Виды профилегибочных станков и этапы самостоятельного изготовления. Станок профилегиб
виды, принцип работы и конструкция, как сделать профилегиб своими руками
Для того чтобы согнуть какой-либо металлический профиль, иногда используют различные гибочные станки, но лучшим вариантом для такой процедуры, конечно же, является профилегиб. Именно это устройство создано как раз для сгибания металлических профилей и обладает всеми достоинствами и преимуществами, которые помогают выполнять эту работу качественно.
Профилегибочные станки с лёгкостью можно приобрести в специальных магазинах, но при этом придётся столкнуться с одним неприятным обстоятельством. Дело в том, что стоят такие профилегибы довольно-таки дорого, что означает, что некоторым пользователям приобретение таких станков может быть не по карману.
Выйти из такой проблемы можно, используя свои собственные силы. Профилегиб можно сделать своими руками. Существует несколько видов профилегибочных станков, что позволяет пользователю выбрать и сделать именно тот вариант, который подойдёт ему для его работы.
В статье ниже будут описаны разные варианты профилегибов, их конструкция и принцип работы таких станков. Каждый пользователь сможет ознакомиться с приложенными данными, чтобы впоследствии использовать их в работе и создании своего собственного профилегибочного станка своими руками.
Использование профилегибов в работе
Для начала следует сказать пару слов о том, где используются профилегибы. Они широко применяются в изготовлении различных труб: алюминиевых, стальных, медных, а также ПВХ труб из металла. К тому же профилегибочные станки используются в прокладывании систем водоснабжения или газоснабжения, при установке различных кабелей. Используя это устройство, можно без проблем производить сгибание металлических профилей.
Профилегибочные станки используются для того, чтобы сгибать следующие заготовки:
- балки;
- цельные заготовки прямоугольного сечения;
- цельные заготовки квадратного сечения;
- трубы;
- уголки;
- двутавры;
- швеллеры;
- металлические прутки.
Когда требуется согнуть металл под нужным углом, чаще всего используется самодельный ручной профилегиб. Это полезное устройство позволяет производить сгибку металлических профилей без предварительно нагрева деталей, путём холодного проката. Также, если потребуется, профилегиб способен помочь в получении изделий одинарного и знакопеременной кривизны с симметричными и несимметричными контурами.
Одним из главных достоинств профилегибочных станков является то, что они способны выполнить изгиб всего за один прокат. Также существует возможность обработки металлических профилей в вертикальной и горизонтальной плоскостях. С помощью профилегибов пользователь может делать окружности из имеющихся металлических заготовок. Также использование таких станков позволяет выполнять и ряд других полезных работ с заготовками.
Профилегибы используются в таких областях, как:
- строительство;
- морская промышленность;
- нефтехимическая промышленность;
- автомобильная промышленность;
- спортивная промышленность;
- мебельная промышленность;
- электрическая промышленность;
- энергетическая промышленность.
Процесс сгибания заключается в выполнении станком всего двух основных движений. Они состоят в том, что заготовка прокатывается между роликами, при этом поджимаясь верхнего или боковых роликов.
Конструкция профилегиба
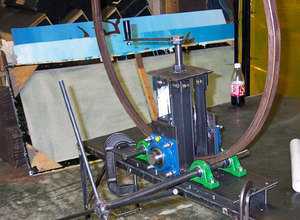
Оборудование, предназначенное для сгиба заготовок, является легко транспортируемым станком с электрическим, механическим или ручным приводом. Обычно они компактные и относительно немного весят. Предназначены они для сгиба металла посредством холодного проката. Для того, чтобы добиваться получения оптимальных параметров кривизны, потребуется использовать специальные насадки, которые позволят пользователю выполнять обработку самых разных изделий.
Существует четыре варианта систем роликовых профилегибочных станков. Самым простым из всех является вариант с верхним подвижным роликом, так как во всём устройстве двигается только верхний ролик, что можно понять уже по самому названию. Исполнение такого механизма различается: верхний ручной ролик — с помощью редуктора, а гидравлический — при управлении гидросистемой самого верхнего ролика. Благодаря такому расположению роликов, можно добиться результатов с очень небольшими погрешностями. Такая конструкция является самой распространённой на данный момент.
Устройства с левым подвижным роликом используются для завивки спиралей, а также для такой же работы, которую выполняют и профилегибы, описанные выше, но только с учётом отличия в механизме бокового привода. Такие модели оснащены ЧПУ, что позволяет контролировать градиент сгибания, и имеют управление с предустановленными функциями гибки.
Существуют также механизмы с подвижными нижними боковыми роликами. Их используют, в основном, для сгибания больших профилей, так как конструкция это позволяет. Привод у таких станков является гидравлическим. Из-за того, что ролики способны перемещаться по сегменту окружности, такие профилегибы являются самыми употребляемыми.
Модели, конструкция которых предполагает наличие роликов, которые все подвижны, считаются самыми сложными, что неудивительно. Такие станки собрали в себе все достоинства всех предыдущих профилегибов. Они способны проделывать ту работу, сегменты которой другие профилегибы способны выполнять лишь по отдельности.
Принцип работы профилегиба
 Между профилегибами и другими трубогибочными станками есть одно отличие, которое и заключается в специфике принципа работы профилегибов. Дело в том, что если трубогибочные станки работают, загибая заготовки, то профилегибочные станки осуществляют работу, деформируя металл посредством проката.
Между профилегибами и другими трубогибочными станками есть одно отличие, которое и заключается в специфике принципа работы профилегибов. Дело в том, что если трубогибочные станки работают, загибая заготовки, то профилегибочные станки осуществляют работу, деформируя металл посредством проката.
Принцип работы у всех профилегибов является схожим. Чтобы начать работу с таким станком, следует для начала его установить и закрепить анкерными болтами, для чего имеются специальные отверстия, проделанные в раме устройства. Перед началом работы с профилегибом следует его заземлить, а также произвести обязательную проверку всех механических и электрических соединений на целостность.
Для того чтобы станок работал корректно и без отклонений, следует сначала сухой тряпкой прочистить ролики от консервирующей смазки, а затем запустить профилегиб для того, чтобы он 30 минут проработал вхолостую. Это делается для того, чтобы обнаружить какие-либо отклонения и неисправности. Если такие обнаруживаются в процессе холостого хода, то станок следует остановить и устранить имеющиеся неисправности.
Сгибка заготовки происходит вследствие прокатки её между валами профилегибочного станка. Процедура происходит под высоким давлением. Для того чтобы регулировать кривизну, нужно просто поднимать или опускать верхний вал.
Классификация профилегибов
Профилегибочные станки существуют нескольких типов. Они отличаются между собой качеством, ценой и техническими характеристиками.
Электрические профилегибы
Обычно электрические профилегибы представляются из себя довольно большие устройства, поэтому чаще всего бывают стационарными. Это оборудование отличается высокой точностью, но в то же время может ударить по карману покупателя. Устройства, на которых параметры можно задавать цифровым способом, стоят довольно дорого. Используются электрические профилегибы чаще всего в домашних мастерских или же на небольших производствах.
Гидравлические профилегибы
Такие устройства используются для работы в промышленных масштабах. Работают на этих станках профессионалы. Такие профилегибочные станки работают только от сети. Используют гидравлические устройства такого типа для устройства систем водоснабжения или канализаций.
Ручные профилегибы
Профилегибочные станки такого типа являются самыми доступными и дешёвыми. Также такие профилегибы отличаются небольшими размерами, что позволяет их даже носить с собой. У такого устройства существует несколько недостатков, которые заключаются в том, что такие станки не способны работать с толстыми трубами. К тому же они не способны обеспечить контроль радиус прогиба.
Но, если требуется загнуть тонкие трубы или прутья, которые впоследствии пригодятся, например, при установке водопровода или отопления, то ручной профилегиб является наиболее подходящим. Ручной вариант такого станка, созданный своими руками, превосходно может справиться с такой работой.
Как изготовить профилегиб своими руками
Если требуется профилегибочный станок для очень большого объёма работы, конечно лучше приобрести уже готовый профилегиб, который будет выполнять больше функций. Но, если предполагается выполнение небольшого объёма работы, то ручной профилегиб подойдёт для таких целей, и его можно спокойно изготовить самому.
Конструкция профилегиба зависит от диаметра трубы, которую впоследствии придётся согнуть. Дело в том, что если диаметр составляет 20 мм и менее, то трубу можно будет согнуть, используя очень просто устройство, которое будет состоять из бетонной плиты с отверстиями, в которые будут помещены стальные штыри. Труба может быть согнута в нужную сторону под нужным углом, если расположить её между штырями. Но, если труба толще, чем 25 мм, то придётся изготовить более сложный профилегиб.
Для начала следует выполнить точный чертёж, по которому своими руками будет собираться самодельный профилегибочный станок. Он обязательно должен быть как можно более точным и максимально подробным.
Ниже приведены несколько советов, которые помогут пользователю изготовить профилегиб своими руками:
- Сначала на большую пластину с помощью болтов крепятся вспомогательные ролики, а также уголковые направляющие. Их крепят сварными швами.
- Для того чтобы повысить прочностные характеристики основания, следует снизу к нему приварить два отрезка стального уголка.
- На направляющих следует приварить ещё одну металлическую пластину со специальным отверстием, диаметр которого должен быть больше сечения винта. Винт предназначается для того, чтобы оказывать нагрузку на рабочий вал самодельного профилегибочного станка.
- При сильном давлении существует большая вероятность поломки резьбы винта либо опорной гайки. Чтобы предотвратить такие неприятные моменты, рекомендуется использовать детали с прямоугольной, либо же с трапециевидной резьбой.
- Использовать профилегиб можно уже после того, как будут смонтированы направляющие ролики.
Для того чтобы собрать свой профилегибочный станок, можно посмотреть следующее видео, которое поможет пользователю разобраться во всех тонкостях и действиях, которые следует выполнить, что получить в пользование самодельный профилегиб, способный выполнять требуемую работу:
Это довольно подробная видеоинструкция, которая сможет помочь пользователю в изготовлении станка-профилегиба своими руками. Рекомендуется внимательно следить за всеми инструкциями, чтобы избежать ошибок и неточностей.
При изготовлении станка следует соблюдать все необходимые меры безопасности для того, чтобы избежать неприятных последствий для своего здоровья.
Выводы
Ручной самодельный профилегиб вряд ли подойдёт для большого объёма работы, но если требуется его использование для относительно несложных целей, он может стать настоящим полезным помощником в мастерской.
Профилегиб можно сделать своими руками даже, если у пользователя нет определённых навыков и опыта. Главное — это иметь правильный, конкретный чертёж и грамотно следовать всем имеющимся инструкциям. Положительный результат не заставит себя долго ждать.
stanok.guru
Станок для гибки профиля, изготовление профилегиба электрического своими руками
 Профилегиб — это станок для загибания профиля и труб в заданный угол. Устройство гнет уголок, тавр, двутавровую балку, швеллер. Для работы с различными видами проката используют вальцы с поверхностью, по форме напоминающей сечение профиля, гнутье труб делают на валах простого вида. Гнущее усилие обеспечивается при помощи гидравлического прижима, при этом металл деформируется. Электрические заводские станки способны создать давление на профиль около 8 тонн и больше.
Профилегиб — это станок для загибания профиля и труб в заданный угол. Устройство гнет уголок, тавр, двутавровую балку, швеллер. Для работы с различными видами проката используют вальцы с поверхностью, по форме напоминающей сечение профиля, гнутье труб делают на валах простого вида. Гнущее усилие обеспечивается при помощи гидравлического прижима, при этом металл деформируется. Электрические заводские станки способны создать давление на профиль около 8 тонн и больше.
Работа профилегибочного станка
 Для работы станков используют принцип холодного деформирования, но есть два типа агрегатов, отличающихся направлением приложения силы. Схемы различаются конструктивными схемами, особенностью расположения валов (подвижных и статически неподвижных) и привода, но они работают с одинаковой эффективностью.
Для работы станков используют принцип холодного деформирования, но есть два типа агрегатов, отличающихся направлением приложения силы. Схемы различаются конструктивными схемами, особенностью расположения валов (подвижных и статически неподвижных) и привода, но они работают с одинаковой эффективностью.
В первом случае прижимающий валик двигается в направлении сверху, это распространенная схема, применяемая в трубогибах и станках для изгибания профиля. Если вал прижимает заготовку снизу, то это второй вариант действия деформационной силы. Боковые ролики неподвижны, движется только центральный вал, принцип используется в агрегатах с гидравликой.
Изготовление профилегибочного станка
Несмотря на кажущуюся сложность агрегата, можно изготовить профилегибочный станок своими руками. Чертежи выполняются самостоятельно или подбираются из интернета, при этом схематическое изображение подойдет мало, требуется деталировочное изображение элементов с указанием точных размеров. Самодельные агрегаты обычно изготавливают для работы с профилем до 50−60 мм в диаметре.
Подготовка материалов и узлов
Для изготовления станка потребуются элементы:
- подшипниковые узлы с роликами качения, запрессованными в них;
- металлический швеллер высотой 80 см;
- три вала из стали в диаметре 8 см каждый;
- велосипедная колесная цепь или можно взять цепь от «жигулевской» шестерни;
- стальная полоска, ее толщина не должна быть меньше 5−6 мм;
- болты М20, длиной не меньше 6 см, к ним соответствующие гайки;
- металлическая арматура с гладкой поверхностью диаметром 12 мм.
Чтобы сделать заготовки для станины, отрезают от швеллера две поперечные детали длиной 20 см и два продольных куска по 70 см. На продольных заготовках торцы скашивают под 70˚.
Первоначальный этап работы
 Для определения точного места крепления подшипников прикладывают их к верху двух продольных деталей станины и делают разметку болтов. Для работы по металлической поверхности используют керн. Узлы подшипников откладывают в сторону, а в деталях станины просверливают сквозные отверстия, используя электрическую дрель и сверло диаметром 20 мм по металлу.
Для определения точного места крепления подшипников прикладывают их к верху двух продольных деталей станины и делают разметку болтов. Для работы по металлической поверхности используют керн. Узлы подшипников откладывают в сторону, а в деталях станины просверливают сквозные отверстия, используя электрическую дрель и сверло диаметром 20 мм по металлу.
Боковые крепежные детали для вала изготавливают из швеллера, они делаются по месту, применительно к диаметру вала, выбранного для станка. Для прохождения вала в крепежных деталях сверлят отверстия. Чтобы от больших усилий во время работы вал не изменил своего положения, края отверстия усиливают стальными полосками, общая толщина сборной стенки в просвете отверстия составляет не менее 1 см.
Прижимной узел формируется из предварительно подготовленного куска швеллера длиной, равной ширине вала, концы заготовки скашиваются под 45˚. Остов для вала делается П-образной формы, используется два боковых куска швеллера и поперечная заготовка. Из остатков металлического профиля получаются еще две заготовки длиной по 50 см, их используют для придачи направления движению вала.
Последующий этап изготовления
От полосовки из металла режут два куска, их длина рассчитывается так, чтобы они свободно помещались во внутреннюю часть швеллера — это будут крепежные детали для болтового соединения. Чтобы обеспечить прохождение болтов, сверлят сквозные отверстия в пластинах, располагая их от края на 1 см. Готовые крепежные детали помещают в полость швеллера и приваривают.
В готовую конструкцию станины вставляют вал, затем соединяют при помощи сварки продольные и поперечные заготовки. К готовой станине крепят вертикальные направляющие полозья из швеллера, чтобы по ним мог двигаться узел прижима.
Прижимной центральный болт будет располагаться в отверстии диаметром 22 мм, отверстие сверлят так, чтобы болт свободно двигался в нем, но не смог выпасть. Для достижения такой цели на конце болта наваривают небольшие стопорящие наплывы.
Направлявшие полозья для движения каретки будут расположены на поперечной перекладине, для которой берут две заготовки из швеллера, их размер определяют по расстоянию между полозьями. В теле полозьев делают два отверстия, размечают их так, чтобы они совпадали с имеющимися в прогонах. Для центральной гайки выполняют сквозное отверстие, на котором сваркой приваривают гайку.
 Для крепления перекладины вверху используют два болта, которые проходят насквозь. Чтобы сделать надежное крепление, используют граверные шайбы. Подшипниковые узлы закрепляют болтами, пропуская их через соответствующие отверстия, для затяжки применяют граверные шайбы. Сверху конструкции рамы располагают валы, которые находятся на узлах подшипников.
Для крепления перекладины вверху используют два болта, которые проходят насквозь. Чтобы сделать надежное крепление, используют граверные шайбы. Подшипниковые узлы закрепляют болтами, пропуская их через соответствующие отверстия, для затяжки применяют граверные шайбы. Сверху конструкции рамы располагают валы, которые находятся на узлах подшипников.
После проделанной работы соединяют сваркой шестерни со ступицами, для этого последняя деталь приваривается под цепью. Шпиндельный вал и ступица должны быть одинакового размера в диаметре. Чтобы обеспечить надежное соединение, на ступице наплавляют выступающую борозду, а в теле вала протачивают поперечную канавку. Чаще всего шестеренку просто приваривают к валу, затем надевают на шпиндели и затягивают с помощью простой гайки и контргайки.
Последний этап
 В середине направляющего вертикального швеллера под низом ворота приваривают ось для закрепления самого ворота, располагают ее со стороны, где расположены шестерни. Перед сваркой проверяют соотношение оси и полозьев так, чтобы при необходимости цепь можно было удалить или накинуть, но в рабочем положении она была натянута.
В середине направляющего вертикального швеллера под низом ворота приваривают ось для закрепления самого ворота, располагают ее со стороны, где расположены шестерни. Перед сваркой проверяют соотношение оси и полозьев так, чтобы при необходимости цепь можно было удалить или накинуть, но в рабочем положении она была натянута.
Чтобы сделать стандартный ворот, используют часть полосы из стали, ее длина составляет 50 см. К одному концу заготовки приваривают кусок прутка, который будет исполнять роль ручки. Другим концом полосу приваривают к ступице, причем диаметр последней детали равен внутреннему диаметру приготовленных шестеренок.
На рукояточную ступицу напрессовывают шестеренку, предназначенную для прохождения по ней цепи, работу выполняют с помощью тисков. Чтобы процесс пошел быстрее и удобнее, шестеренку нагревают до высокой температуры (не менее 120˚С). При таких условиях увеличивается посадочное отверстие и запрессовка облегчается, тем более что остывание приведет к сужению отверстия, шестеренку невозможно будет снять.
Для изготовления узла прижима берут остаток арматуры и продевают в отверстие на краю болта, получается подобие рукояти. Перед надеванием цепи на тройку рабочих шестеренок крепят ступицу на укрепленную заранее ось и затягивают основной и контргайкой. В результате для передачи вращательного движения вырисовывается надежный редуктор.
Окончательный этап состоит в окрашивании станины и всех неподвижных элементов агрегата, чтобы предупредить распространение коррозионного процесса на металлических деталях. Передвигающиеся и поворачивающиеся узлы и детали не красят, также нельзя обрабатывать краской трущиеся друг об друга запчасти.
Тонкости изготовления агрегата
Первоначальным требованием является подготовка чертежей. В интернете можно скачать схемы профилегиба ручного. Своими руками чертежи придется переделывать, так как все предложенные схемы не могут соответствовать множественным типам профилей и проката.
Несмотря на простоту сборки, следует предусмотреть правильное расположение всех элементов, чтобы в процессе колоссальной нагрузки при изгибе не расшатывались детали. Неточное расположение валов и направляющих для движения каретки приведет к вырыванию профиля в работе или получения неправильного (угловатого, перекошенного) радиуса, материал будет испорчен.
Из интернета берут чертежи только в случае совпадения очертаний профиля, что на практике случается очень редко. Использовать можно только схемы станины и расположения прижимного оборудования, ступиц с шестеренками и рукоятки вращения. Чертеж можно считать годным для изготовления по нему гибочного станка только в определенном случае:
- если при составлении чертежа не были допущены ошибки технического характера, эту сторону может определить только специалист, поэтому следует проконсультироваться у опытного механика;
- описание процедуры сборки выполнено подробно и присутствуют все разметки и размеры для работы, помимо основного чертежа предусмотрены деталировочные схемы с указанием взаимного расположения рабочих и вспомогательных элементов, крепежных деталей;
- в конструкции применяются материалы и детали, приобретение которых не составит труда.
В основном составляет чертеж мастер самостоятельно, при этом в основе лежат готовые схемы, а он приспосабливает их под собственные нужды. В процессе конструирования обращается внимание на некоторые нюансы:
- очертания опорных поверхностей вальцов выбирают не только учитывая поперечное сечение профиля, но и его форму и конфигурацию, иногда такую работу проделать сложно;
- учитывается, по какой стороне профиля будет вестись изгиб, например, полка уголка будет снаружи арки или внутри нее.
Учитывать конфигурацию проката нужно для того, чтобы после прохождения профиля по валикам получить качественно изогнутый профиль без сминания его продольных выступов. Особенно это важно для изделий крупного поперечного сечения, без тщательного подбора поверхности роликов профиль придет в негодность, и его трудно будет применить по назначению.
Выбор формы рабочей поверхности ролика
Прокат небольшого сечения, например, тонкая труба или квадрат хорошо изгибается без сложных поверхностей, опорную боковую сторону вальцов выполняют плоской и ровной. Остальной прокат требует таких решений, по которым определены и стандартизованы некоторые решения:
- Чтобы гнуть трубы прямоугольного или квадратного поперечного сечения, боковую поверхность валиков обтачивают в виде ровной поверхности с прямоугольными бортами по краям. Такая конструкция нужна, чтобы профиль своими внешними размерами прочно входил в образовавшуюся ложбинку. Бок ответного вальца делают размером, соответствующим внутреннему размеру расстояния между бортами опорного ролика. Его поверхность прочно входит между ними и придерживает профиль от вырывания.
- Овальная или круглая арматура или пруток успешно гнется на роликах с вырезанной на боковой поверхности канавкой требуемого сечения.
- Если нужно изогнуть уголок по наружной плоскости (у готовой арки снаружи располагается внутренняя уголковая часть), то контур изгибающего ролика изготавливается плоским, но по краю пускается сдерживающий борт. Ответный вал делается плоским по боку, на станке рабочее положение вальцов выбирается так, чтобы щель между ними равнялась толщине полки уголка.
- Изгибание уголка по внутренней поверхности требует выполнения удерживающего борта на ответном валу, а основной ролик делается с ровной поверхностью.
- Швеллер гнут аналогично уголку, только удерживающие бортики располагают с двух сторон опорного или ответного вала. Это зависит от того, с какой стороны готовой арки будут располагаться полки швеллера.
- Для сгибания двутавровой балки поверхности ответного и опорного ролика делают ровными и одинакового размера, равного внутреннему расстоянию между полками двутавра. Торцы валов проходят в полости между полками проката и предупреждают возможную деформацию.
- Иногда требуется изгибать швеллер или двутавровую балку поперек полок. В таком случае требуется изготовить сложную поверхность ответного и основного вала, на которой предусматривается удерживающий борт с обеих сторон.
Оборудовать профилегиб, который будет универсальным для работы с любым профилем, нельзя. Идеальным решением будет подобрать комплекты съемных роликов, которые будут храниться на каждый удобный случай, а крепиться в случае необходимости при помощи болтового соединения. Эти особенности рассчитываются еще на стадии проектирования и отмечаются в чертежах.
.
Оцените статью: Поделитесь с друзьями!remoskop.ru
Профилегибочный станок своими руками: ручной, электрический, гидравлический

Если без воды и ни туды, и ни сюды, то без трубы вообще и ни туды, и ни сюды. По трубам не только текут вода, стоки, хладоагент. По трубам поступает газ, проходят коммуникации, тяги управления механизмами. В строительстве и ремонте нельзя обойтись без разного рода профилей, стандартных и фасонных. Все это нужно гнуть, и не как попало, а по форме и в размер. Можно ли сделать хороший профилегибочный станок своими руками? Можно, а как – посмотрим. Принципы изгибания труб и профилей одни и те же, т.к. труба – разновидность профиля.
Требования к изгибам
Прежде чем браться за принципы и конструкции, нужно знать, до какой степени трубы и профили можно изгибать. Изгиб на угол – это уже не изгиб, а надлом: нести нагрузку и пропускать поток он не способен. Требования к изгибам труб таковы:
- При толщине стенки трубы до 2 мм и диаметре d=5-20 мм минимально допустимый радиус изгиба R=4d; при d=20-35 мм R=5d; при d более 35 мм трубу гнуть нельзя, изгиб нужно делать сборным из секций.
- Если толщина стенки более 2 мм, то при d до 35 мм R=3d; d=35-60 мм R=4d и d=60-140 мм R=5d. Трубы еще шире гнуть опять же нельзя.
- Трубы особо тонкостенные, толстостенные и особо толстостенные гнуть нельзя.
Указанные значения касаются труб из конструкционной стали, латуни и титана. Для меди и металлопластика их можно принять такими же: малая прочность металла компенсируется его высокой пластичностью. Для алюминия значения минимального радиуса изгиба, выраженного в диаметрах трубы, нужно увеличить на единицу (если для стали R=4d, то для такого же алюминия будет R=5d), а для дюраля – не менее чем на 2 единицы. То же касается труб стальных хромированных и никелированных (хром и никель очень хрупки). Бронзовые трубы гнуть, как правило, нельзя, за исключением труб из бериллиевой бронзы. Кадмированные стальные трубы гнутся как обычные.
Примечание: у особо тонкостенных труб нормируется толщина стенки трубы в зависимости от диаметра просвета; скажем, при диаметре просвета в 5 мм стенка может быть 0,3; 0,4; 0,5 мм, а при диаметре просвета в 80 мм – 1,2; 1,4; 1,6; 1,8; 2,0 мм. Для толстостенных и особо толстостенных труб нормируется отношение диаметра просвета к толщине стенки трубы 6-12,5 для толстостенных и менее 6 – для особо толстостенных.
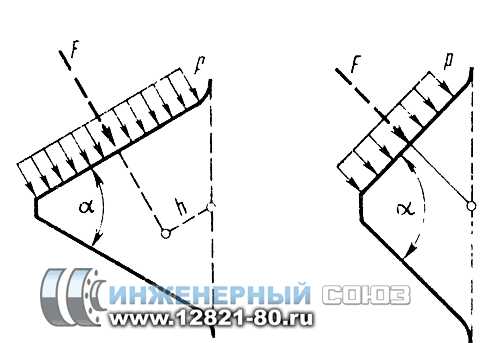
Допустимые радиусы изгиба и его способы для профилей указываются в спецификациях на них. В первом приближении можно считать d равным НАИБОЛЬШЕМУ размеру сечения профиля. Важно знать, что нажим на профиль при изгибании должен быть на его сплошную или выпуклую сторону, иначе противоположная пойдет складками. Любой гибочный станок должен конструироваться и изготовляться с учетом этих обстоятельств.
Классификация гибочных станков
Не промышленные гибочные станки классифицируются по следующим признакам:
- По способу изгибания – см. соотв. раздел.
- По мобильности – стационарные, переносные и носимые.
- По типу привода – ручной, электрический, гидравлический.
- По кинематике передаточного механизма – толкатель, винт, шестерни, зубчатая рейка с храповиком.
Пояснения к п. 2: стационарный станок требует установки на прочной устойчивой опорной поверхности, слева на рис. Переносной (в центре) не дает реакции на опору и может быть установлен где угодно. Носимый кроме того и не дает момента отдачи, им можно пользоваться на весу, справа на рис.
Стационарный, переносной и носимый трубогибы
Примечание: торговое обозначение «мобильный гибочный станок» может обозначать любой, кроме стационарного на отдельном фундаменте. Поэтому при покупке руководствуйтесь приводимыми ниже сведениями, особенно что касается опорной поверхности. К примеру, ручным гидравлическим трубогибом на обычном столе пользоваться нельзя – качать рукоятку домкрата приходится со значительным усилием, и оно передается на стол.

Настольный гидравлический трубогиб с автомобильныи домкратом
Любой профилегиб может быть большим и маленьким, легким и тяжелым, предназначенным для тонкой и грубой работы, развивающим усилие в пару килограмм или несколько тонн. Взгляните на рис. слева: простейшая сварная рама, автомобильный домкрат, который не потерял пригодности для использования по прямому назначению. Такой самодельный профилегибочный станок поместится на верстаке, а гнуть им можно все, что в принципе гнется.
Рекомендации самодельщикам
Чтобы сделать профилегиб своими руками, который будет гнуть трубы с уголками, а не сам себя, нужно правильно подобрать по усилию изгибания размеры деталей станины. Предполагается, что изготовлена она будет из обычной конструкционной стали.
Толщину металла деталей станины следует брать не менее 1/6 диаметра изгибаемой трубы. К примеру, если нужно гнуть трубы до 35 мм, то металл станины нигде не должен быть тоньше 6 мм, иначе туда пойдет концентрация напряжений. Вспомним первейший из законов сопромата: где тонко, там рвется.
Толщина опорной плиты должна быть вдвое больше, так же как наименьшая толщина пуансона с матрицей. Диаметры роликов выбираются не менее трех диаметров трубы для изгибания прокатом, и по допустимому радиусу изгиба во всех остальных случаях.
Размеры полок уголка, из которого сваривается станина, должны быть не меньше трех диаметров трубы, а размер полки швеллера – не менее 2 его диаметров. Например, при тех же 35 мм максимум изгибаемых для станины нужен либо уголок 100х6, и это на пределе, либо швеллер 70х6.
Как гнут трубы и профили?
Пластичной изгибной деформации без надрыва вытянутых деталей, сплошных и полых, можно добиться такими способами:
- выгибанием по шаблону;
- выдавливанием;
- прессованием;
- прокаткой;
- комбинированным способом – обкаткой по ложементу.
Лучковый трубогиб
По первому способу действует простейший и древнейший лучковый трубогиб, см. рис. Все, что для него нужно – круглая деревяшка, веревка, два прочных прутка или палки-воротка и хорошо прокаленный, а затем промытый песок. Песком набивают трубу, обстукивая молотком для усадки, а воротками закручивают веревку. Из изогнутой трубы песок выковыривают проволочным крючком.
Лучковый способ имеет существенный недостаток: практически на протяжении всего процесса изгибания векторы усилий на концах трубы имеют касательную к ее оси составляющую. Поэтому хорошей точности таким способом добиться невозможно, и в сегодняшних серийных трубогибах он не применяется.
При разовой работе без особых требований к точности лучковый трубогиб может выручить и в наши дни. Если требуется большой радиус изгиба, например, для дуг теплицы, шаблон делают из вбитых в деревянный щит штырей. Но для работ более точных и ответственных лучше поискать чертежи профилегибочного станка, а какая конструкция для какой цели лучше подходит, мы разберемся далее. Заодно посмотрим, какой из готовых покупных для чего годится.
Выдавливание
Выдавливание только внешне похоже на лучковое изгибание, вывернутое наизнанку. На самом деле выдавливание – прессовка без матрицы, одним пуансоном. Роль матрицы играют две жесткие опоры по концам изгиба: вращающиеся ролики или поворотные башмаки. Поэтому вектор усилия всегда перпендикулярен трубе и можно получить точный изгиб.
Выдавливание как способ гнутья хорошо тем, что никогда не дает складок, скорее труба порвется. Но для выдавливания нужно постепенно и плавно нарастающее усилие, чтобы металл изгибаемого профиля успевал течь, из-за чего в промышленности выдавливание применяется нечасто: мала производительность. Но в бытовых трубогибах превращается в достоинство неповоротливость ручной гидравлики и ее небольшая отдача на руку, позволяющая чувствовать материал, а компактный гидродомкрат дает усилие в тонны.

Ручной гидравлический трубогиб
Гидравлический профилегиб с ручным приводом – наиболее частое исполнение переносных мощных трубогибов (см. рис): вес – несколько кг, электропитание не требуется, а гнуть можно стальные трубы до 76-100 мм. Домкрат может быть как встроенным собственным, так и автомобильным; под него делают седло с оголовком. Радиус изгиба меняют заменой пуансона-башмака из комплектного набора.
Однако мобильный гидротрубогиб со сменными башмаками требует установки на прочную опору из-за существенного усилия отдачи, и нельзя получать фигурные изгибы. Поэтому выгибающие профилегибы применяются в основном для монтажа водопроводной и газовой разводки от магистрали до квартиры, а также в мастерских, производящих гнутые детали штучно или мелкой серией.
Часто используется мелкий давящий трубогиб для монтажа тонкостенных медных или металлопластиковых труб: такой ручной инструмент с реечно-храповой подачей пуансона размером чуть больше пассатижей, но тонкие трубы гнет очень точно. Особенно пригоден такой для монтажа сплит-систем, там из-за свойств хладоагента складки на трубках недопустимы.
Изгиб прессованием
При изгибании прессованием обрабатываемая деталь зажимается между не вращающимися пуансоном и матрицей. Сделать профилегиб – пресс также можно самому из обычных слесарных тисков, куска негодного тормозного барабана и половинки шкива: в губках тисков сверлят отверстия, нарезают в них резьбу и крепят на болтах пуансон с матрицей. Изгибание сводится к сдавливанию тисками; его точности много способствует консистентная смазка рабочих поверхностей. Важное условие – подобрать друг к другу по сечению матрицу с пуансоном, как показано на рисунке; особенно это важно для гнутья уголков.
Пуансоны и матрицы для изгибания прессованием
Точный изгиб прессом требует тщательной разработки профиля матрицы и пуансона с учетом остаточных деформаций металла детали. Но зато одним ударом штампа можно получить изгиб очень сложной конфигурации, поэтому гнутье прессованием применяется в основном в промышленности.
Изгиб прокаткой
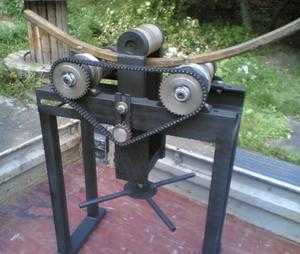
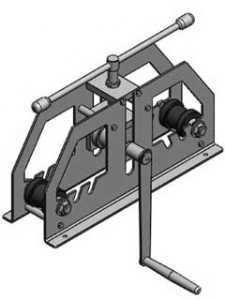
При гнутье прокаткой деталь протаскивают между двумя опорными роликами и вращающимся роликом-пуансоном, подачу которого можно менять зубчатой рейкой с храповиком, гидравликой или винтом. Ручной профилегибочный станок такого типа – конструкция довольно сложная, см. рис. справа, и требует прочной опоры из-за больших усилий отдачи. Но прокатной профилегиб имеет следующие важные преимущества:
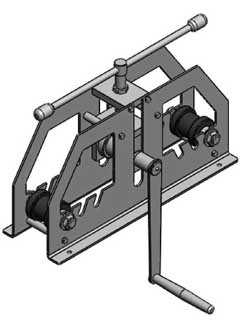
Ручной станок для изгибания прокаткой
- Высокая производительность – скорость ручного гнутья может быть до 3 м/мин и более.
- Капролактамовыми или фторопластовыми роликами с прямоугольными канавками можно гнуть тонкостенные профили сложного сечения, как показано на рис. слева.
- Скосом роликов, как показано стрелками там же, можно получать цилиндрические спирали.
- Меняя в процессе работы подачу пуансона, можно получать детали с переменным радиусом изгиба, в т.ч. плоские спирали.
- Комбинируя два последних способа, можно получать спирали конические и другие детали с пространственным изгибом.
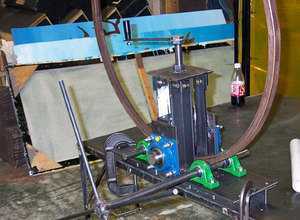
Сложное гнутье в домашних условиях на прокатном (или еще – протяжном) профилегибе лучше всего получается при работе вдвоем: подручный крутит ворот протяжки, а мастер регулирует скос и подачу. Таким способом удается получать сложные большие пружины или декоративные детали, которые потом вполне сходят за высококачественную художественную ковку, и по соответствующей цене. В промышленности прокатные гибочные станки с микропроцессорным управлением также используются очень широко.

Профилегибочный станок с перекашиваемыми фторопластовыми роликами
Роликовая гибка
Роликовое изгибание – комбинация изгиба с прокаткой: ролик-пуансон обкатывается по закрепленной с одного конца трубе, прижимая ее к ролику-ложементу или башмаку. Поскольку коренной конец трубы закреплен неподвижно, касательная составляющая вектора усилия на нем не возникает, длинный рычаг дает возможность создать изгибающее усилие, сравнимое с гидравликой, а под катящимся пуансоном металл хорошо и быстро течет.
Роликовый трубогиб дает приемлемую точность и неплохую для ручной работы производительность: изгиб производится одним движением рычага. Но гнуть им можно только трубы – профили мнутся из-за неравномерного давления пуансона на поверхность детали, и металл начинает течь волнами.

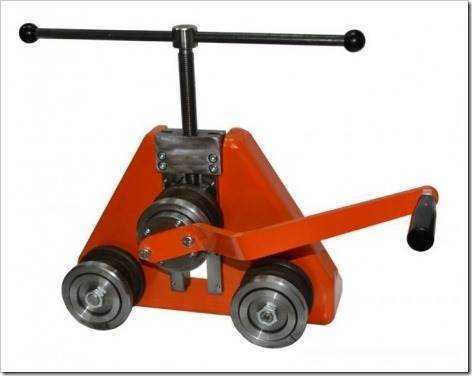
Роликовый трубогиб для тонкостенных труб
Однако гнутье роликом стальных труб требует прочной опоры и значительных усилий, а гнутье мелких тонкостенных достаточно серьезного навыка: слишком быстро или резко дернув рычаг, можно трубку или сплющить, или погнать по ней складки. Опытные мастера с набитой рукой для монтажа сплитов, квартирного газа или металлопластика предпочитают пользоваться именно роликовыми мелкими трубогибами (см. рис. справа): по размерам и весу они лишь немногим больше реечно-храповых с выдавливанием, а производительность труда за счет скорости изгибания получается в 2-3 раза выше.
Видео: ручной трубогиб
Об электроприводе

Электрический трубогиб
Бытовой электрический профилегиб (см. рис) вовсе не машина для лентяев, как его иногда называют. Он имеет важное достоинство: не дает отдачи ни на опору, ни на руки, а усилие дает как гидравлический. Поэтому электрический гибочный станок можно поставить на мягкую землю, на ветхий пол веранды на даче и т.п.
Но его нужно подключить к электросети, а потребленную электроэнергию оплатить по тарифу. Кроме того, для пользования простым электрическим профилегибом необходим навык: отдачи на руку нет, не успел выключить – профиль пошел складками, или надломился, или потянулся.
Видео: самодельный профелегибочный станок с электроприводом
Итог
Теперь вы знаете о бытовых профилегибочных станках и инструменте все основное и существенное. Надеемся, что данный материал поможет вам выбрать сообразно цели использования конструкцию для самостоятельного изготовления или модель для покупки.
что еще почитать:
Вывести все материалы с меткой:vopros-remont.ru
Профилегибочный станок - каталог, фото, стоимость
Профилегибочный станок предназначен для изготовления колец, дуг, сегментов, спиралей с радиусом гиба более 5-10 D. На любом профилегибе контролируется радиус гиба, точки начала и конца гиба, а при изготовлении спиралей и шаг подъема витка спирали.
Такие станки могут иметь один, два или три ведущих ролика, но они все трех роликовые вальцевые трубогибы (профилегибочные станки).
Количество ведущих роликов определяет производительность станка, так как вальцевание трубы (профиля) на заданный радиус гиба обеспечивается не только усилием поджима, а главным образом достаточностью трения для преодоления сопротивления материала его изгибу. Следовательно, чем больше будет ведущих роликов, а также соответствия ручьев гибочных роликов типоразмеру профиля (трубы) тем с большим усилием можно задать преднатяг. Увеличение усилие преднатяга (при достаточной силе трения) и определяет количество прогонов профиля до получения требуемого радиуса гиба.
Так выполняя одинаковую работу, на станках с двумя и тремя ведущими гибочными роликами, время, затраченное на её выполнение у станка с двумя ведущими роликами, будет значительно больше, а, следовательно, при одинаковом энергопотреблении расходы на эксплуатацию станка с двумя ведущими роликами также будут значительно больше.
Однако, часть продавцов профилегибов предпочитает умалчивать о том, что станок имеет два ведущих ролика и не может по возможностям и производительности конкурировать со станком, имеющим три ведущих ролика.
Привод ведущих роликов может быть:
- механический
- электрический
- гидравлический привод
Для проката трубы (профиля) на заданный преднатягом радиус гиба, на профилегибочном станке нужно обеспечить достаточную силу трения, что практически не возможно на станках с одним ведущим роликом и очень часто возникают проблемы по обеспечению требуемой силы трения на станках с двумя ведущими гибочными роликами. Эту проблему частично устраняют профилегибочные станки с тремя ведущими гибочными роликами. Почему частично? Потому что при наличии различных схем привода трех роликов, максимум на двух роликах будут согласованы угловые и линейные скорости прокатки трубы, а третий или все три (если каждый ролик имеет свой автономный (индивидуальный) электро- или гидропривод) будут работать в разнобой, т.е. суммарный вектор силы будет не всегда обеспечивать требования по коэффициенту трения между изгибаемым профилем и гибочными роликами.
Ещё нет доступных по цене разработок, которые синхронизировали бы угловые и линейные скорости вращения трех гибочных роликов, имеющий индивидуальный электро или гидропривод. Разнонаправленность векторов угловых и линейных скоростей на ведущих роликах таких профилегибов существенно снижает их возможности и производительность.
Особенности профилегибочных станков БМК
На сегодняшний день только на профилегибах БМК-55 (БМК-55У), за счет механической связи, посредством шестерён постоянного зацепления, решен вопрос синхронизации угловых и линейных скоростей на всех трех ведущих роликах.

При наличии у этих станков двух винтовых механизмов поджима, позволяющих создать усилие преднатяга не уступающие гидроподжиму, они выходят в абсолютные лидеры по производительности, возможностям и точности изготовления деталей. Эта серия станков позволяет изготавливать детали за минимальное количество прогонов, а чаще за один прогон.
При гибке профиля необходимо помнить, что на любом профилегибе в начале и конце гиба будут прямые участки равные межосевому расстоянию между валами гибочных роликов.
Стоимость профилегибочного станка
Многие покупатели, приобретая профилегиб, не обращают внимания на конструкцию станка, а ориентируются на его стоимость, чем пользуются недобросовестные продавцы. Стоимость станков с одним ведущим роликом на порядок ниже стоимости профилегибов с двумя ведущими роликами, а профилегиб с тремя ведущими роликами намного дороже, чем станок с двумя ведущими роликами.
www.tubend.ru
Профилегибочный ручной станок
Профилегибочные станки: виды, принцип работы и конструкция, как сделать профилегиб своими руками
Для того чтобы согнуть какой-либо металлический профиль, иногда используют различные гибочные станки, но лучшим вариантом для такой процедуры, конечно же, является профилегиб. Именно это устройство создано как раз для сгибания металлических профилей и обладает всеми достоинствами и преимуществами, которые помогают выполнять эту работу качественно.
Профилегибочные станки с лёгкостью можно приобрести в специальных магазинах, но при этом придётся столкнуться с одним неприятным обстоятельством. Дело в том, что стоят такие профилегибы довольно-таки дорого, что означает, что некоторым пользователям приобретение таких станков может быть не по карману.
Выйти из такой проблемы можно, используя свои собственные силы. Профилегиб можно сделать своими руками. Существует несколько видов профилегибочных станков, что позволяет пользователю выбрать и сделать именно тот вариант, который подойдёт ему для его работы.
В статье ниже будут описаны разные варианты профилегибов, их конструкция и принцип работы таких станков. Каждый пользователь сможет ознакомиться с приложенными данными, чтобы впоследствии использовать их в работе и создании своего собственного профилегибочного станка своими руками.
Использование профилегибов в работе
Для начала следует сказать пару слов о том, где используются профилегибы. Они широко применяются в изготовлении различных труб: алюминиевых, стальных, медных, а также ПВХ труб из металла. К тому же профилегибочные станки используются в прокладывании систем водоснабжения или газоснабжения, при установке различных кабелей. Используя это устройство, можно без проблем производить сгибание металлических профилей.
Профилегибочные станки используются для того, чтобы сгибать следующие заготовки:
- балки;
- цельные заготовки прямоугольного сечения;
- цельные заготовки квадратного сечения;
- трубы;
- уголки;
- двутавры;
- швеллеры;
- металлические прутки.
Когда требуется согнуть металл под нужным углом, чаще всего используется самодельный ручной профилегиб. Это полезное устройство позволяет производить сгибку металлических профилей без предварительно нагрева деталей, путём холодного проката. Также, если потребуется, профилегиб способен помочь в получении изделий одинарного и знакопеременной кривизны с симметричными и несимметричными контурами.
Одним из главных достоинств профилегибочных станков является то, что они способны выполнить изгиб всего за один прокат. Также существует возможность обработки металлических профилей в вертикальной и горизонтальной плоскостях. С помощью профилегибов пользователь может делать окружности из имеющихся металлических заготовок. Также использование таких станков позволяет выполнять и ряд других полезных работ с заготовками.
Профилегибы используются в таких областях, как:
- строительство;
- морская промышленность;
- нефтехимическая промышленность;
- автомобильная промышленность;
- спортивная промышленность;
- мебельная промышленность;
- электрическая промышленность;
- энергетическая промышленность.
Процесс сгибания заключается в выполнении станком всего двух основных движений. Они состоят в том, что заготовка прокатывается между роликами, при этом поджимаясь верхнего или боковых роликов.
Конструкция профилегиба
Оборудование, предназначенное для сгиба заготовок, является легко транспортируемым станком с электрическим, механическим или ручным приводом. Обычно они компактные и относительно немного весят. Предназначены они для сгиба металла посредством холодного проката. Для того, чтобы добиваться получения оптимальных параметров кривизны, потребуется использовать специальные насадки, которые позволят пользователю выполнять обработку самых разных изделий.
Существует четыре варианта систем роликовых профилегибочных станков. Самым простым из всех является вариант с верхним подвижным роликом, так как во всём устройстве двигается только верхний ролик, что можно понять уже по самому названию. Исполнение такого механизма различается: верхний ручной ролик — с помощью редуктора, а гидравлический — при управлении гидросистемой самого верхнего ролика. Благодаря такому расположению роликов, можно добиться результатов с очень небольшими погрешностями. Такая конструкция является самой распространённой на данный момент.
Устройства с левым подвижным роликом используются для завивки спиралей, а также для такой же работы, которую выполняют и профилегибы, описанные выше, но только с учётом отличия в механизме бокового привода. Такие модели оснащены ЧПУ, что позволяет контролировать градиент сгибания, и имеют управление с предустановленными функциями гибки.
Существуют также механизмы с подвижными нижними боковыми роликами. Их используют, в основном, для сгибания больших профилей, так как конструкция это позволяет. Привод у таких станков является гидравлическим. Из-за того, что ролики способны перемещаться по сегменту окружности, такие профилегибы являются самыми употребляемыми.
Модели, конструкция которых предполагает наличие роликов, которые все подвижны, считаются самыми сложными, что неудивительно. Такие станки собрали в себе все достоинства всех предыдущих профилегибов. Они способны проделывать ту работу, сегменты которой другие профилегибы способны выполнять лишь по отдельности.
Принцип работы профилегиба
 Между профилегибами и другими трубогибочными станками есть одно отличие, которое и заключается в специфике принципа работы профилегибов. Дело в том, что если трубогибочные станки работают, загибая заготовки, то профилегибочные станки осуществляют работу, деформируя металл посредством проката.
Между профилегибами и другими трубогибочными станками есть одно отличие, которое и заключается в специфике принципа работы профилегибов. Дело в том, что если трубогибочные станки работают, загибая заготовки, то профилегибочные станки осуществляют работу, деформируя металл посредством проката.
Принцип работы у всех профилегибов является схожим. Чтобы начать работу с таким станком, следует для начала его установить и закрепить анкерными болтами, для чего имеются специальные отверстия, проделанные в раме устройства. Перед началом работы с профилегибом следует его заземлить, а также произвести обязательную проверку всех механических и электрических соединений на целостность.
Для того чтобы станок работал корректно и без отклонений, следует сначала сухой тряпкой прочистить ролики от консервирующей смазки, а затем запустить профилегиб для того, чтобы он 30 минут проработал вхолостую. Это делается для того, чтобы обнаружить какие-либо отклонения и неисправности. Если такие обнаруживаются в процессе холостого хода, то станок следует остановить и устранить имеющиеся неисправности.
Сгибка заготовки происходит вследствие прокатки её между валами профилегибочного станка. Процедура происходит под высоким давлением. Для того чтобы регулировать кривизну, нужно просто поднимать или опускать верхний вал.
Классификация профилегибов
Профилегибочные станки существуют нескольких типов. Они отличаются между собой качеством, ценой и техническими характеристиками.
Электрические профилегибы
Обычно электрические профилегибы представляются из себя довольно большие устройства, поэтому чаще всего бывают стационарными. Это оборудование отличается высокой точностью, но в то же время может ударить по карману покупателя. Устройства, на которых параметры можно задавать цифровым способом, стоят довольно дорого. Используются электрические профилегибы чаще всего в домашних мастерских или же на небольших производствах.
Гидравлические профилегибы
Такие устройства используются для работы в промышленных масштабах. Работают на этих станках профессионалы. Такие профилегибочные станки работают только от сети. Используют гидравлические устройства такого типа для устройства систем водоснабжения или канализаций.
Ручные профилегибы
Профилегибочные станки такого типа являются самыми доступными и дешёвыми. Также такие профилегибы отличаются небольшими размерами, что позволяет их даже носить с собой. У такого устройства существует несколько недостатков, которые заключаются в том, что такие станки не способны работать с толстыми трубами. К тому же они не способны обеспечить контроль радиус прогиба.
Но, если требуется загнуть тонкие трубы или прутья, которые впоследствии пригодятся, например, при установке водопровода или отопления, то ручной профилегиб является наиболее подходящим. Ручной вариант такого станка, созданный своими руками, превосходно может справиться с такой работой.
Как изготовить профилегиб своими руками
Если требуется профилегибочный станок для очень большого объёма работы, конечно лучше приобрести уже готовый профилегиб, который будет выполнять больше функций. Но, если предполагается выполнение небольшого объёма работы, то ручной профилегиб подойдёт для таких целей, и его можно спокойно изготовить самому.
Конструкция профилегиба зависит от диаметра трубы, которую впоследствии придётся согнуть. Дело в том, что если диаметр составляет 20 мм и менее, то трубу можно будет согнуть, используя очень просто устройство, которое будет состоять из бетонной плиты с отверстиями, в которые будут помещены стальные штыри. Труба может быть согнута в нужную сторону под нужным углом, если расположить её между штырями. Но, если труба толще, чем 25 мм, то придётся изготовить более сложный профилегиб.
Для начала следует выполнить точный чертёж, по которому своими руками будет собираться самодельный профилегибочный станок. Он обязательно должен быть как можно более точным и максимально подробным.
Ниже приведены несколько советов, которые помогут пользователю изготовить профилегиб своими руками:
- Сначала на большую пластину с помощью болтов крепятся вспомогательные ролики, а также уголковые направляющие. Их крепят сварными швами.
- Для того чтобы повысить прочностные характеристики основания, следует снизу к нему приварить два отрезка стального уголка.
- На направляющих следует приварить ещё одну металлическую пластину со специальным отверстием, диаметр которого должен быть больше сечения винта. Винт предназначается для того, чтобы оказывать нагрузку на рабочий вал самодельного профилегибочного станка.
- При сильном давлении существует большая вероятность поломки резьбы винта либо опорной гайки. Чтобы предотвратить такие неприятные моменты, рекомендуется использовать детали с прямоугольной, либо же с трапециевидной резьбой.
- Использовать профилегиб можно уже после того, как будут смонтированы направляющие ролики.
Для того чтобы собрать свой профилегибочный станок, можно посмотреть следующее видео, которое поможет пользователю разобраться во всех тонкостях и действиях, которые следует выполнить, что получить в пользование самодельный профилегиб, способный выполнять требуемую работу:
Это довольно подробная видеоинструкция, которая сможет помочь пользователю в изготовлении станка-профилегиба своими руками. Рекомендуется внимательно следить за всеми инструкциями, чтобы избежать ошибок и неточностей.
При изготовлении станка следует соблюдать все необходимые меры безопасности для того, чтобы избежать неприятных последствий для своего здоровья.
Выводы
Ручной самодельный профилегиб вряд ли подойдёт для большого объёма работы, но если требуется его использование для относительно несложных целей, он может стать настоящим полезным помощником в мастерской.
Профилегиб можно сделать своими руками даже, если у пользователя нет определённых навыков и опыта. Главное — это иметь правильный, конкретный чертёж и грамотно следовать всем имеющимся инструкциям. Положительный результат не заставит себя долго ждать.
- Автор: Александр Романович Чернышов
- Распечатать
stanok.guru
Самодельный профилегиб и трубогиб: нормы, рекомендации, способы сгибания, примеры
Если без воды и ни туды, и ни сюды, то без трубы вообще и ни туды, и ни сюды. По трубам не только текут вода, стоки, хладоагент. По трубам поступает газ, проходят коммуникации, тяги управления механизмами. В строительстве и ремонте нельзя обойтись без разного рода профилей, стандартных и фасонных. Все это нужно гнуть, и не как попало, а по форме и в размер. Можно ли сделать хороший профилегибочный станок своими руками? Можно, а как – посмотрим. Принципы изгибания труб и профилей одни и те же, т.к. труба – разновидность профиля.
Требования к изгибам
Прежде чем браться за принципы и конструкции, нужно знать, до какой степени трубы и профили можно изгибать. Изгиб на угол – это уже не изгиб, а надлом: нести нагрузку и пропускать поток он не способен. Требования к изгибам труб таковы:
- При толщине стенки трубы до 2 мм и диаметре d=5-20 мм минимально допустимый радиус изгиба R=4d; при d=20-35 мм R=5d; при d более 35 мм трубу гнуть нельзя, изгиб нужно делать сборным из секций.
- Если толщина стенки более 2 мм, то при d до 35 мм R=3d; d=35-60 мм R=4d и d=60-140 мм R=5d. Трубы еще шире гнуть опять же нельзя.
- Трубы особо тонкостенные, толстостенные и особо толстостенные гнуть нельзя.
Указанные значения касаются труб из конструкционной стали, латуни и титана. Для меди и металлопластика их можно принять такими же: малая прочность металла компенсируется его высокой пластичностью. Для алюминия значения минимального радиуса изгиба, выраженного в диаметрах трубы, нужно увеличить на единицу (если для стали R=4d, то для такого же алюминия будет R=5d), а для дюраля – не менее чем на 2 единицы. То же касается труб стальных хромированных и никелированных (хром и никель очень хрупки). Бронзовые трубы гнуть, как правило, нельзя, за исключением труб из бериллиевой бронзы. Кадмированные стальные трубы гнутся как обычные.
Примечание: у особо тонкостенных труб нормируется толщина стенки трубы в зависимости от диаметра просвета; скажем, при диаметре просвета в 5 мм стенка может быть 0,3; 0,4; 0,5 мм, а при диаметре просвета в 80 мм – 1,2; 1,4; 1,6; 1,8; 2,0 мм. Для толстостенных и особо толстостенных труб нормируется отношение диаметра просвета к толщине стенки трубы 6-12,5 для толстостенных и менее 6 – для особо толстостенных.
Допустимые радиусы изгиба и его способы для профилей указываются в спецификациях на них. В первом приближении можно считать d равным НАИБОЛЬШЕМУ размеру сечения профиля. Важно знать, что нажим на профиль при изгибании должен быть на его сплошную или выпуклую сторону, иначе противоположная пойдет складками. Любой гибочный станок должен конструироваться и изготовляться с учетом этих обстоятельств.
Классификация гибочных станков
Не промышленные гибочные станки классифицируются по следующим признакам:
- По способу изгибания – см. соотв. раздел.
- По мобильности – стационарные, переносные и носимые.
- По типу привода – ручной, электрический, гидравлический.
- По кинематике передаточного механизма – толкатель, винт, шестерни, зубчатая рейка с храповиком.
Пояснения к п. 2: стационарный станок требует установки на прочной устойчивой опорной поверхности, слева на рис. Переносной (в центре) не дает реакции на опору и может быть установлен где угодно. Носимый кроме того и не дает момента отдачи, им можно пользоваться на весу, справа на рис.
Стационарный, переносной и носимый трубогибы
Примечание: торговое обозначение «мобильный гибочный станок» может обозначать любой, кроме стационарного на отдельном фундаменте. Поэтому при покупке руководствуйтесь приводимыми ниже сведениями, особенно что касается опорной поверхности. К примеру, ручным гидравлическим трубогибом на обычном столе пользоваться нельзя – качать рукоятку домкрата приходится со значительным усилием, и оно передается на стол.
Настольный гидравлический трубогиб с автомобильныи домкратом
Любой профилегиб может быть большим и маленьким, легким и тяжелым, предназначенным для тонкой и грубой работы, развивающим усилие в пару килограмм или несколько тонн. Взгляните на рис. слева: простейшая сварная рама, автомобильный домкрат, который не потерял пригодности для использования по прямому назначению. Такой самодельный профилегибочный станок поместится на верстаке, а гнуть им можно все, что в принципе гнется.
Рекомендации самодельщикам
Чтобы сделать профилегиб своими руками, который будет гнуть трубы с уголками, а не сам себя, нужно правильно подобрать по усилию изгибания размеры деталей станины. Предполагается, что изготовлена она будет из обычной конструкционной стали.
Толщину металла деталей станины следует брать не менее 1/6 диаметра изгибаемой трубы. К примеру, если нужно гнуть трубы до 35 мм, то металл станины нигде не должен быть тоньше 6 мм, иначе туда пойдет концентрация напряжений. Вспомним первейший из законов сопромата: где тонко, там рвется.
Толщина опорной плиты должна быть вдвое больше, так же как наименьшая толщина пуансона с матрицей. Диаметры роликов выбираются не менее трех диаметров трубы для изгибания прокатом, и по допустимому радиусу изгиба во всех остальных случаях.
Размеры полок уголка, из которого сваривается станина, должны быть не меньше трех диаметров трубы, а размер полки швеллера – не менее 2 его диаметров. Например, при тех же 35 мм максимум изгибаемых для станины нужен либо уголок 100х6, и это на пределе, либо швеллер 70х6.
Пластичной изгибной деформации без надрыва вытянутых деталей, сплошных и полых, можно добиться такими способами:
- выгибанием по шаблону;
- выдавливанием;
- прессованием;
- прокаткой;
- комбинированным способом – обкаткой по ложементу.
Лучковый трубогиб
По первому способу действует простейший и древнейший лучковый трубогиб, см. рис. Все, что для него нужно – круглая деревяшка, веревка, два прочных прутка или палки-воротка и хорошо прокаленный, а затем промытый песок. Песком набивают трубу, обстукивая молотком для усадки, а воротками закручивают веревку. Из изогнутой трубы песок выковыривают проволочным крючком.
Лучковый способ имеет существенный недостаток: практически на протяжении всего процесса изгибания векторы усилий на концах трубы имеют касательную к ее оси составляющую. Поэтому хорошей точности таким способом добиться невозможно, и в сегодняшних серийных трубогибах он не применяется.
При разовой работе без особых требований к точности лучковый трубогиб может выручить и в наши дни. Если требуется большой радиус изгиба, например, для дуг теплицы, шаблон делают из вбитых в деревянный щит штырей. Но для работ более точных и ответственных лучше поискать чертежи профилегибочного станка, а какая конструкция для какой цели лучше подходит, мы разберемся далее. Заодно посмотрим, какой из готовых покупных для чего годится.
Выдавливание
Выдавливание только внешне похоже на лучковое изгибание, вывернутое наизнанку. На самом деле выдавливание – прессовка без матрицы, одним пуансоном. Роль матрицы играют две жесткие опоры по концам изгиба: вращающиеся ролики или поворотные башмаки. Поэтому вектор усилия всегда перпендикулярен трубе и можно получить точный изгиб.
Выдавливание как способ гнутья хорошо тем, что никогда не дает складок, скорее труба порвется. Но для выдавливания нужно постепенно и плавно нарастающее усилие, чтобы металл изгибаемого профиля успевал течь, из-за чего в промышленности выдавливание применяется нечасто: мала производительность. Но в бытовых трубогибах превращается в достоинство неповоротливость ручной гидравлики и ее небольшая отдача на руку, позволяющая чувствовать материал, а компактный гидродомкрат дает усилие в тонны.
Ручной гидравлический трубогиб
Гидравлический профилегиб с ручным приводом – наиболее частое исполнение переносных мощных трубогибов (см. рис): вес – несколько кг, электропитание не требуется, а гнуть можно стальные трубы до 76-100 мм. Домкрат может быть как встроенным собственным, так и автомобильным; под него делают седло с оголовком. Радиус изгиба меняют заменой пуансона-башмака из комплектного набора.
Однако мобильный гидротрубогиб со сменными башмаками требует установки на прочную опору из-за существенного усилия отдачи, и нельзя получать фигурные изгибы. Поэтому выгибающие профилегибы применяются в основном для монтажа водопроводной и газовой разводки от магистрали до квартиры, а также в мастерских, производящих гнутые детали штучно или мелкой серией.
Часто используется мелкий давящий трубогиб для монтажа тонкостенных медных или металлопластиковых труб: такой ручной инструмент с реечно-храповой подачей пуансона размером чуть больше пассатижей, но тонкие трубы гнет очень точно. Особенно пригоден такой для монтажа сплит-систем, там из-за свойств хладоагента складки на трубках недопустимы.
Изгиб прессованием
При изгибании прессованием обрабатываемая деталь зажимается между не вращающимися пуансоном и матрицей. Сделать профилегиб – пресс также можно самому из обычных слесарных тисков, куска негодного тормозного барабана и половинки шкива: в губках тисков сверлят отверстия, нарезают в них резьбу и крепят на болтах пуансон с матрицей. Изгибание сводится к сдавливанию тисками; его точности много способствует консистентная смазка рабочих поверхностей. Важное условие – подобрать друг к другу по сечению матрицу с пуансоном, как показано на рисунке; особенно это важно для гнутья уголков.
Пуансоны и матрицы для изгибания прессованием
Точный изгиб прессом требует тщательной разработки профиля матрицы и пуансона с учетом остаточных деформаций металла детали. Но зато одним ударом штампа можно получить изгиб очень сложной конфигурации, поэтому гнутье прессованием применяется в основном в промышленности.
Изгиб прокаткой
При гнутье прокаткой деталь протаскивают между двумя опорными роликами и вращающимся роликом-пуансоном, подачу которого можно менять зубчатой рейкой с храповиком, гидравликой или винтом. Ручной профилегибочный станок такого типа – конструкция довольно сложная, см. рис. справа, и требует прочной опоры из-за больших усилий отдачи. Но прокатной профилегиб имеет следующие важные преимущества:
Ручной станок для изгибания прокаткой
- Высокая производительность – скорость ручного гнутья может быть до 3 м/мин и более.
- Капролактамовыми или фторопластовыми роликами с прямоугольными канавками можно гнуть тонкостенные профили сложного сечения, как показано на рис. слева.
- Скосом роликов, как показано стрелками там же, можно получать цилиндрические спирали.
- Меняя в процессе работы подачу пуансона, можно получать детали с переменным радиусом изгиба, в т.ч. плоские спирали.
- Комбинируя два последних способа, можно получать спирали конические и другие детали с пространственным изгибом.
Сложное гнутье в домашних условиях на прокатном (или еще – протяжном) профилегибе лучше всего получается при работе вдвоем: подручный крутит ворот протяжки, а мастер регулирует скос и подачу. Таким способом удается получать сложные большие пружины или декоративные детали, которые потом вполне сходят за высококачественную художественную ковку, и по соответствующей цене. В промышленности прокатные гибочные станки с микропроцессорным управлением также используются очень широко.

Профилегибочный станок с перекашиваемыми фторопластовыми роликами
Роликовая гибка
Роликовое изгибание – комбинация изгиба с прокаткой: ролик-пуансон обкатывается по закрепленной с одного конца трубе, прижимая ее к ролику-ложементу или башмаку. Поскольку коренной конец трубы закреплен неподвижно, касательная составляющая вектора усилия на нем не возникает, длинный рычаг дает возможность создать изгибающее усилие, сравнимое с гидравликой, а под катящимся пуансоном металл хорошо и быстро течет.
Роликовый трубогиб дает приемлемую точность и неплохую для ручной работы производительность: изгиб производится одним движением рычага. Но гнуть им можно только трубы – профили мнутся из-за неравномерного давления пуансона на поверхность детали, и металл начинает течь волнами.

Роликовый трубогиб для тонкостенных труб
Однако гнутье роликом стальных труб требует прочной опоры и значительных усилий, а гнутье мелких тонкостенных достаточно серьезного навыка: слишком быстро или резко дернув рычаг, можно трубку или сплющить, или погнать по ней складки. Опытные мастера с набитой рукой для монтажа сплитов, квартирного газа или металлопластика предпочитают пользоваться именно роликовыми мелкими трубогибами (см. рис. справа): по размерам и весу они лишь немногим больше реечно-храповых с выдавливанием, а производительность труда за счет скорости изгибания получается в 2-3 раза выше.
Видео: ручной трубогиб

Электрический трубогиб
Бытовой электрический профилегиб (см. рис) вовсе не машина для лентяев, как его иногда называют. Он имеет важное достоинство: не дает отдачи ни на опору, ни на руки, а усилие дает как гидравлический. Поэтому электрический гибочный станок можно поставить на мягкую землю, на ветхий пол веранды на даче и т.п.
Но его нужно подключить к электросети, а потребленную электроэнергию оплатить по тарифу. Кроме того, для пользования простым электрическим профилегибом необходим навык: отдачи на руку нет, не успел выключить – профиль пошел складками, или надломился, или потянулся.
Видео: самодельный профелегибочный станок с электроприводом
Итог
Теперь вы знаете о бытовых профилегибочных станках и инструменте все основное и существенное. Надеемся, что данный материал поможет вам выбрать сообразно цели использования конструкцию для самостоятельного изготовления или модель для покупки.
Вывести все материалы с меткой:
Перейти в раздел:
vopros-remont.ru
Какой выбрать ручной профилегибочный станок
Профилированные изделия из металла являются важной частью в строительной и многих других производственных отраслях.
Для создания необходимых конструкций из профилированных труб используют профилегибочные станки — специализированные устройства, которые позволяют сгибать изделия из металлопроката под нужным углом.
Существуют разные типы данных устройств, различаются они типом используемого привода.
На отечественном рынке наиболее востребованными являются ручные и гидравлические трубогибы. В данной статье эксперты компании «Труборезофф» рассмотрят основные характеристики самых востребованных профилегибов на современном рынке.
Stalex YР-9

Китайский концерн Stalex является одним из ведущих производителей профилегибочного оборудования на мировом рынке. Одной из лучших ручных моделей компании является станок Stalex YР-9.
Данная модель отлично справляется с разными типами металлических изделий. Вам обеспечена широкая возможность регулировки рабочего угла в процессе протяга: от 0 до 200 градусов.
Одна из главных причин популярности Stalex YР-9 — данный ручной трубогиб неприхотлив к различным условиям эксплуатации, надежные высококачественные комплектующие гарантируют стабильность процесса гибки.
Еще одна приятная особенность — это более чем адекватная цена данной модели.
Профилегиб ПГ-2
Главная конструктивная особенность ПГ-2 — это наружное расположение роликов станка. Производит данное оборудование российский концерн НПП «ИМЗ».
Все детали конструкции станка полностью российского производства. Данный профилегиб — это уникальное устройство, единственная модель на глобальном рынке, в которой технология наружного расположения гибочных роликов отлично сочетается с применением ручного привода.
Благодаря такой технической особенности, данная модель позволяет вам выгибать дугообразные и металлические изделия кольцевой формы. Использование высококачественного стального сплава гарантирует длительный рабочий ресурс модели.
Stalex TR-50

Stalex TR-50 — это еще одна отличная высокопроизводительная модель от китайского производителя профилегибов. Главное достоинство данного инструмента — это его универсализм.
В сочетании с высоким показателем производительности, данная модель очень популярна в рамках современных производств.
Одна из главных особенностей данного устройства — его отличная приспособленность для создания конструкций из гнутых труб, а также в процессе разработки и гибки ажурных металлических конструкций.
В числе дополнительного преимущества модели — возможность быстрой замены рабочих вальцов, что в комплексе с использованием мощной современной станины стало причиной высокой популярности данного профилегиба на глобальном рынке.
Также смотрите видео презентацию работы ручного профилегибочного станка STALEX TR-60.
По материалам: http://www.truborezoff.ru/shop/category/oborudovanie-dlia-gibki/trubogiby/gidravlicheskii-trubogib
По материалам: http://www.truborezoff.ru/shop/category/oborudovanie-dlia-gibki/trubogiby/ruchnoi-trubogib
euroelectrica.ru
i-perf.ru
Профилегибочный станок для гибки труб своими руками
Содержание статьи:
Профильная труба используется во многих стальных конструкциях, является составной частью механизмов и машин. Однако в некоторых случаях необходимо изменить ее конфигурацию — сформировать дугу или арку. Для этого понадобится профилегибочный станок, который можно сделать своими руками.
Принцип работы профилегибочного станка

Заводской профилегибочный станок
Для изготовления нестандартной конструкции необходимо обеспечить процесс деформации ее поверхности. При этом неизбежно изменится минимальная толщина стенки, которую необходимо контролировать во время выполнения работ.
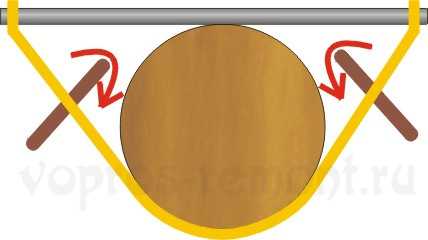
Изменение формы профильной трубы происходит за счет внешнего давления своими руками. Для этого в оборудовании должна быть предусмотрена система валов, которая воздействуют на материал. Простейшая схема состоит из трех цилиндров, два из которых выполняют функцию опоры, а третий — деформирует металл. Радиус определяется расстояниями между ними. В зависимости от требуемого результата прижимной ролик может быть центральным, левым или правым. Для изготовления простых электрических моделей своими руками применяют первый вариант.
Независимо от выбранной конфигурации, общая схема выполнения работ состоит из следующих этапов.
- Заполнение внутренней части профиля песком или водой. Это необходимо для равномерного распределения внешнего давления на стенки трубы.
- Установка конструкции между прижимными валами.
- Регулировка степени упора прижимного ролика.
- Вращение валов для сгибания трубы. Это можно выполнить с помощью электрического двигателя или ручным методом.
В некоторых самодельных станках применяют домкраты. Однако в этом случае контролировать уровень деформация очень сложно — образуется неровная поверхность. Поэтому предпочтительнее изготовить оборудование, взяв за основу заводские модели.
Для проверки качества изготовления своими руками, предварительно необходимо сделать шаблон. Зачастую изгиб выполняется несколько раз, чтобы достичь нужного результата.
Типы профилегибочных станков

Ручной профилегибочный станок
До того, как создать станок для гибки профильной трубы, необходимо ознакомиться с возможными вариантами конструкций. В дальнейшем это повлияет на качество изделий, а также трудоемкость работ.
Определяющим параметром является тип прижимного механизма. Если планируется небольшой объем производства — можно применять ручные модели. Их принцип работы ничем не отличается от вышеописанного, за исключением способа протяжки профильной трубы. Для этого используется механизм с цепной передачей. При этом необходимо учитывать ограничения на размер исходного изделия и толщину его стенки для максимального загиба. Поэтому целесообразно использовать профилегибочные станки с электрическим приводом чем тянуть заготовку своими руками.
Они обладают следующими преимуществами:
- высокая скорость производительности;
- максимальная точность обработки изделий;
- уменьшение трудоемкости работ.
Также особое внимание следует уделить форме валов, соединенных с электрическим силовым агрегатом. Их торцевая часть должна соответствовать конфигурации профильной трубы. В противном случае последняя потеряет свою изначальную форму, что скажется на качестве изделия. Сделать валы самостоятельно будет проблематично. Лучше всего заказать их у профессионального токаря или купить уже готовые заводские модели.
Для комплектации станка для гнутья профильной трубы необходимо использовать электрические двигатели мощностью от 0,8 кВт и выше.
Изготовление профилегибочного станка своими руками

Самодельный профилегибочный станок
Профессиональный профилегибочный станок можно сделать своими руками. Для этого необходимо правильно подобрать исходные материалы, изучить чертежи заводских моделей.
Следует помнить, что во время эксплуатации на конструкцию будет оказываться достаточно большое давление. Поэтому она должна быть максимально прочной. Также необходимо заранее побеспокоиться о ее устойчивости, возможности регулировки уровня.
Профилегибочное оборудование состоит из следующих элементов:
- станина. Внешне она схожа со стандартным верстаком. Для улучшения механической прочности в качестве материалов изготовления рекомендуется использовать швеллера и листы металла толщиной не менее 2 мм;
- транспортер. Он состоит из двух опорных роликов, которые крепятся на основе станины. Они соединяются с электрическим двигателем с помощью цепной передачей и звездочек. Предназначены для сгибания профиля;
- верхний прижимной вал. Он должен опускаться или подниматься с помощью червячной передачи. Важно правильно выбрать его месторасположение — он должен находиться четко посередине между опорными роликами;
- электрический двигатель обычно располагается в нижней части конструкции. Такой комплектации обладают практически все профилегибочные станки.
Для возможности изгиба труб с различным сечением профиля следует предусмотреть возможность оперативной замены опорных валов и прижимного ролика.
В процессе эксплуатации необходимо регулировать натяжение приводной цепи. Для этого понадобится самый простой прижимной механизм.
В процессе изменения конфигурации профильной трубы необходимо руководствоваться следующими правилами:
- чем толще труба — тем больше минимальный радиус изгиба;
- для достижения максимальной ровной поверхности полость конструкции рекомендуется заполнить водой и заморозить;
- во время деформации металл будет сильно нагреваться. Для уменьшения этого эффекта можно использовать специальные охлаждающие жидкости.
Для профессионального домашнего мастера сделать своими руками профилегибочное устройство с электрическим приводом не составит сложности. Важно убедиться в целесообразности его изготовление. Если требуется изогнуть несколько труб — лучше всего заказать эту услугу у специализированных компаний.
Для самостоятельной сборки самодельного профилегибочного станка рекомендуется ознакомиться с видеоинструкцией:
stanokgid.ru
Самодельный профилегибочный станок своими руками: чертежи
Работа с металлом считается одной из самых трудоемких. Для того чтобы изготовить из этого материала деталь сложной конфигурации потребуется дополнительное оборудование. Часто используется метод нагревания, когда пластичность металла повышается. Отдельные детали можно выполнить только этим способам, но для большинства простых операций по приданию нужной формы прокату разумно применять профилегибочный станок. Это сократит время, энергозатраты и трудоемкость работ с металлом.
Сфера применения профилегибов
При производстве металлического проката изделия проходят строгий контроль на соответствие геометрическим нормам. Продукция имеет минимальные отклонения по всей длине. Исключения составляют литые и обработанные на металлургических предприятиях изделия.
Монтируя конструкции оригинальной, нестандартной формы необходимы детали сложной конфигурации.

Монтируя металлические конструкции нестандартной формы вам понадобится профилегибочный станок
Помощником в этой работе станет станок для гибки металла, способный изменить изначальную геометрию таких видов проката, как:
- прутки различного диаметра;
- трубы, в том числе, квадратного профиля;
- прямоугольные, овальные и фигурные металлические заготовки;
- арматура, швеллера, уголки, балки и другие стандартные виды проката.
Промышленность предлагает готовое оборудование для обработки вышеназванной продукции, но затраты на его приобретение для домашнего пользования могут никогда не окупиться.
Сделанный своими руками станок обойдется на порядок дешевле, а основные операции, необходимые при производстве деталей для домашнего хозяйства, строительства и оборудования для обработки земли будут успешно выполнены:
- замкнутые элементы из проката различного диаметра;
- изготовление колен и деталей сложной формы из труб;
- сложные формы элементов конструкций, изогнутых по чертежу, шаблону в нескольких плоскостях;
- спирали.

Вложения в самодельный станок не ударят по семейному бюджету. Зато оборудование позволит значительно сэкономить на заказе сложных деталей в специализированных организациях.
Преимущества станка, сделанного своими руками
Значительно расширятся возможности домашнего мастера по производству необходимых технологических и эстетических элементов различных по назначению конструкций. Этот простой ручной станок позволит воплотить в реальность многие задумки. Сделать его можно порой из того, что уже есть в доме, за исключением нескольких деталей, которые по доступной цене можно приобрести на рынке или заказать их изготовление.
Внимание! Тонкостенные трубы, профили сложной конфигурации гнуть профилегибочным станком без подогрева или валов специальной формы не получится. Одним из приемов, которыми пользуются опытные мастера, является наполнение внутреннего пространства песком. Важно поместить его туда максимально плотно.
Для этого один конец закрывают трубкой и, постукивая по заготовке, утрамбовывают, подсыпая по мере надобности необходимое количество песка. Подобным методом можно избежать гофра и искажений профиля.
Виды профилегибочных станков
Многочисленные чертежи уже готовых изделий позволяют определиться с конструкцией станка. Возможно, будут внесены коррективы, вызванные необходимостью изготовления желаемых конструкций либо наличием заготовок, отличающихся по параметрам от предлагаемых материалов. Такой вариант допустим, но при условии, что необходимые требования будут соблюдены. Самостоятельно можно сделать профилегибы в следующих исполнениях:
Ручной станок
Конструкция проста и при минимуме деталей основные функции выполняет. Подача и продвижение заготовки проводятся вручную. Операция трудоемкая и имеет ограничения, вызванные физическими возможностями приспособления и мастера.
Электрический станок
Мощность и функциональность такого оборудования значительно больше, нежели аналогичные параметры, которые имеет ручной профилегиб. Производительность также заметно выше при чувствительном уменьшении трудоемкости операций.
Гидравлический станок

Гидравлический станок
Позволяет выполнять операции с профилями больших сечений. Трудности возникают при самодельном изготовлении станка. Схема довольно сложная и требует знаний, навыков при сборке.
В большинстве случаев оборудование подобного класса имеет избыточную мощность для бытового использования. Имеет смысл делать такой станок, если предполагается большой объем работы с профилями больших сечений.
Некоторые образцы станков, сделанных самостоятельно, не уступают промышленным образцам по возможностям. Обойтись же ручной аналог может в несколько раз дешевле. Элементарные знания школьной геометрии помогут легко разобраться с чертежами и схемами оборудования.
Совет! Значительно облегчить работу может редуктор, установленный на подающий вал. Некоторые конструкции предполагают цепную схему, где диаметры шестеренок снижают усилие при работе.
Принцип работы профилегибочного станка
Как функционирует оборудование для гибки металла можно понять на простом примере. Элементарный ручной профилегиб состоит из корпуса и трех валов, один из которых подающий. Два расположены в одной плоскости. Третий создает условия для деформации проката. Диаметр изгиба зависит от расстояния между опорными валами и положением среднего. Изменяя эти значения, получают изделия необходимой формы.
Чертеж гибочного станка
Одним из вариантов станка является конструкция со стационарным верхним валом. Несколько посадочных мест для опорных валов, расположенных на определенном расстоянии от центральной линии, позволяют регулировать степень изгиба заготовки.
Конструкция имеет заметные недостатки. Возможно лишь пошаговое изменение диаметра, обусловленное имеющими строгое местоположение посадочными местами опорных валов. К преимуществам можно отнести простоту в изготовлении.
Гораздо более удобной в работе будет конструкция с плавно изменяемой нагрузкой. Нижние валы стационарные. Они выполняют функции опоры. Верхний же вал подвижен по вертикали.
Закреплен он на отдельном элементе, который с помощью резьбовой подачи перемещается вверх и вниз. Можно задавать необходимый изгиб для профиля. Приспособление легко регулируется и настраивается до нужной конфигурации. Желательно проводить гибку одним проходом, но при небольших диаметрах операцию повторяют, опуская верхний вал ниже.
Особенности самостоятельного производства профилегибочного станка
При использовании приспособления могут возникнуть некоторые проблемы. Избежать их можно получив следующую информацию:
- Значительные усилия при обработке заготовок требуют надежной фиксации станка.
- Лучше агрегат надежно закрепить на полу залив предварительно часть конструкции бетоном.
- При изготовлении валов лучше отдать предпочтение конструкции с подшипниками, нежели со втулками.
- Снижается трудоемкость операции и продляется срок службы станка.
- Качество обработки зависит от профиля валов. Особенно это заметно при работе с пустотелыми заготовками, такими как трубы, профили.
- Если форма вала повторяет конфигурацию проката, то изгиб получится более качественным.
- Для уголков рекомендуется сделать прорезь для полки, которая не допустит неконтролируемой деформации.
Отличные результаты получают на профилегибочных станах собственного производства, в которых предусмотрена замена рабочих поверхностей валов. Очень удобная конструкция с боковым расположением плоскости изгиба.
Резьбовые фиксаторы позволяют быстро менять профиль валов. Мастера, постоянно работающие на этом оборудовании, имеют набор сменных барабанов, позволяющих подобрать нужную форму и тем самым получить изделия отличного качества.
Видео по теме: Трубогиб своими руками
promzn.ru