель и загрузить в него финиш сверла на ходу. В случае если сало отсутствует, возможно воспользоваться солидолом либо второй густой смазкой.
На протяжении работы с вязкими либо жаропрочными марками сталей (нержавейка, медь), в качестве смазки нужно использовать машинное масло. Обороты вращения патрона должны быть как возможно меньше.
Точно многие сталкивались с обстановкой, в то время, когда пройдя несколько мм, процесс останавливался, сверло вращалось на одном месте. Наряду с этим визуальное изучение его кромок показывало, что инструмент не затупился.
Обстоятельство в другом: перегретая на высоких оборотах режущая кромка сверла теряет собственную твердость и не в состоянии совладать с металлом. В случае если продолжать в том же духе, рабочая часть инструмента «оближется», это исправить уже сложнее.
В любом случае потребуется перезаточка. Схема метчика. Не пробуйте просверлить с первого же раза отверстие громадного диаметра, в большинстве случаев, для ручных дрелей неудобства начинаются с размера 10 мм.
Лучше сперва выполнить отверстие малого диаметра (3-4 мм), а позже его рассверлить до нужного. Время от времени это приходится делать и в три приема. При рассверливании необходимо быть внимательным в тот момент, в то время, когда сверло выходит наружу иначе.
Появляется резкое сопротивление последнего слоя металла под режущей кромкой, необходимо прочно держать дрель двумя руками, в противном случае ее может провернуть и просто вырвать у вас из рук. Исполнение отверстий под метрическую резьбу — дело несложное, но требующее аккуратности и внимания.
В этом окажет помощь верно подобранный приспособления и инструмент.
Размеры свёрл под резьбу
Вы прочитали статью, но не прочитали журнал…
stonemoscow.ru
Сверло под м6 — studvesna73.ru
Таблица 1. Соответствие диаметров резьбы и подготовительного отверстия
Перед началом работы метчик вставляют в квадратный хвостовик — вороток. Воротки могут быть обычными или с трещоткой. Резьба выполняется аккуратно, первый проход делают метчиком №1 до конца. Особое внимание необходимо обратить на направление движения: только по часовой стрелке, при этом необходимо приложить некоторое усилие. Выполняется так: 1\2 оборота по ходу чередуется с 1\4 оборота против хода винта для разрушения стружки.
Резьба в дюймах
Таблица 2. Диаметры отверстия под дюймовые резьбы
Пара капель смазки значительно облегчают работу над глухими резьбовыми отверстиями. Хотя иногда используют в качестве смазки машинное масло, для работы со сталью оптимальна олифа. С алюминиевыми сплавами предпочтительнее использовать керосин, спирт или скипидар. Можно применять и техническое масло, но с меньшим эффектом.
Самодельный метчик для алюминиевых сплавов
Для создания внутренних резьб в латунных или легкосплавных деталях можно использовать самодельный инструмент и свёрла из обычного набора. Подойдет калиброванная стальная проволока. С помощью плашки на ней нарезается внешняя резьба, после чего заготовка закаляется. После закалки необходимо отпустить деталь до цвета спелой соломы. Режущие кромки затачиваются с помощью бруска или точила, предварительно зажав деталь в цанговый патрон .
Видео о том, как нарезается внутренняя резьба:
Полный ГОСТ по диаметрам отверстий под нарезание метрической резьбы
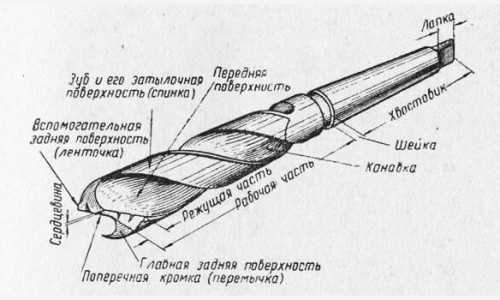
Схема устройства сверла.
Однако просто знать эти параметры недостаточно, нужно правильно подобрать сверло по диаметру для будущей резьбы и уметь просверлить под нее металл.
Виды инструмента
Сверла как инструмент для выполнения отверстий в материалах различного состава и твердости производятся разных видов:
Виды сверл: а — спиральное бесцентровое, б — спиральное с центром и подрезателями, в — спиральное с винтовым центром, г – перовое центровое, д — центровое, е — буравчик, ж – раззенковка, з — пазовое, и — пробочное.
- Цилиндрические спиральные – самый распространенный вид инструмента. Применяются для сверления широкого спектра различных материалов, начиная от изделий из древесины и заканчивая различными марками сталей. Инструмент, хорошо зарекомендовавший себя еще со времен СССР, выполнен из быстрорежущей стали марки Р6М5 или Р18. Сверло из стали Р18 (в народе – рапид) имеет высокий показатель твердости и является очень качественным, только найти его в продаже стало проблематично. В настоящее время появились изделия с маркировкой HSS, но они значительно уступают советским по рабочим характеристикам и, как правило, изготавливаются в Китае.
- Цилиндрические спиральные с напылением или напайками из твердых материалов. Если инструмент желтого цвета, то он имеет напыление из титана, это не улучшает его характеристики, а просто позволяет продлить долговечность рабочей части. С той же целью производятся сверла с воронением, они имеют черный цвет. Для обработки твердых материалов или легированных и закаленных сталей применяются изделия с напайками из твердого сплава вольфрама с кобальтом ВК-9 или ВК-10 (в народе – победитовые). Кобальт может быть введен в качестве легирующего элемента в состав быстрорежущей стали сверла, маркировка такого изделия – Р6М5К5.
- Ступенчатые инструменты предназначены для выполнения отверстий в материалах небольшой толщины, например, для листового металла. Одно такое изделие может просверлить несколько отверстий разных диаметров в зависимости от количества ступеней на нем.
- Кольцевые сверла применяются для выполнения отверстий большого диаметра с невысокими требованиями к точности. Рабочая часть такого инструмента – коронка, которая «вгрызается» в материал, внутри нее – пустота. Изделия очень распространены в строительстве, используются для обработки камня или бетона.
- Плоские инструменты могут использоваться только для сверления древесины и изделий из нее.
- Центровки и зенковки. Первые служат для выполнения углубления в металле, которое задаст правильное направление рабочей части обычного сверла. Зенковка нужна для обработки краев готовых отверстий (снятия фасок, заусенцев, выполнение потайных углублений для головки винта).
Вернуться к оглавлению
Подбор инструментов для работы
Рекомендуемые значения диаметров отверстий и стержней.
Чаще всего для сверления отверстий под различные резьбы берут обычные цилиндрические инструменты необходимого диаметра. Чтобы определить, какого диаметра нужно взять сверло под внутреннюю резьбу, нужно знать ее параметры: диаметр и шаг витков. Например, маркировка М6 х 1 означает, что это метрическая резьба диаметром 6 мм с шагом витков 1 мм, соответственно, подбирать инструмент для выполнения отверстия и метчик для нарезания. Формула вычисления диаметра отверстия такая:
Под М6 х 1 нужно просверлить отверстие: 6 – 1 = 5 мм. Приведенная формула действительна для метрической резьбы с любым шагом витков. Для упрощения подбора диаметров отверстий в Таблице 1 указаны их значения для стандартного ряда метрической резьбы.
Инструмент любого размера немного разворачивает отверстие, в результате чего на самом деле оно получается несколько большего диаметра. Для примера некоторые показатели увеличения размера отверстий можно увидеть из Таблицы 2.
Вернуться к оглавлению
Рекомендации по выполнению работ
Схема сверления металла.
В идеальном случае работы по сверлению лучше всего выполнять на специальном станке, тогда можно просто принимать необходимое значение диаметра из Таблицы 1. Однако такого рода оборудование есть далеко не у всех, поэтому чаще всего сверлить металл приходится с помощью обычной ручной дрели. В этом случае стоит придерживаться некоторых рекомендаций:
- Инструмент должен быть правильно заточен и не иметь отклонений от продольной оси (биения). Угол заточки зависит от твердости обрабатываемого материала, чем тверже металл, который нужно просверлить, тем больший угол режущей части нужно соблюсти. При этом его значение не может превышать 140⁰.
- Как бы вы ни старались крепко и уверенно держать дрель в процессе сверления, разбивка отверстия будет выше, чем если бы эти работы выполнялись на станке. Значения разбивки, приведенные в Таблице 2, наверняка будут превышены если сверлить металл дрелью. В результате этого резьбовые витки в профиле будут иметь вид скошенного конуса, а он должен быть остроконечным. В таком соединении будет повышенный люфт, надежность его сомнительна. Во избежание такой ситуации следует для выполнения отверстия принимать сверло на 0,1 мм меньше, чем указано в Таблице 1. Эта самая десятая доля мм и уйдет на разбивку. Возможно, при нарезании метчик будет идти не очень легко, но если выполнять работу аккуратно, то резьба получится полноценной и люфт в соединении исключается.
- Перед тем как сверлить металл, нужно произвести разметку и выяснить точное местонахождение отверстия. Затем это место надо накернить, сделав достаточно глубокую насечку, иначе в самом начале сверления инструмент будет «гулять» по поверхности детали. В идеале лучше всего углубить насечку центровкой, которая сделает в металле небольшое глухое отверстие, сверло из него никуда не уйдет.
- Обрабатываемая деталь должна быть хорошо закреплена в удобном положении. Если вам удобно работать в положении стоя, держа дрель горизонтально, деталь следует прочно зафиксировать в тисках. В случае когда это сделать невозможно, ее лучше положить на горизонтальную поверхность невысоко над полом и закрепить с помощью струбцины. Сверлить можно вертикально, сверху вниз, наставив сверло в намеченное место.
- Во время работы инструмент требует смазки. Лучше всего для этой цели подойдет кусочек старого свиного сала, нужно включить дрель и погрузить в него конец сверла на ходу. Если сало отсутствует, можно воспользоваться солидолом или другой густой смазкой. Во время работы с вязкими или жаропрочными марками сталей (нержавейка, медь), в качестве смазки надо применять машинное масло.
Обороты вращения патрона должны быть как можно меньше. Наверняка многие сталкивались с ситуацией, когда пройдя пару мм, процесс останавливался, сверло вращалось на одном месте. При этом визуальное изучение его кромок показывало, что инструмент не затупился.
Причина в другом: перегретая на высоких оборотах режущая кромка сверла теряет свою твердость и не в состоянии справиться с металлом. Если продолжать в том же духе, рабочая часть инструмента «оближется», это исправить уже сложнее. В любом случае потребуется перезаточка.
Не пытайтесь просверлить с первого же раза отверстие большого диаметра, как правило, для ручных дрелей неудобства начинаются с размера 10 мм. Лучше сначала выполнить отверстие малого диаметра (3-4 мм), а потом его рассверлить до необходимого. Иногда это приходится делать и в три приема. При рассверливании нужно быть внимательным в тот момент, когда сверло выходит наружу с другой стороны. Возникает резкое сопротивление последнего слоя металла под режущей кромкой, нужно крепко держать дрель двумя руками, иначе ее может провернуть и просто вырвать у вас из рук.
Выполнение отверстий под метрическую резьбу – дело несложное, но требующее внимания и аккуратности.
В этом поможет правильно подобранный инструмент и приспособления.
Многие из вас сталкивались с нарезанием внутренней резьбы с помощью метчика и у многих возникал вопрос — какого диаметра должно быть сверло под резьбу, к примеру М8 или М10. Ведь при нарезке резьбы первоначальной задачей становится сверление отверстия подходящего диаметра, чтобы метчик резал металл не слишком туго и в то же время не болтался. Поэтому расскажу, как можно самому высчитать правильный диаметр сверла под любую метрическую резьбу.
На самом деле все просто, как вы знаете, параметров резьбы всего 2: это диаметр и шаг. Еще можно заметить(для тех кто не знает), что резьба бывает стандартная(со стандартным шагом) и любая другая. К примеру, стандартная резьба для 10 мм — это 1.5мм, то есть М10*1.5. Но ведь встречается довольно часто резьба 10*1.25 и 10*1. Буква М на резьбе означает, что резьба метрическая. А бывает еще трубная(читать про трубные плашки ). Ну а в этой статье мы разберем все нюансы нарезания метрической резьбы и конечно же узнаем, как вычислить диаметр сверла под резьбу.
Значит, как я уже говорил, в основу расчетов берем диаметр и шаг. Просто вычитаем из диаметра шаг резьбы и полученная цифра будет диаметром требуемого сверла. Давайте посчитаем диаметр сверла под резьбу М8(стандартная).
8 минус 1.25(стандартный шаг) получаем 6.75 мм — именно такое сверло нужно, чтобы нарезать резьбу М8. А например, резьба 8*1 — сверло получится диаметром 7 мм. Надеюсь, все понятно. Также предоставлю вам нужную табличку стандартных резьб(то есть вы сможете узнать, какой шаг стандартный у определенного диаметра) и диаметр сверл для них.
Таблица стандартной резьбы и диаметр сверла для них.
сверло под резьбу
Еще на заметку: Марки стали сверл — какие лучше?
Помимо стандартной резьбы встречаются шаги 0.75(для мелких резьб до М10), 1 мм, 1.25 мм, 2 мм(у крупных метчиков и плашек).
Надеюсь, данная статья помогла вам самостоятельно рассчитать требуемый диаметр сверла под нарезаемую резьбу. Кстати, резьбу нарезайте не «на сухую», а подливайте машинного или бытового масла. Это снизит нагрузку на метчик-плашку, да и резать так гораздо легче.
Еще статьи по теме:
Навигация по справочнику TehTab.ru:главная страница / / Техническая информация / / Оборудование — стандарты, размеры / / Элементы трубопроводов. Фланцы, резьбы, трубы, фитинги. / / Резьбы. Метрическая резьба — размеры, таблицы. Дюймовые резьбы — размеры, таблицы. Таблицы соответствия резьб./ / Таблица диаметров отверстий под нарезание резьбы М1-М68 и резьбы с мелким шагом M2х0,25 — М64х4
Таблица диаметров отверстий под нарезание резьбы М1-М68 и резьбы с мелким шагом M2х0,25 — М64х4
ММетрическая по ISO — резьба с крупным шагом 6Н (5Н) 1
MFМетрическая по ISO — Резьба с мелким шагом 6Н (4Н) 1
Чтобы нарезать внутреннюю резьбу метчиком. сначала необходимо просверлить отверстие определенного диаметра. В таблице указаны самые популярные резьбы и диаметры сверл, необходимые для сверления отверстий под резьбу.
Как найти какое сверло под резьбу без таблицы ?
Предположим, требуется нарезать резьбу М10х1.5.
- Узнаем номинальный диаметр резьбы: 10 мм.
- Узнаем номинальный шаг резьбы: 1.5 мм
- Вычитаем из первого значения второе: 10-1.5=8.5 мм
- Результат — 8.5 мм !
Усвоив этот метод можно легко и просто выбрать правильное сверло для нарезания резьбы.
Как использовать фильтр на сайте для выбора сверла под резьбу ?
В разделе Сверла по металлу реализован фильтр с параметром «Под резьбу», благодаря которому можно найти нужное сверло буквально в 2 клика мышки:
- Выбираем резьбу.
- Жмем «Применить».
- Получаем подходящие сверла.
Для каких материалов указаны значения в таблице ?
Указанные диаметры отверстий обеспечивают нарезание метрической резьбы в:
- сером чугуне
- сталях углеродистых обыкновенного качества
- сталях конструкционных качественных
- сталях конструкционных легированных
- сталях высоколегированных
- сплавах корозионностойких, жаростойких и жаропрочных
- сталях теплоустойчивых
- алюминиевых литейных сплавах
- меди
Полный список резьб и диаметров можно посмотреть в ГОСТ 19257-73 — официальном техническом документе со всеми нюансами и подробностями.
Перед тем, как приступить к работе рекомендуем озакомиться с практическими советами в статье Как правильно нарезать резьбу метчиком. А еще там можно найти подходящую СОЖ для разных материалов.
studvesna73.ru