Назначение, конструкция и характеристики токарно-винторезных станков. Устройство токарно винторезного станка
Устройство и классификация токарно-винторезных станков
Токарно-винторезный станок
Устройство и классификация
Токарно-винторезные станки предназначены для обработки, включая нарезание резьбы, единичных деталей и малых групп деталей. Однако бывают станки без ходового винта. На таких станках можно выполнять все виды токарных работ, кроме нарезания резьбы резцом. Техническими параметрами, по которым классифицируют токарно-винторезные станки, являются наибольший диаметр D обрабатываемой заготовки (детали) или высота Центров над станиной (равная 0,5 D), наибольшая длина L обрабатываемой заготовки (детали) и масса станка. Ряд наибольших диаметров обработки для токарно-винторезных станков имеет вид: D = 100, 125, 160, 200, 250, 320, 400, 500, 630, 800, 1000, 1250, 1600, 2000 и далее до 4000 мм. Наибольшая длина L обрабатываемой детали определяется расстоянием между центрами станка. Выпускаемые станки при одном и том же значении D могут иметь различные значения L. По массе токарные станки делятся на легкие - до 500 кг (D = 100 - 200 мм), средние - до 4 т (D = 250 - 500 мм), крупные - до 15 т (D = 630 - 1250 мм) и тяжелые - до 400 т (D = 1600 - 4000 мм). Легкие токарные станки применяются в инструментальном производстве, приборостроении, часовой промышленности, в экспериментальных и опытных цехах предприятий. Эти станки выпускаются как с механической подачей, так и без нее. На средних станках производится 70 - 80% общего объема токарных работ. Эти станки предназначены для чистовой и получистовой обработки, а также для нарезания резьб разных типов и характеризуются высокой жесткостью, достаточной мощностью и широким диапазоном частот вращения шпинделя и подач инструмента, что позволяет обрабатывать детали на экономичных режимах с применением современных прогрессивных инструментов из твердых сплавов и сверхтвердых материалов. Средние станки оснащаются различными приспособлениями, расширяющими их технологические возможности, облегчающими труд рабочего и позволяющими повысить качество обработки, и имеют достаточно высокий уровень автоматизации. Крупные и тяжелые токарные станки применяются в основном в тяжелом и энергетическом машиностроении, а также в других отраслях для обработки валков прокатных станов, железнодорожных колесных пар, роторов турбин и др. Специальная фреза для обработки почвы за достойную цену в Краснодаре от фирмы "Круг-Сервис"
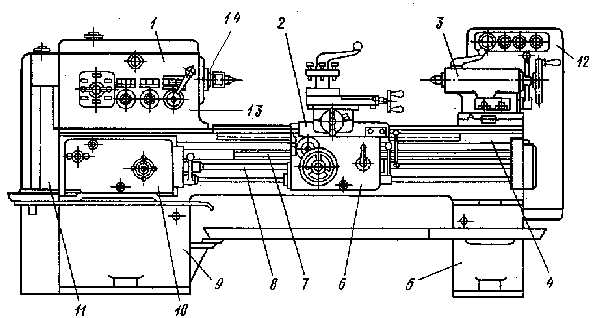
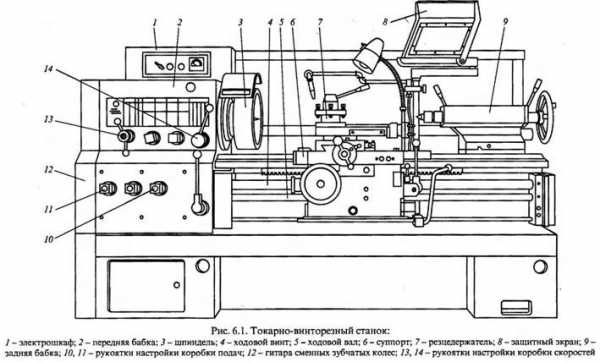
Сборочные единицы (узлы) и механизмы токарно-винторезного станка: 1 - передняя бабка, 2 - суппорт, 3 - задняя бабка, 4 - станина, 5 и 9 - тумбы, 6 - фартук, 7 - ходовой винт, 8 - ходовой валик, 10 - коробка подач, 11 - гитары сменных шестерен, 12 - электро-пусковая аппаратура, 13 - коробка скоростей, 14 - шпиндель
Все сборочные единицы (узлы) и механизмы токарно-винторезных станков имеют одинаковое название, назначение и расположение. Смотри рисунок вверху. Типичный токарно-винторезный станок 16К20 завода "Красный пролетарий" показан на рисунке внизу.
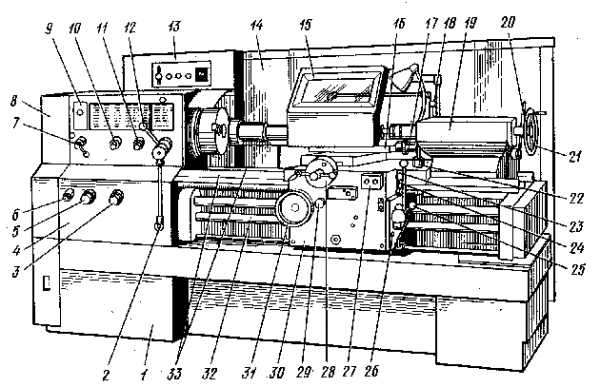
Общий вид и размещение органов управления токарно-винторезного станка мод. 16К20:
Рукоятки управления: 2 - сблокированная управление, 3,5,6 - установки подачи или шага нарезаемой резьбы, 7, 12 - управления частотой вращения шпинделя, 10 - установки нормального и увеличенного шага резьбы и для нарезания многозаходных резьб, 11 - изменения направления нареза-ния резьбы (лево- или правозаходной), 17 - перемещения верхних салазок, 18 - фиксации пиноли, 20 - фиксации задней бабки, 21 - штурвал перемещения пиноли, 23 - включения ускоренных перемещений суппорта, 24 - включения и выключения гайки ходового винта, 25 - управления изменением направления вращения шпинделя и его остановкой, 26 - включения и выключения подачи, 28 - поперечного перемещения салазок, 29 - включения продольной автоматической подачи, 27 - кнопка включения и выключения главного электродвигателя, 31 - продольного перемещения салазок; Узлы станка: 1 - станина, 4 - коробка подач, 8 - кожух ременной передачи главного привода, 9 - передняя бабка с главным приводом, 13 - электрошкаф, 14 - экран, 15 - защитный щиток, 16 - верхние салазки, 19 - задняя бабка, 22 - суппорт продольного перемещения, 30 - фартук, 32 - ходовой винт, 33 - направляющие станины
turnercraft.ru
Устройство и классификация токарно-винторезных станков
Устройство и классификация
Токарно-винторезные станки предназначены для обработки, включая нарезание резьбы, единичных деталей и малых групп деталей. Однако бывают станки без ходового винта. На таких станках можно выполнять все виды токарных работ, кроме нарезания резьбы резцом. Техническими параметрами, по которым классифицируют токарно-винторезные станки, являются наибольший диаметр D обрабатываемой заготовки (детали) или высота Центров над станиной (равная 0,5 D), наибольшая длина L обрабатываемой заготовки (детали) и масса станка. Ряд наибольших диаметров обработки для токарно-винторезных станков имеет вид: D = 100, 125, 160, 200, 250, 320, 400, 500, 630, 800, 1000, 1250, 1600, 2000 и далее до 4000 мм. Наибольшая длина L обрабатываемой детали определяется расстоянием между центрами станка. Выпускаемые станки при одном и том же значении D могут иметь различные значения L. По массе токарные станки делятся на легкие - до 500 кг (D = 100 - 200 мм), средние - до 4 т (D = 250 - 500 мм), крупные - до 15 т (D = 630 - 1250 мм) и тяжелые - до 400 т (D = 1600 - 4000 мм). Легкие токарные станки применяются в инструментальном производстве, приборостроении, часовой промышленности, в экспериментальных и опытных цехах предприятий. Эти станки выпускаются как с механической подачей, так и без нее. На средних станках производится 70 - 80% общего объема токарных работ. Эти станки предназначены для чистовой и получистовой обработки, а также для нарезания резьб разных типов и характеризуются высокой жесткостью, достаточной мощностью и широким диапазоном частот вращения шпинделя и подач инструмента, что позволяет обрабатывать детали на экономичных режимах с применением современных прогрессивных инструментов из твердых сплавов и сверхтвердых материалов. Средние станки оснащаются различными приспособлениями, расширяющими их технологические возможности, облегчающими труд рабочего и позволяющими повысить качество обработки, и имеют достаточно высокий уровень автоматизации. Крупные и тяжелые токарные станки применяются в основном в тяжелом и энергетическом машиностроении, а также в других отраслях для обработки валков прокатных станов, железнодорожных колесных пар, роторов турбин и др.
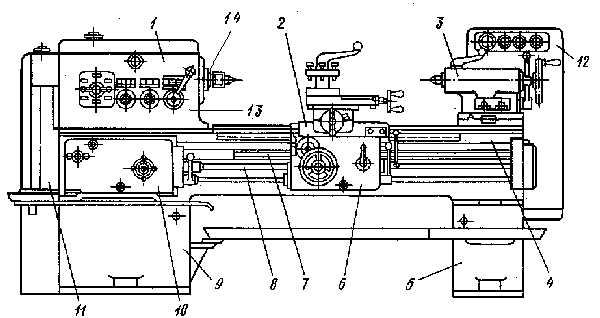
Сборочные единицы (узлы) и механизмы токарно-винторезного станка: 1 - передняя бабка, 2 - суппорт, 3 - задняя бабка, 4 - станина, 5 и 9 - тумбы, 6 - фартук, 7 - ходовой винт, 8 - ходовой валик, 10 - коробка подач, 11 - гитары сменных шестерен, 12 - электро-пусковая аппаратура, 13 - коробка скоростей, 14 - шпиндель
Все сборочные единицы (узлы) и механизмы токарно-винторезных станков имеют одинаковое название, назначение и расположение. Смотри рисунок вверху. Типичный токарно-винторезный станок 16К20 завода "Красный пролетарий" показан на рисунке внизу.
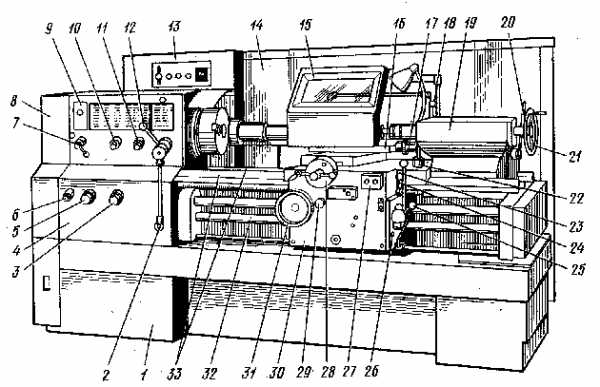
Общий вид и размещение органов управления токарно-винторезного станка мод. 16К20:
Рукоятки управления: 2 - сблокированная управление, 3,5,6 - установки подачи или шага нарезаемой резьбы, 7, 12 - управления частотой вращения шпинделя, 10 - установки нормального и увеличенного шага резьбы и для нарезания многозаходных резьб, 11 - изменения направления нареза-ния резьбы (лево- или правозаходной), 17 - перемещения верхних салазок, 18 - фиксации пиноли, 20 - фиксации задней бабки, 21 - штурвал перемещения пиноли, 23 - включения ускоренных перемещений суппорта, 24 - включения и выключения гайки ходового винта, 25 - управления изменением направления вращения шпинделя и его остановкой, 26 - включения и выключения подачи, 28 - поперечного перемещения салазок, 29 - включения продольной автоматической подачи, 27 - кнопка включения и выключения главного электродвигателя, 31 - продольного перемещения салазок; Узлы станка: 1 - станина, 4 - коробка подач, 8 - кожух ременной передачи главного привода, 9 - передняя бабка с главным приводом, 13 - электрошкаф, 14 - экран, 15 - защитный щиток, 16 - верхние салазки, 19 - задняя бабка, 22 - суппорт продольного перемещения, 30 - фартук, 32 - ходовой винт, 33 - направляющие станины
turner.narod.ru
Токарно-винторезный станок - устройство и характеристики
Токарно-винторезный станок (ТВС) до того, как стать тем, чем он является в наши дни, прошел долгий путь эволюции. С каждым этапом развития данный вид техники изменялся в размерах, росла мощность агрегатов, расширялись функциональные возможности, улучшались параметры точности, эргономичности и масса других показателей.
Что интересно, принцип работы данной техники с момента ее изобретения фактически не поменялся. Устройство токарно-винторезного станка неизменно в глобальном смысле слова, равно как и его фундаментальные узлы. Сохранились и базисные принципы работы на этой технике.

Рассмотрим подробнее, что собой представляет это оборудование, без которого невозможно представить не то что отдельные промышленные структуры, а и целые отрасли экономики.
Суть работы ТВС достаточно проста и логична. Зафиксированная деталь совершает вращение по продольной оси. Этот процесс носит название главного движения. В свою очередь инструмент подводится к детали и совершает поперечный и поступательный ход. Подобные манипуляции позволяют удалять часть заготовки в нужных местах для получения готовой детали.
Главной отличительной особенностью токарно-винторезного станка от обычного токарного агрегата считается то, что его конструкцией предусмотрено наличие особого ходового винта, который дает возможность очень точно создавать новую резьбу с внешней стороны заготовки.
Ключевые узлы агрегата
Токарно-винторезные станки состоят из нескольких крупных узлов. Станина является фундаментальной деталью станка, где фиксируются все остальные его составные части. Станина изготавливается из очень прочного чугуна. Тяжелое основание с несколькими направляющими, расположенными вверху, — конструкция, хорошо зарекомендовавшая себя еще много лет назад. Именно поэтому производители токарно-винторезных агрегатов не изменяют этому проверенному временем формату. По направляющим осуществляется перемещение задней бабки и суппорта.

Еще один важный узел в конструкции – передняя бабка, где располагается шпиндель, оснащенный патроном для фиксации обрабатываемой детали. Также на передней бабке предусмотрена коробка передач, сообщающая вращение от электрического двигателя шпинделю.
Суппорт – это важный элемент для подачи режущего инструмента. Конструкция включает специальную каретку, резцедержатель и фартук. Резцедержатель нужен для фиксации инструмента. Каретка перемещает инструмент по направляющим.
Конструкция фартука включает механизмы контроля суппорта и специальные салазки, которые перемещаются непосредственно по фартуку в продольном и поперечном направлениях. Привод на фартук сообщает коробка подач. Встроенная в коробку гитара дает возможность настроить шаг резьбы. Задняя бабка выполняет функцию держателя детали нестандартных размеров. Кроме того, на ней располагается инструмент, будь то сверла, развертки или зенкеры.
Нужно отметить, что данная конструкция токарно-винторезного станка считается стандартной комплектацией этого типа оборудования. Это не исключает наличия опциональных узлов. В последние годы многие производители оснащают технику копирующими механизмами и особыми насадками для фрезеровки, что заметно расширяет функционал традиционного агрегата.
 Более того, серьезную конкуренцию стандартным моделям составляют токарно-винторезные станки с ЧПУ. К слову, последние отличаются повышенной производительностью, точностью и удобством в эксплуатации.
Более того, серьезную конкуренцию стандартным моделям составляют токарно-винторезные станки с ЧПУ. К слову, последние отличаются повышенной производительностью, точностью и удобством в эксплуатации.
В зависимости от устройства токарно-винторезного станка есть возможность классифицировать это оборудование по ряду признаков. Это может быть степень автоматизации процессов обработки заготовки, конструктивные особенности агрегата и целевое назначение конкретной модели.
Сегодня грубым разделением данной техники может служить классификация ее на автоматическую и полуавтоматическую. Также токарно-винторезные станки бывают горизонтального и вертикального типа. Это зависит от того, где располагается шпиндель. Агрегаты вертикального типа используются в том случае, когда есть необходимость обрабатывать короткие детали большого веса.

Один из важнейших параметров, на который нужно обращать внимание мастеру при выборе станка — это уровень нагрузки на подвижные элементы конструкции. Чем слабее каждая отдельная деталь станка, там выше вероятность того, что техника будет часто выходить из строя и простаивать. Это особенно актуально для тех, кто использует не новую технику.
Даже спустя годы активной эксплуатации жесткость станины должна оставаться на первоначальном уровне, а каждый узел должен выполнять свою функцию безукоризненно. Только в этом случае можно говорить о высокой производительности агрегата на пределе своих возможностей.
В наши дни токарно-винторезные станки порадуют высокой точностью, несравнимой с агрегатами, выпущенными в середине прошлого века. Инструменты, которыми комплектуется эта техника, производятся из высококачественных твердых сплавов отменной прочности. Практически все современные станки являют собой эталон точности и производительности. Все это ещё раз подтверждает то, что, хотя данная техника внешне изменилась не так уж существенно, ее эксплуатационные характеристики прогрессируют с каждым годом.
Выводы
Токарно-винторезные станки – оборудование, пользующееся стабильным спросом в России. Сегодня мастеру доступен огромный выбор новых и б/у агрегатов. Отечественные производители подобной техники в полной мере удовлетворяют потребности в ней. При этом у них есть и серьезные конкуренты, особенно среди азиатских и европейских брендов.
Как бы то ни было, у российских компаний-производителей есть все для создания высококачественного конкурентоспособного оборудования. Доступные цены, высокое качество комплектующих и эффективные инженерные наработки делают эту технику очень востребованной на постсоветском пространстве.
Рекомендуем почитать
prostostanok.ru
3.2. Устройство токарно-винторезного станка
Токарно-винторезные станки с ручным управлением являются наиболее универсальными станками токарной группы и используются главным образом в условиях единичного и мелкосерийного производства. Конструктивная компоновка станков этого типа практически одинакова. Станок имеет следующие основные сборочные единицы (рис. 18):
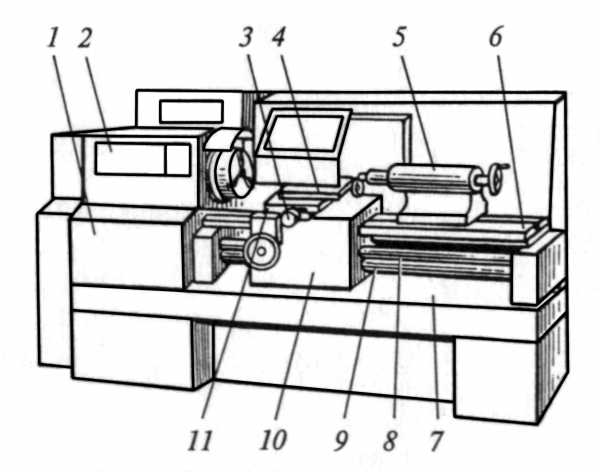
Рис. 18 . Токарно-винторезный станок
- станину 7, на которой монтируются все механизма станка;
- переднюю (шпиндельную бабку) 2, в которой размещают коробку скоростей, шпиндель и другие элементы;
- коробку подач 1, передающие движение от шпинделя к суппорту 11 с необходимым передаточным числом с помощью ходового винта 8 при нарезании резьбы или ходового вала 9 при обработке других поверхностей;
- фартук 10, в котором вращение винта 8 или вала 9 преобразуется в поступательное движение суппорта 11 с инструментом;
- заднюю бабку 5, в пиноли которой может быть установлен центр для поддержки обрабатываемой заготовки или осевой инструмент (сверло, развертка и т.п.) для обработки центрального отверстия в заготовке, закрепленной в патроне;
- суппорт 11 служит для закрепления режущего инструмента в резцовой каретке и сообщения ему движения подачи. Суппорт состоит из нижних салазок (каретки), перемещающихся по направляющим 6 станка. По направляющим нижних салазок, в направлении, перпендикулярном линии центров, перемещаются поперечные салазки 3, на которых расположена резцовая каретка 4 с резцедержателями. Резцовая каретка смонтирована на поворотной части, которую можно устанавливать под углом к линии центров станка.
Легкие токарные станки применяют в инструментальном производстве, приборостроении, часовой промышленности, в экспериментальных и опытных цехах предприятий. Эти станки выпускают как с механической подачей, так и без нее.
На средних станках производят 70…80 % общего объема токарных работ Эти станки предназначены для чистовой и получистовой обработки, а также для нарезания резьб разных типов и характеризуются высокой жесткостью, достаточной мощностью и широким диапазоном частот вращения шпинделя и подач инструмента, что позволяет обрабатывать детали на экономичных режимах с применением современных прогрессивных инструментов из твердых сплавов и сверхтвердых материалов. Средние станки оснащают различными приспособлениями, расширяющие их технологические возможности, облегчающими труд рабочего и позволяющими повысить качество обработки; они имеют достаточно высокий уровень автоматизации.
Крупные и тяжелые токарные станки применяют в основном в тяжелом и энергетическом машиностроении, а также в других отраслях для обработки валков прокатных станов, железнодорожных колесных пар, роторов турбин и др.
Одной из широко распространенных моделей токарно-винторезных станков является модель 16К20. Данный станок предназначен для выполнения различных токарных, сверлильно-расточных и резьбонарезных работ.
Кинематическая схема вышеуказанного станка приведена на рис. 19.
Главное движение – вращение шпиндель получает от электродвигателя М1 (N = 10 кВт; n = 1460 мин-1) через клиноременную передачу  и коробку скоростей. Фрикционная муфта
и коробку скоростей. Фрикционная муфта служит для включения, выключения и изменения направления вращения шпинделя.
служит для включения, выключения и изменения направления вращения шпинделя.
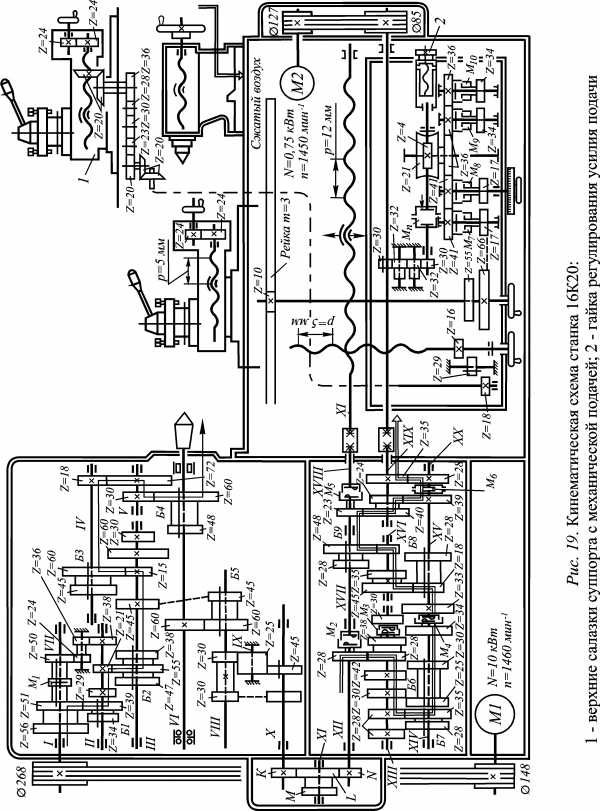
При правом вращении шпиндель получает 24 значения частот вращения. Практически же шпиндель имеет 22 частоты вращения, так как значения n = 500 мин-1 и n = 630 мин-1 повторяются дважды.
Привод подач состоит из звена увеличения шага, механизма реверса, гитары сменных колес, коробки подач и механизма передач фартука. Движение подачи осуществляется или непосредственно от шпинделя через пару зубчатых колес  , как показано на схеме (нормальное соединение) или через звено увеличения шага, которое расположено в коробке скоростей и имеет три передаточных отношения:
, как показано на схеме (нормальное соединение) или через звено увеличения шага, которое расположено в коробке скоростей и имеет три передаточных отношения:
 ; .
; .
Для изменения направления ходового винта служит реверсивный механизм. Правое вращение винта производится через пару зубчатых колес  , левое – через передачу
, левое – через передачу . Дальше вращение передается сменным зубчатым колесам гитары: передачу
. Дальше вращение передается сменным зубчатым колесам гитары: передачу применяют при нарезании метрических и дюймовых резьб и для подачи по ходовому валу.
применяют при нарезании метрических и дюймовых резьб и для подачи по ходовому валу.
Коробка подач имеет две основные кинематические цепи, из которых одна служит для нарезания метрических резьб, а вторая для нарезания дюймовых резьб.
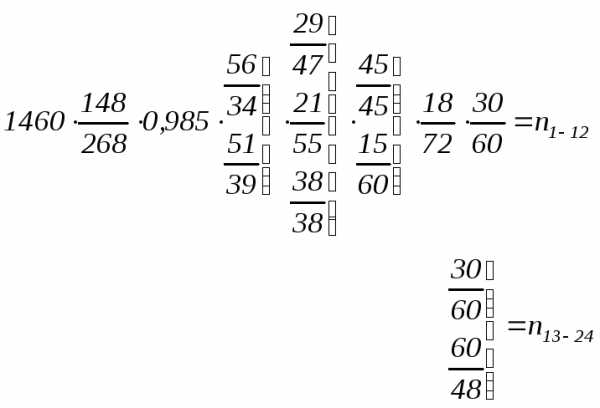
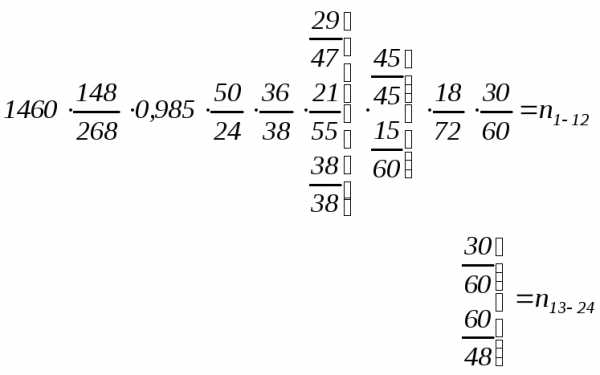
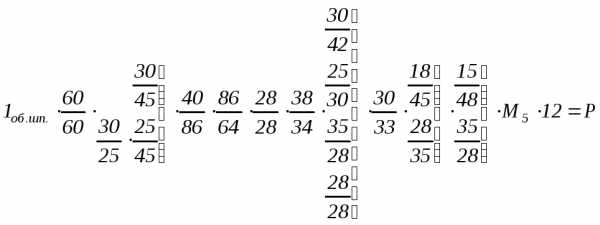
Нарезание метрических резьб со стандартным шагом осуществляется по кинематической цепи:
 .
.
Для нарезания дюймовой резьбы с шагом Р (для дюймовой
резьбы  , где
, где - число ниток на
- число ниток на ) уравнение кинематической цепи имеет вид
) уравнение кинематической цепи имеет вид
Уравнение кинематической цепи от шпинделя к ходовому винту для нарезания резьбы повышенной точности с шагом Р имеет вид
.
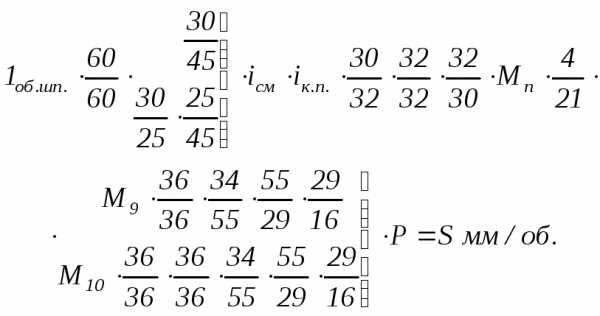
Кинематическая цепь подачи, связывающая, шпиндель с ходовым валом, должна обеспечивать за один оборот шпинделя перемещение суппорта на величину подачи S. Общие уравнения кинематических цепей подач следующие:
- для продольной подачи
- для поперечной подачи
Быстрые перемещения суппорта осуществляются от отдельного электродвигателя ( 1 кВт;
1 кВт; 1360 мин-1), расположенного с правой части станины станка.
1360 мин-1), расположенного с правой части станины станка.
studfiles.net
Токарно-винторезные станки: технические характеристики, конструкция
Содержание статьи:
Токарные работы являются одними из самых востребованных типов металлообработки. Для их выполнения можно использовать несколько видов оборудования. Но наиболее популярными являются универсальные токарно-винторезные станки.
Назначение и конструкция токарно-винторезного станка
Токарно-винторезный станок с классической компоновкой
Данный тип оборудования предназначен для обработки металлических тел вращения путем воздействия режущего инструмента на их поверхность. Благодаря своей конструкции токарно-винторезный агрегат может делать обработку заготовок различной формы. Особенностью является возможность формирования дюймовых, питчевых или метрических резьб.
Область применения этого оборудования – комплектация производственных линий и специализированных мастерских. В некоторых случаях станки можно использовать в учебных процессах для получения первичных навыков токарной работы. Работа на них требует детального изучения конструкции и принципа функционирования оборудования.
Прежде всего следует ознакомиться с основными конструктивными элементами, которыми обладает винторезный станок:
- станина. Является опорной конструкцией оборудования и предназначена для монтажа остальных конструктивных элементов. Для обеспечения максимальной устойчивости она изготавливается из чугунного сплава;
- передняя и задняя бабки. Предназначены для фиксации заготовки и передаче ей крутящего момента;
- коробка скоростей. Может быть интегрирована в конструкцию передней бабки или располагаться отдельно. С ее помощью происходит изменение скорости вращения стальной детали;
- фартук. Необходим для преобразования вращательного движения в поступательное;
- суппорт. Переназначен для фиксации и изменения положения режущего инструмента.
Дополнительно могут использоваться вспомогательные устройства. Чаще всего применяются опорные стойки для обработки массивных деталей.
Кроме этих параметров важным является конструкция токарной головки. Она предназначена для точной фиксации заготовки на передней бабки. Токарно-винторезный агрегат должен обладать высоким качеством обработки, что напрямую зависит от точности позиционирования заготовки относительно рабочего инструмента.
Классификация токарно-винторезного оборудования

Токарно-винторезная установка с блоком ЧПУ
В зависимости от поставленных задач токарно-винторезные станки можно разделить на три основные группы – легкие, средние и тяжелые. Первые предназначены для обработки небольших деталей и приборов. Вторые – для выполнения токарных работ общего назначения. Они являются наиболее распространенным типом оборудования. Токарный станок тяжелого типа необходим для изменения конфигурации поверхностей заготовок, чей диаметр превышает 1250 мм.
Кроме этих параметров следует учитывать комплектацию оборудования и перечень выполняемых операций. Они напрямую скажутся на производительности и универсальности оборудования. В зависимости от специфики конструкции можно выделить следующие типы токарно-винторезных станков:
- по типу исполнения – настольные или напольные;
- управление – автоматическое, полуавтоматическое или ручное. Для максимальной производительности необходимо использовать винторезный станок с ЧПУ;
- профессиональные или учебные. Последние можно применять для обработки заготовок в домашних условиях. Некоторые модели рассчитаны для подключения к бытовой электросети 220 В.
Для настройки шага резьб в конструкции станка есть устройство, получившее название «гитара». Оно монтируется на фартуке оборудования и предназначено для более точного позиционирования резца на поверхности заготовки.
Перечень технических характеристик

Ученый токарно-винторезный комплекс
Эксплуатационные и технические параметры, которыми должен обладать токарно-винторезный комплекс, зависят от специфики его конструкции и комплектации. Поэтому сначала необходимо определить оптимальные характеристики и затем согласно им, выполнять выбор оптимальной модели.
Прежде всего следует изучить общие технические характеристики. К ним относятся максимально допустимые размеры обрабатываемой детали – длина, диаметр и масса. Затем учитывается расстояние от оси шпинделя до поверхности станины. С помощью универсальных станков можно обрабатывать детали как в центрах, так и в патроне.
Последующий анализ лучше всего сделать по блокам станка.
Шпиндель:
- максимальный диаметр прутка, устанавливаемый в сквозное отверстие;
- частота вращения шпиндельной головки в прямом и обратном направлении;
- число скоростей — прямых и обратных;
- максимальный крутящий момент.
Суппорт и параметры подач:
- величина продольного и поперечного смещения;
- число продольных и поперечных подач;
- характеристики нарезаемой резьбы — шаг, количество и пределы.
Кроме этих факторов необходимо учитывать номинальную мощность силовой установки. Это необходимо для корректного подключения оборудования к электросети. Также для повышения качества обработки в конструкции станка может быть предусмотрен механизм подачи СОЖ.
Для примера можно ознакомиться с описанием профессионального токарно-винторезного станка:
stanokgid.ru
Общее устройство токарно-винторезного станка
Поиск Лекций
Основные узлы и механизмы универсального токарно-винторезного станка показаны на рисунке 2.
Станок состоит: из станины 1, передней бабки 2, задней бабки 3, суппорта 4.
Станина 1 – это массивное чугунное основание, выполненное литьем, на котором установлены все основные узлы станка. Верхняя часть станины имеет продольные направляющие 5, две из которых являются плоскими, а две – призматическими. По направляющим перемещают подвижные узлы станка: суппорт и задняя бабка. Слева на станине установлена неподвижно передняя бабка.
Передняя бабка 2 предназначена для закрепления обрабатываемой детали и сообщения ей вращательного движения. В передней бабке находится коробка скоростей, которая позволяет установить необходимую частоту вращения заготовки. Последний вал коробки скоростей, шпиндель, изготовлен пустотелым, на его правом конце установлено приспособление для закрепления заготовки, например, трехкулачковый самоцентрирующий патрон 6. Вращение детали сообщается от электродвигателя, расположенного в левой тумбе станины через клиноременную передачу и коробку скоростей.
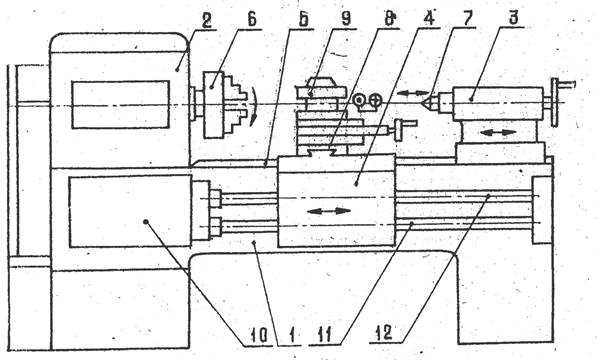
Рис. 2. Схема универсального токарно-винторезного станка
Задняя бабка 3 служит для поддержания длинных деталей с помощью заднего центра 7 или закрепления сверл, разверток и зенкеров. Центр или инструмент для обработки отверстий устанавливается своим коническим хвостовиком в соответствующее коническое отверстие пиноли задней бабки. Пиноль может выдвигаться при помощи маховичка и фиксироваться специальной рукояткой. Задняя бабка может устанавливаться на продольных направляющих станины в требуемое положение и фиксироваться соответствующей рукояткой.
Суппорт 4 предназначен для закрепления инструмента (резцов) и сообщения ему движения подачи при обработке детали либо в продольном, либо в поперечном направлении. Суппорт может перемещаться по направляющим станины, при этом инструмент получает продольную подачу. Для осуществления поперечной подачи на суппорте установлены поперечные салазки 8, имеющие возможность перемещения по поперечным направляющим суппорта. На поперечных салазках установлен четырехпозиционный резцедержатель 9, в котором крепятся резцы.
Суппорт может приводиться в движение либо вручную, либо механически посредством механизма подачи. Механизм подачи (в порядке последовательности от шпинделя к суппорту) состоит из механизма реверса подачи, сменных шестерен гитары, коробки подачи и механизмов, расположенных в фартуке суппорта.
Механизм реверса подачи расположен внутри корпуса передней бабки и предназначен для изменения направления подачи (в станке им пользуются при нарезании правых и левых резьб). Рукоятка управления реверсом подачи не только изменяет направление подачи, но и может отключать весь механизм подачи.
Сменные шестерни гитары передают вращение от механизма реверса подачи к коробке подач и могут заменяться при нарезании модульных и питчевых резьб.
Коробка подач 10 служит для изменения величины подачи инструмента в зависимости от вида обработки детали, шага нарезаемой резьбы и т.п. Настройка на величину подачи и на шаг нарезаемой резьбы осуществляется рукоятками коробки подач.
Движение от коробки подач передается суппорту либо ходовым валом 11, либо ходовым винтом 12, расположенными вдоль всей станины станка. При точении поверхностей механическая подача суппорту сообщается ходовым валом, при нарезании резьб – ходовым винтом.
В фартуке суппорта находятся механизмы, преобразующие вращение ходового вала или ходового винта в поступательные движения: продольное перемещение суппорта или поперечное перемещение его поперечных салазок. Таким образом, механическая подача резца может быть только или продольная, или поперечная.
Кроме того, на фартуке суппорта имеются рукоятки различного назначения:
рукоятка включения разъемной гайки ходового винта;
рукоятка включения, выключения и реверсирования продольной и поперечной подачи;
маховички с рукоятками для ручного перемещения резца в продольном или поперечном направлении.
У каждого маховичка для ручного перемещения резца имеются окружности с делениями – лимбы. На лимбах продольной и поперечной подачи указывается цена деления – величина перемещения резца при повороте соответствующей рукоятки на одно деление лимба. Цена деления лимба продольной подачи часто составляет 0,1 мм, а цена деления лимба поперечной подачи может быть например, 0,05 мм. Если при точении наружной цилиндрической поверхности нужно установить глубину резания 1 мм, то при указанной выше цене деления лимба поперечной подачи рукоятку надо повернуть на 1:0,05=20 делений.
Для того, чтобы при установке резца на глубину резания исключить влияние зазора между винтом и гайкой на точность обработки поверхности, необходимо каждый раз поворачивать рукоятку винта против часовой стрелки примерно на один оборот и только после второго перемещать винт по часовой стрелке на необходимое число делений лимба. Если же рукоятку винта поперечной подачи повернуть на число делений больше требуемого, то для исправления ошибки также нужно повернуть рукоятку назад, сделав почти полный оборот, а затем подвести до требуемого деления лимба.
poisk-ru.ru
Устройство, технологические возможности и настройка токарно-винторезного станка
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ
РОССИЙСКОЙ ФЕДЕРАЦИИ
ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ
КОСТРОМСКОЙ ГОСУДАРСТВЕННЫЙ
ТЕХНОЛОГИЧЕСКИЙ УНИВЕРСИТЕТ
Учебное пособие
Кострома
2007
УДК 621.941 (075)
Устройство, технологические возможности и настройка токарно-винторезного станка: учебное пособие /В. А. Гусев, В. М. Журавков, В. П. Калашник, Ю. Н. Дигунова. – Кострома : Изд-во Костром. гос. технол. ун-та, 2007. – 46 с.
Учебное пособие «Устройство, технологические возможности и настройка токарно-винторезного станка» соответствует учебным планам по дисциплине «Технология конструкционных материалов» для студентов I и II курса механического факультета очной и заочной форм обучения и посвящено изучению устройства и назначения токарно-винторезного станка 16К20, инструмента и установочно-зажимных приспособлений, порядка выбора и расчета режимов резания для обработки заданной поверхности детали.
Рецензент: профессор кафедры ТКМ и РТМ Костромского государственного университета им. Н. А. Некрасова, доктор технических наук М. М. Травин.
Рекомендовано к изданию редакционно-издательским советом КГТУ.
© Костромской государственный технологический университет,
2007
Оглавление
1. Общие сведения 4
2. Цель и содержание работы 5
3. Последовательность выполнения задания 6
4. Устройство токарно-винторезного станка модели 16К20 8
5. Виды работ, выполняемые на токарно-винторезных 11
станках. Применяемый инструмент и приспособления
6. Последовательность расчета и выбора элементов 15
режимов резания при токарной обработке
7. Анализ кинематической схемы токарно-винторезного 21
станка. Составление уравнений кинематического баланса
цепи главного движения и цепи подачи
по найденным значениям nст и Sст
8. Контрольные вопросы 23
Библиографический список 24
Приложение 1 26
Приложение 2 27
Приложение 3 43
1. Общие сведения
Обработка резанием заключается в образовании новых поверхностей путем деформирования и последующего отделения поверхностных слоев материала заготовки с образованием стружки.
Обработка материалов резанием позволяет получить детали требуемой формы, размеров, точности и качества.
Детали машин представляют собой совокупность различных поверхностей, обработка которых требует использования разнообразного металлорежущего оборудования, инструментов, приспособлений.
Среди множества деталей машин на первом месте стоят детали, тела которых ограничены геометрическими поверхностями вращения. Такие детали могут быть изготовлены методом токарной обработки (точением на станках токарной группы).
Точением можно получить детали с цилиндрическими, коническими, фасонными, плоскими поверхностями, а также нарезать резьбу, сделать фаски, галтели, канавки (рис. 1.).
Рис. 1. Виды поверхностей, получаемых токарной обработкой:
1– цилиндрическая,2– галтель,3– фаска,4– плоская (торцовая),5– фасонная,
6– коническая,7– резьбовая,8– канавка
В общем парке металлорежущих станков токарная группа составляет ~ 30%.
Токарные станки делятся на универсальные и специализированные.
Универсальные токарно-винторезные станки предназначены для выполнения самых разнообразных операций: обработка наружных и внутренних цилиндрических, конических, фасонных и торцовых поверхностей; нарезание наружных и внутренних резьб; разрезания заготовок; сверления; зенкерования и развертывания отверстия.
На специализированных станках выполняют более узкий круг операций, например, обтачивание гладких и ступенчатых валов, осей колесных пар железнодорожных вагонов, муфт, прокатных валов, труб, кулачков и др.
Токарные станки предназначены для выполнения всех токарных операций, за исключением нарезания резьбы резцами.
Отечественная промышленность выпускает различные модели токарных и токарно-винторезных станков – от настольных до тяжелых.
Наибольший диаметр обрабатываемой заготовки колеблется от 95 до 5000 мм при длине заготовки от 125 до 24000 мм. Некоторые токарно-винторезные станки оснащаются копировальным устройством, которое позволяет обрабатывать сложные контуры без специальных фасонных резцов.
studfiles.net