Выбор торцевой насадной фрезы со сменными пластинами(скоростной головки). Скоростные фрезы
таблица подбора скорости подачи фрезы и рекомендации по фрезеровке и эксплуатации оборудования.
В последние годы большое количество людей сконструировали или приобрели ЧПУ станок и «ударились» в искусство. Как правило, 99% из них непрофессиналы-любители в фрезеровальной индустрии, и не знают таких понятий как «величина подачи на зуб» и «стойкость инструмента», а "скорость резания" и "скорость подачи" для них это одно и тоже. Кроме того, многие фрезеровщики не знают, что под каждый материал, имеющий разную плотность и твёрдость, каждый диаметр фрезы и различное количество ножей у фрезы, выставляются разные режимы фрезеровки. В этом случае любители выставляют режимы из трёх доступных версий:
- "от балды",
- "от фонаря",
- "от Кулибина из интернета»
Если хорошо прошерстить Интернет, то необходимые формулы и неупорядоченную, разбросанную как попало, информацию можно насобирать. Но часто полученные данные из заумных формул будут неудобны для применения к реальному станку, например из-за полученных оборотов шпинделя выше, чем имеющийся в наличии, или нестандартных неокруглённых значений оборотов шпинделя, которые непонятно каким образом можно установить на разных станках.
Универсальная таблица подбора скорости подачи фрезы
В таблице ниже, предпринята попытка облегчить жизнь фрезеровщикам – любителям древесины, и приведены расчётные значения для древесины при стандартных удобных значениях оборотов шпинделя.
Упрощённый вариант таблицы для экспресс расчёта доступен по ссылке: скачать
Как пользоваться таблицей?
Предположим у Вас имеется торцевая двухперьевая фреза диаметром 3мм. Находим её в левой колонке таблицы. Если Вы работаете "на дядю", то можете выбрать самые максимальные обороты шпинделя, если не жалко шпиндель, как правило – это 24000 об/мин. Если это личный Ваш станок, или нет желания гонять чужой шпиндель на максимальных предельных оборотах, то выбираем 21000 об/мин. В четвёртой колонке таблицы находим подачу 2388мм/мин. Если будет использоваться сферическая 3D фреза для шлифовки поверхности после предварительной черновой обработки, то допустимо увеличивать подачу вплоть до двухкратного значения =4776мм/мин – это продлит срок службы фрезы. Если хотите быстрее работу закончить, например в два раза быстрее, то лучше применить четырёхпёрую фрезу (6-я колонка), тогда подачу можно установить 4245мм/мин, но для четырёхпёрой 3D фрезы не увеличивают подачу в два раза, аналогично двухпёрой, так как в работе на кончике 3D фрезы участвуют только 2 ножа, а вторые 2 ножа работают частично. Но не всегда ускорение обработки будет возможно на хобби-станке.
Как правило, из-за недостатка средств, и полной экономии, хобби-станок собран из подручных средств и всякого хлама, и не позволяет работать на скоростях выше 2000мм/мин. В этом случае выбирайте меньшие обороты шпинделя и строку с подачей, на которой ваш станок не будет глючить из-за превышения скорости подачи.
В станках, на основе ШВП и шагового двигателя, возможно добиться максимальной скорости подачи 11000 мм/мин при условии отсутствия экономии на требуемых деталях при сборке станка. Но для надёжности, и предотвращения проскакивания шагов при нагрузке на фрезу, не следует пользоваться станком на ШВП при подачах выше 4500мм/мин для фрез с большими диаметрами, и не более 5000мм/мин для фрез с малыми диаметрами. В станках на основе реечной передачи и шагового двигателя, возможно добиться скорости подачи 24000мм/мин (32000 в лучших моделях), но для надёжности, и предотвращения проскакивания шагов при нагрузке на фрезу, не следует пользоваться станком на реечной передаче с шаговым двигателем при подачах выше 13 000мм/мин. При выборе станка следует помнить: станки с ШВП более точные, но и более медленные. Станки для обработки древесины на реечной передаче с шестернями более скоростные, но точность их низкая, даже, если управляются серводвигателями, соответственно очень мелкие и точные изделия изготавливать на них нежелательно и противопоказано.
Профессионалы обычно имеют 2 станка: маленький точный на ШВП для мелочёвки со шпинделем 1.5-2квт, и большой скоростной на реечной передаче для крупных изделий со шпинделем не менее 3квт. Любительский подход к теме типа «хачу один станок, могущий всё» является в корне неправильным для бизнеса. Выбор между шаговым двигателем и сервоприводом – это личное дело каждого, и зависит только от толщины имеющегося кошелька.
Таблица режимов для торцевых фрез при фрезеровке/резке древесины: Ясень, Орех, Граб, Акация, Самшит, Клён
Для Дуба, Бука. Вишни, Берёзы, модельный пластик и т.д., можно умножить горизонтальную подачу на коэффициент 1.13
Для мягких пород типа Сосны, и т.д., можно умножить горизонтальную подачу на коэффициент 1.3
Данные таблицы действительны для прямых фрез со стандартизованой длиной заточки = диаметр фрезы умножить на 4. Все заточки, которые более этого значения - это фрезы с удлиннёной заточкой. Следует уменьшать глубину прохода в слой, подачу и обороты шпинделя для нестандартных заточек до уменьшения визга и прекращения обламывания фрезы.
|
Диаметр фрезы из твёрдого сплава |
Обороты шпинделя |
Горизонтальная подача при определённом количестве ножей у торцевой прямой фрезы |
||||||
|
1 нож: |
2 ножа: |
3 ножа: |
4 ножа: |
|||||
|
0.1мм |
24000 об/мин |
44 мм/мин |
83 мм/мин |
- |
- |
|||
|
21000 об/мин |
38 мм/мин |
72 мм/мин |
- |
- |
||||
|
0.2мм |
24000 об/мин |
67 мм/мин |
127 мм/мин |
- |
- |
|||
|
21000 об/мин |
59 мм/мин |
111 мм/мин |
- |
- |
||||
|
0.3мм |
24000 об/мин |
121 мм/мин |
230 мм/мин |
- |
- |
|||
|
21000 об/мин |
106 мм/мин |
201 мм/мин |
- |
- |
||||
|
0.35мм |
24000 об/мин |
141 мм/мин |
268 мм/мин |
- |
- |
|||
|
21000 об/мин |
124 мм/мин |
235 мм/мин |
- |
- |
||||
|
0.4мм |
24000 об/мин |
162 мм/мин |
306 мм/мин |
434 мм/мин |
544 мм/мин |
|||
|
21000 об/мин |
142 мм/мин |
268 мм/мин |
380 мм/мин |
477 мм/мин |
||||
|
18000 об/мин |
121 мм/мин |
230 мм/мин |
325 мм/мин |
408 мм/мин |
||||
|
0.5мм |
24000 об/мин |
202 мм/мин |
383 мм/мин |
542 мм/мин |
595 мм/мин |
|||
|
21000 об/мин |
177 мм/мин |
335 мм/мин |
475 мм/мин |
681 мм/мин |
||||
|
18000 об/мин |
152 мм/мин |
287 мм/мин |
407 мм/мин |
510 мм/мин |
||||
|
0.6мм |
24000 об/мин |
243 мм/мин |
460 мм/мин |
651 мм/мин |
817 мм/мин |
|||
|
21000 об/мин |
212 мм/мин |
402 мм/мин |
570 мм/мин |
715 мм/мин |
||||
|
18000 об/мин |
182 мм/мин |
344 мм/мин |
488 мм/мин |
612 мм/мин |
||||
|
0.79мм и 0.8мм |
24000 об/мин |
320 мм/мин |
605 мм/мин |
857 мм/мин |
1075 мм/мин |
|||
|
21000 об/мин |
280 мм/мин |
530 мм/мин |
750 мм/мин |
940 мм/мин |
||||
|
18000 об/мин |
242 мм/мин |
459 мм/мин |
650 мм/мин |
816 мм/мин |
||||
|
1.0мм |
24000 об/мин |
404 мм/мин |
766 мм/мин |
1085 мм/мин |
1361 мм/мин |
|||
|
21000 об/мин |
354 мм/мин |
670 мм/мин |
949 мм/мин |
1191 мм/мин |
||||
|
18000 об/мин |
303 мм/мин |
575 мм/мин |
814 мм/мин |
1021 мм/мин |
||||
|
15000 об/мин |
252 мм/мин |
478 мм/мин |
677 мм/мин |
850 мм/мин |
||||
|
1.19мм и 1.2мм |
24000 об/мин |
481 мм/мин |
911 мм/мин |
1291 мм/мин |
1620 мм/мин |
|||
|
21000 об/мин |
421 мм/мин |
797 мм/мин |
1130 мм/мин |
1417 мм/мин |
||||
|
18000 об/мин |
361 мм/мин |
683 мм/мин |
968 мм/мин |
1215 мм/мин |
||||
|
15000 об/мин |
303 мм/мин |
574 мм/мин |
813 мм/мин |
1020 мм/мин |
||||
|
1.5мм |
24000 об/мин |
606 мм/мин |
1148 мм/мин |
1627 мм/мин |
2041 мм/мин |
|||
|
21000 об/мин |
530 мм/мин |
1005 мм/мин |
1424 мм/мин |
1786 мм/мин |
||||
|
18000 об/мин |
455 мм/мин |
861 мм/мин |
1220 мм/мин |
1531 мм/мин |
||||
|
15000 об/мин |
379 мм/мин |
717 мм/мин |
1017 мм/мин |
1276 мм/мин |
||||
|
1.59мм |
24000 об/мин |
643 мм/мин |
1218 мм/мин |
1726 мм/мин |
2165 мм/мин |
|||
|
21000 об/мин |
563 мм/мин |
1066 мм/мин |
1510 мм/мин |
1895 мм/мин |
||||
|
18000 об/мин |
482 мм/мин |
914 мм/мин |
1294 мм/мин |
1624 мм/мин |
||||
|
15000 об/мин |
402 мм/мин |
761 мм/мин |
1078 мм/мин |
1353 мм/мин |
||||
|
2.0мм |
24000 об/мин |
875 мм/мин |
1658 мм/мин |
2348 мм/мин |
2946 мм/мин |
|||
|
21000 об/мин |
765 мм/мин |
1450 мм/мин |
2054 мм/мин |
2578 мм/мин |
||||
|
18000 об/мин |
656 мм/мин |
1243 мм/мин |
1761 мм/мин |
2210 мм/мин |
||||
|
15000 об/мин |
547 мм/мин |
1036 мм/мин |
1467 мм/мин |
1841 мм/мин |
||||
|
2.35мм и 2.38мм |
24000 об/мин |
1073 мм/мин |
2033 мм/мин |
2879 мм/мин |
3613 мм/мин |
|||
|
21000 об/мин |
939 мм/мин |
1778 мм/мин |
2520 мм/мин |
3161 мм/мин |
||||
|
18000 об/мин |
805 мм/мин |
1525 мм/мин |
2160 мм/мин |
2710 мм/мин |
||||
|
15000 об/мин |
674 мм/мин |
1277 мм/мин |
1809 мм/мин |
2270 мм/мин |
||||
|
3.0мм |
24000 об/мин |
1440 мм/мин |
2729 мм/мин |
3866 мм/мин |
4852 мм/мин |
|||
|
21000 об/мин |
1260 мм/мин |
2388 мм/мин |
3383 мм/мин |
4245 мм/мин |
||||
|
18000 об/мин |
1080 мм/мин |
2047 мм/мин |
2900 мм/мин |
3639 мм/мин |
||||
|
15000 об/мин |
900 мм/мин |
1706 мм/мин |
2416 мм/мин |
3032 мм/мин |
||||
|
12000 об/мин |
720 мм/мин |
1364 мм/мин |
1933 мм/мин |
2426 мм/мин |
||||
|
9000 об/мин |
540 мм/мин |
1023 мм/мин |
1450 мм/мин |
1819 мм/мин |
||||
|
6000 об/мин |
360 мм/мин |
682 мм/мин |
966 мм/мин |
1212 мм/мин |
||||
|
3000 об/мин |
180 мм/мин |
341 мм/мин |
483 мм/мин |
606 мм/мин |
||||
|
3.175мм |
24000 об/мин |
1540 мм/мин |
2916 мм/мин |
4132 мм/мин |
5185 мм/мин |
|||
|
21000 об/мин |
1347 мм/мин |
2551 мм/мин |
3615 мм/мин |
4537 мм/мин |
||||
|
18000 об/мин |
1155 мм/мин |
2188 мм/мин |
3099 мм/мин |
3888 мм/мин |
||||
|
15000 об/мин |
962 мм/мин |
1823 мм/мин |
2582 мм/мин |
3240 мм/мин |
||||
|
12000 об/мин |
770 мм/мин |
1458 мм/мин |
2066 мм/мин |
2592 мм/мин |
||||
|
9000 об/мин |
577 мм/мин |
1094 мм/мин |
1549 мм/мин |
1944 мм/мин |
||||
|
6000 об/мин |
385 мм/мин |
729 мм/мин |
1033 мм/мин |
1296 мм/мин |
||||
|
3000 об/мин |
192 мм/мин |
365 мм/мин |
516 мм/мин |
648 мм/мин |
||||
|
4.0мм |
24000 об/мин |
2081 мм/мин |
3944 мм/мин |
5587 мм/мин |
7010 мм/мин |
|||
|
21000 об/мин |
1821 мм/мин |
3450 мм/мин |
4888 мм/мин |
6134 мм/мин |
||||
|
18000 об/мин |
1561 мм/мин |
2958 мм/мин |
4190 мм/мин |
5258 мм/мин |
||||
|
15000 об/мин |
1300 мм/мин |
2465 мм/мин |
3492 мм/мин |
4382 мм/мин |
||||
|
12000 об/мин |
1040 мм/мин |
1972 мм/мин |
2793 мм/мин |
3505 мм/мин |
||||
|
9000 об/мин |
780 мм/мин |
1479 мм/мин |
2095 мм/мин |
2629 мм/мин |
||||
|
6000 об/мин |
520 мм/мин |
986 мм/мин |
1397 мм/мин |
1753 мм/мин |
||||
|
3000 об/мин |
260 мм/мин |
493 мм/мин |
698 мм/мин |
876 мм/мин |
||||
|
4.76мм |
24000 об/мин |
2666 мм/мин |
5050 мм/мин |
7156 мм/мин |
8980 мм/мин |
|||
|
21000 об/мин |
2333 мм/мин |
4420 мм/мин |
6262 мм/мин |
7857 мм/мин |
||||
|
18000 об/мин |
1999 мм/мин |
3789 мм/мин |
5367 мм/мин |
6735 мм/мин |
||||
|
15000 об/мин |
1666 мм/мин |
3157 мм/мин |
4473 мм/мин |
5613 мм/мин |
||||
|
12000 об/мин |
1333 мм/мин |
2526 мм/мин |
3578 мм/мин |
4490 мм/мин |
||||
|
9000 об/мин |
999 мм/мин |
1894 мм/мин |
2684 мм/мин |
3368 мм/мин |
||||
|
6000 об/мин |
666 мм/мин |
1263 мм/мин |
1789 мм/мин |
2245 мм/мин |
||||
|
3000 об/мин |
333 мм/мин |
631 мм/мин |
895 мм/мин |
1122 мм/мин |
||||
|
5.0мм |
24000 об/мин |
3108 мм/мин |
5890 мм/мин |
8344 мм/мин |
10470 мм/мин |
|||
|
21000 об/мин |
2720 мм/мин |
5153 мм/мин |
7300 мм/мин |
9162 мм/мин |
||||
|
18000 об/мин |
2331 мм/мин |
4417 мм/мин |
6258 мм/мин |
7853 мм/мин |
||||
|
15000 об/мин |
1943 мм/мин |
3681 мм/мин |
5215 мм/мин |
6544 мм/мин |
||||
|
12000 об/мин |
1555 мм/мин |
2945 мм/мин |
4172 мм/мин |
5235 мм/мин |
||||
|
9000 об/мин |
1166 мм/мин |
2209 мм/мин |
3129 мм/мин |
3926 мм/мин |
||||
|
6000 об/мин |
777 мм/мин |
1472 мм/мин |
2086 мм/мин |
2618 мм/мин |
||||
|
3000 об/мин |
388 мм/мин |
736 мм/мин |
1043 мм/мин |
1308 мм/мин |
||||
|
6.0мм |
24000 об/мин |
4338 мм/мин |
8212 мм/мин |
11645 мм/мин |
14612 мм/мин |
|||
|
21000 об/мин |
3796 мм/мин |
7192 мм/мин |
10189 мм/мин |
12786 мм/мин |
||||
|
18000 об/мин |
3254 мм/мин |
6165 мм/мин |
8734 мм/мин |
10960 мм/мин |
||||
|
15000 об/мин |
2712 мм/мин |
5138 мм/мин |
7278 мм/мин |
9133 мм/мин |
||||
|
12000 об/мин |
2169 мм/мин |
4110 мм/мин |
5822 мм/мин |
7307 мм/мин |
||||
|
9000 об/мин |
1626 мм/мин |
3082 мм/мин |
4367 мм/мин |
5480 мм/мин |
||||
|
6000 об/мин |
1085 мм/мин |
2055 мм/мин |
2911 мм/мин |
3653 мм/мин |
||||
|
3000 об/мин |
542 мм/мин |
1028 мм/мин |
1455 мм/мин |
1827 мм/мин |
||||
|
6.35мм |
24000 об/мин |
4515 мм/мин |
8555 мм/мин |
12119 мм/мин |
15208 мм/мин |
|||
|
21000 об/мин |
3951 мм/мин |
7485 мм/мин |
10604 мм/мин |
13307 мм/мин |
||||
|
18000 об/мин |
3386 мм/мин |
6416 мм/мин |
9089 мм/мин |
11406 мм/мин |
||||
|
15000 об/мин |
2822 мм/мин |
5347 мм/мин |
7575 мм/мин |
9505 мм/мин |
||||
|
12000 об/мин |
2258 мм/мин |
4277 мм/мин |
6060 мм/мин |
7604 мм/мин |
||||
|
9000 об/мин |
1693 мм/мин |
|||||||
freza93.ru
Режимы резания в зависимости от материала и используемой фрезы
Приведенная ниже таблица содержит справочную информацию параметров режима резания, взятые из практики производства. От этих режимов рекомендуется отталкиваться при обработке различных материалов со схожими свойствами, но не обязательно строго придерживаться их.
Необходимо учитывать, что на выбор режимов резания, при обработке одного и того же материала одним и тем же инструментом, влияет множество факторов, основными из которых являются:
- жесткость системы Станок – Приспособление – Инструмент – Деталь,
- охлаждение инструмента,
- стратегия обработки,
- высота слоя снимаемого за проход и
- размер обрабатываемых элементов.
| Акрил | V-гравировка | V-образный гравер d=6 мм., A=90, 60 град., T=0.2 мм | 18000-24000 | 500-1500 | По 0.2-0.5 мм за проход. |
| РаскройВыборка | Фреза спиральная 1-заходная d=3.175 мм или 6 мм | 18000-20000 | 2500-3500 | Встречное фрезерование.Не более 3-5 мм за проход.Желательно использовать СОЖ. | |
| ПВХ до 10 мм | РаскройВыборка | Фреза спиральная 1-заходная d=3.175 мм или 6 мм | 18000-20000 | 3000-5000 | Встречное фрезерование. |
| Двухслойный пластик | Гравировка | Конический гравер, плоский гравер | 18000-24000 | 1000-2000 | По 0.3-0,5 мм за проход.Шаг не более 50% от пятна контакта (T). |
| Композит | Раскрой | Фреза спиральная 1-заходная d=3.175 мм или 6 мм | 18000-20000 | 3000-3500 | Встречное фрезерование. |
| ДеревоДСП | РаскройВыборка | Фреза спиральная 1-заходная d=3.175 мм или 6 мм | 18000-22000 | 2500-3500 | Встречное фрезерование.По 5 мм за проход (подбирать, чтобы не обугливалось при резке поперек слоев). |
| Фреза спиральная 2-заходная компрессионная d=6 мм | 18000-2000 | 3000-4000 | Не более 10 мм за проход. | ||
| Гравировка | Фреза спиральная 2-заходная круглая d=3.175 мм | До 15000 | 1500-2000 | Не более 5 мм за проход. | |
| Конический гравер d=3.175 мм или 6 мм | 18000-24000 | 1500-2000 | Не более 5 мм за проход (в зависимости от угла заточки и пятна контакта).Шаг не более 50% от пятна контакта (T). | ||
| V-гравировка | V-образный гравер d=6 мм., A=90, 60 град., T=0.2 мм | До 15000 | 1500-2000 | Не более 3 мм за проход. | |
| МДФ | РаскройВыборка | Фреза спиральная 1-заходная с удалением стружки вниз d=6 мм | 20000-21000 | 2500-3500 | Не более 10 мм за проход.При выборке шаг не более 45% от d. |
| Фреза спиральная 2-заходная компрессионная d=6 мм | 20000-21000 | 2500-3500 | Не более 10 мм за проход. | ||
| ЛатуньЛС 59Л-63
бронзаБрАЖ |
Раскройфрезеровка | Фреза спиральная 2-заходная d=2 мм | 15000 | 500-1200 | По 0,5 мм за проход.Желательно использовать СОЖ. |
| Гравировка | Конический гравер A=90, 60, 45, 30 град. | До 24000 | 500-1200 | По 0.3 мм за проход.Шаг не более 50% от пятна контакта (T).Желательно использовать СОЖ. | |
| Дюралюминий, Д16, АД31 | Раскройфрезеровка | Фреза спиральная 1-заходная d=3.175 мм или 6 мм | 12000-18000 | 800-1500 | По 0,2-0,5 мм за проход.Желательно использовать СОЖ. |
| Магний | Гравировка | Конический гравер A=90, 60, 45, 30 град. | 12000-15000 | 500-700 | По 0,5 мм за проход.Шаг не более 50% от пятна контакта (T). |
* Фрезерной обработке лучше всего подвергать пластики полученные литьем, т.к. у них более высокая темпера плавления.
* При резке акрила и алюминия желательно для охлаждения инструмента использовать смазывающую и охлаждающую жидкость (СОЖ), в качестве СОЖ может выступать обыкновенная вода или универсальная смазка WD-40 (в баллончике).
* При резке акрила, когда подсаживается (притупляется) фреза, необходимо понизить обороты до момента пока не пойдет колкая стружка (осторожнее с подачей при низких оборотах шпинделя - вырастает нагрузка на инструмент и соответственно вероятность его сломать).
* Для фрезеровки пластиков и мягких металлов, наиболее подходящими являются однозаходные (однозубые) фрезы (желательно с полированной канавкой для отвода стружки). При использовании однозаходных фрез создаются оптимальные условия для отвода стружки и соответственно отвода тепла из зоны реза.
* При фрезеровке рекомендуется применять такую стратегию обработки, при которой идет беспрерывный съем материала со стабильной нагрузкой на инструмент.
* При фрезеровке пластиков, для улучшения качества реза, рекомендуется использовать встречное фрезерование.
* Для получения приемлемой шероховатости обрабатываемой поверхности, шаг между проходами фрезы/гравера необходимо делать равным или меньше рабочего диаметра фрезы(d)/пятна контакта гравера (T).
* Для улучшения качества обрабатываемой поверхности желательно не обрабатывать заготовку на всю глубину сразу, а оставить небольшой припуск на чистовую обработку.
* При резке мелких элементов необходимо снизить скорость резания, чтобы вырезанные элементы не откалывались в процессе обработки и не повреждались.
На практике
Расчётные параметры - хорошо, но учесть полностью всё, практически не возможно. Существуют более полные формулы по расчётам режимов резания, в которых используют десятки параметров. Такие формулы применяют в массовом производстве, да и то, с последующей корректировкой. В единичном производстве применяют справочные таблицы и упрощенные формулы с обязательной корректировкой под конкретные условия. Накопленный опыт, позволяет быстро выбирать рациональные режимы резания.
Теоретические основы по выбору режимов резания
Скорость вращения и скорость подачи - это основные параметры для установки режимов резанья.
Скорость вращения (n) - зависит от характеристик шпинделя, инструмента и обрабатываемого материала. Для большинства современных шпинделей обороты варьируются в диапазоне 12 000 - 24 000 об/мин (для высокоскоростных 40 000 - 60 000 об/мин).
Скорость вращения вычисляется по формуле:
d – диаметр режущей части инструмента (мм) П – число Пи, постоянная величина = 3.14 V – скорость резания (м/мин) - это путь пройденный точкой режущей кромки фрезы в единицу времени
Для расчетов скорость резания (V) берут из справочных таблиц в зависимости от обрабатываемого материала.
Часто начинающие фрезеровщики путают скорость резанья (V) со скоростью подачи (S), но на деле это совершенно разные параметры!
Примечание: Для фрез с малым диаметром режущей части, расчетная скорость вращения (n) может оказаться значительно выше максимальной скорости вращения шпинделя, поэтому для дальнейшего расчета скорости подачи (S) необходимо брать фактическую, а не расчетную величину скорости вращения (n).
Скорость подачи (S) – это скорость перемещения фрезы, вычисляется по формуле:
fz - подача на один зуб фрезы (мм) z - количество зубьев n- скорость вращения (об/мин) Скорость врезания по оси Z (Sz) берется как 1/3 от скорости подачи по оси XY (S)
Таблица выбора скорости резания (V) и подачи на зуб (fz)
| Обрабатываемый материал | Скорость резания (V), м/мин | Подача на зуб (fz), ммВ зависимости от диаметра фрезы d | |||||
| 0.5мм | 1-2мм | 3-4мм | 5-6мм | 8-10мм | 12-16мм | ||
|
Пластик |
300-400 |
0.02 | 0.06 | 0.15 | 0.20 | 0.30 | 0.40 |
|
Оргстекло |
100-150 |
0.02 | 0.05 | 0.10 | 0.18 | 0.25 | 0.30 |
|
Дерево |
200-450 |
0.02 | 0.035 | 0.055 | 0.09 | 0.12 | 0.18 |
|
Алюминий |
80-100 |
0.01 | 0.02 | 0.035 | 0.04 | 0.075 | 0.12 |
|
Латунь, Бронза |
100-120 |
0.01 | 0.02 | 0.03 | 0.04 | 0.07 | 0.10 |
|
Магний |
150-180 |
0.01 | 0.02 | 0.035 | 0.04 | 0.075 | 0.12 |
|
Сталь |
35-50 |
0.005 | 0.01 | 0.015 | 0.02 | 0.03 | 0.05 |
|
Чугун |
40-60 |
0.005 | 0.015 | 0.02 | 0.03 | 0.04 | 0.06 |
|
Титан |
20-30 |
0.005 | 0.01 | 0.02 | 0.03 | 0.04 | 0.07 |
|
Термопласты |
50-150 |
0.1 | 0.03 | 0.05 | 0.06 | 0.07 | 0.08 |
|
Стеклопластик |
100-150 |
0.1 | 0.03 | 0.04 | 0.08 | 0.10 | 0.12 |
Примечание:Если система СПИД (Станок-Приспособление-Инструмент-Деталь) с низкой жесткостью, то величину скорости резания выбираем ближе минимальным значениям, если система СПИД имеет среднюю и высокую жесткость, то соответственно и величину выбираем ближе к средним и максимальным значениям.
Общие рекомендации по подбору фрез
- Фрезы подбирайте по принципу – наименьшая рабочая длина и наибольший рабочий диаметр необходимый для выполнения конкретной работы (фрезы с избыточной длиной и минимальным диаметром менее жесткие и склоны к образованию вибраций). Также при выборе диаметра фрезы учитывайте возможности станка, т.к. при использовании большого диаметра фрезы у шпинделя и привода станка может не хватить мощности
- Правильно выбирайте конфигурацию фрезы. Стружечная канавка должна быть больше, чем объем снимаемого материала. Если стружка не будет свободно эвакуироваться из зоны резания, она забьет канал и инструмент начнет продавливать материал, а не резать его.
- При обработке мягких материалов и материалов склонных к налипанию рекомендуется применять 1-заходные фрезы. Для обработки материалов средней жесткости рекомендуется применять 2-заходные фрезы. При обработке жестких материалов рекомендуется применять 3-х и более заходные фрезы.
freza93.ru
Скорость вращения фрезы - Мастерская МДФ
Почему быстро тупится фреза? От чего происходит обугливание обрабатываемого материала (ДСП, МДФ или дерева) после обработки фрезой? Почему горит фреза? Как предотвратить налипание смол на режущие кромки фрезы? Ответ на вышеперечисленные вопросы один – неправильно подобрана скорость (частота) вращения фрезы.
Современное фрезеровальное оборудование для обработки плитных материалов ЛДСП или МДФ оснащено двигателями, позволяющими достичь скорости вращения шпинделя свыше 20000 об/мин. С одной стороны это влияет на производительность оборудования, так как увеличивается скорость движения инструмента или скорость подачи заготовки. С другой стороны возрастает качество обработки: уменьшается вероятность поднятия ворса на МДФ, появления задиров на древесине и сколов на ламинированном ДСП.
По привычке, от незнания, или просто от лени, чтобы не забивать голову всевозможными инструкциями по эксплуатации, режимами обработки и прочими премудростями, скорость вращения фрезы устанавливается на максимальный уровень, на котором и производится обработка всех подряд материалов всеми имеющимися фрезами. В этом и кроется главная причина всех бед.
Дело в том, что при высокой скорости (частоте) вращения фрезы и низкой скорости подачи заготовки, режущая кромка фрезы большую часть времени работает вхолостую, и вместо того, чтобы срезать очередную стружку с обрабатываемого материала, она бесполезно трется об него. Всем известно, что происходит в результате трения – нагрев. Причем, чем выше скорость вращения фрезы, тем интенсивнее трение, и тем сильнее греется фреза.
Казалось бы, что тут особенного? Ну, греется. Если взять в ладонь, то рука терпит. А что металлу станет?! И все же…
Почему горит и быстро тупится фреза
Тепло, возникающее в результате трения резцов фрезы о материал, постепенно равномерно распределяется по всему ее корпусу. Поэтому, при кратковременной работе, нагрев практически не чувствуется. Однако в процессе обработки материалов именно на режущих кромках температура достигает максимальных уровней. И чем выше скорость вращения фрезы, тем сильнее трение и нагрев кромок.
Особенно это заметно на фрезах большого диаметра. Здесь линейная скорость перемещения внешней части режущей кромки относительно материала гораздо выше. В итоге, края фрезы накаляются и, после остывания, темнеют с сизым отливом, а это верный признак того, что металл был нагрет до той степени, при которой он начинает изменять свои свойства. Говоря научными терминами, в металле выгорает углеродистая составляющая, которая придает ему свойства жесткости. Если вспомнить каким мягким и податливым становится обычный гвоздь, побывавший в раскаленных углях печи или костра, то легко представить себе, какие новые свойства приобретет фреза в результате перегрева.
Стоит добавить, что при заточке фрезы, скорость вращения точильного круга или диска и степень нажима инструмента напрямую влияет на нагрев затачиваемых кромок. Если не использовать охлаждающую жидкость, то любой твердосплавный металл превратится в обычный кусок железа, способный деформироваться после небольшой нагрузки. Кстати говоря, именно поэтому рабочий ресурс фрез, сверл и пил после заточки значительно уменьшается.
Почему горит материал
Здесь все предельно ясно: в результате трения фрезы о материал образуется высокая температура, под действием которой древесина начинает выгорать. Чтобы предотвратить данное явление, необходимо уменьшить скорость (частоту) вращения фрезы и увеличить скорость подачи заготовки. Но выполнять эти действия следует при условии, что фреза сохранила свою заточку. В противном случае, нагрузка на нее, или силовой агрегат, значительно возрастет, что может привести к их поломке.
Налипание смол на фрезу
Во многих древесинах содержаться смолы. При изготовлении плитных древесных материалов, таких как ДСП и МДФ, в дополнении используют формальдегидные смолы. В процессе механической обработки этих материалов, разогретые трением, частички смол закипают, попадают на зубья режущего инструмента и, вместе с пылью, налипают на них. Обычно, это не вызывает существенных проблем, если режим подачи заготовки и скорость резания инструмента подобраны правильно. В противном случае, когда один из параметров рассчитан неправильно, завышена скорость вращения фрезы и обработка ведется на низкой скорости, на резцах инструмента появляется темный смоляной налет. Причем, чем сильнее это несоответствие, тем быстрее он образуется. При этом снижается качество обработки, на ламинированных поверхностях появляются сколы, древесина начинает гореть, инструмент получает дополнительную нагрузку, быстро перегревается и выходит из строя. Поэтому подбор частоты вращения фрезы и скорости подачи материалов является таким важным.
Кроме правильного расчета режима обработки материалов, необходимо уделить внимание уходу за режущим инструментом, то есть своевременно счищать образовавшийся смоляной налет, или смывать его обычной теплой водой.
Расчет скорости (частоты) вращения фрезы
Чтобы сделать правильный расчет скорости вращения фрезы и скорости ее движения необходимо учесть много факторов, в том числе физико-механические свойства материала и инструмента, глубину и ширину обработки и др.
С другой стороны, такие материалы как МДФ и ДСП обрабатываются намного легче, по сравнению, например с различными металлами. Поэтому за основу можно взять исключительно показатель качества обработки, то есть наличие шероховатостей, гребней, сколов и задиров на обработанной поверхности.
Для более-менее качественной обработки древесно-стружечных ламинированных плит необходимо, чтобы величина подачи на один зуб фрезы (или по-простому, толщина стружки выходящей из под резца) составляла 0,05 – 0,15 мм. Таким образом, обычная двурезцовая фреза за оборот должна срезать 0,1 – 0,3 мм, а за 15000 оборотов – 1500 – 4500 мм. То есть скорость подачи материала на фрезу, при 15000 об/мин, должна составлять 1,5 – 4,5 м/мин, или 25 –75 мм/сек.
Если требуется произвести обработку на низкой скорости подачи, например, при работе ручным фрезером, то расчет скорости вращения фрезы можно сделать исходя из скорости движения фрезера, совершая вычисления в обратном порядке. Допустим, обработка материала ведется со скоростью 10 мм/сек, или 600 мм/мин. При величине подачи на один зуб равной 0,1 мм и работе двурезцовой фрезой необходимая скорость вращения фрезы составит 600/(0,1×2)=3000 об/мин.
Техника безопасности при работе с фрезами
Как правило, производители фрезеровального оборудования и инструмента прилагают к своей продукции инструкции по безопасности и указывают рекомендуемые режимы работы фрез. Ниже, в таблице, представлены безопасные параметры скорости вращения фрезы в зависимости от диаметра.
|
Диаметр фрезы, мм |
Максимальная скорость вращения фрезы, об/мин |
|
До 25 |
24000 |
|
26 – 50 |
18000 |
|
51 – 63 |
16000 |
|
64 – 75 |
14000 |
|
76 – 87 |
12000 |
Другие статьи…
mastermdf.ru
Выбор правильной скорости вращения фрезы
Сделать выбор правильной скорости вращения фрезы на современном фрезере не несложно. Установив необходимую фрезу и настроив глубину резки, вы уже готовы включить ручной фрезер и приступить к работе. В настоящее время у многих новых инструментах существует функция переменной скорости. Эта функция позволяет отрегулировать вращение фрезы по дереву через диапазон скоростей, от 24 000 об/мин до 10 000 об/мин. Но встал вопрос: какую выбрать скорость вращения фрезы для решения заданной задачи? Существует несколько правил, касающихся выбора переменной скорости на фрезере. С одной стороны, это позволяет проявлять некоторую гибкость и экспериментировать при принятии решения о правильной скорости. С другой стороны, без каких-либо рекомендаций, трудно понять, когда и какую нужно настроить скорость. На какой скорости и какой фрезой выполнять фрезерование, есть четыре предложения, когда имеет смысл замедлить вращение, чтобы добиться лучших результатов.
Фрезы и выбор правильной скорости вращения фрезы.
| Диаметр фрезы от : | Диаметр фрезы до : | Максимальная скорость вращения : |
| 1″ | 24 000 | |
| 1 1/4″ | 2″ | 18 000 |
| 2 1/4″ | 2 1/2″ | 16 000 |
| 3″ | 3 1/2″ | 10 000 |
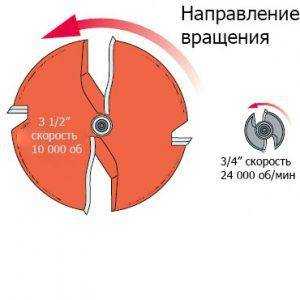 БОЛЬШИЕ ФРЕЗЫ. Всегда единственно правильный ответ, на выбор правильной скорости вращения фрезы, это определение диаметра фрезы. Например, фреза диаметром 3 1/2″, показанная на фотографии справа. Другими словами, по мере увеличения диаметра фрезы скорость вращения уменьшается, при уменьшении диаметра — скорость поднимается вверх. Фрезы большого диаметра, обычно включают диапазон скорости вращения с верхним и нижним пределом. Если у вас нет этой информации, то можно найти ее на веб-сайте производителя фрез.
БОЛЬШИЕ ФРЕЗЫ. Всегда единственно правильный ответ, на выбор правильной скорости вращения фрезы, это определение диаметра фрезы. Например, фреза диаметром 3 1/2″, показанная на фотографии справа. Другими словами, по мере увеличения диаметра фрезы скорость вращения уменьшается, при уменьшении диаметра — скорость поднимается вверх. Фрезы большого диаметра, обычно включают диапазон скорости вращения с верхним и нижним пределом. Если у вас нет этой информации, то можно найти ее на веб-сайте производителя фрез. 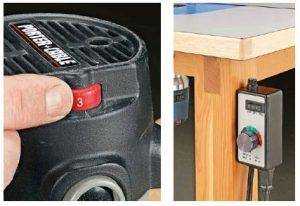
УСТАНОВКА СКОРОСТИ. Изменить скорость фрезера не так просто, как кажется. Циферблат управления скоростью на большинстве маршрутизаторов не отображает фактической скорости вращения. Вместо этого вы можете увидеть простой набор чисел, как показано на первой левой фотографии. Чтобы узнать фактическую скорость, необходимо прочитать руководство пользователя. Тем не менее, много времени не потребуется определить с какой скоростью будет вращаться фреза. Допустим максимальная скорость вращения фрезера 24 000 об/мин, циферблат имеет шесть делений. Значит скорость вращения одного деления будет равна 4 000 об/мин. Если ваш фрезер не имеет контроля скорости, вам не повезло. В магазинах доступны вспомогательные регуляторы скорости, как показано на второй фотографии слева. После подключения фрезера к контроллеру вы можете изменить скорость вращения поворотом циферблата.
Недостаток, который сложно победить.
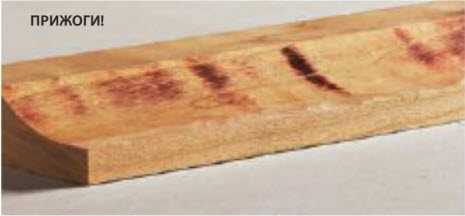
 КАК ИЗБЕЖАТЬ «ПРИЖОГОВ». Существует момент, когда сделав выбор правильной скорости вращения фрезы, вы не сможете избежать «прижога». Причиной этому является накопление тепла. При вращении фрезы, происходит задержка ее над частью заготовки, тепло поднимается и вызывает выгорание дерева. Используя постоянную подачу, вы можете предотвратить нагрев на изделии. Но вначале и в конце остановки при фрезеровании невозможно этого избежать. Что можно увидеть в примере на фотографии с правой стороны. На полной скорости правый жёлоб прижигался в начале разреза. Этот недостаток является трудным и трудоемким при удалении. Уменьшив скорость еще всего на одно деление, можно фрезеровать жёлоба без «прижога».
КАК ИЗБЕЖАТЬ «ПРИЖОГОВ». Существует момент, когда сделав выбор правильной скорости вращения фрезы, вы не сможете избежать «прижога». Причиной этому является накопление тепла. При вращении фрезы, происходит задержка ее над частью заготовки, тепло поднимается и вызывает выгорание дерева. Используя постоянную подачу, вы можете предотвратить нагрев на изделии. Но вначале и в конце остановки при фрезеровании невозможно этого избежать. Что можно увидеть в примере на фотографии с правой стороны. На полной скорости правый жёлоб прижигался в начале разреза. Этот недостаток является трудным и трудоемким при удалении. Уменьшив скорость еще всего на одно деление, можно фрезеровать жёлоба без «прижога». 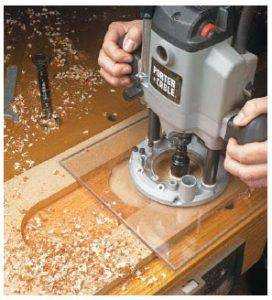
ГЛУБОКОЕ ФРЕЗЕРОВАНИЕ. Ситуация с «прижогами» проявляется и при глубоком фрезеровании, например, вырезая пазы или делая выборку для чаши (фотография слева). Здесь также появляется проблема «прижогов». Дерево — изолятор, поэтому тепло нарастает еще с большей силой. Чтобы сохранить срок службы фрезы, уменьшите скорость вращения фрезера и минимизируйте накопление тепла (фрезеруя не держите фрезерный станок по дереву долго на одном месте). 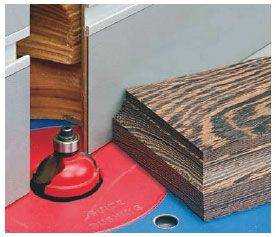
ТВЕРДЫЕ МАТЕРИАЛЫ. Один из последних примеров, когда замедляется скорость фрезера, — это когда в работе присутствуют твердые лиственные породы, особенно экзотические. Используя прямолинейные проходы, постоянную подачу и острую фрезу, двигатель с переменной скоростью даст вам еще один «инструмент» для чуткой реакции на материал.
ЭКСПЕРИМЕНТ. Знайте, что выбор правильной скорости вращения фрезы, окончательных правил для снижения скорости фрезера не имеет, экспериментируйте с различными фрезами и древесными породами. Несколько тестов — все, что нужно. Преимущество в том, чтобы узнать возможности фрезера и фрез, узнать больше о материалах с которыми вы работаете, нужен всего лишь метод проб и ошибок.
woodjig.net
Выбор торцевой насадной фрезы со сменными пластинами(скоростной головки).
Возникла необходимость покупки скоростной фрезерной головки диаметром 160мм,для небольших съемов на 676-м станке и с дальнейшим переходом сего инструмента на 6р12. Склоняюсь к советской,т.к. пластины могу взять почти по рублю, а лишних денег на покупку "фирмы" и пластин к ней пока нет,да и жалко убивать импортные пластины на грубую работу.Головок есть несколько типов: 1. Под пятигранку/круг/квадрат с отверстием.Мне чесно говоря не нравиться крепление пластин.Имею такие головки на 63мм,-пластины все на разном уровне,базы нормальной для пластин нет. 2.С так называемым тангенциальным расположением пластин. 4 рабочих грани(или 8 ???). Но из пластин всречал или тн-20(плохие отзывы) или кнт-16. С такими сплавами не сталкивался. Предпочтение к т5к10 или т15к6. 3. Под квадрат без отверстия. Подходят и твердосплавные пластины,и керамика ВОК и импорт, 8 рабочих граней.Пластина зажимается "с лица" цилиндрическим клином. Не очень нравиться зажим. 4. Аналогичная предыдущей,но как по мне с более удачным креплением пластины широким клином. (склоняюсь именно к этой).Подходит и твердый сплав,и керамика,и импорт. 5. Аналогичная предыдущей,но с положительным углом установки пластин .Пластин попадается много(с задними углами),но головка редкая,в живую в руках не держал.Да и 4 рабочих грани вместо 8-ми. Помогите определиться с выбором,кто с какими сталкивался,какие отзывы будут? Сам склоняюсь к № 4, № 5(если повезет найти). По цене примерно одинаково. PS фотографии брал из интернета и форума,если кто увидит свою,просьба тапками не бросаться Спасибо уделившим внимание.www.chipmaker.ru
Как подобрать частоту вращении для фрезы
Как разогнавшийся автомобиль становится трудноуправляемым и в нем возникают вибрации и тряска, так и деревообрабатывающие машины при работе на высоких оборотах могут вести себя непредсказуемо. Для каждой комбинации «фрезер+фреза» существует идеальное соотношение частоты вращения и скорости подачи, которых следует придерживаться для безопасности и наилучших результатов. Выйдя за границы оптимального диапазона, вы рискуете повредить фрезу, фрезер или заготовку, а иногда безнадежно их испортить.
Фрезерные машины с изменяемой частотой вращения обычно работают в диапазоне 8000-26000 об/мин. Однако не так важно, с какой частотой вращается хвостовик фрезы. Гораздо большее значение имеет окружная скорость, с которой движутся периферийные участки фрезы, расположенные в наибольшем удалении от ее оси вращения. Например, у фрезы диаметром 13 мм, вращающейся с частотой 10000 об/мин, края лезвий движутся со скоростью около 24 км/ч, а при увеличении частоты вращения до 25000 об/мин их скорость возрастает до 60 км/час. Теперь возьмем фигарейную фрезу диаметром 76 мм. При 10000 об/мин ее периферийные участки движутся со скоростью около 145 км/ч, а при 25000 об/мин их скорости могут позавидовать даже гоночные автомобили — 359 км/ч!
При окружной скорости выше 160 км/ч фрезы (особенно с тонким хвостовиком) испытывают повышенные нагрузки, и возникает вибрация. Кроме того, превышение оптимальной скорости снижает качество обработки. Фрезерование со слишком большой окружной скоростью вызывает сколы и прижоги, а лезвия фрезы быстрее тупятся. При слишком низкой окружной скорости получается грубая поверхность со следами инструмента, напоминающими частые полосы (так называемой рябью).
Подберите оптимальный режим
Так как оптимальная частота вращения определяется прежде всего диаметром фрезы, для настройки фрезера можно воспользоваться таблицей (внизу). Если на регулировочном колесе фрезера частота вращения обозначается цифровыми индексами или литерами, подобрать оптимальные настройки для фрез можно с помощью следующего метода. Зажмите фрезу в цангу, включите фрезер и медленно увеличивайте частоту вращения до появления вибрации. Затем вращайте колесо в обратную сторону до тех пор, пока вибрация не исчезнет. Отметьте найденное положение регулировочного колеса в третьем столбце таблицы, чтобы использовать его при работе с этой фрезой в качестве отправной точки-ориентира. На пробных обрезках вы сможете более точно отрегулировать все параметры фрезерования в зависимости от обрабатываемого материала.
- При фрезеровании вишни, клена, березы и бука, склонных к появлению прижогов, установите частоту вращения ниже, чем для других пород.
- Делайте пробные проходы на обрезках, особенно когда впервые применяете незнакомую фрезу, фрезер или материал.
- Фрезеруя свилеватую древесину, следует уменьшить частоту вращения, чтобы избежать сколов.
- Старайтесь обеспечить равномерную скорость подачи, так как ее изменения могут влиять на качество обработки не меньше, чем увеличение или снижение частоты вращения.
- При так называемом закрытом фрезеровании, когда фреза погружена в материал и отвод стружки затруднен (пазы, шпунты, гнезда), избежать прижогов можно, уменьшив частоту вращения.
- Старайтесь завершить каждую фрезерную операцию чистовым проходом с удалением слоя материала толщиной не более 0,5 мм, чтобы добиться наилучшего качества поверхности.
Используйте таблицу в качестве отправной точки при подборе оптимальной частоты вращения для каждой фрезы в зависимости от условий ее работы и обрабатываемого материала. Если на колесе регулятора фрезера вместо указания числа оборотов нанесены цифры или буквы, впишите соответствующие значения в правый столбец таблицы. Такую таблицу полезно сделать для каждого фрезера.
КАК СЛИШКОМ БЫСТРОЕ ИЛИ СЛИШКОМ МЕДЛЕННОЕ ВРАЩЕНИЕ ВЛИЯЕТ НА КАЧЕСТВО ОБРАБОТКИ

Фреза для выкружки радиусом 13 мм, вращаясь с частотой 25000 об/мин, вырывает волокна и оставляет пропуски.

Мы снизили частоту вращения до 10000 об/мин и получили грубую поверхность с рябью.

При 18000 об/мин та же самая фреза для выкружки позволила сделать профиль чистым и гладким.
Фреза большего диаметра при 18000 об/мин оставляла прижоги, пока мы не уменьшили частоту вращения до 16000 об/мин.
Возможно, Вас заинтересует:
stroyboks.ru
О частоте вращения фрезы
Вопрос о частоте вращения фрезы заслуживает отдельного рассмотрения, ибо в последнее время появилось много противоречивых публикаций на эту тему, а некоторые «писатели», то ли по недомыслию, то ли со злым умыслом дезинформируют читателей.
Рассмотрим две схемы: консольного мотоблока с навесным фрезерным культиватором (слева) и осевого мотоблока (мотокультиватора) с фрезами, установленными на силовом валу:
В первом случае ножи фрезерного культиватора участвуют в двух движениях: вместе с мотоблоком поступательно движутся вперед со скоростью V0, которая задается мотоблоком, и относительно оси культиватора вращаются со скоростью V1, которая зависит от частоты вращения ротора и диаметра фрезы D.
Если скорость V0, будет меньше скорости V1, то культиватор нормально обрабатывает («фрезерует», культивирует) грунт.
Если же V0 > V1, то культиватор из активного орудия превратится в пассивное, т.е. — в «соху» и будет не рыхлить, а царапать грунт.Поэтому все консольные мотоблоки обеспечивают такую частоту вращения фрезы, при которой скорость V1 превышает скорость V0, благодаря чему происходит нормальная культивация грунта.
Например, универсальный фрезерный культиватор «Мотор Сич» КВ-1С», устанавливаемый на мотоблоки АРТАНИЯ МА 300, Супер 600, Гольдони, МТЗ-05, МБ-4,05 и др., имея фрезу диаметром 310 мм, вращающуюся с частотой 300 об/мин., обеспечивает скорость ее вращения V1= 4,2 м/с.
При этом мотоблок во время работы фрезы перемещается поступательно со скоростью до 1 м/с.
Такое существенное превышение скорости вращения над скоростью поступательного движения обеспечивает стабильную и эффективную культивацию почвы.То же касается и консольного мотоблока RTT 2, который обеспечивает при вращении фрезы с частотой 275 об/мин. и ее диаметре 320 мм почти такое же соотношение скоростей вращательного и поступательного движения.
Во втором случае скорость поступательного движения мотокультиватора определяется исключительно скоростью вращения ротора и плотностью фрезеруемого грунта. V2 всегда меньше V1 и в данном случае, независимо от частоты вращения n фрезерный культиватор всегда является активным орудием.С этой точки зрения ротор осевого мотоблока может вращаться с любой частотой.
Однако в данном случае следует руководствоваться иными соображениями: если сравнительно легкий мотокультиватор обеспечит вращение фрезы с частотой 200 — 300 об/мин., то через час работы у оператора от вибрации «занемеют» руки! Это, во-первых.
Во-вторых, мотокультиватор — как правило, односкоростная машина. Если вместо фрез установить колеса и присоединить окучиватель или картофелекопатель, и при этом частота вращения колес составит 200 — 300 об/мин., то даже при диаметре колеса 200 мм скорость движения мотокультиватора достигнет 9 — 10 км/час. Никакое пробуксовывание не поможет — работать оператор не сможет.
В-третьих, увеличение частоты вращения фрезы до 200 — 300 об/мин. действительно приводит к чрезмерному измельчению почв.
Вывод: частота вращения фрезы, присоединяемой к консольному мотоблоку должна быть не менее 275 об/мин., а частота вращения фрезы мотокультиватора не должна превышать 130 — 140 об/мин.
Статья взята с сайта http://agromoto.net/
Оцените статью: Поделитесь с друзьями!dm-st.ru