Содержание
Керосинорез — Аппаратура для кислородной резки
Керосинорез
Категория:
Аппаратура для кислородной резки
Керосинорез
Устройство для резки, в котором для подогревающего пламени используют пары керосина, называют керосинорезом. Схема резака керосинореза показана на рис. 1. Для преобразования жидкого керосина в пар имеется испаритель, представляющий собой трубку из нержавеющей стали с помещенной внутри асбестовой оплеткой.
Для нагрева испарителя служит вспомогательный мундштук, расположенный в головке резака. Мощность и состав подогревающего пламени регулируются кислородным вентилем и муховичком, изменяющим положение инжектора 4 в смесительной камере.
Рис. 1. Схема резака керосинореза:
1 и 2—мундштука, 3 – головка, 4— инжектор, 5 — кислородная трубка, 6 — кислородный еентчль, ?7— керосиновый вентиль, 9 — вентиле подогревающего кислорода, 10 — маховичок, 11 — асбестовая набивка, 12 — вспомогательный мундштук
Жидкий керосин, поступающий из бачка, в резаке преобразуется в пары, смешивается в головке резака с кислородом и на выходе из мундштука образует пламя.
Рис. 2. Керосинорез с бачком:
1 — резак, 2 — бачок, 3 — воздушный насос, 4 — манрметр, 5 — шланговый ниппель, 6 — запорный вентиль, 7 — тележка
Керосин подается в резак под давлением 1,5—3 кгс/см2 из бачка (БГ-63 — емкостью 6,5 дм3 или БГ-68 — емкостью 7,5 дм3), снабженного ручным воздушным насосом 3, манометром 4 и запорным вентилем 6 (рис. 2).
Сменными мундштуками регулируют расход кислорода, керосина и скорость резки в зависимости от толщины разрезаемой стали.
Правила обращения с керосинорезом.
1. При помощи ручного насоса создают давление в бачке. Давление в бачке не должно превышать давление кислорода, так как это может привести к воспламенению кислородного шланга.
2. Вентилем в резак подается керосин, потом открывается вентиль подогревающего кислорода и зажигается смесь керосина с кислородом. Трубка испарителя нагревается пламенем вспомогательного мундштука. После достаточного прогрева испарителя может быть пущен режущий кислород вентилем (предварительный нагрев испарителя производится паяльной лампой).
3. Отрегулировать подогревающее пламя. Если ядро подогревающего пламени при пуске режущего кислорода неустойчивое, следует отрегулировать вентилем и маховичком подачу подогревающего кислорода.
4. При прекращении работы керосинореза сначала закрывают вентиль режущего кислорода, потом вентиль подачи керосина и вентиль подачи подогревающего кислорода. Потом открывают на бачке спускной кран для снижения давления до атмосферного.
5. Для нормальной работы керосинореза необходимо систематически (не реже одного раза в неделю) промывать асбестовую оплетку испарителя в горячей воде.
Для резки применяется осветительный керосин (ГОСТ 4753— 68). Керосин перед заливкой в бачок подвергается очистке отстаиванием через сукно или мелкую латунную сетку.
Керосином для резки можно пользоваться при температурах не ниже —15 °С и толщине разрезаемой стали не более 200 мм. Это объясняется тем, что при низких температурах керосин приобретает очень большую вязкость, что весьма затрудняет резку.
Кроме резаков, работающих на парах керосина, применяют резаки с распылением жидкого керосина, например РКР-э (резак керосиновый с распылителем, третьей модели), для ручной резки стали толщиной до 100 мм. Распыление керосина производится с помощью специального сопла-распылителя, размещенного непосредственно в головке резака.
Реклама:
Читать далее:
Машины для кислородной резки
Статьи по теме:
- Машины для кислородной резки
- Специальные резаки
- Резаки для резки стали больших толщин
- Вставные резаки
- Универсальные инжекторные резаки
|
КАТЕГОРИИ: Археология
ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрации Техника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы.
|
⇐ ПредыдущаяСтр 16 из 42Следующая ⇒ Для кислородной резки низкоуглеродистых сталей с использованием в качестве горючего керосина применяют керосинорезы двух типов: с испарением и распылением горючего. Керосинорез, работающий по принципу испарения горючего, имеет испарительную камеру с асбестовой набивкой. В камеру поступает керосин, для испарения которого камера подогревается дополнительным пламенем. Керосинорезы, работающие по принципу распыления, имеют специальное распылительное устройство, проходя через которое жидкое горючее распыляется, в распыленном виде поступает в мундштук и там испаряется. Керосинорез состоит из двух основных частей: бачка для горючего и резака. Бачок для горючего устанавливается на расстояния не менее 5 м от баллона с кислородом и не более 3 м от рабочего места резчика. Бачок для жидкого горючего предназначен для подачи под давлением керосина или бензина в специальный резак или горелку, которые работают на жидком горючем. Рис. 37. Бачок для жидкого горючего: 1 – воздушный насос; 2 – манометр; 3 – дужка; 4 – запорный вентиль; 5 – корпус; 6 – кольцо; 7 – штуцер для присоединения шланга; 8 – штуцер для заливки горючего
Бачок для жидкого горючего представляет собой сварной цилиндрический сосуд со сферическим днищем и сферической крышкой. Бачок БГ-68 (рис. 37) состоит из корпуса 5, воздушного насоса 1, запорного вентиля с маховичком 4, штуцера для заливки горючего 8, спускной пробки и штуцера 7 для присоединения шланга, по которому горючее из бачка попадает в горелку или резак, дужки 3 и кольца 6. Горючее, подаваемое в горелку или резак, вытесняется из бачка воздухом под давлением до 0,3 МПа. Давление создается ручным воздушным насосом. Воздух из насоса по трубке, припаянной к корпусу клапана, поступает в пространство над горючей жидкостью.
Рис 38. Схема работы керосинореза
Перед заливкой горючей жидкости в бачок необходимо убедиться в его чистоте, проверить исправность манометра и ручного воздушного насоса. При заливке горючее фильтруется через войлок, который укладывается в воронку; горючей жидкости наливают не больше 5,5 дм3. Воздушным насосом давление поднимают до 0,3 МПа. Для подачи горючей жидкости открывают вентиль подачи горючего из бачка и вентиль горючей жидкости на резаке или горелке. Бачок эксплуатируется только в вертикальном положении. Схема работы резака с испарителем представлена на рис. 38. ⇐ Предыдущая11121314151617181920Следующая ⇒ Читайте также: Организация работы процедурного кабинета Статус республик в составе РФ Понятие финансов, их функции и особенности Сущность демографической политии |
|
|
Последнее изменение этой страницы: 2021-04-20; просмотров: 251; Нарушение авторского права страницы; Мы поможем в написании вашей работы!
infopedia.
|

 Определение реакций опор и моментов защемления
Определение реакций опор и моментов защемления
 Для питания керосинорезов применяют бачок БГ-68.
Для питания керосинорезов применяют бачок БГ-68. Бачок заполняют горючей жидкостью на 3/4 полезной емкости бачка через штуцер 8 для заливки горючей жидкости. Штуцер вваривается в верхнюю сферическую крышку. При отборе горючего давление в бачке будет падать, поэтому необходимо периодически подкачивать воздух ручным воздушным насосом 1. Давление в бачке контролируется манометром 2. Масса бачка 4 кг.
Бачок заполняют горючей жидкостью на 3/4 полезной емкости бачка через штуцер 8 для заливки горючей жидкости. Штуцер вваривается в верхнюю сферическую крышку. При отборе горючего давление в бачке будет падать, поэтому необходимо периодически подкачивать воздух ручным воздушным насосом 1. Давление в бачке контролируется манометром 2. Масса бачка 4 кг. Керосин из бачка по шлангу через ниппель, трубку 8 и вентиль 7 поступает на асбестовую набивку испарителя 11. Кислород через вентиль 9, проходя инжектор 4, поступает в головку резака 3. В головке 3 кислород смешивается с парами керосина, образуя горючую смесь. Испаритель 11 нагревается пламенем вспомогательного мундштука 12. Образовавшаяся горючая смесь в смесительной камере головки выходит наружу через кольцевой зазор между мундштуком 1 и 2, образуя подогревающее пламя. Состав подогревающего пламени и его мощность регулируют вентилем 9 и маховичком 10, который изменяет положение инжектора в смесительной камере. Режущий кислород проходят через вентиль 6 и по трубке 5 направляется в центральный канал мундштука 1. В рукоятке размещены трубки для подвода керосина и кислорода.
Керосин из бачка по шлангу через ниппель, трубку 8 и вентиль 7 поступает на асбестовую набивку испарителя 11. Кислород через вентиль 9, проходя инжектор 4, поступает в головку резака 3. В головке 3 кислород смешивается с парами керосина, образуя горючую смесь. Испаритель 11 нагревается пламенем вспомогательного мундштука 12. Образовавшаяся горючая смесь в смесительной камере головки выходит наружу через кольцевой зазор между мундштуком 1 и 2, образуя подогревающее пламя. Состав подогревающего пламени и его мощность регулируют вентилем 9 и маховичком 10, который изменяет положение инжектора в смесительной камере. Режущий кислород проходят через вентиль 6 и по трубке 5 направляется в центральный канал мундштука 1. В рукоятке размещены трубки для подвода керосина и кислорода.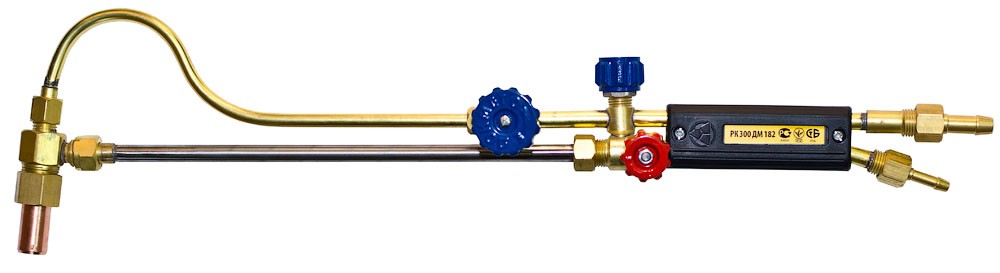 su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь — 38.242.236.216 (0.004 с.)
su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь — 38.242.236.216 (0.004 с.)Масло для резки стекла
— что это такое? Почему вы должны использовать это?
Купить масло для резки стекла на Amazon
Сегодняшняя статья посвящена маслу для резки стекла. Что это? Почему вы должны его использовать? Честно говоря, до того, как я сделал обзор резака для стеклянных бутылок, я понятия не имел, что масло для резки стекла существует.
Мастера, работающие со стеклом, используют смазочно-охлаждающую жидкость уже более ста лет.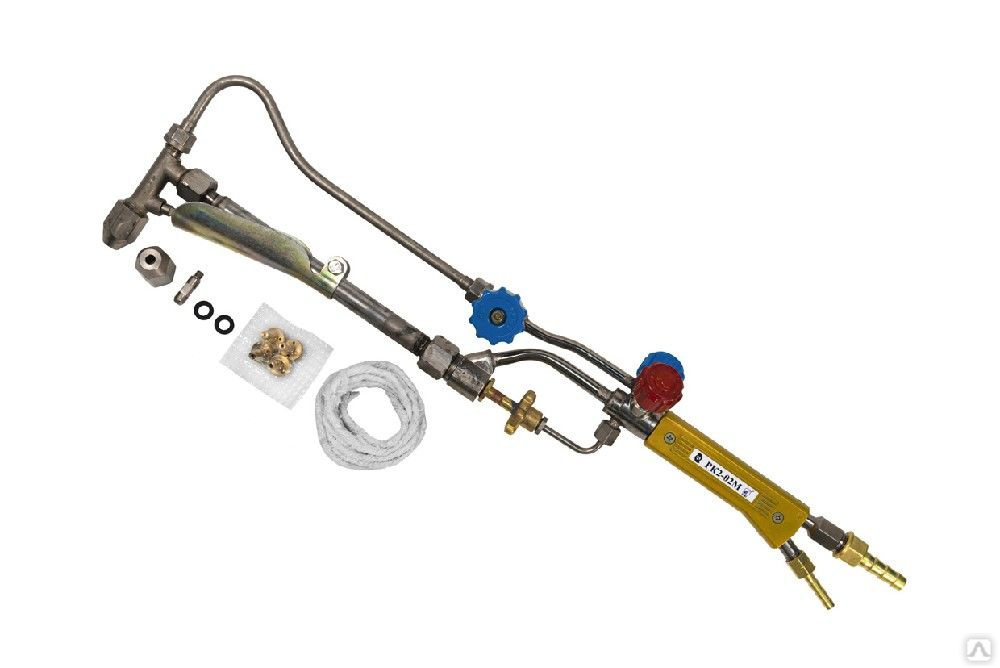 Я расскажу вам больше о том, почему в более поздней части этой статьи. Традиционно керосин был маслом, используемым для смазки резаков класса. Я на самом деле не знаю, почему это было. Однако, поскольку стекольщики использовали керосиновую горелку для нагрева своих паяльников, это было сделано потому, что керосин был под рукой.
Я расскажу вам больше о том, почему в более поздней части этой статьи. Традиционно керосин был маслом, используемым для смазки резаков класса. Я на самом деле не знаю, почему это было. Однако, поскольку стекольщики использовали керосиновую горелку для нагрева своих паяльников, это было сделано потому, что керосин был под рукой.
Раньше я использовал керосин в качестве смазочно-охлаждающей жидкости (во время бурения). Правда, и испаряется чисто, и стеклорез не заклеивает. Я понимаю, что мне не очень нравится запах.
В видео выше я рассказываю об этом и даю базовый обзор смазочно-охлаждающей жидкости, продаваемой на Amazon в магазине Home Pro Shop.
Два типа коммерческого масла для резки стекла
Имеющееся в продаже масло для резки стекла выпускается в двух основных формах. Обычно это либо минеральное масло, либо водорастворимый состав.
Типичное масло для резки стекла из витражного супплера, вероятно, не что иное, как белое минеральное масло. Термин «белое минеральное масло» намеренно расплывчат и является синонимом как «легких нефтяных дистиллятов», так и «тяжелых нефтяных дистиллятов». Белое минеральное масло находится где-то между парафином и керосином. Хотя я не химик, я предполагаю, что здесь описываются «производные натуральных жирных кислот и добавки », описывающие профессиональное масло для резки стекла, которое я рассматриваю.
Белое минеральное масло находится где-то между парафином и керосином. Хотя я не химик, я предполагаю, что здесь описываются «производные натуральных жирных кислот и добавки », описывающие профессиональное масло для резки стекла, которое я рассматриваю.
Многим, кто использует керосин в качестве масла для резки, он нравится, потому что некоторые минеральные масла, такие как масло 3-n-1, слишком густые, поэтому они не впитывают должным образом маслонаполненные резаки, такие как тот, который я показываю в комплекте с резаком для бутылок.
Синтетическая смазка должна быть водорастворимой и «экологически чистой». Предполагается смывать, чтобы медная фольга лучше держалась при изготовлении витражей.
Я ничего не знал о смазочно-охлаждающей жидкости, пока не получил указанный выше продукт. Могу себе представить, что я не один такой и что многие стекольщики используют стеклорезы без смазки. С тех пор, как я начал резать бутылки, я обнаружил, что часто проще всего купить набор для резки бутылок, в котором уже есть масло.
Зачем использовать масло для резки стекла
Очень важно использовать смазочно-охлаждающую жидкость, особенно при резке толстого стекла. Масло для резки создано для смазывания стеклорезов. Масло помогает ломать и продлевает срок службы вашего режущего лезвия.
Используйте либо стеклорез, наполненный маслом, либо погрузите отрезной круг в масло перед надрезом. Масло для стеклореза заполняет царапину, которую сделал ваш резак, что, поскольку стекло является полужидким материалом, в некоторой степени останавливает закрытие царапины.
Использование масла продлит срок службы резака
Это масло для резки стекла специально разработано для предотвращения разрушения лезвия резака при царапании стекла. Он делает это, вымывая частицы стекла. Это также обеспечивает равномерное и плавное вращение лезвий резака. Это означает, что это увеличит срок службы круга, его точность и производительность;
Масло для резки смазывает ваш режущий диск
Это масло для резки стекла имеет именно ту вязкость, которая вам необходима, чтобы избежать «протекания» режущей головки и обеспечить превосходную смазку инструментов для резки стекла. Смазка режущего диска обеспечивает его свободное и плавное вращение, а также освобождает от осколков стекла, которые могут застрять в узле режущей головки. Смазка защищает металлические детали от износа, трения и коррозии.
Смазка режущего диска обеспечивает его свободное и плавное вращение, а также освобождает от осколков стекла, которые могут застрять в узле режущей головки. Смазка защищает металлические детали от износа, трения и коррозии.
Масло для резки стекла Home Pro Shop нетоксично
Это масло для резки стекла создано с использованием неопасной формулы, утвержденной Управлением по охране труда и промышленной гигиене США (OSHA), которая приготовлена только с использованием натуральных производных жирных кислот и добавок; Снять его не проблема, так как масло легко смывается;
СОЖ для механической обработки
Целью всех обычных операций по удалению металла является повышение производительности и снижение затрат за счет обработки на максимально возможной скорости, обеспечивающей длительный срок службы инструмента, наименьшее количество брака и минимальное время простоя, а также поверхностей удовлетворительной точности и чистоты. Многие операции механической обработки могут выполняться «всухую», но правильное применение смазочно-охлаждающей жидкости, как правило, делает возможным: более высокие скорости резания, более высокие скорости подачи, большую глубину резания, увеличенный срок службы инструмента, меньшую шероховатость поверхности, повышенную точность размеров и снижение мощности.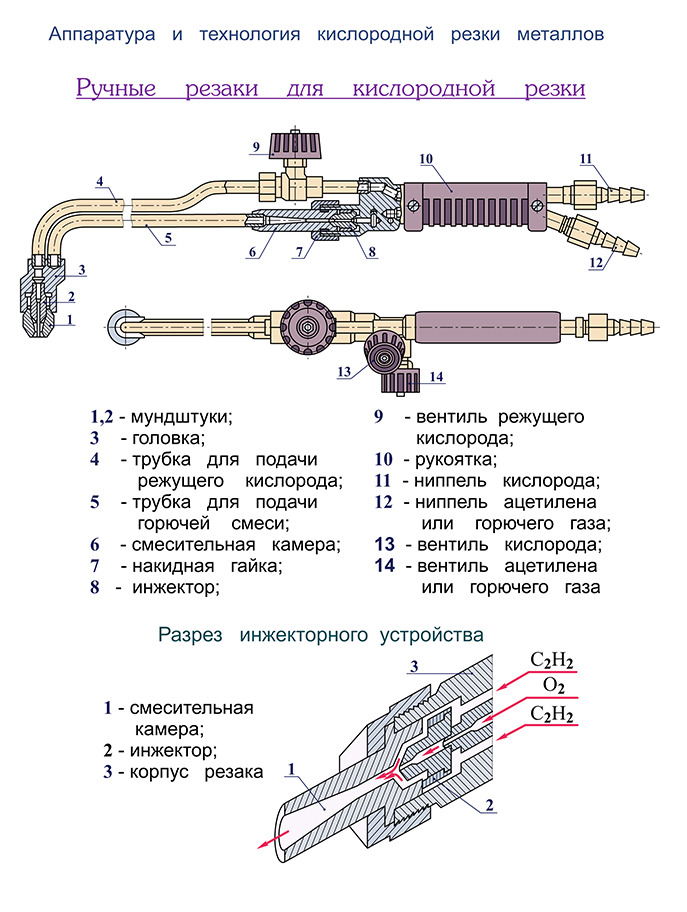 потребление. Выбор подходящей смазочно-охлаждающей жидкости для конкретной ситуации обработки требует знания функций, свойств и ограничений жидкости. Выбор смазочно-охлаждающей жидкости заслуживает такого же внимания, как и выбор станка, инструментов, скоростей и подач.
потребление. Выбор подходящей смазочно-охлаждающей жидкости для конкретной ситуации обработки требует знания функций, свойств и ограничений жидкости. Выбор смазочно-охлаждающей жидкости заслуживает такого же внимания, как и выбор станка, инструментов, скоростей и подач.
Чтобы понять действие смазочно-охлаждающей жидкости, важно понимать, что почти вся энергия, затрачиваемая на резку металла, преобразуется в тепло, главным образом за счет деформации металла в стружку и, в меньшей степени, за счет трения стружка скользит по поверхности инструмента. С учетом этих факторов становится ясно, что основными функциями любой смазочно-охлаждающей жидкости являются: охлаждение инструмента, заготовки и стружки; уменьшение трения на скользящих контактах; и уменьшение или предотвращение сварки или прилипания на контактных поверхностях, которые образуют «наросты» на инструменте. Две другие функции смазочно-охлаждающих жидкостей — вымывание стружки из зоны резания и защита заготовки и инструмента от коррозии. Относительная важность функций зависит от обрабатываемого материала, режущего инструмента и условий, а также требуемой отделки и точности детали. Например, смазочно-охлаждающие жидкости с большей смазывающей способностью обычно используются при низкоскоростной обработке и обработке большинства труднообрабатываемых материалов. Смазочно-охлаждающие жидкости с большей охлаждающей способностью обычно используются при высокоскоростной обработке легкообрабатываемых материалов.
Относительная важность функций зависит от обрабатываемого материала, режущего инструмента и условий, а также требуемой отделки и точности детали. Например, смазочно-охлаждающие жидкости с большей смазывающей способностью обычно используются при низкоскоростной обработке и обработке большинства труднообрабатываемых материалов. Смазочно-охлаждающие жидкости с большей охлаждающей способностью обычно используются при высокоскоростной обработке легкообрабатываемых материалов.
Типы смазочно-охлаждающих жидкостей
В последние годы был разработан широкий спектр смазочно-охлаждающих жидкостей, отвечающих требованиям новых конструкционных материалов, новых инструментальных материалов и покрытий.
Существует четыре основных типа смазочно-охлаждающих жидкостей; каждый из них имеет отличительные черты, а также преимущества и ограничения. Выбор подходящей жидкости усложняется тем, что граница между типами не всегда четкая. Большинство механических мастерских стараются использовать как можно меньше различных жидкостей и предпочитают жидкости с длительным сроком службы, не требующие постоянной замены или модификации, имеющие достаточно приятный запах, не дымящие и не образующие тумана при использовании и, самое главное, не токсичные и не вызвать раздражение кожи. Другими проблемами при выборе являются стоимость и простота утилизации.
Другими проблемами при выборе являются стоимость и простота утилизации.
Основные подразделения и подразделения, используемые при классификации смазочно-охлаждающих жидкостей:
- Смазочно-охлаждающие жидкости , включая чистые и смешанные минеральные масла с присадками.
- Водосмешиваемые жидкости , включая эмульгируемые масла; химические или синтетические жидкости; и полухимические жидкости.
- Газы .
- Пасты и твердые смазочные материалы.
Поскольку смазочно-охлаждающие жидкости и смешиваемые с водой типы являются наиболее часто используемыми смазочно-охлаждающими жидкостями в механических мастерских, обсуждение будет ограничено в основном этими типами. Однако следует отметить, что при механической обработке иногда используют сжатый воздух и инертные газы, такие как углекислый газ, азот и фреон. Паста, воск, мыло, графит и дисульфид молибдена также могут использоваться либо непосредственно на заготовке, либо в качестве пропитки в инструменте, например, в шлифовальном круге.
Смазочно-охлаждающие жидкости
Смазочно-охлаждающие жидкости обычно представляют собой смеси минерального масла с добавлением животных, растительных или морских масел для улучшения смачивающих и смазывающих свойств. Соединения серы, хлора и фосфора, иногда называемые противозадирными (EP) присадками, обеспечивают еще большую смазывающую способность. Как правило, эти смазочно-охлаждающие жидкости охлаждают хуже, чем жидкости, смешиваемые с водой.
Смешиваемые с водой жидкости
Эмульсии или растворимые масла представляют собой суспензию капель масла в воде. Эти суспензии получают путем смешивания масла с эмульгаторами (мыло и мылоподобные материалы) и другими материалами. Эти жидкости сочетают в себе смазывающие и антикоррозийные свойства масла с отличными охлаждающими свойствами воды. На их свойства влияет концентрация эмульсии: «бедные» концентрации обеспечивают лучшее охлаждение, но хуже смазывают, а «богатые» концентрации имеют противоположный эффект.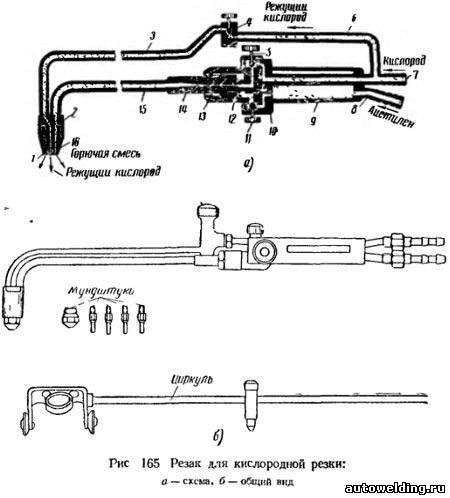 Добавки серы, хлора и фосфора, как и в случае смазочно-охлаждающих жидкостей, дают марки «экстремального давления» (EP).
Добавки серы, хлора и фосфора, как и в случае смазочно-охлаждающих жидкостей, дают марки «экстремального давления» (EP).
Химические жидкости – это настоящие растворы, состоящие из органических и неорганических материалов, растворенных в воде. Неактивные типы обычно представляют собой прозрачные жидкости, сочетающие высокие характеристики ингибирования ржавчины, хорошее охлаждение и низкую смазывающую способность с высоким поверхностным натяжением. Поверхностно-активные типы включают смачивающие агенты и обладают умеренными свойствами ингибирования ржавчины, высокими охлаждающими и умеренными смазывающими свойствами при низком поверхностном натяжении. Они также могут содержать соединения хлора и/или серы для обеспечения противозадирных свойств.
Полухимические жидкости представляют собой комбинации химических жидкостей и эмульсий. Эти жидкости имеют более низкое содержание масла, но более высокое содержание эмульгатора и поверхностно-активного вещества, чем эмульсии, образуя капли масла гораздо меньшего диаметра.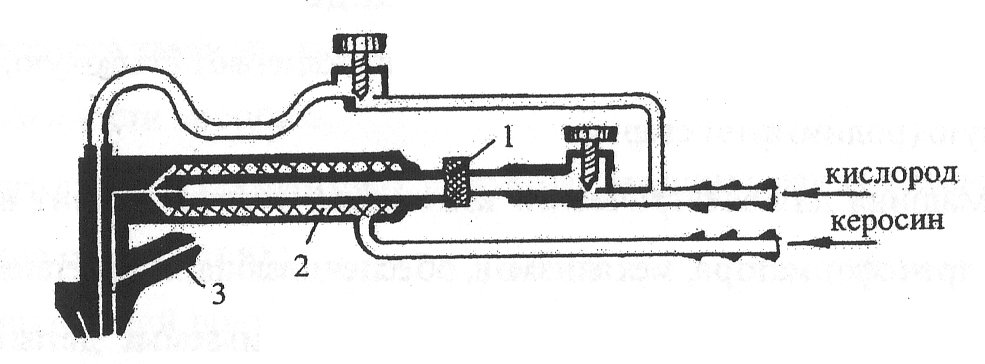 Они обладают низким поверхностным натяжением, умеренными смазывающими и охлаждающими свойствами, а также очень хорошими антикоррозионными свойствами. Иногда добавляют серу, хлор и фосфор.
Они обладают низким поверхностным натяжением, умеренными смазывающими и охлаждающими свойствами, а также очень хорошими антикоррозионными свойствами. Иногда добавляют серу, хлор и фосфор.
Выбор СОЖ для различных материалов и операций
Выбор смазочно-охлаждающей жидкости зависит от многих сложных взаимодействий, включая обрабатываемость металла; тяжесть операции; материал режущего инструмента; металлургическая, химическая и человеческая совместимость; свойства жидкости, надежность и стабильность; и наконец стоимость. Другие факторы влияют на результаты. Некоторые магазины стандартизируют несколько смазочно-охлаждающих жидкостей, которые должны служить всем целям. В других цехах для всех операций, выполняемых на станке, должна использоваться одна смазочно-охлаждающая жидкость. Иногда очень тяжелые условия эксплуатации можно облегчить, нанеся «правильную» смазочно-охлаждающую жидкость вручную, в то время как станок подает смазочно-охлаждающую жидкость для других операций через свою систему охлаждения. Доступно несколько объемных учебников с конкретными рекомендациями по использованию конкретных смазочно-охлаждающих жидкостей почти для каждой комбинации операций обработки и материала заготовки и инструмента. Как правило, при недостатке опыта целесообразно проконсультироваться с поставщиком материала и/или любым из многочисленных поставщиков различных смазочно-охлаждающих жидкостей для получения совета и рекомендаций. Еще одним отличным источником является Центр обработки данных Machinability Data Center, один из многих информационных центров, поддерживаемых Министерством обороны США. Хотя следующие рекомендации представляют собой передовую практику, они служат только в качестве руководства и не означают, что другие смазочно-охлаждающие жидкости в некоторых конкретных случаях также не будут эффективными.
Стали : Следует соблюдать осторожность при использовании смазочно-охлаждающей жидкости на стали, которая обрабатывается с высокой скоростью резания режущими инструментами из цементированного карбида. См. «Применение смазочно-охлаждающих жидкостей к карбидам» далее. Часто эту операцию выполняют всухую. Если используется смазочно-охлаждающая жидкость, это должно быть растворимое масло, смешанное до консистенции примерно 1 часть масла на 20–30 частей воды. Для развертывания разверток с твердосплавными наконечниками рекомендуется осерненное минеральное масло, хотя также успешно используется растворимое масло для тяжелых условий эксплуатации.
См. «Применение смазочно-охлаждающих жидкостей к карбидам» далее. Часто эту операцию выполняют всухую. Если используется смазочно-охлаждающая жидкость, это должно быть растворимое масло, смешанное до консистенции примерно 1 часть масла на 20–30 частей воды. Для развертывания разверток с твердосплавными наконечниками рекомендуется осерненное минеральное масло, хотя также успешно используется растворимое масло для тяжелых условий эксплуатации.
Смазочно-охлаждающая жидкость, рекомендуемая для обработки стали высокоскоростными режущими инструментами, во многом зависит от тяжести операции. Для обычного точения, растачивания, сверления и фрезерования сталей средней и низкой прочности используйте растворимое масло с консистенцией 1 часть масла на 10–20 частей воды. Для инструментальных сталей и прочных легированных сталей при точении и фрезеровании рекомендуется растворимое масло для тяжелых условий эксплуатации с консистенцией 1 часть масла на 10 частей воды. Для бурения и развертывания этих материалов используется светлое осерненное минерально-жирное масло. Для тяжелых операций, таких как нарезание резьбы, нарезание резьбы и протяжка, рекомендуется использовать сульфохлорированное минерально-жирное масло для инструментальных сталей и высокопрочных сталей, а тяжелое сульфурированное минерально-жирное масло или сульфохлорированное минеральное масло можно использовать для средне- и низкопрочных сталей. -прочные стали. Чистые сульфированные минеральные масла часто рекомендуются для обработки прочных, волокнистых низкоуглеродистых сталей, чтобы уменьшить разрыв и получить гладкую поверхность.
Для тяжелых операций, таких как нарезание резьбы, нарезание резьбы и протяжка, рекомендуется использовать сульфохлорированное минерально-жирное масло для инструментальных сталей и высокопрочных сталей, а тяжелое сульфурированное минерально-жирное масло или сульфохлорированное минеральное масло можно использовать для средне- и низкопрочных сталей. -прочные стали. Чистые сульфированные минеральные масла часто рекомендуются для обработки прочных, волокнистых низкоуглеродистых сталей, чтобы уменьшить разрыв и получить гладкую поверхность.
- Нержавеющая сталь : Для обычной токарной и фрезерной обработки рекомендуется растворимое масло для тяжелых условий эксплуатации, смешанное до консистенции 1 часть масла на 5 частей воды. Протяжка, нарезание резьбы, сверление и развертывание дают наилучшие результаты при использовании сульфохлорированного минерально-жирного масла.
- Медные сплавы : Большинство латуней, бронзы и меди окрашиваются при воздействии смазочно-охлаждающих жидкостей, содержащих активную серу и хлор; таким образом, не следует использовать сульфурированные и сульфохлорированные масла.
 Для большинства операций достаточно простого растворимого масла, смешанного с 1 частью масла и 20-25 частями воды. Для особо тяжелых операций и работы винтовых автоматов используется минерально-жировое масло. Типичное минерально-жировое масло может содержать от 5 до 10 процентов лярдового жира, а остальное минеральное масло
Для большинства операций достаточно простого растворимого масла, смешанного с 1 частью масла и 20-25 частями воды. Для особо тяжелых операций и работы винтовых автоматов используется минерально-жировое масло. Типичное минерально-жировое масло может содержать от 5 до 10 процентов лярдового жира, а остальное минеральное масло - Monel Metal : При токарной обработке этого материала эмульсия обеспечивает немного более длительный срок службы инструмента, чем сульфурированное минеральное масло, но последнее способствует разрушению стружки, что часто желательно.
- Алюминиевые сплавы : Алюминий и алюминиевые сплавы часто обрабатываются всухую. Когда используется смазочно-охлаждающая жидкость, ее следует выбирать по ее способности действовать как охлаждающая жидкость. Можно использовать растворимые масла, смешанные до консистенции 1 часть масла на 20-30 частей воды. СОЖ на основе минерального масла, используемые для обработки алюминиевых сплавов, часто разбавляют для повышения их вязкости, чтобы получить хорошие охлаждающие характеристики и обеспечить их легкое течение для покрытия инструмента и обрабатываемой детали. Например, минеральное жирное масло или минеральное плюс сульфурированное жирное масло можно сократить, добавив до 50 процентов керосина.
- Чугун : Обычно чугун подвергают механической обработке всухую. Некоторое увеличение срока службы инструмента может быть достигнуто или более высокая скорость резания может быть использована при использовании химической СОЖ или растворимого масла, смешанного до консистенции 1 часть масла и 20-40 частей воды. Иногда используется растворимое масло, чтобы уменьшить количество пыли вокруг машины.
- Магний : Магний может обрабатываться всухую или с обдувом воздухом для охлаждения. Для сложных разрезов можно использовать легкое минеральное масло с низким содержанием кислоты. Охлаждающие жидкости, содержащие воду, не следует использовать с магнием из-за опасности выделения водорода в результате реакции стружки с водой. Доступны запатентованные водорастворимые масляные эмульсии, содержащие ингибиторы, снижающие скорость образования водорода.
- Шлифование : Эмульсии растворимого масла или эмульсии, изготовленные из пастообразных соединений, широко используются в операциях точного шлифования. Для круглого шлифования используется 1 часть масла на 40-50 частей воды. Жидкости растворного типа и полупрозрачные шлифовальные эмульсии особенно подходят для многих операций чистового шлифования. Шлифовальные жидкости на основе минерального масла рекомендуются для многих применений, где требуется чистая поверхность отшлифованной поверхности. Минеральные масла используются с керамическим кругом, но не рекомендуются для кругов с резиновой или шеллаковой связкой. При определенных условиях туман паров масла, образующийся под действием шлифовального круга, может воспламениться от шлифовальных искр и взорваться. Для гашения шлифовальной искры рекомендуется вторичная линия охлаждающей жидкости для направления потока шлифовального масла под шлифовальный круг.
- Протяжка : Для стали можно использовать тяжелое минеральное масло, такое как осерненное масло, с вязкостью по Сейболту от 300 до 500 при 100°F (38°C) для обеспечения адекватного смазывающего эффекта и демпфирования ударных нагрузок. Растворимые масляные эмульсии могут использоваться для более легких операций протягивания.
 Например, минеральное жирное масло или минеральное плюс сульфурированное жирное масло можно сократить, добавив до 50 процентов керосина.
Например, минеральное жирное масло или минеральное плюс сульфурированное жирное масло можно сократить, добавив до 50 процентов керосина.
 Растворимые масляные эмульсии могут использоваться для более легких операций протягивания.
Растворимые масляные эмульсии могут использоваться для более легких операций протягивания.СОЖ для точения, фрезерования, сверления и нарезания резьбы
В следующей таблице Смазочно-охлаждающие жидкости, рекомендуемые для операций механической обработки , приведены конкретные рекомендации по смазочно-охлаждающим маслам для обычных операций механической обработки.
- Растворимые масла : Типы масляных паст, образующих эмульсии при смешивании с водой. Растворимые масла широко используются при обработке как черных, так и цветных металлов, когда качество охлаждения имеет первостепенное значение, а давление стружки не является чрезмерным. Следует проявлять осторожность при выборе подходящего растворимого масла для операций точного шлифования. Шлифовальные охлаждающие жидкости не должны содержать жирных материалов, которые имеют тенденцию нагружать круг, что влияет на качество обработки обрабатываемой детали. Растворимые охлаждающие жидкости должны содержать антикоррозионные компоненты для предотвращения коррозии.
- Базовые масла : Различные типы высокосернистых и хлорированных масел, содержащих неорганические, животные или жирные материалы. Этот «базовый материал» обычно «разрежается» или смешивается с более легким маслом, за исключением случаев, когда давление образования стружки является высоким, как при резке легированной стали. Базовые масла обычно имеют диапазон вязкости от 300 до 900 секунд при 100°F (38°C).
- Минеральные масла : Эта группа включает все типы масел, извлеченных из нефти, таких как парафиновое масло, минеральное масло для тюленей и керосин. Минеральные масла часто смешивают с базовыми маслами, но обычно они используются в исходном виде для легких операций механической обработки как сталей, так и цветных металлов. Охлаждающие жидкости этого класса должны иметь относительно высокую температуру воспламенения. Следует позаботиться о том, чтобы они были нетоксичными, чтобы не нанести вред оператору. Более тяжелые минеральные масла (парафиновые масла) обычно имеют вязкость около 100 секунд при 100°F (38°C). Минеральное масло тюленей и керосин имеют вязкость от 35 до 60 секунд при 100°F (38°C).

СОЖ, рекомендуемые для операций механической обработки
Материал для резки | Токарная обработка | Фрезерование |
Алюминий и | Минеральное масло с 10-процентным содержанием жира (или) растворимого масла | Растворимое масло (96% воды) (или) минеральное масло для уплотнений (или) минеральное масло |
Легированная сталь б | 25-процентное масло на основе серыb с 75-процентным минеральным маслом | 10-процентное лярдовое масло с 90-процентным минеральным маслом |
Латунь | Минеральное масло с содержанием жира 10% | Растворимое масло (96% воды) |
Инструментальные стали и низкоуглеродистые стали | 25-процентное лярдовое масло с 75-процентным минеральным маслом | Растворимое масло |
Медь | Растворимое масло | Растворимое масло |
Монель-металл | Растворимое масло | Растворимое масло |
Чугун c | Сухой | Сухой |
Ковкий чугун | Растворимое масло | Растворимое масло |
Бронза | Растворимое масло | Растворимое масло |
Магний d | 10-процентное лярдовое масло с 90-процентным минеральным маслом | Минеральное масло для тюленей |
Алюминий и | Растворимое масло | Лардовое масло(или) Сперматозное масло (или) Шерстяной жир (или) 25-процентное масло на основе серы b Смешанное с минеральным маслом |
Легированная сталь b | Растворимое масло | 30-процентное лярдовое масло с 70-процентным минеральным маслом |
Латунь | Растворимое масло | 10-20-процентное лярдовое масло с минеральным маслом |
Инструментальные стали и низкоуглеродистые стали | Растворимое масло | 25-40-процентное лярдовое масло с минеральным маслом (или) 25-процентное масло на основе серы b с 75-процентным минеральным маслом |
Медь | Растворимое масло | Растворимое масло |
Монель-металл | Растворимое масло | 25-40-процентное лярдовое масло, смешанное с минеральным маслом (или) маслом на основе серы b Смешанное с минеральным маслом |
Чугун c | Сухой | Сухое (или) 25-процентное лярдовое масло с 75-процентным минеральным маслом |
Ковкий чугун | Растворимое масло | Растворимое масло |
Бронза | Растворимое масло | 20-процентное лярдовое масло с 80-процентным минеральным маслом |
Магний d | 60-секундное минеральное масло | 20-процентное лярдовое масло с 80-процентным минеральным маслом |

Резюме
В этой статье представлен обзор различных типов жидкостей, используемых для операций механической обработки, включая резку, токарную обработку, фрезерование, сверление и нарезание резьбы.