Как варить нержавейку электросваркой в домашних условиях. Варим нержавейку инвертором
Как сварить нержавейку инвертором в домашних условиях — Elfterra.ru
Содержание статьи:
В данной статье рассмотрены основные вопросы, задаваемые начинающими сварщиками, по сварке коррозионостойких сталей и даны ответы на них.
Варите нержавейку легко и с удовольствием ручной дуговой сваркой покрытым электродом, неплавящимся вольфрамовым электродом в среде защитных газов и, конечно же полуавтоматическим инвертором плавящимся электродом!
Варит ли инвертор нержавеющую сталь? Вчера решил испытать судьбу. Взял круглый бак от стиралки и отправился к знакомому у которого есть инвертор. Варить пытался электродом для нержавейки, диаметром 3 мм. Дуга скачет, невозможно работать. Если добавить ток, дуга обрывается. В баке прожоги металла.
Сварочный инвертор аврора
Для сварки коррозионостойких сталей нужен инвертор со встроенным осциллятором или с «хорошо выпрямленным» током. В паспорте, который прилагается к инвертору, обычно указывается на какие металлы он рассчитан. Но даже если вы не найдете в паспорте требуемую информацию, всегда можно выяснить все возможности аппарата в специализированном магазине.
Лучше всего подходит аргонодуговая сварка (в частности, популярностью пользуется сварочник Aurora PRO INTER TIG 200 PULSE). АДС позволяет выполнять качественные швы на тонкостенных листах и деталях (трубах, например). Соединить же тонкий лист (до 3 …5 мм) ручной дуговой сваркой и получить качественный шов – это задача непростая.
Металлы, устойчивые к коррозии обычно содержат много хрома, а он, в свою очередь, образует с кислородом воздуха оксиды, что зачастую приводит к растрескиванию шва во времени. Образуется окалина. Поэтому важно, выполняя тонкие работы с изделиями, к которым предъявляются высокие требования, производить поддув аргоном обратной стороны шва.
Для работы штучным электродом с флюсующей обмазкой необходим опыт. Нужно поиграться с полярностью, а не просто работать по инструкции. С толстостенными изделиями, как уже говорилось выше, обычно не возникает проблем. Но так ли много изделий или конструкций из толстой нержавейки вы знаете? Правильно, все, что встречается – относительно тонкостенное, до 5 мм толщиной в сечении.
Когда варят тонкостенную нерж, приходится уже выкручиваться:
- Токи нужно устанавливать как можно меньше, дугу держать как можно короче.
- Дуга зажигается в стороне, а затем постепенно подводится к свариваемой кромке.
- Обращайте внимание на подключение клеммы заземления, в ее направлении будет действовать дутье дуги.
Что касается прожогов, для толщин в 1 мм нужен электрод более тонкий, чем 3 мм. Для поджига трехмиллиметрового электрода нужен ток, который моментально прожжет тонкий лист. Электродом «тройка» сваривать и «черные» металлы непросто, а по нержавейке, да еще для того, чтобы учиться, нужно брать электрод 2 или 1,6 мм
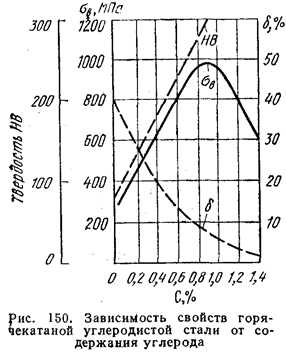
Лучше всего сваривается нержавейка с пониженным содержанием углерода. В связи с тем, что стали с высоким содержанием хрома склонны к концентрации напряжений, которые на порядок превышают аналогичные напряжения в углеродистой стали, нужно избегать перепадов температур.
Рекомендуется предварительный подогрев до 200 -350 градусов Цельсия.
Основные особенности,о которых нужно знать:
- Коррозионостойкие металлы имеют крайне низкий показатель теплопроводности. Это означает , что тепло передается в окружающее воздушное пространство медленно, а скорость образования сварочной ванны увеличивается. По этой причине сварку выполняют на низких токах. Если для углеродистой стали определенной толщины вам необходимо было установить на своем аппарате 80А, то для аналогичной нержавейки вам потребуется 60А. Силу тока в среднем снижают на 25%.
- линейные размеры при нагреве испытывают существенные изменения, тому причиной немалое значение коэффициента термического расширения. Следствие — большие поводки деталей. Если речь идет о сварке толстостенных деталей в стык без зазора — гарантировано такое соединение потрещит. Причиной тому высокие напряжения такого соединения, которые возникают из-за неравномерного расширения металла. Сварку встык при больших толщинах производите с зазором.
- Большое количество легирующих элементов увеличивает электрическое сопротивление, поэтому при ММА работают электродами не более 350 мм в длину.
- Строго соблюдайте режимы термообработки, рекомендуемые для той или иной марки , из-за склонности к возникновению межкристаллитной коррозии.
Электроды ММА для нержавеющих сталей
В гараже стоит инвертор для РДС (ММА). Есть работа по сварке нержавеющей стали. Подскажите, какие электроды подходят для такой работы, какие не подходят. Какие «подводные камни» сварки теми или иными электродами?
Выбор электродов для нержавейки, действительно, требует надлежащего подхода. Благо, ассортимент их довольно широкий. Наилучшими для коррозиестойких сталей на сегодняшний день являются электроды ОК61.30. Выпускаются они шведской компанией ESAB и успешно используются при сварке 12Х18Н10, 12Х18Н10Т, 08Х18Н10 и т.д. ОК61.30 с рутиловым покрытием имеют легкий поджиг, держат уверено дугу, обеспечивают оптимальный прогрев, т.е. очень хорошо проявляют себя. Шлак отлично отделяется.
Отечественные электроды в основном идут с базисным покрытием. Они довольно капризны и требуют от сварщика определенного мастерства (имеют склонность к залипанию, при поджиге дуги нередко происходит отслоение покрытия, могут внезапно прекратить работать), но выполненный ими шов обеспечивает высокие коррозионные свойства. В продаже часто встречаются марки ЦЛ-11, либо ОЗЛ-8.
Как правильно варить ЦЛ-11?
Как и ESAB ОК61.30 электроды ЦЛ-11 изготовлены для конструкций ответственного назначения из сталей, содержащих Cr и Ni, типа 12Х18Н10Т, 12Х18Н12Б и т.п., которые будут работать в непростых условиях, когда к ним предъявляют большие требования. Швы, полученные ЦЛ-11 имеют высокую стойкость к образованию коррозии между кристаллами.
Перед сварочными работами детали зачищают крацовочной щеткой до металлического блеска, удаляют грязь, масло, коррозию, которая несмотря на то, что нержавейка, может проявлять себя. Дугу нужно стараться поддерживать как можно короче, шов формировать неширокими валиками. Для электродов до 4 мм используют ток DC и обратную полярность. Варят в любых положениях кроме «от потолка к полу». Если диаметр четыре миллиметра и более – возникают сложности с прохождением швов на потолке и по вертикали.
Благодаря малому содержанию «вредных элементов» и небольшому газообразованию ЦЛ-11 дает шов устойчивый к обычной коррозии и между кристаллами.
В случае, если электроды долгое время провалялись в сыром помещении и набрали влаги, требуется термообработка около 200 градусов Цельсия в течении часа.
Временное сопротивление разрыву, более 540Н/мм2
Относительное удлинение, более 20%
Ударная вязкость более 80 Дж/см2
Аналоги ОЗЛ-7;-8, ESAB OK61.85, ОК61.30
Какой газ применяют для защиты шва?
Вольфрамовым электродом удобно варить тонкостенные листы. Швы качественные. Защита ванны — аргон 100%. Ничего другого для вольфрама придумывать не нужно. Единственный недостаток — низкий КПД по сравнению с полуавтоматической сваркой, потому что сварочную проволоку приходится держать левой рукой, подавая в сварочную ванну.
Сам сварке только учусь. Расскажите о сварке нержавейки полуавтоматом. Какой газ лучше применять для нее?
По всем теоретическим канонам сварку нержавейки производят в аргоне. Но на практике получается не совсем так, а точнее, немножко по — другому. При сварке в аргоне сварщики жалуются на большое разбрызгивание металла, нестабильную дугу. Не будем углубляться в возможные причины того, почему так происходит. Например, при сварке алюминия нужно использовать только аргон высокой чистоты (высокоочищенный), иначе возникают аналогичные проблемы, шов получается с раковинами, дефектами, в окалине, сварка затруднена. Таким образом для сварки нержавейки нужно использовать высокочистый аргон, но на практике готовят смесь аргона и углекислоты в соотношении 95-98% к 2-5%. Во всяком случае все промышленные работы проводят в такой среде. Допускается заменить углекислоту на чистый кислород в некоторых случаях.
Варить в 100% углекислоте не рекомендуется, хотя жажда опытов толкает сварщиков на разнообразные эксперименты заканчиваются они снижением коррозионной стойкости шва. Углекислота лучше всего подходит для «черных» сталей (то бишь низко- и среднеуглеродистых), по какой причине, читайте в статье «Защита сварочной ванны»
Читайте на сайте статью:
Сварка алюминия — инструкция, аппарат, проволока, газ
Теперь о технологии. Практикуют 3 способа:
• Сварка короткой дугой – позволяет избежать проплавление металла при соединении тонких листов
• Струйный перенос – лучше всего использовать порошковую проволоку без газа
• Импульсный режим (присадочный материал подается порционно каплями малой величины) — наилучший способ, позволяет практически полностью избавиться от брызг и уменьшить расход проволоки.
Здравствуйте! Трудность в следующем: не выходит настроить скорость подачи проволоки полуавтомата. Свариваю нержавейку. Защитная среда углекислота. Шов получается низкокачественный, дугу рвет. При поджиге дуги проволока сгорает до горелки. Как настроить полуавтомат?
Трудность возникла из-за неправильно подобранных режимов сварки. При подборе режимов ориентируйтесь на 2 основных параметра: с какой скоростью подается проволока и каково напряжение на источнике питания.
Сначала выбирается с какой скоростью будет подаваться проволока. Выбирается скорость исходя из толщины изделия. Так же скорость связана с током. Чем скорость подачи выше, тем больше ток. Под скорость проволоки выставляют требуемое напряжение. Если напряжение низкое – поджиг дуги затруднен, при высоком напряжении проволока быстро сгорает до токопроводящей части и дуга обрывается.
Вам необходимо верно подобрать соотношение параметров скорости и напряжения. Только в таком случае вы получите шов, который будет соответствовать критериям качества.
Похожее
Добавить комментарий Отменить ответ
Для отправки комментария вам необходимо авторизоваться.
Cтоит ли ПОКУПАТЬ, отзывы сварщиков:
Нержавеющая хромоникелевая сталь найдется в хозяйстве домашнего мастера. К сожалению, иногда требуется отремонтировать нужную вещь или сделать новую из н/ж.
Как происходит сварка нержавейки инвертором? Нюансы технологии освещены в статье.
Маркировка сталей и подготовка поверхностей
В Европе, Америке и России получили распространение 4 марки. В разных странах, стали имеют отличительную маркировку. Соответствие марок по странам вы найдете в таблице.

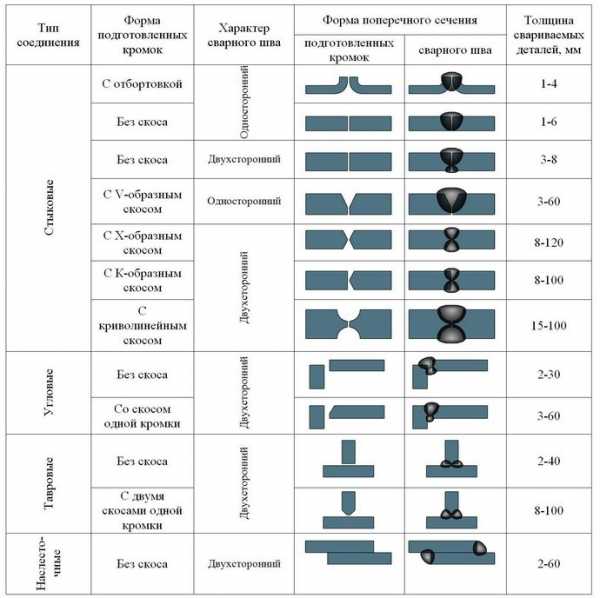
Сварка нержавейки в домашних условиях инвертором выполняется только после зачистки и разделки кромок в случае необходимости.
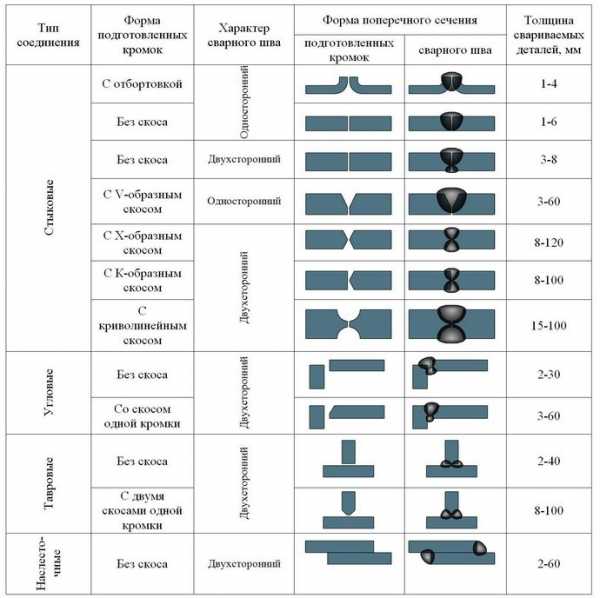
Заготовки зачищаются специальной щеткой. Разделка фасок выбирается от вида соединения и толщины свариваемых металлических изделий.
Хромоникелевые сплавы — пластичны, не нуждаются в подогреве при сварке, неплохо свариваются. Но, имеют особенность при соединении, в виде:
- межкристаллитной коррозии;
- горячих трещин в соединениях.
Как инвертором варить нержавейку
При сварке в домашних условиях нужно придерживаться ряд правил:
- не нагревать заготовку и место шва свыше 150 градусов;
- соединение производить на малых токах с высокой скоростью, без колебательных движений короткой дугой;
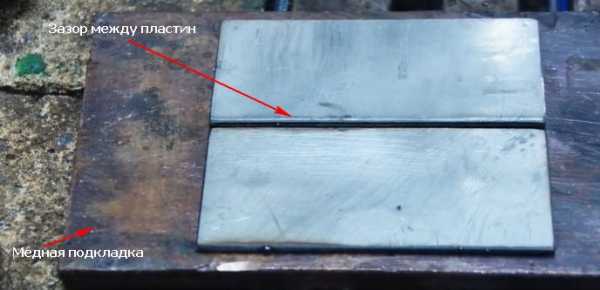
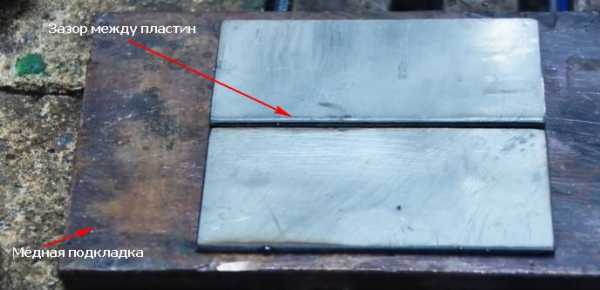
- для теплоотвода под заготовки подкладывать медные пластины;
- толстые металлы с разделкой сваривать многопроходным соединением.
Электросварка нержавейки инвертором выполняется электродами специально предусмотренными для таких сплавов. В этой статье, рассказывается о марках плавящихся стержней для нержавеющей стали.
После сварки, место шва зачищается щеткой и обрабатывается специальной пастой с антикоррозионными свойствами.
Как правильно сваривать нержавейку инвертором? Электроды согласно инструкции на упаковке прокалывают в печи. Металл толщиной до 3 мм соединяют без разделки. Заготовки кладут с зазором 1-2 мм между собой на медную пластину для теплоотвода, тщательно зачищают щеткой.
На инверторном аппарате для электродов диаметром 3 мм выставляют ток 80 А и не спеша начинают сварочный процесс.
Чтобы соединение получилось без дефектов, сварка выполняется короткой дугой без поперечных колебательных движений. После отбития шлака и зачистки шва, на зону провара накладывается травильная паста на 20-30 минут для восстановления коррозийных свойств металла. По истечению времени, остатки пасты смываются проточной водой.
Видео: как пользоваться травильной пастой.
P.S. Cварка инвертором нержавейки для начинающих таит в себе нюансы. Новичку с первого раза тяжело справится с хромоникелевыми сплавами. Нужен навык, без метода проб и ошибок не обойтись.
С толстостенной нержавейкой справиться легче, чем с тонкой. Для тонких металлов подбирается более малый сварочный ток и правильный диаметр электрода. Тренируйте твердую руку сварщика и привыкайте к сварочному аппарату.
Видео: разделка трубы и сварка электродом 2 мм.
Варить нержавейку инвертором довольно сложно. Такая работа требует от мастера определенных навыков и знания основных параметров, оказывающих непосредственное воздействие на процесс сварки. Лишь в полной мере разобравшись с основными нюансами, можно рассчитывать на получение хорошего результата необходимого качества.
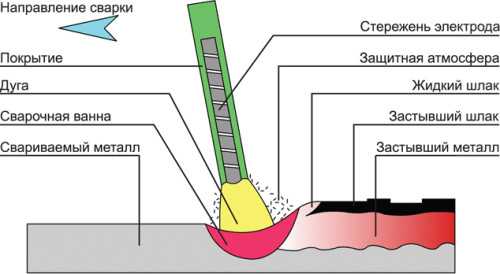
Схема инверторной сварки.
Основные особенности варки нержавеющей стали
В соответствии с общепринятой классификацией нержавеющая сталь относится к классу высоколегированных сталей. Легирующим элементом в ее составе выступает хром. На его долю приходится порядка 20%. Наряду с хромом состав нержавейки может включать титан, молибден, никель и прочие элементы. Благодаря включению в состав дополнительных элементов изменяются свойства основного материала. В случае с нержавейкой он становится, прежде всего, устойчивым к воздействию коррозии.
Прежде чем учиться варить нержавейку, нужно изучить основные характеристики этого высоколегированного материала. К числу главных свойств относятся следующие показатели:
Таблица характеристик нержавеющей стали.
- Теплопроводность. Высоколегированные стали характеризуются примерно в 2 раза более низкой теплопроводностью, если сравнивать с низкоуглеродистыми материалами. Ввиду этого, варить нержавейку нужно обязательно на пониженном токе. Обычно ток уменьшают на 20%.
- Коэффициент линейного расширения. Нержавейка по этому показателю существенно превосходит большинство других распространенных металлов. Данное требование обуславливает необходимость создания между толстыми деталями такого зазора, которого было бы достаточно для исключения деформации. Когда вы начнете самостоятельно варить нержавейку, вы заметите, что процесс расширения деталей неравномерный. И это нужно обязательно учитывать.
- Межкристаллическая коррозия. Это особенность высокохромистых сталей, заключающаяся в том, что их антикоррозионные показатели могут снижаться. Проблема в том, что когда мастер начинает варить нержавейку, края металлических зерен покрываются карбидом железа и хрома, из-за чего структура металла начинает повреждаться коррозией. Для борьбы с данным явлением используются разнообразные способы. Чаще всего применяется метод быстрого охлаждения места сварки, что позволяет избежать снижения стойкости к коррозии.
Какие виды сварки используются?
Варить нержавейку можно с использованием методов:
- Ручной дуговой сварки.
- Аргонодуговой сварки.
- Полуавтоматической сварки.
Схема ручной дуговой сварки.
Ручная дуговая сварка выполняется с применением электродов 2 основных типов: с основным покрытием и рутиловым покрытием. Электродами с основным покрытием варить нержавейку можно исключительно на обратном постоянном токе. Роль основного покрытия в большинстве случаев выполняют карбонаты магния и кальция. Рутиловое же покрытие чаще всего представлено двуокисью титана. Такие электроды успешно применяются как на обратном постоянном токе, так и при переменных значениях тока. Второй тип электродов обеспечивает более стабильную дугу и снижает разбрызгивание металла в процессе сварки нержавейки, потому является более предпочтительным.
Обоими электродами можно варить нержавейку в любых пространственных положениях. Согласно наблюдениям сварщиков, рутиловые электроды лучше всего показывают себя при варке в нижнем положении.
Аргонодуговая сварка преимущественно используется при необходимости сварного соединения тонколистовой нержавейки. Чаще всего для защиты применяется чистый аргон. Автоматическая сварка в некоторых ситуациях ведется с использованием аргонно-гелиевой смеси. Варить нержавейку в среде аргона можно без присадочной проволоки либо же с ней, автоматически и вручную.
Полуавтоматическая сварка нержавейки используется при необходимости соединения толстых материалов. Высокая скорость работы позволяет существенно повысить производительность. Для защиты используется аргон с небольшим (обычно 2%) добавлением углекислого газа. Последний компонент можно заменять кислородом. Благодаря кислороду повышается смачиваемость краев шва сварки.
Схема сварочного инверторного полуавтомата.
Полуавтоматическая сварка может вестись по следующим технологиям:
- С применением короткой дуги.
- Со струйным переносом.
- Импульсно.
Сварка нержавейки короткой дугой подходит для соединения тонких листов металла. Струйный перенос более предпочтителен при необходимости сварки толстых изделий. Среди несомненных преимуществ импульсной сварки можно выделить наибольшую, по сравнению с прочими рассмотренными, управляемость процессом. Происходит импульсная подача металла сварочной проволоки. За каждый импульс выдается одна капля. Это позволяет уменьшить средний ток горения дуги, вместе с ним снижается тепловложение, что имеет довольно существенное значение при сварке нержавеющей стали. Зона термического воздействия уменьшается.
Помимо этого, при использовании импульсной сварки почти нет брызг. Это дает возможность существенно снизить расход сварочных материалов, что весьма актуально, т.к. проволока для варки нержавейки стоит достаточно дорого. Дополнительно повышается производительность благодаря уменьшению времени на зачистку сварочных швов.
Какие электроды использовать?
Таблица видов электродов.
При необходимости варить нержавейку чаще всего используют хорошо известные российским сварщикам электроды ОЗЛ-6 и ОЗЛ-8. Они широко распространены и продаются по относительно доступной стоимости, так что вы сможете приобрести их в любом магазине оборудования и комплектующих для сварки. Часто используются электроды ОК 46.00, МР-3 и пр. Использование последних двух электродов делает процесс сварки нержавеющих изделий максимально комфортным и качественным. Поэтому при необходимости получения высококачественного красивого шва рекомендуется покупать и использовать именно эти электроды.
Важно знать, что электроды для сварки нержавейки не только очень удобные, но могут быть и опасными. Когда процесс сварки завершается и сварочный шов начинает остывать, от него отскакивают очень горячие шлаки. Это очень удобно, но требует некоторой осторожности. Вам не придется самостоятельно избавляться от шлаков, а все меры предосторожности сводятся к тому, что вы попросту не должны находиться рядом с изделием в процессе такой его самоочистки. Находитесь на таком расстоянии, которое не сможет преодолеть отскакивающий шлак. Ни в коем случае не пренебрегайте мерами безопасности при выполнении сварочных работ. Это чревато получением травм органов зрения и сильными ожогами.
Упомянутые электроды позволяют варить нержавейку на обратном токе. Лучший результат, как показывает практика, достигается при варке в нижнем положении шва. Такому положению шва сварщики отдают предпочтение по той же причине самостоятельного отскакивания шлака при остывании. Но если вариантов нет, обязательно используйте несколько защитных методов.
Схема процесса аргонодуговой сварки неплавящимся электродом.
Во-первых, вам обязательно нужно надеть маску сварщика. Во-вторых, работать можно исключительно с использованием качественного держателя электродов, обеспечивающего надежную защиту рук. Работа должна вестись в качественной плотной и прочной ткани. При наличии всего необходимого снаряжения вы сможете безопасно варить нержавейку в любом пространственном положении. Но даже при «полном обмундировании» все равно рекомендуется отходить от места работы на время отскакивания шлака, т.к. даже самое надежное снаряжение не гарантирует абсолютной защиты.
Для самостоятельной сварки нержавейки инвертором вам понадобится следующее:
- Непосредственно агрегат для сварки.
- Электроды и проволока.
- Растворитель.
- Стальная щетка.
- Защитный костюм, перчатки, маска.
Пошаговая инструкция по сварке
Прежде чем приступать к сварке изделий из нержавеющей стали, нужно уделить должное внимание предварительной обработке и подготовке поверхностей к предстоящей работе. Предварительная обработка нержавейки такая же, как и в случае с низкоуглеродистыми сталями. Отличие лишь в том, что сварной стык должен иметь зазор, способный обеспечить свободную усадку. Кромки и поверхности нужно обработать при помощи обыкновенной стальной щетки и промыть растворителем. В качестве растворителя обычно используют ацетон либо бензин. Такая обработка позволяет избавиться от жира, наличие которого приводит к ухудшению устойчивости дуги.
В домашних условиях обычный инвертор и покрытые электроды позволяют получать сварные соединения приемлемого качества. Если к работе выдвигаются особые требования, придется приобрести сварочный аппарат со специальным режимом для сварки нержавейки. Электроды для сварки рекомендуется индивидуально определять в соответствии с ГОСТом. Для этого нужно знать марку нержавейки. Или же можете использовать упоминавшиеся ранее электроды.
Схема полуавтоматической сварки.
Нержавейка варится на токе обратной полярности. При выполнении работы мастер должен стараться меньше проплавлять шов. Электроды большого диаметра обычно не используются. Необходимость их применения возникает только при сваривании толстых поверхностей.
Ранее отмечалось, что при варке нержавейки ток должен быть на 20% ниже, чем для варки низколегированных сталей. Если ток будет выше, чем требуется, то на фоне высокого сопротивления и низкой теплопроводности куски покрытия электродов начнут отваливаться. По этим же причинам при варке нержавейки электроды будут плавиться с более высокой скоростью, чем при работе с низкоуглеродистыми сталями. Для начинающих сварщиков это зачастую становится сюрпризом. Но теперь вы подготовлены и знаете о такой особенности процесса.
После того как шов будет полностью готов, необходимо выполнить процедуру охлаждения. Она поспособствует сохранению устойчивости материала к воздействию коррозии. Охлаждение выполняется с использованием медных прокладок. В случае с аустенитной сталью допустимо охлаждение с применением воды.
Финишная обработка сварных швов
Таким образом, сварка нержавеющей стали требует от исполнителя определенного опыта и навыков. При их отсутствии сразу рассчитывать на хороший результат не приходится. Но после некоторых тренировок вы сможете получать соединения хорошего качества. Конечно же, при наличии условий для сварки аргоном работа пойдет гораздо быстрее и проще, но даже инвертор с прямым током позволяет добиваться хороших результатов.
Главной характеристикой сварного шва нержавеющей стали является его герметичность. Особенности теплопроводности материала приводят к образованию пор и раковин в сварном шве. Они появляются по причине вскипания металла. Для его предотвращения нужно использовать электроды, специально предназначенные для сварки нержавейки.
Чаще всего изделия из нержавеющего металла используются в пищевой промышленности, фармацевтике и домашних условиях. Сфера применения накладывает свои требования к финишной обработке шва.
Если он должен иметь привлекательный внешний вид, выполняется обязательная зачистка и полировка с помощью абразивов на алюминиевой либо циркониевой основе.
Такая обработка исключает необходимость дополнительного санитарного ухода.
Таким образом, при самостоятельной сварке нержавейки нужно учитывать ряд важнейших нюансов, игнорирование которых приведет к невозможности получения требуемого результата. Действуйте по инструкции и все получится. Удачной вам работы!
Александр Евгеньевич Власов
Отличается. Нержу варить намного труднее чем черный метал в любом случае — выгорают легирующие примеси, нержа хуже проводит тепло(и потому в сварочной.
Нет, тут все верно, Сергей, есть еще и WC, WZ, WY и т.д.
1,5 м от мангала. со временем копоть будет на деревянной крыше беседки.
Основные дефекты сварочных швов
Как резать металл автогеном?
Как сварить ворота на гараж своими руками?
Как своими руками паять латунь
Как варить тонкий металл электродом: основные методы сварки
elfterra.ru
Приварить сталь к нержавейке. Как варить нержавейку инвертором. Нюансы технологии
Нержавеющая хромоникелевая сталь найдется в хозяйстве домашнего мастера. К сожалению, иногда требуется отремонтировать нужную вещь или сделать новую из н/ж.
Как происходит сварка нержавейки инвертором? Нюансы технологии освещены в статье.
В Европе, Америке и России получили распространение 4 марки. В разных странах, стали имеют отличительную маркировку. Соответствие марок по странам вы найдете в таблице.
Сварка нержавейки в домашних условиях выполняется только после зачистки и разделки кромок в случае необходимости.
Заготовки зачищаются специальной щеткой. Разделка фасок выбирается от вида соединения и толщины свариваемых металлических изделий.
Хромоникелевые сплавы — пластичны, не нуждаются в подогреве при сварке, неплохо свариваются. Но, имеют особенность при соединении, в виде:
- межкристаллитной коррозии;
- горячих трещин в соединениях.
Как инвертором варить нержавейку
При сварке в домашних условиях нужно придерживаться ряд правил:
- не нагревать заготовку и место шва свыше 150 градусов;
- соединение производить на малых токах с высокой скоростью, без колебательных движений короткой дугой;
- для теплоотвода под заготовки подкладывать медные пластины;
- толстые металлы с разделкой сваривать многопроходным соединением.
После сварки, место шва зачищается щеткой и обрабатывается специальной пастой с антикоррозионными свойствами.
Как правильно сваривать нержавейку инвертором? Электроды согласно инструкции на упаковке прокалывают в печи. Металл толщиной до 3 мм соединяют без разделки. Заготовки кладут с зазором 1-2 мм между собой на медную пластину для теплоотвода, тщательно зачищают щеткой.
На инверторном аппарате для электродов диаметром 3 мм выставляют ток 80 А и не спеша начинают сварочный процесс.
Чтобы соединение получилось без дефектов, сварка выполняется короткой дугой без поперечных колебательных движений. После отбития шлака и зачистки шва, на зону провара накладывается травильная паста на 20-30 минут для восстановления коррозийных свойств металла. По истечению времени, остатки пасты смываются проточной водой.
Видео: как пользоваться травильной пастой.
P.S. Cварка инвертором нержавейки для начинающих таит в себе нюансы. Новичку с первого раза тяжело справится с хромоникелевыми сплавами. Нужен навык, без метода проб и ошибок не обойтись.
С толстостенной нержавейкой справиться легче, чем с тонкой. Для тонких металлов подбирается более малый сварочный ток и правильный диаметр электрода. Тренируйте твердую руку сварщика и привыкайте к .
Видео: разделка трубы и сварка электродом 2 мм.
Можно ли варить инвертором Ресанта нержавейку
Отзыв от дяди Васи :
Сварил своими руками печку в баньку . Металл толщиной 2 и 7 мм. Работал электродами ЦЛ 11, диаметром 3 мм. Ток выставлял 80-90 А. Инвертор работал хорошо. Пробовал 2 мм электродами, когда тройка кончилась, не понравилось. Двойка сгорает быстро, годится только для тонкого металла или прихваток.
Сергей, любитель :
Я варил Ресантой металл толщиной 4 мм, электроды ЦЛ 11. Сварить нержавейку красиво трудно, но можно, надо привыкнуть к плавлению и жидкотекучести хромоникелевых сплавов.
P.S. Попробуйте разные марки электродов, поиграйтесь настройками сварочного тока, побалуйтесь полярностью инвертора и нержавеющая сталь покорится вам. Удачи!
Нержавеющую сталь в соответствии с классификацией принадлежит к высоколегированным сталям, стойким к коррозии. Главной легирующей составляющей в них служит хром. Помимо него в химическом составе нержавейки присутствуют другие элементы, также способные влиять на ее физические и механические характеристики. Чаще всего это никель, марганец, молибден и титан. Благодаря хорошим показателям прочности и антикоррозионной стойкости данных сплавов сварка нержавейки массово применяется при изготовлении бытовых предметов и промышленного оборудования.
На показатели свариваемости у нержавеющих сталей оказывают влияние многие ее свойства. Так, пониженная теплопроводность из-за концентрированной теплоты увеличивает степень проплавления свариваемого металла. Высокие коэффициенты линейного расширения оказывают влияние на литейную усадку, что значительно усиливает деформацию материала во время и по завершении сварки нержавейки инвертором. При этом могут образовываться трещины, когда между соединяемыми заготовками большой толщины нет должных зазоров.
При повышенном электрическом сопротивлении усиленно нагреваются стальные электроды, а те, что содержат хромоникелевый стержень, во избежание негативного эффекта должны быть не длиннее 35 см. Следует также учитывать склонность нержавеющих сталей с высоким содержанием хрома утрачивать свою антикоррозионную стойкость при неподходящем режиме термообработки. Во избежание этого применяют быстрое охлаждение места сварки нержавейки электродом для достижения меньших потерь коррозионной стойкости. Выбор способа охлаждения зависит от видов сталей.
Сварка нержавейки полуавтоматом
Из различных способов сваривания нержавеющих сталей чаще всего применяют три. Это сварка нержавейки полуавтоматом с помощью такой же электродной проволоки, способ сварки электродами с покрытием, а также выполняемая в защитной аргоновой среде сварка электродом из вольфрама.
Выбор способа и режимов сварки для каждого конкретного случая происходит с учетом марки, механических свойств и коррозионных качеств стали. Причем следует принимать во внимание склонность к растрескиванию, как основного металла, так и используемого для сварки, поскольку в ходе нагрева в них происходят структурные изменения, влияющие на формирование соединения. Эти преобразования не только осуществляются в ходе плавления при сварке нержавейки с черным металлом, но и продолжаются во время охлаждения и застывания металла шва. Выбор режимов термической обработки должен обеспечивать необходимую устойчивость к коррозии, ожидаемую от соединения.
Для подготовки деталей из нержавеющих сталей под сварку, их кромки обрабатывают почти так же, как и изделия, выполненные из низкоуглеродистых сталей. Отличие только одно: стыковые зазоры в соединениях должны способствовать хорошей усадке производимых швов. Области кромок, подлежащих свариванию, качественно зачищаются металлическими щетками с последующим их промыванием ацетоновым либо бензиновым составом. Это поможет исключить жир, способный содействовать порообразованию в швах и влиять на стойкость горения дуги.
Сварка нержавейки с использованием электродов
Технология сварки нержавейки с помощью покрытых электродов ручным способом способствует получению швов должного качества. Когда образование сварного соединения не требует специальных условий, то этот метод наиболее оптимальный для сваривания нержавеющих сталей. С учетом марки стали согласно ГОСТу выбирают тип электродов с наиболее оптимальным химическим составом. Выбранный электрод должен соответствовать основным рабочим показателям свариваемой конструкции в части механических характеристик, стойкости к коррозии, а в отдельных случаях и жаростойкости.
Чаще всего с
netrs.ru
Сварка нержавейки инвертором в домашних условиях своими руками
Сварка нержавейки инвертором является достаточно сложным процессом, который далеко не у всех получается с первого раза. Маcтер должен обладать определенными навыками, чтобы получился качественный результат. Во многих случаях все может закончиться, даже без зажигания нормальной дуги. В домашних условиях, где имеется техническая ограниченность, все становится еще сложнее. Трудности возникают даже при использовании газовой сварки, в которой все процессы происходят в три раза медленнее, чем при использовании инвертора.

Сварка нержавейки инвертором
Основная проблема касается текучести материала, так как при образовании сварочной ванны консистенция металла больше похожа на воду, чем не тягучее вещество. Таким образом, очень сложно сделать чешуйчатую структуру шва, которая является лучшим вариантом для надежного соединения, и качество сцепления заметно снижается. При создании потолочных и вертикальных швов все становится еще более сложным, так как расплавленный металл просто стекает вниз.
Сварочный инвертор
Качественная электросварка нержавейки инвертором предполагает подбор соответствующего аппарата. Сварочный инвертор выступает в качестве источника электропитания для образования дуги. Аппарат должен стабильно работать, чтобы питание было постоянным и не меняло свои параметры во время процесса. Также должен быть удобный выбор настроек, который поможет подобрать правильное напряжение и силу тока для конкретного случая. От этого же зависит и электродами какого максимального диаметра можно будет пользоваться.

Инверторный сварочный аппарат
Не стоит забывать о легком поджиге, так как с этой операции начинается процесс и аппарат должен обеспечить необходимые условия. Чем мощнее техника, тем большие она имеет размеры, а также может работать с более толстыми металлами. В последнее время для частного использования очень популярными стали компактные инверторы. Они также обладают высоким коэффициентом полезного действия.
Принцип действия инвертора
Чтобы сварка инвертором нержавеющей стали прошла максимально качественно, нужно разобраться в принципе действия аппарата. К счастью, здесь он достаточно простой. Инвертор подключается в электрическую сеть, откуда ток подается на его выпрямитель. Из сети, как правило, поступает переменный ток, но после прохода через выпрямитель получается постоянный, но большой частоты. Это влияет на работу сварочной дуги, которая при постоянном токе становится более удобной для сварки, так как повышается ее стабильность. При работе с нержавейкой даже относительно небольшие аппараты оказываются эффективными, так как она обладает меньшей температурой плавления.
Выбор инвертора
Сварка нержавейки инвертором в домашних условиях требует правильного подбора аппарата. Одним из главных факторов является максимальная мощность, так как от нее зависит диапазон выполняемых работ. Чем больше мощность, тем на большую толщину заготовки можно проварить металл. Для домашних условий может оказаться важным и компактность, что также будет полезно и для высотных работ.
При работе с нержавейкой важна тонкая регулировка каждого параметра, чтобы подобрать действительно правильный режим работы без каких-либо погрешностей.
«Обратите внимание! Желательно, чтобы на инверторе была хорошая дополнительная вентиляция, так как даже при работе на открытых пространствах естественной далеко не всегда хватает.»
При этом стоит выбрать модель с автоматическим выключением, когда аппарата начнет перегреваться. Это существенно увеличит срок эксплуатации и убережет от преждевременных поломок. Наличие дополнительных режимов также будет не лишним.
Свойства нержавейки
Сварка нержавеющей стали инвертором предполагает учет всех свойств данного металла. Они достаточно капризны и среди них можно выделить основные:
- Коэффициент линейного расширения – данный параметр значительно превышает аналогичные показатели у других металлов. Чтобы сварка была качественной, следует обеспечить достаточно хороший зазор при соединении толстых деталей. Это поможет избежать деформации, так как расширение происходит сильно неравномерно.
- Теплопроводность – она примерно в два раза ниже, чем у сталей с низким содержанием углерода. По этой причине для сварки нужно использовать более низкие параметры тока, что составляет на 20% меньше от нормы.
- Устойчивость состава при температурной обработке – при высоком содержании хрома металл может терять антикоррозийные свойства. Чтоб избежать этого, места сварки стараются сразу охладить, чтобы не произошло изменений.
Все это регламентируется по ГОСТ 5632-72.
Свариваемость нержавейки
Сварка нержавейки инвертором не зря относится к сложным процессам, так как сам материал достаточно плохо сваривается. Здесь обязательно должен использоваться электрод из такой же по составу стали. Для обеспечения максимально качественного результата необходимо использование дополнительного флюса и следует контролировать, чтобы покрытие электрода было в нормальном состоянии.

Процесс сварки нержавейки инвертором
Особенно сложно металл ведет себя при потолочной сварке, так как он быстро растекается и велика вероятность, что все просто слетит вниз. Даже после окончания сварки могут возникнуть проблемы, которые касаются деформации и потери свойств стойкости к коррозии.
Какие электроды использовать?
Когда совершается сварка нержавейки ГОСТ 16037 80, то следует правильно подобрать расходные материалы. Среди отечественных марок электродов особой популярностью пользуются ОЗЛ-8 и ОЗЛ-6. Это распространенные и доступные всем модели.

Сварочные электроды марки ОЗЛ
Также используются и электроды ОК-46 и МР-3, которые делают процесс сваривания более удобным, что повышает его качество. Данные модели могут работать как на прямом, так и на обратном токе. Две последние модели лучше выбирать, если требуется варить не только в горизонтальном положении, но и в вертикальном.

Сварочные электроды марки ОК
Электроды для нержавейки имеют свои особенности, к примеру, при остывании шва, который был сделан с их помощью, начинает отскакивать шлак. Так может происходить до полного остывания, так что следует предпринимать меры безопасности или скорее остужать данное место, если это позволяет технология. Сами электроды должны соответствовать ГОСТ 10052-75.
Пошаговая инструкция
Перед тем как начнется сварка нержавейки инвертором, следует заняться предварительной обработкой поверхностей. Следует очистить места, которые будут свариваться от налета, обезжирить их и убрать все лишнее. Это можно сделать с помощью металлической щетки и различных растворителей. При работе с нержавейкой не стоит забывать о зазоре.
Далее следует обработать места флюсом, если таковой имеется, что должно увеличить качества свариваемости. После этого нужно выставить ток на аппарате по заданным параметрам режима. Он должен иметь обратную полярность. В лучшем случае на аппарате должен быть специальный режим для сваривания нержавейки. Сам процесс, как правило, происходят достаточно быстро.
Нужно зажечь дугу и образовать сварочную ванную. Требуется делать шов достаточно глубоко и широко, чтобы он смог связать большую площадь металла. Это обеспечит более высокую надежность. Когда шов будет сделан до конца, то можно принудительно охладить его, чтобы материал сохранил свой антикоррозийные свойства.
Предотвращаем дефекты
Одним из самых главных дефектов, который образуется по незнанию, является деформация заготовки. Когда происходит сварка нержавейки инвертором своими руками, то многие люди выставляют детали также, как и при работе с обыкновенной сталью. Но из-за неравномерного расширения на ней получается слишком большая вероятность образования дефекта. Чтобы этого не случилось, нужно делать небольшой зазор.
Распространенным дефектом может стать утрата антикоррозийных свойств. Это получается из-за структурных изменений под действием температуры. Металл теряет важные легирующие элементы, которые и позволяют сопротивляться коррозии. Чтобы этого не случилось, следует быстро охлаждать металл после сварки.
При неопытности сварщика шов может получиться неправильной формы. Фактически он соединяет детали, но проникновение оказывается не столь глубоким, что снижает его надежность. Здесь поможет только опыт работы с нержавейкой.
Финишная обработка сварных швов
Сварка нержавейки инвертором на окончательной стадии требует дополнительной обработки. Это нужно не только для внешнего вида, так как многие детали требуют хорошей обработки для эстетики, но и для проверки качества. В первую очередь нужно оббить шлак, который остался после обработки. Затем можно отполировать шов, так как зачастую он получается не столь красивым, как при работе с другими металлами.

Финальная обработка швов после сварки нержавейки
Снятие нескольких десятых долей миллиметра с детали сделает все более гладким, а также поможет выявить наличие раковин внутри сделанного шва, что может привести к проведению повторного процесса.
svarkaipayka.ru
Сварка нержавейки инвертором
Как варить нержавейку инвертором. Нюансы технологии
Нержавеющая хромоникелевая сталь найдется в хозяйстве домашнего мастера. К сожалению, иногда требуется отремонтировать нужную вещь или сделать новую из н/ж.
Как происходит сварка нержавейки инвертором? Нюансы технологии освещены в статье.
Маркировка сталей и подготовка поверхностей
В Европе, Америке и России получили распространение 4 марки. В разных странах, стали имеют отличительную маркировку. Соответствие марок по странам вы найдете в таблице.

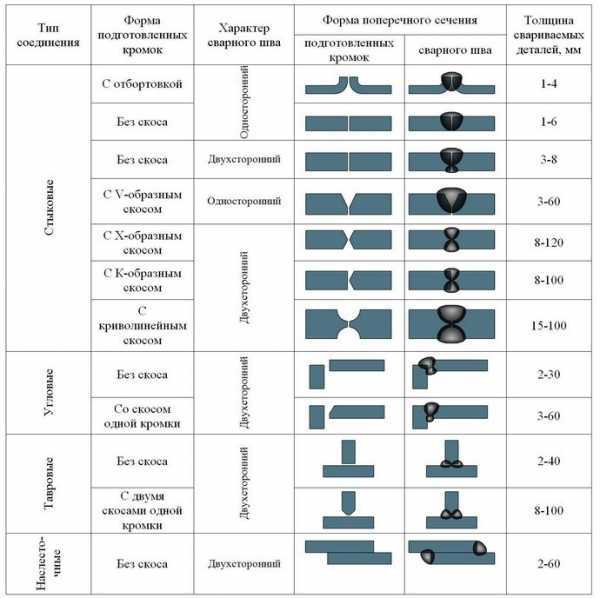
Сварка нержавейки в домашних условиях инвертором выполняется только после зачистки и разделки кромок в случае необходимости.
Заготовки зачищаются специальной щеткой. Разделка фасок выбирается от вида соединения и толщины свариваемых металлических изделий.
Хромоникелевые сплавы — пластичны, не нуждаются в подогреве при сварке, неплохо свариваются. Но, имеют особенность при соединении, в виде:
- межкристаллитной коррозии;
- горячих трещин в соединениях.
Как инвертором варить нержавейку
При сварке в домашних условиях нужно придерживаться ряд правил:
- не нагревать заготовку и место шва свыше 150 градусов;
- соединение производить на малых токах с высокой скоростью, без колебательных движений короткой дугой;
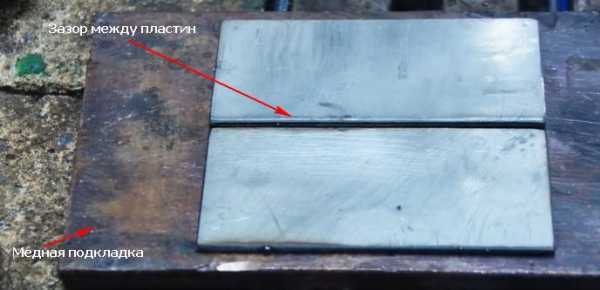
- для теплоотвода под заготовки подкладывать медные пластины;
- толстые металлы с разделкой сваривать многопроходным соединением.
Электросварка нержавейки инвертором выполняется электродами специально предусмотренными для таких сплавов. В этой статье, рассказывается о марках плавящихся стержней для нержавеющей стали.
После сварки, место шва зачищается щеткой и обрабатывается специальной пастой с антикоррозионными свойствами.
Как правильно сваривать нержавейку инвертором? Электроды согласно инструкции на упаковке прокалывают в печи. Металл толщиной до 3 мм соединяют без разделки. Заготовки кладут с зазором 1-2 мм между собой на медную пластину для теплоотвода, тщательно зачищают щеткой.
На инверторном аппарате для электродов диаметром 3 мм выставляют ток 80 А и не спеша начинают сварочный процесс.
Чтобы соединение получилось без дефектов, сварка выполняется короткой дугой без поперечных колебательных движений. После отбития шлака и зачистки шва, на зону провара накладывается травильная паста на 20-30 минут для восстановления коррозийных свойств металла. По истечению времени, остатки пасты смываются проточной водой.
Видео: как пользоваться травильной пастой.
P.S. Cварка инвертором нержавейки для начинающих таит в себе нюансы. Новичку с первого раза тяжело справится с хромоникелевыми сплавами. Нужен навык, без метода проб и ошибок не обойтись.
С толстостенной нержавейкой справиться легче, чем с тонкой. Для тонких металлов подбирается более малый сварочный ток и правильный диаметр электрода. Тренируйте твердую руку сварщика и привыкайте к сварочному аппарату.
Видео: разделка трубы и сварка электродом 2 мм.
Можно ли варить инвертором Ресанта нержавейку
Отзыв от дяди Васи:
Сергей, любитель:
P.S. Попробуйте разные марки электродов, поиграйтесь настройками сварочного тока, побалуйтесь полярностью инвертора и нержавеющая сталь покорится вам. Удачи!
(3 оценок, среднее: 4,33 из 5) Загрузка...plavitmetall.ru
Cварка нержавейки инвертором
На производстве, при сварке нержавеющей стали, применяются аргоновые аппараты и дорогие вольфрамовые электроды. Это обеспечивает надежное соединение и эстетичный внешний вид. Но если возникла необходимость сварить высоколегированную сталь в домашних условиях, то у малого числа сварщиков найдет аргоновый агрегат. Возможна ли сварка нержавейки инвертором? На каких настройках она выполняется? Все ли электроды подойдут? Реально ли сваривать подобные материалы на самодельном аппарате?

Аппараты и настройки
Инверторы широко применяются в бытовой среде, когда требуется выполнить качественное соединение. Они функционируют от сети 220V, и небольшие по размерам, что удобно при высотных работах и транспортировке. Преобразование электрического тока в несколько ступеней, с выходом высокочастотного переменного напряжения, позволяет лучше вплавлять присадочный металл и формировать ровные швы. Относительно невысокая стоимость делает их лидерами продаж среди сварочных агрегатов.
Сварка нержавеющей стали может производиться инверторами любых моделей. Для работы в домашних условиях, как видно на некоторых видео, может быть использован самый простой аппарат инверторного типа. Подойдет даже самодельное устройство, чьи рабочие показатели соответствуют магазинным аналогам.
Немаловажной частью процесса являются правильные настройки инвертора для сварки нержавейки, соответствующие конкретной толщине изделия. Ввиду физико-термических свойств металла лучше применять следующие режимы и диаметры электродов:
| Толщина металла, мм | Диаметр электрода, мм | Напряжение, V | Сила тока, А |
| 1.5 | 2 | 13 | 40-60 |
| 3 | 3 | 15 | 75-85 |
| 4 | 3 | 16 | 90-100 |
| 6 | 4 | 18 | 140-150 |
Нюансы при сварке нержавейки
Как правило, нержавеющая сталь сваривается инвертором достаточно легко, если сварщик понимает основные принципы работы с этим металлом. Это помогает предупредить распространенные дефекты, и создать качественное соединение. Выделяются три проблемных момента, требующие конкретных мер при сварке нержавейки инвертором:
- Легированная сталь отличается повышенным взаимодействием с окружающей средой. Соприкосновение расплавленного металла с кислородом приводит к выделению углерода и образованию крупных пор на поверхности шва. Поэтому сварочный металл в жидком состоянии, нуждается в надежной защите от внешних газов. Для этого используются электроды со специальной обмазкой, изолирующие зону сварки искусственным газовым облаком. Консистенция последнего не должна мешать сварщику хорошо видеть сварочную ванну и шов.
- Обширные сварочные работы, или длительное удержание дуги на одном месте, ведут к перегреву участка. Это влечет выгорание легирующих элементов. В результате соприкосновения металла с влагой могут появиться пятна ржавчины. Данный участок становится подвержен коррозии и, со временем, дает течь. Применение вышеуказанных настроек аппарата, подразумевающих 20% снижение силы тока по сравнению со сваркой обычной стали, и ведение работы в шахматном порядке, поможет сохранить антикоррозийные свойства нержавейки.
- Линейное расширение легирующей стали выше, чем у «черного» металла, что влечет к активному невидимому процессу внутри материала. Под действием температуры дуги изделие в зоне сварки расширяется, а по мере остывания, стягивается на место. Подобное незримое движение ведет к образованию микротрещин и нарушениям герметичности стыков. Поэтому, помимо правильных настроек аппарата, необходимо грамотно выбирать материал присадочного элемента (электрода), способного органично взаимодействовать с основным металлом, и не «рваться» в процессе расширения/сужения.
Сварочный процесс
Чтобы успешно сваривать инвертером нержавеющую сталь в домашних условиях, следует придерживаться определенных этапов работы:
- Удалить с места стыка остатки краски, масла или мусора. Нержавейка довольно «капризный» металл, и плохо реагирует на подобные включения в сварочную ванну. Зачистка проводится металлической щеткой.
- Предварительная прокалка электродов поможет вернуть хорошие свойства их обмазке, что облегчит сварочный процесс и последующую обработку.
- При работе с краями соединения, которые толще 4 мм, необходима разделка кромок под 45 градусов. Это обеспечит хорошее проплавление и заполнение присадочным металлом зоны соприкосновения. Разделку можно выполнить «болгаркой» или напильником. В особенно ответственных изделиях скос кромок выполняется на фрезерном станке. Дополнительно, выставляется зазор в 1-2 мм между пластинами, что позволяет затечь раскаленному металл до самого основания шва.
- Если сваривать инвертором предстоит тонкий металл (1-2 мм), то потребности в зазоре нет. Наоборот, требуется плотно свети края соединения друг ко другу, и выполнить прихватки.
- При работе с толстыми листами железа (более 7 мм) рекомендуется производить подогрев изделия до 150 градусов. В домашних условиях это можно сделать паяльной лампой. Подобная мера позволяет избежать резкого перепада температуры при нанесении шва на холодный металл.
- Шов, при сварке нержавейки инвертором, выполняется на короткой дуге, и ведется немного быстрее, чем при сварке «черного» железа. Для повышения скорости провара не используют колебательные движения электродом. Шов получается узким, но не перегревающим материал. Электрод можно наклонить на себя или в удобную сторону, и удерживать его на 40-60 градусов относительно поверхности изделия.
- В конце шва необходимо выполнить «замок», предотвращающий последующие трещины и свищи. Для этого сварочную ванну выводят в сторону на основной металл, или на уже застывший предыдущий шов, и удерживая электрод на месте, прерывают дугу.
- После прекращения сварки изделию необходимо дать время остыть. Не стоит поливать его водой, ускоряя процесс, иначе высокий коэффициент линейного расширения негативно скажется на качестве стыка.
- Отбитие шлака производится спустя 5 минут, чтобы не оставить следов удара на мягком металле.
- Зачищенный шов осматривается на наличие дефектов. Если изделие предназначено для работы под давлением, то стоит произвести опрессовку. После чего можно проводить шлифовку и полировку для блеска нержавеющей конструкции.
Электроды для инвертора
Поскольку инверторные аппараты выдают переменный ток, электроды предназначенные исключительно для постоянного напряжения не подойдут. Можно использовать расходные материалы универсального предназначения по виду тока.
Хорошо зарекомендовали себя электроды с рутиловым покрытием, которые надежно защищают сварочную ванну и дают минимальное разбрызгивание горячего металла. Данные электроды хорошо разжигаются и не «теряют» дугу при работе. Они удобны в заплавлении широких зазоров. Позволяют варить во всех пространственных положениях. Для их производства используется проволока Св 08А. Диаметр колеблется от 2 до 5 мм.
Достойными представителями этого вида электродов являются:
- ОЗЛ-6;
- ОК-46;
- ОЗЛ-8;
- МР-3.
После окончания шва стоит беречь глаза, поскольку горячий шлак может самопроизвольно отскакивать.
После рассмотрения этих практичных советов и познавательного видео становиться понятно как варить нержавейку инвертором в домашних условиях. Тренировка на не ответственных стыках позволит отточить мастерство и приступить к чистовой работе.
Поделись с друзьями
0
0
0
0
svarkalegko.com
Cварка нержавейки при помощи инвертора: особенности метода, правила выбора
 Нержавеющая сталь относится к числу наиболее популярных материалов, ведь вот уже на протяжении более века человек использует ее для изготовления различных конструкций, активно применяемых в различных сферах. На основе ее создаются такие элементы, как болты, крепежи, баки, арматура, консервные банки и пр.
Нержавеющая сталь относится к числу наиболее популярных материалов, ведь вот уже на протяжении более века человек использует ее для изготовления различных конструкций, активно применяемых в различных сферах. На основе ее создаются такие элементы, как болты, крепежи, баки, арматура, консервные банки и пр.
Когда же приходится производить либо ремонтировать те или иные изделия, то обычно прибегают к помощи ручной дуговой сварки нержавейки электродом, для которой применяется такой аппарат, как инвертор.
Далее речь пойдет о нюансах этого метода, положительных и отрицательных аспектах, а также трудностях, с которыми могут столкнуться новички при проведении ММА сварки.
Что представляет собой метод сварки нержавеющей стали электродом с применением РДС инвертора?
РДС нержавейки электродом представляет собой процесс, характеризующийся тем, что во время плавления стержня возникает газошлаковая защита благодаря наличию у используемого электрода покрытия. Она имеет вид шлаковой корки, которая разделяет зону дуги и сварочную ванну от окружающего воздуха.
Образованию сварного соединения способствует расплавленный металл элемента, а также металл электродного стержня. В международной практике эта технология получила специальное название — сварка ММА (Manual Metal Arc).
Где чаще всего применяется метод?
Особенности сварки нержавеющей стали при помощи инвертора является то, что она может использоваться в любой ситуации вне зависимости от пространственного положения. При этом нужно помнить о том, что даже наличие опыта не гарантирует создания качественных вертикальных швов. Прибегать к помощи ручной дуговой сварки покрытыми электродами имеет смысл тогда, когда необходимо создать короткие швы, что наиболее востребовано в мелкосерийном производстве деталей.
Подобный метод соединения изделий может применяться и при установке металлоконструкций лишь в том случае, если запланирован небольшой объем работ.
В большинстве случаев РДС нержавейки покрытыми электродами используют в тех случаях, когда выполняются прихватки во время монтажа конструкций под сварку. Также этот вариант может рассматриваться в случае, когда требуется устранить дефекты, имеющиеся на небольших участках шва.Этот метод может применяться и для наплавки.
В свете этого можно сделать вывод о том, что его можно использовать в тех ситуациях, когда приходится иметь дело с небольшим объемом работ. Он подходит и для сварки в личных и бытовых целях. В качестве соединяемых элементов могут выступать трубы, металлоконструкции, емкости, баки из нержавеющей стали и пр.
Плюсы и минусы метода
На фоне прочих методов сварки, например, сварки ТИГ, сварки в защитных газах плавящимся электродом МИГ/МАГ, сварки под флюсом, использование метода соединения нержавейки ММА обеспечивает ряд значимых плюсов:
-
 подобная технология предусматривает использование специального сварочного аппарата, отличающегося простой конструкции, доступной ценой и небольшими размерами;
подобная технология предусматривает использование специального сварочного аппарата, отличающегося простой конструкции, доступной ценой и небольшими размерами; - РДС ориентирован на соединение многих видов чёрных и цветных металлов, а помимо этого и разных сплавов, вне зависимости от их толщины;
- отсутствие необходимости в применении дополнительной флюсовой или газовой защиты;
- подобная технология применима в тех случаях, когда трудно добраться до обрабатываемого участка по причине малых размеров конкретного сварочного аппарата.
Вместе с тем у этого метода имеются и определенные недостатки:
- приходится регулярно удалять шлак, образующийся после создания шва;
- учитывая, что сварочный ток проходит в непрерывном режиме по всей длине электрода, приходится выставлять для него ограничение, поскольку в противном случае может возникнуть перегрев электрода, а это может закончиться разрушением покрытия;
- сварка подобным методом требует больше времени.
Как варят нержавейку инвертором в бытовых условиях?
 Люди, которые впервые услышали об использовании для сварки инвертора, часто задаются вопросом, может ли применяться этот метод для соединения нержавеющей стали в домашних условиях. Также их интересует и то, каким моментам следует уделить особое внимание.
Люди, которые впервые услышали об использовании для сварки инвертора, часто задаются вопросом, может ли применяться этот метод для соединения нержавеющей стали в домашних условиях. Также их интересует и то, каким моментам следует уделить особое внимание.
Еще до начала сварочных работ важно провести основательную обработку и подготовку поверхности к соединению.
В технологическом плане подобная обработка ничем не отличается от той, которую проводят с низкоуглеродистыми сталями:
- с поверхности заготовки необходимо удалить загрязнения;
- обязательной процедурой является обработка кромок и поверхностей, для чего используют растворители. За счет этой операции можно убрать жир, негативное воздействие которого заключается в ухудшении стабильность дуги;
- в обязательном порядке на обрабатываемую поверхность необходимо нанести препарат от налипания брызг.
Следует отметить, что сварной стык должен иметь зазор, благодаря которому удастся создать благоприятные условия для оптимальной усадки.
Для соединения нержавеющих сталей используют ток обратной полярности. Во время выполнения сварки важно следить за тем, чтобы шов проплавлялся как можно меньше.
для этих работ обычно не используют электроды, имеющие большой диаметр. Ими можно работать тогда, когда возникает задача по сварке толстых поверхностей.
При выборе электрода для металла определенной толщины рекомендуется использовать специальные таблицы, где приведены все необходимые данные. Если допустить ошибку с выбором электрода, то это приведет к нарушению герметичности шва, создаст риск возникновения микротрещин, раковин и пор. Причиной их появления является вскипание металла.
Чтобы качественно сварить нержавеющие стали следует применять ток со значением ниже на 20% от того, который применяют для сварки низколегированных сталей. Если планируется работать инвертором, предназначенным для эксплуатации в бытовых условиях и частном строительстве, то можно ограничиться выставлением диапазона 60-160 А. Благодаря наличию плавной регулировки можно с максимальной точностью установить ток сварки, что положительным образом скажется на качестве шва. Специальные таблицы позволяют легко определить рекомендуемые значения для сварочного тока, которые определяются таким параметром, как толщина соединяемого материала.
Закончив работу с созданием шва, необходимо дать ему остыть, что позволит высоколегированной стали успешно противостоять воздействию коррозионных процессов.
Проблему охлаждения решают посредством медных прокладок. Если приходится иметь дело с аустенитной сталью, в качестве подобного решения может выступать обычная вода.
Как сваривать нержавейку инвертором?
 Если вы решили варить нержавеющие изделия при помощи инвертора своими руками, то в первую очередь вам необходимо узнать, чем варят нержавейку. Разобравшись с этим, вам станет ясно, придется подготовить следующие материалы и инструменты:
Если вы решили варить нержавеющие изделия при помощи инвертора своими руками, то в первую очередь вам необходимо узнать, чем варят нержавейку. Разобравшись с этим, вам станет ясно, придется подготовить следующие материалы и инструменты:
- сварочный инвертор;
- электроды;
- растворитель;
- стальная щетка;
- средства для защиты тела: маска, перчатки и костюм.
Также следует позаботиться о наличии зажимов типа «крокодил» для заземления. Также в арсенале мастера должны присутствовать электрододержатели, силовой кабель для заземления. В некоторых случаях они изначально входят в комплектацию инвертора. Однако в большинстве случаев владельцу приходится нести дополнительные расходы по их приобретению. Лучше всего, чтобы кабели достигали в длину не менее 2 метров.
Актуальным для большинства владельцев является вопрос, какие электроды лучше использовать для сварки нержавейки. В значительной степени на успех при проведении этих работ влияет правильный расчет соотношения толщины металла и применяемого электрода.
Какие типы металлов можно сваривать нержавейку инвертором и особенности сварки таких металлов?
Под ручной дуговой сваркой нержавейки с применением инвертора принято понимать универсальный технологический процесс, к которому прибегают для соединения цветных и черных металлов, а помимо этого любых сплавов вне зависимости от их толщины, однако чаще всего этот параметр имеет значение от 3 до 20 мм.
В ряде случаев сварка может проводиться с различными классами нержавеющей стали, однако это возможно лишь в том случае, если конструкция будет эксплуатироваться в определенных условиях, а сам процесс сварки будет осуществляться при помощи электродов определенных марок.
К числу таковых вариантов нержавейки можно отнести следующие:
- жаропрочные;
- коррозионностойкие;
- жаростойкие.
Электроды для сварки нержавейки
 Если варить нержавейку планируется при помощи ручной дуговой сварки, что чаще всего выбор следует устанавливать на каких типах электродов:
Если варить нержавейку планируется при помощи ручной дуговой сварки, что чаще всего выбор следует устанавливать на каких типах электродов:
Имеющие основное покрытие (СЭЗ ЗИО-8 d4,0, СЭЗ ЦТ-15 d5,0, ESAB FILARC 88S d3,2). Они подходят для сварки на постоянном токе обратной полярности. Причем роль покрытия здесь выполняют карбонаты кальция и магния.
Имеющие рутиловое покрытие (Lincoln Electric Omnia 46 D3,0, Межгосметиз Omnia 46 d3,0, ESAB OK 46.00 d3,0). В большинстве своем их изготавливают на основе двуокиси титана. Востребованы для соединения изделий при помощи переменного тока и постоянного тока обратной полярности. С их помощью можно поддерживать стабильное горение дуги и добиться сокращения количества брызг.
Чтобы понять, какие электроды для соединения нержавеющей стали будут наиболее подходящими, необходимо исходить из видов стали, которую требуется сварить.
Модели аппаратов для сварки нержавейки
Чтобы принять верное решение в пользу необходимого инвертор для РДС, при выборе следует обращать внимание на ряд моментов:
-
 рабочий диапазон температур. Этот параметр имеет важность по той причине, что отдельные модели не рассчитаны на выполнение своих функций в условиях низких температур в процессе проведения сварочных работ на улице.
рабочий диапазон температур. Этот параметр имеет важность по той причине, что отдельные модели не рассчитаны на выполнение своих функций в условиях низких температур в процессе проведения сварочных работ на улице. - мощность и сила сварочного тока аппарата. Если планируется варить нержавейку в бытовых условиях, то выбор можно остановить на оборудовании для сварки, обеспечивающим выходной ток с показателем 180 А. Значение в 200 А и выше смогут обеспечить более профессиональные модели сварочных аппаратов.
- отклонение от номинального напряжения сети не должно превышать 20%, что не скажется на качестве сварки.
- следует обращать внимание на присутствие дополнительных функций, среди которых наибольший интерес представляют Hotstart, Arcforce, Antistick.
Заключение
Выбор инверторного аппарата для сварки нержавеющих сталей относится к числу наиболее важных параметров, который должен учитываться в обязательном порядке. Дело в том, что это непосредственным образом повлияет на качество соединения изделий. Причем этот параметр не является единственным, на который необходимо обращать внимание.
Не меньшее значение приобретает и тип используемых электродов, поскольку только применение наиболее подходящего для конкретной работы электрода может обеспечить создание надежного и прочного шва. Выбирая электроды для инверторной сварки, следует учесть, что важно иметь навыки работы с этим расходным материалом, как и с самим сварочным аппаратом. Все это тоже может повлиять на то, насколько долго будет держаться созданное соединение.
- Автор: Александр Романович Чернышов
stanok.guru
Чем лучше варить нержавейку в домашних условиях?
Нержавеющая сталь отличается от обычной углеродистой наличием легирующих элементов — металлов хрома, никеля, молибдена, марганца, титана в различном процентном соотношении. Чаще всего используется хром (Cr), его в составе нержавейки может быть до 20%, хром и никель в пропорции, соответственно, 3 – 5% хрома и столько же никеля.
Хромоникелевые стали одни из самых распространенных и лучше всего поддающиеся обработке. Марки стали 08Х22Н6Т, 08Х21Н6М2Т, 08Х18Г8Н2Т широко применяются в машиностроении, пищевой и химической промышленности, чаще всего они встречаются и в домашних мастерских.
Для начинающих сварщиков нержавеющая сталь — материал довольно сложный. Проще всего варить нержавейку инвертором – полуавтоматом в аргоновой атмосфере. Шов в таких случаях получается чистым и ровным, при достаточной тренировке, естественно, а само соединение прочным и герметичным. Но успешно сваривать нержавеющую сталь можно и покрытыми электродами, если знать особенности настройки инвертора и правила работы с нержавейкой.
Особенности нержавеющей стали при сварке

У высоколегированных сталей теплопроводность значительно ниже, чем у обычных углеродистых. При работе электрической дуги тепло хуже отводится из зоны сваривания, что у неопытных сварщиков приводит к сквозному прожиганию металла. Для сваривания нержавейки ток инвертора уменьшается на 20 – 25 %. Уменьшить риск перегрева можно и установив детали для сваривания, особенно небольшой толщины, на медную пластину, обладающую высокой теплопроводностью. Часть тепловой энергии уходит по ней, и область сварного шва находится в безопасном для металла тепловом режиме.
Второй особенностью нержавеющих сталей является значительный коэффициент теплового расширения, превосходящий этот показатель обычной стали и большинства металлов, пригодных для сварного способа соединения. Между свариваемыми деталями необходимо оставлять небольшой зазор, чтобы при остывании шов не разрушался. Ширина зазора тем больше, чем массивнее деталь. Внутренние напряжения могут достигать предела прочности, и деталь будет деформироваться — изгибаться, коробиться и т.д.
Стали с высоким содержанием хрома подвержены и другой опасности — потере антикоррозионных свойств в зоне шва. При нагревании до высокой температуры (около 13000 С) хром превращается в карбид (Cr23 C6), который слабо связан с соседними зернами. В зоне карбидообразования возникает нарушение технологической прочности металла. К тому же, карбид хрома постепенно растворяется в агрессивных средах, например, кислотах, щелочах, обычной воде. Со временем сварной шов может разрушиться.
Межкристаллитная коррозия — появление на границах зерен стали посторонних соединений — карбидов, как правило, легко растворимых. В результате значительно уменьшается прочность и пластичность локальных участков, особенно в зоне контакта перегретого металла с относительно холодным.
Итак, как правильно варить нержавейку? Избежать снижения прочности можно несколькими способами.
- Выбирать для сваривания сталь с низким содержанием углерода, кремния и никеля. Они усиливают межкристаллитную коррозию. Напротив, стали с легированием вольфрамом, молибденом, марганцем и ниобием значительно меньше подвержены риску образования очагов коррозии.
- Второй способ — охлаждение зоны сваривания. Если вы работаете с нержавеющей сталью довольно часто, то необходимо изучить температурные режимы для сваривания той или иной марки стали.
Техника сварки нержавеющей стали

Чем можно варить нержавейку? Электроды для сварки конструкций из нержавеющей стали применяются особые, созданные для этого вида металла. Для ручной дуговой сварки ММА используются отечественные ЦЛ-11, НИИ-48Г или ОЗЛ-8. Помимо их неплохих качеств, эти электроды нетрудно купить по доступной цене. Их состав рассчитан на работу с хромоникелевыми сталями и обеспечивают условия сварки с минимальным образованием очагов межкристаллитной коррозии.
Шведские электроды от компании ESAB (ОК61.30.) намного лучше, как для профессионалов, так и для новичков, но цена их значительно выше.
Эти электроды предназначены для сварки на постоянном токе обратной полярности. Покрыты они фтористым кальцием или карбонатом кальция (основные покрытия). Выбирать электроды по толщине следует исходя из размеров свариваемых деталей. Для массивных деталей, которые в бытовых условиях свариваются довольно редко, можно использовать электроды диаметром 3 мм. Для тонких листов нержавейки нужны короткие электроды — до 35 мм, диаметром 1,6 – 2 мм.
Твердым припоем П-14, при помощи газовой горелки (кухонного фломбера)
Зажигается дуга несколько в стороне от основного шва и медленно подводится к нему. Дугу следует держать по возможности короче. Формирование шва производится короткими движениями, стараясь не прерывать дуги. Варить можно в любом положении, зависимо от конфигурации детали.
Если вы не уверены в маркировке стали и никогда не работали с нержавейкой, то лучше потренироваться на коротких обрезках, чтобы подобрать оптимальные настройки инвертора и отработать технику сварки. Нержавеющая сталь различных марок сваривается по-разному, поэтому проверить ее особенности, как и возможности аппарата не помешает никогда.
вернуться к меню ↑Выбор инвертора
Сварка нержавеющих хромоникелевых сталей. Технологические особенности сварки нержавеющих сталей (304, 304L, 316L, 321).
Особенных требований к инвертору для работы с нержавейкой нет — у него должен быть режим ММА/TIG, предусмотрена возможность работы, как с переменным, так и постоянным током (AC/DC) а диапазон тока находится в пределах 20 – 200 А. если вы не собираетесь работать с инертными газами, то достаточно режима ММА.
Для начинающих сварщиков, да и для бытового использования вообще, очень хорош инверторный аппарат дуговой сварки Ресанта САИ 220. Он может работать в сетях со значительными перепадами напряжения — 140 -260 В, диапазон регулировок сварочного тока 10 – 220А, ПВ= 70%. В наличии функции «Горячий старт» и «Антиприлипание». Удобные органы управления и небольшой вес аппарата повышают удобство его применения. Для сварки нержавейки в домашних условиях подходят практически все современные инверторы бытового и профессионального типа.
Опыт работы: можно ли заварить простыми электродами?
вернуться к меню ↑Итог
Надеемся, после изучения данной статьи вам станет понятно как можно сварить нержавейку. Также мы выяснили различные нюансы работы с металлом, какие электроды нужны, особенности пайки нержавейки с медью.
Сергей Одинцов
electrod.biz
www.samsvar.ru
Как варить нержавейку инвертором в домашних условиях — Elfterra.ru
Нержавеющая хромоникелевая сталь найдется в хозяйстве домашнего мастера. К сожалению, иногда требуется отремонтировать нужную вещь или сделать новую из н/ж.
Как происходит сварка нержавейки инвертором? Нюансы технологии освещены в статье.
В Европе, Америке и России получили распространение 4 марки. В разных странах, стали имеют отличительную маркировку. Соответствие марок по странам вы найдете в таблице.
Сварка нержавейки в домашних условиях инвертором выполняется только после зачистки и разделки кромок в случае необходимости.
Заготовки зачищаются специальной щеткой. Разделка фасок выбирается от вида соединения и толщины свариваемых металлических изделий.
Хромоникелевые сплавы — пластичны, не нуждаются в подогреве при сварке, неплохо свариваются. Но, имеют особенность при соединении, в виде:
- межкристаллитной коррозии;
- горячих трещин в соединениях.
При сварке в домашних условиях нужно придерживаться ряд правил:
- не нагревать заготовку и место шва свыше 150 градусов;
- соединение производить на малых токах с высокой скоростью, без колебательных движений короткой дугой;
- для теплоотвода под заготовки подкладывать медные пластины;
- толстые металлы с разделкой сваривать многопроходным соединением.
Электросварка нержавейки инвертором выполняется электродами специально предусмотренными для таких сплавов. В этой статье, рассказывается о марках плавящихся стержней для нержавеющей стали.
После сварки, место шва зачищается щеткой и обрабатывается специальной пастой с антикоррозионными свойствами.
Как правильно сваривать нержавейку инвертором? Электроды согласно инструкции на упаковке прокалывают в печи. Металл толщиной до 3 мм соединяют без разделки. Заготовки кладут с зазором 1-2 мм между собой на медную пластину для теплоотвода, тщательно зачищают щеткой.
На инверторном аппарате для электродов диаметром 3 мм выставляют ток 80 А и не спеша начинают сварочный процесс.
Чтобы соединение получилось без дефектов, сварка выполняется короткой дугой без поперечных колебательных движений. После отбития шлака и зачистки шва, на зону провара накладывается травильная паста на 20-30 минут для восстановления коррозийных свойств металла. По истечению времени, остатки пасты смываются проточной водой.
Видео: как пользоваться травильной пастой.
P.S. Cварка инвертором нержавейки для начинающих таит в себе нюансы. Новичку с первого раза тяжело справится с хромоникелевыми сплавами. Нужен навык, без метода проб и ошибок не обойтись.
С толстостенной нержавейкой справиться легче, чем с тонкой. Для тонких металлов подбирается более малый сварочный ток и правильный диаметр электрода. Тренируйте твердую руку сварщика и привыкайте к сварочному аппарату.
Видео: разделка трубы и сварка электродом 2 мм.
На производстве, при сварке нержавеющей стали, применяются аргоновые аппараты и дорогие вольфрамовые электроды. Это обеспечивает надежное соединение и эстетичный внешний вид. Но если возникла необходимость сварить высоколегированную сталь в домашних условиях, то у малого числа сварщиков найдет аргоновый агрегат. Возможна ли сварка нержавейки инвертором? На каких настройках она выполняется? Все ли электроды подойдут? Реально ли сваривать подобные материалы на самодельном аппарате?

Инверторы широко применяются в бытовой среде, когда требуется выполнить качественное соединение. Они функционируют от сети 220 V, и небольшие по размерам, что удобно при высотных работах и транспортировке. Преобразование электрического тока в несколько ступеней, с выходом высокочастотного переменного напряжения, позволяет лучше вплавлять присадочный металл и формировать ровные швы. Относительно невысокая стоимость делает их лидерами продаж среди сварочных агрегатов.
Сварка нержавеющей стали может производиться инверторами любых моделей. Для работы в домашних условиях, как видно на некоторых видео, может быть использован самый простой аппарат инверторного типа. Подойдет даже самодельное устройство, чьи рабочие показатели соответствуют магазинным аналогам.
Немаловажной частью процесса являются правильные настройки инвертора для сварки нержавейки, соответствующие конкретной толщине изделия. Ввиду физико-термических свойств металла лучше применять следующие режимы и диаметры электродов:
Как правило, нержавеющая сталь сваривается инвертором достаточно легко, если сварщик понимает основные принципы работы с этим металлом. Это помогает предупредить распространенные дефекты, и создать качественное соединение. Выделяются три проблемных момента, требующие конкретных мер при сварке нержавейки инвертором:
- Легированная сталь отличается повышенным взаимодействием с окружающей средой. Соприкосновение расплавленного металла с кислородом приводит к выделению углерода и образованию крупных пор на поверхности шва. Поэтому сварочный металл в жидком состоянии, нуждается в надежной защите от внешних газов. Для этого используются электроды со специальной обмазкой, изолирующие зону сварки искусственным газовым облаком. Консистенция последнего не должна мешать сварщику хорошо видеть сварочную ванну и шов.
- Обширные сварочные работы, или длительное удержание дуги на одном месте, ведут к перегреву участка. Это влечет выгорание легирующих элементов. В результате соприкосновения металла с влагой могут появиться пятна ржавчины. Данный участок становится подвержен коррозии и, со временем, дает течь. Применение вышеуказанных настроек аппарата, подразумевающих 20% снижение силы тока по сравнению со сваркой обычной стали, и ведение работы в шахматном порядке, поможет сохранить антикоррозийные свойства нержавейки.
- Линейное расширение легирующей стали выше, чем у «черного» металла, что влечет к активному невидимому процессу внутри материала. Под действием температуры дуги изделие в зоне сварки расширяется, а по мере остывания, стягивается на место. Подобное незримое движение ведет к образованию микротрещин и нарушениям герметичности стыков. Поэтому, помимо правильных настроек аппарата, необходимо грамотно выбирать материал присадочного элемента (электрода), способного органично взаимодействовать с основным металлом, и не «рваться» в процессе расширения/сужения.
Чтобы успешно сваривать инвертером нержавеющую сталь в домашних условиях, следует придерживаться определенных этапов работы:
- Удалить с места стыка остатки краски, масла или мусора. Нержавейка довольно «капризный» металл, и плохо реагирует на подобные включения в сварочную ванну. Зачистка проводится металлической щеткой.
- Предварительная прокалка электродов поможет вернуть хорошие свойства их обмазке, что облегчит сварочный процесс и последующую обработку.
- При работе с краями соединения, которые толще 4 мм, необходима разделка кромок под 45 градусов. Это обеспечит хорошее проплавление и заполнение присадочным металлом зоны соприкосновения. Разделку можно выполнить «болгаркой» или напильником. В особенно ответственных изделиях скос кромок выполняется на фрезерном станке. Дополнительно, выставляется зазор в 1-2 мм между пластинами, что позволяет затечь раскаленному металл до самого основания шва.
- Если сваривать инвертором предстоит тонкий металл (1-2 мм), то потребности в зазоре нет. Наоборот, требуется плотно свети края соединения друг ко другу, и выполнить прихватки.
- При работе с толстыми листами железа (более 7 мм) рекомендуется производить подогрев изделия до 150 градусов. В домашних условиях это можно сделать паяльной лампой. Подобная мера позволяет избежать резкого перепада температуры при нанесении шва на холодный металл.
- Шов, при сварке нержавейки инвертором, выполняется на короткой дуге, и ведется немного быстрее, чем при сварке «черного» железа. Для повышения скорости провара не используют колебательные движения электродом. Шов получается узким, но не перегревающим материал. Электрод можно наклонить на себя или в удобную сторону, и удерживать его на 40-60 градусов относительно поверхности изделия.
- В конце шва необходимо выполнить «замок», предотвращающий последующие трещины и свищи. Для этого сварочную ванну выводят в сторону на основной металл, или на уже застывший предыдущий шов, и удерживая электрод на месте, прерывают дугу.
- После прекращения сварки изделию необходимо дать время остыть. Не стоит поливать его водой, ускоряя процесс, иначе высокий коэффициент линейного расширения негативно скажется на качестве стыка.
- Отбитие шлака производится спустя 5 минут, чтобы не оставить следов удара на мягком металле.
- Зачищенный шов осматривается на наличие дефектов. Если изделие предназначено для работы под давлением, то стоит произвести опрессовку. После чего можно проводить шлифовку и полировку для блеска нержавеющей конструкции.
Поскольку инверторные аппараты выдают переменный ток, электроды предназначенные исключительно для постоянного напряжения не подойдут. Можно использовать расходные материалы универсального предназначения по виду тока.
Хорошо зарекомендовали себя электроды с рутиловым покрытием, которые надежно защищают сварочную ванну и дают минимальное разбрызгивание горячего металла. Данные электроды хорошо разжигаются и не «теряют» дугу при работе. Они удобны в заплавлении широких зазоров. Позволяют варить во всех пространственных положениях. Для их производства используется проволока Св 08А. Диаметр колеблется от 2 до 5 мм.
Достойными представителями этого вида электродов являются:
После окончания шва стоит беречь глаза, поскольку горячий шлак может самопроизвольно отскакивать.
После рассмотрения этих практичных советов и познавательного видео становиться понятно как варить нержавейку инвертором в домашних условиях. Тренировка на не ответственных стыках позволит отточить мастерство и приступить к чистовой работе.



Копирование материалов разрешено только с указанием активной ссылки на источник.
Варить нержавейку инвертором довольно сложно. Такая работа требует от мастера определенных навыков и знания основных параметров, оказывающих непосредственное воздействие на процесс сварки. Лишь в полной мере разобравшись с основными нюансами, можно рассчитывать на получение хорошего результата необходимого качества.
Схема инверторной сварки.
В соответствии с общепринятой классификацией нержавеющая сталь относится к классу высоколегированных сталей. Легирующим элементом в ее составе выступает хром. На его долю приходится порядка 20%. Наряду с хромом состав нержавейки может включать титан, молибден, никель и прочие элементы. Благодаря включению в состав дополнительных элементов изменяются свойства основного материала. В случае с нержавейкой он становится, прежде всего, устойчивым к воздействию коррозии.
Прежде чем учиться варить нержавейку, нужно изучить основные характеристики этого высоколегированного материала. К числу главных свойств относятся следующие показатели:
Таблица характеристик нержавеющей стали.
- Теплопроводность. Высоколегированные стали характеризуются примерно в 2 раза более низкой теплопроводностью, если сравнивать с низкоуглеродистыми материалами. Ввиду этого, варить нержавейку нужно обязательно на пониженном токе. Обычно ток уменьшают на 20%.
- Коэффициент линейного расширения. Нержавейка по этому показателю существенно превосходит большинство других распространенных металлов. Данное требование обуславливает необходимость создания между толстыми деталями такого зазора, которого было бы достаточно для исключения деформации. Когда вы начнете самостоятельно варить нержавейку, вы заметите, что процесс расширения деталей неравномерный. И это нужно обязательно учитывать.
- Межкристаллическая коррозия. Это особенность высокохромистых сталей, заключающаяся в том, что их антикоррозионные показатели могут снижаться. Проблема в том, что когда мастер начинает варить нержавейку, края металлических зерен покрываются карбидом железа и хрома, из-за чего структура металла начинает повреждаться коррозией. Для борьбы с данным явлением используются разнообразные способы. Чаще всего применяется метод быстрого охлаждения места сварки, что позволяет избежать снижения стойкости к коррозии.
Варить нержавейку можно с использованием методов:
- Ручной дуговой сварки.
- Аргонодуговой сварки.
- Полуавтоматической сварки.
Схема ручной дуговой сварки.
Ручная дуговая сварка выполняется с применением электродов 2 основных типов: с основным покрытием и рутиловым покрытием. Электродами с основным покрытием варить нержавейку можно исключительно на обратном постоянном токе. Роль основного покрытия в большинстве случаев выполняют карбонаты магния и кальция. Рутиловое же покрытие чаще всего представлено двуокисью титана. Такие электроды успешно применяются как на обратном постоянном токе, так и при переменных значениях тока. Второй тип электродов обеспечивает более стабильную дугу и снижает разбрызгивание металла в процессе сварки нержавейки, потому является более предпочтительным.
Обоими электродами можно варить нержавейку в любых пространственных положениях. Согласно наблюдениям сварщиков, рутиловые электроды лучше всего показывают себя при варке в нижнем положении.
Аргонодуговая сварка преимущественно используется при необходимости сварного соединения тонколистовой нержавейки. Чаще всего для защиты применяется чистый аргон. Автоматическая сварка в некоторых ситуациях ведется с использованием аргонно-гелиевой смеси. Варить нержавейку в среде аргона можно без присадочной проволоки либо же с ней, автоматически и вручную.
Полуавтоматическая сварка нержавейки используется при необходимости соединения толстых материалов. Высокая скорость работы позволяет существенно повысить производительность. Для защиты используется аргон с небольшим (обычно 2%) добавлением углекислого газа. Последний компонент можно заменять кислородом. Благодаря кислороду повышается смачиваемость краев шва сварки.
Схема сварочного инверторного полуавтомата.
Полуавтоматическая сварка может вестись по следующим технологиям:
- С применением короткой дуги.
- Со струйным переносом.
- Импульсно.
Сварка нержавейки короткой дугой подходит для соединения тонких листов металла. Струйный перенос более предпочтителен при необходимости сварки толстых изделий. Среди несомненных преимуществ импульсной сварки можно выделить наибольшую, по сравнению с прочими рассмотренными, управляемость процессом. Происходит импульсная подача металла сварочной проволоки. За каждый импульс выдается одна капля. Это позволяет уменьшить средний ток горения дуги, вместе с ним снижается тепловложение, что имеет довольно существенное значение при сварке нержавеющей стали. Зона термического воздействия уменьшается.
Помимо этого, при использовании импульсной сварки почти нет брызг. Это дает возможность существенно снизить расход сварочных материалов, что весьма актуально, т.к. проволока для варки нержавейки стоит достаточно дорого. Дополнительно повышается производительность благодаря уменьшению времени на зачистку сварочных швов.
Таблица видов электродов.
При необходимости варить нержавейку чаще всего используют хорошо известные российским сварщикам электроды ОЗЛ-6 и ОЗЛ-8. Они широко распространены и продаются по относительно доступной стоимости, так что вы сможете приобрести их в любом магазине оборудования и комплектующих для сварки. Часто используются электроды ОК 46.00, МР-3 и пр. Использование последних двух электродов делает процесс сварки нержавеющих изделий максимально комфортным и качественным. Поэтому при необходимости получения высококачественного красивого шва рекомендуется покупать и использовать именно эти электроды.
Важно знать, что электроды для сварки нержавейки не только очень удобные, но могут быть и опасными. Когда процесс сварки завершается и сварочный шов начинает остывать, от него отскакивают очень горячие шлаки. Это очень удобно, но требует некоторой осторожности. Вам не придется самостоятельно избавляться от шлаков, а все меры предосторожности сводятся к тому, что вы попросту не должны находиться рядом с изделием в процессе такой его самоочистки. Находитесь на таком расстоянии, которое не сможет преодолеть отскакивающий шлак. Ни в коем случае не пренебрегайте мерами безопасности при выполнении сварочных работ. Это чревато получением травм органов зрения и сильными ожогами.
Упомянутые электроды позволяют варить нержавейку на обратном токе. Лучший результат, как показывает практика, достигается при варке в нижнем положении шва. Такому положению шва сварщики отдают предпочтение по той же причине самостоятельного отскакивания шлака при остывании. Но если вариантов нет, обязательно используйте несколько защитных методов.
Схема процесса аргонодуговой сварки неплавящимся электродом.
Во-первых, вам обязательно нужно надеть маску сварщика. Во-вторых, работать можно исключительно с использованием качественного держателя электродов, обеспечивающего надежную защиту рук. Работа должна вестись в качественной плотной и прочной ткани. При наличии всего необходимого снаряжения вы сможете безопасно варить нержавейку в любом пространственном положении. Но даже при «полном обмундировании» все равно рекомендуется отходить от места работы на время отскакивания шлака, т.к. даже самое надежное снаряжение не гарантирует абсолютной защиты.
Для самостоятельной сварки нержавейки инвертором вам понадобится следующее:
- Непосредственно агрегат для сварки.
- Электроды и проволока.
- Растворитель.
- Стальная щетка.
- Защитный костюм, перчатки, маска.
Прежде чем приступать к сварке изделий из нержавеющей стали, нужно уделить должное внимание предварительной обработке и подготовке поверхностей к предстоящей работе. Предварительная обработка нержавейки такая же, как и в случае с низкоуглеродистыми сталями. Отличие лишь в том, что сварной стык должен иметь зазор, способный обеспечить свободную усадку. Кромки и поверхности нужно обработать при помощи обыкновенной стальной щетки и промыть растворителем. В качестве растворителя обычно используют ацетон либо бензин. Такая обработка позволяет избавиться от жира, наличие которого приводит к ухудшению устойчивости дуги.
В домашних условиях обычный инвертор и покрытые электроды позволяют получать сварные соединения приемлемого качества. Если к работе выдвигаются особые требования, придется приобрести сварочный аппарат со специальным режимом для сварки нержавейки. Электроды для сварки рекомендуется индивидуально определять в соответствии с ГОСТом. Для этого нужно знать марку нержавейки. Или же можете использовать упоминавшиеся ранее электроды.
Схема полуавтоматической сварки.
Нержавейка варится на токе обратной полярности. При выполнении работы мастер должен стараться меньше проплавлять шов. Электроды большого диаметра обычно не используются. Необходимость их применения возникает только при сваривании толстых поверхностей.
Ранее отмечалось, что при варке нержавейки ток должен быть на 20% ниже, чем для варки низколегированных сталей. Если ток будет выше, чем требуется, то на фоне высокого сопротивления и низкой теплопроводности куски покрытия электродов начнут отваливаться. По этим же причинам при варке нержавейки электроды будут плавиться с более высокой скоростью, чем при работе с низкоуглеродистыми сталями. Для начинающих сварщиков это зачастую становится сюрпризом. Но теперь вы подготовлены и знаете о такой особенности процесса.
После того как шов будет полностью готов, необходимо выполнить процедуру охлаждения. Она поспособствует сохранению устойчивости материала к воздействию коррозии. Охлаждение выполняется с использованием медных прокладок. В случае с аустенитной сталью допустимо охлаждение с применением воды.
Таким образом, сварка нержавеющей стали требует от исполнителя определенного опыта и навыков. При их отсутствии сразу рассчитывать на хороший результат не приходится. Но после некоторых тренировок вы сможете получать соединения хорошего качества. Конечно же, при наличии условий для сварки аргоном работа пойдет гораздо быстрее и проще, но даже инвертор с прямым током позволяет добиваться хороших результатов.
Главной характеристикой сварного шва нержавеющей стали является его герметичность. Особенности теплопроводности материала приводят к образованию пор и раковин в сварном шве. Они появляются по причине вскипания металла. Для его предотвращения нужно использовать электроды, специально предназначенные для сварки нержавейки.
Чаще всего изделия из нержавеющего металла используются в пищевой промышленности, фармацевтике и домашних условиях. Сфера применения накладывает свои требования к финишной обработке шва.
Если он должен иметь привлекательный внешний вид, выполняется обязательная зачистка и полировка с помощью абразивов на алюминиевой либо циркониевой основе.
Такая обработка исключает необходимость дополнительного санитарного ухода.
Таким образом, при самостоятельной сварке нержавейки нужно учитывать ряд важнейших нюансов, игнорирование которых приведет к невозможности получения требуемого результата. Действуйте по инструкции и все получится. Удачной вам работы!
Александр Евгеньевич Власов
Отличается. Нержу варить намного труднее чем черный метал в любом случае — выгорают легирующие примеси, нержа хуже проводит тепло(и потому в сварочной.
Нет, тут все верно, Сергей, есть еще и WC, WZ, WY и т.д.
1,5 м от мангала. со временем копоть будет на деревянной крыше беседки.
Основные дефекты сварочных швов
Как резать металл автогеном?
Как сварить ворота на гараж своими руками?
Как своими руками паять латунь
Как варить тонкий металл электродом: основные методы сварки
elfterra.ru
Как варить нержавейку электросваркой в домашних условиях — Elfterra.ru
Содержание статьи:
Нержавеющая хромоникелевая сталь найдется в хозяйстве домашнего мастера. К сожалению, иногда требуется отремонтировать нужную вещь или сделать новую из н/ж.
Как происходит сварка нержавейки инвертором? Нюансы технологии освещены в статье.
В Европе, Америке и России получили распространение 4 марки. В разных странах, стали имеют отличительную маркировку. Соответствие марок по странам вы найдете в таблице.
Сварка нержавейки в домашних условиях инвертором выполняется только после зачистки и разделки кромок в случае необходимости.
Заготовки зачищаются специальной щеткой. Разделка фасок выбирается от вида соединения и толщины свариваемых металлических изделий.
Хромоникелевые сплавы — пластичны, не нуждаются в подогреве при сварке, неплохо свариваются. Но, имеют особенность при соединении, в виде:
- межкристаллитной коррозии;
- горячих трещин в соединениях.
При сварке в домашних условиях нужно придерживаться ряд правил:
- не нагревать заготовку и место шва свыше 150 градусов;
- соединение производить на малых токах с высокой скоростью, без колебательных движений короткой дугой;
- для теплоотвода под заготовки подкладывать медные пластины;
- толстые металлы с разделкой сваривать многопроходным соединением.
Электросварка нержавейки инвертором выполняется электродами специально предусмотренными для таких сплавов. В этой статье, рассказывается о марках плавящихся стержней для нержавеющей стали.
После сварки, место шва зачищается щеткой и обрабатывается специальной пастой с антикоррозионными свойствами.
Как правильно сваривать нержавейку инвертором? Электроды согласно инструкции на упаковке прокалывают в печи. Металл толщиной до 3 мм соединяют без разделки. Заготовки кладут с зазором 1-2 мм между собой на медную пластину для теплоотвода, тщательно зачищают щеткой.
На инверторном аппарате для электродов диаметром 3 мм выставляют ток 80 А и не спеша начинают сварочный процесс.
Чтобы соединение получилось без дефектов, сварка выполняется короткой дугой без поперечных колебательных движений. После отбития шлака и зачистки шва, на зону провара накладывается травильная паста на 20-30 минут для восстановления коррозийных свойств металла. По истечению времени, остатки пасты смываются проточной водой.
Видео: как пользоваться травильной пастой.
P.S. Cварка инвертором нержавейки для начинающих таит в себе нюансы. Новичку с первого раза тяжело справится с хромоникелевыми сплавами. Нужен навык, без метода проб и ошибок не обойтись.
С толстостенной нержавейкой справиться легче, чем с тонкой. Для тонких металлов подбирается более малый сварочный ток и правильный диаметр электрода. Тренируйте твердую руку сварщика и привыкайте к сварочному аппарату.
Видео: разделка трубы и сварка электродом 2 мм.
- Подверженность материала свариваемости
- Особенности проведения сварки
- Ручная сварка покрытыми электродами
- Сварка посредством вольфрамовых электродов в среде аргона
- Механические способы обработки нержавеющей стали
- Анализ качества сварки в домашних условиях
Благодаря тому, что нержавеющие стали обладают характеристиками прочности и способны противостоять коррозии, они довольно широко распространены в промышленности и быту. Сварка упомянутого материала позволяет получить всевозможные конструкции, которые обладают отличными прочностными характеристиками, среди них: перила, трубы, баки различного назначения и т.д.
Ручная дуговая сварка: 1-электрод; 2-покрытие электрода; 3-газовая защита.
Процесс сварки нержавейки — это довольно трудная задача, успех которой зависит от ряда факторов. В качестве самого важного среди них можно выделить способность металла к свариваемости, то есть к образованию сопряжения, материал шва которого обладает похожими или идентичными механическими характеристиками, как и металл главного элемента.
На этот показатель влияют некоторые особенности металла, которыми он обладает.
Таким образом, высокий показатель линейного расширения и значительная линейная усадка, возникающая из-за этого, способствуют повышению деформации металла в момент сварки и после завершения процесса. При наличии большого зазора между свариваемыми элементами, которые имеют значительную толщину, могут получаться огромные трещины.
Показатели теплопроводности, которые ниже в сравнении с низкоуглеродистыми сталями в 1,5-2 раза, могут вызывать концентрацию теплоты и делать проплавление элемента в области сопряжения более значительным. По этой причине в момент, когда происходит сварка нержавеющей стали, есть необходимость в уменьшении силы тока на 15-20%, если проводить сравнение с этим показателем у обычной стали в момент работы над ней.
Значительное электрическое сопротивление приводит к чрезмерному нагреву электродов, в основе которых содержится высоколегированная сталь.
Режимы при выполнении сварочных работ.
Для того чтобы отрицательный эффект оказался меньше, в основу электродов закладывают хромоникелевые стержни, обладающие размерами, не превышающими 350 мм.
Важной особенностью нержавейки можно выделить подверженность высокохромистой стали утере своих антикоррозийных характеристик при использовании неверного термического режима или неправильной эксплуатации установки для сварки стали. Это явление называется межкристаллитной коррозией и предполагает образование по краям зерен карбид хрома и железа, которые выступают впоследствии областями коррозионного повреждения. Такие явления начинают наблюдаться при отметке в 500°С и больше. Этого можно избежать несколькими способами, среди которых немедленное охлаждение области сварки, для этого можно даже применить охлаждение водой.
Сваривая нержавейку, нужно помнить о ее физических свойствах. Например, необходимо учесть, что удельное электрическое сопротивление примерно в 6 раз больше, кроме того, на 100°С ниже точка плавления, показатель теплопроводности равен 1/3 от идентичного показателя, свойственного углеродистому прокату. Уровень теплового расширения на 50% больше по длине.
Если у вас в наличии материал с толщиной, превышающей 1,5 мм, то дома можно произвести работы методом дуговой сварки посредством вольфрамовых электродов в инертной среде. Для работы с трубами и тонкими листами следует применять дуговую сварку с помощью плавящихся электродов в инертном газе.
Схема аргонной сварки фольфрамовыми электродами.
Если вам предстоит работать со сталью, толщина которой обладает показателем в 0,8 мм, то рекомендуется взять за основу процесса импульсную дуговую сварку с помощью плавящихся электродов в инертном газе. Для полотен, толщина которых ограничена пределом в 0,8-3,0 мм, следует использовать метод короткой сварки дугой, где применяются плавящиеся электроды в инертной среде, тогда как при наличии листов, толщина которых превышает 0,3 мм, необходимо применять сварку со струйным переносом стали плавящимися электродами в условиях инертного газа.
Метод плазменной сварки применяется для материалов с огромным диапазоном толщины, что позволяет использовать эту технологию достаточно часто. Дуговая сварка под флюсом предполагает использование сталей, толщина которых превышает 10 мм. Но наиболее распространенным способом все же считается технология сварки посредством покрытых электродов, вольфрамовых электродов в среде аргона. Довольно популярна и аргонная полуавтоматическая сварка, где принято использовать нержавеющую проволоку.
Сварка нержавейки предусматривает проведение подготовительных работ в области кромок элементов. Однако этот этап мало чем отличается от подготовительного этапа над элементами из низкоуглеродистой стали, в качестве исключения выступает один нюанс — сварной стык должен иметь паз, что станет гарантировать свободную усадку швов.
Верхнее основание кромок перед началом работ следует зачищать до получения блеска, использовать при этом нужно стальную щетку, а после промывать растворителем, в качестве которого может быть использован авиационный бензин или ацетон для устранения жира.
Схема сварки полуавтоматической горелкой.
Если вы решили использовать сварку стали посредством покрытых электродов, то это позволит получить, не прилагая особых усилий, хорошее качество швов. Так, если мастер не надеется получить сварное соединение, к которому предъявляются особые требования, то не следует искать иной метод сварки нержавеющей стали.
Выбирать электроды для проведения ручной сварки нужно по характеристикам, которые они придадут сварному соединению. Среди них: отличные механические свойства, высокая сопротивляемость коррозионным процессам и жаростойкость.
Ручная сварка покрытыми электродами производится посредством постоянного тока, который имеет обратную полярность. При этом необходимо следить, чтобы шов был как можно меньше проплавлен. Процесс производится с применением электродов, обладающих незначительным диаметром, при этом выделяется наименьшее количество тепловой энергии.
Если при работе будет применяться большой ток, то это может спровоцировать отслаивание элементов, в качестве причины этому выступает незначительная теплопроводность и повышенный показатель электрического сопротивления электродов. Охлаждение сварного шва может быть произведено посредством медных прокладок или нагнетаемых масс воздуха.
Сварка посредством вольфрамовых электродов в среде аргона
Схема покрытого электрода.
Если вы желаете получить шов, имеющий отличное качество, то стоит применить сварку с помощью вольфрамовых электродов в среде аргона. Для тонкого материала такая техника подходит как нельзя лучше.
В процессе работ используется постоянный или переменный ток прямой полярности. В роли присадочного вещества рекомендуется использовать проволоку, которая обладает более значительным показателем легирования по сравнению с основным металлом. Электрод при этом не нужно колебать, в противном случае может быть нарушена защита области варки, что приведет к окислению материала и повысит расходы на проведение работ.
С оборотной стороны шов следует защитить поддувом аргона, но нержавейку нельзя назвать столь критичной к защите оборотной стороны. Необходимо избегать того, чтобы вольфрам попал в сварочные ванны. По этой причине рекомендуется использовать бесконтактный поджиг дуги или осуществлять эти работы на графитовой пластине, перенося ее на главный металл.
После завершения процесса для уменьшения расхода вольфрамового электрода не нужно моментально выключать защитный газ. Это следует сделать через какой-то период, он может быть равен 15 секундам. Это предотвратит интенсивное окисление горячих электродов и сделает срок их жизнедеятельности более длинным.
При сварке следует задействовать инвентарь, предназначенный для работы с нержавеющим прокатом.
Инструменты и материалы:
- лента и круг, предназначенные для шлифовки;
- щетка с металлической рабочей поверхностью;
- растворитель по типу авиационного бензина;
- нержавеющие дроби.
Травление — наиболее эффективная техника последующей обработки соединительных швов. При верном осуществлении этого процесса появится возможность устранить оксидный слой и область с незначительным содержанием хрома. Процедуру нужно выполнять методом погружения в кислоту, в роли альтернативного решения можно использовать пасту, которую принято наносить сверху.
Для проведения травления часто применяют смесь кислот, среди которых азотная и фтористоводородная, при этом первая используется в количестве 8-20% от объема, тогда как вторая — в количестве 0,5-5%. Используется при этом еще и вода. Некоторые мастера для этого применяют крепкий чай.
Период воздействия травящего вещества на аустенитный прокат будет зависеть от концентрации кислоты, температурного режима, сорта проката, габаритов окалины. Если в работе используется кислотоупорный прокат, то он подлежит более длительной обработке по сравнению с нержавеющим прокатом. Если вы произведете доведение показателя шероховатости сопряжений до соответствующего показателя, свойственного основному материалу, с помощью полировки или шлифовки после завершения травления, то это станет способствовать повышению устойчивости конструкции к явлениям коррозии.
Процесс сварки нержавейки не всегда приводит к идеальному качеству. Так, спустя какое-то время после завершения процедуры в зонах соединительных швов может образоваться «ножевая» коррозия. В роли воздействия повышенных температур выступают горячие трещины, возникающие из-за аустенитной структуры соединительных швов. Хрупкими они получаются из-за продолжительного воздействия высоких температур и стигматации.
Для того чтобы исключить появление горячих трещин, рекомендуется применять присадочные материалы, позволяющие получать прочные швы. С этой же целью нужно осуществлять дуговую сварку, которая предполагает незначительную длину дуги. Не нужно выводить кратеры на главный металл.
Если было решено использовать в работе автоматическую сварку, то проводить работы необходимо при меньших скоростях. Предпочтительнее осуществить меньшее количество подходов. Если повысить скорость и использовать короткую дугу, то это позволит уменьшить риски появления сварных деформаций, а стоимость сварки будет уменьшена. Если желаете повысить качество стойкости металла к процессам коррозии, то стоит использовать при работе как можно более высокую скорость.
Нержавеющая сталь может быть представлена различными видами и разнообразным составом. Если в основе металла присутствует хром, то это определяет главные характеристики, за которые материал ценится во всевозможных областях современной промышленности. Для того чтобы выбрать технологию сварки, перед началом работ необходимо определить габариты материала и желаемый конечный результат. Если работать предстоит с элементами, которые будут на виду в ходе эксплуатации, а процесс сварки вы намерены производить впервые, то для начала нужно потренироваться на обрезках идентичного материала.
Иван Андреевич Щербаков
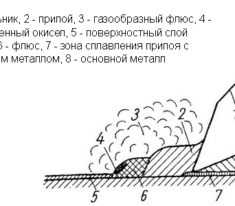
До того как залудить паяльник, следует узнать, в чем заключается данная процедура и для чего ее нужно проводить. Суть состоит в том, что в результате паек из-за перегрева жало паяльника окисляется и, соответственно, теряет способность нормально расплавлять припой.

Ремонт неисправностей сварочных инверторов начинается в первую очередь с диагностики. Данная аппаратура позволяет выполнять сварочные работы в более комфортных условиях.

Сделать самодельный сварочный инвертор несложно, особенно если вы ладите с электроникой. Главное, чтобы у вас было свободное время (5-6 часов) и желание выполнить эту работу.
Как можно сделать пресс из домкрата своими руками?
Как сделать приспособление для заточки ножей своими руками?
Как правильно работать ручным фрезером по дереву
Как сделать циркулярный стол своими руками?
Как сделать чудо лопату своими руками?
Идея довольно таки интересная. Да и с виду конструкция не очень сложная. У меня вопрос, а есть чертежи данного пресса? Что бы самому не гадать размеры.
Полезный ресурс, молодцы, ребята! Я сам люблю работать руками, тоже инструменты сам верстачу иногда. Вечно мучаешься в поисках нужных данных — либо ст.
Циркулярная пила в хозяйстве вещь необходимая. Причем не только в частном доме. Сам столкнулся с этим в квартире. Укладке ламината и подгонке столешни.
Как я понимаю, данное приспособление имеет смысл, если нет под рукой пресса, но есть домкрат, куча металлолома и сврочный аппарат, а также навык сварк.
Задавался целью сделать подобное приспособление, так как каждый раз носить заточить ножи это и время занимает и денег стоит прилично, так как у меня м.
В данной статье рассмотрены основные вопросы, задаваемые начинающими сварщиками, по сварке коррозионостойких сталей и даны ответы на них.
Варите нержавейку легко и с удовольствием ручной дуговой сваркой покрытым электродом, неплавящимся вольфрамовым электродом в среде защитных газов и, конечно же полуавтоматическим инвертором плавящимся электродом!
Варит ли инвертор нержавеющую сталь? Вчера решил испытать судьбу. Взял круглый бак от стиралки и отправился к знакомому у которого есть инвертор. Варить пытался электродом для нержавейки, диаметром 3 мм. Дуга скачет, невозможно работать. Если добавить ток, дуга обрывается. В баке прожоги металла.
Сварочный инвертор аврора
Для сварки коррозионостойких сталей нужен инвертор со встроенным осциллятором или с «хорошо выпрямленным» током. В паспорте, который прилагается к инвертору, обычно указывается на какие металлы он рассчитан. Но даже если вы не найдете в паспорте требуемую информацию, всегда можно выяснить все возможности аппарата в специализированном магазине.
Лучше всего подходит аргонодуговая сварка (в частности, популярностью пользуется сварочник Aurora PRO INTER TIG 200 PULSE). АДС позволяет выполнять качественные швы на тонкостенных листах и деталях (трубах, например). Соединить же тонкий лист (до 3 …5 мм) ручной дуговой сваркой и получить качественный шов – это задача непростая.
Металлы, устойчивые к коррозии обычно содержат много хрома, а он, в свою очередь, образует с кислородом воздуха оксиды, что зачастую приводит к растрескиванию шва во времени. Образуется окалина. Поэтому важно, выполняя тонкие работы с изделиями, к которым предъявляются высокие требования, производить поддув аргоном обратной стороны шва.
Для работы штучным электродом с флюсующей обмазкой необходим опыт. Нужно поиграться с полярностью, а не просто работать по инструкции. С толстостенными изделиями, как уже говорилось выше, обычно не возникает проблем. Но так ли много изделий или конструкций из толстой нержавейки вы знаете? Правильно, все, что встречается – относительно тонкостенное, до 5 мм толщиной в сечении.
Когда варят тонкостенную нерж, приходится уже выкручиваться:
- Токи нужно устанавливать как можно меньше, дугу держать как можно короче.
- Дуга зажигается в стороне, а затем постепенно подводится к свариваемой кромке.
- Обращайте внимание на подключение клеммы заземления, в ее направлении будет действовать дутье дуги.
Что касается прожогов, для толщин в 1 мм нужен электрод более тонкий, чем 3 мм. Для поджига трехмиллиметрового электрода нужен ток, который моментально прожжет тонкий лист. Электродом «тройка» сваривать и «черные» металлы непросто, а по нержавейке, да еще для того, чтобы учиться, нужно брать электрод 2 или 1,6 мм
Лучше всего сваривается нержавейка с пониженным содержанием углерода. В связи с тем, что стали с высоким содержанием хрома склонны к концентрации напряжений, которые на порядок превышают аналогичные напряжения в углеродистой стали, нужно избегать перепадов температур.
Рекомендуется предварительный подогрев до 200 -350 градусов Цельсия.
Основные особенности,о которых нужно знать:
- Коррозионостойкие металлы имеют крайне низкий показатель теплопроводности. Это означает , что тепло передается в окружающее воздушное пространство медленно, а скорость образования сварочной ванны увеличивается. По этой причине сварку выполняют на низких токах. Если для углеродистой стали определенной толщины вам необходимо было установить на своем аппарате 80А, то для аналогичной нержавейки вам потребуется 60А. Силу тока в среднем снижают на 25%.
- линейные размеры при нагреве испытывают существенные изменения, тому причиной немалое значение коэффициента термического расширения. Следствие — большие поводки деталей. Если речь идет о сварке толстостенных деталей в стык без зазора — гарантировано такое соединение потрещит. Причиной тому высокие напряжения такого соединения, которые возникают из-за неравномерного расширения металла. Сварку встык при больших толщинах производите с зазором.
- Большое количество легирующих элементов увеличивает электрическое сопротивление, поэтому при ММА работают электродами не более 350 мм в длину.
- Строго соблюдайте режимы термообработки, рекомендуемые для той или иной марки , из-за склонности к возникновению межкристаллитной коррозии.
В гараже стоит инвертор для РДС (ММА). Есть работа по сварке нержавеющей стали. Подскажите, какие электроды подходят для такой работы, какие не подходят. Какие «подводные камни» сварки теми или иными электродами?
Выбор электродов для нержавейки, действительно, требует надлежащего подхода. Благо, ассортимент их довольно широкий. Наилучшими для коррозиестойких сталей на сегодняшний день являются электроды ОК61.30. Выпускаются они шведской компанией ESAB и успешно используются при сварке 12Х18Н10, 12Х18Н10Т, 08Х18Н10 и т.д. ОК61.30 с рутиловым покрытием имеют легкий поджиг, держат уверено дугу, обеспечивают оптимальный прогрев, т.е. очень хорошо проявляют себя. Шлак отлично отделяется.
Отечественные электроды в основном идут с базисным покрытием. Они довольно капризны и требуют от сварщика определенного мастерства (имеют склонность к залипанию, при поджиге дуги нередко происходит отслоение покрытия, могут внезапно прекратить работать), но выполненный ими шов обеспечивает высокие коррозионные свойства. В продаже часто встречаются марки ЦЛ-11, либо ОЗЛ-8.
Как правильно варить ЦЛ-11?
Как и ESAB ОК61.30 электроды ЦЛ-11 изготовлены для конструкций ответственного назначения из сталей, содержащих Cr и Ni, типа 12Х18Н10Т, 12Х18Н12Б и т.п., которые будут работать в непростых условиях, когда к ним предъявляют большие требования. Швы, полученные ЦЛ-11 имеют высокую стойкость к образованию коррозии между кристаллами.
Перед сварочными работами детали зачищают крацовочной щеткой до металлического блеска, удаляют грязь, масло, коррозию, которая несмотря на то, что нержавейка, может проявлять себя. Дугу нужно стараться поддерживать как можно короче, шов формировать неширокими валиками. Для электродов до 4 мм используют ток DC и обратную полярность. Варят в любых положениях кроме «от потолка к полу». Если диаметр четыре миллиметра и более – возникают сложности с прохождением швов на потолке и по вертикали.
Благодаря малому содержанию «вредных элементов» и небольшому газообразованию ЦЛ-11 дает шов устойчивый к обычной коррозии и между кристаллами.
В случае, если электроды долгое время провалялись в сыром помещении и набрали влаги, требуется термообработка около 200 градусов Цельсия в течении часа.
Временное сопротивление разрыву, более 540Н/мм2
Относительное удлинение, более 20%
Ударная вязкость более 80 Дж/см2
Аналоги ОЗЛ-7;-8, ESAB OK61.85, ОК61.30
Какой газ применяют для защиты шва?
Вольфрамовым электродом удобно варить тонкостенные листы. Швы качественные. Защита ванны — аргон 100%. Ничего другого для вольфрама придумывать не нужно. Единственный недостаток — низкий КПД по сравнению с полуавтоматической сваркой, потому что сварочную проволоку приходится держать левой рукой, подавая в сварочную ванну.
Сам сварке только учусь. Расскажите о сварке нержавейки полуавтоматом. Какой газ лучше применять для нее?
По всем теоретическим канонам сварку нержавейки производят в аргоне. Но на практике получается не совсем так, а точнее, немножко по — другому. При сварке в аргоне сварщики жалуются на большое разбрызгивание металла, нестабильную дугу. Не будем углубляться в возможные причины того, почему так происходит. Например, при сварке алюминия нужно использовать только аргон высокой чистоты (высокоочищенный), иначе возникают аналогичные проблемы, шов получается с раковинами, дефектами, в окалине, сварка затруднена. Таким образом для сварки нержавейки нужно использовать высокочистый аргон, но на практике готовят смесь аргона и углекислоты в соотношении 95-98% к 2-5%. Во всяком случае все промышленные работы проводят в такой среде. Допускается заменить углекислоту на чистый кислород в некоторых случаях.
Варить в 100% углекислоте не рекомендуется, хотя жажда опытов толкает сварщиков на разнообразные эксперименты заканчиваются они снижением коррозионной стойкости шва. Углекислота лучше всего подходит для «черных» сталей (то бишь низко- и среднеуглеродистых), по какой причине, читайте в статье «Защита сварочной ванны»
Читайте на сайте статью:
Сварка алюминия — инструкция, аппарат, проволока, газ
Теперь о технологии. Практикуют 3 способа:
• Сварка короткой дугой – позволяет избежать проплавление металла при соединении тонких листов
• Струйный перенос – лучше всего использовать порошковую проволоку без газа
• Импульсный режим (присадочный материал подается порционно каплями малой величины) — наилучший способ, позволяет практически полностью избавиться от брызг и уменьшить расход проволоки.
Здравствуйте! Трудность в следующем: не выходит настроить скорость подачи проволоки полуавтомата. Свариваю нержавейку. Защитная среда углекислота. Шов получается низкокачественный, дугу рвет. При поджиге дуги проволока сгорает до горелки. Как настроить полуавтомат?
Трудность возникла из-за неправильно подобранных режимов сварки. При подборе режимов ориентируйтесь на 2 основных параметра: с какой скоростью подается проволока и каково напряжение на источнике питания.
Сначала выбирается с какой скоростью будет подаваться проволока. Выбирается скорость исходя из толщины изделия. Так же скорость связана с током. Чем скорость подачи выше, тем больше ток. Под скорость проволоки выставляют требуемое напряжение. Если напряжение низкое – поджиг дуги затруднен, при высоком напряжении проволока быстро сгорает до токопроводящей части и дуга обрывается.
Вам необходимо верно подобрать соотношение параметров скорости и напряжения. Только в таком случае вы получите шов, который будет соответствовать критериям качества.
Похожее
Для отправки комментария вам необходимо авторизоваться.
Cтоит ли ПОКУПАТЬ, отзывы сварщиков:
elfterra.ru
Как варить нержавейку инвертором в домашних условиях
Нержавеющая сталь – высоколегированный сплав, для сварки которого в производстве используются аргоновые аппараты. При необходимости получения неразъемных соединений в быту необходимо учитывать характеристики и свойства материала. Если предстоит выполнить небольшой объем работ, соблюдение определенных режимов и условий позволит с успехом варить нержавейку инвертором в домашних условиях.
Выбор и настройка инвертора
Инвертор – это источник, который обеспечивает поджиг, стабильность горения сварочной дуги. Действие устройства основано на принципе преобразования переменного тока промышленной частоты в постоянный или переменный ток требуемой частоты и нужного напряжения.
Разные модели аппаратов работают от бытовой сети 220 B, имеют небольшие размеры, невысокую стоимость, отличаются удобством в эксплуатации и транспортировке. При сварке нержавеющей стали для получения качественного шва необходимо выставлять настройки преобразователя в зависимости от толщины заготовки.
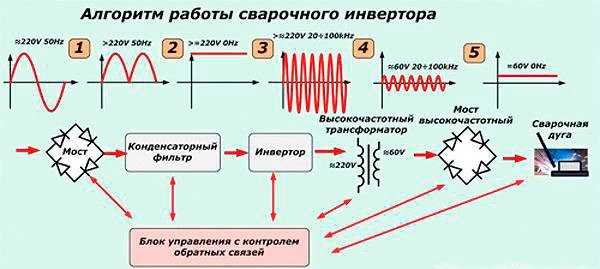
Оптимальные режимы инвертора, диаметры электродов.
| Толщина изделия, мм | Напряжение, B | Сила тока, A | Толщина электрода, мм |
| 1,5 | 13 | 40–60 | 2 |
| 3 | 15 | 75–85 | 3 |
| 4 | 16 | 90–100 | 3 |
| 5 | 18 | 140–150 | 4 |
Сварку нержавейки в домашних условиях можно производить промышленным или самодельным инвертором с требуемыми рабочими показателями. Основные условия: наличие режима ручной дуговой сварки (MMA), диапазон тока от 20 до 200 A. Следует учитывать, что некоторые модели устройств не функционируют при низких температурах окружающей среды.

Схема ручной дуговой сварки
Этапы сварочного процесса
Соблюдение последовательности действий при сварке нержавейки послужит гарантией получения надежного соединения заготовок. Основные технологические этапы заключаются в следующем:
Положение электрода при сварке
- Зачистить металлической щеткой участок совмещения деталей от мусора, краски, лишних включений.
- Произвести предварительную прокалку электродов в соответствии с инструкцией.
- Подручными инструментами разделать кромки по определенной форме, соответствующей толщине свариваемых деталей.
- Обработать кромки и поверхности растворителем.
- Листы стали толщиной более 7 мм подогреть до 150 ºC паяльной лампой.
- Подложить под детали медные прокладки для обеспечения теплоотвода.
- Выполнить сварку на короткой дуге, избегая колебательных движений. Можно удерживать электрод с наклоном 40–60º к поверхности.
- Для получения «замка», предотвращающего трещины, вывести сварочную ванну из зоны обработки и прервать дугу.
- Оставить изделие для естественного остывания.
- После сварки нержавейки отбить шлак, зачистить шов, отшлифовать или отполировать готовое изделие.
Особенности сварки нержавеющей стали
Качественный сварной шов можно получить, учитывая принципы обработки нержавеющей стали. Выполнение конкретных действий поможет избежать распространенных дефектов неразъемных соединений.
Влияние режима сварки на форму шва
Образование крупных пор. Такой дефект появляется при выделении углерода в результате контакта расплавленной стали с кислородом. Для защиты от внешних газов применяются электроды с обмазкой, создающей искусственное газовое облако. Плотность такого облака не должна скрывать сварочную ванну.
Выгорание легирующих составляющих. Это ведет к возникновению коррозии при попадании влаги. Чтобы избежать перегрева металла на участке сварки, сила тока в настройках инвертора выставляется на 20% ниже, чем при обработке обычной стали. Хороший результат дает проведение операций в шахматном порядке.
Нарушение герметичности шва. Микротрещины образуются в результате расширения и стягивания материала под воздействием температуры электрической дуги. Правильно выбранный материал электрода способен взаимодействовать с расплавленным металлом и обеспечивать герметичность соединения по всей толщине от основания шва.
Электроды для сварки нержавейки
Для сварки нержавейки инвертором применяются различные марки электродов. При использовании таких электродов наблюдается незначительное разбрызгивание металла, так как сварочная ванна надежно защищается. Они хорошо разжигаются, дают стабильную дугу, предназначены для работы в разных пространственных положениях. Диаметр варьируется в пределах 2–5 мм. Особенности некоторых марок электродов:
Характеристика электродов MP-3C
- ОЗЛ-6 имеют рутиловое покрытие на основе двуокиси титана, обладают стойкостью к высоким температурам.
- AHO быстро воспламеняются, не нуждаются в дополнительной прокалке электродов, являются удобными для новичков.
- MP-3 могут использоваться для работы с неочищенным металлом.
- MP-3C применяются для получения соединений высокого качества.
- ЦЛ-11 предназначены для хромоникелевых сплавов, их использование защитит изделие от коррозии.
Правильный выбор электродов для определенной марки сплава, постоянного или переменного тока обеспечит качество, безопасность сварочных работ, долгую службу инвертора.
Достоинства и недостатки метода
Метод сварки нержавеющей стали инвертором применяется в бытовых условиях, когда необходимо устранить дефекты, выполнить наплавку на небольшом участке детали, создать короткие швы. Соединяемыми элементами могут быть листы для баков или емкостей, трубы, стальные конструкции. Основные плюсы метода сварки инвертором:
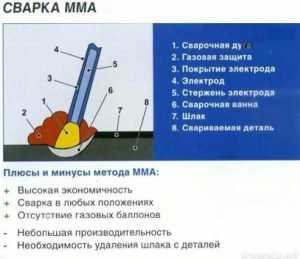
Плюсы и минусы сварки методом MMA
- аппараты имеют небольшие габариты, доступные цены;
- толщина свариваемых деталей может варьироваться в широком диапазоне;
- отсутствует необходимость применения дополнительной флюсовой защиты;
- имеется возможность сварить труднодоступные участки.
Минусы заключаются в необходимости регулярного удаления шлака и значительных затратах времени на сварочный процесс. При сварке нержавейки наличие навыков и опыта работы с инвертором и электродами послужит гарантией получения ожидаемого результата.
Видео по теме: Сварка нержавеющей стали инвертором
specnavigator.ru