Обзор станка 1А62: описание, характеристики, схемы. Станок токарный 1а62 технические характеристики
Токарный станок 1А62: технические характеристики
Содержание статьи:
Токарно-винторезный станок 1А62 являлся продукцией завода «Красный Пролетарий». Он выпускался в период с 1949 по 1956 г. Область применения – комплектация больших и средних производств для токарной обработки стальных заготовок.
Назначение станка
Внешний вид станка
Эта модель оборудования пришла на смену морально устаревшему станку 1Д62 и его модернизации 1Д62М. Универсальный токарный станок 1А62 помимо стандартных операций по обработке заготовок способен нарезать резьбу на детали.
Токарно-винтовое оборудование этого типа предназначено для выполнения различных операций по обработке цилиндрических, фасонных, торцовых и конических стальных деталей. Из номенклатурного номера можно узнать основные характеристики оборудования:
- «1». Обозначает группу, к которой принадлежат токарне станки;
- «А». Поколение оборудования;
- «6». Таким образом указывается специализация работы оборудования — винторезное;
- «2». Указывает на высоту центров над станиной. Для этой модели она равна 215 мм.
Определяющим параметром является диаметр обрабатываемой детали (D). При этом зазор между заготовкой и направляющими станинами не должен превышать значение 0,4*D.
Следующим важным параметром является максимально допустимая длина обрабатываемой заготовки. Она определяется расстоянием между передним шпинделем и сдвинутой в крайнее правое положение правой бабкой. Эта величина не является константой. Для станка 1А62 она может составлять 75, 100 и 150 см.
Основными отличиями станка от его предшественника (1Д62М) являются:
- увеличение максимальной скорости вращения шпиндельной головки до 1200 об/мин;
- номинальная скорость электродвигателя составляет 7 кВт;
- для повышения качества обработки была усилена фрикционная муфта;
- в схеме коробки передач предусмотрено прямо включение ходового винта. Это повышает качество и скорость нарезания резьбы.
Для своевременного охлаждения заготовки в конструкции есть специальная емкость для жидкости, расположенная в задней тумбе станка. От нее к месту обработки ведет гибкий шланг для подачи СОЖ.
Для определения максимального диаметра заготовки, закрепленной над суппортом, необходимо ознакомиться с ГОСТ 440-57. Значение этого параметра в паспорте оборудования не должно быть меньше номинального.
Технические характеристики
 Станина, задняя и передняя бабки станка
Станина, задняя и передняя бабки станка Для ознакомления с техническими параметрами станка следует детально изучить паспорт этого оборудования. В нем указываются основные параметры, с помощью которых можно опередить перечень выполняемых операций, а также требования к заготовке.
Прежде всего, необходимо выяснить класс точности оборудования. По принятой классификации он соответствует «Н», затем переходят к анализу основных параметров станка:
- максимальный диаметр детали. Над суппортом он составляет – 210 мм. Над станиной это значение равно 400 мм;
- допустимая длина детали: 75, 100 и 150 см.
В паспорте не указывается предельно допустимая масса заготовки. Но если взять в качестве примера станок 1К62, то эта характеристика для обработки в патроне составляет 500 кг. При проведении токарных операций в центрах максимально допустимая масса детали равна 1500 кг.
Шпиндель
Предназначен для фиксации обрабатываемой детали. С помощью коробки передач к нему передается вращающийся момент от силовой установки оборудования.
Параметры:
- диаметр отверстия сквозной формы — 36 мм;
- максимально допустимый диаметр прутка, который проходит через шпиндель – 38 мм;
- количество ступней вращений. Для прямой подачи – 21. При реверсном вращении – 12;
- номинальный показатель частоты вращения головки шпинделя. Для прямой она варьируется от 11,5 до 1200. Если осуществляется обратное вращение — это значение равно от 18 до 1520 об/мин;
Преимуществом эксплуатации является стандартный размер внутреннего конуса в шпинделе. Согласно принятой классификации он составляет «Морзе 5».
Описание суппорта
Кинематическая схема
Этот элемент необходим для смещения резца относительно заготовки. Является определяющим компонентом станка, так как напрямую влияет на точность и перечень выполняемых операций.
Параметры:
- смещение продольной каретки – 65, 90 и 140 см;
- максимально допустимый сдвиг подпольной каретки – 28 см;
- количество ступеней передач. Для продольного и поперечного вращения – 35;
- значения пределов для передач. Продольных — от 0,082 до 1,59 мм/об. При активации поперечных – от 0,027 до 0,522 мм/об;
- параметры нарезаемой резьбы. Количество метрических составляет 19; дюймовых — 20. Диапазоны шага – от 1 до 12.
Помимо метрических и дюймовых типов резьбы на станке 1А62 существует возможность выполнять нарезку модульных и питчевых. Это значительно увеличивает функциональные возможности обозревания и делает его по-настоящему универсальным.
Резцовые салазки

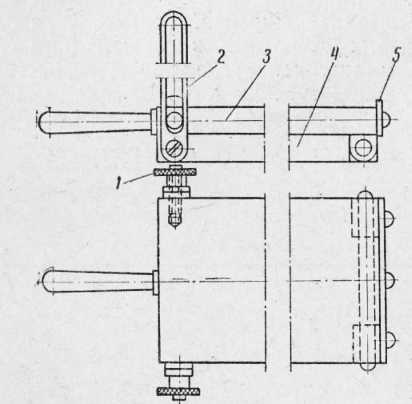
Схема управления станком
Предназначены для смещения резцовой головки для попадания в нитку резьбы. Они влияют на качество выполняемых работ. Для смещения используется несколько управляющих рычагов и маховичков.
Параметры:
- значение наибольшего смещения – 113 мм;
- цена деления равно 0,05 мм;
- предельно допустимый угол поворота — ±90°;
- цена деления угловой шкалы — 1°;
- допустимое значение сечения державки резца – 25*25 мм.
Для этого типа оборудования допускается одновременный монтаж 4 резцов в фиксирующей головке. Для этого в конструкции предусмотрены задние и передние суппорта. Тип привода резцовых салазок в станке 1А62 механический.
Задняя бабка
Этот элемент оборудования необходим для фиксации заготовки. Задняя бабка может смещаться только вдоль оси детали. При этом существуют механизмы для установки ее фиксирующего конуса относительно центра шпиндельной бабки.
Параметры:
- диаметр пиноли – 70мм;
- количество отверстий — Морзе 4;
- максимально допустимое смещение пиноли – 150 мм;
- цена деления– 0,1 мм.
Благодаря универсальной конструкции предусмотрена возможность смещения задней бабки в по поперечному вектору на ±15 мм. Это позволяет добиться точной обработки заготовки.
Станок универсальный винторезный 1А62 оснащен электродвигателем главного привода мощностью 7 кВт. Дополнительно установлен силовой агрегат для подачи охлаждающей жидкости.
Правила эксплуатации

Опоры для установки станка
Для нормальной работы станка его следует установить на предварительно подготовленную платформу. Она должна не только выдержать номинальную массу (2045), но частично гасить колебания, возникающие в результате работы.
После предварительной настройки и подключения к сети следует установить и включить шпиндель на максимальное число оборотов на холостом ходу. Во время выполнения этой процедуры проверяется уровень масла. Окончательную настройку режимов выполняют согласно технической документации.
В связи с тем, что выпуск станков 1А62 был прекращен еще в 1956 г., особое внимание следует уделить возможности их ремонта и комплексной реставрации. В видеоматериале показан пример восстановительных работ:
stanokgid.ru
Назначение и устройство токарно-винторезного станка 1А62. — КиберПедия

Токарно-винторезный станок 1А62 является одной из лучших разработок станкостроительного завода "Красный Пролетарий", пришел на смену модели 1Д62М и массово выпускался для нужд отечественной промышленности. Этот станок позволяет осуществлять большой спектр технологических операций, связанных с механической обработкой цилиндрических или конических заготовок , а также их осевое сверление и нарезание метрической, дюймовой, питчевой и диаметральной резьб. Станок 1А62 нашел применение в ремонтных мастерских и механических участках предприятий самого различного рода деятельности: машиностроения, металлообработки, строительства, пищевой промышленности, сельского хозяйства и др..Оборудование оснащено всеми необходимыми электрическими и механическими блокировками для безопасной эксплуатации на производстве.
Общее описание. На рис. показан токарно-винторезный станок модели IA62 завода «Красный пролетарий». На левом конце станины 28 станка находится передняя бабка 5. В подшипниках бабки вращается шпиндель (главный вал — на рисунке не показан), на правый конец которого навертывается патрон 7 или другое приспособление для закрепления обрабатываемой детали. В шпинделе имеется конусное отверстие, в которое может быть вставлен центр, также используемый для установки и закрепления детали.
Шпиндель посредством устройства, расположенного в корпусе передней бабки и называемого коробкой скоростей, получает вращение от электромотора, установленного на отдельном фундаменте сзади станка. Это осуществляется посредством клиноременной передачи, связывающей шкив электромотора и шкив станка (на рисунке он закрыт кожухом 1), и ряда шестерен, муфт и других деталей, составляющих коробку скоростей.
Коробка скоростей устроена таким образом, что при постоянном числе оборотов в минуту электромотора числа оборотов шпинделя можно изменять в довольно широких пределах. Так, рассматриваемый станок имеет 24 скорости шпинделя — от 16,5 до 1200 об/мин. В числе этих скоростей имеются три совпадающих, так что практически шпиндель станка 1А62 имеет не 24 скорости, а 21 рабочую скорость. Такое количество скоростей вращения шпинделя дает возможность установить скорость резания, наиболее подходящую для условий данной работы. Изменение скорости вращения шпинделя производится при помощи трех рукояток 2, 4 и 6, расположенных на стенке передней бабки.На правом конце станины находится задняя бабка 14, в пиноли 12 которой расположен задний центр 11. Задняя бабка может быть установлена на различном расстоянии от передней. Кроме того, можно перемещать ее пинольвращением маховичка 15 и закреплять в требуемом положении рукояткой 13. Корпус задней бабки установлен на промежуточной плите 20, расположенной на направляющих станины. Корпус бабки можно сдвигать по плите в сторону токаря или, наоборот, от токаря. При среднем положении корпуса бабки 14 обрабатываемые детали, закрепленные в центрах, получаются цилиндрическими, при сдвинутом корпусе бабки — коническими.
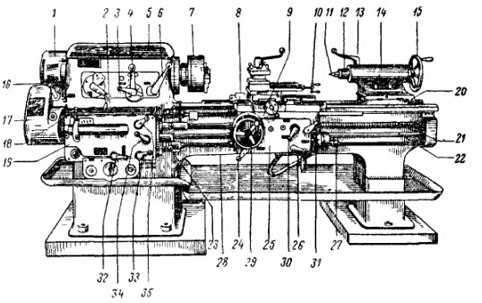
Прямая линия, соединяющая вершины переднего и заднего центров, при среднем положении задней бабки, когда ось заднего центра совпадает с осью переднего центра, называется, центровой линией станка. Она параллельна направляющим станины. Режущий инструмент (резец) закрепляется на суппорте 8. Суппорт состоит из нескольких частей, перемещающихся в разных направлениях. Это обеспечивает возможность осуществления подачи резца —продольной, параллельной центровой линии станка, и поперечной, перпендикулярной к этой линии. Верхняя часть суппорта может быть повернута около вертикальной оси; подачу резца при этом можно осуществить под углом к центровой линии станка, что требуется при обработке конических поверхностей.Все подачи резца могут быть ручными, а продольная н поперечная — также и автоматическими. Продольная ручная подача происходит при вращении маховика 29, расположенного, как и многие другие рукоятки управления подачами станка, на передней стенке фартука 25 суппорта.Поперечная ручная подача получается при вращении рукоятки 9, а подача верхней (поворотной) части суппорта — посредством рукоятки 10. Автоматические подачи резца заимствуются от ходового винта 21 или от ходового вала 22, получающих вращение с разными скоростями от коробки подач 19. Ходовой винт используется при нарезании резьб, ходовой вал — при всех остальных токарных работах. Включение подачи, заимствуемой от ходового винта, получается посредством рукоятки 34, а от ходового вала — при помощи рукояток 34 и 30. Одновременное включение подач, получаемых от ходового винта и ходового вала, привело бы к поломке станка. Поэтому у рассматриваемого станка имеется устройство (в фартуке), не допускающее такого включения. Рукояткой 31, расположенной на фартуке суппорта, производится включение и выключение разъемной гайки станка, а рукояткой 26 — подачи, заимствуемой от ходового вала. Рукоятка 24 служит для реверсирования (изменения направления вращения) ходового вала, что обусловливает изменение направления перемещения суппорта. Коробка подач 19 связана зубчатыми шестернями через гитару, расположенную под кожухом 17, со шпинделем станка, так что скорости вращения шпинделя и величина подачи резца получаются строго согласованными. Коробка подач устроена таким образом, что, устанавливая в разные положения рукоятки 18, 32, 33 и 35, можно получать (через ходовой винт) подачи, соответствующие шагам всех принятых резьб, и большое количество различных подач (через ходовой вал), необходимых при остальных токарных работах. Используя сменные шестерни гитары, устройство которой рассматривается ниже, можно нарезать резьбы с нестандартным шагом. Такие же шестерни применяются при нарезании точных резьб. Посредством рукоятки 3 шаг нарезаемой резьбы может быть увеличен в 2, 8 или в 32 раза в зависимости от положения рукоятки 6.
Рукоятка 16 служит для настройки станка на нарезание правой или левой резьбы.
Используя все возможные передачи коробки подач, на рассматриваемом станке можно нарезать метрические резьбы с шагом от 1 до 12 мм, дюймовые с числом витков от 2 до 24 на 1а также многие модульные и питчевые резьбы.
Кроме того, на станке модели 1А62 можно получить при работе через ходовой вал продольные автоматические подачи от 0,082 до 1,59 мм/об и поперечные от 0,027 до 0,52 мм!об. Рукоятки 23 и 27 служат для включения, выключения и реверсирования станка.
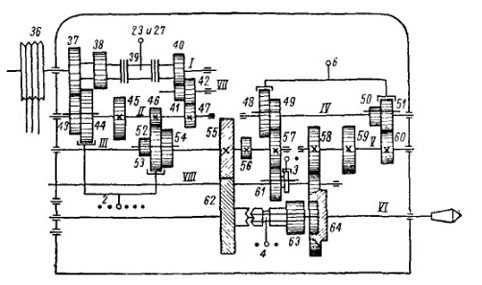
Коробка скоростей. На рис. приведена кинематическая схема коробки скоростей токарного станка модели 1А62. Все детали и части коробки изображены на схеме условно, что значительно упрощает изучение устройства коробки и взаимодействие ее деталей. Валы коробки скоростей для удобства изображения условно показаны расположенными в одной плоскости. Устройство наиболее важных узлов коробки приводится ниже.
Ведущий вал 1 коробки получает вращение от электромотора через шкив 36. На этом валу свободно вращаются двухвенцовый блок шестерен 37, 38 и шестерня 40. Правая часть первой из этих деталей и левая часть второй являются корпусами половинок фрикционной муфты 39, посредством которой производятся включение и выключение, а также изменение направления вращения шпинделя. Используя одну из рукояток, 23 или 27, можно переместить втулку фрикционной муфты по валу 1. При левом положении этой втулки блок шестерен 37, 38 связывается с вращающимся валом 1, и шпиндель станка получает прямой ход. При правом положении этой втулки с валом 1 оказывается связанной шестерня 40. В этом случае шпиндель станка, как это будет пояснено ниже, получает обратный ход. При среднем положении втулки станок выключен.На валу 11 коробки расположены двухвенцовый блок шестерен 43, 44 и шестерни 45, 46 и 47. Блок шестерен 43, 44 постоянно вращается вместе с валом 11, но его можно перемещать вдоль вала и устанавливать в одно из двух рабочих положений. Такое устройство рассматриваемого блока, называемого скользящим, обозначается на схеме линией, параллельной оси вала. Первое рабочее положение блока шестерен, когда в зацеплении находятся шестерни 37 и 43, показано на рис. 22; при втором положении этого блока будут сцеплены шестерни 38 и 44. Шестерни 45, 46 и 47 находятся в постоянном положении на валу 11, что отмечено на схеме крестиками.
На валу /// расположен скользящий трехвенцовый блок шестерен 52, 53, 54, имеющий три рабочих положения. Одно из них (среднее) показано на схеме; при левом положении блока в зацеплении находятся шестерни 45 и 52, а при правом — 47 и 54. Перемещение блоков шестерен 43, 44 и 52, 53, 54 осуществляется рукояткой 2. На валу ///, кроме блока шестерен 52, 53, 54, закреплены шестерни 55, 56 и 57.
cyberpedia.su
Токарный станок 1А62 технические характеристики
Потребность в надежном, отказоустойчивом, простом в обслуживании токарном оборудовании — существует всегда. И именно к такому классу относится станок 1к62 — агрегат, который выпускал завод Красный Пролетарий. Несмотря на то, что производство данной модели прекращено, она все еще широко используется и имеет высокую популярность на вторичном рынке.
Обзор аппарата и область его использования
Оригинальный станок 1к62, имеющего 1961 год выпуска, сегодня найти уже невозможно. Причина в банальном износе. Так как такая модель уже не выпускается, найти на вторичном рынке подлежащий восстановлению экземпляр весьма сложно. В ходу модификации, у которых отличается та или иная характеристика.
При этом модель отличается по маркировке. К наименованию станка 1к62 по металлу добавляется буквенное обозначение. Техническая документация точно регламентирует, какое изменение произведено в элементах конструкции или как изменился один из параметров оборудования.
Станки семейства 1к62 широко используются в инструментальных мастерских предприятий, в лабораториях по проектированию металлоконструкций, в многочисленных цехах машиностроительных производств. Благодаря продуманной конструкции, модель успешно решает поставленные перед ней задачи, а огромные функциональные возможности позволили ей оставаться в своем классе, незначительно морально устаревая.
На оборудовании можно производить следующие операции:
- обрабатывать цилиндрические детали, поверхности заготовок;
- производить работу по внутренним и внешним поверхностям;
- производить операции на конических формах;
- обрабатывать торцы изделий;
- доступна к нарезке резьба метрическая, модульная, дюймовая, питчевая, архимедова.
Нарезка резьб доступна как по внешней поверхности заготовки, так и по внутренней. При этом может использоваться как механизированный способ обработки резцами, так и использование метчиков, плашек, зенкеров. Зажимные устройства позволяют использовать широкий набор инструментов и приспособлений.
Особенность станка — высокая степень надежности, а также минимальные требования к обслуживанию. Зачастую, после многолетней эксплуатации аппарата ему требуется только тонкая настройка и покраска корпуса. На устройстве можно:
- использовать при точении широкий набор типов резцов;
- работать с короткими деталями значительного диаметра;
- проводить операции с заготовками из закаленных металлов;
- обрабатывать валы;
- обтачивать диски.
Высокая надежность, упорная жесткость, общая твердость узлов позволяет модели 1к62 с легкостью выполнять операции, отличающиеся высокой скоростью и прилагаемыми усилиями. Данными особенностями не обладает большинство токарного оборудования.
Популярность станка обеспечивают:
- цепи, колеса, иные узлы отличаются высокой прочностью, жесткостью и точностью установки;
- количество передач коробки и скорости подачи, формируемые приводом — дают возможность действовать в наиболее удобных режимах;
- мощность на шпиндельной бабке — позволяют разрезать отливки при использовании режущего инструмента из металлокерамики;
- вибрационная устойчивость — гашение, вызванной вибрацией, нагрузки, обусловленная особой конструкцией станка;
- механизм со сменными шестернями, комплект которых предлагается в заводской поставке;
- системы защиты от перегрузок, построенные на тепловых реле;
- электрооборудование, защищенное от сбоев, коротких замыканий, перегрузочных токов;
- специальные элементы, обеспечивающие жесткую опору для нейтрализации динамических нагрузок для проведения операций высокой точности;
- кинематика, предусматривающая поперечное перемещение заднего узла для обработки поверхностей в форме отлогого конуса.
Инструкция по эксплуатации гласит, что замковое крепление суппорта позволяет с высокими результатами использовать разнообразный инструментарий для проделывания отверстий, в том числе — в болванках. При этом гарантируется точность обработки благодаря жесткому, надежному совмещению контактирующих элементов.
Предусмотрен вариант, когда каретке принудительно ограничивается продольное перемещение. В этом случае используется стопор-фиксатор специальной конструкции. При его применении — скорость перемещения суппорта электродвигателем ограничена.
Технические характеристики токарно винторезного станка 1к62 включают использование двух видов люнетов. Мобильный и статичный — они позволяют работать с длинными болванками, при этом применение первого ограничивает габариты заготовки до 80 мм, а второго — 130 мм.
Технические характеристики
Станок 1к62 выпускается в нескольких вариантах для разного ограничения длины обрабатываемой зоны. В зависимости от этого показателя меняется длина и масса оборудования. Так, при 1000 мм обрабатываемой зоны — длина, ширина, высота агрегата составляет 2786х1200х1500, масса 3080 кг. При протяженности 1500 мм — длина увеличивается до 3286, вес станка составляет 3440 кг. Для зоны обработки в 2000 мм — длина 3786, 3800 кг.
Другие характеристики токарного станка:
- ограничение диаметра при установке заготовки над станиной — 435 мм;
- максимальный диаметр при обработке над суппортом — 224 мм;
- длина зоны обработки — в зависимости от варианта станка, 1000, 1500, 2000 мм;
- стандарт конуса передней шпиндельной бабки — Морзе 6;
- диаметр посадочного отверстия шпинделя — 55, 62 в зависимости от варианта станка;
- число передач коробки переключения скоростей — 23;
- диапазон оборотов шпинделя — от 12,5 до 2000 в минуту;
- число передач коробки подачи, в продольном, поперечном направлении — 42, 56;
- смещение пиноли задней бабки — 200 мм;
- поперечное перемещение задней бабки — 15 мм в обе стороны от базовой оси;
- максимальное сечение резца — 25 мм.
Установка работает от напряжения трехфазной линии, 380В. Мощность главного привода составляет 11 или 7.5 кВт в зависимости от варианта исполнения станка, для перемещения суппорта применяется отдельный двигатель 1 кВт.
Устройство станка
Устройство токарного станка 1 к62 отличается классической компоновкой, а также применением привычной для профессионалов схемой управления и расположения регулирующих органов. Модель состоит из следующих конструкционных узлов:
- станина;
- передняя и задняя тумбы;
- передняя бабка шпиндельного типа;
- зажимной патрон;
- перемещаемая в поперечном направлении регулируемая задняя бабка с мобильной пинолью;
- резцедержатель;
- фартук с механикой подачи суппорта в поперечном и продольном направлении;
- основной ходовой вал;
- блок коробки подач, передающей момент вращения ходовому винту.
Слив охлаждающей жидкости и сбор стружек, образовываемых при работе, осуществляется в отдельное корыто, расположенное внутри станины.
Вся конструкция модели 1к62 токарного станка рассчитана на высокую жесткость и стойкость к вибрации. Основание станка — станина, закрепленная на двух тумбах. Коробчатая конструкция изготовлена из чугуна методом отливки. Для повышения жесткости и прочности внутри тумб расположены вертикальные ребра на стенках.
В левой части станины установлена п
moistanki.ru