Сварка аргоном своими руками. Как быстрее освоить процесс? Своими руками аргон сварка
Сварка аргоном нержавейки своими руками
Нержавеющая сталь широко используется в современной пищевой, химической и нефтеперерабатывающей промышленности. Без нержавейки не обходится ни одно производство современной посуды, медицинских инструментов или даже автобусных остановок. По этой причине каждый уважающий себя сварщик должен уметь работать с нержавейкой.

Существуют разные виды сварки нержавеющей легированной стали, но чаще всего для сварки нержавейки используется аргон и вольфрамовые стержни. Аргоновая сварка нержавейки очень популярна, поскольку не требует дорогостоящего оборудования.
Содержание статьи
Общая информация
Нержавеющая сталь — это металл, обладающий ярко выраженными антикоррозийными свойствами. Для потребителей это безусловный плюс, поскольку изделия из нержавейки при должном уходе способны прослужить долгие годы. Кроме того, в составе нержавейки присутствует хром, титан и никель, благодаря которым изделие приобретает улучшенные физико-механические свойства.

Также для нержавеющей стали характерен прекрасный внешний вид. Металл имеет ярко выраженный блеск, из-за чего изделия из нержавейки зачастую даже не красят. Именно по этой причине швы должны быть не только прочными, но и эстетичными. Но это лишь одно из требований.
Из-за антикоррозийных свойств, которые так любят потребители, многие сварщики отказываются работать с нержавейкой. А все потому, что эти самые свойства существенно усложняют сварку. Для сварки нержавейки важно знать и учитывать все эти особенности. О них мы поговорим далее. В этой статье мы постараемся раскрыть все нюансы, поскольку убеждены, что для обучения азов сварки нержавеющей стали недостаточно просто посмотреть пару видео в интернете.
Особенности сварки
Прежде всего вам нужно запомнить, что сварку усложняет не сама сталь, а добавки в виде хрома и никеля, которые используются при производстве металла. Нержавеющую сталь называют легированной и по сравнению со, скажем, низкоуглеродистой сталью у нержавейки теплопроводность в два раза меньше. Это первый нюанс. Именно из-за него у многих новичков не получается расплавить металл должным образом.
Это связано с тем, что для сварки стали необходима достаточно высокая температура (около 6000 градусов по Цельсию). Этой температуры достаточно, чтобы расплавить металл, но из-за низкой теплопроводности вся эта температура просто концентрируется в одной точке и плохо отводится. В итоге место сварки существенно перегревается и метал просто деформируется. Эта проблема решается путем установки тока на 15-20% меньше обычного значения.

Также нержавейка при сварке может сильно деформироваться просто из-за высокого коэффициента линейного расширения. Из-за этой особенности нередко образование трещин на готовых швах. Эта проблема решается просто. Нужно между деталями оставить небольшой деформационный зазор, чтобы после сварки детали расширились, и усадка была незначительной.
Еще при сварке нержавейки нужно четко соблюдать температурный режим. В противном случае металл потеряет все свои антикоррозийные свойства. Чтобы избежать перегрева нужно быстро охладить металл сразу после сварки.
Подготовка металла
Аргонодуговая сварка нержавеющей стали требует тщательной подготовки. Если проигнорировать этот этап вся ваша работа пойдет насмарку. При том что подготовка не требует каких-то особых манипуляций и, по сути, ничем не отличается от подготовки любого другого металла к сварке с применением аргона.

Для начала разделываем кромки. Затем зачищаем их металлической щеткой или шлифмашинкой до блеска. Далее обезжириваем металл, для этих целей можно использовать ацетон или бензин. Обезжиривание обеспечивает лучшую устойчивость дуги и позволяет работать быстрее.
Как мы писали выше, предусмотрите небольшой зазор между деталями, чтобы компенсировать возможные деформации. Не забывайте, что помимо подготовки самого металла нужно заранее выбрать все комплектующие.
Сварка в среде аргона предполагает использование присадочной проволоки. Обратите внимание, чтобы степень легированности у проволоки была выше, чем степень легированности у нержавеющей стали. Также выбирайте комплектующие от проверенных производителей, не гонитесь за слишком низкой или слишком высокой ценой. Если вы новичок, то спросите совета у своих коллег. Наверняка они уже имели дело со сваркой нержавейки и подскажут вам, где приобрести качественные расходники.
Технология аргонной сварки
Соединение аргоном нержавейки с применением проволоки требует от сварщика должного опыта. Но это не значит, что с работой не справится начинающий мастер. Перед началом работ потренируйтесь на ненужном куске металла и только затем приступайте к делу.
Зачастую с помощью аргона происходит сварка именно тонкого металла. Это связано с тем, что данный метод сварки позволяет выполнить работу очень аккуратно. Технология сварки легированной тонкой нержавейки аргоном начинается с выбора сварочного оборудования.
В большинстве случаев сварочный аппарат для нержавейки — это классический полуавтомат. Работать с ним непросто, но при частой практике швы получаются очень прочными и красивыми. Настройте аппарат. Мы рекомендуем прямую полярность, а вот род тока (переменный или постоянный) нужно подбирать индивидуально для каждого случая.
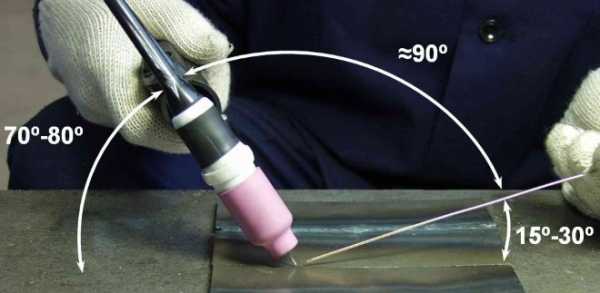
Сварка аргоном выполняется с использованием присадочной проволоки и вольфрамового электрода. Также один из ключевых элементов всей «цепочки» — газовая горелка. Через нее подается защитный газ аргон и в ней закреплен вольфрамовый электрод. Все движения горелкой осуществляются вручную. Горелку нужно вести вдоль оси сварного соединения, ни в коем случае не поперек.
Если вести горелку поперек, аргон просто не сможет защитить сварочную зону от негативного влияния кислорода. Впоследствии качество шва будет оставлять желать лучшего. Рекомендуем дополнительно защитить обратную сторону шва. Для этого подавайте еще одну струю аргона с обратной стороны сварки. Да, расход газа существенно увеличиться, но зато качество соединения будет на высочайшем уровне.
Сварка тонкой нержавейки также предполагает предварительное оплавление конца электрода. Это необходимо для того, чтобы не загрязнять поверхность стали. А мы помним, что красота нашей работы очень важна при сварке нержавейки. Дополнительно можно использовать специальные графитовые подкладки, чтобы разжечь дугу. Это также поспособствует улучшению внешнего вида швов.
Сварка нержавейки аргоном часто не получается просто из-за активного окисления металла или электрода. Эта проблема решается очень просто: после окончания работ не нужно прекращать подачу газа в сварочную ванну еще на протяжении 15-20 секунд. Не беспокойтесь о расходе газа, он несильно увеличится. Зато качество работ вас приятно удивит. Швы станут значительно крепче и не будут трескаться.
При сварке нержавейки следите за расходом газа. Расход аргона при сварке не должен превышать 15 литров в минуту, в идеале 12 литров. Но это жесткие рамки для профессиональных сварщиков. Если вы новичок, то не беспокойтесь о перерасходе. Со временем вы сможете уменьшить расход, поскольку ускорите свою работу.
Вместо заключения
Сварка аргоном нержавеющей легированной стали — не такой уж сложный процесс, как может показаться на первый взгляд. Главное — понимать все особенности технологии, выбрать качественный сварочный аппарат для продуктивной работы и не превышать расход аргона при сварке. Не забывайте о соблюдении техники безопасности и индивидуальных средствах защиты. Опытные мастера могут поделитесь в комментариях своим опытом сварки нержавейки. Поделитесь этой статьей в своих социальных сетях. Это будет полезно для всех начинающих сварщиков. Желаем удачи в работе!
[Всего голосов: 0 Средний: 0/5]svarkaed.ru
Аргонная сварка - выполнение своими руками

Часто при изготовлении ряда изделий возникает необходимость соединения различных цветных металлов, например, меди, алюминия, а так же легированных сталей. Выполнить подобные работы наиболее распространенными видами сварочных аппаратов – газовым и электродуговым не представляется возможным по ряду причин, обусловленных принципом их работы. На помощь для решения подобной проблемы приходит так называемая аргонная сварка, которая имеет второе название – аргонно-дуговая.
О принципе ее действия, необходимых расходных материалах, особенностях выполнения сварных швов своими руками и пойдет речь в нашей статье.
Особенности и принцип работы аргонной сварки
К явным преимуществам аргонной сварки можно отнести полное отсутствие шлака при выполнении шва, а это, в свою очередь, приводит к его высокому качеству и максимальной чистоте в умелых руках.

Кроме этого применение подобного вида соединения позволяет выполнить сборку изделий, состоящих из различных металлов, а так же позволяет выполнить швы сложной геометрической и пространственной формы.
Принципиально процесс работы аргонно-дуговой сварки состоит в следующем. На центральный электрод, который может быть как плавким, так и неплавким (вольфрам), подается электрический ток постоянного или переменного напряжения. Выбор конкретного вида токопроводящего стержня и электрического тока зависит от вида соединяемых металлов. Для обеспечения высокого качества шва, отсутствия шлака, связанного с отсутствием или сильным ограничением в зоне сварки количества кислорода, предназначена небольшая металлическая трубка с конусным наконечником, по которой подается инертный газ, обычно – аргон или гелий. Кроме него возможно использование и активных газов, таких как водород, азот и углекислый газ.
Высокая относительная масса этого газа позволяет ему вытеснить воздух из зоны горения дуги, предотвратив тем самым окисление получаемого шва. С целью заполнения сварочной ванны при работе с металлами достаточной толщины в область работы дополнительно вводят электрод – кусок проволоки небольшой толщины. При работе с деталями небольшой толщины дополнительный металл в рабочую зону не вводят.
Для выполнения соединения деталей аргонно-дуговой сваркой необходимо обеспечить как наличие газа, так и источник электричества, способствующий образованию электрической дуги, которая и позволяет достичь рабочих температур прогрева металлов. Газ, как правило, приобретается в специальных баллонах и хранится под определенным давлением, позволяющим нагнетать его в зону сварки. Специализированные организации производят закачку газа в опустевшие емкости. Это гораздо дешевле, чем приобретение новых емкостей после выработки приобретенного объема.
Кроме источника газа для осуществления этого вида сварки нельзя обойтись бес сварочного аппарата, который позволяет получить рабочий ток постоянный, переменный или импульсный.
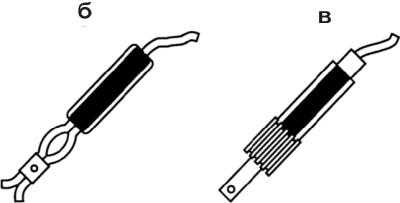
К источнику напряжения традиционно подключаются два кабеля. Один – «масса» присоединяет отрицательный электрод к одной из соединяемых деталей. Он оснащается достаточно мощным зажимом, позволяющим зафиксировать его на металлах различной толщины.

Второй кабель оснащается рабочей форсункой для подачи газа с расположенным в ее центре сменным электродом, непосредственно образующим электродугу при сварке.

Рабочие моменты
Для управления процессом подачи электрического тока существуют несколько видов выключателей. Одни из них располагаются непосредственно на рукоятке с рабочим соплом.

Другие — педальные позволяют осуществлять процесс ногой.

Это связано с тем, что процесс соединения деталей аргонной сваркой предполагает участие обеих рук сварщика. Рабочая осуществляет поддержание дуги в рабочих параметрах, а не рабочая позволяет вводить дополнительный присадочный металлический стержень в зону работы.

В этом случае управлять процессом подачи электроэнергии удобно именно ногой.
Применение данного вида сварки может осуществляться как в ручном, так и в механическом режимах, что позволяет значительно увеличить качество работы и ее производительность.
При втором способе происходит постепенное перемещение рабочих частей сварочного аппарата с постоянной подачей в рабочую зону присадочной проволоки. Для начинающих сварщиков следует отметить один нюанс:
Перед установкой вольфрамового электрода непосредственно в рабочую форсунку необходимо выполнить его заточку под небольшим углом.

С этой целью приобретенные сменные элементы обрабатывают на заточном станке, постоянно поворачивая стержень вокруг своей оси.

Следует обратить внимание на то что форма электрода влияет на глубину проварки и форму шва.
Благодаря заостренной форме электрода можно добиться максимального качества работы и идеальной формы шва.

При выполнении аргонно-дуговой сварки необходимо постоянно помнить о соблюдении правил безопасности. Обязательными элементами являются наличие защитной плотной одежды и обуви, препятствующих повреждению кожного покрова тела. Категорически запрещается использование синтетических легкоплавких тканей, которые могут быть повреждены жидким металлом, отлетающим из рабочей зоны в виде брызг. Процесс дугообразования сопровождается и световым излучением высокой интенсивности. Защиту глаз осуществляют с помощью удобных очков или маски.

Выполнение сварочных работ не рекомендуется без использования рабочих перчаток. Лучшим материалом для этого аксессуара является прочная кожа достаточной толщины. Она не только защищает руки сварщика, но и позволяет контролировать процесс сварки.
Уважаемые читатели, комментируйте статью, задавайте вопросы, подписывайтесь на новые публикации - нам интересно ваше мнение :)
Статьи, которые Вам будут интересны:
nashakrepost.ru
Аргонодуговая сварка для чайников | Сварка своими руками

SUPERIOR TIG 421 DC — HF/LIFT + TIG acc
Аргонодуговая сварка (TIG) – это сварка несгораемым вольфрамовым электродом в среде инертного газа. Основа процесса заключается в том, что между вольфрамом и деталью происходит интенсивное перетекание электрического тока (дуга), а зона сварочной ванны ограждена от вредного влияния воздуха защитной атмосферой.
В самом начале аргонодуговая сварка была создана для алюминиевых сплавов. Но в процессе освоения данного нового способа выяснилось, что таким образом отлично соединяются и нержавеющие стали, а так же другие металлы и их сплавы: черные стали (если требуются высокие показатели качества шва), Сu, Ti, Mg, бериллий (Be).
Плюсы (если сравнивать с ручной электродной и полуавтоматической сваркой):
- выполнение операций с деталями малых размеров.
- Отсутствие окалины, шлака, чистота рабочей зоны
- Широкий спектр свариваемых металлов. Есть такие, которые поддаются только TIGу : магний, титан.
- идеальный шов
- возможность работы с разнотолщинными листовыми металлами.
Минус:
- небольшой КПД
Чтобы начать работать
с аргонной сваркой необходим источник тока, аксессуары к нему TiG –горелка, кабель массы, редуктор, баллон с газом, присадочные прутки, сварочная маска и краги (перчатки).
Выбор источника тока
зависит от того, какие задачи перед Вами стоят.
- Источников существует большое количество, начиная от самых простых и заканчивая довольно сложно устроенными аппаратами. Но для того, чтобы научиться варить и получить первые навыки достаточно приобрести инвертор ММА постоянного тока с функцией TiG. Чем он будет отличаться от тех, которые такой функции не имеют? Возможностью понизить выходное напряжение для TIG, тогда как ручная сварка выполняется на более высоком напряжении. Такой вариант подойдет для обучения и неответственных работ по нержавейке, углеродистой и низколегированной стали, латуни и меди.
- Для полноценной сварки в аппарате необходимо присутствие двух функций. Это :
- бесконтактный поджиг
- заварка кратера.
- Если вы хотите варить алюминий, магний, титан, вам нужно приобрести более серьезный инвертор, который кроме работы на постоянке, предоставит возможность переключиться на переменный ток.
- В последнее время появились инверторы, которые помимо прочих стандартных функций оснащены дополнительными, что облегчает работу с разнотолщинными деталями в разных пространственных положениях. Например, пульсовый режим. Но нужно заметить, что правильно им пользоваться и производить корректные настройки могут только сварщики с большим опытом.
Среда защитного газа
В аргонодуговой сварке применяется исключительно инертные газы: это аргон, либо гелий. но практически в 100% случаев используется аргон. Гелий применяется крайне редко в промышленных задачах, иногда применяется смесь аргона с гелием. Часто задают вопрос: можно ли применить углекислоту или смесь с ней. Ответ: нет, потому что вольфрам реагирует в окислительной среде и начинает плавиться. Давление/расход газа, если на редукторе установлен ротаметр 5-8 л./мин. Если редуктор без ротаметра, на манометре должно быть приблизительно 0,2 Бар
Вольфрамовые электроды
Очень важная часть сварочного дела. Так как между электродом и изделием зажигается дуга. элемент вольфрам выбран не случайно т.к. это самый тугоплавкий из металлов. Более высокая температура плавления, разве что у углерода, который, впрочем, относится к неметаллам. Вольфрам выдерживает высокие температуры и не плавится. Существует огромное количество марок вольфрамовых электродов. Все они обозначаются цветовыми кодами. Есть универсальные электроды для сварки на постоянном/переменном токе, а так же те, которые предназначены только для переменного или постоянного тока. Например, для сварки на переменном токе есть электроды, верхняя нерабочая часть которых окрашена в зеленый цвет, это означает, что они состоят из чистого вольфрама. На постоянном токе они не применяются, потому что их сложно заточить. Есть электроды с добавлением других компонентов, таких как: лантан, церий. Сами компоненты добавляются для того, чтобы электрод хорошо затачивался и держал форму в процессе работы. Окрашиваются они в синий, белый, серый, желтый и золотистый цвета. В серый и синий электроды добавляется лантан, только в разных пропорциях.
Электроды для сварки на постоянном токе окрашиваются исключительно в красный цвет, и это означает, что туда добавлен торий, что делает их максимально устойчивыми. Не забывайте, что торий радиоактивен и при его заточке нужно соблюдать правила техники безопасности. Нужно организовать вытяжку, которая будет вытягивать радиоактивную пыль, либо, если нет возможности таковую оборудовать, можно использовать специальные машинки для зачистки, единственный минус которых ( правда, довольно ощутимый) это их цена.
Есть возможность выбрать диаметр электрода Ø1мм;Ø 1,6мм; Ø2мм; Ø3,2мм; и мах -Ø4мм. Каждый существует для, того, чтобы им работать на определенном диапазоне сварочных токов.
| Электрод, мм | Ток, А |
| 1 | до 50 |
| 1,6 | до 100 |
| 2/2,4 | до 200 |
| 4мм | свыше 300А |
По заточке электродов
есть определенные требования, как это правильно делать, выдерживая определенный угол и направление, но многие затачивают «на глаз» так, чтобы он был острый, как игла. Это нужно для того, чтобы дуга была максимально сфокусирована в небольшом пятнышке сварочной ванны. Если заточки не будет, дуга образует слишком большой диаметр и тепловложение будет недостаточным.
Для сварки на переменном токе электрод так же необходимо затачивать, но таким образом, чтобы его кончик был немного притуплен, так как он греется сильнее и наблюдается подплавление. Это не страшно, так и должно быть.
Присадочный материал
Присадочный материал
 Так же для осуществления сварки необходимо в качестве материалов иметь сварочную проволоку в прутках, которая представляет собой главный компонент сварного соединения, помимо основного металла. Добавляется он для того, чтобы создать шов, заполнить фаски.
Так же для осуществления сварки необходимо в качестве материалов иметь сварочную проволоку в прутках, которая представляет собой главный компонент сварного соединения, помимо основного металла. Добавляется он для того, чтобы создать шов, заполнить фаски.
Химический состав прутков должен соответствовать химсоставу основного металла или быть близким к нему по количеству углерода и содержанию легирующих элементов.
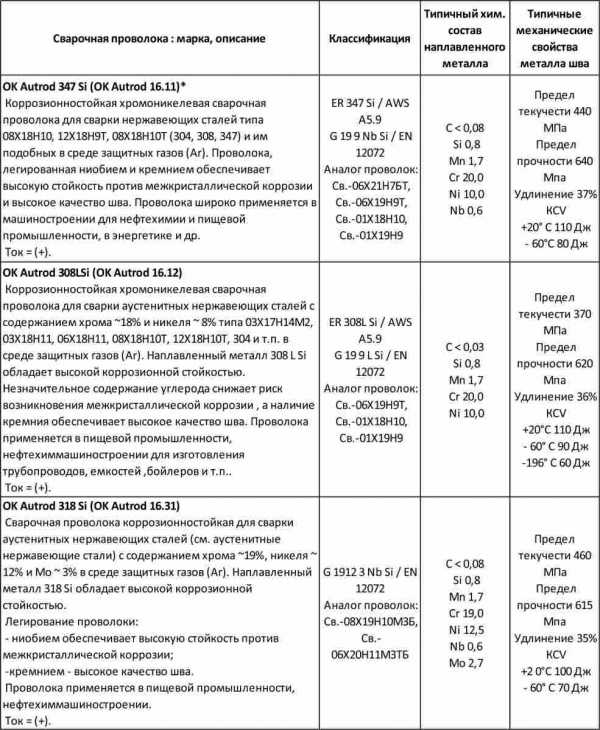
Перечислим основные прутки применяемые для аргонодуговой сварки:
- TIG ER-308LSi для нержавеющих сталей аустенитного класса типа пищевой нержавеки 12Х18Н10Т или 308-й
- TIG 316LSi для других коррозионостойких сталей типа10Х17Н13М3Т
- 5356 для алюминиево-магниевых сплавов, маркирующихся АМг
- 4043 подойдет для широкого спектра литейных алюминиевых сплавов. содержащих множество химэлементов в своем составе
- СuSi3 используется для сварки меди.
- Существуют так же отдельные виды прутков для низко/среднеуглеродистых сталей, низколегированных, а так же для латуни, магния, бериллия, титана и других спецметаллов.
Диаметр проволоки подбирается в зависимости от толщины металла. Если нужно сварить 1 мм, соответственно, берите миллиметровую присадку. Если толщина металла 5 мм – подойдут прутки 3-4мм.
svarka-master.ru
Сварка аргоном своими руками. Как быстрее освоить процесс?
Хотите самостоятельно освоить ручную аргонодуговую сварку? С чего начать? Какое оборудование понадобится? В чем тонкости работы с разными материалами? Конечно, можно обратиться за советом к мастеру. Но прежде – прочитайте нашу статью. Имея представление о методе в целом, вы будете разговаривать с опытными сварщиками на одном языке.
Не зря аргонодуговую сварку называют гибридом электродуговой и газовой сварки. Чтобы успешно освоить процесс, желательно иметь хотя бы небольшой опыт сварочных работ. Так вы сможете более уверенно вести горелку, правильно направлять инструмент на металл, соблюдать нужное расстояние от заготовки. Но об этом позже. Сначала разберемся в особенностях метода.
Аргонодуговая сварка. Что это?
Принцип: электродуга является источником нагрева, именно за счет нее происходит расплавление металла, а аргон выступает в роли инертного газа – он тяжелее воздуха, поэтому мгновенно вытесняет кислород из зоны образования сварного шва. Поэтому в месте соединения не будет кислорода и находящихся в окружающем воздухе примесей, что обеспечивает высокую чистоту процесса. Отсекание кислорода способствует получению прочного, однородного шва.
Существует несколько методов: ручная сварка с неплавящимся электродом, автоматическая сварка с неплавящимся электродом и автоматическая сварка с плавящимся электродом. Мы поговорим о ручной аргонодуговой сварке неплавящимся электродом, которую еще называют TIG-сваркой. Именно она широко применяется и в профессиональной сфере, и любителями. У данного метода есть свои сильные и слабые стороны.
Начнем с преимуществ:
- можно сваривать металлы, которые при нагреве боятся контакта с кислородом; например, легированные стали и цветные металлы окисляются, а алюминий может воспламеняться;
- высокотемпературная дуга способствует мгновенному прогреву заготовки, что ускоряет рабочий процесс;
- защита аргоном шва от кислорода помогает получить надежное соединение без инородных включений и пор;
- нагрев участка осуществляется локально, поэтому исключен риск деформации деталей и элементов конструкций даже сложной формы.
Однако у аргонодуговой сварки есть два недостатка: сложность использования оборудования и технология, требующая особого навыка сварочных работ. Несмотря на это все-таки данный метод набирает популярность. Ведь ряд материалов, например, алюминий, медь, цветные металлы, предпочтительнее сваривать именно аргоном. Кроме того, сварочный шов имеет одинаковую глубину проплавления, что важно при обработке тонких металлических заготовок, к которым возможен лишь односторонний доступ.
Данный вид сварки находит широкое применение в сфере ремонта автомобилей, например, когда нужно заварить масляный поддон, трубки кондиционера, радиатор и даже кузовные элементы. Используется также при монтаже трубопроводов, в строительных и ремонтных работах. Услуги сварщика-аргонщика стоят недешево, поэтому если вы будете выполнять эту работу самостоятельно, сможете значительно сэкономить. А может быть, вы планируете этим зарабатывать? В любом случае вам потребуется специальное сварочное оборудование. Расскажем какое.
Что понадобится для работы?
Перечень всего необходимого для сварки аргоном представлен в таблице.
| Название оборудования | Описание |
| Источник сварочного тока | Аппарат для TIG-сварки – это трансформатор или инвертор. При выборе обратите внимание на возможности оборудования. Если вы планируете сваривать алюминий, установка должна работать на переменном токе (АС). Для работы со сталями нужен аппарат постоянного тока (DC). Если же необходим универсальный вариант, ищите модель, в которой совмещены два эти режима. Учитывайте и рабочее напряжение: для сварки в гараже или мастерской с однофазной электросетью подходят аппараты, рассчитанные на 220 В. Кстати, есть модели, в которых совмещены два метода: ММА и TIG |
| Газовый баллон | На баллоне с аргоном должен быть редуктор для регулировки подачи газа, а также шланг, идущий к рабочему инструменту |
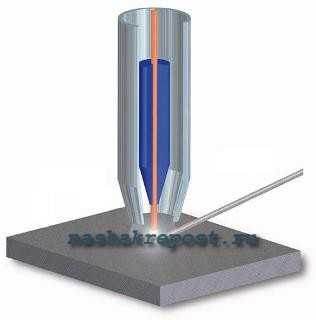
| Горелка | Это инструмент пистолетной формы. Присоединяется к газовому шлангу, через который аргон поступает из баллона. В держатель горелки вставляется электрод, конец которого на несколько миллиметров выходит за пределы ее корпуса. Через шланг газ идет в сопло на конце инструмента. На рукоятке есть кнопки для подачи тока и газа |
| Электроды | Для TIG-сварки используются неплавящиеся вольфрамовые, покрытые или графитовые электроды. Их диаметр подбирается под толщину свариваемых деталей |
| Присадочная проволока | Может понадобиться при сваривании толстых металлических заготовок. Представляет собой пруток из того же металла, что и свариваемый. Толщина прутка подбирается в зависимости от толщины заготовки |
Запомните! Сварочные работы должны проводиться в защитной экипировке. Вам обязательно понадобится сварочная маска – для защиты глаз и лица от опасного ультрафиолетового излучения, и перчатки – для защиты рук от ожогов.
Описание сварочного процесса
Чтобы легче было самостоятельно освоить метод аргонодуговой сварки, опишем его поэтапно, начиная с подготовительных работ.
Прежде всего следует хорошо очистить поверхность заготовок. Затем к обрабатываемой детали прикрепить кабель массы, как это делается при ручной дуговой сварке. Горелка присоединяется к аппарату и газовому баллону. Пользователь берет ее в одну руку, а в другую – присадочный пруток. В зависимости от толщины металла на аппарате выставляется значение тока. Вы можете выбрать его опытным путем или по специальной таблице, которая должна быть в инструкции сварочного аппарата. Выбирается и режим сварки. На постоянном токе с прямой полярностью свариваются основные стали и сплавы. При работе с цветными металлами нужно разрушить образующуюся оксидную пленку, поэтому требуется обратная полярность или переменный ток. Если варить на постоянном токе, следует использовать прямую полярность: это обеспечит хороший прогрев металла без излишнего нагрева электрода.
Перед началом работ нужно включить подачу газа на 20 сек. Затем сопло подносят к поверхности заготовки, но не касаются ее – расстояние до конца электрода должно быть около 2 мм. Между электродом и заготовкой образуется электрическая дуга, которая расплавляет кромки металла и присадочную проволоку. При методе соединения заготовок расплавлением кромок присадочный материал не используется. Направленный поток газа изолирует сварочную зону, отсекая кислород.
Запомните! При сварке тугоплавким электродом дугу не получают путем касания о заготовку. Во-первых, электрод может загрязниться; во-вторых, не удастся эффективно ионизировать интервал между ним и поверхностью детали при искре от касания.
Больше всего вопросов у начинающих сварщиков-аргонщиков связано с тем, как вести горелку. Итак, следует делать только одно перемещение по оси сварного шва, исключая перпендикулярные ему движения. Присадочный пруток нужно подавать в зону сварки плавно, располагая его перед соплом горелки. Избегайте резких движений, которые могут привести к разбрызгиванию металла. Чтобы получить прочное и эстетичное соединение, следует соблюдать одинаковое расстояние между горелкой и металлом, при этом подносить электрод как можно ближе к поверхности. Так дуга будет короче, а материал будет проплавлен глубоко. При увеличении дуги металл расплавляется хуже, шов становится шире и выглядит менее эстетично, кроме того, ухудшается качество сварного соединения. В идеале шов должен иметь одинаковую ширину, а его структура напоминать чешуйки.
Запомните! Подачу газа прекращают через 7 – 10 сек после завершения работы. Это нужно для продувки сопла горелки.
Тонкости сваривания различных металлов
Теперь, когда вы знаете о последовательности процесса аргонодуговой сварки, можно перейти к более частным вопросам. Ведь при работе с разными видами металлов есть свои нюансы. Расскажем о самых распространенных.
- Алюминий (таблица 1). В данном случае аргон служит не только для вытеснения кислорода, но и для создания электропроводной плазмы. Это заметно упрощает получение качественного шва. Во время нагрева металла на нем появляется тугоплавкая пленка, которую можно разрушить при сварке на переменном токе или обратной полярности. Газ разрушает пленку, если у детали положительный заряд, а работа ведется на обратной полярности. В случае со сваркой на переменном токе данный процесс осуществляется, когда заготовка выступает в роли катода. Подробнее о порядке работы читайте в статье «Как варить алюминий: обзор моделей и правила работы».
- Титан (таблица 2). Сложности сварки обусловлены тем, что данный металл обладает высокой химической активностью при контакте с газами, когда осуществляется нагрев и расплавление. При взаимодействии с кислородом он окисляется, образуется твердая пленка, а водород снижает качество металла. Кроме того, титан имеет низкую теплопроводность, что может потребовать наложения дополнительных швов по краям основного шва. Сварка заготовок толщиной от 1,5 мм ведется вольфрамовым электродом с присадочной проволокой – при этом угол между ними должен быть 90°.
- Медь (таблица 3). При контакте с воздухом она окисляется, что может привести к неоднородному шву. Кроме того, закись меди вступает в реакцию с водородом, который содержится в окружающей среде, – возникает пар, образующий поры в сварном шве. Поэтому медь варят аргоном, причем на переменном токе или обратной полярности. Используется графитовый или покрытый электрод. Соединение осуществляется методом расплавления кромок, то есть без присадочной проволоки.
Таблица 1
| Толщина заготовки, мм | Диаметр вольфрамового электрода, мм | Диаметр прутка, мм | Сила тока, А |
| 1 – 2 | 2 | 1 – 2 | 50 – 70 |
| 4 – 6 | 3 | 2 – 3 | 100 – 130 |
| 4 – 6 | 4 | 3 | 160 – 180 |
| 6 – 10 | 5 | 3 – 4 | 220 – 300 |
| 11 – 15 | 6 | 4 | 280 – 360 |
Таблица 2
| Толщина заготовки, мм | Диаметр электрода, мм | Диаметр проволоки, мм | Сила тока, А |
| 0,3 – 0,7 | 1,6 | - | 40 |
| 0,8 – 1,2 | 1,6 | - | 60 – 80 |
| 1,5 – 2,0 | 2 | 2,0 – 2,5 | 80 – 120 |
| 2,5 – 3,5 | 3 | 2,0 – 2,5 | 150 – 200 |
Таблица 3
| Вид электрода | Толщина заготовки, мм | Диаметр электрода, мм | Сила тока, А | Длина дуги, мм |
| Графитовый | 2 | 6 | 125 – 200 | 5 – 8 |
| 5 | 8 | 200 – 350 | 10 – 15 | |
| 8 | 10 | 300 – 450 | 15 – 20 | |
| 13 | 15 | 450 – 700 | 25 – 30 | |
| Покрытый | 2 | 2 – 3 | 100 – 120 | - |
| 3 | 3 – 4 | 120 – 160 | - | |
| 4 | 4 – 5 | 160 – 200 | - | |
| 5 | 5 – 6 | 240 – 300 | - | |
| 6 | 6 – 7 | 260 – 340 | - | |
| 8 | 7 – 8 | 380 – 400 | - | |
| 10 | 7 – 8 | 400 – 420 | - |
Надеемся, наша статья будет для вас полезна и поможет в успешном освоении аргонодуговой сварки. Регулярная практика и терпение уже в скором времени дадут свои результаты. А с качественным оборудованием осуществить это еще легче! Аппарат для TIG-сварки вы можете купить в нашем интернет-магазине. Также у нас вы найдете необходимую оснастку и расходные материалы для сварочных работ. Изучайте ассортимент, сравнивайте и делайте заказ на сайте или по телефону 8-800-333-83-28.
www.vseinstrumenti.ru
Особенности аргонной сварки своими руками |
 Иногда появляется необходимость сварить трубы, автомобильные детали или отвалившиеся части от металлической статуэтки в доме. Лучше всего при этом применять аргонную сварку. Подобная услуга у специалиста стоит весьма недешево, именно поэтому немало людей интересуется тем, возможна ли аргонная сварка своими руками, и что для этого нужно. Все это мы и рассмотрим в этой статье.
Иногда появляется необходимость сварить трубы, автомобильные детали или отвалившиеся части от металлической статуэтки в доме. Лучше всего при этом применять аргонную сварку. Подобная услуга у специалиста стоит весьма недешево, именно поэтому немало людей интересуется тем, возможна ли аргонная сварка своими руками, и что для этого нужно. Все это мы и рассмотрим в этой статье.
Общие особенности аргонной сварки металлов
Аргонодуговым способом сваривать нужно металлы, которые невозможно сварить своими руками простым сварочным аппаратом. К ним относятся:
- алюминий;
- медь;
- бронза;
- титан;
- легированные стали и т.д.
Если вы применяете данный вид сварки впервые, то начинать с цветных материалов не рекомендуется, поскольку их сварка своими руками очень сложна.
Сварка аргонодуговым методом представляет собой комбинацию дуговой и газовой сварки. Так, она включает в себя применение электродуги и газа. Электрическая дуга является источником нагрева, она плавит кромки материалов и затем они свариваются друг с другом.
А вот аргон нужен затем, чтобы алюминий, медь или другой цветной металл или легированная сталь в процессе сварки не поддавались воздействию всевозможных воздушных примесей, которые могут окислить их. Вследствие таких примесей алюминий может сгореть. Особенностью аргона является то, что он тяжелее кислорода и вытесняет его из рабочей зоны. Подавать его следует за 20 секунд до зажигания дуги, и выключать через 10 секунд после окончания работы.
Сварка при помощи аргона может проводиться посредством:
- плавящегося электрода;
- тугоплавкого (например, вольфрамового).
Аргонодуговая сварка подразделяется на три вида:
- ручная сварка посредством неплавящегося электрода;
- автоматическая сварка с применением неплавящегося электрода;
- автоматическая с тугоплавким электродом.
Технология аргонной сварки
Для аргонодуговой сварки нам потребуется горелка. Ее конструкция такая:
-
 в ее основе находится вольфрамовый электрод, выступающий на пару миллиметров за пределы корпуса;
в ее основе находится вольфрамовый электрод, выступающий на пару миллиметров за пределы корпуса; - его диаметр должен быть строго подобран согласно параметрам соединяемых материалов;
- внутри горелки находится держатель, куда вставляют нужный электрод;
- вокруг электрода ставят керамическое сопло, из которого при работе поступает газ.
Также для работы потребуется присадочная проволока, которая должна быть сделана из материалов, которые соединяются, а ее диаметр должен быть подобран согласно нормам.
Работа посредством ручной сварки с аргоном при наличии горелки и присадочной проволоки будет выглядеть так:
- очистите поверхность материалов от жира, грязи и окислений любым способом;
- подайте на деталь массу как при обычной сварке, если деталь слишком мала, это подается на стол или ванну. Проволоку подаем отдельно, в цель ее не включаем;
- берем горелку в правую руку, а проволоку в левую. На горелке должна быть размещена кнопка для подачи газа и тока, за 10 секунд включаем газ. Силу тока нужно выбирать в зависимости от материалов;
- опустите горелку поближе к свариваемой поверхности примерно на 2 мм;
- между кончиком электрода и металлом появляется электрическая дуга, которая расплавит кромки деталей и присадочную проволоку.
Помните, что чем больше дуга, тем меньше будет глубина проплавки металла, и хуже будет шов. Кроме того, возрастет напряжение. Именно поэтому дуга должна быть минимальной.
Подавать проволоку нужно постепенно, чтобы металл не разбрызгивался. С первого раза своими руками это получается редко. Желательно, чтобы проволока размещалась впереди горелки под углом к материалу без поперечных движений. Так шов будет ровным и узким.
Зажигать дугу при сварке вольфрамовым электродом нельзя касанием о материал, иначе он загрязнится.
Осциллятор: что это такое
 Осциллятор – это прибор, который нужно включать параллельно со сварочным аппаратом. Он нужен при зажигании дуги посредством вольфрамового электрода. Осцилляторы своими руками тоже можно сделать при наличии ряда навыков.
Осциллятор – это прибор, который нужно включать параллельно со сварочным аппаратом. Он нужен при зажигании дуги посредством вольфрамового электрода. Осцилляторы своими руками тоже можно сделать при наличии ряда навыков.
Осциллятор на электрод начинает подавать высокочастотные и высоковольтные импульсы, что ионизирует дуговой промежуток. Если частота сети равна 55 Гц при напряжении в 220 В, то осциллятор их преобразовывает и напряжение получается от 2 до 6 тысяч В, а частота – от 150 до 500 кГц соответственно, а такие показатели более приемлемы для зажигания электрода.
Осцилляторы чаще всего используются при сварке алюминия или же при применении электродов, которые имеют покрытие с низкими ионизирующими показателями.
Подключить осциллятор для сварки алюминия и других целей тоже можно своими руками, его конструкция представляет собой генератор с затухающими колебаниями частот тока.
Осциллятор состоит из таких элементов, как:
- трансформатор для повышения напряжения;
- разрядник;
- колебательный контур;
- блокировочный конденсатор;
- обмотка связи.
Принцип работы осциллятора такой:
- накапливается энергия, которая по достижении нужной величины вызывает пробой разрядника;
- появляется электрическая дуга, вследствие чего колебательный контур закорачивается и возникают затухающие колебания;
- они прикладываются к дуге и создают импульсы.
Осцилляторы для сварки подразделяются на аппараты импульсного и непрерывного действия.
Что потребуется для сварочных работ
Одного аппарата для аргонодуговой сварки будет мало, поэтому обычный аппарат для дуговых работ можно оснастить дополнительными элементами. Всего для работы нам будут нужны следующие предметы и инструменты:
- трансформатор с соответствующей мощностью;
- силовой контактор для подачи напряжения;
- осциллятор;
- прибор для регулировки времени обдува при помощи аргона;
- сварочная горелка;
- баллон, наполненный аргоном;
- вольфрамовые электроды и прутки;
- вспомогательный трансформатор;
- выпрямитель для питания коммутирующих приборов током в 24 В;
- клапан электрогазовый;
- реле для включения и выключения контактора и осциллятора;
- индуктивный фильтр для защиты трансформатора от импульсов;
- амперметр для измерения тока;
- автомобильный аккумулятор в любом виде, нужен для снижения постоянной составляющей тока;
- сварочные очки.
Все перечисленные вещи можно приобрести на рынках или строительных супермаркетах, или собрать своими руками.
Характеристика режимов аргоновой сварки
 Чтобы алюминий и другие металлы лучше сваривались друг с другом, нужно подбирать правильный сварочный режим.
Чтобы алюминий и другие металлы лучше сваривались друг с другом, нужно подбирать правильный сварочный режим.
Например, направление и полярность тока выбирают в зависимости от характеристик соединяемых материалов. В основном стали и сплавы свариваются посредством постоянного тока, обладающего прямой полярностью. А вот такие цветные металлы, как магний, алюминий, бериллий и другие лучше соединяются на обратной полярности и на переменном токе, то лучше разрушает оксидную пленку.
При сварочном процессе на постоянном токе тепло выделяется неравномерно на катоде и аноде в пропорциях 30 процентов к 70 соответственно. А чтобы электрод был максимально разогрет и металл лучше плавился, лучше применять прямую полярность.
Помните, что при работе на переменном токе осциллятор приобретает режим стабилизатора после зажигания дуги. А чтобы не допустить деионизацию дугового промежутка при смене полярности и чтобы дуга горела устойчиво, осциллятор передает в момент смены полярности импульсы на дугу.
Сварочный ток нужно подбирать тоже в зависимости от характеристик свариваемых деталей, их размера и применяемых электродов. Лучше всего силу тока выбирать согласно специальной таблице.
Количество расходуемого аргона зависит от скорости подачи и скорости воздушных сносящих потоков. Если вы работаете в помещении, где нет сквозняков, то расход газа будет сведен к минимуму. А вот сварочный процесс при сильном боковом ветре нуждается в увеличении промежутка между металлом и электродом, поскольку поток воздуха снесет аргон и, поверхности будут незащищенными. Для этого нужно применять конфузорные сопла, оснащенными сетками с мелкими ячейками.
В некоторых случаях в газовую смесь, кроме аргона, добавляют порядка 5 процентов кислорода. Это нужно с той целью, что аргон самостоятельно не защитит поверхность материала при расплавке от влаги, присадок и грязи, а кислород, вступая с ними в реакцию, либо сжигает их, либо же заставляет всплывать на поверхность. Также он позволяет эффективно бороться с пористостью сварных швов.
Естественно, аргонодуговой сварочный метод имеет как плюсы, так и минусы. В частности, сварной шов защищен от внешних воздействий, нет необходимости нагревать большую площадь металла, также сам процесс происходит достаточно оперативно.
В числе минусов – это необходимость точной настройки оборудования для работы, которое само по себе сложное. Также сам сварочный процесс существенно сложнее обычного. Но приобретение опыта в этом деле – вещь немаловажная и со временем то, что поначалу казалось сложным, уже не будет вас пугать.
Источник
stroymaster-base.ru
Как работать сваркой аргон видео. Аргонная сварка своими руками, обучение правильной технике.
Пользуется большой популярностью как у специалистов, так и у любителей, которым помогают ее осваивать видео уроки для начинающих. Используют данную технологию для сварки сложных в соединении металлов: нержавеющей и других видов , титана, меди, алюминия, их сплавов и др. Что характерно, является одним из немногих способов, позволяющих получать качественные и надежные соединения деталей, изготовленных из перечисленных выше металлов.
Начинающим специалистам варить цветные металлы при помощи данной технологии будет достаточно сложно – лучше набивать руку на соединении деталей из стали. Если же опыт сварочных работ уже есть, можно посмотреть видео уроки и начать осваивать азы данного метода.Знание технологии сварки аргоном позволит сэкономить приличные деньги, которые в ином случае пришлось бы заплатить квалифицированным специалистам. Целью статьи, которая предлагается вашему вниманию, является предоставление всей необходимой информации, относящейся к сварке с аргоновой защитой ( , давления газа, расходных материалов, подготовка деталей различной формы и из разных материалов к работе, а также многое другое). Усвоив полученную информацию и пройдя несложное видео обучение, вы сможете начать варить детали из разных металлов по данной технологии.
В чем заключаются особенности аргонной сварки
Аргоннная сварка имеет много схожего с электродуговой и газовой технологиями (принцип нагрева кромок соединяемых деталей при помощи электрической дуги, использование газа и техника выполнения работ). Есть у данных методов и существенные различия, о которых должен знать как специалист, так и начинающий сварщик.
Расплавление кромок соединяемых заготовок и присадочного материала при выполнении сварки с использованием аргона, как уже говорилось выше, обеспечивает высокая температура, выделяемая в процессе горения электрической дуги. Необходимость использования аргона, выполняющего роль защитного газа, объясняется свойствами металлов, которые варят по данной технологии.
Легированные стали и большинство цветных металлов (а также сплавов на их основе) в процессе нагрева и расплавления начинают активно взаимодействовать с газами, содержащимися в окружающем воздухе – кислородом, азотом, водородом и др. В результате такого взаимодействия на поверхности обрабатываемого металла формируется тугоплавкая оксидная пленка (а расплавленный алюминий, контактируя с кислородом, может даже воспламениться).
Аргон, подаваемый в зону выполнения сварочных работ, обеспечивает ее надежную защиту, так как является инертным газом, который за счет своей большей массы выдавливает из области сварочной ванны все остальные газообразные соединения.Аргон, который обеспечивает надежную защиту зоны сварки от окружающего воздуха и практически не взаимодействует с металлом деталей и присадочного прутка, позволяет получать качественные сварные швы, отличающиеся однородностью структуры и высокой надежностью. Важным является и то, что при использовании данного метода сварки, по сравнению с другими технологиями, сокращается расход присадочного материала.

Кроме того, аргон позволяет создавать в зоне сварки поток токопроводящей плазмы, которая облегчает прогрев и расплавление кромок соединяемых заготовок. Это также обеспечивает высокое качество формируемого шва.
Начинающим специалистам будет полезно узнать, что аргон следует подавать в зону сварки за 15–20 секунд до ее начала, а прекращать подачу через 10 секунд после ее окончания.Варить по данной технологии можно плавящимися и неплавящимися электродами, в качестве которых используются стержни из вольфрама – самого тугоплавкого металла. На размер оказывает влияние как состав материала, из которого изготовлены соединяемые детали, так и их толщина. Естественно, что от диаметра электрода зависит расход энергии, которую необходимо затратить на получение сварного соединения.
На сегодняшний день разработано три технологии выполнения сварки с применением защитного газа аргона:
- РАД – ручная сварка, для выполнения которой используется неплавящийся электрод;
- ААД – автоматическая аргонодуговая сварка, выполняемая с использованием неплавящегося электрода;
- ААДП – с использованием аргона и электрода плавящегося типа.

Если вы начинающий специалист и не знаете, какой аппарат для сварки аргоном приобрести, выбирайте оборудование, на котором присутствует обозначение TIG. Эта аббревиатура означает, что перед вами аппарат, специально предназначенный для выполнения сварки вольфрамовым электродом в среде защитного газа инертного типа.
Как выполняется сварка в среде аргона
Основным рабочим органом при выполнении аргонодуговой сварки является специальная горелка, внутри которой в цанговом держателе размещается вольфрамовый электрод. Держатель данного типа позволяет закреплять в нем электроды разного диаметра, которые подбираются в зависимости от характеристик соединяемых заготовок. Электрод, зафиксированный в горелке, должен выступать над ее торцом на 2–5 мм.

Вокруг электрода (по наружной окружности горелки) размещается сопло, представляющее собой трубку из керамики или кварцевого стекла. Данный конструктивный элемент горелки выполняет одновременно две важных функции: через него подается защитный газ в зону сварки, а также он предохраняет вольфрамовый электрод от соприкосновения с поверхностями соединяемых деталей.
Для того чтобы варить металл с помощью аргона, необходимо использовать присадочную проволоку, за счет которой и происходит формирование сварного шва. Состав такой проволоки, подаваемой в зону выполнения сварки вручную, необходимо подбирать таким образом, чтобы он максимально соответствовал составу металла, из которого изготовлены соединяемые детали. Перед началом сварки надо правильно подобрать и диаметр присадочной проволоки, для чего используют специальные справочные таблицы. Данный параметр зависит от размеров заготовок, которые предстоит варить.
Самым доступным методом выполнения сварки в среде аргона является именно ручной. Данный метод, обучение которому обычно не занимает много времени, предполагает, что и горелка, и присадочная проволока удерживаются в руках сварщика. Суть данного способа состоит в следующем. При помощи горелки, удерживаемой в одной руке, зажигается сварочная дуга. В зону сварки подается аргон, для чего используется специальная кнопка на держателе. При этом в другой руке сварщика находится присадочная проволока, которая и вводится в зону действия электрической дуги.
Очень важным условием формирования качественного и надежного сварного шва, формируемого с использованием сварки в среде аргона, является тщательная подготовка соединяемых заготовок.Заключается такая подготовка в очистке и обезжиривании их поверхностей, а также в удалении тугоплавкой окисной пленки. Для выполнения таких процедур, о которых обязательно должны знать и начинающие, и опытные сварщики, можно использовать механические устройства (шлифовальная машинка) или химические средства.

Прежде чем приступать к сварке, к соединяемым деталям необходимо подключить массу. Если варить предстоит мелкие заготовки, то их можно просто расположить на металлическом столе или в рабочей ванне, а уже к ним подключить провод массы. Выбрать силу сварочного тока и давление га
metalworkin.ru
как сварить изделия из алюминия, зачем нужен осциллятор и что надо для работы
 Иногда появляется необходимость сварить трубы, автомобильные детали или отвалившиеся части от металлической статуэтки в доме. Лучше всего при этом применять аргонную сварку. Подобная услуга у специалиста стоит весьма недешево, именно поэтому немало людей интересуется тем, возможна ли аргонная сварка своими руками, и что для этого нужно. Все это мы и рассмотрим в этой статье.
Иногда появляется необходимость сварить трубы, автомобильные детали или отвалившиеся части от металлической статуэтки в доме. Лучше всего при этом применять аргонную сварку. Подобная услуга у специалиста стоит весьма недешево, именно поэтому немало людей интересуется тем, возможна ли аргонная сварка своими руками, и что для этого нужно. Все это мы и рассмотрим в этой статье.
Общие особенности аргонной сварки металлов
Аргонодуговым способом сваривать нужно металлы, которые невозможно сварить своими руками простым сварочным аппаратом. К ним относятся:
- алюминий;
- медь;
- бронза;
- титан;
- легированные стали и т.д.
Если вы применяете данный вид сварки впервые, то начинать с цветных материалов не рекомендуется, поскольку их сварка своими руками очень сложна.
Сварка аргонодуговым методом представляет собой комбинацию дуговой и газовой сварки. Так, она включает в себя применение электродуги и газа. Электрическая дуга является источником нагрева, она плавит кромки материалов и затем они свариваются друг с другом.
А вот аргон нужен затем, чтобы алюминий, медь или другой цветной металл или легированная сталь в процессе сварки не поддавались воздействию всевозможных воздушных примесей, которые могут окислить их. Вследствие таких примесей алюминий может сгореть. Особенностью аргона является то, что он тяжелее кислорода и вытесняет его из рабочей зоны. Подавать его следует за 20 секунд до зажигания дуги, и выключать через 10 секунд после окончания работы.
Сварка при помощи аргона может проводиться посредством:
- плавящегося электрода;
- тугоплавкого (например, вольфрамового).
Аргонодуговая сварка подразделяется на три вида:
- ручная сварка посредством неплавящегося электрода;
- автоматическая сварка с применением неплавящегося электрода;
- автоматическая с тугоплавким электродом.
Технология аргонной сварки
Для аргонодуговой сварки нам потребуется горелка. Ее конструкция такая:
-
 в ее основе находится вольфрамовый электрод, выступающий на пару миллиметров за пределы корпуса;
в ее основе находится вольфрамовый электрод, выступающий на пару миллиметров за пределы корпуса; - его диаметр должен быть строго подобран согласно параметрам соединяемых материалов;
- внутри горелки находится держатель, куда вставляют нужный электрод;
- вокруг электрода ставят керамическое сопло, из которого при работе поступает газ.
Также для работы потребуется присадочная проволока, которая должна быть сделана из материалов, которые соединяются, а ее диаметр должен быть подобран согласно нормам.
Работа посредством ручной сварки с аргоном при наличии горелки и присадочной проволоки будет выглядеть так:
- очистите поверхность материалов от жира, грязи и окислений любым способом;
- подайте на деталь массу как при обычной сварке, если деталь слишком мала, это подается на стол или ванну. Проволоку подаем отдельно, в цель ее не включаем;
- берем горелку в правую руку, а проволоку в левую. На горелке должна быть размещена кнопка для подачи газа и тока, за 10 секунд включаем газ. Силу тока нужно выбирать в зависимости от материалов;
- опустите горелку поближе к свариваемой поверхности примерно на 2 мм;
- между кончиком электрода и металлом появляется электрическая дуга, которая расплавит кромки деталей и присадочную проволоку.
Помните, что чем больше дуга, тем меньше будет глубина проплавки металла, и хуже будет шов. Кроме того, возрастет напряжение. Именно поэтому дуга должна быть минимальной.
Подавать проволоку нужно постепенно, чтобы металл не разбрызгивался. С первого раза своими руками это получается редко. Желательно, чтобы проволока размещалась впереди горелки под углом к материалу без поперечных движений. Так шов будет ровным и узким.
Зажигать дугу при сварке вольфрамовым электродом нельзя касанием о материал, иначе он загрязнится.
Осциллятор: что это такое
 Осциллятор – это прибор, который нужно включать параллельно со сварочным аппаратом. Он нужен при зажигании дуги посредством вольфрамового электрода. Осцилляторы своими руками тоже можно сделать при наличии ряда навыков.
Осциллятор – это прибор, который нужно включать параллельно со сварочным аппаратом. Он нужен при зажигании дуги посредством вольфрамового электрода. Осцилляторы своими руками тоже можно сделать при наличии ряда навыков.
Осциллятор на электрод начинает подавать высокочастотные и высоковольтные импульсы, что ионизирует дуговой промежуток. Если частота сети равна 55 Гц при напряжении в 220 В, то осциллятор их преобразовывает и напряжение получается от 2 до 6 тысяч В, а частота – от 150 до 500 кГц соответственно, а такие показатели более приемлемы для зажигания электрода.
Осцилляторы чаще всего используются при сварке алюминия или же при применении электродов, которые имеют покрытие с низкими ионизирующими показателями.
Подключить осциллятор для сварки алюминия и других целей тоже можно своими руками, его конструкция представляет собой генератор с затухающими колебаниями частот тока.
Осциллятор состоит из таких элементов, как:
- трансформатор для повышения напряжения;
- разрядник;
- колебательный контур;
- блокировочный конденсатор;
- обмотка связи.
Принцип работы осциллятора такой:
- накапливается энергия, которая по достижении нужной величины вызывает пробой разрядника;
- появляется электрическая дуга, вследствие чего колебательный контур закорачивается и возникают затухающие колебания;
- они прикладываются к дуге и создают импульсы.
Осцилляторы для сварки подразделяются на аппараты импульсного и непрерывного действия.
Что потребуется для сварочных работ
Одного аппарата для аргонодуговой сварки будет мало, поэтому обычный аппарат для дуговых работ можно оснастить дополнительными элементами. Всего для работы нам будут нужны следующие предметы и инструменты:
- трансформатор с соответствующей мощностью;
- силовой контактор для подачи напряжения;
- осциллятор;
- прибор для регулировки времени обдува при помощи аргона;
- сварочная горелка;
- баллон, наполненный аргоном;
- вольфрамовые электроды и прутки;
- вспомогательный трансформатор;
- выпрямитель для питания коммутирующих приборов током в 24 В;
- клапан электрогазовый;
- реле для включения и выключения контактора и осциллятора;
- индуктивный фильтр для защиты трансформатора от импульсов;
- амперметр для измерения тока;
- автомобильный аккумулятор в любом виде, нужен для снижения постоянной составляющей тока;
- сварочные очки.
Все перечисленные вещи можно приобрести на рынках или строительных супермаркетах, или собрать своими руками.
Характеристика режимов аргоновой сварки
 Чтобы алюминий и другие металлы лучше сваривались друг с другом, нужно подбирать правильный сварочный режим.
Чтобы алюминий и другие металлы лучше сваривались друг с другом, нужно подбирать правильный сварочный режим.
Например, направление и полярность тока выбирают в зависимости от характеристик соединяемых материалов. В основном стали и сплавы свариваются посредством постоянного тока, обладающего прямой полярностью. А вот такие цветные металлы, как магний, алюминий, бериллий и другие лучше соединяются на обратной полярности и на переменном токе, то лучше разрушает оксидную пленку.
При сварочном процессе на постоянном токе тепло выделяется неравномерно на катоде и аноде в пропорциях 30 процентов к 70 соответственно. А чтобы электрод был максимально разогрет и металл лучше плавился, лучше применять прямую полярность.
Помните, что при работе на переменном токе осциллятор приобретает режим стабилизатора после зажигания дуги. А чтобы не допустить деионизацию дугового промежутка при смене полярности и чтобы дуга горела устойчиво, осциллятор передает в момент смены полярности импульсы на дугу.
Сварочный ток нужно подбирать тоже в зависимости от характеристик свариваемых деталей, их размера и применяемых электродов. Лучше всего силу тока выбирать согласно специальной таблице.
Количество расходуемого аргона зависит от скорости подачи и скорости воздушных сносящих потоков. Если вы работаете в помещении, где нет сквозняков, то расход газа будет сведен к минимуму. А вот сварочный процесс при сильном боковом ветре нуждается в увеличении промежутка между металлом и электродом, поскольку поток воздуха снесет аргон и, поверхности будут незащищенными. Для этого нужно применять конфузорные сопла, оснащенными сетками с мелкими ячейками.
В некоторых случаях в газовую смесь, кроме аргона, добавляют порядка 5 процентов кислорода. Это нужно с той целью, что аргон самостоятельно не защитит поверхность материала при расплавке от влаги, присадок и грязи, а кислород, вступая с ними в реакцию, либо сжигает их, либо же заставляет всплывать на поверхность. Также он позволяет эффективно бороться с пористостью сварных швов.
Естественно, аргонодуговой сварочный метод имеет как плюсы, так и минусы. В частности, сварной шов защищен от внешних воздействий, нет необходимости нагревать большую площадь металла, также сам процесс происходит достаточно оперативно.
В числе минусов – это необходимость точной настройки оборудования для работы, которое само по себе сложное. Также сам сварочный процесс существенно сложнее обычного. Но приобретение опыта в этом деле – вещь немаловажная и со временем то, что поначалу казалось сложным, уже не будет вас пугать.
Оцените статью: Поделитесь с друзьями!stanok.guru