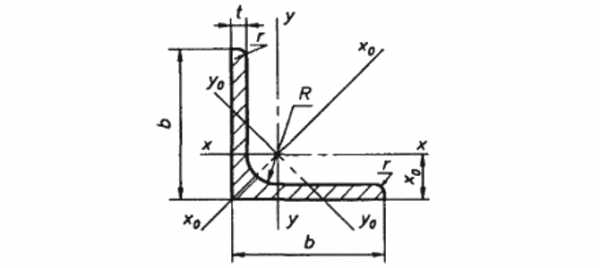
10 советов, которые помогут начинающему TIG сварщику. Tig сварочный
10 советов, которые помогут начинающему TIG сварщику

TIG сварка (Tungsten Inert Gas) получает все большее распространение благодаря исключительному качеству сварных соединений. Но, к сожалению, в массовом производстве она практически не применяется. Это вызвано тем, что она имеет низкую производительность и все работы на ней, зачастую, производятся вручную. А где люди, там и человеческий фактор, поэтому каждый сварщик, который работает с TIG сваркой должен знать эти 10 простых правил:
-
Чистота — залог здоровья
Для TIG сварки, как ни для какой другой, важна чистота зоны сварки, поскольку любые загрязнения приведут к потере качества шва, который наносится. В случае сварки алюминия, даже если травление производилось за несколько часов до начала сварки, перед самим процессом желательно еще раз пройтись щеткой, чтобы уничтожить новообразовавшуюся оксидную пленку, так как в процессе сварки металл становится очень чувствительным к подобного рода загрязнениям.
-
Правильно подобранный электрод — хороший электрод
Не смотря на то, что TIG сварка практически не расплавляет электрод, как обычные способы, но химический состав, диаметр и заточка электрода всё же имеют значение.
Если в случае с диаметром все более-менее понятно: тоньше материал — меньше диаметр электрода, то с химическим составом возникают вопросы. Так решим же их, рассмотрев различия в трёх самых популярных типах электродов:

Чистый, нелегированный вольфрам (обозначается зеленой меткой на электроде)
Чистый вольфрам обычно используется для сварки алюминия, поскольку прекрасно работает на переменном токе и может использоваться со всевозможными защитными газами. К недостаткам можно отнести сравнительно быстрое расходование (сгорание) по сравнению с другими типами электродов, но это с лихвой компенсируется низкой стоимостью электродов из чистого вольфрама.
Торированный вольфрам (обозначается красным)
Главным преимуществом торированного электрода перед представленным ранее чистым вольфрамовым, является лучшая стабильность работы на постоянном токе. Эти электроды так же могут использоваться на переменном токе, но только на небольших толщинах. Главный их недостаток — небольшое радиоактивное излучение, поэтому они нуждаются в особых условиях хранения и работы с ними.
Лантанированный вольфрам (обозначается синим)
Этот тип электродов отличается удобством использования — на них значительно проще зажигать и удерживать дугу, лучше сохраняется форма заточки наконечника. Также к плюсам можно отнести значительную износостойкость и, как следствие, меньшее потребляемое количество на единицу шва.
-
Знай с чем работаешь
При сварке ответственных конструкций крайне важно знать, с какой толщиной и маркой металла ведется работа, поскольку в зависимости от этих факторов нужно подбирать присадочную проволоку, электрод и тип заточки. Соответственно, чем больше ответственность шва, тем более скрупулёзно нужно подходить к выбору используемого материала.
-
Постоянный или переменный?
Тип тока, который используется при сварке, сильно влияет на конечный результат.
В остальных же случаях допускается использование постоянного тока.
-
Правильно затачивать тоже надо уметь
В зависимости от материала, который сваривается, нужно по-разному готовить электрод. В случае со сваркой стальных листов средней толщины, достаточно просто заточки «в половину» (электрод толщиной 3 мм заточить до 1.5 мм). Это помогает сфокусировать дугу и улучшить точность позиционирования. Чем тоньше метал — тем острее нужна заточка. Для переменного тока необходимо несколько закруглить конец, для постоянного — плоская заточка. И еще: затачивать нужно, чтобы канавки оставались по длине электрода, а не в поперёк, поскольку так дуга будет гореть намного более сфокусировано. Для алюминия действуют совсем другие законы. При сварке алюминия необходимо, чтобы кончик электрода был закруглен, для улучшения стабильности горения дуги.
Так же нужно не забывать, что электрод изнашивается, поэтому нужно контролировать его состояние (при необходимости затачивать и следить за его чистотой)
-
Регулирование силы тока
В большинстве современных сварочных аппаратов для TIG сварки существует автоматическая система регулирования силы тока, но что делать, если в аппарате её не предусмотрено, а шов нужно нанести? При ручном управлении силой тока, рекомендуется начинать процесс с как можно большей силой, и только после образования сварной ванны уменьшать её до комфортных значений.
-
Правильное движение
Для TIG сварки, как ни для какой другой, важно, как происходит перемещение сопла. Чтобы начать нанесение шва, необходимо разместить сопло под углом 90° относительно шва. После формирования сварочной ванны угол уменьшается до 70-80°. При заварке кратера угол уменьшают до 20-30°.
-
Осторожно с алюминием
При работе с алюминием нужно быть предельно осторожным, поскольку он обладает значительной теплопроводимостью и не имеет цветов побежалости. Поэтому при сварке алюминия травмоопасность значительно выше, чем при сварке других металлов.
-
Учитывай форму соединения
Различные соединения требуют различного подхода. При сварке внахлестку, к примеру, необходимо увеличить фокусировку тепла на торцах, поскольку это позволит обеспечить максимальную прочность при минимальном тепловложении. Так же необходимо учитывать форму шва при добавлении присадочного материала (больше тепла — больше присадочного металла).
-
Больше практики
Ничто так не помогает при TIG сварке, как опытная рука. Ведь даже прочтя все теоретические рекомендации, но взяв держак и присадочную проволоку впервые в жизни, идеальный шов никак не получится. Поэтому, перед тем, как приступать к сложным и ответственным швам необходимо попрактиковаться.
blog.svarcom.net
F.A.Q. по ТИГ - Аргонодуговая сварка — TIG
ОСОБЕННОСТИ АРГОНОДУГОВОЙ (ТIG) СВАРКИ
T1G из термина АРГОНОДУГОВОЙ (TIG) сварки представляет собой сокращение "вольфрам - инертный газ (Tungsten Inert Gas)". Под Аргонодуговой сваркой подразумевается дуговая сварка вольфрамовым электродом в среде инертного газа, не реагирующего ни на какое другое вещество, причем между "вольфрамовым электродом" и основным металлом образуется дуговой разряд, в силу тепла которого происходит плавление основного металла.
Вольфрам представляет собой металл, который применяется в изготовлении нити накала лампы и пр. Температура его плавления -приблизительно 3400°С, то есть гораздо выше, чем в случае железа. В среде высокотемпературной дуги вольфрам по свойству не поддается плавлению длительное время.
В качестве инертного газа, в общем, применяют аргон, свойство которого регламентируется стандартом JIS K1105 (аргон), Гелий применяют изредка и только тогда, когда свойство газа гелия необходимо, так как в нашей стране гелий стоит очень дорого (в несколько раз больше, чем аргон).
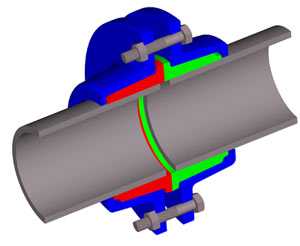
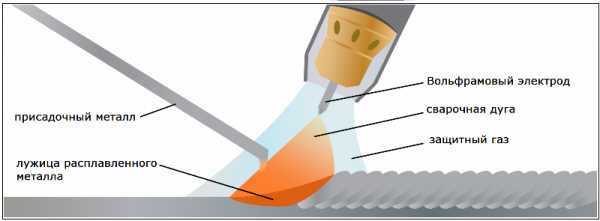
На рис. 1.1 представлен принцип Аргонодуговой сварки. Между вольфрамовым электродом и основным металлом зажигается дуга, инертный газ, вытекающий по соплу из окружения вольфрамового электрода, защищает электрод, дугу и ванну расплавленного металла. Вытекающий по соплу газ называется "защитным газом" и защищает по своей функции расплавленный металл от вредного влияния от попадающего кислорода, азота и пр. из атмосферного воздуха и защищает вольфрамовый электрод от окисления и износа.
Вольфрамовый электрод, который не плавится называется неплавящимся электродом и применяется в качестве электрода только для формирования дуги, кроме случаев с тонкостенными листами, когда требуется только расплавление основного металла, и не требуется добавление присадочного металла для дополнения сварного шва. Присадочный металл подают сбоку от дуги и к краю расплавленной ванны вручную или подающим автоматом.
ДОСТОИНСТВА И НЕДОСТАТКИ
При Аргонодуговой сварке в связи с тем, что электрод не подвергается плавлению, дуга легко стабилизируется и поэтому качественно можно сваривать углеродистую сталь, легированную сталь, алюминий, титан, никель. магний, медь и прочие металлы. Причиной такого свойства служат следующие достоинства.
(1) Инертный газ изолирует дугу и ванну расплавленного металла полностью от атмосферы, не позволяет попадание кислорода, азота, водорода и другого газа или примесей в металл шва, и как следствие формируется качественный сварной шов с высокими химическими и физическими свойствами.
(2) Можно поддерживать стабильную дугу, начиная с области слабых токов порядка несколько ампера и кончая областью сильных токов порядка несколько сотен ампера, что позволяет находить широкомасштабное применение сварки, начиная со сверхтонкого листа и кончая толстым листом.
(3) Электрод используется только для обеспечения зоны сварки теплотой и присадочный металл добавляется отдельно, так что можно управлять количеством присадочного металла и тепловложением отдельно, исключая ограничения положением сварки и формой соединения.
(4) Можно четко наблюдать дугу и ванну расплавленного металла, и ванна расплавленного металла спокойна, что облегчает формирование обратного валика.
(5) Не нужно использовать флюс, что позволяет, в общем, производить чистую сварку, почти не образуя дыма, кроме как при сварке специальных металлов и сплавов.
Внешний вид сварных швов красив так как во время сварки не образуется шлак и нет брызг. Следовательно после сварки не нужно проводить работу по их устранению.
С другой стороны можно перечислить следующие недостатки;
(1) По сравнению с дуговой сваркой в среде углекислого rasa и другой сваркой плавящимся электродом производительность сварки низкая.
(2) Аргон и вольфрамовый электрод стоят сравнительно дорого, что поднимает себестоимость.
(3) Применяют защитный газ, и поэтому сварка зависит от такого фактора как ветер).
ПОЛЯРНЫЙ ЭФФЕКТ И ЭФФЕКТ ОЧИСТКИ
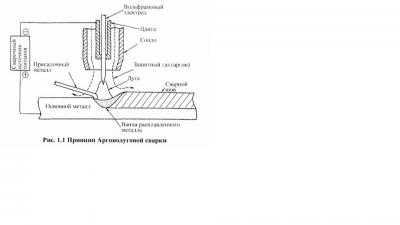
Когда дуга горит между двумя электродами с помощью источника питания постоянного тока, получается напряжение дуги, как представлено на рис. 1.2. Электрод, подсоединенный к плюсовой стороне источника питания, называется анодом, электрод, подсоединенный к минусовой стороне, называется катодом, и зона между анодом и катодом называется столбом дуги.
Напряжение дуги выражается суммой резкого падения напряжения вблизи анода/катода и падения столба дуги, пропорционального длине столба дуги. Температура столба дуги, хотя зависит от силы тока и вида окружающего газа, составляет приблизительно 5 000 - 20 000°С.
При Аргонодуговой сварке сварочной машиной постоянного тока в зависимости от вольфрамового электрода на катоде (основного металла на аноде) или основною металла на катоде (вольфрамового электрода на аноде) луга, глубина прославления основного металла и величина износа электрода бывают разными.
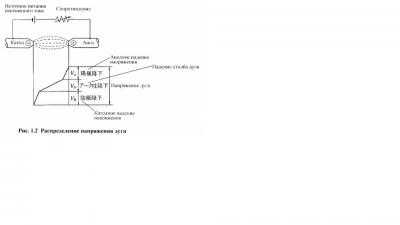
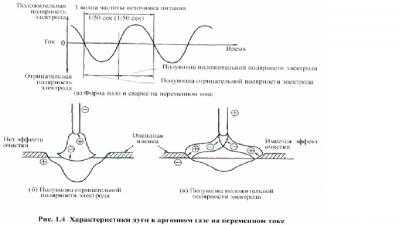
Чтобы различать эти две полярности, как представлено на рис. 1.3 (а), в случае, когда вольфрамовый электрод присоединен к минусовой клемме источника питания (вольфрамовый электрод на катоде), полярность называется "отрицательной полярностью электрода". Наоборот, как представлено на рис. 1.3 (б), в случае, когда вольфрамовый электрод присоединен к плюсовой клемме (вольфрамовый электрод па аноде), называется "положительной полярностью электрода".
Кроме того, по другому методу обозначения отрицательная полярность электрода может называться "прямой полярностью" или "SP (Straight Polarity)", положительная полярность электрода может называться "обратной полярностью" или "RP (Reverse Polarity)". Однако эти методы обозначения, основанные на потоке электрона, являются противоположными потоку тока, что может легко вызвать ошибку. Поэтому в последнее время обычно применяется обозначение "отрицательная полярность электрода" и "положительная полярность электрода"
Заимствуя английские прописные буквы, отрицательная полярность электрода обозначается буквами EN (Electrode Negative), положительная полярность электрода - ЕР (Еlectrode Positive).
При отрицательной полярности электрода, в которой вольфрамовый электрод присоединяется к минусовой клемме, термоэлектроны, когда вылетают от служащего катодом вольфрамового электрода, захватывают энергию, необходимую для эмиссии, так что электрод не подвергается перегреву. В результате этого износ электрода не значителен, и можно подводить относительно сильный ток к тонкому электроду. Кроме того, концентричность дуги хороша, что позволяет получать узкий валик с глубоким проплавлением. Это характерная особенность сварки так что при обычной Аргонодуговой сварке применяется "отрицательная полярность электрода".
С другой стороны, при положительной полярности электрода, в которой вольфрамовый электрод подсоединяется к плюсовой клемме, служащий анодом вольфрамовый электрод склонен подвергаться перегреву, изнашивается больше, так что необходимо использовать более толстый электрод, чем в случае отрицательной полярности электрода. Кроме того, концентричность дуги неудовлетворительная и получается широкий валик с мелким проплавлением. Так что эта полярность применяется очень редко в специальных случаях.
Однако "положительная полярность -электрода" обладает немаловажной функцией устранения окисей с поверхности основного металла. То есть, отрицательно наряженные электроны вылетают от катодных пятен на поверхности основного металла к столбу дуги, но, одновременно, вокруг1 него сталкиваются положительно заряженные катионы защитного газа. Этим сталкиванием разрушается оксидная пленка.
Катодные пятна склонны формироваться в местах, где имеются окиси, и передвигаются .за окисями, в результате чего окиси вокруг дуги устраняются полностью. Это явление называется "эффектом очистки" дуги и относится к необходимому условию для сварки алюминиевого сплава или магниевого сплава, на которых формируются поверхностные окиси.
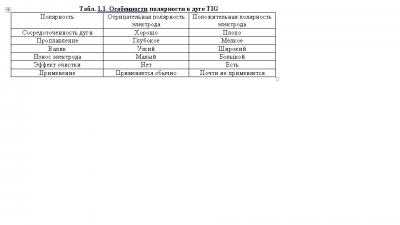
Вышеизложенные характеристики двух полярностей оформлены таблицей 1.1.
ХАРАКТЕРИСТИКИ ДУГИ В АРГОНЕ НА
ПЕРЕМЕННОМ ТОКЕ
При Аргонодуговой сварке с использованием источника питания переменного тока полярность тока меняется через каждую полуволну, так что получается характеристика, являющаяся сочетанием характеристики отрицательной полярности электрода с характеристикой положительной полярности электрода, как показано на рис. 1.4. Полуволны отрицательной полярности электрода не имеют эффект очистки, но выявляет эффект охлаждения в связи с эмиссией термоэлектрона. Наоборот, полуволны положительной полярности электрода не имеют эффекта охлаждения, но выявляют эффект очистки столкновением катионов.
При аргонодуговой сварке на переменном токе электрод и основной металл становятся или анод (плюс) или катод (минус) поочередно, так что электрод перегревается больше, чем при отрицательной полярности электрода, но меньше, чем при положительной полярности электрода, что способствует использованию относительно сильного тока.
В связи с тем, что полуволны положительной полярности электрода имеют эффект очистки, для сварки алюминиевого сплава и магниевого сплава, требующей устранение оксидной пленки с поверхности основного металла, применяется переменный ток.
Некоторые последние типы установок Аргонодуговой сварки на переменном токе снабжены функцией изменения пропорции времен между отрицательной полярностью электрода и положительной полярностью электрода. Это изменение пропорции времен приводит к изменению эффекта очистки. Чем меньше длительность времени положительной полярности электрода (чем больше длительность времени отрицательной полярности электрода), тем меньше становиться ширина зоны очистки, как представлена рис. 1.5.
Не говоря уже о случае, когда вносятся изменения в пропорцию времен положительной полярности электрода и отрицательной полярности электрода, как изложено выше, даже если пропорция времен равномерна, степени трудности горения дуги отличаются в зависимости от полярности. Следовательно, ток в в полуволне положительной полярности электрода и ток в в полуволне отрицательной полярности электрода не становятся равными.
Сообщение отредактировал Sakhalin_Cat: 28 Ноябрь 2014 22:40
websvarka.ru
Аргонно дуговая сварка TIG

Здравствуйте дорогие читатели!
В этой статье понятным языком рассмотрим устройство и процесс сварки TIG.
Когда речь идёт о кузовном ремонте, сварка TIG в основном ассоциируется с ремонтом алюминиевых кузовов транспортных средств. Кроме алюминия такой сваркой можно сваривать любой другой металл, в том числе разные виды металлов можно сварить в одну деталь. Рассмотрим устройство, принцип действия и некоторые подробности применения этого вида сварки.

Сварка TIG представляет собой ручной процесс, который требует от сварщика задействовать обе руки. Что отличает сварку TIG от других видов сварки, так это то, как создаётся дуга и как подаётся присадочный материал. Одной рукой сварщик держит горелку, которая создаёт дугу, а другой подаёт присадочный металл к месту сварочного соединения. Из-за того, что приходится использовать обе руки, эта сварка считается наиболее сложной в усвоении, но также, считается наиболее универсальной, так как может применяться даже при сварке разных металлов. Процесс получается достаточно медленный, но при правильном применении, получается сварочный шов высокого качества. Обычно сварку TIG применяют, если требуется сварить что-то необычное, отличающееся от стали и там, где нужен аккуратный, тонкий шов.
Сварка TIG (Tungsten Inert Gas Welding) переводится как Сварка Вольфрамовым электродом в среде Инертного Газа. Полное и более правильное название сварки TIG – Gas Tungsten Arc Welding (GTAW, Дуговая Сварка Вольфрамовым электродом в среде защитного газа).
Впервые сварка TIG была представлена в 1940-х годах и применялась с Гелием в качестве защитного газа.
Почему используется Вольфрам для сварки?
Вольфрам очень твёрдый, слабо радиактивный и хрупкий металл. Его применение ограниченно, в сравнении с другими металлами. В сварке TIG Вольфрам применяется в виде неплавящегося электрода, который используется, чтобы создавать дугу. Электрод накаляется до 6000 градусов по Цельсию. Высокая точка плавления и хорошая электрическая проводимость позволяет не сгорать при сварке.
Как работает сварка TIG?
Для сварки TIG требуется три вещи: высокая температура, защитный газ и присадочный металл. Высокая температура достигается за счёт электричества, проходящего через Вольфрамовый электрод и создаёт дугу с металлом. Газ поступает из баллона и течёт к месту сварки, чтобы защитить сварочный шов от воздействия воздуха. Присадочный металл – это проволока, которая подаётся сварщиком в дугу и плавится. Процесс происходит в следующей последовательности: сначала сварщик открывает газ, далее электрод подносится к соединению свариваемых деталей на достаточном расстоянии, чтобы не касаться металла, потом нажимается педаль и образуется сварочная дуга. Начинает происходит плавление металла свариваемых деталей, а сварщик второй рукой начинает просовывать присадочную проволоку в зону сварочной дуги, которая плавится и заполняет сварочное соединение.
Сварка TIG похожа на электродугавую сварку электродами. Рукав с держателем электрода от сварки TIG может быть установлен на сварочный аппарат для электродуговой сварки, и такая конструкция будет работать как сварка TIG.
Сварочная дуга в сварке TIG может образовываться также, как и в электродуговой сварке электродами, но чаще аппараты TIG имеют функцию «высокочастотный старт» (high frequency start). Это позволяет не касаться металла, чтобы создать сварочную дугу. Как только подано электропитание на электрод, сварочная дуга образуется на расстоянии до 2.5 см от металла. Это осуществляется за счёт короткого момента подачи высокого напряжения, которое помогает преодолеть расстояние до металла и создать электрическую дугу. Сразу после образования дуги напряжение падает до значения, которое выставлено на сварочном аппарате. Таким образом, Вольфрамовый электрод не получает физического воздействия и не изнашивается.
Защитный газ для сварки TIG

Защитный газ защищает место сварки от воздуха. Могут применяться Аргон/Ar и Гелий/He. Чаще всего применяется аргон. Так как эти газы являются инертными, они не изменяют характеристики сварочного шва. Реже используются три типа смеси газов. Первая – Аргон и Гидроген, вторая – Аргон и Нитроген, третья – Аргон и Гелий. Аргон, смешанный с Гелием применяется при сварке толстых металлов для лучшего проникновения сварочного шва. Для большинства сварочных работ хорошо подходит чистый Аргон.
Типы Вольфрамовых электродов
Вольфрам является главным ингредиентом, из которого изготовлен электрод для сварки TIG. Иногда добавляют незначительный процент других металлов, для улучшения характеристик сварочной дуги, создаваемой электродом. Добавляются Церий, Лантан, Цирконий.

Электроды бывают разных диаметров и имеют разные формы концов. От формы конца электрода зависят характеристики создаваемой сварочной дуги. Форму концу электрода нужно придавать вручную.
Острый «наконечник» применяется для сварки стали. Такую форму концу электрода можно придать на мелкозернистом точильном круге или специальном заточном приспособлении для Вольфрамовых электродов.

Электрод с закруглённым «наконечником» обычно применяют для сварки алюминия и магния. Чтобы получить такую форму, нужно создать сварочную дугу, по возможности над медью (но можно и другой металл). В качестве защитного газа должен быть Аргон. Сварочный аппарат настраивается определённым образом, так чтобы Вольфрамовый электрод начал плавиться и образовалась капля на его конце. Когда капля сформируется в виде небольшого шара, нужно остановить сварочную дугу.
Подготовка металла для сварки TIG
Подготовка металла особенно важна, когда производится сварка TIG. На металле не должно быть ржавчины, окисления, окалины, остатков краски, масла и прочих загрязнений. Должен быть только чистый металл. Металл должен быть очищен физическими способами, либо химическими кислотными очистителями, в случае сварки алюминия.
Настройка сварочного аппарата TIG
Существует две главных настройки аппарата TIG – изменение силы тока и регулировка потока защитного газа. Настройка величины силы тока зависит от типа металла и его толщины. Поток защитного газа регулируют в зависимости от условий окружающей среды, типа металла и раструба держателя электрода.
Сварка алюминия
Для сварки алюминия применяется электрод из чистого Вольфрама или Вольфрама с добавкой Церкония. Требуется, чтобы наконечник электрода был подготовлен в форме небольшого шара (см. выше). Аппарат должен быть настроен на A/C (переменный ток). Требуется, чтобы сварочная дуга создавалась дистанционно (функция «high frequency start»). В качестве защитного газа применяется 100%-ый Аргон. При правильной настройке сварочного аппарата и выборе подходящего электрода можно сваривать листы алюминия любой толщины. Как видно на фото ниже шов получается с высокими декоративными и прочностными характеристиками.
Процесс сварки TIG
Новичкам лучше учиться варить сваркой TIG, начиная с 2 — 3 мм стали. При сварке TIG необходимо контролировать дистанцию между электродом и привариваемым металлом. Для этого нужно занять устойчивое положение. Электрод располагается примерно на 20 градусах от вертикальной позиции. Расстояние между электродом и металлом должно составлять от 1 до 1.5 диаметра электрода. Если , к примеру, используется электрод диаметром 1.6 мм, то расстояние будет примерно 2 мм. Перед началом сварки нужно медленно провести рукой над поверхностью, контролирую угол положения электрода и расстояние, чтобы понять, что ничего не мешает.
Начните с образования сварочной дуги. Длина сварочной дуги влияет на нагрев в области сварки. Чем больше дуга, тем больше нагрев. Прочувствуйте, как она действует на металл, расплавляя его. Пробуйте сначала варить без присадочного металла. После понимания всего процесса, начинайте добавлять присадочную проволоку в область сварки. Присадочный металл должен правильно подаваться, и плавится под воздействием свариваемого металла, а не сварочной дугой. Он должен подаваться рядом со сварочной дугой и попадать в область действия защитного газа.
В заключение можно сказать, что сварка TIG, не смотря на первоначальную сложность освоения, считается одним из самых универсальных видов сварки, дающая сварной шов высокого качества.
Ещё интересные статьи:
kuzov.info
описание этого метода, особенности, плюсы и минусы такого способа соединения
 В 1800 г. Хэмфри Дэвид создал принцип дуговой сварки, однако, несмотря на технологический прогресс, практически 100 лет этот способ не совершенствовался. Лишь в начале XX века учёным пришла в голову мысль добавить в инертный газ электрическую дугу. Такое изобретение получило название «TIG-сварка».
В 1800 г. Хэмфри Дэвид создал принцип дуговой сварки, однако, несмотря на технологический прогресс, практически 100 лет этот способ не совершенствовался. Лишь в начале XX века учёным пришла в голову мысль добавить в инертный газ электрическую дугу. Такое изобретение получило название «TIG-сварка».
Благодаря внедрению электрической дуги в инертный газ, появилась возможность соединять сложные металлы, например, магний с алюминием. При стандартной сварке, из-за воздействия кислорода, шов со временем приобретал пористую поверхность и начинал покрываться шлаком. В TIG-сварке этот недостаток отсутствует, поэтому данный метод получил огромную популярность в современном мире, но особенно, в аэрокосмической отрасли.
Общие данные
 Аббревиатура TIG расшифровывается как аргонодуговая сварка. То есть это метод соединения объектов с применением вольфрамового неплавящегося электрода, помещённого в инертный газ, оберегающего свариваемые поверхности. Однако стоит сказать, что в ФРГ используют аббревиатуру WIG, а в Австрии — GTA. Тем не менее всё это аналоги TIG, поэтому не стоит задумываться, при встрече подобных обозначений.
Аббревиатура TIG расшифровывается как аргонодуговая сварка. То есть это метод соединения объектов с применением вольфрамового неплавящегося электрода, помещённого в инертный газ, оберегающего свариваемые поверхности. Однако стоит сказать, что в ФРГ используют аббревиатуру WIG, а в Австрии — GTA. Тем не менее всё это аналоги TIG, поэтому не стоит задумываться, при встрече подобных обозначений.
Когда сварщик начинает работу, в ручном или автоматическом режиме подаётся присадочная проволока. Как было сказано выше, TIG — это аргонодуговой метод сварки. Но с тем же успехом, вместо аргона можно использовать гелий или азот. Просто именно такая расшифровка закрепилась в умах людей.
Использование в TIG-сварке газовой смеси обосновывается тем, что вес аргона больше массы кислорода, и при контакте этих элементов друг с другом не возникает взрывоопасной ситуации. Поэтому такой метод более безопасен и удобен. Исходя из вышесказанного, стоит выделить преимущества использования этого способа:
- Безопасность.
- Аккуратный шов.
- Отсутствие «брызг» во время работы.
- Простое управление параметрами дуги.
- Хорошее соединение узких деталей.
Но вместе с тем у TIG-сварки имеется и ряд недостатков:
- Требование наличия газового баллона.
- Невысокая производительность.
- Высокие требования к мастерству сварщика.
Особенности сварки
Как и в любой другой вид, TIG-сварка имеет свои особенности, которые следует учитывать до и во время работы. Для простоты восприятия наиболее важные моменты вынесены в отдельный список:
-
 Перед работой металл необходимо зачистить и обезжирить.
Перед работой металл необходимо зачистить и обезжирить. - При работе чаще всего используют подключение к «минусу».
- Сварка алюминия (в т. ч. и его сплавов) должна производиться переменным током.
- Чем больше диаметр электрода, тем выше должна быть сила тока. Однако не следует устанавливать запредельные значения, т. к. этот компонент вполне может расплавиться.
- Напряжение дуги должно соответствовать ей длине. Тем не менее новичкам рекомендуется работать на короткой дуге.
- Кончик электрода при TIG-сварки стыковых соединений должен выпирать на 3-5 мм. Однако если соединение производится тавровым (или угловым) методом, вылет должен быть равен 5-8 мм.
- Распределение газа по сечению сопла должно быть равномерным.
- Подаваемый газ (например, аргон или гелий) влияет на жёсткость струи.
- При TIG-сварке электрод должен двигаться справа налево вдоль оси шва.
Как видно, этот вид сварки имеет немало особенностей. По этой причине он не подходит для новичков.
Распространённые ошибки при работе
Несмотря на отличные характеристики, у многих пользователей возникают определённые проблемы во время работы. Сюда можно отнести следующие моменты:
- Быстрое сгорание электрода.
- Шов неправильного цвета или его поверхность слишком пористая.
- Нестабильность сварной дуги.
- Попадание в шов вольфрама.
- На поверхности сопла пыль или жёлтый дым.
Если при TIG-сварке электрод сгорает слишком быстро, возможно, причина в недостатке поступающего газа (стандартный расход — 7-10 л/мин). Кроме того, причины неисправности могут скрываться в неправильном подключении электрода, использования электрода без присадок или диаметр электрода не соответствует уровню тока.
Также случается, что при TIG-сварке шов имеет неправильный цвет или слишком пористую поверхность. Как правило, причины этих неисправностей следующие:
- Образование конденсата на металле (высушить изделие или протереть сухой тряпкой).
- Недостаток газа (расход должен быть от 7 до 10 л/мин).
- Неисправность шланга или неплотное его подключение к горелке.
- Загрязнение самого металла (почистить изделие от жира, грязи, масла и т. д.).
- Неподходящий присадочный материал.
Нестабильная сварная дуга. У этой проблемы также есть несколько причин:
- Загрязнение свариваемого металла (достаточно просто почистить его).
- Загрязнение электрода (этот элемент нужно очистить от грязи, а затем переточить).
- Нарушение полярности (подключать электрод необходимо к «минусу»).
- Отсутствие подготовки электрода к работе (необходимо затупить или закруглить этот компонент).
Довольно часто при выполнении TIG-сварки происходит загрязнение шва вольфрамом. В большинстве случаев это происходит из-за касания электродом сварочной ванны. В таком случае его необходимо держать выше. Ещё одна причина — плавление электрода в сварочную ванну. Если это случилось, рекомендуется применять легитированный электрод.
Иногда во время TIG-сварки образуется жёлтый дым и электрод меняет цвет. Причина кроется в слишком быстром отключении газа. Поступление газа при TIG-сварке следует прекращать лишь спустя 10 секунд после гашения дуги.
Области применения
Как было сказано выше, этот вид сварки получил огромное признание в аэрокосмической отрасли. Помимо вышеперечисленных преимуществ, популярность также объясняется тем, что с помощью TIG-сварки можно соединить самые разнообразные металлы. Например, углеродистые или нержавеющие виды стали, различные титановые сплавы, медные, латунные изделия и т. д.
Помимо данной отрасли, эта разновидность соединения металлов также используется при изготовлении велосипедов. Дело в том, что она отлично подходит для соединения тонких деталей из алюминиевых металлов. Поэтому её применяют для соединения тонкостенных трубок, которые устанавливаются на велосипеды.
Несмотря на сложность сварки, её довольно часто используют в бытовых условиях. Например, для монтажа нестандартного кондиционера в автомобиль, заделывания трещин и дыр в радиаторе и т. д. Высокую распространённость данного метода обеспечили самодельные сварочные установки, которые изготавливаются буквально из подручных средств.
Вообще, TIG-сварка — очень примечательный метод соединения деталей. Хорошее качество шва, устойчивость к негативным воздействиям и высокая безопасность при работе, придают ему огромную популярность. Однако несмотря на плюсы, для использования TIG-сварки потребуются определённые навыки.
Оцените статью: Поделитесь с друзьями!stanok.guru
Оборудование для TIG (ТИГ) сварки алюминия и других сплавов
Из известных процессов дуговой сварки, вариант TIG (аргонная дуга) получил повсеместное распространение. Этому способствовала универсальность самого процесса, позволяющего производить сварочные работы с практическими с любыми материалами толщиной от 0.3 мм, в том числе разнородными сплавами. Еще одно преимущество этой технологии – относительная компактность оборудования для ТИГ сварки.
«Важно!
Процесс TIG, по сравнению с другими методами MIG или MMA, более медлителен, однако оправдывает себя в качестве достижения более ровного и гладкого шва на стыке листов.»

Оборудование для TIG сварки
Критерии выбора аппарата
Несмотря на универсальность самого процесса, каждый агрегат предназначен для работы с конкретными материалами, либо рассчитано на определенные условия эксплуатации. Чтобы сделать правильный выбор, требуется определиться с рядом вопросов, решение которых заключается в практическом применении аппарата.
Легкоплавкие материалы
Металлы с низкой температурой плавления, в частности алюминий и медь, широко распространены в технике и на производстве, и требуют особого процесса «сшивания». Потребуется оборудование для ТИГ сварки алюминия и других легкоплавких материалов с универсальным инвертором переменного и постоянного тока типа AC/DC, а также желательно с плавным снижением угасания дуги (DOWN SLOP).
Материалы малой толщины
Жестяные листы и нержавеющая сталь также часто встречаемые материалы в промышленных условиях. На производственных площадках и сборочных конвейерах также встречаются тонкостенные конструкции (до 1.5 мм). Ряд металлов малой толщины обладает стойкостью к межкристаллитной короззии и потребуется агрегат с наличием импульсивного режима (PULS).
Толщина металла
Этот критерий является самым важным при выборе оборудования для TIG сварки. Возможность «сшивания» материала конкретной толщины требует расход разных электродов и напрямую зависит от предельного тока трансформатора или инвертора. Более подробно критерии для установки представлены в таблице.
Рабочий диаметр электрода (мм) | Толщина материала (мм) | Предельный ток (A) | Расход аргона (1/мин) |
1 – 2 | 1 – 3 | 50 | 5 |
50 – 80 | 6 | ||
| 80 – 120 | 7 | ||
2 – 4 | 3 – 6 | 120 – 160 | 8 |
| 160 – 200 | 9 | ||
200 – 300 | 10 |
Охлаждение
Для локальных и нечастых сварочных процессов вполне достаточно установки с воздушным охлаждением. Агрегат с водяным охлаждением понадобится только в случае непрерывной эксплуатации на токах свыше 180А.
Типы оборудования для дуговой ТИГ сварки
«Важно!
Сварочный агрегат должен характеризоваться не только функциональными критериями, а также удобством эксплуатации, практичностью и безопасной работой.»
Перед выбором рекомендуется также рассмотреть отечественные аппараты – оборудование для ТИГ сварки Сварог, в моделях которого реализованы большинство функций (бесконтактная дуга, наличие жидкостного блока охлаждения, питание от сети 220V и др.).
Оборудование для подсобного хозяйства
Для частных условий замечательным вариантом станет Brima 250 AC/DC-220V или Сварог AC/DC (E101). Оба аппарата могут работать на постоянном и переменном токе, а также в режиме ручной дуговой сварки металлоизделий с подключением к сети постоянного тока.

Сварочные аппараты Brima и Сварог
Обе модели характеризуются универсальностью, относительно низкой стоимостью, а главное, неприхотливой эксплуатацией. Компактная форма обоих инверторов позволяет произвести сварочные работы даже в небольшом помещении.
В производственных цехах
Агрегаты Барс 317DP AC/DC и Сварог 315P AC/DC (E103) станут надежными в производстве. Они зарекомендовали себя для непрерывных работ с металлом большой толщины и станут отличным вариантом для работы в кузнечном производстве или автосервисах.

Сварочный аппарат Барс 317 DP AC/DC
Для промышленных мощностей
Для самых масштабных сварочных работ используются аппараты премиум класса. В зависимости от набора характеристик и особенностей они применяются на строительных объектах, в машиносборочных цехах и химических предприятиях.
Среди своего класса выделяется универсальное сварочное оборудование TIG Lincoln Electric INVERTEC V205-T AC/DC, отличающееся простотой эксплуатацией мощной автоматизацией рабочих процессов. Агрегат оснащен автоматическим распознаванием питания. Также модель оснащена активной защитой, которая включает функцию регулирования режима работы вентилятора при перегреве самого агрегата, а также предохраняемый механизм, срабатывающий при поступлении сверхтоков.

Сварочный аппарат TIG Lincoln Electric INVERTEC V205-T AC/DC
Агрегаты EWM Tetrix 230 AC/DC и BLUEWELD BEST 252 AC/DC HF/LIFT VRD прекрасно зарекомендовали себя при сварочных работах в экстремальных условиях. Оба аппарата обеспечивают надежную защиту оператору в труднодоступных местах, а также рассчитаны на штатную эксплуатацию в условиях низкой температуре (до -20 градусов).

Сварочный инвертор EWM Tetrix 230 AC/DC
Модель EWM Tetrix 551 AC/DC из премиум класса больше подобна мобильной сварочной станции, нежели стационарному устройству. Аппарат оснащен надежной колесной базой, что обеспечивает удобство эксплуатации на протяженном участке. Также характеризуется упрощенной панелью управления.
Универсальные аппараты
Когда необходимо производить постоянные сварочные работы с материалом большой толщиной в условиях отсутствия трехфазной сети, актуальным выбором станет модель Kemppi MasterTIG MLS 2300 AC/DC, обеспечивающая самое мощное «сшивание» изделий от сети 220V. Кроме того, этот агрегат характеризуется компактной формой.

Сварочный аппарат Kemppi MasterTIG MLS 2300 AC/DC
Если же требуется оборудование для TIG сварки на все случаи, чтобы без проблем вести пайку любых материалов, стоит рассмотреть аппарат ESAB Origo 4300IW AC/DC, разработанный специально для аргонодуговой сварки различных металлов. Режим для «сшивания» каждого типа материала задается с помощью программного обеспечения и не требует сложных операций по настройке оборудования.

Сварочный аппарат ESAB Origo 4300IW AC/DC
Завершение
Краткий обзор критерий для аргонодуговой сварки должен быть внимательно учтен при выборе оборудования. Правильно выбранный аппарат обеспечит длительную службу и не заставить столкнуться с проблемами, которые могут возникнуть при дальнейших сварочных процессах.
svarkaipayka.ru
Сварка tig это воплощение высоких технологий мира
Укрощение плазмы
После открытия Хэмфри Дэвидом электрической дуги в 1800 году развитие дуговой сварки долго оставалось на месте. И только вначале XX века ученые догадались поместить электрическую дугу в инертный газ – родилась tig-сварка. После внедрения разработки стало возможным сваривать сложные металлы – алюминий и магний. Дело в том, что во время классической сварки, поверхность алюминия быстро вступает в реакцию с воздухом. Под воздействием кислорода сварной шов становится пористым и покрывается шлаком. Благодаря tig-сварке произошла революция в авиационной промышленности: появилась возможность сваривать магний.

Качественный шов это визитка сварщика
TIG — (аргонодуговая сварка) – это дуговая ручная сварка с использованием вольфрамового неплавящегося электрода в среде инертного газа, который защищает свариваемые поверхности. В Германии аргонодуговая сварка называется WIG (Wolfram Inert Gas), по другой маркировке встречается обозначение GTA (Gas Tungsten Arc). Во время процесса сварки подается присадочная проволока, причем используется автоматический или ручной режим подачи. Так как чаще всего в виде защиты используется инертный аргон, то за tig ac/dc-сваркой закрепилось название аргонно-дуговая сварка. Но надо признать, что такой термин не является правильным, потому что с одинаковым успехом могут применяться азот, гелий или даже газовые смеси.
Смысл применения в tig-сварке газовой смеси заключается в том, что аргон тяжелее воздуха, не образует с ним взрывоопасной смеси и гораздо удобней в использовании, чем легкий гелий. Однако, при одинаковых значениях тока в электроде дуга в гелии выделяет в 1,5-2 раза больше энергии, чем в аргоне. Поэтому целесообразно использовать газовую смесь с составом: 35-40% аргона и 60-65% гелия. Так в полной мере используются преимущества обоих газов: аргон стабилизирует дугу, а гелий – хорошо сплавляет металл.
Область применения
Аппарат TIG ac/dc легко соединяет углеродистые, конструкционные, нержавеющие стали, детали алюминия и его сплавы с титаном, никелем, медью, латунью, кремнистых бронз, сплавы нержавейки и других самых разнообразных металлов. Практически в любой области промышленности в каком-либо виде встречается аргонно-дуговая сварка. В то время как аэрокосмическая промышленность является основным пользователем tig-сварки, технологию используют и в ряде других областей.
Промышленность использует tig для сварки тонких деталей из алюминия, особенно из цветных металлов. Без нее не обойтись при создании космического аппарата и обычного велосипеда из алюминия. Тонкостенные трубки в современных велосипедах превращаются в практически невесомые конструкции с помощью tig-сварки. Кроме того, аргонно-дуговую сварку часто используют для создания перехода между трубами разного диаметра. На самом деле не существует такого вида сварки, который позволял бы работать с таким количество конфигураций металлов, как режим аргонно-дуговой сварки с инвертором TIG ac/dc

Сварка требует концентрации на процессе
Так, существуют редкие сплавы, как сплав алюминия и хрома, которые невозможно соединить простым сварочным процессом, из-за улетучивания алюминия. Режим аргонно-дуговой сварки не позволяет теряться металлу, поэтому швы в результате обладают одинаковую химическую целостность. Сварочные швы алюминия после tig-сварки обладают устойчивостью к коррозии и образованию трещин в течение длительного периода. Именно это позволяет использовать режим аргонно-дуговой сварки для герметизации бочек с ядерными отходами перед их утилизацией.
Аргонно-дуговая сварка алюминия проста в применении, поэтому ее можно использовать в быту. Бывает, что нужно приспособить нестандартный кондиционер в машину или заделать радиатор, поврежденный камушком с дороги. Вот тут и приходит на помощь аргонодуговая сварка с использованием домашних инверторов TIG ac/dc. Сегодня можно найти достаточно много видео в Интернете, где доступно объясняется, как использовать сварочный аппарат в быту. Дуговая сварка возможна и для нержавейки. Многие, посмотрев видео, задают вопрос: “Насколько надежна дуговая сварка?”. Она надежна, как надежен алюминий, потому что сварной шов представляется собой единой целое из металла.
Технология соединения металла
Сварочный аппарат содержит аргоновую горелку, у которой в центре находится неплавящийся вольфрамовый электрод. Как известно, горелка из вольфрама очень тугоплавкая. Именно вольфрам применяют для получения нити накаливания, которая используется в электрических лампочках. Горелка и аппарат окружены керамическим соплом, из которого дует защитный газ. Если взглянуть на видео процесса сварки без инертного газа, то видно, что алюминий начинает трещать и покрываться шлаковой пленкой. Поэтому аргон важный компонент: горелка и зона сварки, защищены от воздуха.
Дуговая сварка начинается с подачи “массы” на деталь, как при обычной электросварке. Горелка Tig ac/dc включается с помощью автоматической кнопки и начинает подаваться инертный газ. Сварочный аппарат выпускает дугу и от ее тепла расплавляется основной металл, а потом в сварочной ванне образуется расплавленный металл, который кристаллизуясь, образует сварочный шов. Образование шва происходит за счет расплавления основного металла детали и присадочной проволоки.
В качестве оборудования для tig-сварки применяют инверторы ac/dc. Это сварочный аппарат с возможностью использования переменного и постоянного тока. Режим переменного тока (dc) более эффективен для процесса сварки. Надо заметить, что в середине XX века была возможность сваривать только с помощью постоянного тока – ac. Это вызывало некоторые сложности, если горелка имела полярность, то постоянный ток (ас) переносил частицы вольфрамового стержня на поверхность металла, загрязняя его таким образом. Задача была решена с появлением переменного тока (dc).
Защитный газ может подаваться центрально или сбоку электрода. Режим боковой подачи нужен при больших скоростях сварки плавящимся электродом, чтобы не совершалось обдувание неподвижным воздухом. На видео видно, что воздух сбивает газ с дуги. В некоторых случаях, например для получения специфических технологических свойств дуги, особенно если применяют аппарат tig ac/dc, используют защиту из двух концентрических потоков газа.

Сварка Tig, способна заварить практически все
Сварочные процессы в промышленных масштабах
При сварке активных и тугоплавких металлов при помощи вольфрамового электрода необходимо защитить металл от подсоса в зону сварки воздуха. Для этого используется горелка в контролируемой атмосфере. Металлические детали помещают в камеры, из которых откачены воздух до состояния вакуума до 10-14 мм рт.ст., и закачивают туда инертный газ высокой чистоты. После чего включается автоматический режим и аргонодуговая сварка происходит на дистанционном управлении.
В контролируемой атмосфере производят сварку крупногабаритных изделий из нержавейки и алюминия. Для этого создают обитаемые камеры объемом до 450 кубическим метров. При этом сварщик находится прямо внутри камеры в специальном защитном скафандре с системой дыхания. Аргонодуговая сварка происходит с регулярной заменой инертного газа. Сварщик помещается в комнату через специальную систему шлюзов. При помощи видео можно наблюдать режим сварки в комнате.
Физические свойства инертных газов влияют на технологические свойства дуги и форму, получаемого шва. Если сравнивать аргон с гелием, то второй обладает большим потенциалом ионизации, а также большую теплопроводность. В результате на видео видно, что у гелия получается “мягкая” дуга. Режим работы аргонодуговой сварки с гелием идеально подходит для сварки тонколистового металла. Гелий легче, чем аргон. Поэтому требуется повышенный расход (в 1,5 – 3 раза), чтобы горелка и зона сварки была защищена.
Большое разнообразие инертных газов, возможность использовать газовые смеси и разные свойства газов, обуславливают большие технологические возможности для металлов. Аппарат аргонной сварки позволяет сварить практически любой металл любой толщины (от 0,1 до десятков миллиметров). На видео в сети Интернет можно посмотреть на уникальные сварочные работы.
Аргонно-дуговая сварка по сравнению с другими классическими способами сварки имеет ряд преимуществ: высококачественные сварные соединения на самых различных металлах и сплавах с различной толщиной, возможность производить сварку в различных пространственных положениях, возможность непосредственного визуального наблюдения за качеством сварки, что особенно важно во время полуавтоматической сварке. Дуговая горелка имеет высокую производительность, легкость автоматизации, не нужно убирать шлак с металлов после завершения работы. Горелка и аппарат TIG ac/dc позволяют экономично и производительно использовать аргонодуговую сварку.
zavarimne.ru
TIG сварка неплавящимся вольфрамовым электродом на постоянном и переменном токе
TIG сварка – это процесс сплавления металлов в атмосфере инертного газа с помощью неплавящегося электрода (вольфрамового). Аббревиатура TIG означает вольфрам плюс инертный газ. В России известна под названием аргоновая сварка, хотя используется еще гелий или их смеси.

Оборудование
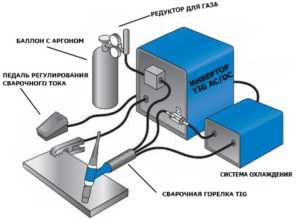
Сварочное оборудование TIG состоит из нескольких частей:
- источника питания постоянного или переменного тока;
- сварочной горелки с неплавящимся электродом;
- баллонов с инертным газом с редукторами;
- шлангов для его подачи к области сварки.
 Электрод изготавливается из чистого вольфрама или его сплавов, имеет температуру плавления 3380 ⁰C. Это позволяет сваривать любые изделия из металла.
Электрод изготавливается из чистого вольфрама или его сплавов, имеет температуру плавления 3380 ⁰C. Это позволяет сваривать любые изделия из металла.
Он практически не плавится, периодически его конец требует заточки, что необходимо для получения качественного, тонкого шва. Представляет собой стержень с заточенным одним концом.
Электрод вставляется в цангу и закрепляется в горелке. Нерабочая часть вольфрамового стержня закрывается специальным колпаком, чтобы предотвратить его замыкание на массу во время производства работ.
Сварочная горелка TIG имеет кнопку подачи газа и напряжения. Головка заканчивается керамическим соплом, через который выглядывает заостренный кончик вольфрамового электрода. К ручке подсоединен газовый шланг.
Газ при нажатии кнопки выходит через сопло, предотвращая поступление воздуха окружающей атмосферы. Благодаря этому в сварочной ванне при TIG сварке отсутствует водород из атмосферы, а он, как известно, приводит к появлению пор в шве при кристаллизации остывающего изделия.
Сферы применения
 Если сваривание идет встык без зазора, то достаточно расплавить кромки свариваемых изделий под защитой аргона и получится хороший герметичный шов.
Если сваривание идет встык без зазора, то достаточно расплавить кромки свариваемых изделий под защитой аргона и получится хороший герметичный шов.
Если имеется зазор, то необходимо в область сварки вводить присадочную проволоку из того же материала, в результате получится прочный шов с большим сопротивлением на разрыв и излом.
Когда требуется применять TIG сварку к тугоплавким материалам, то используют гелий. В среде этого газа электрическая дуга вырабатывает тепла в 1,5-2 раза больше, чем в аргоне. Поэтому происходит более глубокая проварка шва и увеличивается скорость сварки.
Применение аргона и гелия в пропорции 40/60 позволяет получить достоинства того и другого: стабильность дуги благодаря аргону, глубокое проплавление шва благодаря гелию.
Аргонодуговая сварка TIG получила распространение в машиностроении, в пищевой промышленности для изготовления посуды, в химической и нефтеперерабатывающей промышленности для производства емкостей. Без TIG сварки трудно представить автомастерскую или производство изделий из алюминия.
При желании любой человек может своими руками сделать TIG сварку из инвертора, для этого достаточно укомплектовать оборудование сварочной TIG горелкой, баллонами с аргоном. Нужна также вентильная система подачи газа.
Преимущества и недостатки
ТИГ сварка обеспечивает получение чистого без шлака, герметичного без пор сварного шва. Аргоновая сварка позволяет соединять практически все металлы и их сплавы, номенклатура свариваемых материалов больше, чем у любого другого вида сварки. Позволяет сваривать тонкостенные и толстостенные изделия.
TIG сварка обеспечивает лучший контроль над состоянием сварочной ванны. Неплавящийся электрод упрощает для сварщика поддержание одинаковой дуги на всей длине сварного шва, не нужно учитывать изменение длины электрода в случае использования обычной дуговой сварки.
В процессе работ отсутствуют искры и брызги. На шве нет шлака и нет задымления, как при использовании электродов с обмазкой. Все это позволяет получать высококачественные сварные соединения с достаточно высокой скоростью. Превосходит обычную дуговую сварку практически по всем параметрам.
К недостаткам TIG сварки можно отнести необходимость тщательной зачистки свариваемых поверхностей от масла, ржавчины, краски и прочего мусора. Иначе шов получится пористым с изъянами.
При ветреной погоде сварка под защитой из аргона затруднена, требуются дополнительные ограждающие щиты, происходит перерасход газа.
В труднодоступных местах затруднена работа из-за малого выхода сварочной иглы и колпачка. Приходится увеличивать вылет острия прутка, что приводит к его перегреву. Надо устанавливать маленький колпачок, что требует обрезания вольфрамового электрода.
Выбор и заточка вольфрамовых прутков
Электроды для TIG сварки состоят на 97-99,5% из вольфрама. Разнообразные добавки улучшают сваривание в специфических условиях.
Прутки из вольфрама имеют чистоту 99,5%. Имеют маркировку WP и высокую энергию выхода электронов, поэтому труднее осуществляется розжиг и поддержание дуги по сравнению с электродами, имеющими легирующие добавки.
Применяются при работе с переменным током. Повышенная температура на конце сварочной иглы по сравнению с другими типами электродов приводит к быстрому износу.
Электроды марки WT-20 имеют добавку оксида тория с повышенной радиоактивностью, поэтому в последнее время от него стали отказываться. Наиболее опасен такой электрод во время заточки, когда в виде пыли попадает в легкие. Для сварщиков он практически безопасен, работает на постоянном токе.
Прутки WC-20 для TIG сварки дополнены оксидом церия. Работают на постоянном токе при его малых уровнях. Дуга легко зажигается, используется при сваривании мелких деталей.
Электроды WL-20 с оксидом лантана меньше всего нагреваются, имеют самый большой срок службы.
Вольфрамовые стержни с оксидом циркония WZ-8 работают только с переменным током, дуга более стабильна, чем у WP.
Стержни c оксидом иттрия WY-20 стойки к большим токам. Применяются для сваривания особенно важных соединений постоянным током.
 От заточки прутка зависит и качество сварного шва. При использовании постоянного тока применяется конусовидная заточка с плоской оконечностью. Если применяется переменный ток, то кончик прутка должен быть округлым.
От заточки прутка зависит и качество сварного шва. При использовании постоянного тока применяется конусовидная заточка с плоской оконечностью. Если применяется переменный ток, то кончик прутка должен быть округлым.
Со временем электроды меняют форму и требуют новой заточки. При постоянном токе применяется заточка конусом с плоским концом. При переменном – округлый кончик. Даже царапины, образующиеся во время заточки, влияют на качество соединения при TIG сварке. Поэтому желательно полировать конус прутка.
Высота конуса влияет на глубину проварки и ширину шва. Длина заточки больше, ширина шва меньше. При маленькой заточке меньше глубина проварки. Оптимальной заточкой считается 2,0-2,5 диаметра стержня.
Последовательность действий
Перед тем как приступить к TIG сварке, стыки необходимо очистить от жира, ржавчины и прочего. Металл должен быть идеально чистым, иначе все останется в сварочном шве, что скажется на его качестве.
Большую часть сталей сваривают постоянным током. Алюминий, магний, медные сплавы с большим содержанием алюминия сваривают переменным током.
Сила тока выбирается по таблицам, зависит от вида материала, его габаритов и толщины сварочного прутка. Если во время TIG сварки выбрать слишком сильный ток, то пруток расплавится. При слабом токе дуга неустойчива.
Рекомендуемая длина дуги 1,5-3 мм. Увеличение длины дуги приводит к увеличению ширины шва и уменьшению глубины проваривания.
При сваривании встык сварочная игла должна выходить из сопла на 3-5 мм, при угловых на 5-8 мм.
Сварка неплавящимся электродом начинается с запуска инертного газа. Процесс сварки завершается отключением аргона через 10-15 с после того, как погасла дуга. Это необходимо, чтобы процесс кристаллизации произошел без доступа воздуха.
Для очень важных соединений применяется бесконтактный способ разжигания дуги. Имеется в промышленном оборудовании. Применяется при сваривании стойких к коррозии сталей. Это исключает попадание вольфрама в шов. Для менее ответственных соединений применяют аппарат с контактным способом розжига дуги. Он обычно имеется в бытовых установках.
Для TIG сварки достаточно вести горелку вдоль стыка без колебательных движений, как в обычной электродуговой сварке. За счет этого получается узкий шов, скорость сварки повышается.
При применении присадочной проволоки необходимо контролировать, чтобы расплавляемый конец находился под струей инертного газа. Сварочная ванна должна иметь вытянутую форму, никак не круглую.
Ошибки
Быстрый расход вольфрамового прутка происходит по причине большого тока или недостаточности инертного газа при TIG сварке. Сварочный стержень окисляется в промежутках между свариванием из-за преждевременного выключения инертного газа. Он должен интенсивно идти 10-15 с после того, как погасла дуга.
Сварочный стержень может менять цвет из-за низкой скорости подачи защитного газа. Некачественный шов возникает при попадании в зону сварки паров воды. Часто это связано с неплотным соединением шлангов.
svaring.com