Технология сварки алюминия полуавтоматом своими руками. Сварка алюминия настройки
условия, оборудование, пошаговое описание и рекомендации
Алюминий – один из самых распространенных цветных металлов, который используется не только на промышленных предприятиях, но и в бытовых условиях. Однако алюминиевые сплавы, без сомнения, считаются проблемными металлами для проведения сварочных работ.
Особенности соединения алюминиевых деталей часто вызывают определенные сложности у начинающих сварщиков. Но если внимательно изучить условия сварки алюминия, необходимое оборудование, а также рекомендации опытных специалистов и пошаговое описание технологического процесса, то можно самостоятельно осуществить сварку алюминиевых сплавов в домашних условиях.

Особенности соединения алюминиевых изделий
Многие характеристики цветных металлов препятствуют созданию прочного и надежного соединительного шва. Сварка алюминия и его сплавов не является исключением, здесь также важно учитывать целый спектр особенных свойств этого материала.
Основными особенностями надежного соединения деталей из алюминия являются:
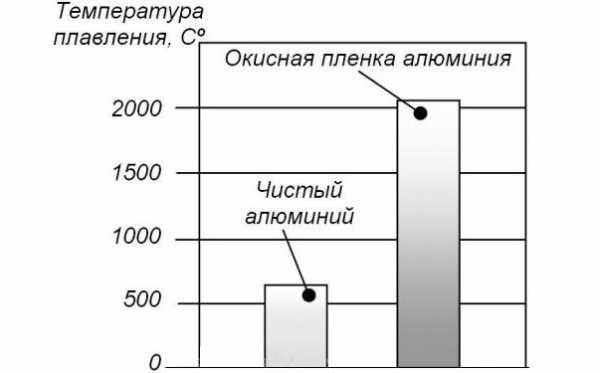
- Температура плавления самого металла – 660℃, в то время как оксидная пленка, которая всегда присутствует в процессе сварки, плавится при температуре около 2000℃.
- Серьезной проблемой является создание сварочной ванны, так как алюминий в расплавленном состоянии обладает высокой текучестью. Поэтому сварка алюминия в домашних условиях требует использования специальных приспособлений, которые способны эффективно отводить тепло из зоны соединения.
- Оксидная пленка моментально покрывает капли расплавленного металла и существенно препятствует формированию надежного, сплошного сварочного шва. Для предотвращения этого недостатка в процессе сварки алюминия и его сплавов необходимо применять защитный газ, который обволакивает сварную зону и препятствует взаимодействию металла с воздухом.
- Растворенный водород, который входит в химический состав алюминиевых сплавов, стремится выйти в атмосферу. Этот процесс приводит к образованию кристаллизационных трещин и воздушных пор при сварке.
- Процесс соединения материала необходимо осуществлять при больших величинах тока, так как он имеет высокую теплопроводность.
- Высокий коэффициент линейного расширения способствует значительной усадке металла при застывании.
- Метод выполнения сварки алюминия и режим соединения очень затруднены тем, что трудно визуально определить марку металла.
Трудности, возникающие при сварке
Во время проведения сварочных операций любой металл существенно нагревается и способен изменять свой цвет. Именно такое свойство поведения меди или железа помогает опытному сварщику определить качество соединительного шва и произвести необходимые регулировки температуры нагрева. В случае с алюминием изменения цвета под влиянием высокой температуры не происходит, что мешает даже опытному специалисту оценить результат работы.
Негативное воздействие на условия сварки алюминия оказывает присутствие на его поверхности окислов, которые приводят к интенсивному газообразованию и делают соединение пористым.

Так как алюминий быстро нагревается, то приходится постоянно контролировать длительность термического воздействия на свариваемые поверхности. Превышение периода нагрева приводит к возникновению трещин и деформации изделия.
Достоинства и недостатки алюминиевого соединения
Несмотря на все сложности процесса сварки алюминия в домашних условиях, существуют и некоторые достоинства такого соединения. К ним можно отнести:
- значительную экономию финансовых вложений, при наличии необходимого оборудования;
- возможность применения дополнительных подручных приспособлений;
- быстрое выполнение соединения, которое легко контролировать;
- незначительные требования к качественным показателям сварного шва.

Наряду с достоинствами, существуют и определенные недостатки сварки алюминия:
- сложность применения передовых современных технологий в домашних условиях не позволяет добиться соединения высокого качества;
- большие проблемы с правильным выбором присадочного материала;
- соблюдение правил техники безопасности затруднено одновременным использованием газа и электрической энергии;
- трудность создания правильных условий хранения электродов;
- методы контроля качественного соединения затруднены по многим параметрам.
Технологический процесс сварки
При работе с цветными металлами, в частности с алюминиевыми изделиями, сварщик должен строго выполнять основные этапы процесса сварки, которые включают:
- Подготовительный этап очистки поверхности соединяемых деталей.
- Прогрев места сварки до температуры 150℃.
- Настройка аппарата для сварки алюминия на оптимальный режим работы.
- Этап возбуждения дуги полностью зависит от метода сварки.
- Формирование сварочной ванны необходимо осуществить за несколько секунд до соединения. Визуально в зоне нагрева должно появиться пятно зеркального вида.
- Сваривание деталей происходит после подачи присадочного материала в сварочную ванну.
- Дуговая сварка алюминия происходит при использовании постоянного тока обратной полярности.
Механический способ очистки поверхности
Предварительная подготовка свариваемых кромок является залогом надежного и качественного соединения алюминиевых деталей.
Очистка механическим способом осуществляется с помощью:
- шабера;
- мелкозернистой наждачной бумаги;
- специальными проволочными щетками из металла.
Использование наждачной бумаги во многих случаях приводит к загрязнению поверхности мелкой крошкой, поэтому такой метод может применяться только в непредвиденных ситуациях. Наиболее эффективно использование специальных щеток из проволоки из нержавеющей стали диаметром до 0,15 мм. Главное, чтобы щетка была предназначена исключительно для очистки алюминия, ведь частицы другого материала значительно уменьшают прочность сварочного шва.
Не рекомендуется применение различных насадок для дрели или болгарки, так как они способствуют проникновению кислорода к месту соединения.
Химический метод очистки
Разрушить оксидную пленку можно и химическим способом. Для этого поверхность свариваемых деталей необходимо обработать следующим составом:
- 50 грамм технического едкого натра;
- 45 грамм фтористого натрия;
- один литр воды.
Таким составом нужно произвести травление металла в течение одной минуты. Материалы, очищенные химическим способом, защищены от оксидной пленки на 3–4 дня, при этом обработке подлежит и присадочный пруток.
После травления детали промывают водой и проводят осветление поверхности азотной кислотой (2 мин).
Способы сварки алюминиевых изделий
Процесс сварки алюминия осуществляется с применением различных приспособлений и составов, призванных в первую очередь защитить место сварки от неблагоприятного воздействия окисной пленки. Под такими защитными средствами подразумеваются неактивные газы и флюсы.
Именно от использования защитных компонентов и зависят методы соединения алюминия:
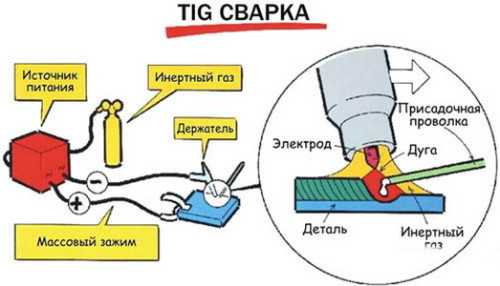
- Сварка электродом с использованием защитного неактивного газа (TIG–сварка).
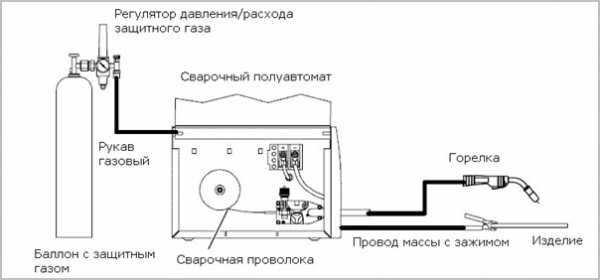
- Соединение полуавтоматическим аппаратом для сварки алюминия в зоне действия инертного газа с автоматической подачей присадочной проволоки (MIG–технология).
- Использование плавких электродов с порошкообразным флюсом без применения газообразной защиты (MMA–сварка).
Особенности сварки полуавтоматом
Несмотря на высокую эффективность, такой метод используется в домашних условиях не очень часто. Виной этому довольно высокая цена сварки алюминия, вернее самого оснащения.

При работе с полуавтоматом вручную осуществляется движение горелки, а вот подача присадочной проволоки происходит в автоматическом режиме. Сварочный аппарат для сварки алюминия полуавтоматическим методом настроен на работу постоянным током с полярностью обратного типа.
Подбор режимов свари полуавтоматом, не оснащенным дополнительными функциями, производится в основном опытным путем, поэтому этот метод представляет определенную сложность для начинающих сварщиков.

Особое внимание следует уделить подающему механизму, так как низкая скорость подачи присадочной проволоки будет приводить к частой замене наконечника.
Сварка электродом в среде защитного газа
Этот вид сварки наиболее популярен в домашних условиях, так как его прочность позволяет создавать многие конструкции из алюминиевых сплавов. Для соединения деталей используются специальные электроды для сварки алюминия, которые представляют собой вольфрамовые стержни диаметром 1,6–5 мм с температурой плавления – 3000℃. В процессе работы такие стержни почти не изнашиваются, а в основном используются для генерации электрической дуги.
Материалом для создания сварочного шва является присадочный алюминиевый стержень. В качестве защитного газа используется аргон или гелий. Питание электрической дуги осуществляется сварочным аппаратом с переменным током.
Скорость сваривания зависит от расхода защитного газа. Если подача газовой смеси велика, то в область сварки может попадать воздух, что оказывает негативное влияние на качество соединения. Подачу газа необходимо включать за четыре секунды до зажигания электрической дуги, а отключать через семь секунд после ее отключения. Такие действия полностью защитят место контакта деталей от попадания воздуха.
Сварка электродом без газа
По мнению опытных сварщиков, при работе электродом без слоя защитного газа результат сварки может получиться не хуже соединения с использованием аргона. Правда, начинающие специалисты выделяют некоторые существенные недостатки этого метода: существенное разбрызгивание металла в процессе сварки, получение низкокачественного шва, плохое удаление шлака, что приводит к образованию ржавчины.
Такой вид стыковки алюминия и его сплавов применяют для создания металлических конструкций с толщиной материала не менее 4 мм. Для получения высококачественного соединения понадобится предварительный прогрев места сварки до 350–400℃.
По окончании сварочного процесса необходимо очистить шов горячей водой и металлической щеткой.
Рекомендации специалистов
После предварительной подготовки поверхности существуют определенные правила, которые применимы при любом методе соединения. Опытные сварщики рекомендуют:

- все операции проводить справа налево;
- подавать присадочный материал короткими, возвратно-поступательными движениями;
- длину электрической дуги выдерживать в пределах 1,5–2,5 мм;
- электрод располагать под прямым углом к проволоке;
- не допускать поперечных движений электрода.
Конечно, процесс сварки алюминия представляет определенные сложности для начинающего сварщика, но если внимательно и аккуратно проводить все технологические операции, то можно добиться надежного и прочного соединения этого капризного металла. Главное, не забывайте соблюдать меры техники безопасности, ведь здоровье дороже всего.
www.nastroy.net
Сварка алюминия полуавтоматом своими руками
Алюминиевые конструкции отличаются небольшим весом, устойчивостью к коррозии и простотой монтажа с помощью метизов.
Сварка этого материала также возможна, но выполнить операцию очень непросто с применением обычных сварочных материалов и устройств. Для качественного соединения алюминия методом сварки, иногда применяются полуавтоматические приборы.
Как выполняется сварка алюминия полуавтоматом и какие применяются материалы, будет рассказано далее.
Особые свойства алюминия
Для правильного выполнения сварочных операций следует знать особенности данного материала. Среди наиболее важных физико-химических свойств алюминия можно назвать следующие:
- не изменяет цвет при нагреве;
- алюминий и его сплавы обладают слишком широким диапазоном температур плавления;
- теплопроводность металла в несколько раз выше, чем у стальных сплавов.
Неопытному сварщику следует помнить о вышеперечисленных особенностях металла и соблюдать меры предосторожности, чтобы не получить травму либо не повредить свариваемую поверхность.
При выполнении сварочных работ необходимо учитывать образование окисной плёнки, которая плавится при значительно большей температуре, чем основной металл.
Чтобы произвести расплавление окисного слоя и при этом не повредить металлическую поверхность, рекомендуется правильно подготовить материал, а также придерживаться основных правил сваривания легкоплавкого металла.
Основные правила качественной сварки алюминия
Сварка алюминия имеет особенности, которые должны учитываться при работе.

Основные задачи стоящие перед сварщиком:
- Удалить с свариваемой поверхности оксидную плёнку. Для этой цели можно воспользоваться механическим способом. Работа может быть выполнена обычной металлической щёткой. Ещё можно избавиться от тугоплавкой плёнки химическим путём или включить на сварочном аппарате импульсный режим работы. Полуавтомат с импульсным режимом работы позволяет обеспечить лучшее удаление оксидного слоя посредством мгновенного нагрева поверхности до температуры плавления.
- Обеспечить нагрев металла в необходимом диапазоне температур. Сложность сваривания алюминия заключается в том, что при более высокой теплопроводности металла, неподготовленный специалист может допустить серьёзную ошибку, которая заключается в чрезмерном нагреве небольшого участка свариваемой поверхности. В этом случае может образоваться моментальный прожёг алюминия с невозможностью восстановления прежней геометрии заготовки. Чтобы не допустить подобной ситуации, сварщику необходимо уметь правильно выбирать режим подачи проволоки и её размер.
- Предотвратить коробление металла при остывании. Алюминий обладает значительной линейной усадкой при остывании, поэтому чтобы не допустить деформации металла в месте образования сварного шва, необходимо заканчивать сварочный процесс меньшим током. Начинать сварку, наоборот, необходимо с подачей большей силы тока для быстрого проплавления оксидной плёнки.
Видео:
Сварка алюминия с помощью аргона
Соединение алюминия в среде аргона имеет неоспоримые преимущества перед методом в котором используется специальная порошковая проволока для сварки без газа.
Видео: технология соединения без газа.
Работа с алюминием в среде защитного газа позволяет получить более качественный шов, который обеспечит абсолютную герметичность между свариваемыми деталями.
Хорошего результата при использовании аргоновой сварки можно достичь только в том случае, если будет правильно настроен полуавтомат и приобретены качественные расходные материалы. Квалификация мастера также имеет большое значение для выполнения аргоновой сварки.
Если работа производится впервые, то в качестве пробного варианта рекомендуется вначале поэкспериментировать на ненужных алюминиевых деталях.
Процесс выполнения сварочной операции должен производиться в такой последовательности:
- Удалить с помощью металлической щётки или растворителя оксидную плёнку.
- Прогреть свариваемые детали до +150-300 градусов в зависимости от толщины.
- Поднести горелку к свариваемой поверхности, зажечь дугу и произвести сваривание металла.
- По завершении сварки алюминия необходимо погасить дугу и дождаться полного прекращения подачи газа.
При осуществлении сварки в среде углекислого газа последовательность действий не будет меняться, но сложность выполнения работ существенно увеличится, по причине чрезмерного образования оксидной плёнки во время сваривания металла.
Вне зависимости от вида инертного газа применяемого для сварки алюминия, горелка над соединяемой поверхностью должна перемещаться очень плавно.
Процесс сваривания этого вида металла не является сложным, но только при условии, если сварочный полуавтомат для сварки алюминия был правильно настроен. Большое внимание следует уделить выбору присадочных материалов применяемых для соединения.
Видео:
Настройка аппарата и применяемые материалы
Если будет правильно выполнена настройка полуавтомата можно добиться ровного шва и отсутствие участков со сквозным прожогом металла.

Прежде всего необходимо правильно выставить напряжение и силу тока. Примерные значения следующие:
- при толщине свариваемого металла 2 мм — напряжение 15 В;
- сила тока 140-150 А.
Проволока должна соответствовать типу алюминиевого сплава. Обычно, применяют проволоку диаметром 0,8-1,2 мм.
Приведённые выше значения настройки сварочного аппарата являются усреднёнными и могут быть скорректированы как в большую, так и в меньшую сторону в процессе выполнения сварочных работ.
Видео:
Сварка алюминия постоянным током обратной полярности
Применение переменного тока для сварки алюминия применяется наиболее часто, но не менее качественно выполнить работу можно с использованием постоянного тока обратной полярности.
Данный вариант аргоновой сварки алюминия осуществляется в такой последовательности:
- К свариваемым деталям подключается отрицательный контакт, а к электроду положительный.
- Включают подачу защитного газа.
- Осуществляют сваривание металла при вертикальном наклоне горелки не более 20 градусов.
При выполнения сварочной операции постоянным током обратной полярности рекомендуется не отрывать горелку от свариваемой поверхности более чем на 15 мм иначе возможно затухание дуги. Технология выполнения операции не допускает попадания кислорода в сварочный шов, что позволяет выполнить качественное соединения без образования пустот и примесей внутри металла.
В качестве инертного газа данным методом используется аргон или любой другой инертный газ.
Видео:
Плюсы и минусы аргонового соединения
Сварка алюминия полуавтоматом в аргоне своими руками имеет как плюсы, так и существенные недостатки.
- Преимуществом метода является возможность более качественно управлять процессом дугового разряда, не допуская чрезмерного нагрева металла, в тоже время максимально быстро расплавляя алюминиевую поверхность в месте соединения. Благодаря использованию инертного газа удаётся получить более качественный шов лишённый пористости и посторонних включений.
- Недостатком метода является высокая стоимость оборудования и расходных материалов.
- Если необходимо выполнить небольшой объём работ, то дешевле, быстрее и проще воспользоваться услугами профессиональных сварщиков.
Метод соединения алюминиевых деталей требует правильной подготовки материалов и настройки оборудования, что непросто сделать самостоятельно начинающему мастеру. Если принято решение освоить аргоновую сварку алюминия самостоятельно, то советы и видео представленные в статье позволят правильно осуществить основные настройки оборудования и подобрать расходные материалы.
Загрузка...plavitmetall.ru
Сварка алюминия полуавтоматом - особенности технологии
Залогом высокого качества сварки алюминиевых сплавов методами MIG и TIG являются:
- правильный выбор сварочного оборудования;
- подготовка свариваемых поверхностей;
- соответствующие навыки сварщика;
- визуальный контроль сварных соединений.
Даже сварщики с богатым опытом сварки стали, не всегда готовы качественно сварить алюминий. Сложности заключаются в его высокой теплопроводности, и при перегреве детали происходит прожог. Другие особенности этого «крылатого» металла также оказывают трудности при сварочном процессе.
Полуавтоматическая сварка алюминия имеет свои особенности по выбору и настройке оборудования, а также режимам и методам сварки. Возможно, правильная подготовка оборудования и свариваемого металла займет у вас больше времени, нежели сам процесс сварки . Но обо всем по порядку.

Подготовка свариваемых поверхностей
Чистка алюминия перед сваркой является залогом успешного соединения деталей. Для того, чтобы удалить окислы алюминия, можно пользоваться щетками из нержавеющей стали или растворителями и реактивами для травления.
Правила очистки металла:
- Не пользоваться щеткой, которая использовалась для очистки каких-либо сталей, например нержавеющей или углеродистой.
- Не следует сильно надавливать на щетку — при сильном надавливании окислы проникают в заготовку.
- Очистка металлической щеткой из нержавеющей стали осуществляется только в одном направлении;
- При использовании травящих жидкостей следует позаботиться об их удалении с поверхности заготовки перед сваркой с помощью ацетона или растворителя.

Зачистка алюминия перед сваркой
Предварительный подогрев
Предварительный прогрев алюминиевых заготовок позволяет избежать растрескивания сварного шва, при этом :
- температура не должна превышать 110°C, контроль-датчиками температуры;
- прихваточные швы по краям свариваемой зоны облегчают предварительный подогрев;
- разные по толщине свариваемые детали нуждаются в прогреве.
Следующим этапом будет определение необходимых материалов и оборудования
Выбор и настройка оборудования
Сварочный полуавтомат для алюминия
Сварка алюминия стандартными MIG- аппаратами носит условный характер, т.е. сварить с ним можно, но ожидать хорошего результата не стоит.
Оптимальным решением в выборе является полуавтомат для сварки алюминия с импульсным режимом. Импульсы пробивают оксидную пленку, уменьшают перегрев алюминия и снижают вероятность прожога.
Импульсная сварка алюминия на постоянном токе
Синергетические импульсно-дуговые аппараты, снабженные специальной программой, еще больше облегчают задачу. Сварщику необходимо определиться с выбором свариваемых сплавов и подобрать соответствующую программу. Далее выставить значение силы тока кнопочным регулятором. Подбор остальным параметров осуществляется микроконтроллером автоматически.
Хочется отметить, что данные полуавтоматы не дешевое удовольствие и оправданы в профессиональном применении. В домашних условиях вполне можно обойтись оборудованием без навороченных программ, однако и качество сварочного шва будет несопоставимым.
При покупке универсального сварочного полуавтомата в ценовом диапазоне до 40 т.р., рассчитанного на сварку цветных металлов, в т.ч. алюминия, можно присмотреться к следующим моделям:
- Сварог REAL MIG 200 (N24002)
- Сварог PRO MIG 160 SYNERGY (N227)
- Сварог PRO MIG 200 SYNERGY (N229)
- Grovers MULTIMIG 200 SYN
- Aurora PRO OVERMAN 180
Проволока для полуавтомата
При сварке алюминия полуавтоматом накладываются определенные требования при выборе сварочной проволоки. Важные моменты, на которые нужно обращать внимание:
- температура плавления проволоки должна быть сопоставима с температурой свариваемого металла. Меньше разброс — процесс сварки легче;
- оптимальный диаметр проволоки 1,2- 1,6 мм;
- больше диаметр-легче подача в зону сварки.
Распространенными типами алюминиевой сварочной проволоки являются ER4043 и ER5356. Предназначены для сварки и ремонта изделий из алюминия и его сплавов с содежанием кремния не более 5%.
Режимы сварки для проволок ER4043 и ER5356
| Диаметр проволоки, мм | Напряжение, В | Ток, А | Расход газа, л/мин |
| 0,8 | 13-24 | 60-170 | 15 |
| 0,9 | 13-24 | 60-170 | 15 |
| 1,0 | 15-26 | 90-210 | 16 |
| 1,2 | 20-29 | 140-260 | 19 |
| 1,6 | 25-30 | 190-350 | 25 |
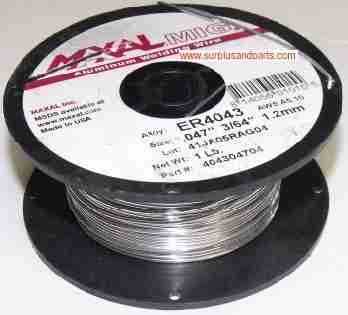
Проволока для сварки алюминия ER 4043
Сварочная горелка
Для сварочной горелки применяется тефлоновая направляющая для уменьшения трения проволоки. Желательно чтобы рукав для сварки алюминия предназначался только для сварки алюминия и не был слишком длинным -3 м самое то.
Чем прямее в канале проволока, тем беспрепятственней она подается поэтому старайтесь держать рукав без перегибов и петель.
Push-pul- горелка
Контактный наконечник должен быть предназначен для сварки алюминия (на них помимо диаметра проволоки выбита маркировка AL) простые, используемые для сварки черных металлов и нержавеек не подходят. Связано это с сильным расширением алюминия во время нагрева. Диаметр отверстия должен быть больше диаметра проволоки примерно на 0,4 мм, и в тоже время не сильно большим, чтобы обеспечить хороший электрический контакт.
Использовать алюминиевую проволоку диаметром 0,8 мм затруднительно ввиду пластичности металла и сложностью протяжки. Решением данной проблемы может быть применение сварочной горелки Push Pull (пуш пул). Специальный встроенный механизм улучшит подачу проволоки и позволит увеличить длину горелки.
Если сварка ведется на токах свыше 200 А, стоит позаботиться о снижении тепловыделения и уменьшении проблем с подачей проволоки использованием горелки с водяным охлаждением.
Механизм подачи проволоки
Ввиду повышенной пластичности и мягкости алюминиевой проволоки по сравнению со стальной, подающий механизм должен иметь ряд особенностей, таких как :
- четырехроликовое подающее устройство. Необходимо для равномерного прижатия каждой пары роликов;
- подающие ролики с U- образными бороздками, созданные специально для работы с алюминиевой проволокой.

Четырехроликовый механизм подачи проволоки
Защитный газ
В качестве защитного газа наиболее часто используется аргон, обладающий хорошим очищающим эффектом и хорошим проникновением в сварочную ванну. При сварке алюминиевых сплавов с высоким содержанием магния в качестве защитного газа используются смеси аргона с гелием( до 75 % гелия в смеси). Такие смеси препятствуют образованию оксидов магния.
Здесь может возникнуть вопрос, как варить алюминий в среде углекислого газа или вообще без газа, ведь аргон достаточно дорогой?
Более дешевый углекислый газ, применяемый для сварки низкоуглеродистых сталей, в данном случае не подойдет. СО2- активный газ, он будет защищать сварочную ванну от воздуха, но при этом будет вступать в реакцию в алюминием, препятствуя образованию прочного соединения. Поэтому в данном случае применяется именно инертный газ.
Сварка полуавтоматом без газа возможна с применением специальной флюсовой проволоки, защищающей сварочную ванну.
Правильные режимы сварки
Настройка оборудования
Сварка алюминия полуавтоматом в условиях гаражного применения, на аппаратах, не оснащенных дополнительными функциями: горячий старт, плавный подъем и опускание сварочного тока и т.д., подбор оптимальных режимов можно осуществить только опытным путем, путем проб и ошибок.
Оптимальные значения напряжения и сварочного тока могут быть различны в зависимости от толщины металла и степени. К примеру, для сварочного полуавтомата OVERMAN 180 AuroraPRO для сварки алюминия толщиной 2 мм настройки выглядят следующим образом:
- напряжение в районе 15 в;
- ток в пределах 130-150 А на медленной подаче;
- индуктивность устанавливается в положении 3.
Настройка «индуктивности» позволяет не повышать температуру сварочной ванны

В более продвинутых моделях сварку алюминия ведут в 4-х тактном режиме. При нажатии на кнопку горелки запускается сварочный процесс, дальше ее можно опустить и контролировать наложение сварочного шва. По завершении кнопка нажимается повторно, процесс сварки в аргоне прекращается. При нажатии и опускании кнопки могут подключаться различные функции, облегчающие сварку алюминия. Применение 4- х тактного метода наиболее оправдано на длинных швах при продолжительной сварке.
Натяжение проволоки должно обеспечивать ее равномерную подачу. Избыточное и недостаточное натяжение снижает стабильность дуги и является причиной пористости сварного шва.
Положение газовой горелки
Положение горелки следует располагать под углом 10–20° к вертикали. Оптимальным расстоянием между соплом и свариваемыми деталями будет 10-15 мм, его увеличение значительно повышает расход газа.
Варить алюминий полуавтоматом нужно справа налево, так называемая сварка «от себя». Движение горелки от сварочной ванны приводит к лучшей очистке сварного шва, снижению загрязнения и улучшения защитного действия аргона.
Скорость ведения шва
Сварку следует производить быстро, активной горячей дугой. Высокая теплопроводность алюминия диктует правила на высокие занчения токов и напряжений и более высокие поступательные скорости движения горелки во избежание прожогов.
Выпуклые швы
При сварке алюминия наиболее распространенным видом брака является растрескивание, возникающее в результате значительного расширения алюминия при нагреве и, соответственно, значительного сжатия при остывании сварного соединения. Наиболее существенная угроза растрескивания возникает в кратерах, так как кратер сжимается при охлаждении, что приводит к появлению в нем разрывов.Кратеры следует наваривать до образования куполообразной поверхности. При охлаждении сварного соединения выпуклая поверхность будет препятствовать действию сил сжатия.
Один из распространенных приемов заварки кратеров — проход в обратном направлении без выключения дуги.
Техника безопасности
Использование средств защиты является необходимым условием проведения сварочных работ. Обязательно использование респиратора для органов дыхания, защитной маски, специальной одежды и обуви для защиты от свечения сварочной дуги и брызг расплавленного металла. Едкий белый дым, выделяющийся при сварке алюминия провоцирует кашель и головные боли.
Особое внимание следует уделить защите открытых участков тела от влияния УФ-излучения, т.к. при сварке алюминия оно гораздо интенсивнее, чем при сварке других металлов. При попытке сварки в » шортах» и в «майке» эффект солярия вам обеспечен уже спустя 30 мин.
Сварка полуавтоматом алюминия не сопоставима по качеству с применением TIGа, однако с лихвой компенсируется значительной производительностью. Она является прекрасным решением в случае наплавки или заполнения больших зазоров. В условиях промышленного производства применение полуавтоматов наиболее целесообразно ввиду объемов и высоких требований к скорости. Применение промышленных аппаратов и высокая квалификация сварщика позволяют добиваться отличных результатов.
svarkagid.ru
TIG сварка алюминия для чайников. Часть 2
Это статья из серии экспресс-уроков Свар-EXPRESS. Тема урока: Сварка алюминия аппаратом Aurora Ironman 200 AC/DC| Инженер-сварщик Евгений Евсин |

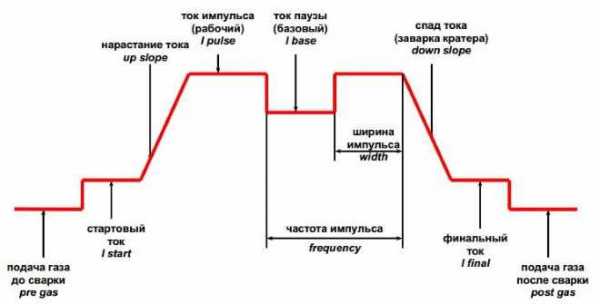
Первая настройка, и она не случайно стоит первой – это баланс переменного тока. Это очень важная настройка, о ней я расскажу более подробно. Баланс переменного тока имеет две полярности – минус и плюс. В процессе сварки в основном используется полярность 50 на 50, но под разные задачи можно эту полярность изменять. Например, если настроить баланс чтобы полуволна переменного тока больше действовала в отрицательном диапазоне, тогда металл и сварочная ванна будет меньше греться и электрод будет меньше нагреваться, и это целесообразно для сварки чистого алюминия. Сварочная ванна будет иметь небольшой диаметр пятна нагрева и, соответственно, можно сваривать более тонкие, ювелирные швы.
В отрицательной полуволне также меньше греется вольфрамовый электрод и можно оставлять его заточку почти острую, она не будет идеально острая, будет иметь небольшой шарик, но не такой как например в режиме 50 на 50. За счет этого пятно нагрева гораздо меньше.
В положительной полуволне баланса нагрев металла будет сильнее, зачистка сварочной ванны будет лучше и это актуально для сварки грязного алюминия. В основном, это литейные сплавы, где много примесей и в таком случае на положительной полуволне очень хорошо происходит очистка сварочной ванны. Но с ней надо быть осторожней в том плане, что эта положительная полуволна действует пагубно на вольфрамовый электрод. Если будет слишком высокий нагрев электрода, то он будет расплавляться. Здесь нужно чувствовать край. К примеру, для электрода диаметром 1,6 будет одно значение - от середины можно немножко отклониться. Для электрода 2,4 можно еще прибавить. Соответственно, отталкиваясь от толщины электрода регулируется баланс.

Следующая настройка - Current - это сварочный ток. Я сейчас буду сваривать алюминий толщиной 2 мм. Ориентировочно надо будет выставить примерно 60 Ампер, больше или меньше – в процессе сварки я это пойму.
Oчень важная настройка - Down Slope - это заварка кратера. Чтобы в конце сварки не получилось глубокого проплавления не заваренного кратера необходимо настроить медленное затухание дуги. Продолжительность затухания зависит от того, какой металл и какой толщины мы свариваем. Для металла толщиной 2 мм, я думаю, что 3 секунды будет достаточно. И последняя настройка – это Post Time – продувка газом. Продувку газом необходимо увеличивать, для того, чтобы в конце сварки правильно охладить ванну, охладить правильно вольфрамовый электрод, чтобы он не окислился пока горячий, то есть аргоном обдувает, пока он не остынет. И, соответственно, горелка у нас тоже с газовым охлаждением и если она слишком сильно нагрелась, то дополнительная порция газа не помешает в конце сварки, чтобы её охладить.
На этом всё по настройкам.
Смотрите данную статью в видео-ролике:
evrotek.spb.ru
Сварка алюминия аргоном для новичков: основы, техники
Содержание статьи
Алюминий является одним из самый распространенный металлов, но в то же время и одним из самых сложных, так как на нем образуется оксидная пленка, имеющая температуру плавления выше, чем у самого металла. Это вызывает трудности при газовой сварке алюминия. В современном сварочном деле существует несколько способов для его сварки:
Эти методы могут проходить как в среде защитного газа, так и без него. Рассмотрим далее, как производится сварка алюминия аргоном.
Аргон представляет собой благородный инертный газ, не имеющий запаха и цвета, почти в полтора раза тяжелее воздуха. Он слишком востребован для использования при соединении деталей из-за своей доступности, в сравнении с другими инертными веществами. Без аргона можно варить, но при этом происходит окисление расплавленного металла (при взаимодействии с кислородом), что значительно влияет на качество и эстетичность соединения. Именно поэтому в приоритете газовая сварка алюминия с использованием данного газа.
Сложности сварки алюминия
Газовая сварка алюминия – процесс довольно сложный и связано это с качествами данного металла. Сварка алюминия аргоном для начинающих требует знаний о характеристике данного металла и навыков при работе с ним. Основные факторы, которые выступают в роли помехи для нормального соединительного процесса, и все эти нюансы должен знать каждый мастер:
- некачественная зачистка металла перед газовой сваркой алюминия – это одна из самых основных ошибок, которую совершают начинающие сварщики. Для того, чтобы разбить оксидный слой на поверхности металла, необходимо добросовестно его зачистить. Например, если на краю останутся пыль, грязь и верхний слой, то о нормальном скреплении и речи идти не может. Верхний оксидный слой плавится при температуре более 2000 градусов, а сам Al при температуре 660;
- аргоновая сварка алюминия требует высоких затрат энергии. Это связанно с высоким уровнем теплопроводности и с малой температурой плавления;
- неправильно выставленный режим на инверторе может привести к пропалу, так как алюминий плавится при низкой температуре;
- за счет того, что расплавленная Al масса быстро кристаллизуется, необходимо заваривать кратер, который образуется при сплавлении в конце дорожки. В агрегате для газовой сварки алюминия есть специальная функция, позволяющая подать проводник усиленный ток в начала процесса чтобы пробить Al пленку, и в конце, чтобы заварить кратер.

Подготовка алюминия к сварке
Из вышеописанного, можно сделать вывод, что главным этапом при аргонодуговой сварке алюминия является максимально качественная подготовка самого изделия. Чтобы шов отлично соединился, и при этом не возникло пропалов и деформаций, требуется провести очистку. Это делается несколькими способами:
- химический способ позволяет разрушить оксидную пленку на металле за счет воздействия такого раствора: в литре воды необходимо растворить 50 грамм технического натрия и 45 грамм фтористого натрия. Размешать до получения однородного раствора. После минутного травления, деталь необходимо промыть под проточной водой;
- механический способ подразумевает воздействие дополнительный инструментов на деталь. Чаще всего поменяют железную щетку для зачистки заготовок. Важно ,чтобы она была предназначена именно для алюминия. Кроме этого можно использовать наждачную бумагу. Вне зависимости от типа дополнительного инструментария, необходимо, чтобы оно было или новое или использованное только после алюминия. Если в царапины, которые появятся от абразивности, попадут частички другого металла, это значительно ухудшит качество и конечный результат газовой сварки алюминия.
Кроме заготовок, необходимо провести подготовку проволоки для сварки алюминия аргоном. Ее надо так же обезжирить и вымочить в техническом натрии по такой же схеме. Это позволит снять все лишние молекулы с материала и позволит создать идеальный шов сплавом Al.
Оборудование для газовой сварки алюминия
Когда изделие готово к сварке аргоном, необходимо позаботиться о наличие всех необходимых комплектующих и о настройке оборудования. Для совершения процесса требуется следующее:
- аппарат;
- вольфрамовые электроды;
- придаточная Al проволока;
- инертный газ (в нашем случае аргон).
В качестве аппарата используется обычная горелка, применяемая для всех видов газовой сварки, так как производится сварка алюминия постоянным током в среде аргона. Вольфрамовые неплавящиеся электроды бывают разных типов, зависимо от добавок в их составе. Для их различия на конец наносится разноцветная маркировка. Перед использованием электрод требуется заточить. Когда появляется дуга, на его конце образуется шарик. Толщина проводника выбирается в зависимости от толщины изделия, например для тонкого алюминия подходят проводники с диаметром не более 2-х миллиметров.
Важно все комплектующие, необходимые для газовой сварки алюминия проверить на срок годности. Нельзя варить просроченными материалами.

Технология сварки алюминия аргоном
Чтобы в результате аргонной сварки получилось качественное соединение, необходимо соблюдать все правила при работе. Во-первых, важно приготовить материал и проволоку, во-вторых, настроить аппарат, в-третьих правильно возбудить дуг и удерживать ее до конца процесса.
Как правильно настроить оборудование для газовой сварки алюминия
Рассмотрим на примере стандартного листа Al, толщиной в 2 мм. Всегда при соединении аргоном сначала подается и настраивается поток инертного газа, а затем включается источник тока. В идеале, во время аргонодугового соединения алюминия должно расходоваться около восьми литров защитного газа в помещении и в полтора раза больше, если на улице. Но при этом, важно помнить про турбулентность. Если включить сильно большую подачу газа, он может «закручиваться» и смешиваться с воздухом, чего тоже нельзя допускать. Для такого размера заготовок к сварке аргоном подойдет проводник, диаметром 1,6-2,4 мм.
Поджог дуги
После этого можно приступать к образованию дуги. Чем лучше заточен электрод, тем быстрее образуется дуга. Ее можно возбудить ударным способом, ударив проводником по металлу или же автоматическим, если на аппарате предусмотрена такая функция. В самом начале положение его должно быть строго перпендикулярно (90градусов) к положению деталей. Поворачивать или склонять можно электрод, когда уже будет дуга. Далее, очень важно до образования ванны не притрагиваться электродом ни к заготовкам, ни к придаточной проволоке.
Сварочная ванна
Затем происходит процесс формирования сварочной ванны или сварочного ядра (в случае точечного способа). Она появляется за несколько секунд, важно не передержать, чтобы не пропалить изделие. После этого начинается процесс наплавления валиков по стандартной технике и формирования шва. Как это делать, подробнее можно прочесть тут. При этом сопло к детали держится под наклоном, в зависимости от положения соединения. Например, при работе в нижнем положении, сопло от ванны должно находиться примерно под углом 45 градусов. Расстояние от металла до электрода примерно 0,3-0,4 сантиметра. Присадочная проволока держится примерно под углом в 15 градусов во время сварки для деталей из алюминия, как показано на картинке.

В процессе проволока для сварки алюминия аргоном постоянно отводится вдоль соединения. То есть, металл плавиться. Добавляем прут, потом убираем его и отодвигаем. При тонком металле не нужно делать никаких движений соплом. Если деталь шире 3 миллиметров, тогда рекомендуется формировать шов «зигзагом» или «петельками». Чтобы к сварке аргоном присоединить еще и наличие фигурного шва, нужно долго тренироваться. Не все мастера так умеют.
Под конец дорожки, нужно уменьшить подачу проволоки для сварки алюминия аргоном и увеличить ток, чтобы заварить кратер – это и будет финальный этап аргонодугового соединения изделий.
После сварки алюминия аргоном постоянным током нужно внимательно осмотреть все соединения, чтобы оценить качество работы своими руками. Если обнаруживаются дефекты – их всегда можно исправить или переделать.
В завершение хотеться отметить, что к аргонной сварке требуется относиться более чем ответственно и долго тренироваться, только тога получится полноценный шов на изделии.
Более подробно, как производится аргонно дуговая сварка алюминия, можно посмотреть в следующем видео:
[Всего голосов: 0 Средний: 0/5]
svarkaed.ru
Сварка алюминия и дюрали, настройка аппарата

 В видео и статье вы узнаете, как осуществляется сварка алюминия и дюрали. Варятся эти материалы гораздо сложнее, чем обычные – именно поэтому нужна особая подготовка.
В видео и статье вы узнаете, как осуществляется сварка алюминия и дюрали. Варятся эти материалы гораздо сложнее, чем обычные – именно поэтому нужна особая подготовка.
Доработка аппарата
В первую очередь для сварки алюминия нужно поменять направляющий канал для проволоки, который проходит внутри кабеля с металлического на тефлоновый.
Для этого нужно открутить прижимную гайку:

Выньте стандартный канал, поставленный производителем. Взамен него вставьте тефлоновый – всё довольно просто. Если канал оказался длиннее – подрежьте её. После этого закрутите прижимную гайку.
С обратной стороны нужно разобрать горелку, так как болт, впрессованный в оплётку, мешает проникновению канала. После замены канала горелку можно собирать обратно – процесс сборки подробно показан на видео.
Напоследок нужно заменить наконечник горелки сварочного аппарата, которым предполагается варить алюминий. Специальные наконечники, как правило, маркируются буквой A или Al. Горелка после этого может считаться готовой.
Также вам понадобится специальная алюминиевая проволока данной маркировки:

Настройка аппарата
Будет рассмотрен сварочный аппарат Fubag 2000+. Для начала можно прогнать сварочную проволоку повышенным темпом, нажав левую красную кнопку. Проволока должна выйти на голове горелки.
Далее в настройках выбирается то, что нужно сваривать – алюминий. Диаметр проволоки – 1 миллиметр – устанавливается автоматически. Выбираются установки CO2 + Argon.
После таких доработок и настроек сварочным аппаратом можно запросто варить алюминий и дюраль.
autoremka.ru
В сварочном автомате для сварки алюминия важны правильные настройки режима
Сварка алюминиевых деталей – самая дорогостоящая услуга в автосервисах. Сравниться с ней по стоимости может разве что ремонт чугунных изделий. Мастера объясняют высокую цену «невероятной» сложностью технологии, и использованием дорогостоящего оборудования.

На самом деле, аппарат для сварки алюминия ничем не отличается от аналогичного для сварки стальных деталей. Заготовки из крылатого металла варятся обычным полуавтоматом. С той лишь разницей, что работы производятся в аргоновой среде.
И все же, алюминий достаточно капризен с точки зрения проведения сварочных работ. Главная проблема – наличие на поверхности прочной оксидной пленки. Мало того, что она является диэлектриком, и препятствует зажиганию дуги – она еще и тугоплавкая.
Для тог, чтобы пробить окисел – требуется ток большой величины. Неопытные сварщики часто допускают сквозной прожиг заготовки, по причине перегрева слишком высоким током. Кроме того, алюминий обладает прекрасной теплопроводностью. Поэтому тепло от ванны быстро уходит в массу детали. Это обстоятельство требует дополнительного контроля.
Способы сварки крылатого металла:
Вольфрамовый электрод и присадочная проволока
Алюминий можно варить вручную, с использованием держака, подающего инертный газ к зоне работ.
Электрод при этом используется неплавящийся. Шов формируется с помощью вводимой в дугу присадки.
Эта методика именуется «ТИГ сварка». Название произошло от английской аббревиатуры TIG – аргонодуговая сварка. Раскаленный алюминий в обычной атмосфере активно взаимодействует с кислородом.
В результате шов вспенивается и моментально покрывается шлаком. До момента, когда ученые придумали окружать зону сварки инертным газом, основным и практически единственным способом соединения алюминия, были заклепки.
Метод ТИГ – сварки подразумевает непрерывную подачу аргона, окружающего дугу. Алюминий просто плавится, без образования окислов и шлака. Используются вольфрамовые электроды, которые не плавятся при работе. Одновременно с удержанием дуги, сварщик подает в точку расплава присадочную проволоку. В результате формируется шов.
Аргон тяжелее воздуха, поэтому его облако удерживается в зоне образования дуги. Однако, при использовании этого газа в чистом виде, дуга теряет более половины тепловой энергии. Аналогичный эффект защиты сварочной зоны дает окружение электрода азотом или гелием.
Причем в этом случае тепловая мощность дуги возрастает в 1,5 – 2 раза. Но гелий легче воздуха, и моментально взмывает вверх.
Поэтому применяются газовые смеси. 40% аргона и 60% гелия. Аргон удерживает смесь в рабочей зоне, а гелий повышает температуру дуги.
ВАЖНО! При дуговой сварке алюминия интенсивно излучается ультрафиолет. Поэтому загар можно получить даже сквозь одежду. Используйте плотную и качественную защиту при ТИГ сварке.
Еще одно преимущество метода TIG – возможность соединять цветные металлы в разных сочетаниях. Свариваются между собой стали с разным содержанием углерода, в том числе нержавеющие. Алюминиевые заготовки легко привариваются к титановым, медным, латунным и бронзовым. Разумеется, можно соединить сталь и крылатый металл.
ВАЖНО! Подключение производится в обратной полярности.
Такие работы требуют высокой квалификации (при этом, отнюдь не самого дорогого оборудования). Поэтому большинство сварщиков используют полуавтомат.
Сварка алюминия полуавтоматом
Основное достоинство полуавтомата – автоматическая подача плавящегося электрода в зону расплава. Для формирования шва не нужно держать во второй руке присадку, можно сосредоточиться на сварочном процессе.
Проволока для сварки алюминия и сплавов на его основе может быть как очень тонкой (0.8 мм), так и толщиной в палец. Способ изготовления материала маркируется буквами:
- В – тянутая;
- П – прессованная;
- М – отожженная;
- Н – нагартованная.
Какая именно проволока нужна – решает мастер. Никакой универсальности – для каждого вида работ свой материал.
ВАЖНО! Как и алюминиевые детали – проволока моментально окисляется на открытом воздухе. Поэтому после вскрытия упаковки следует как можно быстрее приступить к сварке.
Электрод в виде проволоки выпускается в готовых бухтах.
Современное полуавтоматическое оборудование для сварки алюминия и его сплавов позволяют без затруднений производить работы при наличии минимального опыта. Необходимо лишь учитывать некоторые особенности работы с алюминием.
Технология сварки алюминия полуавтоматом

- Перед началом работ проверьте наполненность баллона с инертным газом. Оптимальный вариант для начинающего сварщика – гелий-аргоновая смесь;
- Оксидная пленка на алюминиевых заготовках трудно удаляется. На очищенном участке моментально появляется новый слой. Его присутствие препятствует нормальному зажиганию дуги. Поэтому детали необходимо механически зачистить непосредственно перед стартом;
- Алюминий сильно расширяется при нагреве, гораздо больше, чем сталь. Подающая муфта в сопле полуавтомата должна иметь диаметр 1,5 диаметра проволоки. В противном случае подача может остановиться, а сопло оплавиться;
- Длина дуги при работе с алюминиевыми сплавами не должна превышать 1,5 см. В тоже время, приближать электрод ближе, чем на 10-12 мм не следует. Это приведет к локальному перегреву. Проводка осуществляется без рывков, медленно. Увеличение скорости прохода приведет к недостаточному прогреву и не проваренным участкам;
- При остывании шов может деформироваться, особенно при контакте раскаленного алюминия с кислородом. Поэтому после погашения дуги, следует некоторое время продолжать подачу газа в зону сварки.
Напротив, задержка дуги в одном месте – может прожечь тонкую заготовку насквозь.
Есть одна особенность, незнание которой часто приводит к некачественно выполненной сварке алюминия. Как бы тщательно не зачищались заготовки перед работой – тугоплавкая диэлектрическая пленка окислов останется. Это само по себе затрудняет дугообразование.
Плюс ко всему – аргон по своей природе имеет высокую степень ионизации, поэтому насытить его ионами от разности потенциалов трудно. Для этого сварочный аппарат оснащают осциллятором.
Приспособление подает на вольфрамовый электрод кратковременные высокочастотные импульсы, ионизируя дуговой промежуток. Параметры импульсов: напряжение 3000-5000 вольт, частота 300-500 Гц.
Набрав достаточную концентрацию ионов – дуга вспыхивает. Осциллятор автоматически отключается.
ВАЖНО! Для уверенного зажигания дуги неплавящимся электродом, нельзя касаться алюминия.
Когда вы проходите последние миллиметры шва – необходимо уменьшить силу тока. Хорошо, если ваш полуавтомат имеет такую функцию. В противном случае – обратитесь к помощнику. Тогда вы гарантировано получите ровный шов без прожига.
Если вам не найти аргоновую смесь – можно варить и без нее. Для этого существует специальная порошковая проволока. Присадки при нагревании испаряются, образуя защитное облако. Однако качество будет ниже, чем при сварке в среде инертных газов.
Если вы хотите знать как настроить полуавтомат для сварки алюминия, то посмотрите это видео.
obinstrumente.ru