Гост 8509-93. Уголки стальные горячекатаные равнополочные. Уголок сталь гост
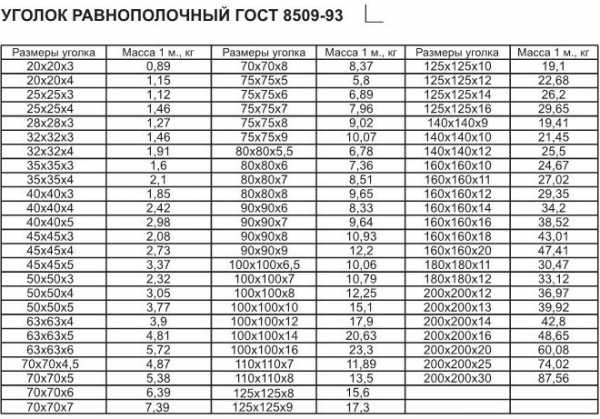
Сортамент уголков равнополочных: ГОСТ 8509-93, таблица, характеристики
Современная строительная промышленность обладает постоянным спросом на различные виды профилей, особенно равнополочного уголка. Это и понятно. Несмотря на простоту формы, в нем сочетаются такие качества как повышенная удельная прочность, удобство проведения сварных работ, низкая стоимость. Конструкции при соблюдении правил проектирования отличаются жесткостью и относительно малой массой по сравнению с тем же прутком.
Виды уголков
Равнополочный уголок представляет собой два листа одинаковой ширины, соединенных между собой под углом 90 градусов. Материалом для изготовления служат различные виды стальных и алюминиевых сплавов. Реже в изготовлении уголков используют магниевые сплавы. Уголки полностью стандартизированы. Их типоразмеры, способ производства и состав определяются соответствующими ГОСТами.
Сортамент углового профиля подразделяется исходя из следующих особенностей:
- Технология изготовления (катанные и гнутые).
- Тип применяемого материала.
Рассмотрим теперь каждый пункт более подробно.
Уголок гнутый равнополочный
Сортамент гнутого углового профиля регламентируется ГОСТ 19771-93. Его особенностью является получение требуемой формы методом гибки. Данный процесс представляет собой одну из разновидностей холодной обработки давлением. Для осуществления этой операции применяют стандартное штамповочное и прессовое оборудование.
Такой тип производства накладывает свои отпечатки на прочность и параметры уголка. Среди них стоит отметить низкую производительность гибочной линии в сравнении с прокатной. Количество получаемых метров при гибки ниже примерно в 5-8 раз в зависимости от типа модели применяемого оборудования.
Также вторым недостатком гнутых профилей является затруднительность, а в некоторых случаях невозможность получения толстостенных уголков. Значительные напряжения, возникающие при данном процессе, способствуют образованию трещин, а, следовательно, резкому снижению несущей способности уголка. Поэтому при прочих равных условиях предпочтительно получение толстостенных угловых профилей методом прокатки.
Помимо этого, уголок полученный способом гибки ограничен в длине в отличие от прокатного. Этот параметр находится в рамках размеров матрицы и не может выходить за его пределы.
Среди плюсов гибочной линии отмечается высокая универсальность. Требуется меньшее значение времени и финансовых затрат для переналадки производства уголков с другими размерами.
Также штамповочное оборудование имеет значительно меньшие габариты и, что немаловажно, стоимость по сравнению с прокатным. В силу вышесказанного выходит, что такой тип технологии изготовления больше подходит для предприятий с невысоким объемом производства.
При холодной формовке деформация металла происходит исключительно на сгибе уголка. В совокупности с отсутствием воздействия повышенных температур это положительно сказывается на общей чистоте поверхности, и соответственно внешнем виде уголков.
По причине всего вышесказанного, равнополочный гнутый уголок нашел большее применение в производстве бытовой техники, обшивки несущих конструкций и светотехнике. Также его частично можно встретить в производстве малогабаритных станков и механизмов. То есть в тех областях, где внешний вид и эстетика первостепенна и при этом не требуется большой длины уголка.
Горячекатаный стальной равнополочный уголок
Его получают методом прокатки. Сортамент размеров и прочностные характеристики регламентируются ГОСТ 8509-93.
Особенность процесса прокатки - это непрерывность, которая значительно повышает его производительность. Обратной стороной медали этого является низкая универсальность, что означает длительность переналадки оборудования на изготовление уголков с другими размерными характеристиками. Также прокатная линия значительно превосходит штамповочную по стоимости и трудоемкости по наладке оборудования.
Прокатный способ позволяет получать сортамент углового профиля практически неограниченным по длине. Длина зависит исключительно от размеров производственного помещения.
Предварительный нагрев проката позволяет применять более массивные заготовки, и соответственно, получать уголки с более толстой толщиной стенки (свыше 6 мм). Такое увеличение площади сечения способствует повышению прочности и сопротивляемости воздействию деформации.
На основании информации изложенной выше, нетрудно догадаться, что горячекатаный уголок получил главным образом применение в изготовлении несущих элементов конструкций и промышленного оборудования. Сюда относятся различные эстакады, металлические каркасы помещений, строительные леса. Иными словами, места где требуется повышенная жесткость и отсутствуют высокие требования к внешнему виду.
Виды материалов
В зависимости от требований к массе, жесткости и внешнему виду для изготовления применяют следующие виды материалов:
- Сталь;
- Алюминий;
- Магниевые сплавы.
Большая часть всей заготовительной промышленности (около 75%) приходится на сортаменты углового профиля, материалом которых служит углеродистая сталь обычного качества. Регламентируется данный материал ГОСТом 380-2005.
Состав углеродистых сталей состоит из железа и углерода, при небольшом (меньше 1%) присутствии марганца и кремния. Также к ним не применяются высокие требования к содержанию вредных примесей, таких как фосфор и сера. Но при всем при этом такая сталь имеет достаточную для данной сферы прочность, обрабатываемость и, что немаловажно, стоимость. Наиболее востребованной маркой в производстве металлоконструкций из данного типа сталей является Ст3.
Также часто материалом для равнополочных уголков служат строительные стали, типа С255 и С245. Их механические свойства и химический состав регулируется ГОСТ 2772-88. По сравнению с углеродистыми сталями обычного качества к ним предъявляются повышенные требования по содержанию примесей.
При наличии более высоких нагрузок применяют сортамент профилей, изготовленного из прокатных сталей повышенной прочности (ГОСТ 19281-89). Они отличаются увеличенным содержанием марганца, алюминия и кремния в своем составе.
В ответственных металлоконструкциях — мосты, кран-балки длинного пролета — применяют сортамент уголков из низколегированной прокатной стали ГОСТ 19281-89. Такие, как 15ХСНД. Они выделяются более высоким содержанием углерода, а также дополнительно легированы хромом, никелем и кремнием.
В условиях, где в большей степени предъявляются требования к эстетическим свойствам и коррозионностойкости применяют уголки на основе алюминиевых сплавов. Их изготавливают как из конструкционного алюминия, так и дюралюминия. Свойства и химический состав материала полностью описан ГОСТом 4884-76 и ГОСТом 4784-76.
Применение магниевых сплавов имеет аналогичную цель, как и алюминиевых. Но в силу высокой стоимости их использование все больше и больше становится редкостью в промышленности.
Параметры углового профиля
Основными параметрами, которые следует учитывать при выборе сортамента уголка, являются толщина и размер полки. Именно их значение в большей степени определяет площадь сечения, от которого в свою очередь зависит прочность конструкции.
Недостаточно жесткий уголок под воздействием нагрузок деформируется, что приводит если не к полной, то, как правило, к частичной потери работоспособности конструкции. Повышенный запас прочности также нежелателен по причине неэффективности использования металла: завышенный вес и стоимость конструкции.
Также не менее важными параметрами являются:
- Радиус скругления между полками. Чем больше его значение, тем лучше для механических характеристик уголка по причине нахождения здесь повышенных напряжений. Именно в этом месте появляются первичные следы разрушения.
- Радиус скругления граней полок необходим для снижения концентрации напряжения.
- Момент и радиус инерции — эти параметры необходимы для определения максимальной нагрузки, которую способен выдержать уголок. Они характеризуют устойчивость непосредственно геометрии профиля сопротивляться воздействию деформации. Данные параметры указаны в специальных таблицах стандартного сортамента.
- Длина профиля. Изделия поставляют длиной от 3 до 12 метров, но по предварительной договоренности поставщика и заказчика они могут поставляться и большими размерами.
Таблица 1
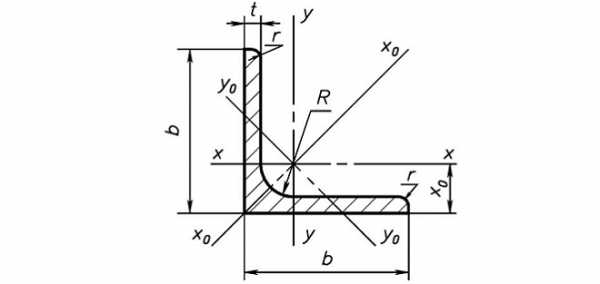
Обозначения из таблицы:
- t – толщина стенок полок;
- X0, Y0 – расстояния от наружных граней полок уголка до центра его тяжести;
- R – радиус закругления;
- b – ширина полки;
- r – радиус закругления граней полок;
- I – момент инерции;
- i – радиус инерции;
- F – площадь сечения профиля;
- Ixy – момент инерции, который развивают центробежные силы.
Маркировка
По ГОСТ 19771-93 профили изготавливают трех категорий:
- А - высокой;
- Б - повышенной;
- В - обычной.
Обозначение определенного сортамента выглядит следующим образом:
Уголок (Б-40х40х4 ГОСТ 8509-93)/(Ст.3сп ГОСТ 535-98), где
- Буква «Б» обозначает повышенную точность проката. Буква «А» на этом месте будет значить высокую точность.
- 40х40х4 - размеры и толщина полок. ГОСТ 8509 показывает нам, что уголок изготовлен методом прокатки.
Ст.3сп указывает тип материала, применяемого в производстве профиля.
ГОСТ 535-98 регулирует химический состав этого материала.
Оцените статью:Рейтинг: 0/5 - 0 голосов
prompriem.ru
| 1 | 2 | | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 |
| 14 | 140 | 9 10 12 | 14,0 14,0 14,0 | 4,6 4,6 4,6 | 24,72 27,33 32,49 | 465,72 512,29 602,49 | 45,55 50,32 59,66 | 4,34 4,33 4,31 | 739,42 813,62 956,98 | 5,47 5,46 5,43 | 192,03 210,96 248,01 | 35,92 39,05 44,97 | 2,79 2,78 2,76 | 274,00 301,00 354,00 | 3.76 3,82 3,90 | 19,41 21,45 25,50 |
| 16 | 160 | 10 11 12 14 16 18 20 | 16,0 16,0 16,0 16,0 16,0 16,0 16,0 | 5,3 5,3 5,3 5,3 5,3 5,3 5,3 | 31,43 34,42 37,39 43,57 49,07 54,79 60,40 | 774,24 844,21 912,89 1046,47 1175,19 1290,24 1418,85 | 66,19 72,44 78,62 90,77 102,64 114,24 125,60 | 4,96 4,95 4,94 4,92 4,89 4,87 4,85 | 1229,10 1340,06 1450,00 1662,13 1865,73 2061,03 2248,26 | 6,25 6,24 6,23 6,20 6,17 6,13 6,10 | | 52,52 56,53 60,53 68,15 75,92 82,08 90,02 | 3,19 3,18 3,17 3,16 3,14 3,13 3,12 | 455,00 496,00 537,00 615,00 690,00 771,00 830,00 | 4,30 4,35 4.39 4.47 4,55 4,63 4,70 | 24,67 27,02 29,35 34,20 38,52 43,01 47,41 |
| 18 | 180 | 11 12 | 16,0 16,0 | 5,3 5,3 | 38,80 42,19 | 1216,44 1316,62 | 92,47 100,41 | 5,60 5,59 | 1933,10 2092,78 | 7,06 7,04 | 499,78 540,45 | 72,86 78,15 | 3,59 3,58 | 716,00 776,00 | 4,85 4,89 | 30,47 33,12 |
| 20 39 | 200 | 12 13 14 16 20 25 30 | 18,0 18,0 18,0 18,0 18,0 18,0 18,0 | 6,0 6,0 6,0 6,0 6,0 6,0 6,0 | 47,10 50,85 54,6061,98 76,54 94,29 111,54 | 1822,78 1960,77 2097,002362,57 2871,47 3466,21 4019,60 | 124,61 134,44 144,17163,37 200,37 245,59 288,57 | 6,22 6,21 6,206,17 6,12 6,06 6,00 | 2896,16 3116,18 3333,003755,39 4860,42 5494,04 6351,05 | 7,84 7,83 7,81 7,78 7,72 7,63 7,55 | 749,40 805,35 861,00969,74 1181,92 1438,38 1698,16 | 98,68 105,07 111,50123,77 146,62 172,68 193,06 | 3,99 3,98 3,97 3,96 3,93 3,91 3,89 | 1073,00 1156,00 1236,00 1393,00 1689,00 2028,00 2332,00 | 5,37 5,42 5,465,54 5,70 5,89 6,07 | 36,97 39,92 42,8048,65 60,08 74,02 87,56 |
| 22 | 220 | 14 16 | 21,0 21,0 | 7,0 7,0 | 60,38 68,58 | 2814,363175,44 | 175,18198,71 | 6,836,80 | 4470,155045,37 | 8,608,58 | 1158,561305,52 | 138,62153,34 | 4,384,36 | 1655,001869,00 | 5,916,02 | 47,4053,83 |
| 25 | 250 | 16 18 20 22 25 28 30 35 | 24,024,0 24,0 24,0 24,0 24,0 24,0 24,0 | 8,0 8,0 8,0 8,0 8,0 8,0 8,0 8,0 | 78,4087,72 96,96 106,12 119,71 133,12 141,96 163,71 | 4717,105247,24 5764,87 6270,32 7006,39 7716,86 8176,82 9281,05 | 258,43288,82 318,76 348,26 391,72 434,25 462,11 530,11 | 7,767,73 7,71 7,69 7,65 7,61 7,59 7,53 | 7492,108336,69 9159,73 9961,30 11125,52 12243,84 12964,66 14682,73 | 9,789,75 9,72 9,69 9,64 9,59 9,56 9,47 | 1942,092157,78 2370,01 2579,04 2887,26 3189,89 3388,98 3879,37 | 203,45223,39 242,52 260,52 287,14 311,98 327,82 366,13 | 4,984,96 4,94 4,93 4,91 4,90 4,89 4,87 | 2775,003089,00 3395,00 3691,00 4119,00 4527,00 4788,00 5401,68 | 6,756,83 6,91 7,00 7,11 7,23 7,31 7,53 | 61,5568,86 76,11 83,31 93,97 104,50 111,44 128,51 |
studfiles.net
Уголки стальные горячекатанные равнополочные ГОСТ 8509-93
2 По точности прокатки уголки изготавливают:А-высокой точности; В-обычной точности.
3 Предельные отклонения по размерам уголков не должны превышать указанных в таблице 2.
|
4 По согласованию изготовителя с потребителем допускается изготовление уголков со смещением предельных отклонений по толщине полки в пределах допускаемых отклонений соответствующей точности. 5 По согласованию с потребителем отклонения по толщине полки допускается заменять предельными отклонениями по массе в соответствии с таблицей 3.
1,0 мм-для уголков с шириной полки до 50 мм включительно; 2,0 мм-для уголков с шириной полки свыше 50 до 100 мм включительно; 3,0 мм-для уголков с шириной полки свыше 100 до 200 мм. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
0,3 толщины полки-для уголков толщиной до 10 мм включительно; 3,0 мм-для уголков толщиной свыше 10 до 16 мм включительно; 5,0 мм-для уголков толщиной свыше 16 мм.
8 Уголки изготавливают длиной от 4 до 12 м:
мерной длины; мерной длины с немерной в количестве не более 5 % массы партии; кратной мерной длины, кратной мерной длины с немерной в количестве не более 5 % массы партии; немерной длины; ограниченной длины в пределах немерной.
8.1 По согласованию изготовителя с потребителем уголки изготавливают мерной и кратной мерной длины с немерными длинами более 5 % массы партии.
8.2 Допускается изготовление уголков длиной не менее 3 м и свыше 12 м.
9 Предельные отклонения по длине уголков мерной длины или кратной мерной не должны превышать:
+ 30 мм-при длине до 4 м включительно; + 50 мм-при длине свыше 4 до 6 м включительно; + 70 мм-при длине свыше 6 м.
По требованию потребителя для уголков длиной свыше 4 до 7 м предельные отклонения длины не должны превышать + 40 мм, более 7 м-+ 5 мм на каждый следующий метр.
10 Кривизна уголков не должна превышать 0,4 % длины.По требованию потребителя изготавливают уголки, кривизна которых не превышает 0,2 % длины. Для уголков от № 2 до 4,5 включительно кривизну проверяют на длине 1 м.
11 Размеры поперечного сечения уголков, притупление углов измеряют на расстоянии не менее 500 мм от торца штанги.
ПРИЛОЖЕНИЕ А (рекомендуемое)ПРОФИЛИ СТАЛЬНЫЕ ГОРЯЧЕКАТАНЫЕЧАСТЬ 1. УГОЛКИ РАВНОПОЛОЧНЫЕ. РАЗМЕРЫ(ИСО 657-1-89)1 Область распространения Эта часть ИСО 657 включает размеры горячекатаных равнополочных уголков.2 Настоящий стандарт содержит условия данной части ИСО 657. По состоянию на время публикации данное издание являлось действующим.Все стандарты пересматриваются, поэтому необходимо использовать стандарты наиболее позднего издания.Страны-члены МЭК и ИСО должны обеспечиваться действующими международными стандартами.ИСО 657-5-76. Горячекатаные стальные профили, часть 5. Равнополочные и неравнополочные уголки, предельные отклонения в метрической и дюймовой сериях.
3 Размеры
3.1 Предпочтительные размеры выделены полужирным шрифтом.
3.2 Радиусы внутреннего закругления даны для информации и приведены в таблице А.1.
3.3 Радиус закругления полок не определен, но при необходимости может быть рассчитан.
| 4 Свойства профиляМасса, площадь поперечного сечения и справочные значения величин равнополочных уголков приведены для информации в таблице А.1 и рассчитаны при условии, что радиус закругления полок имеет 1/2 значения радиуса внутреннего закругления. 5 ДопускиДопускаемые отклонения на размеры приведены в таблице Б.1 приложения В. |
Чертеж а и б |
| Таблица А.1 | ||||||||||||||||
| Размер | Масса кг/м | S , см2 | Величины | Расстояние от центра тяжести | Справочные величины для осей | |||||||||||
| x-x = y-y | u - u | v - v | ||||||||||||||
| А , мм | t , мм | rroot , мм | Сх = Су см | Сu , см | Сv , см | Ix = Iy , см4 | rx = ry , см | Zx = Zy , см3 | Iu , см4 | ru , см | Iv , см4 | rv , см | Zv , см3 | |||
| 20х20х3 | 0,88 | 1,12 | 20 | 3 | 3,5 | 0,598 | 1,41 | 0,846 | 0,392 | 0,590 | 0,279 | 0,618 | 0,742 | 0,165 | 0,383 | 0,195 |
| 25х25х3 | 1,12 | 1,42 | 25 | 3 | 3,5 | 0,723 | 1,77 | 1,02 | 0,803 | 0,751 | 0,452 | 1,27 | 0,945 | 0,334 | 0,484 | 0,326 |
| 25х25х4 | 1,45 | 1,85 | 25 | 4 | 3,5 | 0,762 | 1,77 | 1,08 | 1,02 | 0,741 | 0,586 | 1,61 | 0,931 | 0,430 | 0,482 | 0,399 |
| 30х30х3 | 1,36 | 1,74 | 30 | 3 | 5 | 0,835 | 2,12 | 1,18 | 1,40 | 0,899 | 0,649 | 2,22 | 1,13 | 0,585 | 0,581 | 0,496 |
| 30х30х4 | 1,78 | 2,27 | 30 | 4 | 5 | 0,878 | 2,12 | 1,24 | 1,80 | 0,892 | 0,850 | 2,85 | 1,12 | 0,757 | 0,577 | 0,607 |
| 35х35х4 | 2,09 | 2,67 | 35 | 4 | 5 | 1,00 | 2,47 | 1,42 | 2,95 | 1,05 | 1,18 | 4,68 | 1,32 | 1,23 | 0,678 | 0,865 |
| 35х35х5 | 2,57 | 3,28 | 35 | 5 | 5 | 1,04 | 2,47 | 1,48 | 3,56 | 1,04 | 1,45 | 5,64 | 1,31 | 1,49 | 0,675 | 1,01 |
| 40х40х3 | 1,84 | 2,35 | 40 | 3 | 6 | 1,07 | 2,83 | 1,52 | 3,45 | 1,21 | 1,18 | 5,45 | 1,52 | 1,44 | 0,783 | 0,949 |
| 40х40х4 | 2,42 | 3,08 | 40 | 4 | 6 | 1,12 | 2,83 | 1,58 | 4,47 | 1,21 | 1,55 | 7,09 | 1,52 | 1,86 | 0,777 | 1,17 |
| 40х40х5 | 2,97 | 3,79 | 40 | 5 | 6 | 1,16 | 2,83 | 1,64 | 5,43 | 1,20 | 1,91 | 8,60 | 1,51 | 2,26 | 0,773 | 1,38 |
| 45х45х4 | 2,74 | 3,49 | 45 | 4 | 7 | 1,23 | 3,18 | 1,75 | 6,43 | 1,36 | 1,97 | 10,2 | 1,71 | 2,68 | 0,876 | 1,53 |
| 45х45х5 | 3,38 | 4,30 | 45 | 5 | 7 | 1,28 | 3,18 | 1,81 | 7,84 | 1,35 | 2,43 | 12,4 | 1,70 | 3,26 | 0,871 | 1,80 |
| 50х50х4 | 3,06 | 3,89 | 50 | 4 | 7 | 1,36 | 3,54 | 1,92 | 8,97 | 1,52 | 2,46 | 14,2 | 1,91 | 3,73 | 0,979 | 1,94 |
| 50х50х5 | 3,77 | 4,80 | 50 | 5 | 7 | 1,40 | 3,54 | 1,99 | 11,0 | 1,51 | 3,05 | 17,4 | 1,90 | 4,55 | 0,973 | 2,29 |
| 50х50х6 | 4,47 | 5,69 | 50 | 6 | 7 | 1,45 | 3,54 | 2,04 | 12,8 | 1,50 | 3,61 | 20,3 | 1,89 | 5,34 | 0,968 | 2,61 |
| 60х60х5 | 4,57 | 5,82 | 60 | 5 | 8 | 1,64 | 4,24 | 2,32 | 19,4 | 1,82 | 4,45 | 30,7 | 2,30 | 8,03 | 1,17 | 3,46 |
| 60х60х6 | 5,42 | 6,91 | 60 | 6 | 8 | 1,69 | 4,24 | 2,39 | 22,8 | 1,82 | 5,29 | 36,1 | 2,29 | 9,44 | 1,17 | 3,96 |
| 60х60х8 | 7,09 | 9,03 | 60 | 8 | 8 | 1,77 | 4,24 | 2,50 | 29,2 | 1,80 | 6,89 | 46,1 | 2,26 | 12,2 | 1,16 | 4,86 |
| 65х65х6 | 5,91 | 7,53 | 65 | 6 | 9 | 1,80 | 4,60 | 2,55 | 29,2 | 1,97 | 6,21 | 46,3 | 2,48 | 12,1 | 1,27 | 4,74 |
| 65х65х8 | 7,73 | 9,85 | 65 | 8 | 9 | 1,89 | 4,60 | 2,67 | 37,5 | 1,95 | 8,13 | 59,4 | 2,46 | 15,6 | 1,26 | 5,84 |
| 70х70х6 | 6,38 | 8,13 | 70 | 6 | 9 | 1,93 | 4,95 | 2,73 | 36,9 | 2,13 | 7,27 | 58,5 | 2,68 | 15,3 | 1,37 | 5,60 |
| 70х70х7 | 7,38 | 9,40 | 70 | 7 | 9 | 1,97 | 4,95 | 2,79 | 42,3 | 2,12 | 8,41 | 67,1 | 2,67 | 17,5 | 1,36 | 6,28 |
| 75х75х6 | 6,85 | 8,73 | 75 | 6 | 9 | 2,05 | 5,30 | 2,90 | 45,8 | 2,29 | 8,41 | 72,7 | 2,89 | 18,9 | 1,47 | 6,53 |
| 75х75х8 | 8,99 | 11,4 | 75 | 8 | 9 | 2,14 | 5,30 | 3,02 | 59,1 | 2,27 | 11,0 | 93,8 | 2,86 | 24,5 | 1,46 | 8,09 |
| 80х80х6 | 7,34 | 9,35 | 80 | 6 | 10 | 2,17 | 5,66 | 3,07 | 55,8 | 2,44 | 9,57 | 88,5 | 3,08 | 23,1 | 1,57 | 7,55 |
| 80х80х8 | 9,63 | 12,3 | 80 | 8 | 10 | 2,26 | 5,66 | 3,19 | 72,2 | 2,43 | 12,6 | 115 | 3,06 | 29,9 | 1,56 | 9,37 |
| 80х80х10 | 11,9 | 15,1 | 80 | 10 | 10 | 2,34 | 5,66 | 3,30 | 87,5 | 2,41 | 15,4 | 139 | 3,03 | 36,4 | 1,55 | 11,0 |
| 90х90х7 | 9,61 | 12,2 | 90 | 7 | 11 | 2,45 | 6,36 | 3,47 | 92,5 | 2,75 | 14,1 | 147 | 3,46 | 38,3 | 1,77 | 11,0 |
| 90х90х8 | 10,9 | 13,9 | 90 | 8 | 11 | 2,50 | 6,36 | 3,53 | 104 | 2,74 | 16,1 | 166 | 3,45 | 43,1 | 1,76 | 12,2 |
| 90х90х9 | 12,2 | 15,5 | 90 | 9 | 11 | 2,54 | 6,36 | 3,59 | 116 | 2,73 | 17,9 | 184 | 3,44 | 47,9 | 1,76 | 13,3 |
| 90х90х10 | 15,0 | 17,1 | 90 | 10 | 11 | 2,58 | 6,36 | 3,65 | 127 | 2,72 | 19,8 | 201 | 3,42 | 52,6 | 1,75 | 14,4 |
| 100х100х8 | 12,2 | 15,5 | 100 | 8 | 12 | 2,74 | 7,07 | 3,87 | 145 | 3,06 | 19,9 | 230 | 3,85 | 59,9 | 1,96 | 15,5 |
| 100х100х10 | 15,0 | 19,2 | 100 | 10 | 12 | 2,82 | 7,07 | 3,99 | 177 | 3,04 | 24,6 | 280 | 3,83 | 73,0 | 1,95 | 18,3 |
| 100х100х12 | 17,8 | 22,7 | 100 | 12 | 12 | 2,90 | 7,07 | 4,11 | 207 | 3,02 | 29,1 | 328 | 3,80 | 85,7 | 1,94 | 20,9 |
| 120х120х8 | 14,7 | 18,7 | 120 | 8 | 13 | 3,23 | 8,49 | 4,56 | 255 | 3,69 | 29,1 | 405 | 4,65 | 105 | 2,37 | 23,1 |
| 120х120х10 | 18,2 | 23,2 | 120 | 10 | 13 | 3,31 | 8,49 | 4,69 | 313 | 3,67 | 36,0 | 497 | 4,63 | 129 | 2,36 | 27,5 |
| 120х120х12 | 21,6 | 27,5 | 120 | 12 | 13 | 3,40 | 8,49 | 4,80 | 368 | 3,65 | 42,7 | 584 | 4,60 | 152 | 2,35 | 31,6 |
| 125х125х8 | 15,3 | 19,5 | 125 | 8 | 13 | 3,35 | 8,84 | 4,74 | 290 | 3,85 | 31,7 | 461 | 4,85 | 120 | 2,47 | 25,3 |
| 125х125х10 | 19,0 | 24,2 | 125 | 10 | 13 | 3,44 | 8,84 | 4,86 | 356 | 3,84 | 39,3 | 565 | 4,83 | 146 | 2,46 | 2,46 |
| 125х125х12 | 22,6 | 28,7 | 125 | 12 | 13 | 3,52 | 8,84 | 4,98 | 418 | 3,81 | 46,6 | 664 | 4,81 | 172 | 2,45 | 34,6 |
| 150х150х10 | 23,0 | 29,3 | 150 | 10 | 16 | 4,03 | 10,6 | 5,71 | 624 | 4,62 | 56,9 | 990 | 5,82 | 258 | 2,97 | 45,1 |
| 150х150х12 | 27,3 | 34,8 | 150 | 12 | 16 | 4,12 | 10,6 | 5,83 | 737 | 4,60 | 67,7 | 1170 | 5,80 | 303 | 2,95 | 52,0 |
| 150х150х15 | 33,8 | 43,0 | 150 | 15 | 16 | 4,25 | 10,6 | 6,01 | 898 | 4,57 | 83,5 | 1430 | 5,76 | 370 | 2,93 | 61,6 |
| 180х180х15 | 40,9 | 52,1 | 180 | 15 | 18 | 4,98 | 12,7 | 7,05 | 1590 | 5,52 | 122 | 2520 | 6,96 | 653 | 3,54 | 92,7 |
| 180х180х18 | 48,6 | 61,9 | 180 | 18 | 18 | 5,10 | 12,7 | 7,22 | 1870 | 5,49 | 145 | 2960 | 6,92 | 768 | 3,52 | 106 |
| 200х200х16 | 48,5 | 61,8 | 200 | 16 | 18 | 5,52 | 14,1 | 7,81 | 2340 | 6,16 | 162 | 3720 | 7,76 | 960 | 3,94 | 123 |
| 200х200х20 | 59,9 | 76,3 | 200 | 20 | 18 | 5,68 | 14,1 | 8,04 | 2850 | 6,11 | 199 | 4530 | 7,70 | 1170 | 3,92 | 146 |
| 200х200х24 | 71,1 | 90,6 | 200 | 24 | 18 | 5,84 | 14,1 | 8,26 | 3330 | 6,06 | 235 | 5280 | 7,64 | 1380 | 3,90 | 167 |
| 250х250х28 | 104 | 133 | 250 | 28 | 18 | 7,24 | 17,7 | 10,2 | 7700 | 7,62 | 433 | 1220 | 9,61 | 3170 | 4,89 | 309 |
| 250х250х35 | 128 | 163 | 250 | 35 | 18 | 7,50 | 17,7 | 10,6 | 9260 | 7,54 | 529 | 1470 | 9,48 | 3860 | 4,87 | 364 |
| обеспечиваются на прокатных станах.2 Площадь поперечного сечения вычисляют по формулегде: |
3 При вычислении массы 1 м плотность стали принята 7,85 кг/дм3.
ПРИЛОЖЕНИЕ Б (рекомендуемое)ПРОФИЛИ СТАЛЬНЫЕ ГОРЯЧЕКАТАНЫЕЧАСТЬ 5. УГОЛКИ РАВНОПОЛОЧНЫЕ И НЕРАВНОПОЛОЧНЫЕ В МЕТРИЧЕСКОЙ И ДЮЙМОВОЙ СЕРИЯХ. ДОПУСКИ (ИСО 657-5-76)1 Предмет стандарта и область применения Настоящий международный стандарт регламентирует предельные отклонения размеров горячекатаных стальных равнополочных и неравнополочных уголков в метрической и дюймовой сериях. Размеры уголков в метрической серии должны соответствовать ИСО 657-1 и ИСО 657-2, в дюймовой-ИСО 657-3 и ИСО 657-4.2 Предельные отклонения по ширине полкиПредельные отклонения по ширине полки должны соответствовать приведенным в таблице Б.1.
| Таблица Б.1 | Предельные отклонения по ширине | |||||
| Метрическая серия , мм | Дюймовая серия , дюйм | ||||
| Ширина полки1 | Предельные | Ширина полки1 | Предельные | ||
| Свыше | От и до включ. | отклонения | Свыше | От и до включ. | отклонения |
| - | 50 | + 1,0 | - | 2 | + 0,04 |
| 50 | 100 | + 1,5 | 2 | 4 | + 0,06 |
| 100 | 150 | + 2,0 | 4 | 6 | + 0,08 |
| 150 | 200 | + 3,0 | 6 | 8 | + 0,12 |
3 Предельные отклонения по толщине полкиПредельные отклонения по толщине равнополочных и неравнополочных уголков должны соответствовать приведенным в таблице Б.2
| Таблица Б.2 | Предельные отклонения по толщине | |||||
| Метрическая серия , мм | Дюймовая серия , дюйм | ||||
| Ширина полки1 | Предельные | Ширина полки1 | Предельные | ||
| Свыше | От и до включ. | отклонения | Свыше | От и до включ. | отклонения |
| - | 50 | + 0,5 | - | 2 | + 0,02 |
| 50 | 100 | + 0,8 | 2 | 4 | + 0,03 |
| 100 | 150 | + 1,0 | 4 | 6 | + 0,04 |
| 150 | 200 | + 1,2 | 6 | 8 | + 0,05 |
4 Предельные отклонения при порезке на длиныПредельные отклонения по длине при порезке на нормальные и точные длины равнополочных и неравнополочных уголков должны соответствовать приведенным в таблицах Б.3 и Б.4 соответственно.
5.1. Максимально допустимая кривизна для равнополочных и неравнополочных уголков должна соответствовать приведенной в таблице Б.5. |
|
|||||||||||||||||||||||||||||||||||||||||||||||||
| Таблица Б.5 | |||||
| Метрическая серия | Дюймовая серия | ||||
| Ширина полки | Кривизна | Ширина полки1 | Кривизна | ||
| Свыше | От и до включ. | Свыше | От и до включ. | ||
| 50 | 150 | 0,4 % длины | 2 | 6 | 0,4 % длины |
| 150 | 200 | 0,25 % длины | 6 | 8 | 0,25 % длины |
5.2 Кривизна должна быть измерена как показано на чертеже Б.1. 6 Неперпендикулярность (непараллельность, отклонение от прямого угла) 6.1 Полки должны быть перпендикулярными относительно друг друга в пределах отклонений концов согласно таблице Б.6. |
Чертеж Б.1 |
| Таблица Б.6 | Отклонение от прямого угла | |||||
| Метрическая серия | Дюймовая серия | ||||
| Ширина полки | Отклонение | Ширина полки1 | Отклонение | ||
| Свыше | От и до включ. | Свыше | От и до включ. | ||
| - | 50 | 1,0 | - | 2 | 0,04 |
| 50 | 100 | 2,0 | 2 | 4 | 0,08 |
| 100 | 200 | 3,0 | 4 | 8 | 0,12 |
| Чертеж Б.2 | 6.2 Отклонение от прямого угла измеряется на концах полок уголков (чертеж Б.2). 7 Предельные отклонения по массеИмеющиеся предельные отклонения по массе на единицу длины являются контрольными предельными отклонениями и предварительно должны быть включены в соответствующие национальные стандарты. |
areal-metal.ru