Основные виды сварки. Все виды сварки
Виды сварки
Сварка плавлением.
Сварка плавлением осуществляется при нагреве сильным пламенем кромок свариваемых деталей, в результате чего кромки в месте соединения расплавляются, сливаются между собой, образуя общую сварочную ванну, в которой происходят некоторые физические и химические процессы.
Сварка давлением.
Сварка давлением осуществляется пластическим деформированием металла в месте соединения под действием сжимающих усилий. В результате, различные загрязнения и окислы на свариваемых поверхностях вытесняются наружу, а чистые поверхности сближаются по всему сечению на расстояние атомного сцепления.
Основные виды сварки:
Ручная дуговая сварка осуществляется покрытыми металлическими электродами. К электроду и свариваемому металлу подводится переменный или постоянный ток (AC или DC) , в результате чего возникает дуга, постоянную длину которой необходимо поддерживать на протяжении всего процесса сварки.
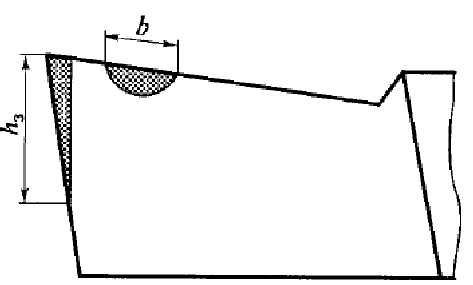
Дуговая сварка под флюсом. Сущность сварки состоит в том, что дуга горит под слоем сварочного флюса между концом голой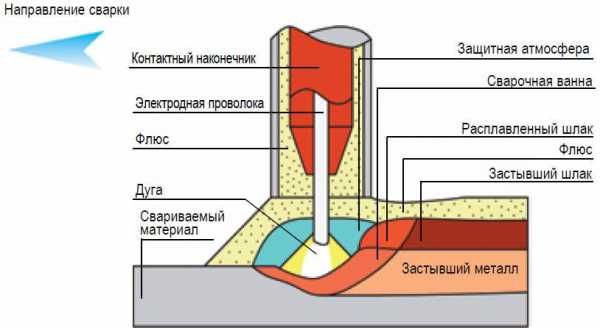 электродной проволоки. При горении дуги и плавлении флюса создаётся газошлаковая оболочка, препятствующая отрицательному воздействию атмосферного воздуха на качество сварного соединения.
электродной проволоки. При горении дуги и плавлении флюса создаётся газошлаковая оболочка, препятствующая отрицательному воздействию атмосферного воздуха на качество сварного соединения.
Дуговая сварка в защитном газе производится как неплавящимся (чаще вольфрамовым), так и плавящимся электродом.
При сварке неплавящимся электродом дуга горит между электродом и свариваемым металлом в защитном инертном газе. Сварочная проволока вводится в зону сварки со стороны.
Сварка плавящимся электродом выполняется на полуавтоматах и автоматах. Дуга в данном случае возникает между непрерывно подающейся голой проволокой и свариваемым металлом.
В качестве защитных газов применяют инертные (аргон, гелий, азот) и активные газы (углекислый газ, водород, кислород), а также смеси аргона с гелием, углекислым газом или кислородом; углекислого газа с кислородом и др.
Газовая сварка осуществляется путём нагрева до расплавления свариваемых кромок и сварочной проволоки высокотемпературным газокислородным пламенем от сварочной горелки. В качестве горючего газа применяется ацетилен и его заменители (пропан-бутан, природный газ, пары жидких горючих и др.)
Электрошлаковая сварка применяется для соединения изделий любой толщины в вертикальном положении. Листы устанавливают с зазором между свариваемыми кромками. В зону сварки подают проволоку и флюс. Дуга горит только в начале процесса. В дальнейшем после расплавления определённого количества флюса дуга гаснет, и ток проходит через расплавленный шлак.
Контактная сварка осуществляется при нагреве деталей электрическим током и их пластической деформации (сдавливании) в месте нагрева. Нагрев достигается за счёт сопротивления электрическому току свариваемых деталей в месте их контакта. Существует несколько видов контактной сварки, отличающихся формой сварного соединения, технологическими особенностями, способами подвода тока и питания электроэнергией.
Виды контактной сварки:
• стыковой контактной сваркой свариваемые части соединяют по поверхности стыкуемых торцов;
• точечной контактной сваркой соединение элементов происходит на участках, ограниченных площадью торцов электродов, подводящих ток и передающих усилие сжатия;
• рельефная контактная сварка осуществляется на отдельных участках по заранее подготовленным выступам – рельефам;
• при шовной контактной сварке соединение элементов выполняется внахлёстку вращающимися дисковыми электродами в виде непрерывного или прерывистого шва.
Электронно-лучевая сварка. Сущность процесса сварки электронным лучом состоит в использовании кинетической энергии электронов, быстро движущихся в глубоком вакууме. При бомбардировке поверхности металла электронами подавляющая часть их кинетической энергии превращается в теплоту, которая используется для расплавления металла.
Для сварки необходимо: получить свободные электроны, сконцентрировать их и сообщить им большую скорость, чтобы увеличить их энергию, которая при торможении электронов в свариваемом металле превращается в теплоту.
Электронно-лучевой сваркой сваривают тугоплавкие и редкие металлы, высокопрочные, жаропрочные и коррозионно-стойкие сплавы и стали.
Диффузионная сварка в вакууме имеет следующие преимущества: металл не доводится до расплавления, что даёт возможность получить более прочные сварные соединения и высокую точность размеров изделий; позволяет сваривать разнородные материалы: сталь с алюминием, вольфрамом, титаном, металлокерамикой, молибденом, медь с алюминием и титаном, титан с платиной и т. п.
Плазменной сваркой можно сваривать как однородные, так и разнородные металлы, а также неметаллические материалы.  Температура плазменной дуги, применяемой в данном виде сварки, достигает 30 000 C. Для получения плазменной дуги применяются плазмотроны с дугой прямого или косвенного действия. В плазмотронах прямого действия плазменная дуга образуется между вольфрамовым электродом и основным металлом. Сопло в таком случае электрически нейтрально и служит для сжатия и стабилизации дуги. В плазмотронах косвенного действия плазменная дуга создаётся между вольфрамовым электродом и соплом, а струя плазмы выделяется из столба дуги в виде факела. Дугу плазменного действия называют плазменной струёй. Для образования сжатой дуги вдоль её столба через канал в сопле пропускается нейтральный одноатомный (аргон, гелий) или двухатомный газ (азот, водород и другие газы и их смеси). Газ сжимает столб дуги, повышая тем самым температуру столба.
Температура плазменной дуги, применяемой в данном виде сварки, достигает 30 000 C. Для получения плазменной дуги применяются плазмотроны с дугой прямого или косвенного действия. В плазмотронах прямого действия плазменная дуга образуется между вольфрамовым электродом и основным металлом. Сопло в таком случае электрически нейтрально и служит для сжатия и стабилизации дуги. В плазмотронах косвенного действия плазменная дуга создаётся между вольфрамовым электродом и соплом, а струя плазмы выделяется из столба дуги в виде факела. Дугу плазменного действия называют плазменной струёй. Для образования сжатой дуги вдоль её столба через канал в сопле пропускается нейтральный одноатомный (аргон, гелий) или двухатомный газ (азот, водород и другие газы и их смеси). Газ сжимает столб дуги, повышая тем самым температуру столба.
Лазерная сварка. Лазер – оптический квантовый генератор (ОПГ). Излучателем – активным элементом – в ОПГ могут быть: 1) твёрдые тела – стекло с неодимом, рубин и др.; 2) жидкости – растворы окиси неодима, красители и др.; 3) газы и газовые смеси – водород, азот, углекислый газ и др.; 4) полупроводниковые монокристаллы – арсениды галлия и индия, сплавы кадмия с селеном и серой и др. Обрабатывать можно металлы и неметаллические материалы в атмосфере, вакууме и в различных газах. При этом луч лазера свободно проникает через стекло, кварц, воздух.
Холодная сварка металлов. Сущность этого вида сварки состоит в том, что при приложении большого давления к соединяемым элементам в месте их контакта происходит пластическая деформация, способствующая возникновению межатомных сил сцепления и приводящая к образованию металлических связей. Сварка производится без применения нагрева. Холодной сваркой можно получать соединения стык, внахлёстку и втавр. Этим способом сваривают пластичные металлы: медь, алюминий и его сплавы, свинец, олово, титан.
Сварка трением выполняется в твёрдом состоянии под воздействием теплоты, возникающей при трении поверхностей

свариваемых деталей, с последующим приложением сжимающих усилий. Прочное сварное соединение образуется в результате возникновения металлических связей между контактирующими поверхностями свариваемых деталей.
Сварка ультразвуком. При сварке ультразвуком неразъёмное соединение металлов образуется при одновременном воздействии на детали механических колебаний высокой частоты и относительно небольших сдавливающих усилий. Этот способ применяется при сварке металлов, чувствительных к нагреву, пластичных металлов, неметаллических материалов.
Сварка взрывом основана на воздействии направленных кратковременных сверхвысоких давлений энергии взрыва порядка (100...200) Х 108 Па на свариваемые детали. Сварку взрывом используют при изготовлении заготовок для проката биметалла, при плакировке поверхностей конструкционных сталей металлами и сплавами с особыми физическим и химическими свойствами, а также при сварке деталей из разнородных металлов и сплавов. основана на нагревании металла пропусканием через него токов высокой частоты с последующим сдавливанием обжимными роликами. Такая сварка может производиться с подводом тока контактами и с индукционным подводом тока.
sparkking.ru
Виды сварки | Сварак
Сварка металлов широко применяется в судостроении, в изготовлении паровых котлов, вагонов, различных машин, трубопроводов, резервуаров, мостов, строительных металлоконструкций, в производстве самолетов, танков, мин, артиллерийских систем и другой материальной части. Весьма велико значение сварки и в ремонтных работах, проводимых на железнодорожном транспорте, в морском, речном флоте и в других областях народного хозяйства.В настоящее время существует свыше 20 различных видов сварки металлов. Все способы сварки, несмотря на их большое разнообразие, объединяются общим признаком: металл в месте сварки нагревается до высокой температуры.Необходимость нагрева вызывается следующим обстоятельством. Металлы, обычно применяемые в производстве различных изделий (сталь, чугун, медь, бронза, алюминий и т. д.) и представляющие собой при . нормальной температуре твердые тела, не способны к прочному соединению между собой. Например, две хорошо пригнанные и зачищенные стальные пластины даже при очень сильном сдавливании не соединяются в одно целое и легко от¬ходят друг от друга по прекращении давления. Это объясняется большой силой сцепления отдельных мельчайших частиц вещества твердых тел, находящихся в холодном состоянии, и малой под¬вижностью их относительно друг друга.Нагревая металл, мы ослабляем связь между его отдельными частицами и делаем их более подвижными. Усиливая нагрев можно всякий металл расплавить, т. е. превратить в жидкое состояние; при этом частицы металла обладают большой подвижностью и легко перемещаются относительно друг друга. Пользуясь способностью металлов сплавляться в жидком состоянии, можно произвести сварку их следующим образом. Два куска металла (две стальных полосы) уложить, как показано на рис. 1, и на место соединения направить сварочное пламя весьма высокой температуры. Пламя расплавит металл обоих кусков, жидкий ме¬талл сольется в общую ванну и по удалении пламени затвердеет в одно целое прочное соединение.Подобный способ сварки, при котором металл расплавляется переходя в жидкое состояние, называется сваркой плавлением.
Можно производить сварку и не расплавляя металл, т. е. не доводя его до жидкого состояния. Подобно тому, как два куска воска или смоченной глины при сдавливании сливаются в одно целое, так и два куска металла, нагретые до размягченного состо¬яния, при достаточно сильном давлении соединяются в одно целое, т. е. свариваются.Подобный способ сварки, при котором металл не плавится, а лишь нагревается до размягченного состояния, называется сваркой давлением, или пластической сваркой, а температура, до которой при этом нагревается металл, носит название сварочного жара.
Рис. 1. Сварка плавлением: 1—сварочное пламя; 2—ванна
Рис. 2. Сварка давлением:в—нагрев; б—осадка
РИС.3 ГАЗОВАЯ СВАРОЧНАЯ ГОРЕЛКА
Рис. 4. Стыковая контактная сварка
Нагрев места сварки может производиться различными способами, соответственно которым существуют различные виды сварки.
Степень нагрева вещества называется его температурой, которая выражается в градусах и может быть точно измерена (небольшие температуры определяются термометрами; для измерения высоких температур применяются более сложные приборы, так называемые пирометры).
Помимо температуры можно измерять также количество тепла. За единицу измерения тепла принимается количество тепла, необходимое для того, чтобы повысить на один градус температуру одного килограмма воды.
Эта единица называется килограмм-калория, или большая калория. Иногда применяется более мелкая единица—грамм-калория, или малая калория, которая представляет собой такое количество тепла, которое необходимо для нагревания одного грамма воды на один градус. В большой калории содержится 1000 малых.Для нагрева на 1° металл по сравнению с водой требует мень¬шего количества тепла. Число, показывающее, какую долю тепла нужно затратить для нагрева данного металла по сравнению с нагревом такого же количества воды, называется удельной теп¬лоемкостью. Удельная теплоемкость стали в среднем 0,14; таким образом для нагрева 1 кг стали на 1° необходимо затратить 0,14 кг калорий, т. е. в 7 раз меньше, чем для нагрева 1 кг воды.Для целей сварки тепло получается за счет сгорания каких- либо горючих веществ или в результате действия электрического тока. К первому виду сварки относятся горновая (или кузнечная), термитная и газовая, ко второму — контактная и дуговая.
Виды сварки:
- Горновая
- Термитная
- газовая сварка
1. Горновая (или кузнечная) сварка производится следующим образом. Место сварки нагревается на горне или в специальной печи до сварочного жара (для стали это будет температура белогокаления, т. е. 1200—1300°). Нагретое место сварки посыпается- песком или бурой, чтобы превратить образовавшиеся на поверх¬ности окислы в легкоплавкие шлаки. После этого нагретые части укладываются в определенном положении и свариваются при сильном сдавливании под прессом, молотом или в вальцах.2. Термитная сварка пользуется для нагрева металла особой; горючей порошкообразной смесью — термитом. Эта смесь состоим из порошка металлического алюминия (белые крупинки) и размолотой железной окалины (черные крупинки). При зажигании термит .быстро сгорает, развивая при этом температуру свыше 3000°’. В настоящее время термитная сварка применяется главным образом для стыков железнодорожных и трамвайных рельсов.3. При газовой сварке для нагрева металла пользуются пламенем горючего газа, сжигая его при помощи специальных сварочных горелок. В качестве такого газа обычно применяется ацетилен, дающий наивысшую: температуру пламени. Для того чтобы сгорание горючего газа проходило более интенсивно и с более высокой температурой его сжигают не в воздухе, а в чистом кислороде. Кислород и ацетилен подводятся к горелке посредством резиновых шлангов. Внутри горелки (рис. 3) оба эти газа смешиваются в так называемой камере смешения и образуют горючую смесь; последняя поджигается и горит впереди наконечника горелки, образуя сварочное пламя.Ацетилен, сгорающий в кислороде, развивает температуру пламени до 3200°, при которой легко расплавляется любой металл. Поэтому газовая ацетилено-кислородная сварка применима для всех металлов. Другие горючие газы —водород, светильный газ, пары бензина —не дают достаточно высокой температуры и пригодны лишь для сварки легкоплавких металлов или мелких изделий; на практике они применяются редко.Особенно удобно при сварке нагревать металл электрическим током, так как при этом способе нагрев производится очень быстро, точно регулируется и дает самые высокие из применяемых в технике температуры.4. При контактной электросварке металл нагревается проходящим электрическим током до сварочного жара, а затем место сварки подвергается сильному сдавливанию. Различают стыковую, точечную и шовную (или роликовую) контактную сварку.На рис. 4 показана схема стыковой контактной сварки. Через место соединения двух металлических стержней пропускается электрический ток. Когда металл в месте соединения нагреется до сварочного жара, к стержням прикладывается большое давление, в результате чего происходит осадка обоих стержней, которые при этом свариваются. На рис. 5 показан общий вид современной машины для электрической стыковой контактной’ сварки.Точечная контактная сварка применяется для соединения листов, заменяя собой клепку. На рис. 6 показана схема точечной контактной сварки, где свариваемые листы зажимаются между двумя медными штифтами (электродами), через которые пропускается электрический ток. Одновременно электроды надавливают с большой силой на металл.Отдельное подвергнутое сварке место называется точкой, которая заменяет собой заклепку в клепанных соединениях. Точечная сварка отличается большой производительностью. Современные машины могут дать несколько тысяч точек за 1 час. На рис. 7 показан общий вид современной точечной контактной машины.Заменив точечные электроды медными роликами, катящимися по листам металла, сдавливающими их и подводящими к ним ток, мы получим шовную или ‘роликовую контактную сварку. На рис. 8 показана схема шовной сварки, а на рис. 9 общий вид современной машины для шовной контактной сварки.
Рис. 6. Точечная контактная сварка
Рис. 7. Точечная контактная машина
Рис. 10. Классификация способов сварки
Контактная сварка применяется при массовом производстве сравнительно небольших металлических изделий, например частей оружия, мин, частей самолетов, автомобилей и т. д.
5. Пропуская электрический ток через небольшой воздушный промежуток между двумя электродами, мы можем получитьI достигающую 6000—8000°. Вольтова дуга легко расплавляет и доводит до кипения, обращая в пары, все известные металлы.; Способы электрической сварки, в которых для нагрева металла используется вольтова дуга, образуют электрическую дуговую сварку, являющуюся наиболее распространенным видом сварки.На рис. 10 изображена классификация основных видов современных способов сварки металлов.
Подобные статьи
svarak.ru
Любые виды ручной сварки. Богатый опыт сварочных работ
На сегодняшний день существует очень много видов сварки. В нашей работе мы используем несколько основных методов ручной сварки, которые наиболее широко охватывают весь спектр решаемых нами задач. Наши специалисты помогут вам выбрать наиболее подходящую технологию для осуществления работ.
Самый распространённый тип сварки – ручная дуговая сварка плавящимся электродом. Своей популярностью он обязан сравнительной простоте процесса, возможности работать в полевых условиях, доступности оборудования. Однако ручная дуговая сварка проста только на первый взгляд. Одно неправильное движение и в шве остаётся шлак или он делается пористым, то есть мы получаем незаметный дефект, закладывая тем самым бомбу замедленного действия. Процесс сварки нуждается в постоянном контроле. Нужно заметить, что этот вид сварки подразумевает дополнительные затраты времени на удаление шлака, образующегося поверх шва, что зачастую лишает сварные швы эстетичности там, где это необходимо. Однако у ручной дуговой сварки есть и масса плюсов. Например, его можно использовать для огромного количества сварных соединений, варить можно с высокой скоростью, получая качественные швы, которые будут способны выдерживать нагрузку или высокое давление.
Более эффективным видом сварки считается аргонодуговая сварка. В горелку, как правило, подаётся аргон, который защищает дугу от воздействия внешней среды. Это более сложный вид сварки, для которого требуется специальное громоздкое оборудование, что делает его менее мобильным, чем ручную дуговую сварку. Аргонодуговая сварка очень требовательна к профессионализму сварщика, не многие в совершенстве владеют этим видом сварки ввиду сложности оборудования и технологии процесса. Приобретение необходимых навыков требует большого количества времени. Данный вид сварки не отличается большой производительностью, но он на голову выше других видов по качеству сварки, количеству видов свариваемых материалов, по красоте и эстетичности швов.
Полуавтоматическая сварка позволяет достаточно быстро и без серьёзных трудозатрат сварить большое количество поверхностей. Характеристики шва при этом будут не столь высокими, как у ручной и аргонодуговой сварки, но этого зачастую просто не требуется. Быстрота, простота и элегантность полученного шва практически предопределили использование этого типа для всевозможных металлоконструкций бытового и производственного назначения, требующих масштабного и потокового производства. Этот вид сварки наименее мобильный из всех выше перечисленных.
Газовая сварка – вид, который потихоньку вымирает, чему способствует развитие дуговой сварки. Однако есть определённые технологические процессы, когда нужно использовать газовую сварку, например сварка внутридомового водопровода или сварка водопроводных труб малого диаметра.
Мы перечислили только самые распространённые технологии сварки, владение которыми – необходимый минимум для каждого нашего сварщика. Даже при использовании простых видов сварки обязательно чётко следовать заложенным технологическим процессам – это один из важнейших принципов нашей компании.
garantsvarka.ru
Виды сварки
Сущность сварки, виды которой могут быть различными, заключается в соединении и скреплении твердых материалов.

Классификация основных видов сварки.
Как правило, используются следующие методы сварки:
- Плавление.
- Пластическое деформирование.
В результате образуется и создается конструкция с неразъемным соединением элементов.
Какой способ выбрать?
При выборе метода сварки необходимо учитывать вид материала.
Выбор способа сварки зависит от следующих показателей:
- материала, из которого будет создаваться конструкция;
- параметров используемых и создаваемых деталей и самой сооружаемой конструкции;
- условий, в которых будет осуществляться вся работа.
Высокопроизводительные способы сварки отличаются тем, что конструкция и соединения, полученные в результате работы, обладают 100% прочностью.
Сегодня выделяют такие основные виды сварки, как механическая, термическая и термомеханическая, которые, в свою очередь, имеют подвиды, отличительные особенности и преимущества.
Вернуться к оглавлению
Термическая сварка
Данная категория объединяет в одну группу все разновидности сварочных способов, действие которых основывается на тепловой энергии. К данной группе можно относить следующие разновидности:
Схема ручной электродуговой сварки.
- Электродуговая сварка. Использование данного способа является довольно популярным сегодня. Суть работы заключается в том, что используется специальный разряд, который возникает между наконечником электрода и поверхностью конструкции из металла. Именно между двумя этими элементами и осуществляется прохождение электричества, способствующего соединению элементов. Как правило, выделяемая тепловая энергия тока создает электродугу, для которой и характерна высокая температура. Именно высокий коэффициент температурного режима способствует расплавлению основной поверхности металла, на которой проводятся все работы, которые в дальнейшем приводят к созданию и формированию специальной сварочной ванны. После того как жидкость и металл остывают, наступает процесс кристаллизации, который и приводит к застыванию соединяемых частей конструкции. Классификация видов сварки с помощью электродуги выделяет следующие перспективные разновидности: дуговая ручная (MMA), с применением неплавящегося электрода в среде инертного газа марки TIG, с плавящимся электродом MAG, а также под флюсом.
- Применение плазменного способа сварки. Действие этой категории сварочных аппаратов основывается на использовании и применении сжатой струи плазмы, оказывающей на поверхность металла газодинамическую и тепловую энергию. Что касается данного типа сварки, как утверждают специалисты, его принято считать универсальным, так как можно осуществлять самые разнообразные виды работ. Это может быть сварка, резка, наплавка, напыление. Среди всех достоинств, которыми обладает данный механизированный способ, одним из главных является тонкий и аккуратный сварочный шов, который тоже характеризуется глубоким проплавлением. Вот почему именно плазменный способ является незаменимым при работе с соединением тонкостенных конструкций, мелкими деталями и механизмами. Как правило, он может использоваться на промышленных объектах и строительных площадках. У плазменного типа соединения также имеется некоторая классификация способов сварки: лазерная, работающая на основе лазерного луча; электронно-лучевая, основана на механизме электронно-лучевой пушки; способ с элементами закладных нагревателей; контактная стыковая.
- Использование газоплазменного способа сварки. Действие данного способа основано на использовании газового факела. Для усиления конструкции и создаваемого шва рекомендуется дополнительно использовать специальный присадочный материал. Газоплазменное устройство считается универсальным аппаратом, так как используется для всех видов работ. Преимущество, которым обладает этот вид сварки, заключается в том, что самостоятельно можно регулировать нагрев материала. Это является достаточно удобным при работе с разными металлическими поверхностями. Но есть и недостаток, который заключается в том, что для работ в автоматизированной промышленности он абсолютно не годится, так как обладает низким коэффициентом производительности.
Вернуться к оглавлению
Механизированная сварка
Принцип работы контактной сварки.
Действие сварочных аппаратов этого класса основывается на тепловой энергии и давлении. К данной группе следует отнести такие разновидности, как контактная и диффузионная, точечная, стыковая и рельефная сварка, для каждой из которых характерны свои особенности и преимущества в работе.
Контактная сварка — это механизированный способ, в результате которого осуществляется нагрев с использованием электричества, одновременно с ним происходит пластическая деформация. Именно она обладает достаточно сильным и мощным коэффициентом сжимания. Основными достоинствами контактного соединения металлов являются следующие показатели и технические характеристики:
- высокий показатель производительности сварочных работ;
- высокое качество работы;
- 100% гарантия надежности и безопасности;
- экологически чистая работа, не связанная с загрязнением и выделением отравляющих веществ, которые могут нанести вред здоровью и окружающей среде.
Схема установки для диффузной сварки.
Диффузионная сварка — это механизм, работа которого основывается на соединении деталей и элементов конструкции путем процесса сдавливания, а также нагреве в вакууме без применения специального расплавления. В результате создаваемой деформации происходит образование монолитного сварного соединения. Как правило, такой вид активно применяется при работе с поверхностями из алюминия, стали и титана.
Точечная сварка — это самый простой способ сварки, механизм которой осуществляется за счет использования и применения в работе малогабаритных клещей или же точечного аппарата. Суть работы состоит в том, что две детали конструкции закрепляются между электродами, где проходит создаваемый электрический ток, приводящий к нагреву металлической поверхности. В данной группе специалисты выделяют сварку одностороннюю, с расположением электродов на одной поверхности, и двухстороннюю, при которой электроды распределены по двум сторонам.
Особенностью точечного типа соединения является то, что создается высокий коэффициент работы, с дальнейшей автоматизацией. Но есть и свой недостаток, который заключается в том, что все сварочные работы осуществляются только методом нахлестного соединения.
Если рассмотреть область применения точечной сварки, то такая модель активно используется в автомобильной отрасли, так как все конвейеры по выпуску и производству авто основаны на принципе работы точечной сварки. Кроме того, аппарат применяется в автосервисах, гаражах, СТО.
Вернуться к оглавлению
Механическая сварка
Схема ультразвуковой сварки.
Стоит отметить, что принцип работы сварочных аппаратов этой категории заключается на использовании необходимого коэффициента давления совместно с выделяемой механической энергией. Классификация сварки механическим способом выделяет следующие методы:
- При помощи взрыва, является и характеризуется по всем своим техническим описаниям и свойствам как уникальная, что связано с тем, что в результате работы создается прочный участок сплошного соединения нескольких разновидностей металлов или же сплавов. Плюсом и достоинством является то, что такие соединения могут создаваться как на маленьких, так и на крупных участках, при этом толщина и диаметр будут равняться от 0,1 до 30 мм. Именно используя данный способ, можно проводить работы с плоскими поверхностями и цилиндрическими.
- Ультразвуковая — представляет собой механизм и аппарат, которые используются только для работ с полимерными листовыми изделиями. Принцип работы состоит в применении ультразвуковых колебаний.
Прежде чем определиться с выбором сварочного аппарата, необходимо в первую очередь точно знать, для каких работ он будет использоваться, чтобы действительно выбрать именно ту вещь, которая вам подойдет.
Почему именно сварка, а не какой-нибудь другой аппарат? Именно она обладает следующими, очень важными свойствами:
- Экономия поверхности металла на 30%.
- Легко подвергается автоматизации.
- 100% надежность и безопасность создаваемой конструкции.
- Качество и высокая плотность герметичности сварочного шва.
- Экономия времени, денег и сил.
В том случае, если вы не можете определиться с выбором сварочного аппарата, следует проконсультироваться с опытным специалистом, который поможет в решении данной проблемы и в том, какие методы сварки использовать.
expertsvarki.ru
Виды сварки. Сварочные работы. Практический справочник
Напомним, что получение неразъемного соединения твердых материалов в процессе их местного плавления или пластического деформирования называется сваркой. Металлы и сплавы, как уже было сказано, являются твердыми кристаллическими телами, состоящими из кристаллитов, между которыми существуют межатомные и межмолекулярные силы взаимодействия. При обычных условиях между силами отталкивания и притяжения наблюдается равновесие. Под воздействием энергии, направленной извне (это энергия активации), оно нарушается. В зависимости от того, как именно активируются межатомные связи для формирования неразъемного соединения, сварка подразделяется на:
? сварку плавлением. В соответствии со способом нагрева электросварка плавлением представлена таким видами, как электродуговая, электрошлаковая, электроконтактная, электронно-лучевая. При этом жидкий металл расплавленных кромок перемешивается с образованием общего объема (сварочной ванны), из которого образуется металл шва. Это происходит и в результате использования присадочного металла. Источники локального нагрева бывают различными. Например, это могут быть электрическая дуга, плазма, горелка, энергия электронного или плазменного излучения, печь и др.;
? сварку давлением, при которой сварное соединение образуется благодаря исключительно деформированию свариваемых частей (в некоторых случаях нагрузка может сочетаться с местным нагреванием). Это возможно за счет применения статической или ударной нагрузки, например при сварке взрывом, ультразвуком или в процессе холодной сварки. В ходе пластической деформации на участке свариваемых кромок (он называется зоной соединения) возникает трение, которое способствует формированию межатомных связей между частями.
Для соединения двух металлов в единое целое необходимо, чтобы расстояние между их атомами сократилось настолько, чтобы силы взаимного притяжения начали активизироваться. Это достижимо при условии, что промежуток между атомами составляет 4 ? 10–8 см, что возможно, если:
? не нагревая детали, сжать их с приложением больших усилий, что характерно исключительно для пластичных металлов, например для алюминия;
? одновременно нагреть и сжать детали, прикладывая умеренное усилие;
? в зоне соединения нагреть детали до расплавления, не прибегая к сжатию, что и происходит при сварке металлов и сплавов.
В соответствии с этим сварка металлов классифицируется на основе различных признаков:
? физических;
? технических;
? технологических. В основе классификации по физическим признакам лежит форма энергии, которая применяется для создания сварного соединения.
Согласно ГОСТу 19521–74 можно выделить 3 класса сварочных процессов:
1. Термический, при котором в зоне сварки под воздействием тепловой энергии рабочие части металла соединяются посредством плавления. Сюда входят следующие разновидности сварки: а) дуговая. Этот вид сварки классифицируется по различным признакам (Ручная дуговая сварка. М.: Высшая школа, 1981), представленным на рис. 1.
С применением электродуговой сварки осуществляется примерно 65 % сварочных работ, при которых могут использоваться как плавящиеся (металлические), так и неплавящиеся (угольные) электроды (рис. 2).
Первый способ был разработан Н. Г. Славяновым, а второй – Н. Н. Бенардосом.
Участок на границе расплавленной кромки называется зоной плавления. Ее ширина измеряется микрометрами, но несмотря на такие размеры прочность сварного соединения во многом зависит от нее.
По Славянову, кромки и электрод под воздействием сварочной дуги расплавляются одновременно. Образующаяся при этом сварочная ванна заполняет зазор между соединяемыми деталями, а после кристаллизации превращается в сварной шов.
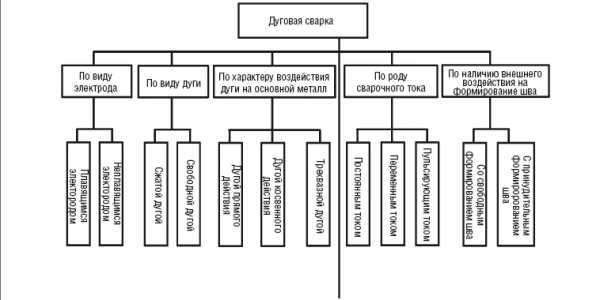
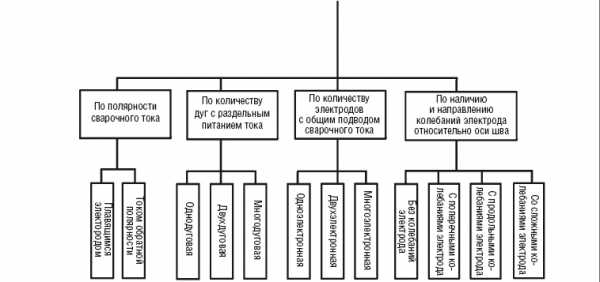
Рис. 1. Классификация дуговой сварки
Чтобы улучшить качество наплавляемого металла, на электрод наносится особое покрытие, которое, расплавившись, превращается в слой шлака, покрывающий жидкий металл. В результате этого, во-первых, в шлак переходят вредные примеси, присутствующие в расплавленном металле, а во-вторых, шлак защищает сварочную ванну от проникновения в нее кислорода и азота из атмосферного воздуха.
К электроду, зафиксированному в электродержателе, ток (при этом способе дуговой сварки он может быть как постоянным, так и переменным) поступает по электрическому проводу, а к деталям – через второй провод, закрепленный зажимом.
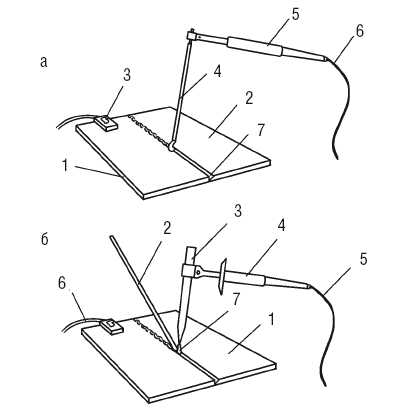
Рис. 2. Электродуговая сварка: а – плавящимся электродом: 1 – деталь; 2 – сварочная дуга; 3 – зажим; 4 – электрод; 5 – электродержатель; 6 – провод; 7 – кромка; б – неплавящимся электродом: 1 – деталь; 2 – присадочный материал; 3 – электрод; 4 – электродержатель; 5, 6 – провод; 7 – сварочная дуга
В методе, разработанном Бенардосом, используется неплавящийся электрод, сварочная ванная создается за счет металлического прутка, расплавляющегося под воздействием сварочной дуги. В отличие от первого способа здесь используется постоянный ток. При сварке стали он не всегда дает результат нужного качества, поэтому в основном находит применение при сварке алюминия, меди, тонколистовой стали и наплавке твердых сплавов;
б) электронно-лучевая. Для ее осуществления необходима особая камера, в которой создается вакуум. Кромки свариваемых деталей расплавляются сфокусированным пучком электронов, которые ударяются в так называемое пятно нагрева, в результате чего кинетическая энергия их торможения переходит в теплоту. При этом температура в фокусе достигает 10 000 °C;
в) электрошлаковая, при которой основной и присадочный материалы расплавляются теплом, которое выделяется при пропускании электрического тока через расплавленный шлак на протяжении всего процесса. Этот вид сварки различается по виду и количеству электродов, наличию его колебаний и т. д. Данный способ используется для сварки крупногабаритных заготовок;
г) плазменная. При сварке в столб дуги постоянно поступает неионизированный газ. Под ее воздействием он последовательно нагревается, ионизируется и трансформируется в плазменную струю, которая уплотняется вихревым потоком газа. Образуется источник тепловой энергии, концентрация которого такова, что достаточна для сваривания металла;
д) световая, при которой сваривание деталей (металлов и отдельных неметаллических материалов) обеспечивает концентрированный луч – монохроматический (при лазерной сварке), солнечный (при гелиосварке) или искусственный полихроматический;
е) индукционная, при которой металл, нагретый токами высокой частоты, сдавливается. Данный способ практикуется при сварке труб;
ж) термитная. Для ее осуществления свариваемые части кладут в огнеупорную форму, на них ставят тигель, в который помещают термит (порошок из смеси алюминия с железной окалиной). В процессе реакции восстановления выделяется большое количество тепла (реакция относится к экзотермическим), а температура металла достигает 2000 °C. В результате этого жидкий металл оплавляет кромки частей и затекает в промежуток между ними. Кристаллизовавшись, он дает сварочный шов;
з) газовая, основанная на том, что основной и присадочный металлы свариваются с помощью высокотемпературного газокислородного пламени. Для этой цели используются различные газы – ацетилен, природный газ, водород и др. Чаще всего применяется ацетиленокислородная сварка, в которой используется пламя инжекционной горелки. Роль присадочного материала играют прутки или проволока из металла, схожего по составу с основным. По качеству этот вид сварки уступает электродуговой;
и) литейная. Этим способом сваривают изделия из благородных металлов и проч. В современном производстве к такому виду сварки прибегают редко – только для исправления чугунных отливок. Суть сварки состоит в следующем: зону сварки заливают расплавленным в тигле металлом, после чего формуют шов.
2. Термомеханический, который включает сварку и с использованием тепловой энергии, и с применением давления. Это такие виды сварки, как: а) контактная, осуществляемая тремя способами, например встык, что практикуется для соединения частей с малыми сечениями. Сначала гидравлический пресс сжимает кромки, потом с помощью электрического тока металл на кромках нагревается до пластического состояния и сваривается;
б) индукционно-прессовая, при которой под воздействием токов высокой частоты соединяемые части или детали, расположенные под определенным углом друг к другу и контактирующие на участке сварки, нагреваются, расплавляются, стягиваются обжимными роликами и осаживаются. Результат – прочное соединение;
в) диффузионная, основанная на способности атомов контактирующий деталей к диффузии. Их устанавливают встык, нагревают с помощью индуктора и сжимают. Процесс проходит либо в вакууме, либо в газовой среде (для этого используются инертные газы). При этом способе достаточно довести температуру до 750–800 °C;
г) газопрессовая, при которой кромки свариваемых частей нагревают с помощью ацетиленокислородной горелки и сжимают, применяя специальный осадочный механизм;
д) термокомпрессионная, для осуществления которой необходимость расплавления материалов отсутствует. Компонент, например проволочные выводы, и подложку покрывают ковким материалом (золотом), нагревают до 300 °C и сжимают примерно на полсекунды. В результате образуется соединение по типу диффузной сварки;
е) дугопрессовая, которая находит применение при необходимости присоединить к пластине детали вроде болтов или шпилек. Когда шпилька или болт отводится от пластины, между ними возникает дуговой разряд, из-за которого температура их торцов и металла пластины повышается, они нагреваются и расплавляются. В тот момент, когда при отключенном токе шпилька или болт ударяются о пластину, они свариваются;
ж) печная, практикующаяся, например, для приваривания фланцев к трубам. Для этого стыки покрывают специальным составом (вставка между ними латунного или бронзового кольца – еще один вариант). В таком виде все помещают в электропечь, в которой при температуре 1100–1500 °C происходит сваривание;
и) термитно-прессовая, при которой соединяемые части или детали нагревают газовым пламенем и сжимают.
3. Механический, в него входят виды сварки, для осуществления которых используется комбинация механической энергии и давления. Эту группу составляют следующие виды сварки: а) холодная, в основе которой лежит способность кристаллитов металла срастаться под воздействием высокого давления. Таким способом соединяют исключительно пластичные материалы, такие как алюминий, свинец и др.;
б) ультразвуковая, при которой свариваемые части сближают и стягивают вибрирующим зажимом, через который поступают высокочастотные колебания от магнитострикционного генератора. Благодаря колебаниям состыкованные части нагреваются, после чего свариваются в процессе диффузии атомов контактирующих материалов;
в) магнитно-импульсная, для проведения которой под воздействием импульсного тока индуктора и наведенных им вихревыми токами в соединяемых частях, деталях и ином свариваемые поверхности соударяются;
г) сварка взрывом, которая используется для соединения тонких листов с более массивными (процесс называется «плакирование»), например стали с латунью. Детали укладывают друг на друга, на поверхность помещают взрывчатое вещество, которое при детонировании взрывается и соединяет их в результате соударения;
д) сварка трением, практикуемая для соединения мелких деталей, одна из которых неподвижна, а другая вращается вокруг нее (или они вращаются в разные стороны). При трении выделяется тепло, которое нагревает и сваривает детали.
Техническими признаками, на которые опирается классификация сварки металлов, являются:
? способы защиты металла на участке сварки. Среди используемых представлена сварка в вакууме, защитных газах (в углекислом газе, водяных парах, инертных газах и др.), воздухе, пене, по флюсу и под ним. Кроме того, возможно комбинирование способов;
? степень непрерывности сварочных работ. По этому признаку различаются как прерывистые, так и непрерывные способы сварки;
? наличие механизации процесса сварки. Сюда входят ручные, автоматизированные, механизированные и автоматические способы сварки.
О технологических признаках следует сказать, что для каждого вида сварки они разрабатываются отдельно.
Поделитесь на страничкеСледующая глава >
hobby.wikireading.ru
Виды сварочных аппаратов для разных видов сварки
Как и подавляющее большинство всего электрического инструмента, сварочники разделяются на две обширные группы – бытовые и профессиональные. К бытовым моделям относятся агрегаты, рассчитанные на сравнительно небольшую продолжительность непрерывной работы. Они чаще всего имеют показатель силы тока менее 200 Ампер и подключаются от электросети со стандартным напряжением 220 В и частотой 50 Гц. Возможностей бытового сварочного оборудования вполне достаточно для решения целого спектра сварочных задач. К примеру, они отлично справляются со свариванием армированных каркасов, решеток, ворот, труб и котлов отопления, регистров и т.д. Для частного хозяйства и «гаража» такой модификации сварочного аппарата точно «хватит».
Устройства из профессиональной серии могут подключаться как к сети 220, так и 380 В (с частотой свыше 50 Гц). Большинство из них «выдает» силу тока свыше 200 Ампер. Кроме того, они имеют больший вес и размеры, чем бытовые сварочники, поэтому оснащаются специальными колесиками для удобства перемещения и транспортировки. Сфера применения профессиональных аппаратов очень широка. Без них не обойтись во многих отраслях промышленности и производства и специализированных крупных мастерских (например, по ремонту автомобилей). Применяются они и для надежного сваривания металлокаркасов и прочих ответственных конструкций в области строительства. Монтаж газовых и нефтепроводов также невозможен без использования профессионального сварочного оборудования.
Процесс сваривания металлов как при применении бытовых, так и профессиональных сварочников осуществляется посредством переменного либо постоянного тока. Это зависит от ряда факторов, таких как требуемое качество шва, вид металла и др. С уверенностью можно сказать, что наибольшим спросом продолжают пользоваться сварочные устройства, которые предназначены для работы обычным штучным электродом. Это довольно простые по конструкции, отличающиеся высокой ремонтопригодностью, надежные и функциональные агрегаты. В настоящее время особой востребованностью пользуются современные инверторы и полуавтоматы. Также в продаже есть и традиционные трансформаторы и простые выпрямители.
Трансформаторы
Это самый «древний» вид сварочников, имеющий предельно простое устройство. Они осуществляют преобразование переменного тока с большим напряжением в тот же переменный ток, но имеющий уже меньшее напряжение. Благодаря этому и становится возможным проведение сваривания. Регулирование силы тока осуществляется в результате смешения положения обмотки катушек как относительно друг друга, так и основного сердечника. По способу настройки рабочих параметров все трансформаторы можно разделить на несколько типов: с фазовой регулировкой (тиристорные), со стандартным магнитным рассеиванием и с увеличенным магнитным рассеиванием. Именно от крутопадающих характеристик зависят особенности функционирования и настройки той или иной модификации сварочного аппарата трансформаторного типа.
Конечно же, применение переменного тока делает электродугу непостоянной – поэтому необходимо постоянно ее поддерживать. Нестабильность дуги, большое количество газовых включений и шлаковых образований приводит к существенному разбрызгиванию металла и довольно низкому качеству шовного соединения.
Кроме того, трансформаторы являются достаточно громоздкими и тяжелыми устройствами, потребляют много электрической энергии и обладают повышенной чувствительностью к колебаниям сетевого напряжения. Но варить ими вполне можно – как внахлест, так и встык. Опытный сварщик в состоянии хорошо проварить даже ответственный шов с помощью трансформатора. Сварочное оборудование данного вида до сих пор применяется в различных сферах. Следует отметить, что посредством переменного тока можно сваривать лишь «чернуху» - стали самых «ходовых» марок и определенные марки чугуна.

Выпрямители
Следующим «поколением» сварочных аппаратов можно считать выпрямители, которые позволили избавиться от всех недостатков применения переменного тика. В таких агрегатах кроме снижения тока, поступающего из сети, осуществляется еще и преобразование «переменки» в «постоянку». Это становится возможным благодаря внедрению в конструкцию аппарата блока полупроводников-диодов, которые и «превращают» переменный синусоидальный ток в постоянный линейный, обладающий уже пологопадающими характеристиками.
Высокая стабильность электродуги позволяет проваривать герметичные и высококачественные швы равномерной глубины. Также существенно снижается разбрызгивание. А благодаря лучшей защищенности дуги соединение получается однородным и достаточно прочным, а необходимость в дополнительной очистке деталей от капель «брызгающего» расплава отпадает. Еще один плюс – возможность работы всеми типами электродов.
И варить можно не только черные металлы. Например, постоянный обратнополярный ток используется для сваривания алюминиевых деталей. Ведь на поверхности этого цветного металла (даже когда он расплавлен) находится оксидная пленка, которая препятствует сварке металла током прямой полярности, так как не происходят свободные атомарные реакции. Разрушение этой пленки становится возможным лишь при потоке заряженных частиц изнутри расплава. Таким образом образуется молекулярная решетка между соединяемыми алюминиевыми плоскостями. Область применения выпрямителей намного шире, чем трансформаторов: любой чугун и сталь (высоколегированная – в том числе), цветные металлы (медь, титан, никель и др., а также их сплавы).
Инверторы
Так называемые сварочные инверторы – это одно из самых удачных изобретений в сфере сварочного дела за последнее десятилетие. Небольшой вес и компактность наряду с мощностью и функциональностью сделали такие аппараты лидерами продаж на сегодняшний день. Автоматизация настройки рабочих режимов позволяет быстро научиться варить инверторами – что делает их оптимальным вариантом для новичков. А специалисты могут существенно повысить производительность работы, заменив современным сварочником инверторного типа выпрямитель или трансформатор.
Инверторные агрегаты устроены не так уж и сложно. Переменный ток сети, проходя сквозь сетевой выпрямитель, сглаживается и преобразуется в постоянный. После он поступает непосредственно в инверторный блок (это и есть частотный преобразователь), где снова становится переменным, но уже с гораздо большей частотой. Затем в дело вступает высокочастотный миниатюрный трансформаторный блок, где осуществляется понижение напряжения. Последний этап – это силовой выпрямитель. Таким образом, на выходе мы имеем высокомощный постоянный ток.
За работу частотного преобразователя отвечает микропроцессорный блок автоматического контроля. Он и позволяет с высокой точностью настраивать различный диапазон вольтамперных характеристик – от крутопадающих до возрастающих. Достоинство инверторов в том, что на выходе ток имеет практически идеально гладкую кривую, поэтому и электрическая дуга является очень стабильной.
Инверторные сварочные аппараты можно настроить очень точно, поэтому с их помощью становится возможным качественное выполнение самых разных задач. Кроме того, они нечувствительны к скачкам напряжения в сети. Шов получается просто отличным по всем показателям. Сваривать можно даже листовой тонкостенный металл. КПД инверторов – не менее 90 % (для сравнения: некоторые трансформаторы имеют КПД всего 30 %). Наличие таких полезных опций, как горячий старт, антизалипание электрода, импульсное сваривание превращает эксплуатацию агрегата в удовольствие.
Варить инверторами можно все – черные и цветные металлы любой толщины в любых положениях в пространстве. Электроды также можно применять всех видов.
Полуавтоматы
Данный вид сварочного оборудования позволяет не только существенно уменьшить временные затраты при выполнении различных сварочных операций, но и добиться более качественного провара. Шов получается сплошным – так как постоянно менять электроды не нужно. Полуавтоматическая техника предназначена для сварки в газовой среде (газ может быть как инертным, так и активным). Название «полуавтомат» подразумевает то, что сплошная электродная проволока подается автоматически к электрической дуге. Полуавтоматический «комплект» включает в себя источник тока (трансформатор/выпрямитель/инвертор), блок подачи проволоки, газовый баллон, электрические кабели, газовые шланги и горелку. То, какой газ применяется, зависит от вида металла, с которым работают. В качестве активного газа может выступать азот, кислород либо углекислый газ, в качестве инертного – гелий либо аргон. Чаще используются их смеси. Из баллона к горелке газ подходит по несущим патрубкам, а из горелки подается непосредственно к электродуге. Преимущество сварки «с газом» в том, что он дополнительно защищает сварную ванну от негативного действия газового состава воздуха окружающей среды, а также стабилизирует саму электрическую дугу и придает определенные химические свойства сварному шву.
Через горелку автоматическим образом непрерывно подается проволока, заменяющая в данном случае штучный электрод. Подбирая соответствующим образом сочетание смесей газов и различных видов электродной проволоки можно изменять в нужном направлении свойства сварной ванны. Очень хороши полуавтоматы, источник тока которых позволяет варить не только обыкновенной стальной проволокой, но специальной порошковой (или самозащитной). Ее отличительная особенность в том, что внутри внешней стальной оболочки имеется сердечник, состоящий из разного по химсоставу флюса. Когда такая порошковая проволока загорается, то образуется облако газа, которое выполняет роль газа, подающегося из баллона при сварке простой проволокой. Эффект тот же самый – сварная ванна защищается от окисления воздухом, активные компоненты сердечника придают металлу нужные свойства, электрическая дуга горит намного стабильнее. Только вот газового баллона, шлангов и горелки уже не требуется.
При необходимости можно приобрести и универсальную полуавтоматическую модификацию, которая рассчитана как на работу с применением газов, так и проволоки самозащитного типа. Механизмы, отвечающие за подачу проволоки, бывают как интегрированными в корпус агрегата, так и отдельными. Каждой разновидностью может оказаться удобнее варить в различных условиях. Такие подающие системы по количеству роликов производятся как двух-, так и четырехроликовые. Различными по форме и способу установки могут быть и сами ролики – это зависит от того, какая разновидность проволоки «загружается» в подающий блок: порошковая, медная, алюминиевая, стальная и др. Проволока подбирается по типу и диаметру с зависимости от вида и толщины свариваемого металла.
Настройка и регулирование внешних параметров может осуществляться как в автономном режиме (в частности – с использованием электронных систем), так и ручным способом, когда за процессами следит сам оператор. Сварочники MIG-MAG (работающие с применением активного/инертного газа) отличаются очень высокой производительностью и обеспечивают отличное качество шва при работе с любыми видами металлов и их сплавами (в том числе – с разнородными), а также с тонкостенными заготовками и деталями толщиной свыше двадцати миллиметров. Из недостатков полуавтоматов можно выделить большие потери на угар и разбрызгивание металла сварной ванны.
TIG – аппараты
Сварочная техника TIG (особенно с источником тока инверторного типа) позволяет производить сваривание с повышенным качеством сварного соединения. Поэтому она является во многом незаменимой в тех случаях, когда требуется проварить особо ответственные швы. Последние, помимо чрезвычайной надежности, отличаются еще и эстетичностью. При сварке TIG в качестве расходных материалов применяются графитовые либо вольфрамовые неплавящиеся электроды. Аппаратура работает по такому же принципу, что и при сварке MIG/MAG: по подающим шлангам к горелке поступает инертный защитный газ, от электрического блока – AC/DC ток, а электрод устанавливается в горелку. Баллоны могут заправляться гелием, аргоном, азотом и смесями этих газов. Как правило, при сварке электродом неплавящегося типа капельный перенос электродного расплава в сварную ванну отсутствует. По этой причине необходимо использовать дополнительные расходники – специальные присадочные проволоки или ленты. Применяя присадки, разные по химсоставу, можно изменять свойства самого сварного шва. На постоянном токе варят чугун и сталь различных марок. Режим переменного тока используется для работы с цветными металлами.
Аргонодуговая сварка – это один из самых сложных процессов в сварочном деле, который требует от сварщика не только большого практического опыта, но и теоретической подкованности. Так что новичкам «садиться» за TIG-агрегаты не рекомендуется, несмотря на то, что настройки инверторных модификаций во многом автоматизированы и оснащены упрощающими сварочный процесс функциями. Начать лучше с обычного инвертора – чтобы научиться держать дугу и проваривать металл, а потом уже осваивать более «продвинутое» сварочное оборудование.
Сварочники TIG используются очень широко для работы со всеми видами чугуна и стали, цветметом и его сплавами. Сравнительно невысокая производительность таких аппаратов вполне компенсируется великолепным качеством швов и незначительными металлопотерями.
Точечная сварка - споттеры
Необходимость в точечной сварке возникает тогда, когда требуется провести локальное соединение двух заготовок/деталей. Такие аппараты называют еще споттерами. Без них не обойтись в сфере автомобильной промышленности, а также - в крупных СТО и мастерских по ремонту автомобилей. Для мастерских, работающих по профилю кузовного ремонта, оптимальным вариантом станет приобретение профессиональной модификации агрегата точечной сварки – мощного и функционального. Для небольшого автосервиса и для частного «гаражного» использования вполне хватит и покупки специальных клещей для выполнения точечных сварных работ.
Все оборудование данного типа работает по следующему принципу: электрический ток используется для сваривания металла под давлением. Между парой медных электродов рабочие поверхности заготовок зажимаются внахлест. Проходя от первого электрода ко второму через свариваемые детали, электродуга образует локальный расплав металла обеих заготовок. Когда такое кратковременное воздействие дуги заканчивается, давление клещей усиливается. В итоге расплавленный металл кристаллизуется и соединяет металлические изделия друг с другом. В подавляющем большинстве случаев точечная сварка применяется для работы с листовым металлом.
Для скрепления листов большой площади по центру применяется специальный односторонний пистолет. При его действии образуется два сварных точечных соединения, расположенных рядом. Сила сварочного тока может доходить до 9000 Ампер, но такое воздействие является почти моментальным.
Для споттеров выпускается большой ассортимент всевозможных расходников, таких, как шпильки, петли, наварные крюки, заклепки и т.п. К достоинствам точечной сварки относится высокая производительность, хорошее качество соединения и внешняя эстетичность.
Плазменная резка
Аппаратура для проведения разрезания металлических заготовок с использованием плазмы функционирует по следующему принципу: к плазменной горелке поступают по шлангам воздух/газ с высокой скоростью и электрический ток для создания электрической дуги. При таком взаимодействии происходит ионизация газового потока. Температура образовавшейся плазмы может достигать показателя в 20 000 К. Разрезание металлической заготовки осуществляется в результате ее расплавления плазменной струей и последующего испарения (вымывания) высокоскоростным ионизированным потоком.
Как и все подобное оборудование, аппараты для плазморезки могут представлять собой большие и габаритные профессиональные установки для резки металла в промышленных масштабах и бытовые устройства – компактные и легкие, с инверторным блоком электропитания.
Достоинства плазменной резки трудно переоценить. Во-первых, с помощью плазмы можно качественно, быстро и с высокой точностью разрезать любые металлы. Во-вторых, никакой дополнительной обработки готовых деталей не требуется, так как разрез получается очень аккуратным. В-третьих, плазморезка позволяет проводить фигурный раскрой металлических листов. В-четвертых, ионизированный поток способен справиться с заготовками со стенкой до 200 мм – и это без возникновения температурной деформации разрезаемых поверхностей. Единственным минусом является то, что данный способ резки металла требует приобретения целого «арсенала» расходников, которые изнашиваются в два раза быстрее, чем расходные материалы для ручной сварки дугового типа. Помимо электродов потребуются диффузоры, сопла, направляющие и защитные колпаки.
www.vse-o-svarke.org
Сварка, виды и способы сварки :: ООО Л-Система
Сварка-ИНФО
Сварка, виды и способы сварки
Сваркой называется процесс неразъемного соединения металлических изделий путем местного нагревания их до расплавленного или тестообразного (пластичного) состояния (без применения или с применением механического усилия). Существует также способ прессовой («холодной») сварки, при котором свариваемый металл не подвергается нагреву, а сварка происходит только в результате сжатия деталей механическим усилием.
Сварка является одним из способов обработки материалов сосредоточенными (концентрированными) потоками энергии. Для получения прочного соединения свариваемых частиц металла необходимо, чтобы их поверхности, соприкасающиеся друг с другом, были свободны от пленок окислов и других загрязнений.
Применяемое при сварке давление, называемое осадочным давлением, способствует свариванию, так как вызывает пластическую деформацию (осадку) металла в месте соединения. При этом разрушается поверхностный слой металла, вследствие чего имевшиеся на нем окислы удаляются из зоны сварки; частицы чистого металла вступают в тесное соприкосновение друг с другом и свариваются.
Величина осадочного давления зависит от вида металла и его температуры в месте сваривания. Для сваривания двух частиц металла в одно целое нужно сблизить их атомы настолько, чтобы между ними начали действовать силы взаимного притяжения. Это возможно при расстоянии между атомами около 4 × 10-8см. В металлах электроны, расположенные на внешних орбитах атомов, слабо связаны с ядрами последних. При достаточном сближении свободные электроны образуют общее электронное облако, что обуславливает их прочную связь.
Сварка осуществима при следующих условиях
- применении очень больших удельных давлений сжатия деталей, без нагрева
- нагревании и обновременном сжатии деталей умеренным давлением
- нагревании металлав месте соединения до расплавления, без применения давления для сжатия
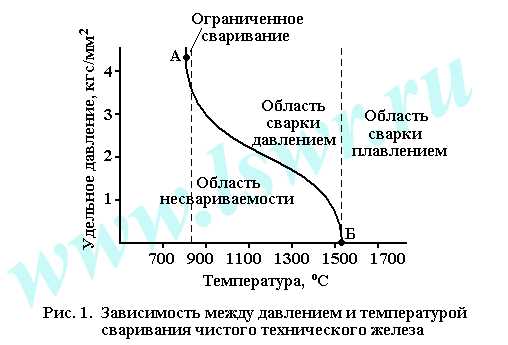
На рисунке 1 показан график, характеризующий условия, необходимые для сваривания чистого технического железа. Качественная сварка может осуществляться только при давлениях и температурах, расположенных выше кривой АБ. Точка Б соответствует температуре плавления железа. Вправо от этой точки железо сваривается в расплавленном состоянии без давления, влево – при нагревании до пластического состояния, но с применением соответствующего давления, которое тем выше, чем ниже температура нагрева. Точка А соответствует ограниченной свариваемости железа, так как лежит в области температур ниже 900℃ и требует применения высокого удельного давления сжатия.
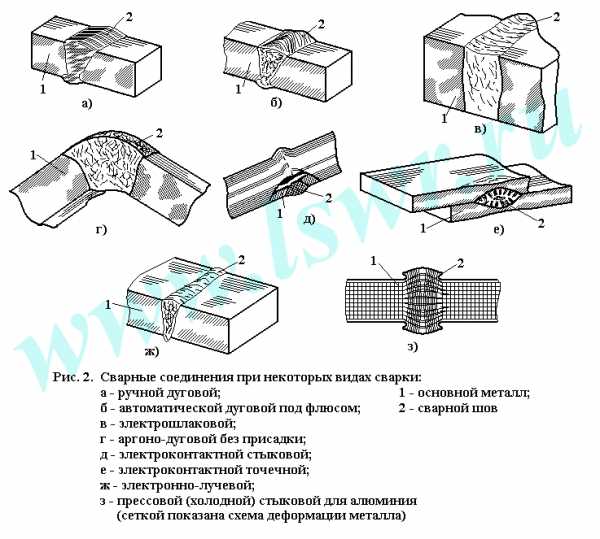
Без подогрева (в холодном состоянии) можно сваривать только очень пластичные металлы, например алюминий, медь, свинец, при условии применения высоких удельных давлений сжатия. На рисунке 2 показаны сварные соединения, получаемые при некоторых способах сварки.
Классификация сварочных процессов
В зависимости от условий, при которых осуществляется сваривание частиц металла, все существующие сварочные процессы можно разделить на две основные группы
- способы сварки пластическим деформированием с применением осадочного давления
- способы сварки плавлением
В первом случае соединение обеспечивается путем совместной пластической деформации (осадки) металла свариваемых частей в месте их соприкосновения, осуществляемой приложением внешнего усилия (давления). При сварке давлением металл, как правило, находиться в твердом состоянии. В зависимости от процесса сварка давлением может осуществляться без предварительного подогрева или с незначительным нагревом, не изменяющим механические свойства металла (например, «холодная» сварка, сварка ультразвуком, сварка взрывом) или с предварительным подогревом (электрическая контактная, термитная).
Во втором случае соединение деталей происходит при расплавлении металла свариваемых частей в месте их соприкосновения, с добавлением или без добавления присадочного металла. Расплавленный металл (основной и присадочный) самопроизвольно сливается, образуя общую сварочную ванну, в которой атомы жидкого металла вступают в прочное соединение друг с другом и после затвердевания металла образуют сварной шов. Взаимному сцеплению атомов способствует их большая подвижность при высоких температурах сварочной ванны.
В современной классификации сварки различают
- вид
- способ
- метод сварки
Вид сварки – объединяет группу сварочных процессов, в которых используется один и тот же источник теплоты для нагрева и расплавления металла. Так, например, в группе сварки давлением различают следующие виды сварки – электрическую контактную (сопротивлением), газопрессовую, кузнечную и т.д. В группе сварки плавлением – газовую, электродуговую, шлаковую и др.
Способ сварки – объединяет варианты данного вида сварки, отличающиеся друг от друга принципиальными изменениями условий ведения процессов. Так, например, при электрической сварке давлением применяют следующие способы сварки – стыковой, точечный, шовный. При электрической дуговой сварке плавлением используется также различные способы, а именно:
- по свойствам электродов – плавящимся (металлическим) или неплавящимся (угольным, вольфрамовым) электродом;
- по степени механизации – ручная, полуавтоматическая и автоматическая;
- по роду защиты дуги от окружающего воздуха – электродами с тонкими (стабилизирующими) покрытиями, электродами с толстыми (качественными) покрытиями, под флюсом, в защитных газах, с комбинированной защитой (покрытие и защитный газ), в контролируемой атмосфере и в вакууме;
- по виду дуги – свободно горящей и сжатой (плазменной), прямого и косвенного действия.
Метод сварки – означает разновидность данного способа сварки, отличающуюся непринципиальными изменениями процесса, например, при дуговой сварке – числом электродов.
Существующие сварочные процессы иногда классифицируют также по видам используемой энергии. В этом случае различают следующие виды сварки – прессовую («холодную») сварку (только осадочным давлением), механическую (трением), химическую (газовая, термитная, взрывом) и электрическую (дуговая, электрошлаковая, контактная, плазменной дугой, электронным лучом).
К электрической условно можно отнести сварку ультразвуком и лазерную, при которых электрическая энергия через специальные устройства преобразуется в тепловую, используемую для нагрева металла при сварке.
При плазменной сварке (сжатой дугой) используется не только тепло столба дуги, но и дополнительное тепло, выделяющееся при превращении (рекомендации) ионов газового столба дуги в атомы и молекулы в момент соприкосновения их со свариваемым металлом.
Виды и способы сварки плавлением
Виды и способы сварки с применением давления
Литература: И.И.Соколов, Газовая сварка и резка металлов. Изд. «Высшая школа», м., 1978. Д.Л.Глизманенко, Сварка и резка металлов. Изд. «Высшая школа«, М., 1975. А.Р.Кортес, Сварка, резка, пайка металлов. М.: ООО «Арфа СВ«, 1999.
Вверх
www.lswr.ru