Виды наждачной бумаги: зернистость и маркировка, рекомендации по выбору шлифовальной шкурки. Зернистость шлифовальных кругов таблица
Зернистость шлифовальных кругов таблица
Шлифовальные и отрезные круги широко применяются для различных подготовительных работ как на производстве, так и в домашних условиях.
Важнейшей характеристикой при выборе инструмента является зернистость, правильно выбрать которую поможет специальная таблица зернистости кругов. Она позволяет точно расшифровать обозначение в соответствии с группой абразива.
Зернистость абразивных кругов
В зависимости от группы используемого материала, зернистость обозначается по разному:
- Шлифзерно, шлифпорошки – число означает наименьший размер зерен взятого в сотых долях мм.
- Группа «Микрошлифпорошки». Зернистость абразивных кругов этой группы состоит из литеры М с добавлением максимального размера зёрен в мкм.
- Шлифпорошки из алмаза – число представлено дробью, где числитель означает размер ячейки верхнего сита, а знаменатель – соответственно нижнего, взятого в мкм.
- Микропорошки из алмаза – обозначение зернистости в виде дроби, где в числителе указан максимальный размер зёрен, в знаменателе – минимальный.
- Группа глифзерно и шлифпорошки эльбора – обозначаются в зависимости от методов контроля.
Зернистость отрезных кругов
Выбирая зернистость отрезных кругов, следует учитывать, что чем крупнее зерно, тем выше режущая способность инструмента. При выборе инструмента следует оценивать соответствие толщины инструмента и размера зёрен. Более мелкие придают кругу стойкость, но снижают его режущую способность.
Зернистость отрезных кругов имеет свою классификацию:
- Крупная (F12-F16-F20-F22),
- Средняя (F30-F36-F40-F60),
- Мелкая (F70-F80-F100-F120).
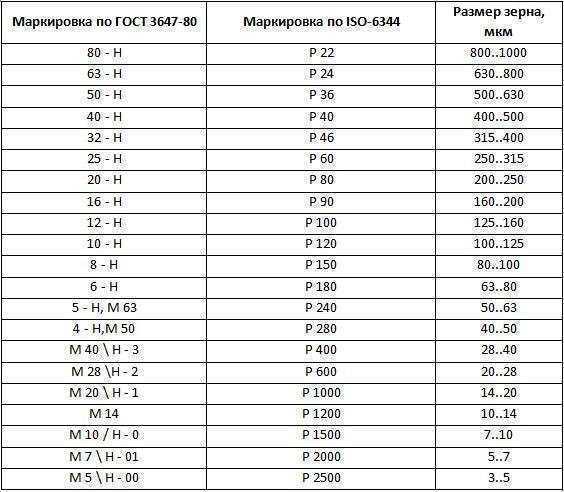
Ниже представлены обобщённые данные обозначающие различную. Зернистость шлифовальных кругов. Таблица представляет собой информацию о зернистости групп материала по ГОСТ 3647-80 и стандарту ИСО 8486.
Зернистость шлифовальных кругов таблица
| Группа абразивного материала | Обозначение зернистости(ГОСТ 3647-80) | Размер зерен, мкм | Обозначение постандарту ISO 8486 |
| Шлифзерно | 200 | 2500...2000 | 10 |
| 160 | 2000...1600 | 12 | |
| 125 | 1600...1250 | 16(14) | |
| 100 | 1250...1000 | 20 | |
| 80 | 1000...800 | 22 | |
| 63 | 800...630 | 30 | |
| 50 | 630...500 | 36 | |
| 40 | 500...400 | 40 | |
| 32 | 400...315 | 54(46) | |
| 25 | 315...250 | 60 | |
| 20 | 250....200 | 70 | |
| 16 | 200...160 | 80 | |
| Шлифпорошки | 12 | 160...125 | 100 |
| 10 | 125...100 | ||
| 8 | 100...80 | 150(180) | |
| 6 | 80...63 | 220 | |
| 5 | 63...50 | ||
| 4 | 50...40 | ||
| Микрошлифпорошки | М63 | 63...50 | 230 |
| М50 | 50...40 | 240 | |
| М40 | 40...28 | 280 | |
| М28 | 28...20 | 360 | |
| М20 | 20...14 | 400 | |
| М14 | 14...10 | 500 | |
| Тонкие микрошлифпорошки | М10 | 10....7 | 600 |
| M7 | 7....5 | 800 | |
| М5 | 5....3 | 1000 | |
| М3 | 3....2 | 1200 |
ukrabraziv.com.ua
| ПОЛЕЗНЫЕ ССЫЛКИ: БОНУСЫ ИНЖЕНЕРАМ!: МЫ В СОЦ.СЕТЯХ: | Навигация по справочнику TehTab.ru: главная страница / / Техническая информация / / Материалы - свойства, обозначения / / Абразивы - зернистость, мелкость, шлифовальное оборудование. / / Размеры зерна = зернистость и назначение наждачной (шлифовальной) бумаги, лент, некоторых дисков и других гибких абразивных инструментов по ISO, JIS (Япония), ANSI (CAMI/UAMA), "0" grade (Северная Америка), FEPA (Европа, Индия, Турция, ЮАР), GB (Китай)
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
tehtab.ru
виды зернистости, таблица и классификация по ГОСТ
Содержание: [скрыть]
- Что такое наждачка
- Изготовление
- Форма выпуска
- Маркировка
- Расшифровка зернистости
- Другие обозначения
- Основа
- Виды зернистости по материалу
- Применение
- Как выбрать?
Наждачка, она же шкурка шлифовальная – это названия наждачной бумаги, столярного абразива, аналогов которому на сегодняшний день нет. Материал используют в разных отраслях промышленности и жизни от строительной площадки до художественной мастерской. Наждачное полотно предназначено для ручной и машинной обработки деревянных, пластиковых, керамических и металлических поверхностей при производстве различных изделий для улучшения сцепления элементов при склейке или для подготовки поверхности к покраске.
Что такое наждачка
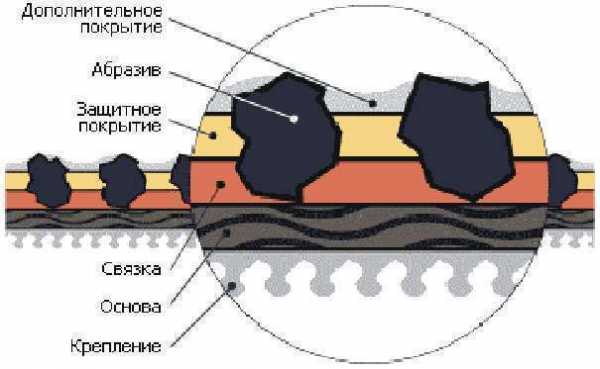
Шлифовальная бумага – это комбинированный материал, который составляют:
- Основа наждачки чаще всего – бумага, ткань.
- Абразив – зерно, которое наносят на основу с помощью клея или смолы.

Изготовление
Производство наждачной бумаги впервые было запущено в Китае, в 13 веке. Мастера приклеивали к пергаменту речной песок разной крупности, измельченный ракушечник, семена растений с помощью клея из агар-агара или крахмала. Позже придумали в качестве абразива использовать измельченное стекло, откуда пошел вид «стеклянной бумаги».
Серийное производство наждачной бумаги началось в Лондоне в 1833 году, затем стало распространяться по миру, технологии совершенствовались, и сегодня мы наблюдаем самые разные виды этого изделия.
Этапы производства:
- Бумажную основу или ткань пропитывают полимерами, чаще латексом из каучука.
- На подготовленную основу наносят клей, разогретый до 30…500С.
- Насыпным методом наносят абразив нужной фракции.
- Отправляют полуфабрикат на сушку в печь. Температурный режим зависит от типа клея, фракции зерна и других факторов.
Таким образом можно изготавливать наждачку невысокого качества в домашних условиях, используя плотный картон, крошку от абразивного круга или растолченное стекло, песок.
Форма выпуска
Готовые изделия складируют, складывая листы стопками или скатывая их в рулоны. Листовые полотна обладают достаточной жесткостью, поэтому сложно изгибаются. Наждачная бумага в рулонах более компактная в хранении, ее фракция и размер зерна меньше, чем у листовой.
Другие формы выпуска:
- Абразивная сетка представляет собой разреженное полотно с закрепленным зерном. При шлифовании даже самые мелкие частицы пыли проходят сквозь материал, не забиваются в порах. Этот метод работы называется «шлифовка без пыли».
- Абразивные круги - мелкозернистая наждачная бумага, вырезанная по форме насадки на механические устройства. Её назначение – очистка поверхности металла от ржавчины и удаления старого покрытия.
- Наждачная бумага разной зернистости, вырезанная по форме насадки на электрические инструменты с креплением на липучке или на проделанные отверстия.
- Шлифовальные ленты, предназначенные для заправки в циклёвочные машины и станки.
Маркировка
Маркировка наждачной бумаги указывает на фракцию и концентрацию абразива. Отечественный ГОСТ 3647-80 определяет количество зерен разного размера на 1 квадратную единицу, но данная классификация считается устаревшей. Сегодня шкурка шлифовальная соответствует международным стандартам ISO, именно это обозначение можно встретить на обратной стороне изделия. Следует отметить, что данные старого ГОСТа и значения международных стандартов перекликаются между собой. Их соответствие можно проследить в таблице.
Основная разница старого и нового стандартов заключается в разном движении номеров в маркировке:
- В ГОСТ 3647-80 значения крупности и плотности зерен уменьшаются, что вполне логично;
- В новом стандарте ISO 6344 (ГОСТ 52318-2005) номер изделия увеличивается с уменьшением значения в маркировке.
Расшифровка зернистости
Буква «Р» в обозначении указывает на зернистость. Чем больше значение, стоящее за буквой, тем мельче фракция шкурки. Р400 – известная нулёвка. Р600…Р2500 имеют мелкие фракции и почти гладкую поверхность, их зернистость не так ощутима наощупь. Такую наждачку используют для финишной полировки в промышленности.
В старом ГОСТе дела обстояли иначе. На примере 10-Н: первая цифра означает, что на поверхность изделия нанесен абразив крупностью, соответствующей ситу с ячейкой 100 мкм. Чем меньше показатель, тем меньше размер просева.
Другие обозначения
Виды наждачной бумаги различаются по составу основы и свойствам зерен. Эту информацию также отражают в маркировке изделия.
- Литера «Л» указывает на листовую форму выпуска изделия. Рулонная не обозначается никак.
- Буквой «М» обозначается водостойкая наждачная бумага.
- Изделие с маркировкой «П» предназначено для шлифовки сухих изделий без контакта с влагой.
- «1» – абразив для мягких поверхностей, «2» – для жестких.
Чтобы подобрать наждак для определенного вида работ, следует учитывать не только основную классификацию, но и приведенную информацию, которая содержится на обороте листа.
Основа
Абразивная бумага может быть изготовлена на разных материалах:
- На бумажной основе производят основную долю изделий с абразивом. Для повышения прочности бумажного полотна к разрыву, истиранию, изгибу его пропитывают полимерами и смолами. Благодаря этим составам изделие приобретает и влагостойкие свойства. Но все равно, бумага – предмет хрупкий и для интенсивной длительной работы не подходит. На нее наносят мелкое зерно.

- Наждачная бумага на тканевой основе более устойчива к истиранию и износу. Зерно держит так же хорошо, полотно дополнительно обладает эластичностью и устойчивостью к влаге, интенсивной работе с разными материалами даже шлифмашинкой, для которой выпускают насадки на липучке.

- Комбинированное тканево-бумажное полотно (двухслойное) сочетает в себе лучшие свойства предыдущих материалов. Изделие обладает эластичностью, устойчивостью к истиранию, сгибанию, влаге. На комбинированной основе производят крупнозернистую наждачку.
В продаже можно встретить бумагу с губчатой основой. Такая хорошо пропускает пыль, не боится влаги, подходит для ручной и механической работы в течение долгого времени.
Виды зернистости по материалу
Абразив изготавливают на разных основах:
- Карбид кремния (карборунд) подходит для работы с жёсткими поверхностями из металла, пластика.
- Зерна из граната обладают жёсткостью и мягкостью одновременно: такая абразивная бумага способна убрать неровности с поверхности древесины и запечатать волокна, благодаря чему покрытие краской или лаком ложится равномерно.
- Керамика применяется для изготовления крупнозернистых видов наждачной бумаги, используемых для выравнивания древесины.
- Окись алюминия – материал немалой цены, но и срок службы у него внушительный для своих «соплеменников»: мягкие кристаллы при шлифовке ломаются, сглаживая поверхность, но на их месте образуются более мелкие частицы с такими же острыми краями.
- Алмазная наждачная бумага самая прочная и дорогая. Почти не изнашивается, применяется, в основном, для машинной обработки изделий в промышленности.
Применение
- Наждачная бумага для дерева в столярном деле необходима при подготовке поверхности к покраске или лакировке.
- В строительстве наждачкой зачищают наплывы на штукатурке и шпатлевке, волокна древесины перед использованием. Также шкурка помогает избавиться от подтеков краски.
- Ремонт автомобилей: зачистка старой краски, подготовка поверхности к шпатлеванию, матирование глянца.
- При производстве и ремонте мебели и во многих других отраслях промышленности.
Как выбрать?
При выборе следует обращать внимание не только на стоимость, но и на характеристики изделия.
- Зернистость материала. Выбор фракции осуществляется, исходя из цели приобретения: для первичной подготовки древесины подойдет шкурка Р22…Р60. Для подготовки поверхности из дерева или металла к покраске выбирают Р240 и мельче.

- Материал – основа. Для длительной работы стоит купить абразив на тканевой или комбинированной основе. Если предполагается ручное выравнивание поверхностей, подойдет и бумажная.
- Для ручного труда можно взять изделие любого формата. Для шлифовальных машин и станков удобнее выбрать специальные круги или полоски, которые не нужно вырезать и приклеивать.
derevo-s.ru
Таблица зернистости шлифматериалов
Таблица зернистости шлифматериалов
| Стандарт ГОСТ 52381-2005 | Стандарт FEPA 42Д | ||
| зернистость | Размер зерен основной фракции, мкм | зернистость | Размер зерен основной фракции, мкм |
| шлифзерно | |||
| №200 | 2500-2000 | F10 | 2400-2000 |
| №160 | 2000-1600 | F12 | 2000-1700 |
| №125 | 1600-1250 | F14 | 1700-1400 |
| - | - | F16 | 1400-1180 |
| №100 | 1250-1000 | F20 | 1180-1000 |
| №80 | 1000-800 | F24 | 850-710 |
| №63 | 800-630 | F30 | 710-600 |
| №50 | 630-500 | F36 | 600-500 |
| - | - | F40 | 500-425 |
| №40 | 500-400 | F46 | 425-325 |
| №32 | 400-315 | F54 | 355-300 |
| №25 | 315-250 | F60 | 300-250 |
| №20 | 250-200 | F70 | 250-212 |
| №16 | 200-160 | F80 | 212-180 |
| - | - | F90 | 180-150 |
| шлифпорошки | |||
| №12 | 160-125 | F100 | 150-125 |
| №10 | 125-100 | F120 | 125-106 |
| №8 | 100-80 | F150 | 106-75 |
| №6 | 80-63 | F180 | 90-75 |
| №5 | 63-50 | F220 | 75-63 |
| микрошлифпорошки | |||
| М63 | 63-50 | F230 | 63-53 |
| М50 | 50-40 | F240 | 53-44.5 |
| - | - | F280 | 44.5-36.5 |
| М40 | 40-28 | F320 | 36.5-29.2 |
| - | - | F360 | 29.2-22.8 |
| М28 | 28-20 | F400 | 22.8-17.3 |
| М20 | 20-14 | F500 | 17.3-12.8 |
| М14 | 14-10 | F600 | 12.8-9.3 |
| М10 | 10-7 | F800 | 9.3-6.5 |
| М7 | 7-5 | F1000 | 6.5-4.5 |
| М5 | 5-3 | F1200 | 4.5-3 |
| М3 | 3-2 | - | - |
| М2 | 2-1 | - | - |
| М1 | 1-0 | - | - |
<< Назад в раздел
www.abrasiv-spb.ru
её виды, таблица с маркировками — журнал "Рутвет"
Оглавление:
- Маркировка абразивного мягкого материала
- Влияние материала основы на зернистость
- Разновидности наждачки по методу изготовления
- Применение наждачной бумаги в зависимости от её зернистости
- Виды абразива для наждачной бумаги
- Советы по применению наждачки в зависимости от зернистости
Такой показатель, как зернистость абразивной наждачной бумаги является самым важным для этого материала. В общем понимании этот показатель материала на число нанесенных частичек абразива на один дюйм наждачки. В связи с этим несложно представить, что чем будет выше этот показатель, тем меньше зернистость. Стоит отметить, что сегодня на рынке можно найти наждачные бумаги с зернистостью от 12 до 4000.
Маркировка абразивного мягкого материала
Любая наждачная бумага имеет свой шифр, которой несет в себе основную информацию о материале. В шифре указана следующая информация:
- тип нанесенного абразива;
- вид материала основы;
- вид связующего вещества;
- метод нанесения абразивных частиц;
- характеристики основы;
- водостойкость.
Интересно отметить, что до 2005 года в мире существовала некоторая путаница в маркировке наждачной бумаги. Ранее для записи маркировки абразивного наждачного материала использовали ГОСТ. Так, по этому нормативному документу зернистость наждачного материала записывалась непосредственно в маркировке. Таким образом, на материале можно было увидеть размер абразивных частиц, который указывался в десятых долях микронов. По новому мировому стандарту в маркировке зернистости принято записывать количество отдельных проволочек сита, через которое просеивается абразив на одну единицу площади (дюйм). Таким образом, получается, что чем меньше абразивные частицы на наждачной бумаге, тем выше число в маркировке.
Также следует помнить, что ранее (до 2005 года) на зернистость наждачной бумаги маркировалась на обратной стороне материала буквами «Н» и «М». Однако теперь на обратной стороне наждачной бумаги можно увидеть букву «Р».
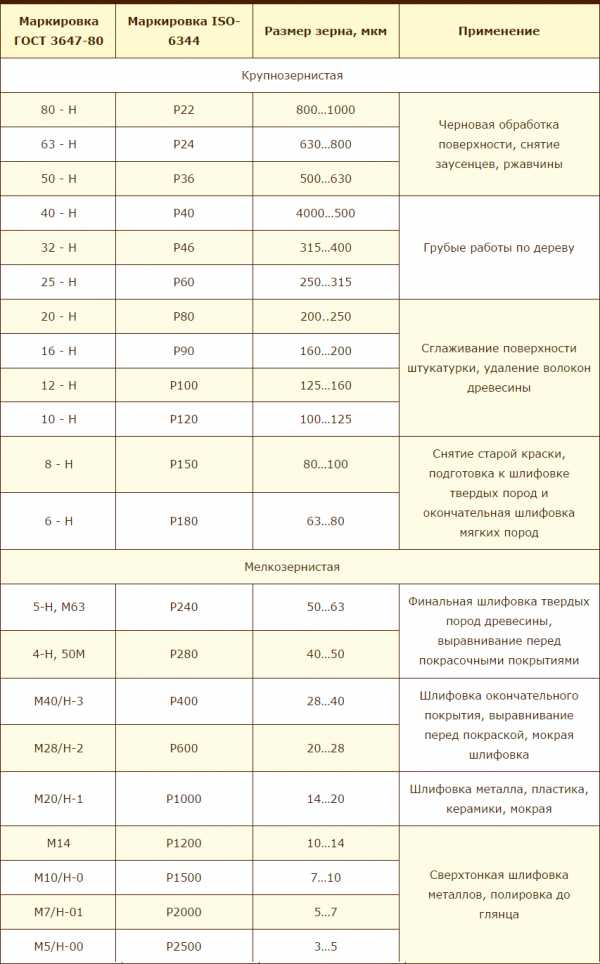
Зернистость наждачной бумаги приведена в таблице 1. В полную маркировку входит множество букв и цифр, которые не имеют отношения к величине зернистости.
Таблица 1 – Зернистость и маркировка абразивной наждачной бумаги
Виды зернистости наждачной бумаги:
- крупнозернистая;
- мелкозернистая.
К наждачным бумагам крупной зернистости можно отнести материала с размером абразива от 63 до 1000 мкм. В группу мягкого абразивного материала мелкозернистого типа относятся наждачки с зерном от 3 до 63 мкм.
Влияние материала основы на зернистость
Наждачка на тканевой основе
При подборе необходимого абразивного материала следует обращать внимание на материал основы, который весьма важен. Абразивная бумага на тканевой основе отличается своей высокой прочностью, низким износом и влагостойкостью. Преимуществом такого абразивного материала является возможность создания протяженных лент. Также она очень хорошо подходит для механизации и автоматизации производства.
Однако без минусов не обошлось. Основным недостатком такого материала основы является изменение габаритных размеров, что, в свою очередь, приводит к выкрашиванию абразивных частиц. Как правило, тканевая основа не применяется для создания материала с мелкозернистым абразивом.
Наждачка на бумажной основе
Менее прочным вариантом основы является бумага. Однако такой тип основы дает возможность создавать наждачную бумагу минимальной зернистости. Основные минусы бумажной основы вытекают из ее низкой прочности и слабому сопротивлению влаге.
Наждачная бумага может изготавливаться различными видами нанесения абразивного порошка.
Разновидности наждачки по методу изготовления
Абразивная бумага может изготавливаться путем открытой насыпки. При таком методе производства абразивные зерна наждачной бумаги насыпаются на основу таким образом, чтобы закрыть 60 % поверхности. Большим плюсом такой гибкой абразивной наждачки является то, что при работе ее между зернами не будет скапливаться обрабатываемый материал, так как зерна находятся на большом расстоянии друг от друга.
Иногда наждачное полотно могут изготавливать путем закрытой насыпки, а именно когда вся поверхность основы покрывается ровным слоем без просветов. Минусом второго способа изготовления является быстрое «засаливание» наждачки. Однако абразивные бумаги, сделанные вторым методом, лучше всего подходят для обработки твердых материалов.

Применение наждачной бумаги в зависимости от её зернистости
- Зернистость от 12 до 16 говорит о том, что наждачка относится к весьма грубому типу. Применять такую абразивную бумагу следует, например, для удаления старых лакокрасочных покрытий.
- Категория наждачных бумаг с зернистость от 24 до 40 также довольно грубые материалы, которые позволят провести очистку поверхностей.
- Для работ, связанных со шлифовкой, следует использовать бумаги с зернистостью от 60 до 80. Как правило, такую абразивную бумагу можно использовать для черновой шлифовки.
- Выровнять деревянную поверхность можно наждачными бумагами с зернистость от 80 до 150. Это более щадящие абразивные материалы. Следует отметить, что абразивная бумага с зернистость от 80 до 150 относиться к среднему классу.
- Для проведения работ более тонкого характера необходимо применять абразивную наждачную бумагу с зернистостью от 150 до 180. Для поверхностей из древесины эти наждачки являются финальными, т.е. после их использования, например, при изготовлении деревянной качели своими руками, можно окрашивать поверхность.
- Бумага с зернистостью от 200 до 240, применяется для зачистки промежуточно нанесенного грунтового покрытия.
- Тонкая наждачная бумага с зернистостью от 240 до 320 применяется для весьма деликатной доводки деревянной поверхности перед нанесением лакокрасочных покрытий. Ее также целесообразно использовать для удаления частиц пыли и мусора на краске перед финишным окрашиванием.
- Все наждачные бумаги с зернистостью от 360 до 4000 относятся к классу супер тонких абразивных материалов. Используя эту абразивную наждачную бумагу, можно удалить мелкие дефекты на окрашенной поверхности, заматовать поверхность, довести до блеска металлические изделия.
Виды абразива для наждачной бумаги
Сегодня для производства мягкого абразивного материала применяется:
- электрокорунд;
- карбид кремния;
- гранат;
- алмаз;
- эльбор.
Самым распространенным минералом для получения абразива для наждачной бумаги является электрокорунд. Второй материала для абразива – это карбид кремния. Он имеет твердость больше, чем электрокорунд, однако, он более хрупкий. Для полировки и шлифовки мягких материалов используется абразив из граната, так как он имеет невысокую твердость. Эльбор значительно превосходит по твердости карбид кремния, но немного уступает алмазу.

Советы по применению наждачки в зависимости от зернистости
- Одним из самых важных правил является методичное использование наждачной бумаги. Это значит, что первые работы выполняются бумагой с низкой зернистостью, а после осуществляется переход на бумагу с высокой зернистостью.
- Если необходима вода при шлифовании, то лучше всего использовать наждачную бумагу на тканевой основе. Как правило, работа наждачной бумагой при подаче воды проводится абразивными материалами высокой зернистости, т.е. осуществляется полировка.
- Бумага с любой зернистостью может быть использована при помощи электроинструмента. Однако на шлифмашинках обычно используют наждачную бумагу с зернистостью 80 – 240. Бумаги на бумажной основе с зернистостью от 600 до 4000 используются на специальных полировальных станках.
- Если необходимо очистить поверхность от лакокрасочного покрытия наждачной бумагой с зернистостью 12-40, лучше всего использовать деревянный брусок в качестве подложки под абразивный материал.
- Если нужно провести шлифовку пластиковых изделий, то следует использовать наждачную бумагу с низкой зернистостью.
Сегодня есть множество классификаций наждачной бумаги и ее маркировок. Следует помнить, что из-за того, что в мире очень много производителей этого материала, маркировка может существенно отличаться друг от друга. Некоторые страны производители придерживаются своей местной маркировки, хотя и есть общий стандарт маркировки.
Наждачную бумагу какой зернистости Вы обычно применяете и для каких целей? Поделитесь своим опытом в комментариях.
www.rutvet.ru
Зернистость алмазных кругов — sovetskyfilm.ru
При выборе зернистости алмазных кругов могут быть приняты за основу следующие рекомендации: для предварительного шлифования — зернистость 200 / 160 — 160 / 125 мкм, для чистового шлифования 100 / 80 — — — Ли / 50 мкм, для доводочного шлифования 40 / 28 мкм и мельче. Если предварительное и окончательное шлифование производится одним кругом, то следует применять круги зернистостью 125 / 100 — 100 / 80 мкм. Алмазые круги обеспечивают шероховатость поверхности в следующих пределах: зернистость 200 / 160 — 100 / 80 мкм — V. Для увеличения производительности шлифования и уменьшения удельного износа алмазных кругов выбирают наибольшую зернистость, которая обеспечивает требуемый класс чистоты поверхности детали. [3]
При выборе зернистости алмазных кругов могут быть приняты за основу следующие рекомендации ( в мкм): для предварительного шлифования 200 / 160 — 160 / 125; для чистового шлифования 100 / 80 — 63 / 50; для доводочного шлифования 40 / 28 и мельче. Если предварительное и окончательное шлифование производится одним кругом, то следует применять круги зернистостью 125 / 100 — 100 / 80 мкм. Для увеличения производительности шлифования и уменьшения удельного износа алмазных кругов выбирают наибольшую зернистость, которая обеспечивает требуемый класс чистоты поверхности детали. [4]
Каким образом выбирается зернистость абразивных и алмазных кругов. [5]
Зернистость эльборовых кругов аналогична зернистости алмазных кругов и выбирается исходя из требований, предъявляемых к шероховатости обработанной поверхности: зернистость 250 / 200 — 14 / 10 — для кругов на керамической связке и 250 / 200 — для кругов на органической связке. [6]
Зернистость эльборовых кругов аналогична зернистости алмазных кругов и выбирается исходя из требований, предъявляемых к шероховатости обработанной поверхности: зернистость 250 / 200 — 14 / 10 — для кругов на керамической связке и 250 / 200 — 5 / 3 — для кругов на органической связке. [7]
Существенно влияет на процесс резьбонарезания зернистость алмазных кругов. По мере уменьшения зернистости одновременно увеличивается число режущих зерен, что приводит к уменьшению шероховатости поверхности. Однако в этом случае уменьшаются межзерновые расстояния, из-за чего повышается объем пор, где размещаются продукты разрушения материала, приводящие к засаливанию круга. Это, в свою очередь, приводит к повышению температуры в зоне резания, что делает сам процесс более напряженным. Увеличение зернистости несколько увеличивает шероховатость поверхности, но в то же время снижает склонность кругов к засаливанию. Связка круга, как было отмечено выше, Ml. Стойкость кругов при рекомендованных режимах обработки весьма высока: одним кругом возможно нарезать резьбу не менее чем на 4000 оболочках из стеклопластика или углепластика. [8]
Зернистость ку-бонита обозначается так же, как зернистость алмазных кругов. [9]
Выбор концентрации производят с учетом связки и зернистости алмазного круга. Предварительное и чистовое шлифование кругами зернистостью 80 / 63 — 200 / 160 мкм наиболее экономично при 75 — 100 % — ной концентрации кругов на бакелитовой связке и 100 — 150 % — ной концентрации кругов на металлической связке. [11]
Выбор концентрации производят с учетом связки и зернистости алмазного круга. Предварительное и чистовое шлифование кругами зернистостью 80 / 63 — 200 / 160 мкм наиболее экономично при 75 — 100 % — ной концентрации кругов на бакелитовой связке и 100 — 150 % — ной концентрации кругов на металлической связке. [13]
В табл. 21 — 23 приведены рекомендуемые зернистости алмазных кругов в зависимости от требуемой шероховатости обрабатываемой поверхности твердого сплава, режимы резания и смазочно-охлаждающие жидкости. [14]
Поперечная подача ( глубина шлифования) snon зависит от зернистости алмазного круга и требуемой чистоты обработанной поверхности. Чем крупнее алмазное зерно, тем большей может быть глубина шлифования. При работе с охлаждением глубина шлифования может быть увеличена. [15]
Страницы: 9ensp;9ensp;1 9ensp;9ensp;2
Поделиться ссылкой:
Алмазные круги, а также круги из кубического нитрида бора (боразон, кубонит, эльбор) состоят из корпуса и прочно закрепленного на нем рабочего слоя (рис. 28).
Рис. 28. Конструкция алмазного круга (тип АЧК):1 — корпус круга;2 — алмазоносный слой
Корпус круга изготовляют из сталей Ст.З, 20, 30, алюминиевого сплава АК6 или Д16. Рабочий слой состоит из зерен алмаза или кубического нитрида бора, связки и наполнителя. Характеристика рабочего слоя определяется маркой алмаза или кубического нитрида бора, зернистостью, концентрацией его и связкой. Толщина слоя составляет 1,5—5 мм в зависимости от размера круга.За 100%-ную концентрацию принято содержание алмазов или кубического нитрида бора, равное 4,4 карата (0,88 г) в 1 см 3 рабочего слоя, или 25% объема его независимо от типа связки. Шкала концентрации алмаза в инструменте, принятая в СССР и большинстве стран мира, приведена в табл. 5. Из таблицы видно, что при так называемой 100%-ной концентрации алмазный порошок фактически занимает только 1/4 часть объема, а остальные 75% приходятся на долю связки с наполнителем и поры.Шлифпорошки из синтетических алмазов, применяемые для шлифования, заточки и доводки режущего инструмента, выпускаются трех марок: АСО, АРС, АСВ. Зернистость шлифпорошка обозначается дробью, у которой числитель соответствует наибольшему, а знаменатель — наименьшему размерам зерен основной фракции в микронах.Микропорошки из синтетических алмазов выпускаются двух марок: АСМ и АСН. Зернистость микропорошков указана в табл. 6.
Таблица 5. Концентрация алмазов в инструменте
Содержание алмазов в единице объема алмазоносного слоя, карат
Объем, занимаемыйалмазами в алмазоносном слое, %
Основная органическая связка — бакелитовая, состоящая из связующего вещества (фенолформальдегидной смолы) и различных наполнителей, объемное содержание которых обычно составляет от 37,5 до 12,5%. Алмазные круги на бакелитовой связке обладают хорошими режущими свойствами, что позволяет работать с небольшими силами резания. Малое количество образующегося тепла при шлифовании позволяет шлифовать без охлаждения, поэтому эти круги широко используются при заточке многолезвийного инструмента.Металлические связки изготовляют из различных композиций на основе меди, олова, железа, алюминия, цинка и других металлов. Их применяют в кругах, предназначенных для предварительной и чистовой алмазной обработки при сравнительно невысоких требованиях к шероховатости поверхности (до 8-го класса).Круги на керамической связке обладают наиболее высокими режущими свойствами и в основном предназначены для одновременной обработки твердого сплава и стальной державки, а также для обработки некоторых высоколегированных сплавов и материалов.Алмазные круги выбирают в зависимости от их назначения и типа станка. Формы сечений и обозначения кругов регламентированы ГОСТ 16167—70* — 16181—70*. Наиболее употребительные круги приведены в табл. 7. Форма и размеры инструментов из эльбора регламентируются ГОСТ 17123—71.
Рис. 29. Доводка режущей грани инструмента алмазным кругом: а — неправильно; б — правильно
При выборе формы и размеров алмазных кругов и кругов из кубонита необходимо учитывать, что круги должны быть с минимально допустимой для данных условий шлифования шириной рабочего кольца. При работе на проход можно выбрать круги с широким кольцом, а при работе способом врезания ширина кольца должна быть обязательно меньше высоты обрабатываемой поверхности, например высоты зуба (пластинки) пилы. В противном случае произойдет износ рабочего кольца круга не на полную ширину, что приведет к скруглению (завалу) режущей кромки инструмента (рис. 29). Для работ, где требуется большая стойкость кромок, и для предварительного шлифования следует применять круги на металлической связке, а для чистовых работ — круги на органической связке.
Таблица 7. Формы сечений и обозначения алмазных кругов
Шлифовально-расточные станки предусматривают комплектацию специальными насадками, непосредственно осуществляющими функцию корректировки режущих элементов. Оборудование снабжается точилами, представляющими собой традиционные круговые или чашеобразные диски. Большую часть таких насадок представляют абразивы, выполненные из вулканических веществ и других каменистых смесей. Но особое место в этой семействе занимает алмазный круг для заточки инструментов, который отличается мелкозернистой функциональной поверхностью. Выполнить обработку грубого лезвия на такой оснастке не получится, но зато в обслуживании твердосплавных материалов, напаек на сверлах и циркулярных пил алмазному диску нет равных.

Общие сведения о заточных дисках
Особенности алмазных заточных элементов обусловлены характером их назначения. Мастера используют этот абразив в работе с режущими компонентами другого инструмента. С цепными пилами, режущими металлическими головками и стальными резцами справится только высокопрочная оснастка. Более того, в целях безопасности технологи предусматривают и запас прочности расходного материала. И заточной круг алмазный отвечает высоким требованиям, обеспечивая не только прочность, но и стойкость к износам. К слову, некоторые модели таких элементов используют даже в обработке гранита, что подтверждает высокую продуктивность материала.
Даже если не планируется работа с твердотельными заготовками, диски используют из соображений экономии, обусловленной высоким рабочим ресурсом. Правда, альтернативное применение не всегда себя оправдывает, поскольку алмазный круг для заточки инструментов имеет небольшое зерно. Теоретически обслуживание топоров, ножей и других приспособлений с относительно скромными показателями твердости лезвия возможно, но рабочий процесс потребует гораздо больше времени.
Разновидности

Основная классификация предусматривает разделение алмазных элементов по форме. Как уже упоминалось, наибольшее распространение получили чашеобразные и плоские дисковые точила, которые применяются специально для твердотельных режущих и пильных деталей. Есть и пограничная разновидность, представленная кругами в виде тарелки. Можно сказать, это универсальный алмазный круг, который подходит для широкого спектра заточных операций. Если же планируется целенаправленная обработка с определенными параметрами, то следует выбирать абразив не только по форме, но и по техническим характеристикам.
Основные характеристики
Есть два основных параметра, по которым выбирают точильные круги опытные мастера – это степень зернистости и типоразмер. В маркировке для обозначения этих показателей используются цифровые обозначения. Что касается размерных параметров, то их представляет ширина, толщина и посадка, то есть диаметр отверстия внутри диска. К примеру, стандартная ширина составляет 150 мм, толщина – 10 мм, а посадка – 30 мм. Зернистость, которой обладает алмазный круг, представляется двойной цифрой – например, 125/100 мкм. Чем выше это значение, тем грубее будет выполнена заточка. Для обычного инструмента в виде ножей и других лезвий бытовых устройств достаточно и крупной зернистости, но для аккуратной работы с твердыми высокопрочными сплавами необходима мелкая фракция с плотной структурой.
Правка алмазных кругов

Со временем и алмазные абразивы утрачивают былую форму, что сказывается на качестве заточки. В таких случаях необходимо выполнять правку одним из методов, рекомендуемых специалистами. Так, с помощью обработки на шлифовальном станке диску можно обеспечить ступенчатость и округление. Нередко используются и специальные приспособления в виде абразивных брусков и расходных материалов с аналогичным принципом воздействия на структуру. В частности, рекомендуется правка круга алмазным карандашом с подходящими характеристиками. Обычно такая операция применяется, когда на поверхности диска проступают алмазные зерна. В качестве альтернативных способов правки можно назвать электрохимические способы и нанесение смазки, в составе которой содержится микропорошок с абразивными вкраплениями.
Отзывы о дисках «Калибр9raquo;

Отечественный производитель инструментов и комплектующих выпускает алмазные расходники для разных целей. Пользователи отмечают, что при невысокой цене такие изделия обеспечивают качественную и точную обработку. В составе кругов применяется сырье с оптимальными свойствами, что и позволяет выполнять аккуратную заточку с минимальными временными затратами. Однако, в показателях долговечности алмазный круг для заточки марки «Калибр9raquo; далеко не самый лучший вариант. Все-таки сказывается низкая стоимость, из-за которой были понижены и свойства надежности материала. Впрочем, если точило подбирается для разовых, но ответственных задач, то этот вариант вполне подойдет. Также его можно предпочесть, если обслуживать бытовой инструмент, не требующий особых нагрузок при заточке.
Отзывы о дисках Jet

Продукцию американской марки Jet хвалят и рядовые пользователи, и специалисты. К достоинствам изделий относят универсальность и оптимальные показатели заточки. В линейке бренда можно найти полный комплект для выполнения любых абразивных операций применительно даже к профессиональному режущему инструменту. Помимо этого, заточной круг алмазный способен выполнять и функцию правильного элемента для других абразивов. Из недостатков пользователи отмечают высокий ценник и необходимость тщательного подбора дисков по типоразмеру, так как в маркировке встречаются несоответствия с фактическими показателями.
Отзывы о дисках Oregon
Компания в первую очередь ориентируется на профессиональные нужды потребителей, поэтому в своих семействах представляет элементы для заточных станков высокого класса и с соответствующей производительностью. Отзывы пользователей отмечают, что алмазный круг марки Oregon отличается и надежностью. Некоторые владельцы в регулярном режиме эксплуатируют такие абразивы по несколько лет. Конечно, в процессе использования применяется и правка, но даже с учетом техобслуживания это неплохой результат.
Заключение

Алмазная оснастка для комплектации точильных станков является одним из самых эффективных способов поддержания режущих способностей твердотельных головок. Такой метод абразивной обработки позволяет обслуживать коронки для перфораторов, победитовые резцы и даже восстанавливать рабочие характеристики цепной бензопилы. Достигается высокий результат заточки благодаря тому, что алмазный круг обладает повышенными свойствами прочности и износостойкости. Но это не значит, что любой элемент данного типа можно использовать в качестве универсального. Алмазные диски также различаются по абразивным характеристикам, форме, структуре внутреннего состава и поверхностной обработке. С учетом этих параметров и следует подбирать абразив для конкретных задач. Например, для ножа или рубанка оптимальным вариантом будет круг с крупной зернистостью, а для деликатной работы с победитовыми насадками стоит использовать мелкофракционные элементы.
Наперекор всем стереотипам: девушка с редким генетическим расстройством покоряет мир моды Эту девушку зовут Мелани Гайдос, и она ворвалась в мир моды стремительно, эпатируя, воодушевляя и разрушая глупые стереотипы.
Зачем нужен крошечный карман на джинсах? Все знают, что есть крошечный карман на джинсах, но мало кто задумывался, зачем он может быть нужен. Интересно, что первоначально он был местом для хр.
Каково быть девственницей в 30 лет? Каково, интересно, женщинам, которые не занимались сексом практически до достижения среднего возраста.
Что форма носа может сказать о вашей личности? Многие эксперты считают, что, посмотрев на нос, можно многое сказать о личности человека. Поэтому при первой встрече обратите внимание на нос незнаком.
9 знаменитых женщин, которые влюблялись в женщин Проявление интереса не к противоположному полу не является чем-то необычным. Вы вряд ли сможете удивить или потрясти кого-то, если признаетесь в том.
Неожиданно: мужья хотят, чтобы их жены делали чаще эти 17 вещей Если вы хотите, чтобы ваши отношения стали счастливее, вам стоит почаще делать вещи из этого простого списка.
Примечание. Верхние пределы параметров шероховатости соответствуют закаленным сталям, нижние пределы — твердым сплавам.
Алмазные круги выпускают на металлических, органических и керамических связках.
Металлическая связка сообщает инструменту высокую прочность, кромкостойкость и износостойкость. Вместе с тем снижает режущие свойства, способствует «засаливанию9raquo; и требует периодической правки инструмента.
Инструмент на органических связках отличается повышенной режущей способностью, не «засаливается9raquo;, выделяет меньше теплоты при шлифовании, обеспечивает наименьший параметр шероховатости поверхности, однако имеет повышенное изнашивание, поэтому используется главным образом при финишной обработке.
Инструмент на керамических связках позволяет регулировать структуру, поэтому наиболее эффективен при обработке вязких материалов, особенно при одновременном шлифовании твердого сплава и стали. Разновидности связок и область их применения приведены в табл. 1.19.
Таблица 1.19. Связки для алмазных кругов
Металлическая на основах:
оловянистой бронзы (M1, МИ и др.)
Обеспечивает сравнительно малый удельный расход алмазов, сохранение формы профиля инструмента и повышение размерной стойкости инструмента, возможность работы с переменными силами резания. Круг «засаливается9raquo;, требует периодической правки
Обработка твердых сплавов с повышенным съемом, хонингование
медно-алюминиевой (М04, М5-5 и др.)
Круг меньше «засаливается9raquo;, больше изнашивается, чем бронзовая
Шлифование твердых сплавов, а также твердых сплавов вместе со сталью. Электроалмазное шлифование и заточка
Эффективность режущего прибора зависит от качества и своевременности сделанной заточки. Последнее связано с тем, что при постоянном применении функциональные ресурсы со временем теряются. Опыт последнего десятилетия показал, что самым лучшим абразивным инструментом для выполнения этой работы является алмазные круги для заточки. Они обрабатывают все известные виды материалов, а износ продукта меньше в десятки раз.

Чашечный алмазный круг
Алмазные круги, конструкция, преимущество
Благодаря физико-химическим особенностям алмаза и функциональному потенциалу он успешно реставрирует режущие возможности инструмента и оперативно приводит в рабочее состояние. Изделия такого типа отличаются стоящими режущими возможностями и продуктивной точностью размеров. Эти качества нашли достойное использование в разных сферах жизни (промышленности, быту и т. д.).
Причем алмазные круги, как абразивный точильный материал применяется для заточки и доводки резцов, сверл, пил и т. д. кроме того, с их помощью обрабатывают и полируют разнообразного вида поверхности. Основное преимущество в их использовании заключается в простоте, точности, быстроте и чистоте обработки. И что еще немаловажно он имеет маленький износ – долговечен.
По своей конструкции алмазные диски представлены в виде корпуса и нанесенного алмазоносного слоя, который состоит из соответствующего порошка, связующего и наполнительного материала. Корпус изделия могут изготовить из черного или цветного сплава. полимера. В таких кругах применяют два типа алмазов: искусственный и технический (природный).
При этом они представлены в виде отдельных кристаллов или порошка. Известно, что порядка 2/3, используемых, в промышленности алмазов в виде порошка идет на изготовление дисков, брусков и другого инструмента. Чтобы удержать на диске порошкообразную массу алмаза используют специальные связующие, которые крепко держат отдельные гранулы друг с другом.
Производитель в данный момент предлагает потребителю три варианта дисков на органических, керамических и металлических связках. Первая разновидность круга используют для шлифовки режущих пластин и других болванок из твердых материалов. При работе быстро подвергаются износу. Диски второго вида используют для чистовой доработки инструмента (резцы, ножи и т. п.).
Изделия на металлических связках обладают достаточной теплостойкостью, прочностью продолжительным сроком службы, недостатком считается эпизодическое засаливание, в результате нужна правка.
Сфера потребления алмазных кругов и классификация
Заточные круги алмазные по назначению пользуют для заточки пил изготовленных из твёрдых сплавов, с их помощью выполняют доработку напаек, они незаменимы при заточке токарных резцов и т. д. У них мелкая структура, позволяющая выполнить отделку обрабатываемого изделия, что невозможно сделать, используя рядовой стандартный абразивный наждак.Диски шлифовальные разных видов, типов алмаза и зернистости на механических и органических связках используют для доработки и заточки токарных резцов, фрез и других приборов из твердого сырья. Российский рынок алмазных кругов представлен изделиями разнообразной формы:
Какой диск применять в каждом конкретном случае, нужно определять индивидуально, исходя из предлагаемой заготовки, поверхности, площади и технологичности. Если для дисковой пилы нужен круг тарелка, которая благодаря острому краю может работать между зубьями, то для ножа более подходящим будет прямой профиль или чашка. Чтобы вернуть первоначальные качества токарных резцов, сверл и других приборов необходимо использовать надежные точила.
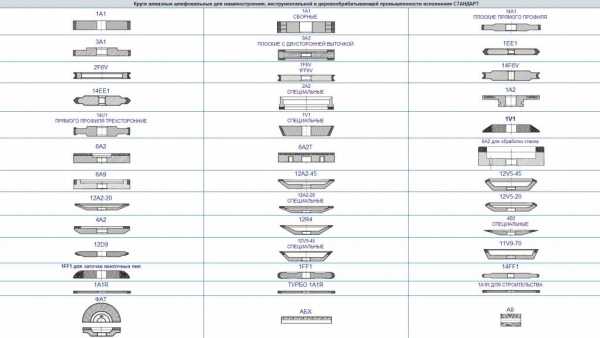
Формы алмазных дисков
Заточные круги различают и по зернистости:
- 100/80 – мелкая фракция;
- 125/100 – средняя;
- 160/125 — крупная;
- 200/160 – более крупная;
Изделия с мелкой зернистостью используют для завершающей доводки токарных резцов, ножей, лезвий и т. п. Используя изделия со средним звеном можно добиться нужной остроты режущей части приспособления. Крупная структура зерна позволяет, например, снять часть металла и выровнять режущую часть детали. Изделия с мелкой и средней зернистостью наиболее распространены, ими пользуются и в быту.
Точильный диск различают по диаметру (125–300 мм). Поэтому подбирать его нужно исходя из размера имеющегося точила. Немаловажной считается в таких изделиях толщина и ширина алмазного слоя. Широкий слой позволит удобно обработать деталь приличной площади или большого диаметра сверло, кроме того, износ алмазного покрытия будет продолжительным.
Алмазные круги для заточки универсальны, именно они могут реставрировать режущие возможности вышедшего из работы продукта, а после выполнения этой процедуры вернуть в технологический процесс. Его употребляют для заточки концевых и дисковых фрез, резцов, сверл разного диаметра, такой инструмент после обработки отличается достойными режущими способностями и точностью.
Отличительной чертой такого заточного круга считается наличие на рабочей части мелкой фракции алмазного зерна, доказано практикой, что он способен выполнить точную отделку режущей части резца, пластины, ножа и других инструментов. В зависимости от цели применения делается выбор алмазного круга для заточки. Для финишной доработки практикуют использование точила прямого профиля.
Краткий обзор алмазных кругов для заточки
При обработке нужного продукта выбирается конкретный абразивный инструмент, при этом обязательно учитывается форма и материал обрабатываемой детали, а также другие особенности. Работа выполняется мокрым способом с использованием охлаждающей жидкости или сухим. Подобный диск с применением охлаждения может выполнять работы по обеим поверхностям резцов, разверток, протяжек и т. д.
Твердосплавные инструменты после заточки алмазными дисками благодаря точному и качественному выполнению работ способствуют увеличению производительности оборудования.

Заточка чашечным алмазным кругом
Круг алмазный чашечный – прибор, который годится для заточки и конечной отделки изделий из твердых сплавов. Используется для шлифовки деталей из материалов, слабо поддающихся механической обработке. Кроме всего прочего, применяют при работе с твердыми неметаллическими поверхностями (керамика, камень, стекло). Точильный круг, выполненный в виде чашки, используют при заточке резцов, ножей и напайками.
Диск алмазный тарельчатый часто применяют для удаления лакокрасочного покрытия с деталей, кроме того, используют для обработки металла (чугун, сталь), хорошо он себя зарекомендовал при работе с изделиями из художественного стекла. Применение такого типа алмазного круга для заточки позволяет снизить трудоемкость в два раза в сравнении с использованием обычного шлифовального изделия.
Такой продукт, изготовленный в виде тарелки (благодаря небольшой глубине), с успехом используется при заточке пил имеющих твердосплавные напайки.
Прямой профиль – это круг для заточки, изготовленный в форме плоского диска имеющий в торце алмазный абразивный слой. Используют для обработки металлических поверхностей, где требуется получить выдержанную плоскость.
Алмазный заточной круг, как инструмент применяют не только для заточки, используют также и для доработки материалов плохо, поддающихся обработке. Им выполняют работы по шлифовке твердосплавных деталей. Практическое применение такого продукта экономически выгодно т. к. при этом снижается трудоемкость и значительно увеличивается производительность.
Например, круг 12а2 45 с алмазным слоем изготавливают чашечной или тарельчатой формы используется для металлообработки многолезвийных твердосплавных инструментов с прямым и спиральным зубом, резцов, протяжек, сверл и т. п. Это же изделие применяется для шлифовки поверхностей в автомобилестроении, строительной, электронной и других отраслях.
А продукт 1а1 выполнен в форме прямого профиля, сфера применения достаточно обширна, он необходим там, где нужна обработка цилиндрических, плоских и конических поверхностей. Он незаменим при отделке конических и цилиндрических отверстий. Практикуют использование в штампах из твердых сплавов при обработке шлиц и пазов. И, конечно же, применяют при заточке и доводке резцов, сверл, фрез и т. д.
Как и любой абразивный продукт промышленного изготовления, заточной алмазный диск имеет маркировку производителя. В этом обозначении есть ряд цифр, каждая из которых соответствует конкретному значению: диаметру, посадке, глубине, толщине алмазоносного слоя или зернистости.
Вам также могут быть интересны статьи:
Абразивные шлифовальные круги  Расточные станки: горизонтальные, координатные, алмазные Заточка токарных резцов по металлу Станки для заточки сверл
Расточные станки: горизонтальные, координатные, алмазные Заточка токарных резцов по металлу Станки для заточки сверл
sovetskyfilm.ru
виды зернистости и абразива, материалы для основы, таблица маркировки
Часто бывает так, что незначительная с виду вещь оказывается действительно незаменимой, а область ее применения — достаточно широкой. Наждачная бумага как раз является одной из подобных необходимых вещей. Ее еще называют наждачкой или шлифовальной шкуркой. Она является самым востребованным абразивом, альтернативы которому на сегодняшний день нет. В ней нуждается каждый мебельщик, слесарь, скульптор, а также автомаляр и любой хороший хозяин.
Зернистость наждачной бумаги (таблица)
Определение зернистости и ее виды
Зернистость — соотношение количества абразивного материала, нанесенного на квадрат поверхности основы. Это основной показатель применения шлифовальной шкурки. Чем больше абразива размещается на единице площади, тем меньше размер крупинок. А чем меньше абразива, тем крупнее кристалл.
По показателю зернистости наждачка подразделяется на три категории:
 Крупнозернистая. Она применяется при первичной обработке материала и очистке его от краски и лака. У этой шкурки грубые и крупные зерна. Зачастую крупнозернистый наждак применяют, когда требуется не сгладить поверхность, а счистить верхний слой. Наждачка оставляет на поверхности глубокие царапины, следовательно, последующая обработка менее зернистой шкуркой обязательна. У крупнозернистого наждака номера от 12 до 80.
Крупнозернистая. Она применяется при первичной обработке материала и очистке его от краски и лака. У этой шкурки грубые и крупные зерна. Зачастую крупнозернистый наждак применяют, когда требуется не сгладить поверхность, а счистить верхний слой. Наждачка оставляет на поверхности глубокие царапины, следовательно, последующая обработка менее зернистой шкуркой обязательна. У крупнозернистого наждака номера от 12 до 80.- Среднезернистая используется при промежуточной обработке. Она очищает и разравнивает поверхность. Материал становится более гладким и ровным. Такая шкурка оставляет менее глубокие царапины, чем крупнозернистая. Номера от 80 до 160.
- Мелкозернистая. Зачастую эту шкурку применяют на последней стадии обработки для шлифовки поверхности перед покраской. К мелкозернистой относится и наждак нулевка. Номера от 160 до 4000.
Наждачную бумагу еще классифицируют по веществам, которые входят в состав абразива. Среди них:
- Карбид кремния является довольно прочным абразивом. Такие шкурки востребованы при обработке изделий из стекловолокна, металла и пластмассы.
 Окись алюминия. Недешевый материал, но срок службы оправдывает затраты. Хрупкие кристаллы ломаются во время шлифовки. На их месте образуются более мелкие, но не менее острые частицы.
Окись алюминия. Недешевый материал, но срок службы оправдывает затраты. Хрупкие кристаллы ломаются во время шлифовки. На их месте образуются более мелкие, но не менее острые частицы.- Гранат — абразив натурального происхождения. Используется при шлифовке древесины. Из-за мягкости бумаги волокна хорошо запечатываются, следовательно, слой краски на изделие будет ложиться равномерно.
- Самой дорогой считается алмазная наждачка, которая практически не подвергается износу. Используется в промышленности.
- Керамика требуется на стадии формирования и выравнивания древесины. Отличается повышенной твердостью. Применяется в грубых видах наждачной бумаги.
Маркировка наждачной бумаги
Маркировка указывает на точные характеристики наждака (тип абразива и вид зернистости). Все данные указываются на обратной стороне листа. Классификация отечественного ГОСТа 3647−80 является устаревшей. На сегодняшний день маркировка осуществляется в соответствии с международным стандартом ISO 6344. Важно, что значения международных стандартов перекликаются с данными ГОСТа.
Область применения зависит от зернистости. Таблица содержит обозначения по ГОСТ СССР и международным стандартам ISO, а также сферы использования конкретных абразивов.
Маркировки крупнозернистой наждачной бумаги
| Шкурка шлифовальная ГОСТ 3647–80 | Шкурка шлифовальная ISO 6344 | Сфера использования |
| 63-Н, 50-Н, 80-Н | Р36, Р22, Р24 | Грубые черновые работы |
| 25-Н, 32-Н, 40-Н | Р40, Р60, Р46 | Грубая шлифовка |
| 10-Н, 16-Н, 20-Н, 12-Н | Р80 — Р120 | Первоначальная зачистка |
| 6-Н, 8-Н | Р150, Р180 | Завершающая шлифовка |
Маркировки мелкозернистой наждачной бумаги
| ГОСТ 3647–80 | ISO 6344 | Применение |
| М63, 5-Н | Р280, Р240 | Шлифование твердой породы древесины |
| 3-Н, М28, М40, 2-Н | Р400, Р600 | Полировка поверхности перед покраской |
| 1-Н, М20 | Р1000 | Обработка керамики, металла, пластика |
| М14, Н-0, М5, Н-00, М7, Н-01, М10 | Р1200, Р1500 и более | Финальная полировка |
Расшифровка букв в обозначении маркировки на оборотной стороне материала:
- Буква «Р» означает зернистость.
- Листовая бумага обозначена буквой «Л». Никак не обозначают рулонную.
- «Н» — размер кристаллов в десятках микрон.
- Буквы «Л1», «Л2», «М» указывают на влагостойкость.
- «П» — для сухих работ, без контакта с влагой.
- Цифра «1» — для шлифования мягких материалов.
- «2» — для металла.
Материал для основы
Основа является не менее важно характеристикой, которая указывает на назначение шкурки. Предпочтения зависят от целей использования. Абразив может изготавливаться на трех видах материала:
 Бумага. Наиболее дешевый вариант, однако способен выдержать большие нагрузки. Обладает водостойкими свойствами. Основная масса мелкозернистой шкурки производится на бумажной основе.
Бумага. Наиболее дешевый вариант, однако способен выдержать большие нагрузки. Обладает водостойкими свойствами. Основная масса мелкозернистой шкурки производится на бумажной основе.- Ткань. Более износостойкий вариант по сравнению с предыдущим. Для влагостойкости пропитывают специальными смолами. Тканевая основа придает шкурке эластичность.
- Комбинированное (двухслойное) полотно из бумаги и ткани. Такая основа сочетает в себе все свойства бумаги и ткани. Обладает прочностью, износостойкостью и эластичностью. На комбинированной основе производят крупнозернистый наждак.
Форма выпуска
Основные формы выпуска наждачки — листы и рулоны, но существуют и другие конфигурации:
- Абразивная сетка предназначена для шлифовки без пыли. Во время работы мелкие частицы не забиваются в порах, а проходят сквозь поверхность материала.
- Шлифовальные ленты для заправки в станок или циклевочную машину.
- Абразивные круги представляют собой мелкозернистую бумагу, которая выпускается по форме насадки на механическое устройство. С их помощью очищают поверхность металла от старого покрытия и удаляют ржавчину.
- Бумага различной зернистости, которую вырезают по форме и размеру насадки на электрический инструмент с креплением на липучку.
- Абразивные губки применяются для ручной полировки в труднодоступных местах, для шлифовки кромок изделия. Выпускаются с разными размерами зерна от супермелкого и до среднего.
Области применения
Наждак применяется во многих сферах производства:
- Лакокрасочные работы: обработка поверхностей до и после покраски.
- Строительство: очистка материалов от остатков старого покрытия, обработка оштукатуренных стен от следов шпателя.
- Деревообработка: шлифовка древесины для получения ровной поверхности.
- Изготовление и ремонт мебели.
- Ремонт автомобилей: создание матовой поверхности перед нанесением грунтовки, удаление ржавчины, шлифование перед нанесением лака или краски.
Многие люди находят нестандартные способы применения наждачки в быту. Например:
- Заточка иголок и ножниц. Достаточно несколько раз проткнуть наждачку иглой, чтобы она стала гораздо острее, а для заточки лезвий ножниц нужно разрезать наждак 3−5 раз.
- Чистка швов между кафельной плиткой. Бывает очень сложно очистить грязь чистящими средствами между швами кафеля. Для этого нужно согнуть лист мелкой шкурки пополам и произвести затирку.
- Обновление разделочной доски. На деревянных разделочных досках со временем появляются борозды от ножа. Эти места могут стать рассадником микроорганизмов. С помощью шкурки можно отшлифовать поверхность доски.
При выборе наждачки следует обращать внимание не только на цену, но и на характеристики:
- Зернистость. Как выбрать нужную наждачную бумагу? Виды зернистости для металла или дерева определяются в зависимости от цели работы: снятие старого слоя краски, полировка или шлифовка.
- Материал — основа. Если выравнивание поверхности будет осуществляться вручную, не имеет смысла тратиться на дорогие изделия. Бумажной основы может быть вполне достаточно.
Итак, наждачка должна соответствовать материалу, который предполагается обрабатывать. Чтобы точно подобрать нужный вариант, следует обращать внимание на информацию, которая обозначена на обороте листа. Если изучить основные обозначения маркировки, то трудностей с выбором не возникнет, а качество работы обрадует.
instrument.guru